1. Introduction
Foamed bitumen stabilisation is a construction technique whereby foamed bitumen is used to bind the existing or imported granular material to produce a bitumen stabilised flexible pavement material. It is commonly used in base and subbase pavement layers for both pavement rehabilitation and new pavement construction [
1]. The foam is produced by injecting cold water, or a water-bearing product, into a stream of hot bitumen [
2] causing the bitumen to expand rapidly. In its foamed state, the bitumen has a significantly reduced viscosity and is able to coat the fine aggregate particles in the granular material [
3]. The large foam collapses during mixing but fine foam bubbles remain until construction and compaction collapses them, resulting in a coarse aggregate skeleton that is spot-welded together by a mastic-like mixture of fine aggregate and bitumen [
4]. Experience and research have shown that foamed bitumen stabilised base course (FBB) has high moisture resistance [
5], is well-suited to expedient construction [
6] and has an elastic modulus that significantly exceeds that of granular materials [
7] and even many asphalt mixtures [
8].
As discussed below, FBB can be constructed in situ or ex situ and can use existing pavement materials or new granular materials [
6]. The granular material can be either crushed rock or a naturally occurring gravel. Although crushed rock is usually tightly specified and produced to a controlled aggregate gradation, existing pavement materials and natural gravels are generally less controlled. In fact, some of these materials fall outside of the specification or guideline requirements applicable to their intended use. Such materials are generally referred to as ‘marginal’ materials. Although the engineering properties of marginal materials present a challenge, their cost-effectiveness and local availability make them an attractive option, particularly in regional areas that are long distances away from established supply chains [
9]. Furthermore, even though marginal materials are not necessarily as sound as standard materials, they may still be fit for purpose. In such circumstances, the use of marginal materials to achieve an acceptable outcome contributes to the sustainable development of the infrastructure network because higher quality standard materials remain available for uses where marginal materials would be less appropriate [
10].
This research compared the engineering properties of FBB produced with three marginal materials to the properties of FBB produced with a standard crushed rock. The particle gradation of the marginal materials was then improved by blending with other granular material and the engineering properties of the subsequently produced FBB were also compared, allowing the level of improvement to be assessed. Although the materials and test methods are necessarily Australian, the relative performance of FBB produced with standard, marginal and improved marginal materials is of interest to other countries, particularly those jurisdictions that use foamed bitumen stabilisation of marginal materials for road and other pavement construction.
2. Background
2.1. Foamed Bitumen Base
As stated above, FBB is a granular base course material that has been stabilised with foamed bitumen. FBB is one of three methods for producing bitumen stabilised granular materials [
6]. Bitumen emulsion stabilised base is similar, but takes advantage of the low viscosity of the emulsified bitumen to achieve a similarly workable product. Bitumen treatment base is also similar, but relies on heat to reduce the bitumen viscosity. Bitumen treated base is effectively a low bitumen content asphalt produced from unfractionated base or subbase quality granular material and is produced in a hot-mixed asphalt plant.
Typically, FBB in Australia includes 2.5–3.5% bitumen and 1–2% hydrated lime, by mass of the granular material. The hydrated lime assists in dispersing the bitumen through the granular material, reduces moisture damage susceptibility and accelerates the stiffening of the bituminous mastic shortly after construction [
7]. In other jurisdictions, different bitumen and lime (or cement) contents are commonly used and this affects the engineering properties, performance and expected failure mode of the resulting FBB. For example, increasing the bitumen content increases cost and changes the FBB stiffness, while increasing the lime content (or introducing cement) increases the stiffness and rate of strength gain with age, but introduces shrinkage cracking risk [
11].
FBB can be produced in a pugmill (ex situ) or using a pulverising and stabilising machine (in situ). It is logical that in situ stabilisation is suited to the reuse of existing pavement materials and ex situ processing is most appropriate when a new granular material is used. In situ construction of FBB reduces the cost associated with double handling of existing materials, as well as the mobilisation of separate production and paving equipment. However, ex situ processing provides the opportunity to inspect and assess the exposed subgrade, test the excavated existing material and perform secondary pulverisation of any existing asphalt surface.
Regardless of the production process in the field, FBB mixture design and characterisation is generally performed in a laboratory mixing device. Ex situ, in situ and laboratory FBS processes all use different mixing chambers and mixing times, resulting in differently mixed materials. Aggregate breakdown, which changes the overall grading, and bitumen distribution, are both affected by mixing processes and times, meaning the three production processes can result in slightly different materials, even though the mixture design is nominally identical [
11]. However, for comparison of different FBB materials, standardised laboratory production protocols are adequate and provide a consistent benchmark.
2.2. Marginal Granular Materials
Unbound pavement materials that meet the specifications of Australian road agencies are getting more difficult to acquire in many regional areas in Australia. Hauling higher quality materials over long distances significantly increases the cost associated with road construction and maintenance. However, marginal materials are usually available from local sources, which provides a logistically convenient and cost-effective solution, as long as the marginal materials are fit for purpose.
There are many ways in which to define a marginal material, but in this research, marginal materials are those that do not meet the requirement of the specification for a premium or standard material [
12]. There may be many reasons for a granular material to be considered marginal, with the most common being particle gradation, fine particle plasticity, low bearing capacity or low rock durability.
Just like in granular base courses and asphalt mixtures, aggregate particle size distribution, or gradation, is important for FBB performance [
13]. A zone of optimal particle gradation for FBB production was developed [
13] and is widely accepted in industry-based guidance and many specifications. However, materials with a gradation outside this target range can often be successfully stabilised without blending, provided that the plasticity index (PI) is below 10 [
14].
Plasticity in a material is attributed to the presence of cohesive clay particles in the fine aggregate. In Australia, PI is determined as the difference between the liquid and plastic limits of the material passing a 0.425 mm sieve [
15]. It is a primary indicator of the moisture susceptibility of granular materials [
14]. In wet conditions, highly plastic materials, such as the reactive clays found in many marginal materials, bind together to form ‘lumps’ of clay, which are difficult to work. As a general rule, if the PI of the material is in excess of 10, the material is marginal and pre-treatment with hydrated lime should be considered [
14]. The treatment changes the material properties by reducing the plasticity.
Aggregate particle durability is required to minimise the breakdown of particles during construction and rolling, as well as throughout the life of the pavement [
16]. Mechanical or abrasive tests, such as Los Angeles abrasion, are indicators of resistance to mechanical breakdown, in either wet or dry conditions. In contrast, reactivity to chlorides, sulphates and alkanes are indicators of resistance to chemical attack. Aggregate particle durability is generally a property of the parent rock, meaning there is little that can be done to correct a marginal material. However, many aggregate durability requirements are based on what is economically available, rather than being a range outside of which failures are expected [
17]. Consequently, good FBB performance may still be possible even when the aggregate particle durability of the granular material is marginal. This emphasises the importance of a performance-related fitness for purpose approach to the acceptance and use of marginal materials.
2.3. Foamed Bitumen Base Characterisation
Different jurisdictions take different approaches to the characterisation of FBB. Unconfined compression strength, indirect tensile strength and indirect tensile modulus are the most commonly used test methods [
18]. In Australia, indirect tensile modulus at 25 °C is used and this is known as the ‘resilient’ modulus [
19].
Australian protocols require 150 mm diameter samples to be compacted with a Marshall hammer or in a gyratory compactor, prior to curing in a dry oven at 40 °C. Samples are usually tested after 3, 7 and 14 days of accelerated oven curing. Prior to testing, samples are conditioned to 25 °C and half the samples are saturated for 10 min at 13 kPa absolute pressure and then surface dried [
20]. The modulus used for the structural design of the pavement is the average of the triplicate saturated modulus values after three days of accelerated curing. Either a presumptive value, typically 1500 MPa, is used for pavement design purposes and then the FBB mixture design ensures that this is exceeded, or the FBB mixture design is prepared and the material-specific characteristic modulus is used for pavement thickness determination [
19]. It is generally accepted that laboratory production and curing of FBB samples is not representative of in-field conditions [
8]. However, for the comparison of standard, marginal and improved marginal materials, the Australian protocols provide a reasonable benchmark.
3. Materials, Methods and Results
In accordance with Australian guidance [
1,
7] a constant 3% foamed bitumen and 2% hydrated lime was used to produce FBB with different granular materials. Although this fixed binder dosage may not have reflected the optimal bitumen and lime contents for all the materials assessed, it allowed the effects of the granular material properties to be isolated from the bitumen and hydrated lime contents.
Three marginal materials were selected, as well as one standard material, which was used as the reference material. In addition, two of the marginal materials were blended with other materials to correct their grading and FBB was produced using the two improved marginal materials. The marginal materials were selected based on their availability in the local area, to ensure that different types of materials were included and to include different bases and magnitudes of marginality. All materials were assessed and compared, using their cured and saturated resilient modulus after different periods of accelerated laboratory curing.
3.1. Materials
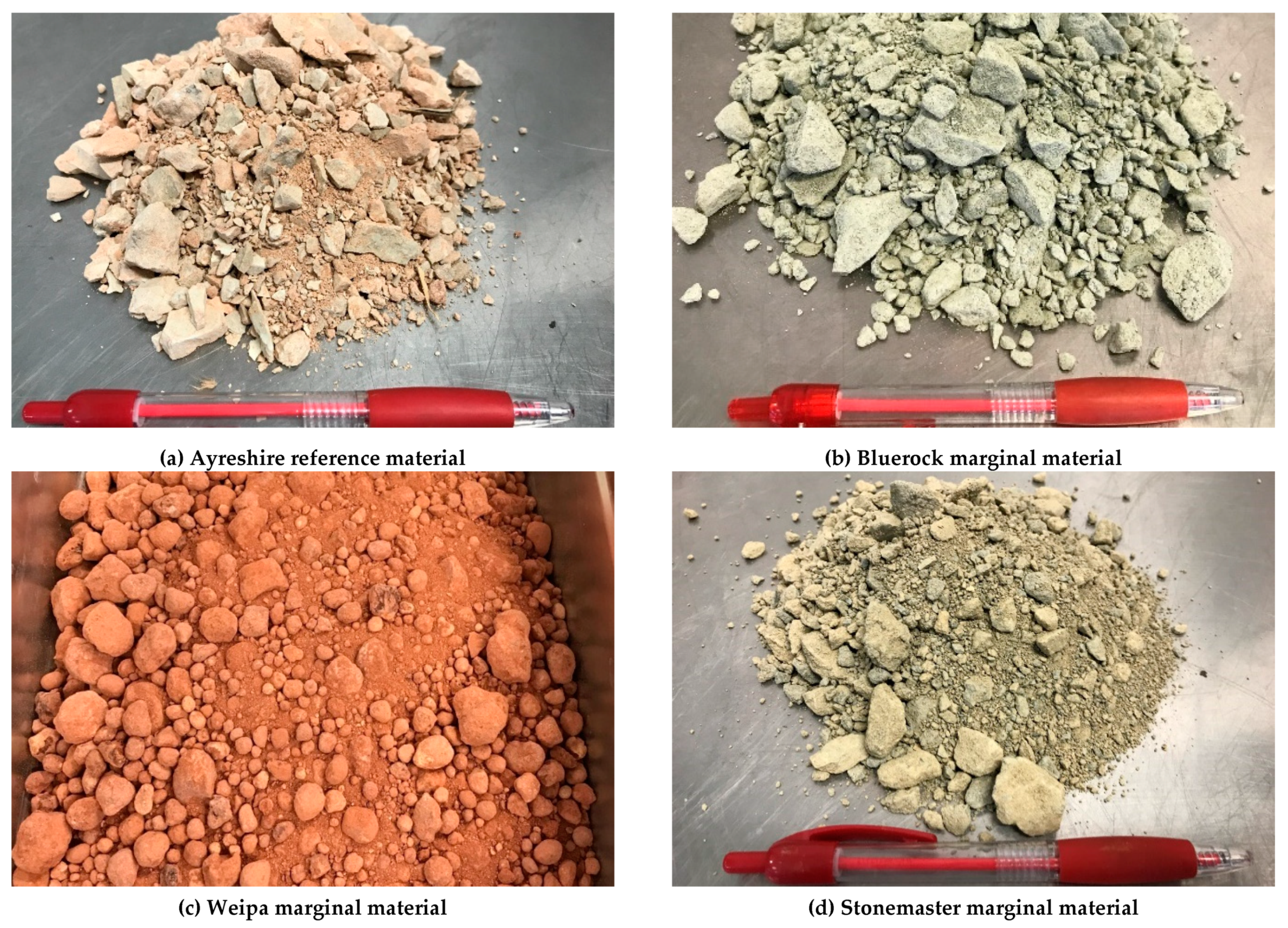
The granular materials are referred to by location or name of the source quarry. Ayreshire was selected as the standard (or reference) material and was used as the benchmark against which the properties of the marginal and improved marginal materials were measured. Bluerock, Weipa and Stonemaster (
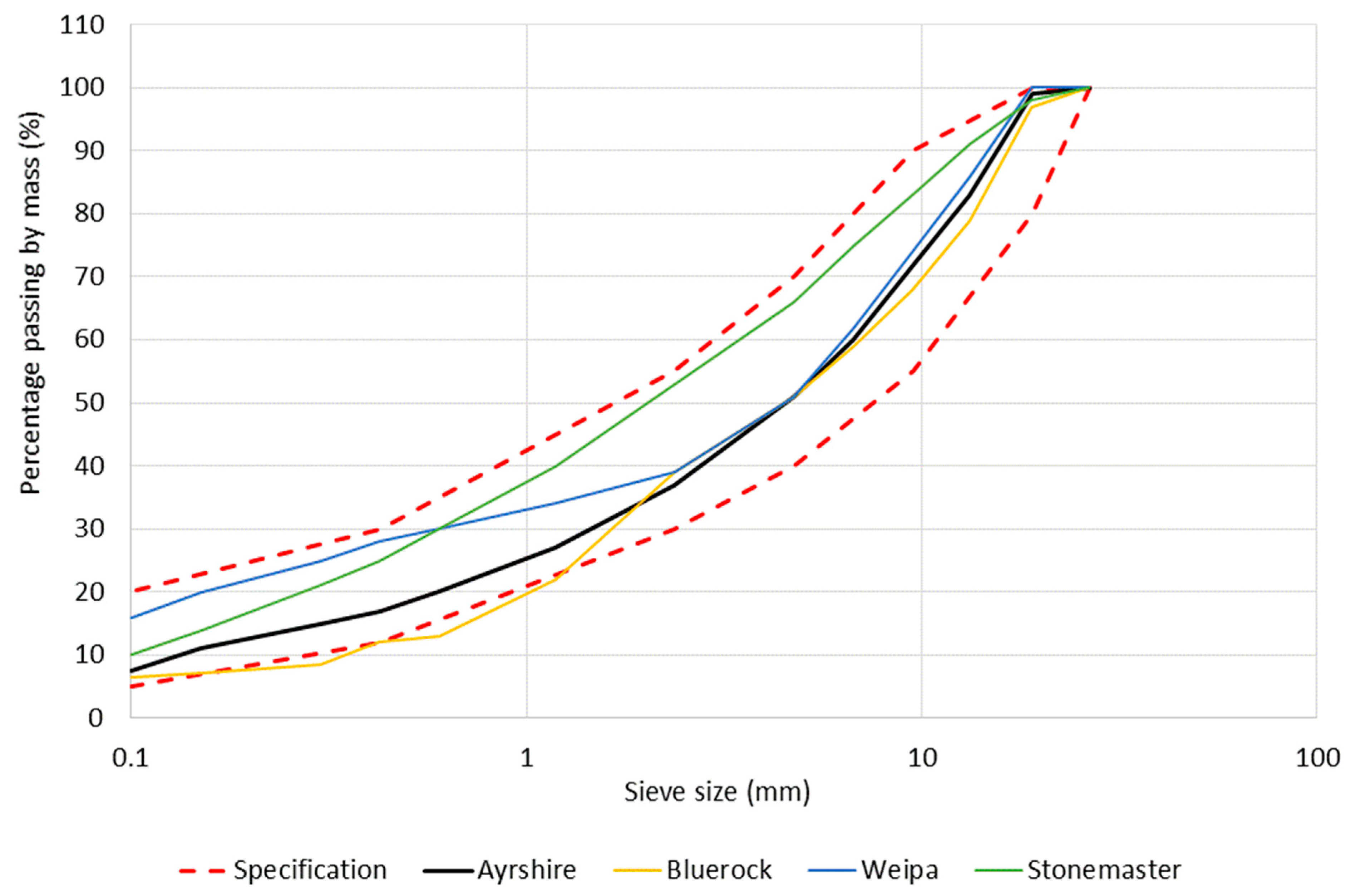
Figure 1) were selected as marginal materials. All three marginal materials are produced commercially as select fills for infrastructure construction but were considered marginal for the purpose of FBB production. The gradation of each material is shown against the local specification requirements (MRTS 07-C) in
Figure 2, and
Table 1 summarises fine material plasticity properties, also against the local specification requirements.
The reference material (Ayreshire) had a smooth gradation, well inside the specification limits and all material properties were within the limits, meaning it was not marginal. The Bluerock gradation was marginally coarser than required, but the aggregate particle properties were acceptable. In contrast, the Weipa material met the gradation requirements, although the fines content was high and the fines were reactive and plastic. The Weipa material is a natural gravel with rounded particles, making it typical of the very marginal materials commonly found in regional Australia. Finally, the Stonemaster material is sourced from the scalps from quarry blasting and includes a combination of crushed aggregate and naturally occurring fine material. The gradation is close to the fine limits of the specification above the 1 mm sized sieve, indicating that it generally lacks coarse aggregate particles. However, it is considered marginal because the fines are reactive.
In all cases, the bitumen used was C170 supplied to the Australian standard (AS 2008) and is an unmodified bitumen similar to 100–150 penetration grade bitumen used in other jurisdictions. Because bitumen is treated to reduce the risk of foaming during transportation, 0.5% (by mass of bitumen) of a commercially available foaming agent, known as Interfoam, was added prior to foamed bitumen production. When Interfoam was added, the bitumen met the Australian requirements for foamability, including the expansion ratio and half-life [
1].
3.2. Methods
FBB was first produced using each of the granular materials. Subsequently, the Weipa and Stonemaster granular materials were improved by blending with the Bluerock material, which had its own gradation issues but had sound material properties. These improved granular materials, referred to as Weipa I and Stonemaster I, were then used to produce otherwise identical FBB and all materials were subsequently prepared, cured and tested following the same standard protocols.
In all cases, the granular (or improved granular) material was first conditioned to 80% of its optimum moisture content (OMC) and the hydrated lime was added and mixed for two minutes in a Wirtgen WLM 30 laboratory bitumen foaming and mixing device. After 45 min of resting, the bitumen was foamed and added to the granular material, prior to an additional two minutes of mixing.
FBB samples were sub-sampled using a riffle box and eighteen specimens of each were compacted using 50 blows of a Marshall hammer, as required by the local specification (MRTS 07-C). Samples were then cured in a 40 °C oven until removed for resilient modulus testing. Half the specimens were tested at their cured moisture content, after conditioning to 25 °C. The other specimens were saturated by immersion in deionised water for 10 min at 13 kPa absolute pressure and then surface dried and conditioned to 25 °C prior to testing. The unsaturated test is designated as the ‘cured’ condition and the post-saturation test is designated as the ‘saturated’ condition.
Triplicates specimens of each material/condition/age were tested, as in normal practice in Australia for measuring the resilient modulus of FBB, as well as for hot and warm mixed asphalt. Modulus testing was performed after 3, 7 and 14 days of curing, following common practice in Australia [
9]. The resilient modulus test was performed at 25 °C according to the local method (Q139), which is a repeated, strain controlled (50 µε) haversine loading with a rise time (10–90% of maximum) of 0.04 s and a period (peak-to-peak) of 3 s.
3.3. Results
The FBB modulus results for the unimproved granular materials are summarised in
Table 2. Based on gradation combination theory, the Weipa and Stonemaster granular materials were improved by blending with the Bluerock material, primarily to add coarse aggregate to the gradation. The proportions of the various materials in each improved granular material blend (
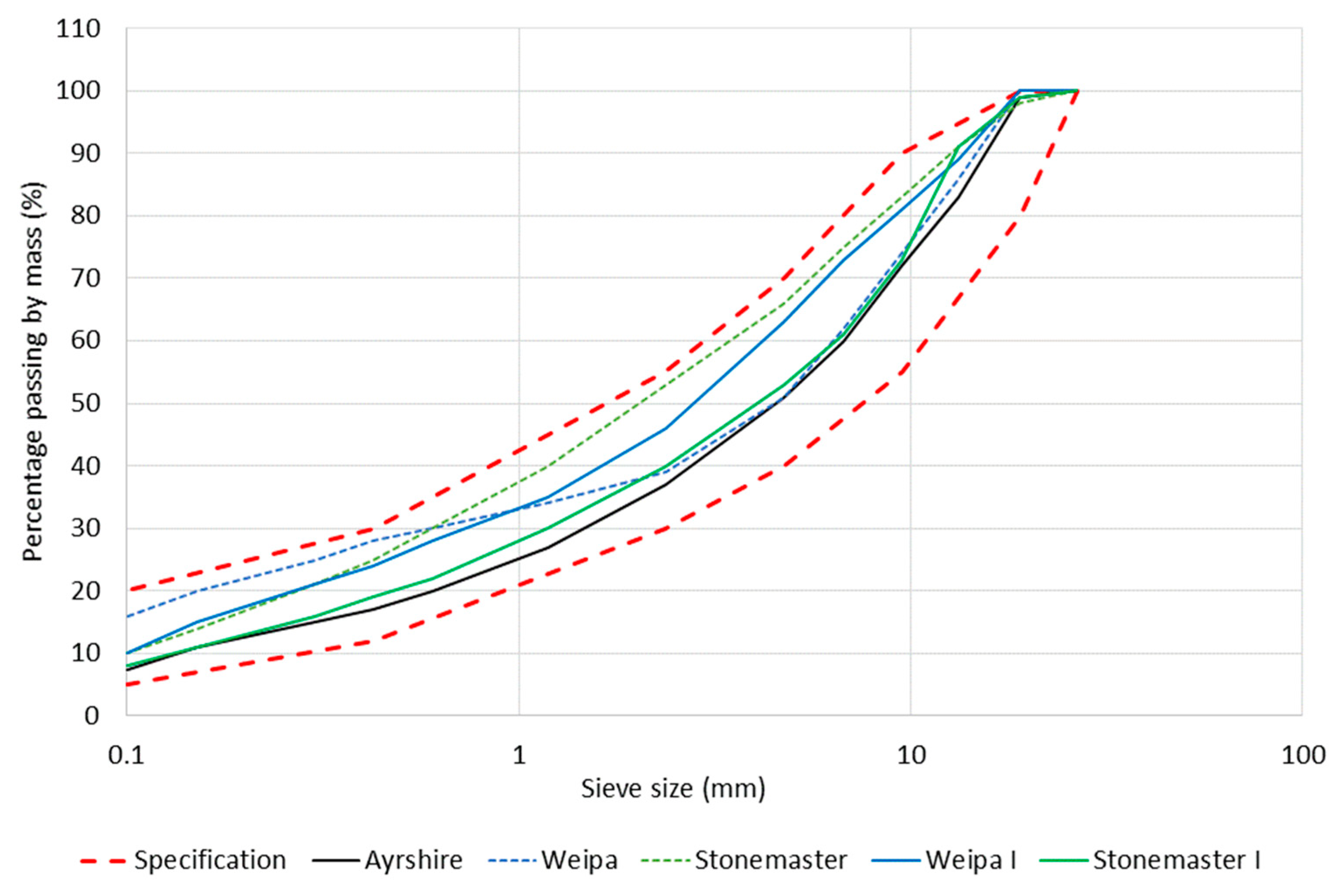
Table 3) were based partly on judgment, with the aim being to optimise the overall gradation while maximising the marginal material content. The improved granular material gradations were closer to that of the reference (Ayreshire) material, but did not completely replicate it (
Figure 3). It is acknowledged that blending marginal materials reduces the volume of marginal material that is used and still requires access to a standard material. However, in this case, the Bluerock material was also deemed to be marginal, although less so than the Weipa and Stonemaster materials, and where the only alternate is complete rejection of the marginal material, using more than 50% marginal material is still attractive. The improved marginal material FBB modulus results are in
Table 4.
4. Discussion
4.1. Effect of Saturation and Age on FBB Modulus
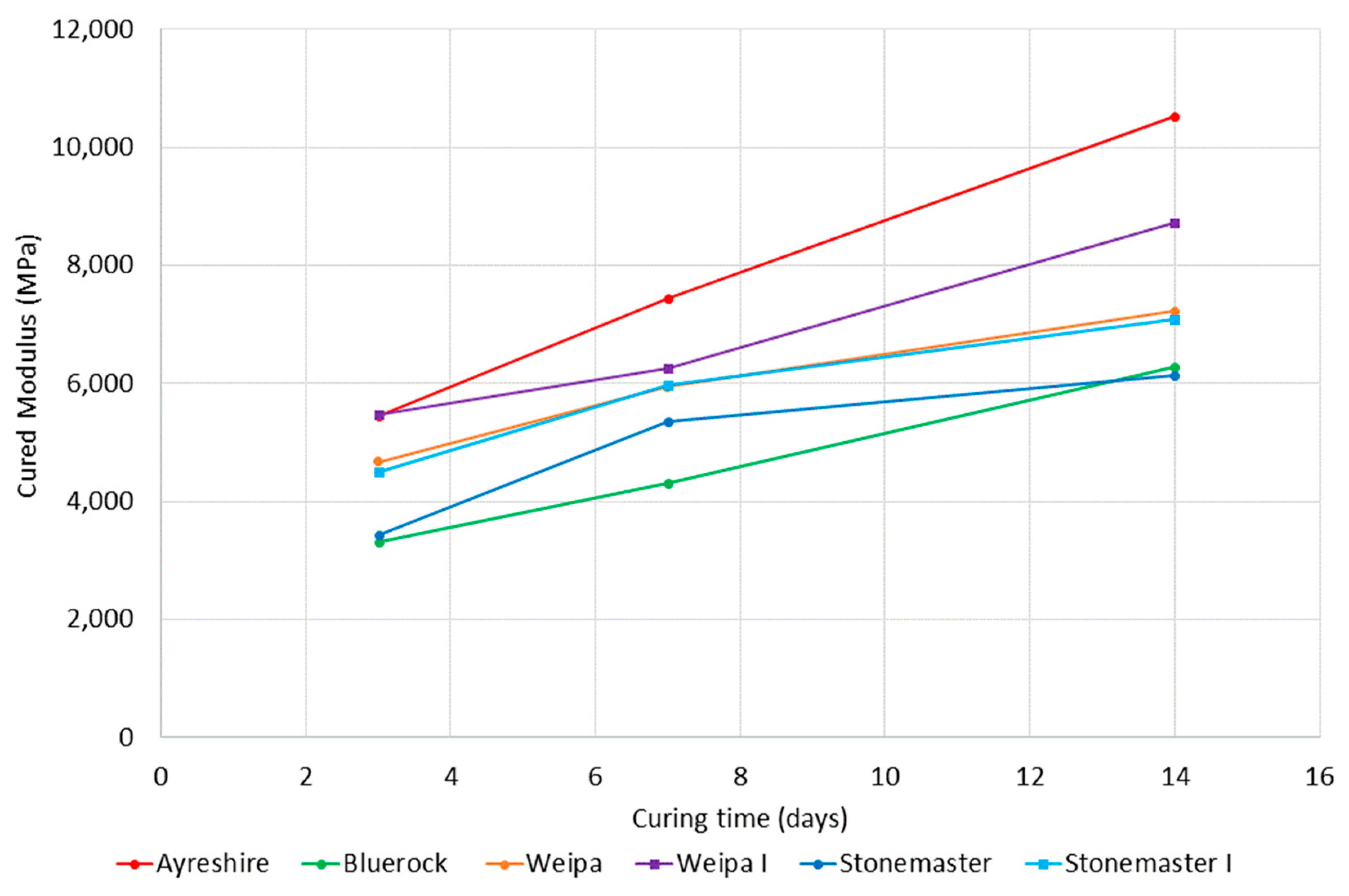
The increase in FBB modulus with curing time was significant for both the cured (
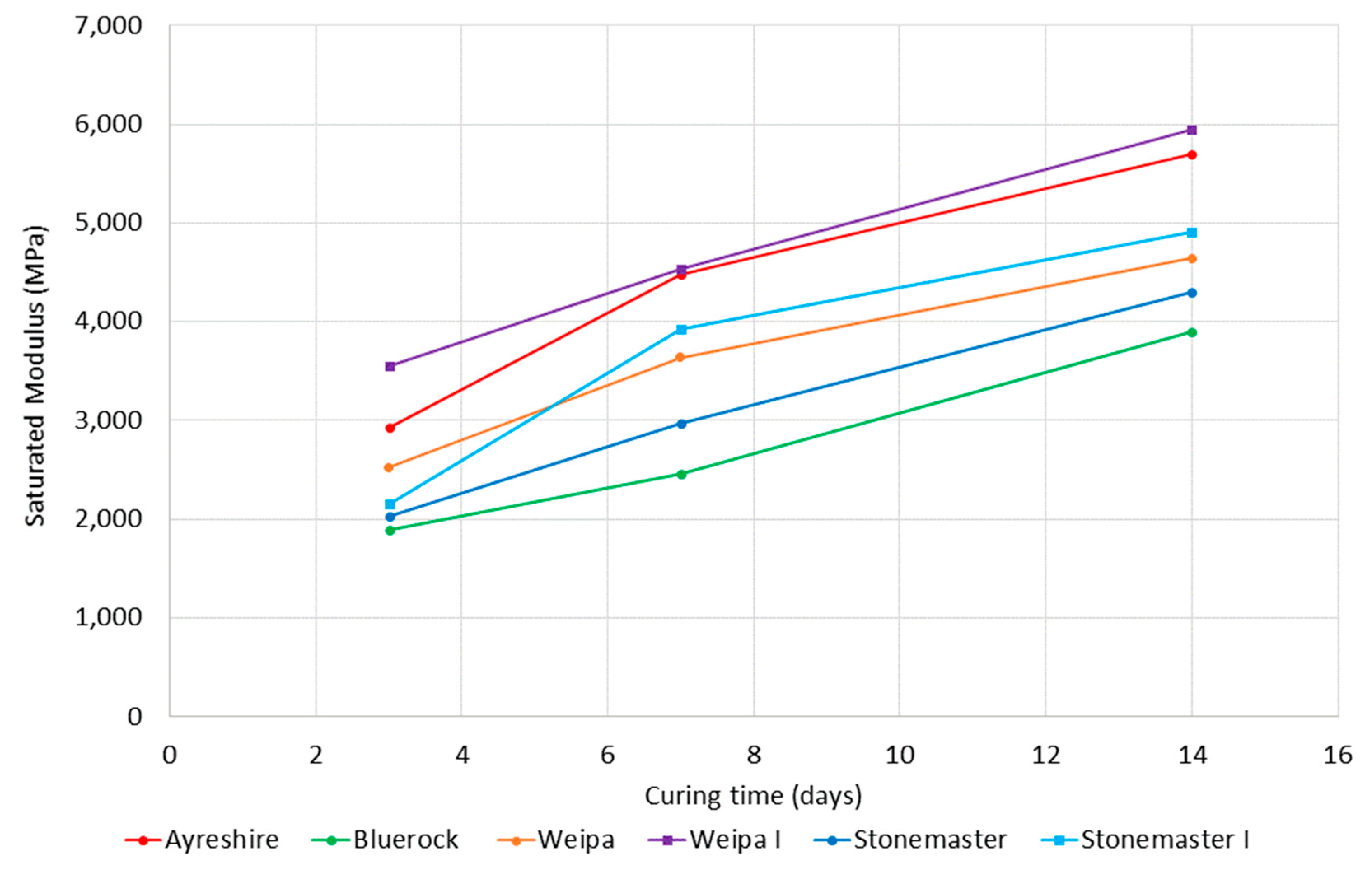
Figure 4) and saturated (
Figure 5) conditions. The average FBB cured modulus increased by 33% after 7 days curing, compared to after three days curing. Similarly, by 14 days curing, the cured modulus was 72% higher than after three days curing. The effect of curing was greater for the saturated modulus results, with 47% and 98% increases, after 7 days and 14 days curing, respectively.
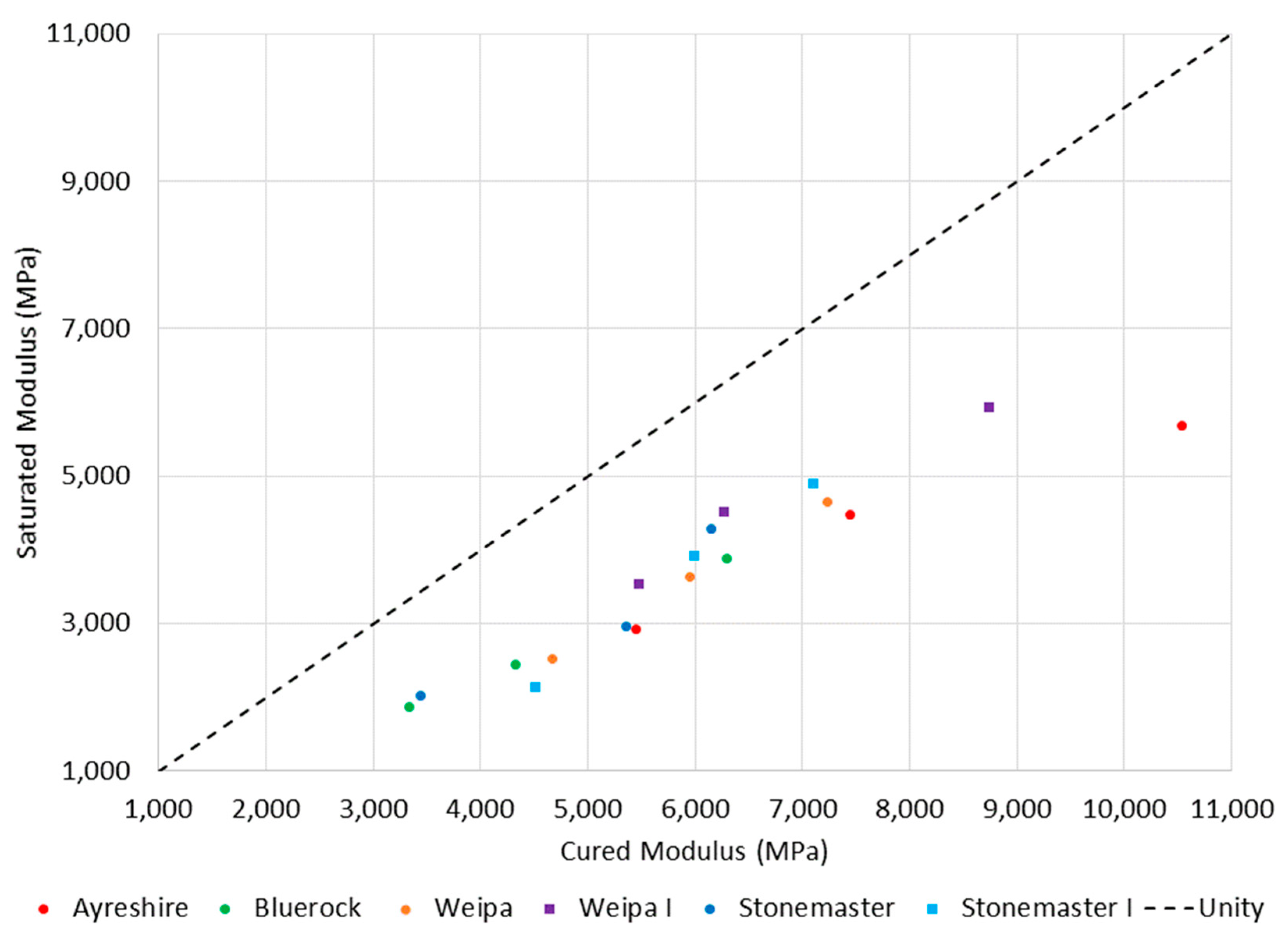
Comparison of the cured and saturated modulus values in
Figure 4 and
Figure 5 also indicates the effect of saturation on the FBB modulus. This is highlighted in
Figure 6, which shows that the saturated modulus was, on average across the three curing durations, 56% (Ayreshire) to 68% (Weipa I) of the equivalent cured modulus. That is, even though the reference material (Ayreshire) had the highest cured modulus, it was most affected by saturation. These general trends are consistent with results reported by others [
8,
11].
4.2. Performance of Stabilised Marginal Materials
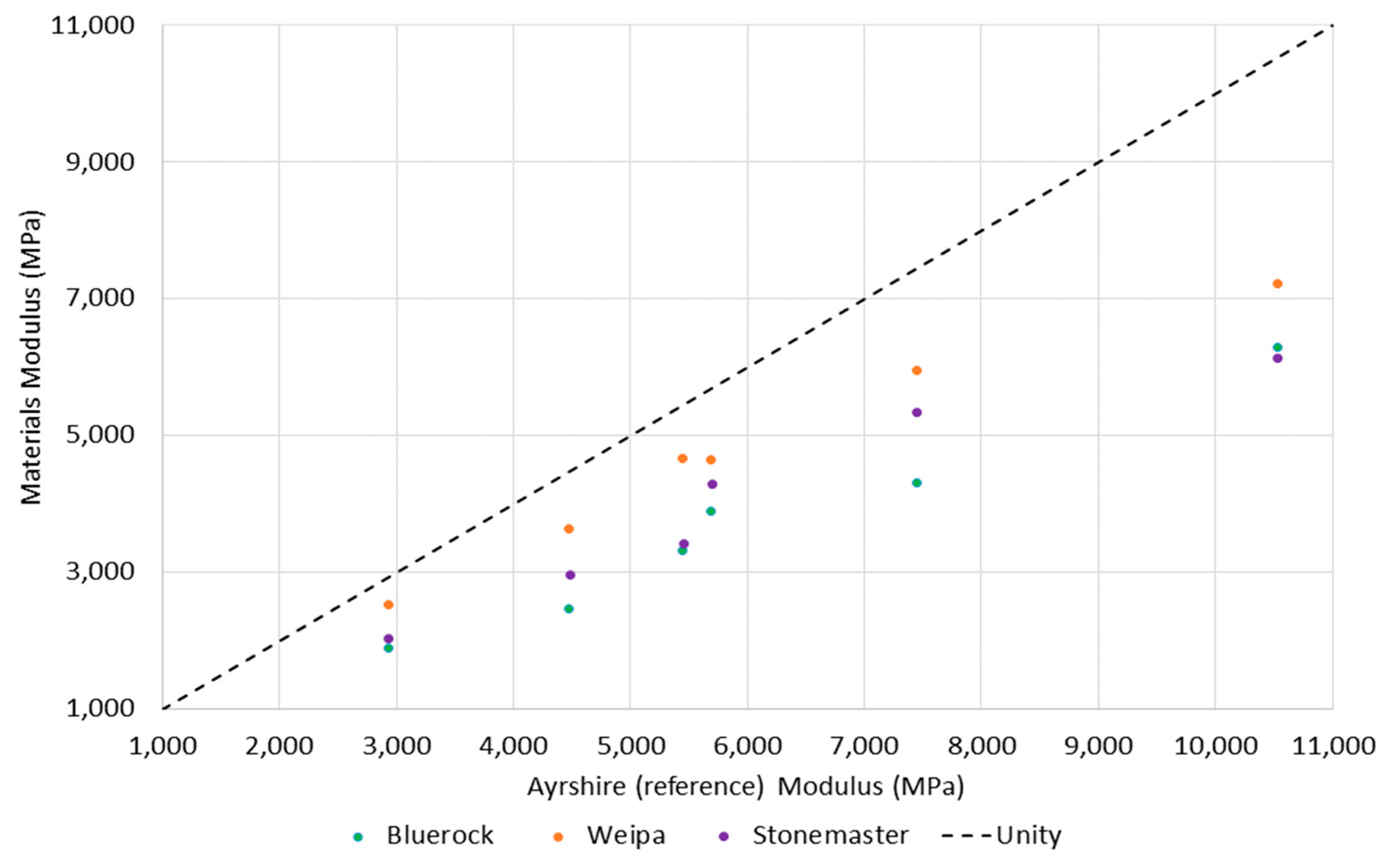
As the reference material, Ayreshire produced FBB with a higher cured modulus than the marginal material FBB, at all curing times, as shown in
Figure 7. In fact, the marginal material FBB modulus values ranged from 55% to 86% of the equivalent Ayreshire modulus, with an average modulus equal to 70% of the Ayreshire values. Furthermore, despite exhibiting better granular material properties, such as grading and plasticity, the Stonemaster marginal material consistently produced the lowest FBB modulus. On average, the Stonemaster FBB modulus was just 61% of the Ayreshire modulus, while the Weipa FBB modulus, the most marginal granular material, averaged 81% of the equivalent Ayreshire modulus. This indicates that the gradation and material properties currently specified for granular materials used for FBB production are not necessarily good indicators of FBB performance properties, such as the resilient modulus in cured and saturated conditions.
4.3. Improvement in Marginal Materials
The improvement in granular material gradation was shown in
Figure 3. Overall, the improvement in the Bluerock granular material reduced its deviation from the reference material grading from an average of eight to an average of two, based on the percentages passing each sieve. In contrast, the Weipa material grading deviation was not improved. However, deviations from the reference were reduced for the smaller sized sieves (smaller than 1 mm) and increased for the larger sieves. In light of the associated improvement in FBB properties discussed below, this indicates that the smaller sized sieves are more critical for FBB that the larger sieves. Certainly, the improvement in the Weipa material significantly reduced the fines ratio and PI, although the liquid limit, weighted PI and weighted shrinkage remained above the specification limits. The improvement in the Stonemaster granular material properties was less, reflecting the generally better unimproved material properties, apart from the gradation, with Stonemaster I meeting all the requirements of a standard material.
4.4. Performance of Stabilised Improved Marginal Materials
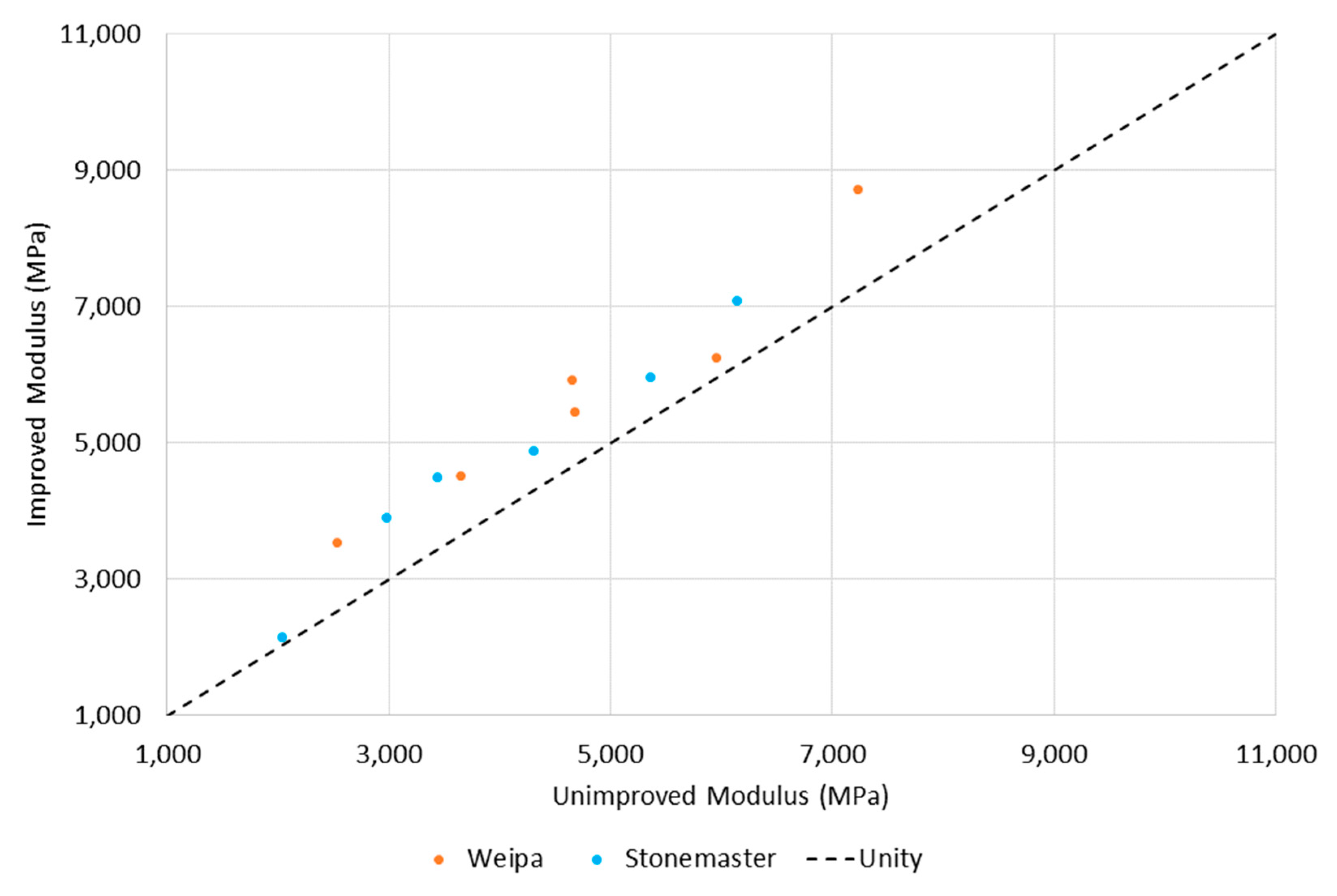
The improved granular materials produced FBB materials with higher modulus values than the equivalent unimproved modulus values (
Figure 8). On average, the Weipa I FBB modulus was 23% higher than the equivalent Weipa FBB modulus, while the average Stonemaster I FBB modulus was 18% higher than the equivalent Stonemaster FBB modulus. The greater improvement associated with the Weipa granular material reflects the fact that it was initially more marginal than the Stonemaster material and the improvement in the granular materials properties (
Table 5) was therefore greater.
Furthermore, the average increase in the FBB modulus associated with the Stonemaster granular material was comparable for both the soaked and saturated conditions, at 19% and 17%, respectively. In contrast, the increase in the FBB modulus produced with the Weipa granular material was greater in the saturated condition (31%) than in the cured condition (14%). This reflects the high percentage of reactive fine material in the unimproved Weipa granular material and the significant reduction in PI and fines ratio achieved by its gradation improvement, compared to the lesser improvement achieved in the Stonemaster granular material. This emphasises the importance of understanding the basis on which a material is considered to be marginal, the extent of the deviation from the specification requirement for standard material properties, and how an improving treatment will affect the marginal properties.
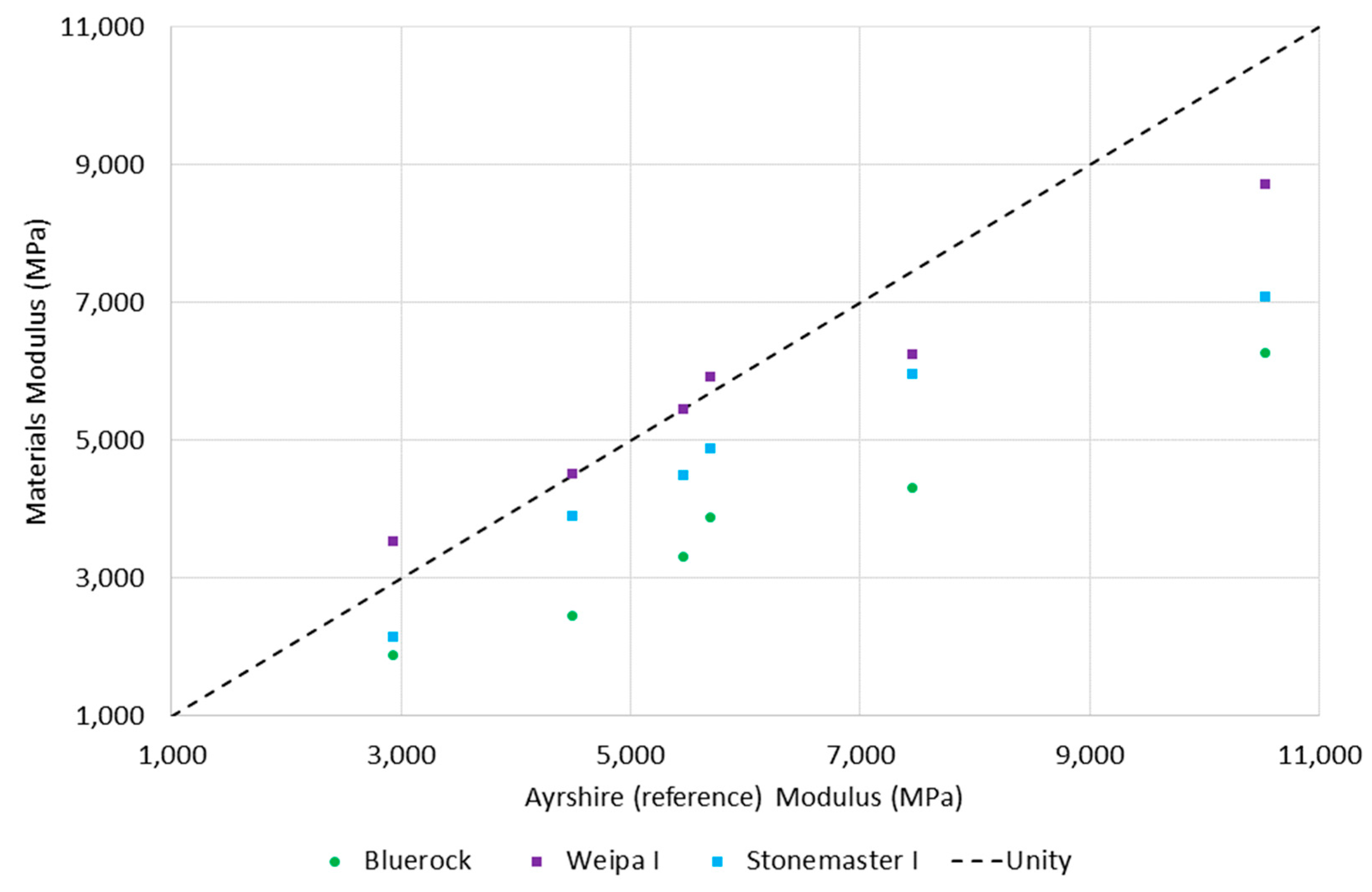
Figure 9 compares the improved FBB modulus values to the reference (Ayreshire) and Bluerock FBB modulus values, at all curing times, in both the cured and saturated conditions. The Weipa I FBB modulus values were, on average, 99% of the equivalent Ayreshire FBB values. This is up from 81% for the unimproved Weipa FBB. In fact, the Weipa I modulus was consistently the highest of all the materials except for the reference material. The Stonemaster I FBB averaged 80% of the Ayreshire FBB modulus values, up from 67% before improvement. Despite being effectively a standard material and not worthy of improvement, the FBB produced with the Bluerock material consistently had the lowest modulus of all the FBB materials. This would not have been predicted based on comparison of the various material gradations (
Figure 2 and
Figure 3) and the material properties (
Table 1 and
Table 5). This likely reflects the importance of having enough fine particles in the granular material to be available for mixing with the foamed bitumen and to subsequently spot weld the coarse aggregate particles together. This also indicates that plasticity in the fine aggregate particles is not necessarily detrimental to FBB performance because the FBB with the lowest modulus also had the lowest weighted PI and the lowest weighted shrinkage of all the granular materials considered. This is consistent with research reported elsewhere, where the adhesive bitumen in freshly recycled asphalt was found to bind-up the fine particles in an existing granular material, with additional fines required from a sandy loam to allow suitable FBB to be produced [
21].
5. Conclusions
Marginal materials can be deemed marginal for different reasons including particle size gradation, parent rock properties and fine aggregate plasticity. However, when stabilised to produce FBB, the FBB can still be fit for purpose, despite the marginality prior to stabilisation. For example, the Weipa granular material produced FBB with a modulus that significantly exceeded that of the apparently better Stonemaster and Bluerock granular materials. Furthermore, improving the gradation of marginal materials significantly improved the resulting FBB modulus, in both the cured and saturated conditions, with the improved Weipa material producing FBB with modulus values not significantly different to the reference Ayreshire material. Similarly, the improved Weipa material, which was almost a 1:1 blend of the Bluerock and Weipa marginal granular materials, produced FBB modulus values that exceeded the modulus of either the Weipa and Bluerock materials separately. It was therefore concluded that two marginal materials can be blended to produce a product that acts like a standard material. Consequently, it is recommended that users of foamed bitumen stabilisation of marginal materials should develop performance-related, or outcome-based, specifications to allow the use of marginal materials where they are demonstrated to be fit for purpose. This can only increase infrastructure sustainability by preserving higher quality materials for more demanding use, as well as maximising the value associated with marginal materials, particularly in regional locations.
Author Contributions
Conceptualization, G.W. and R.E.; methodology, R.E.; formal analysis, G.W.; data curation, R.E.; writing—original draft preparation, G.W.; writing—review and editing, G.W. and R.E. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The support of Fulton Hogan Pty Ltd. and the Department of Transport and Main Roads (Queensland) is greatly appreciated and gratefully acknowledged.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Leek, C.; Jameson, G. Review of Foamed Bitumen Stabilisation Mix Design Methods; Technical Report AP–T178/11; Austroads: Sydney, NSW, Australia, June 2011. [Google Scholar]
- Hasan, M.R.M.; You, Z.; Yang, X. A comprehensive review of theory, development, and implementation of warm mix asphalt using foaming techniques. Constr. Build. Mater. 2017, 152, 115–133. [Google Scholar] [CrossRef]
- Bairgi, B.K.; Tarefder, R.A. A synthesis of asphalt foaming parameters and their association in foamed binder and mixture characteristics. In Proceedings of the International Conference on Highway Pavements and Airfield Technology, Philadelphia, PA, USA, 27–30 August 2017. [Google Scholar]
- Jenkins, K.J. Mix Design for Considerations for Cold and Half-Warm Bituminous Mixes with Emphasis on Foamed Bitumen. Ph.D. Thesis, University of Stellenbosch, Stellenbosch, Western Cape, South Africa, September 2000. [Google Scholar]
- Lee, J.L.; Balmaceda, P.; Hansen, B. Pavement Stabilisation Techniques to Restore Flood-Affected Roads in Queensland. In Proceedings of the Geo-Hubei 2014 International Conference on Sustainable Civil. Infrastructure, Yichang, China, 20–22 July 2014. [Google Scholar]
- White, G. Foamed bitumen base for airport pavements. In Proceedings of the 28th ARRB International Conference, Brisbane, QLD, Australia, 30 April–2 May 2018. [Google Scholar]
- Ramanujam, J.M.; Jones, J.D. Characterisation of foamed bitumen stabilisation. Int. J. Pavement Eng. 2007, 2, 111–112. [Google Scholar] [CrossRef]
- Weir, T.; White, G. Comparing laboratory curing and in-pavement curing of a foamed bitumen stabilized base course material. In Proceedings of the RILEM International Symposium on Bituminous Materials, Lyon, France, 14–16 December 2020. in press. [Google Scholar]
- Toole, T.; Rice, Z.; Latter, L.; Sharp, K. Appropriate use of Marginal and Non-Standard Materials in Road Pavement Construction and Maintenance; Technical Report AP-T335-18; Austroads: Sydney, NSW, Australia, 2018 June. [Google Scholar]
- Jamshidi, A.; White, G. Evaluation of performance of challenges of use of waste materials in pavement construction: A critical review. Appl. Sci. 2020, 10, 226. [Google Scholar] [CrossRef]
- Weir, T.; White, G. Laboratory comparison of in-situ, ex-situ and laboratory produced foamed bitumen stabilized base. In Proceedings of the RILEM International Symposium on Bituminous Materials, Lyon, France, 14–16 December 2020. in press. [Google Scholar]
- Li, W.; Wilson, D.J.; Larkin, T.J.; Black, P.M. Permanent strain behavior of marginal granular material. Transp. Res. Rec. 2017, 2655, 54–63. [Google Scholar] [CrossRef]
- Akeroyd, F.M.L.; Hicks, B.J. Foamed bitumen road recycling. Highways 1988, 56, 42–45. [Google Scholar]
- Wirtgen GmbH. Wirtgen Cold Recycling Technology; Wirtgen: Windhagen, Germany, 2012; Available online: https://www.wirtgen-group.com/media/02_wirtgen/05_pdfs/praxisratgeber_leseproben/handbuch_kaltrecycling_leseprobe_en.pdf (accessed on 13 May 2020).
- Holtz, R.D.; Kovacs, W.D. An Introduction to Geotechnical Engineering; Prentice-Hall: Upper Saddle River, NJ, USA, 1981. [Google Scholar]
- Standards Australia. Aggregates and Rock for Engineering Purposes, Part 5: Coarse Asphalt Aggregates; AS 2758.5-2009; Standards Australia: Sydney, Australia, 2009. [Google Scholar]
- White, G.; Fergusson, K. Exploring the durability specification of coarse aggregate used in airport asphalt mixtures. In Proceedings of the 4th GeoMEast International Congress and Exhibition, Greater Cairo, Egypt, 8–12 November 2020. in press. [Google Scholar]
- Griffin, J. Performance-based assessment of non-standard granular pavement materials. In Proceedings of the 27th ARRB Conference, Melbourne, VIC, Australia, 16–18 November 2016. [Google Scholar]
- Resilient Modulus of Foamed Bitumen Stabilised Materials; Test Method AGPT-T305-17; Austroads: Sydney, NSW, Australia, 2017 October.
- Jameson, G. Guide to Pavement Technology: Part 4D: Stabilised Materials; Technical Report AGPT04D-19; Austroads: Sydney, NSW, Australia, April 2019. [Google Scholar]
- White, G. Zero-waste runway rehabilitation a Whitsunday Coast Airport. In Proceedings of the 98th Annual Meeting of the Transportation Research Board, Washington, DC, USA, 13–17 January 2019. [Google Scholar]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}