Response of Compacted Bentonites to Thermal and Thermo-Hydraulic Loadings at High Temperatures

Abstract
:1. Introduction
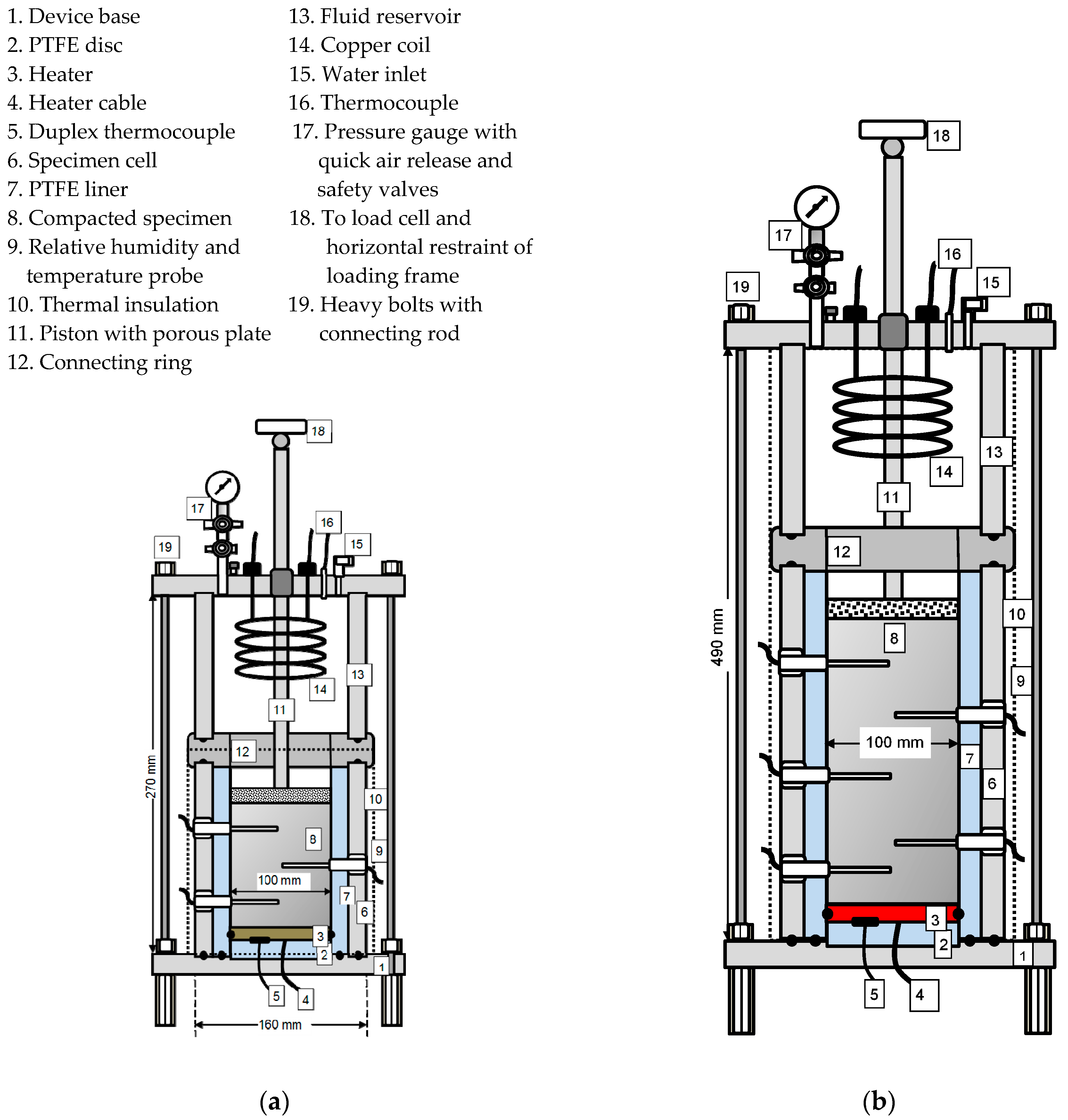
2. Materials and Methods
3. Test Results
3.1. Non-Isothermal Tests at Applied Temperatures of 85 and 150 °C
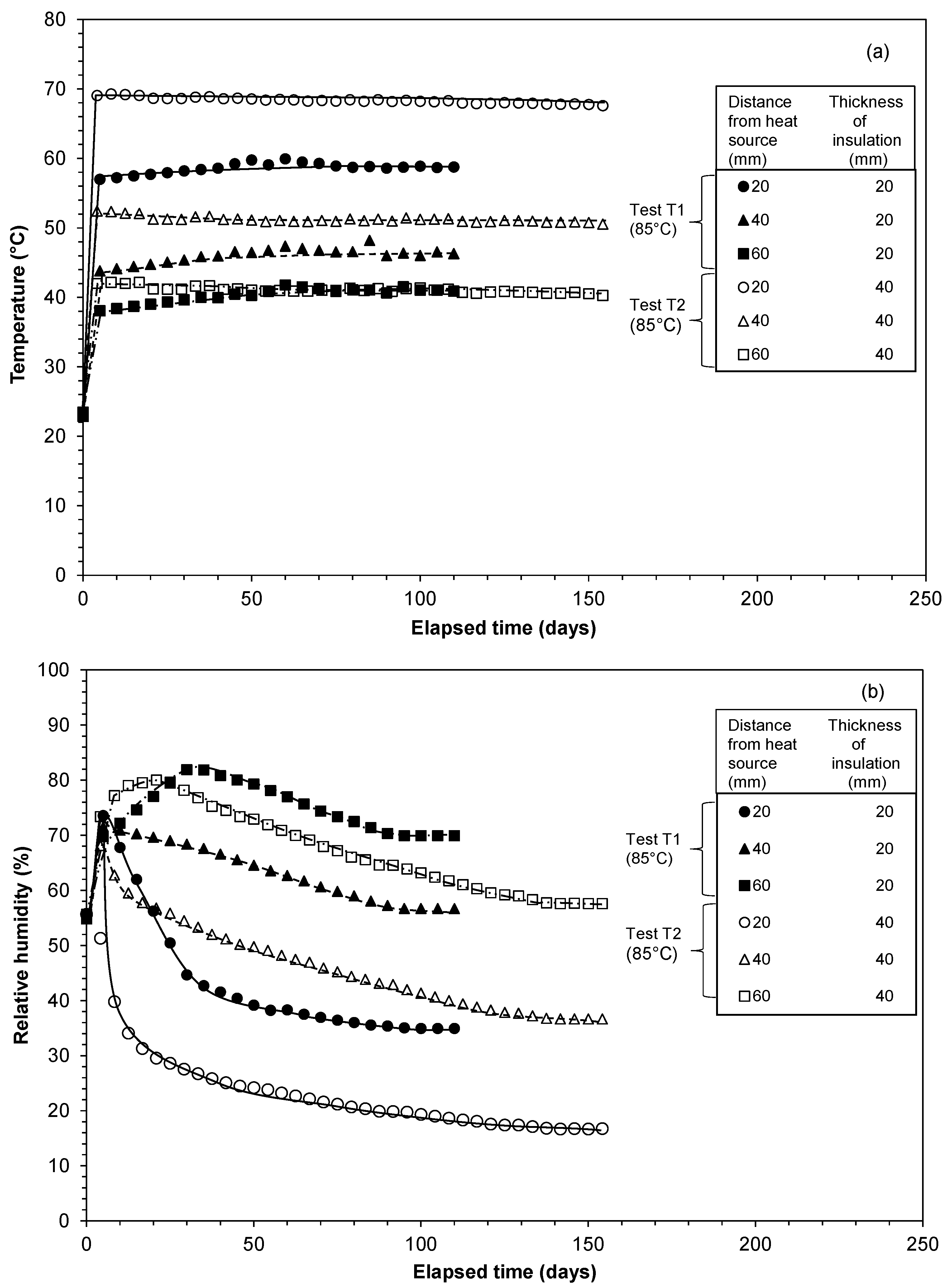
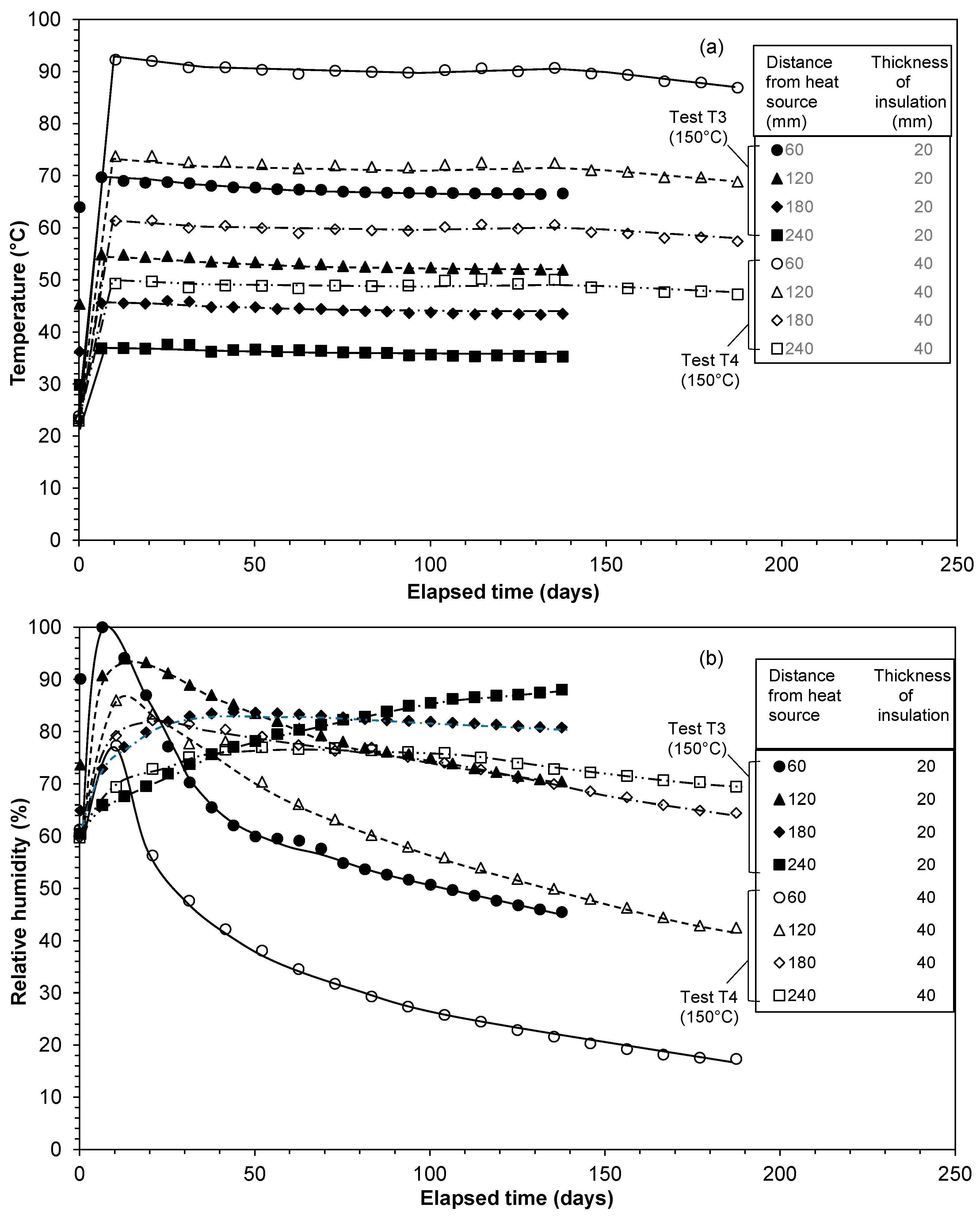
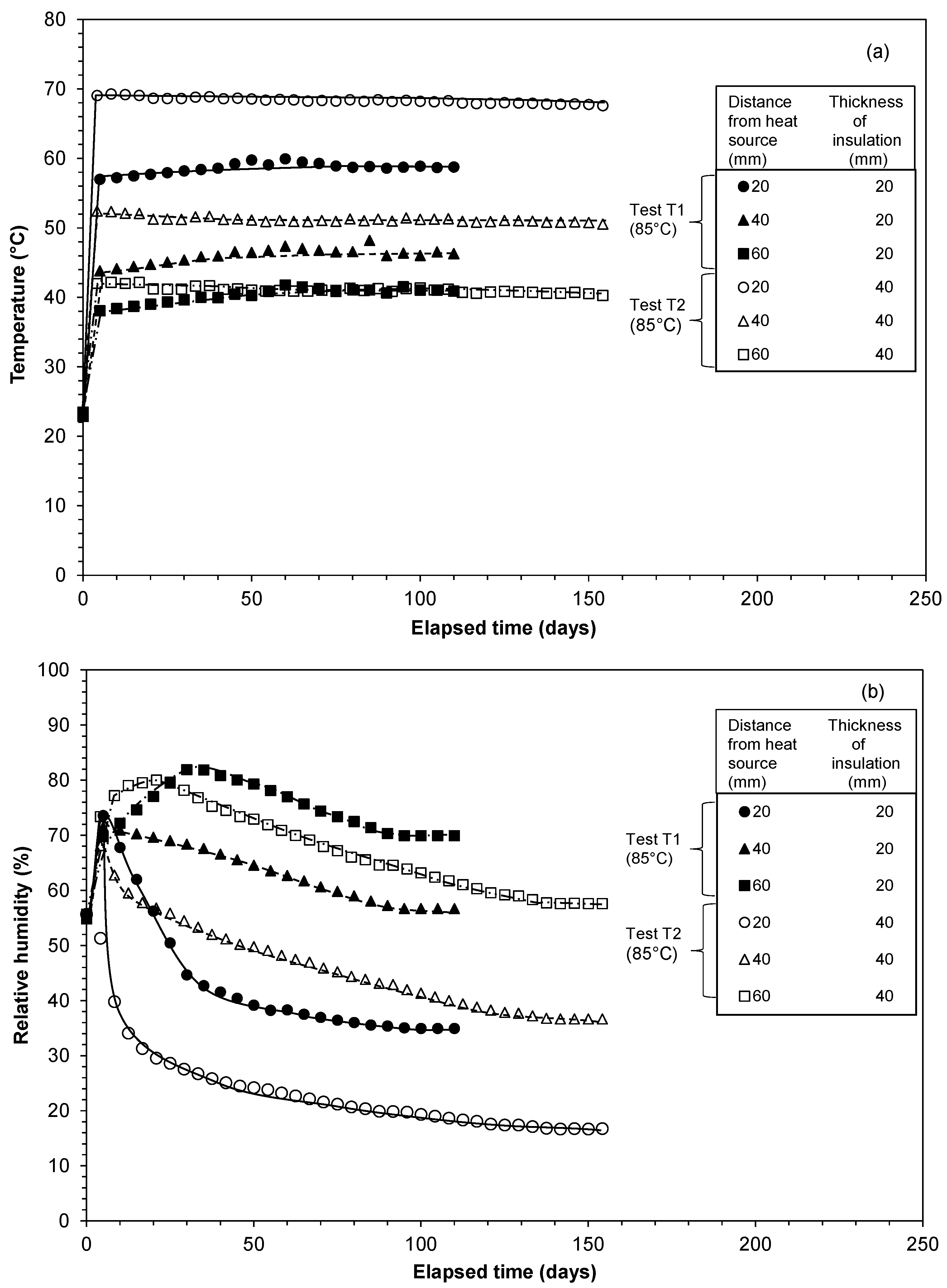
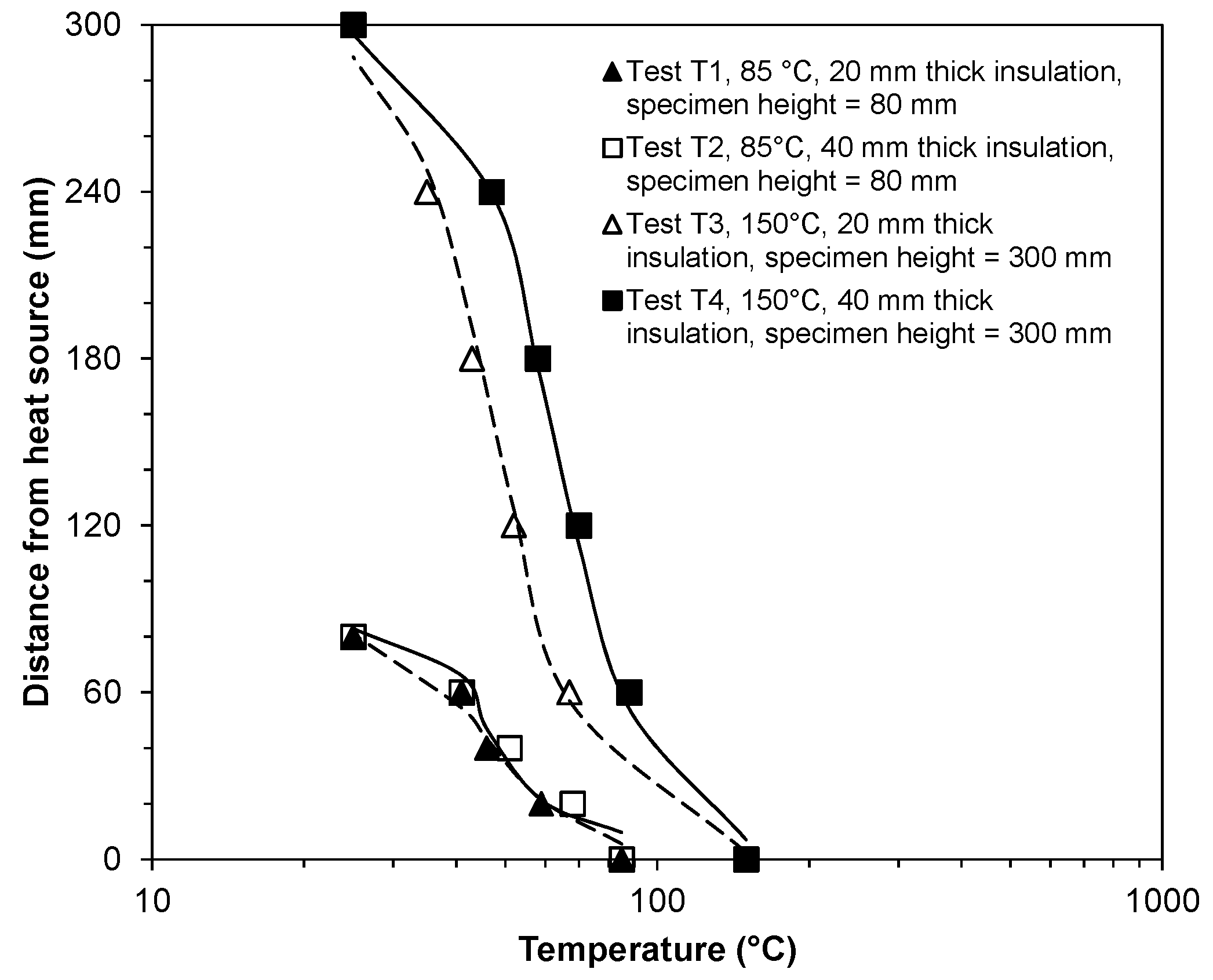
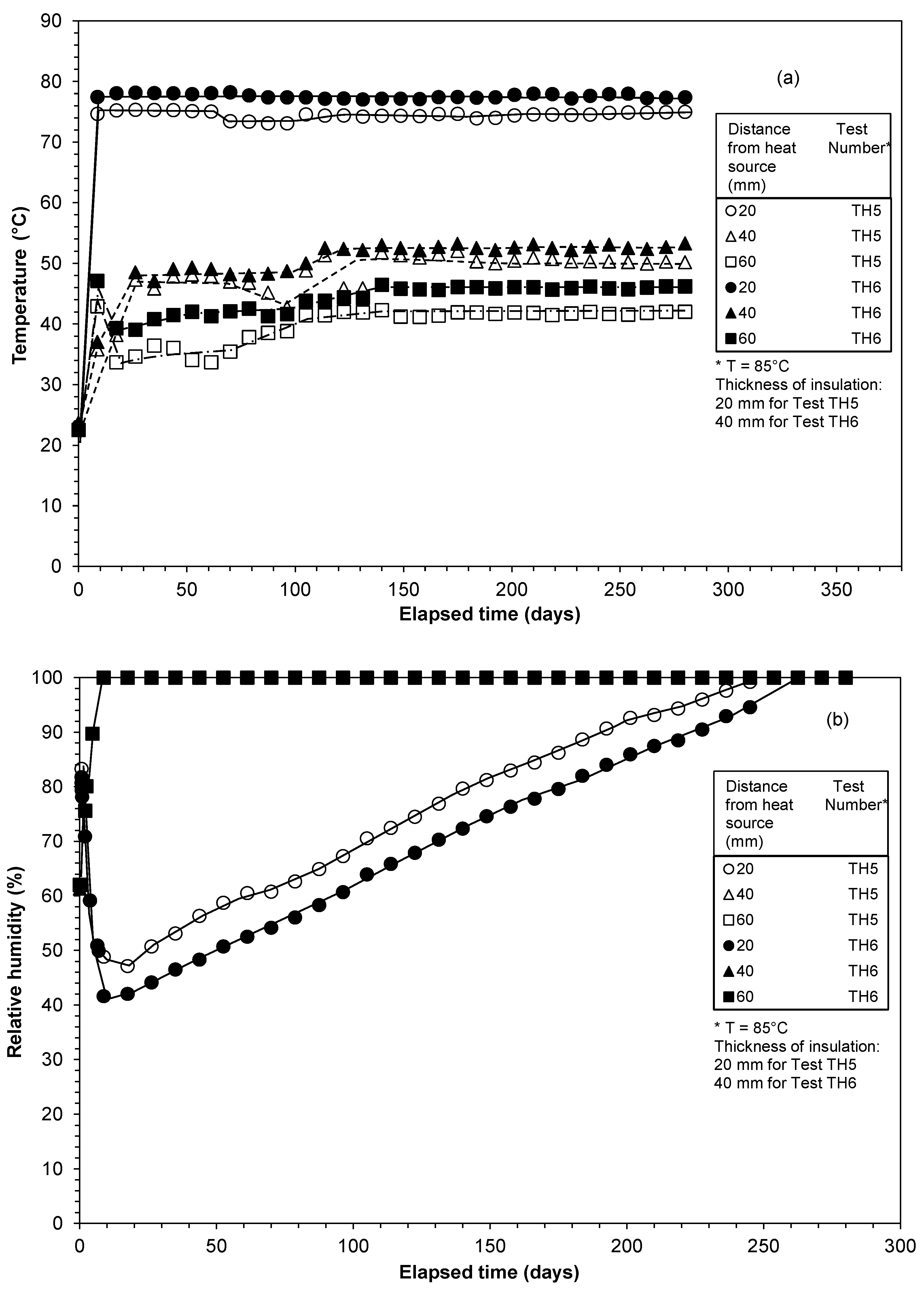
3.1.1. Temperature Profiles in Non-Isothermal Tests
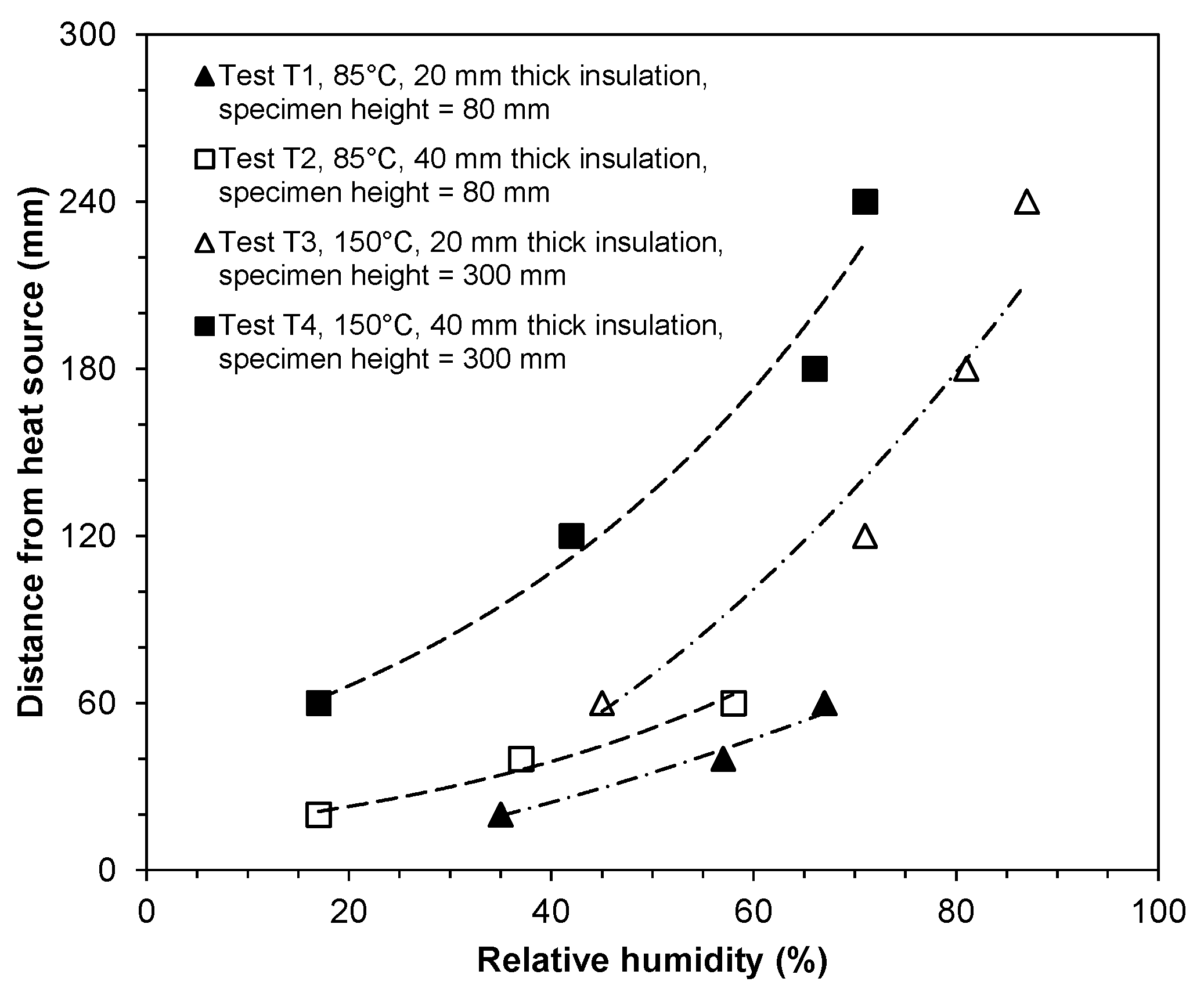
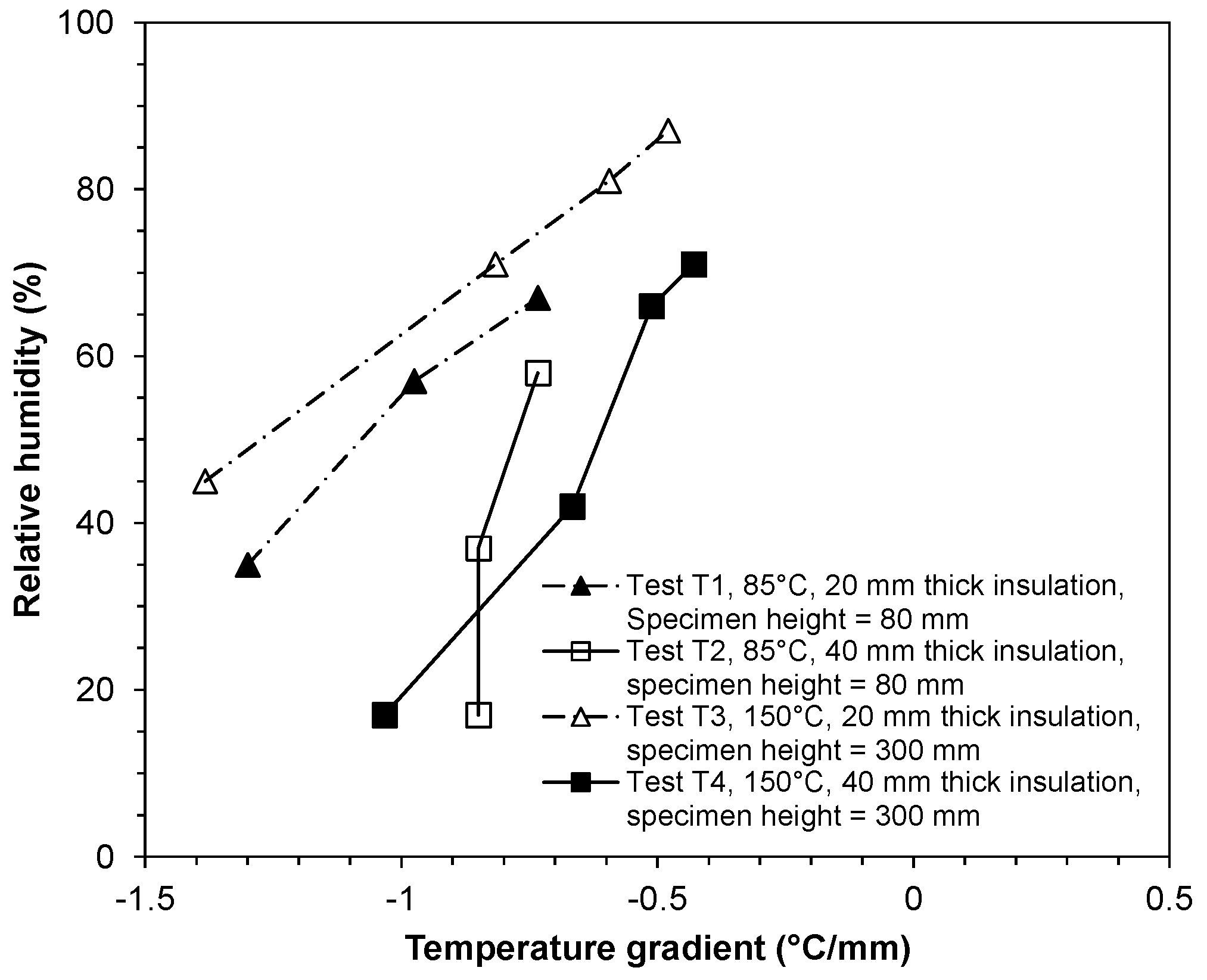
3.1.2. Relative Humidity Profiles in Non-Isothermal Tests
3.2. Non-Isothermal Hydraulic Tests at Applied Temperatures of 85 °C and 150 °C
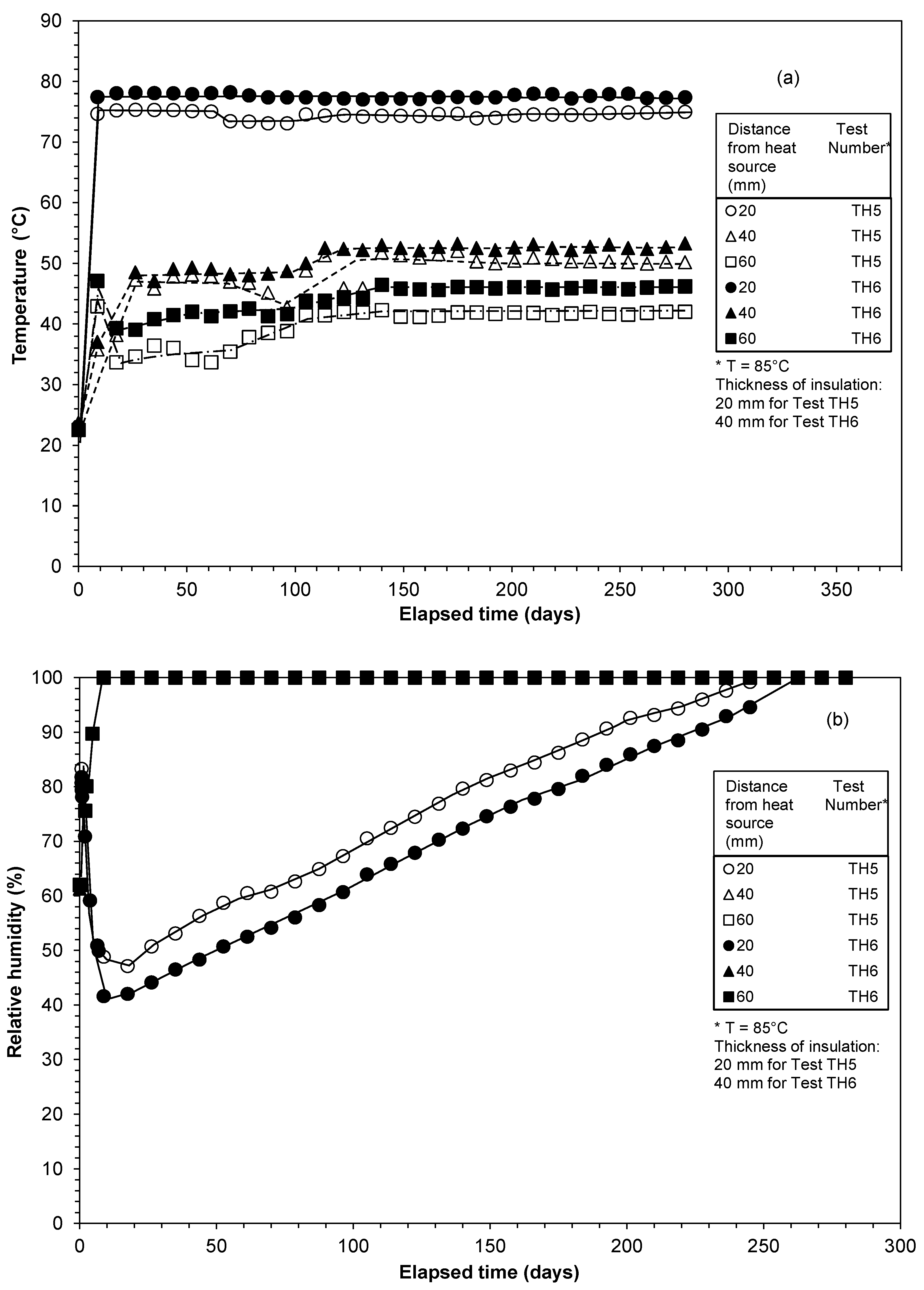
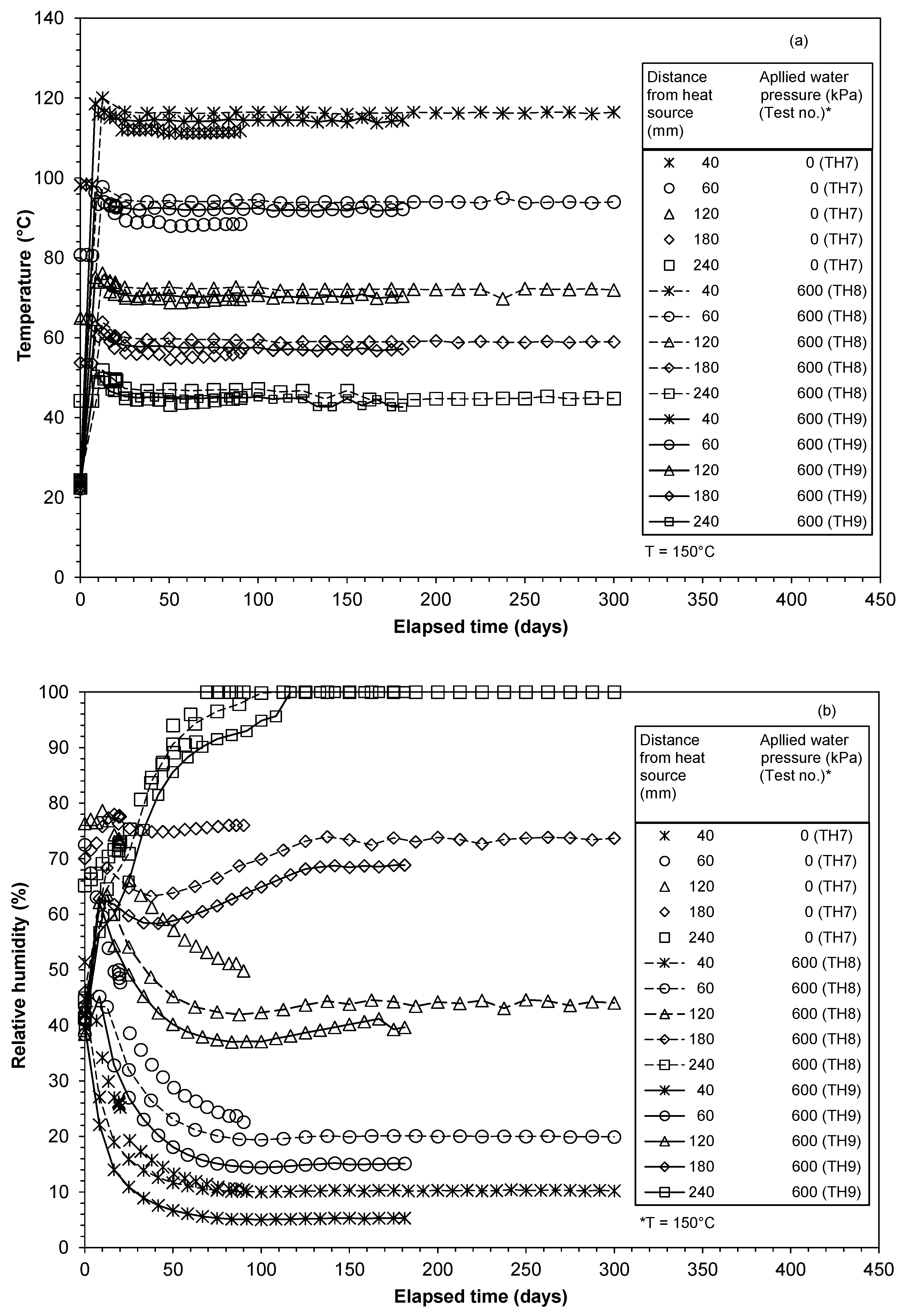
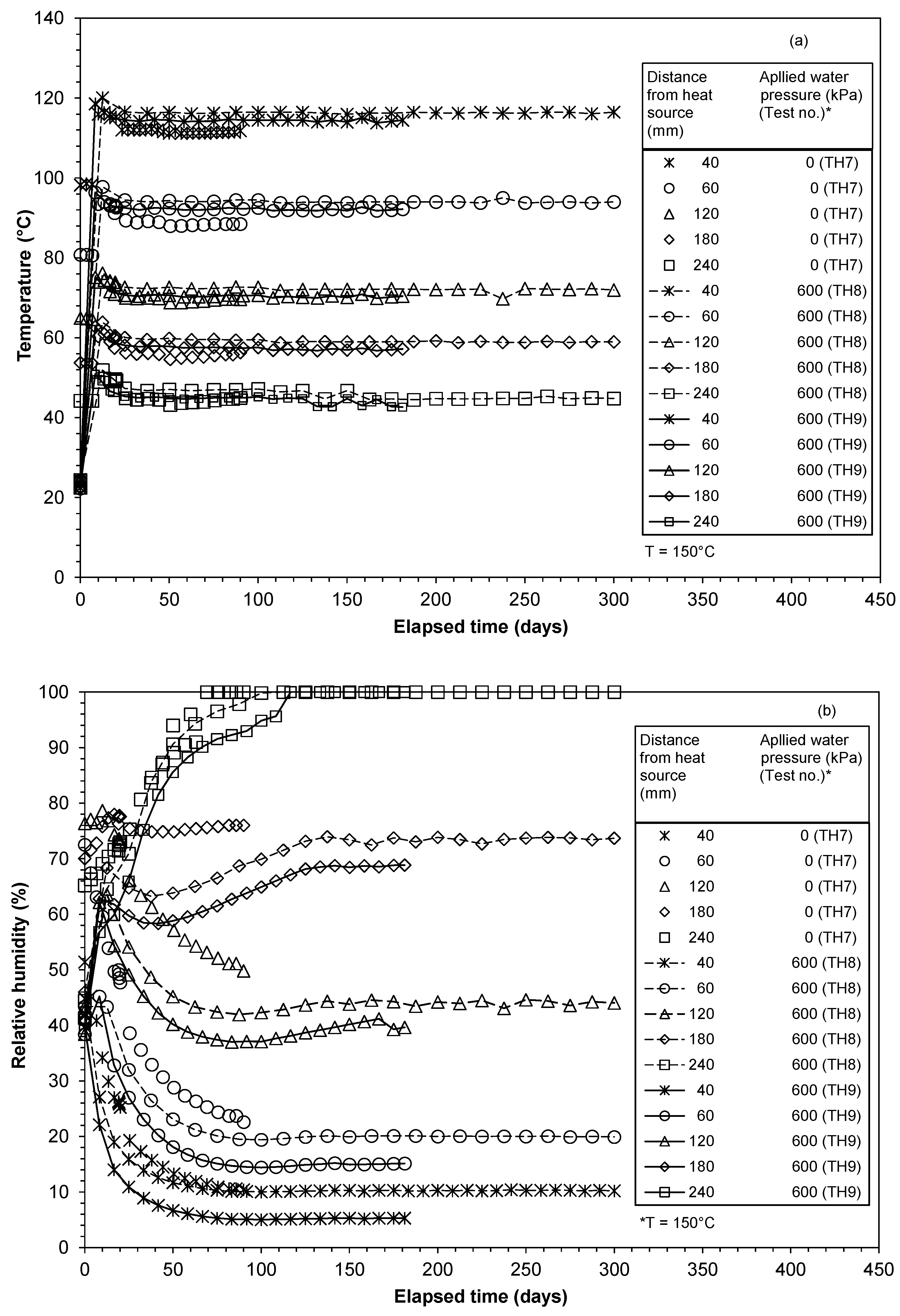
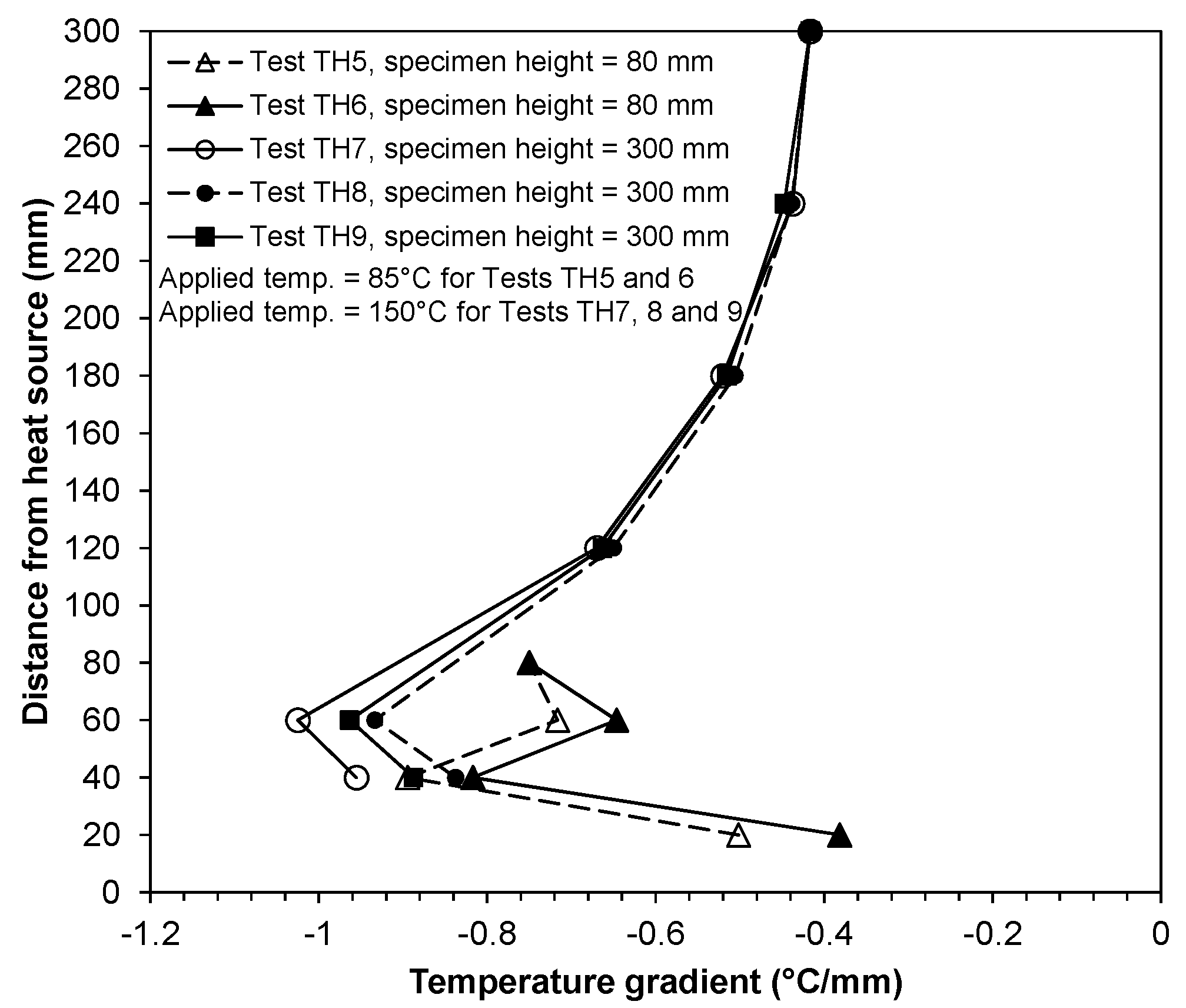
3.2.1. Temperature Profiles in Non-Isothermal Hydraulic Tests
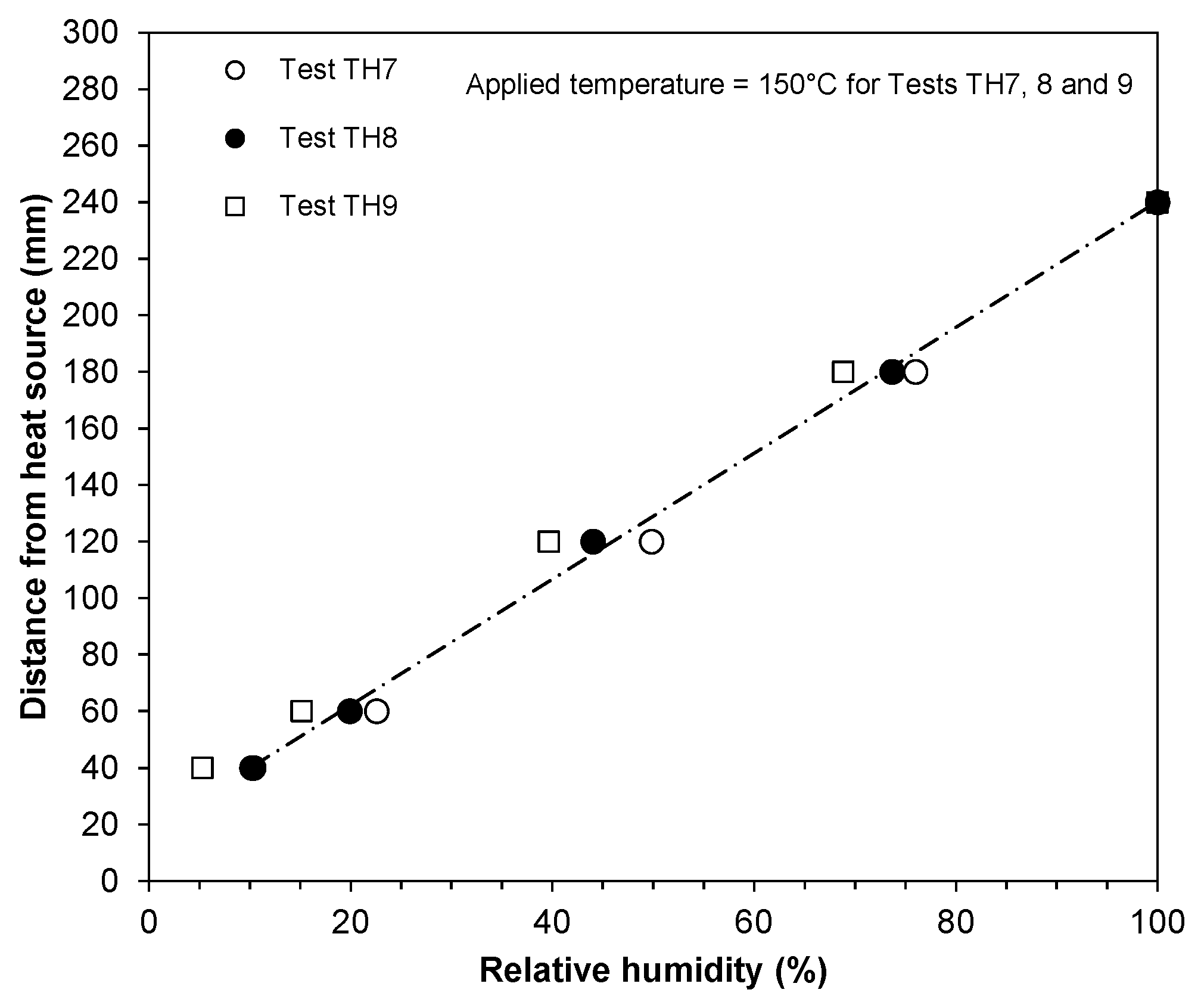
3.2.2. Relative Humidity Profiles in Non-Isothermal Hydraulic Tests
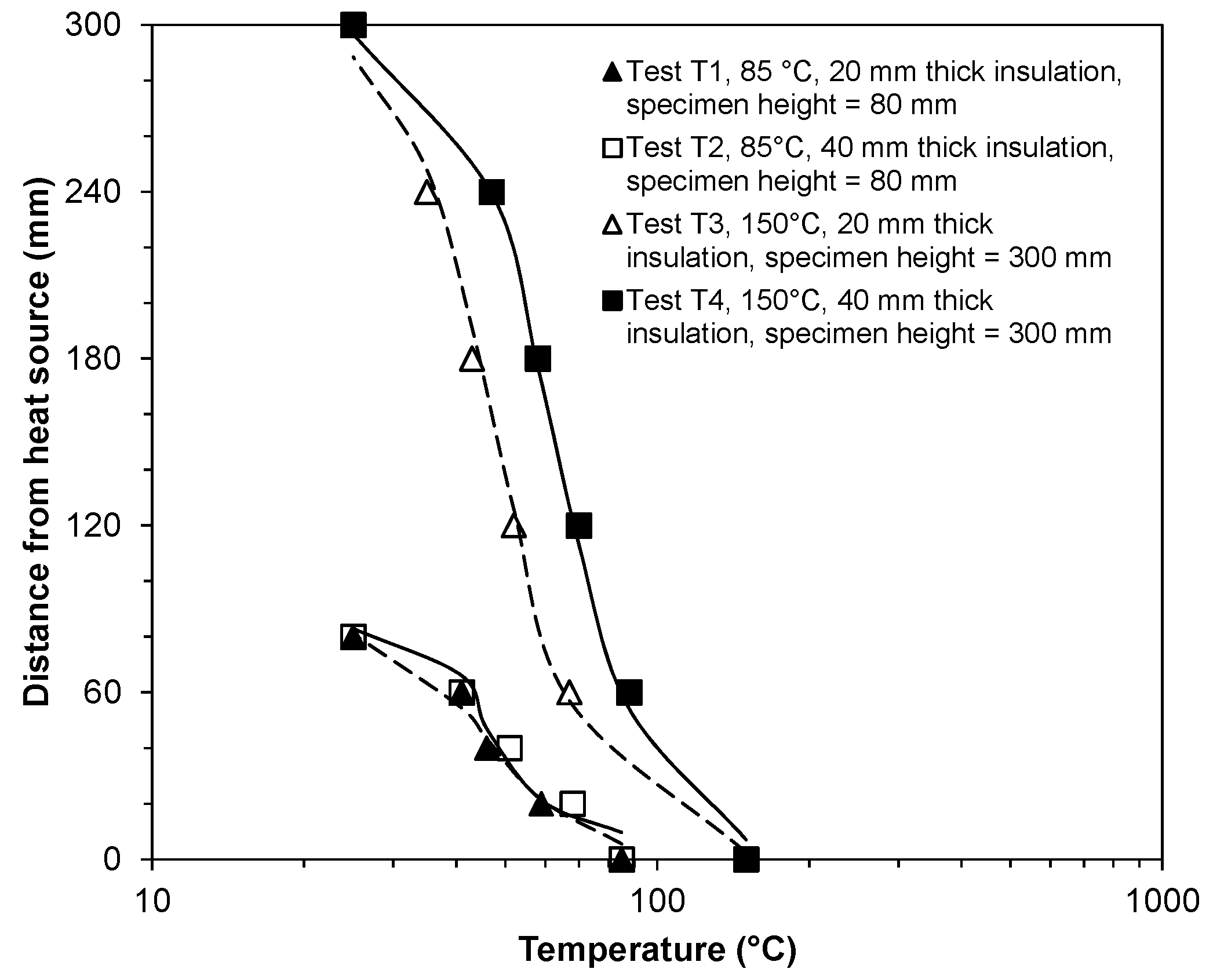
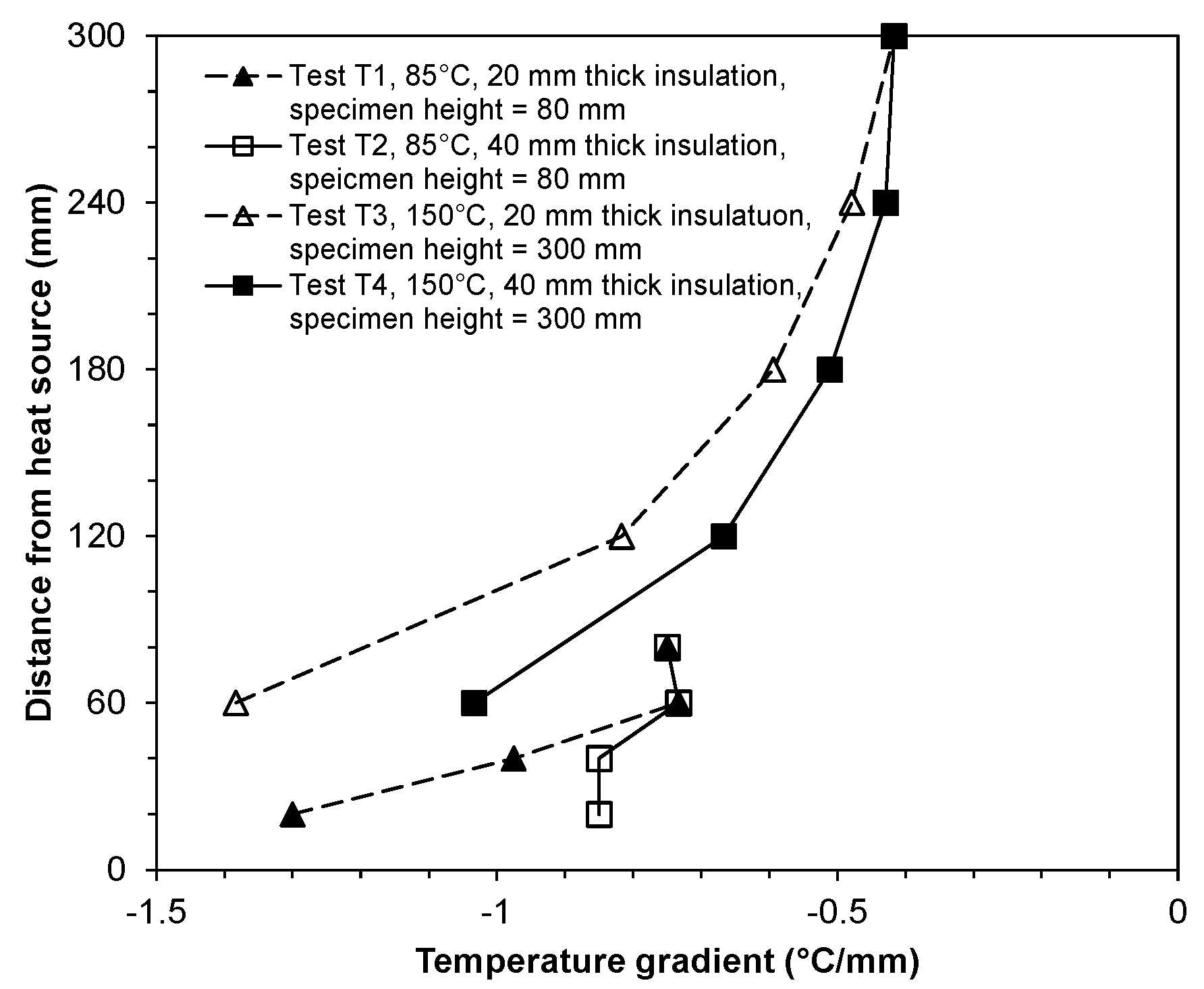
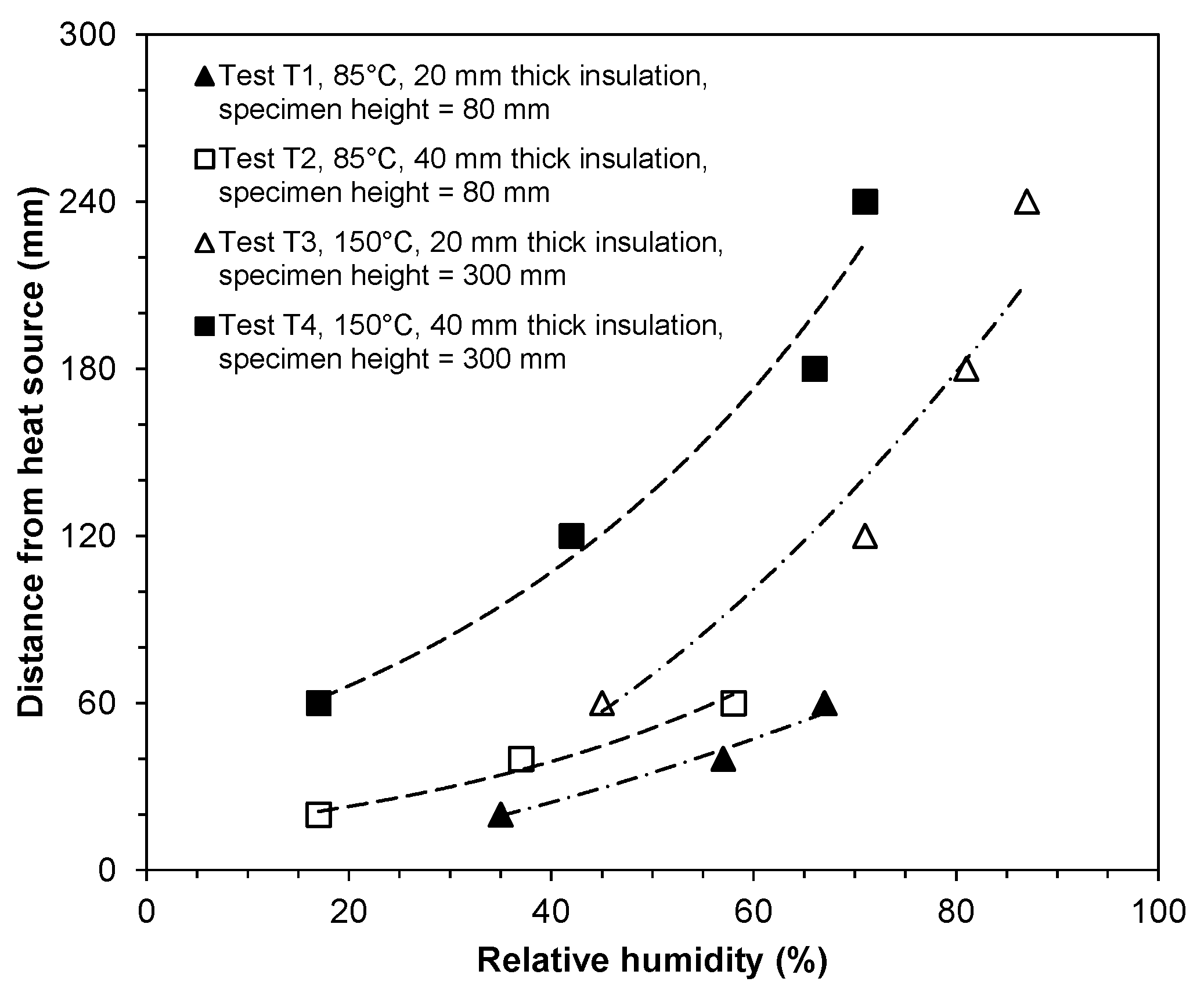
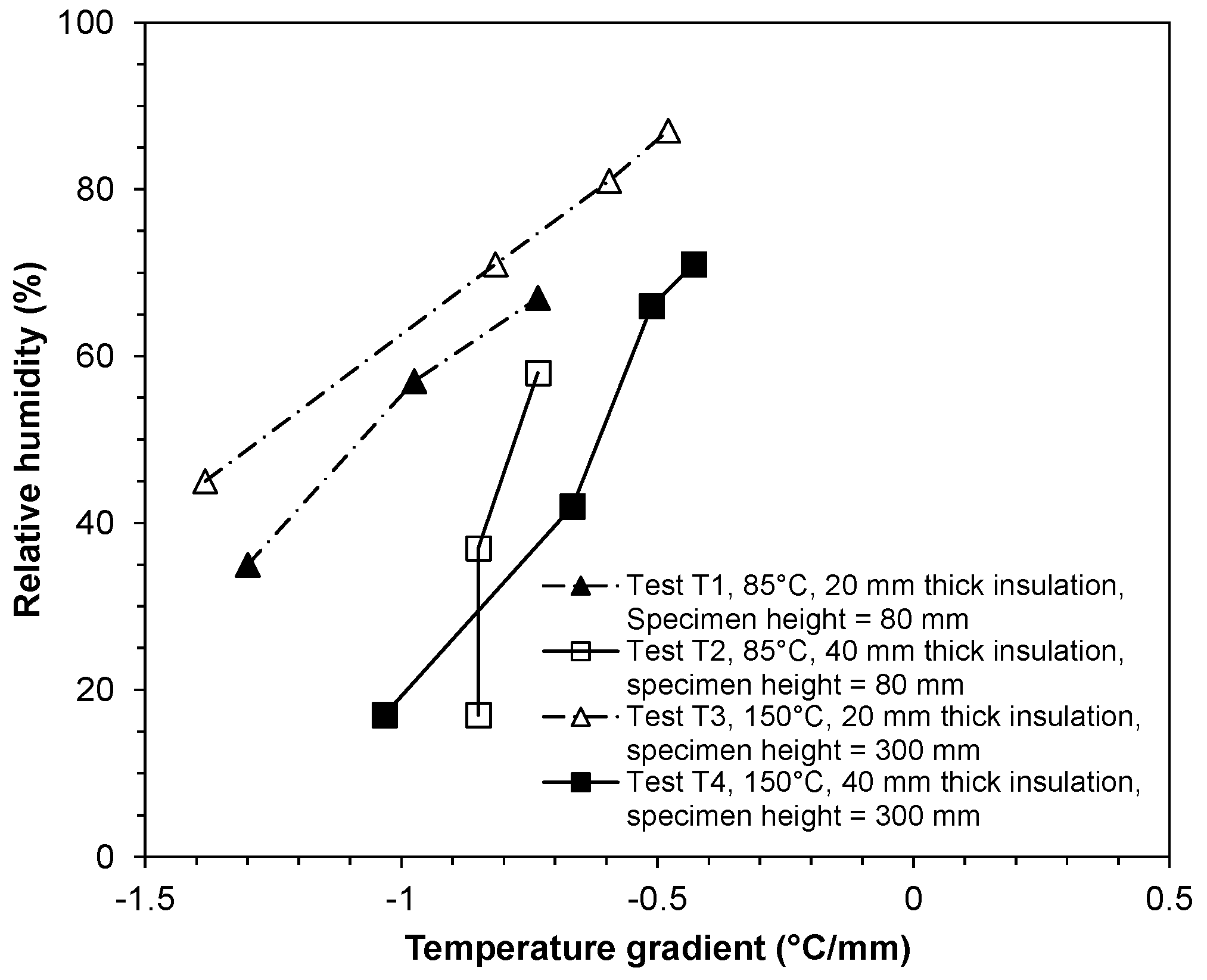
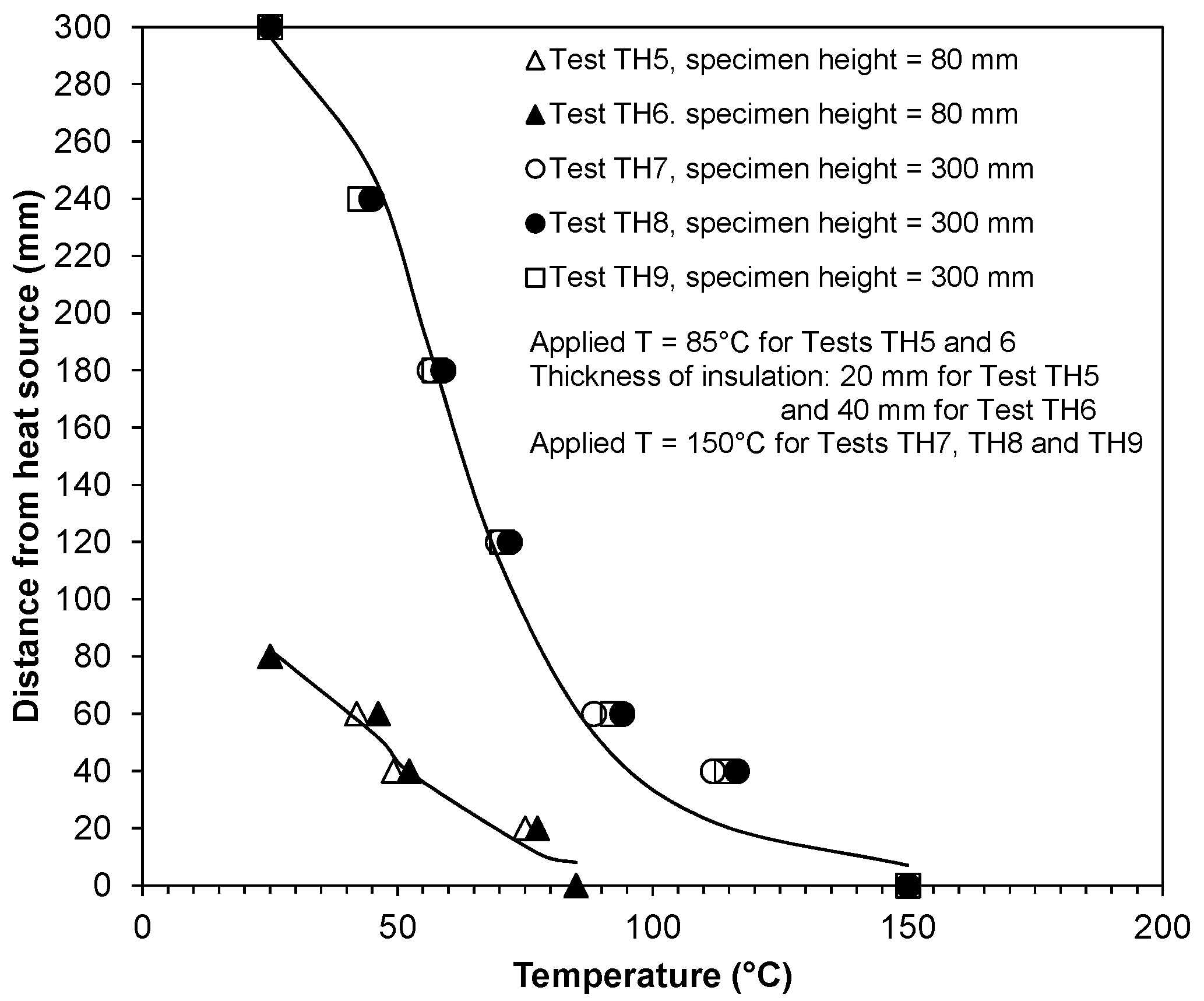
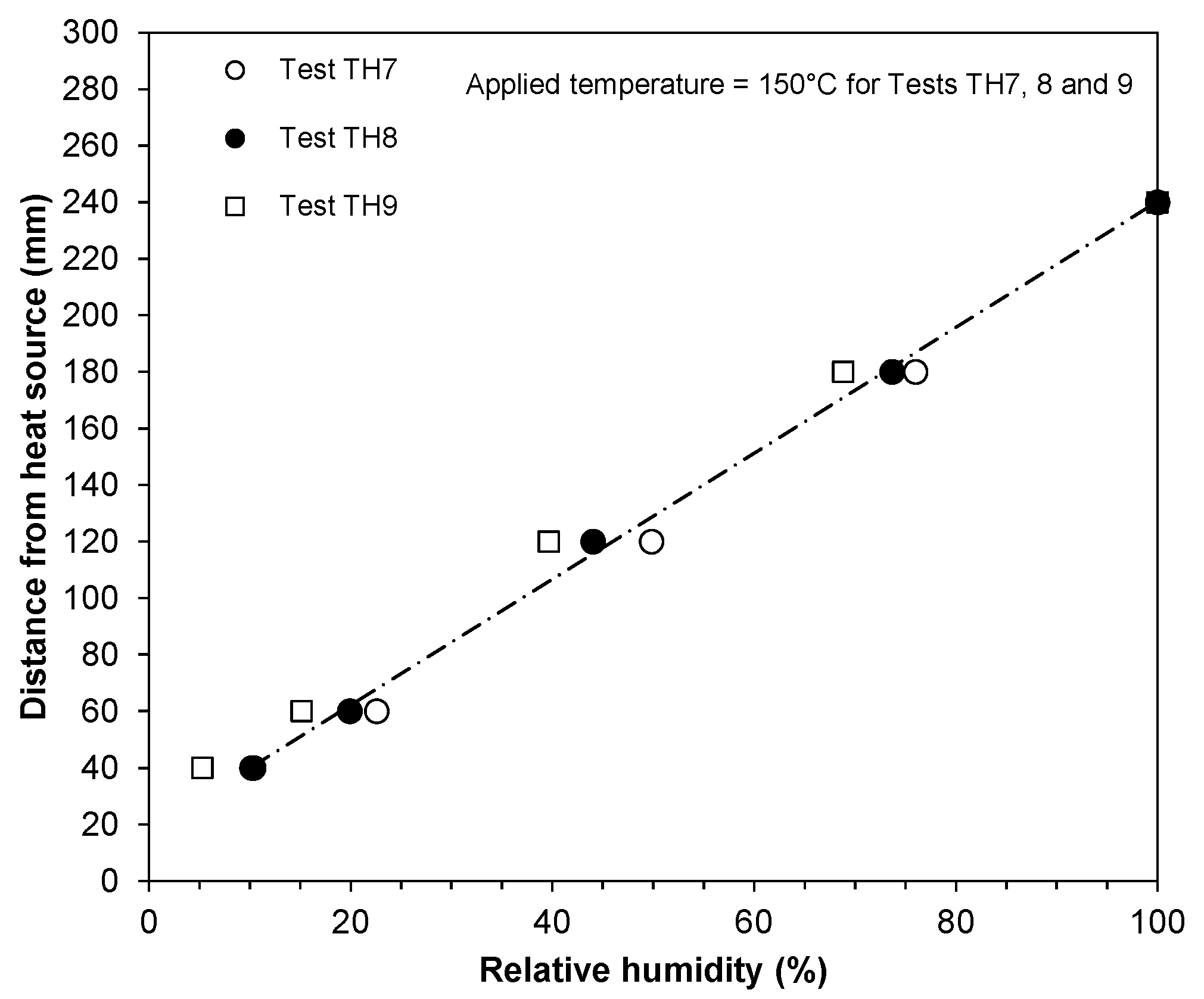
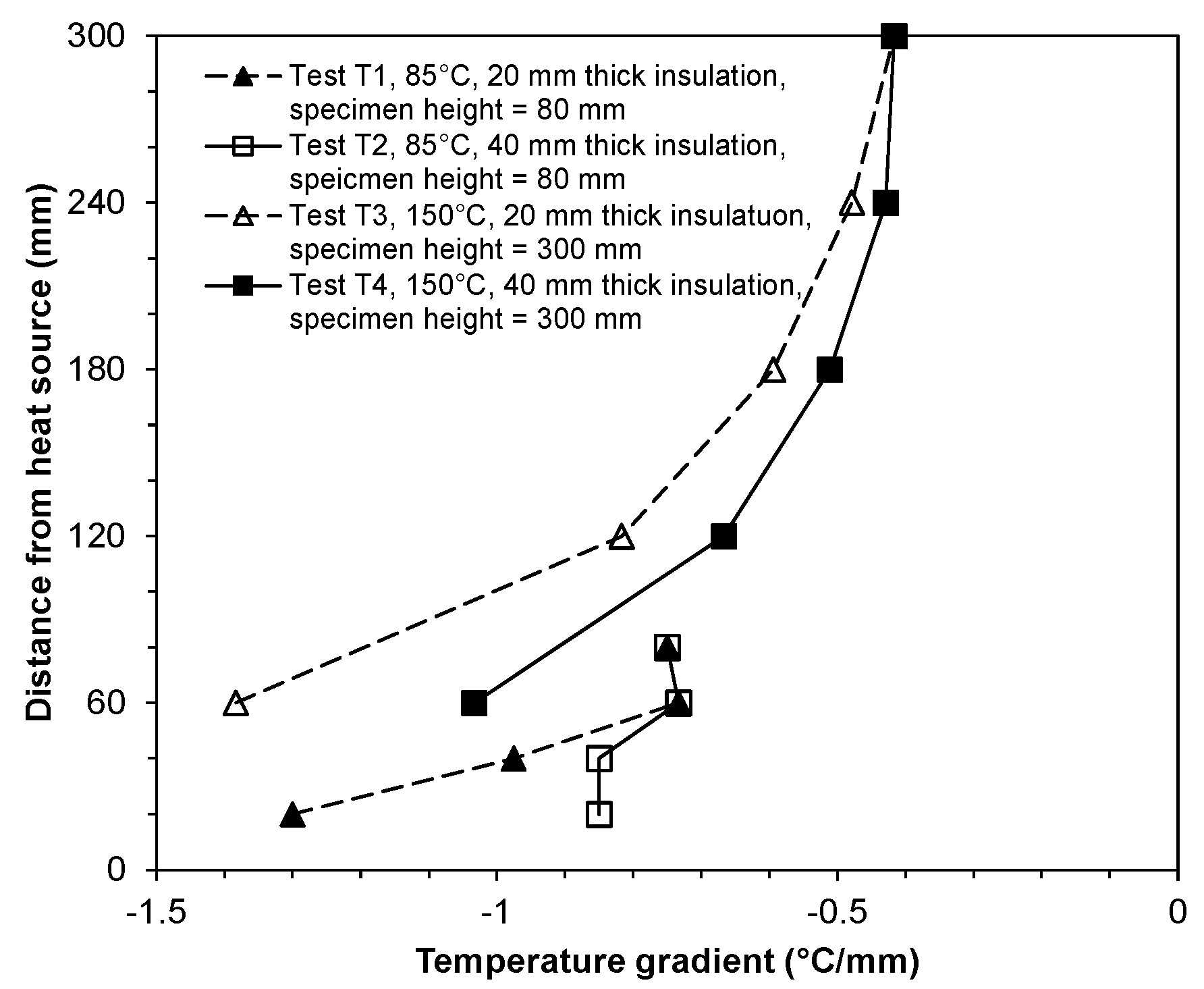
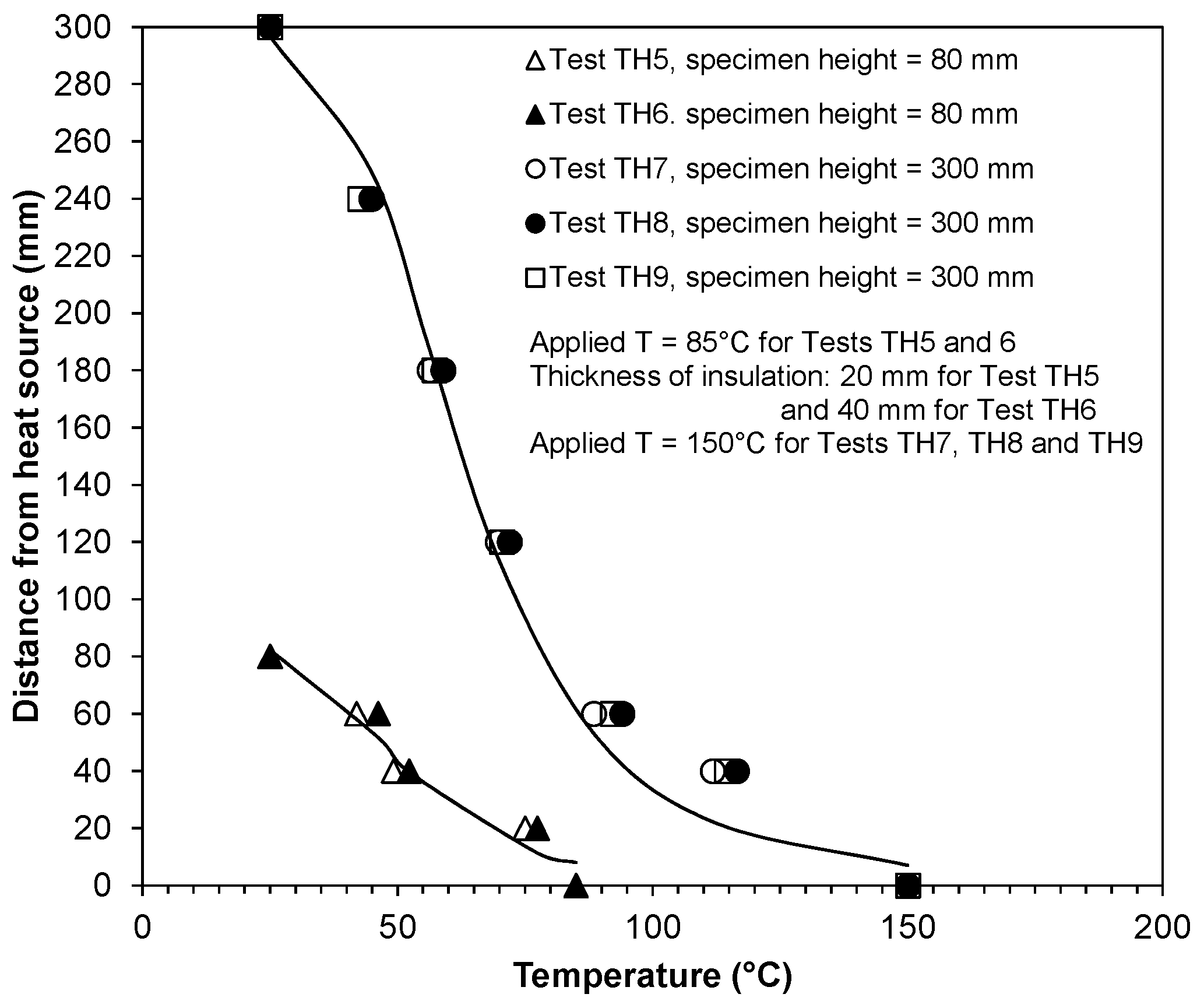
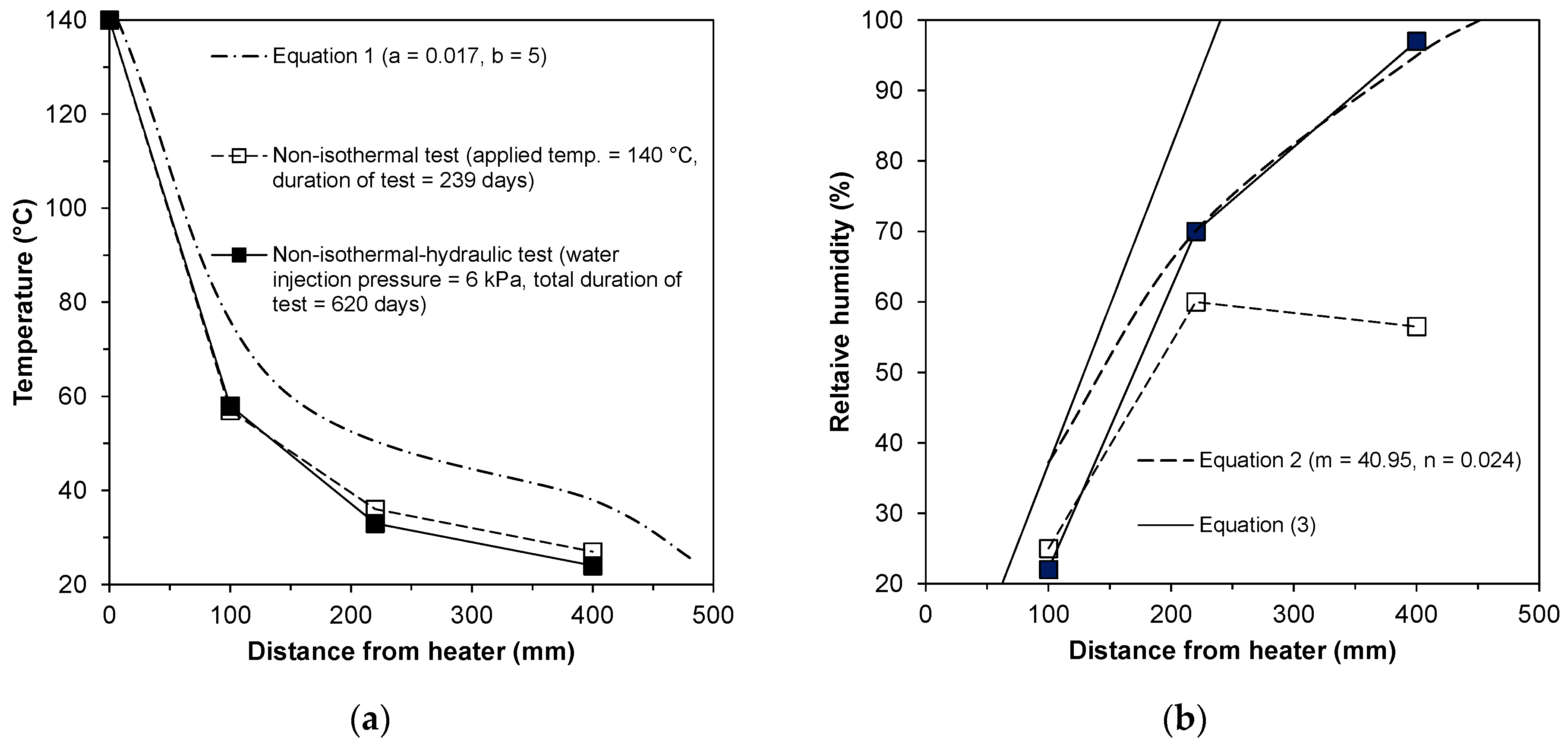
3.3. Shapes of Temperature and Relative Humidity Profiles
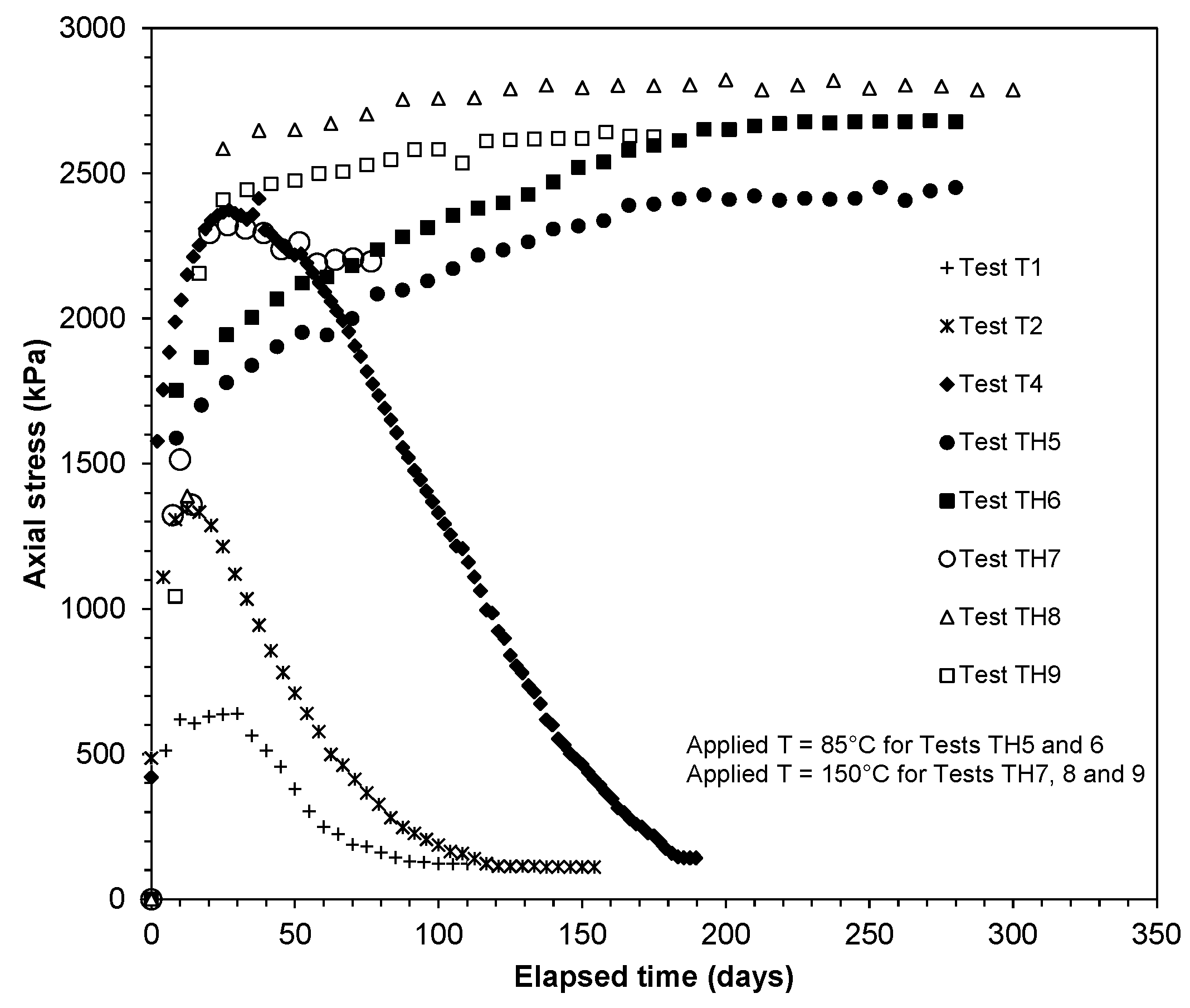
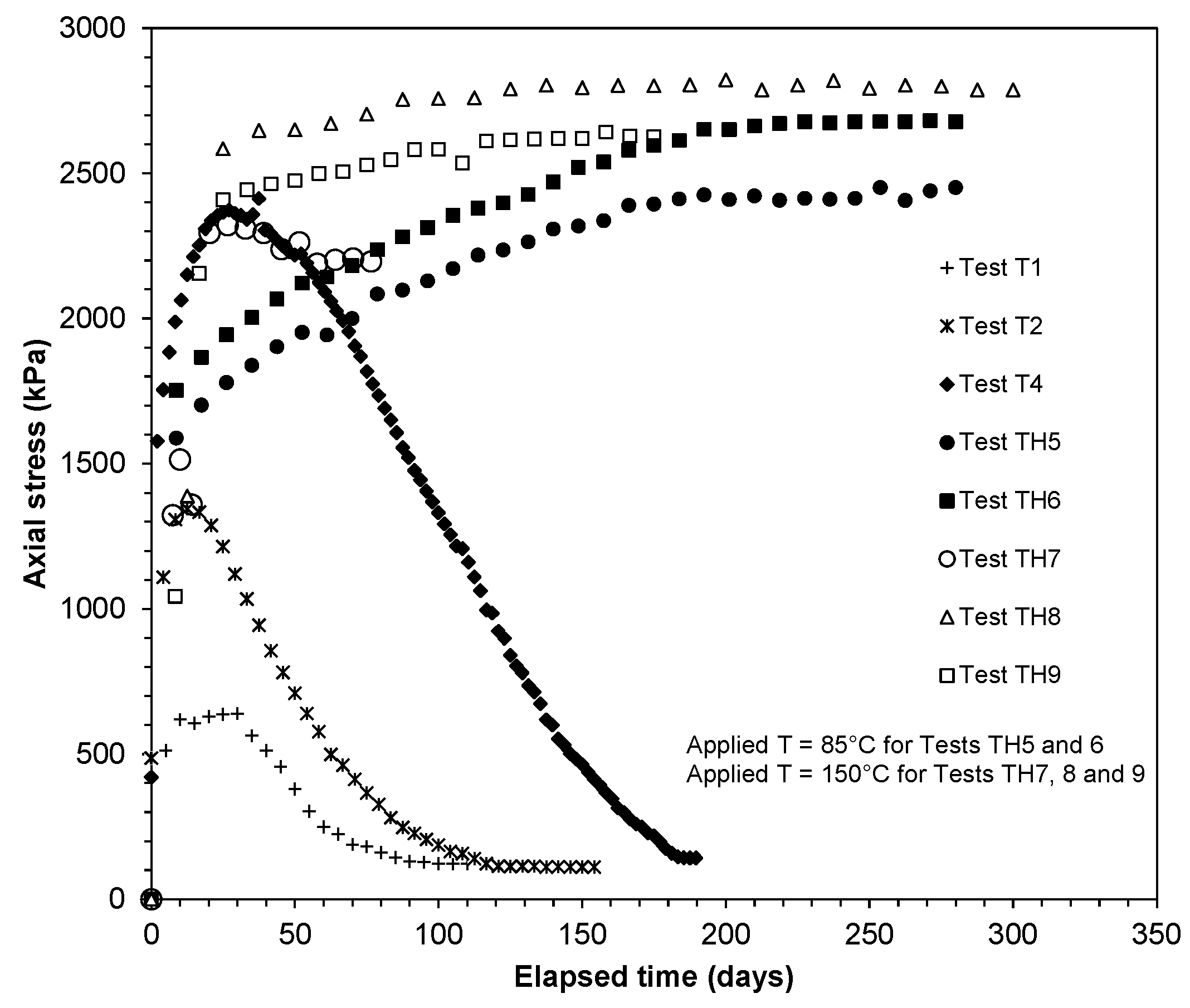
3.4. Development of Axial Stress during Non-Isothermal and Non-Isothermal Hydraulic Tests
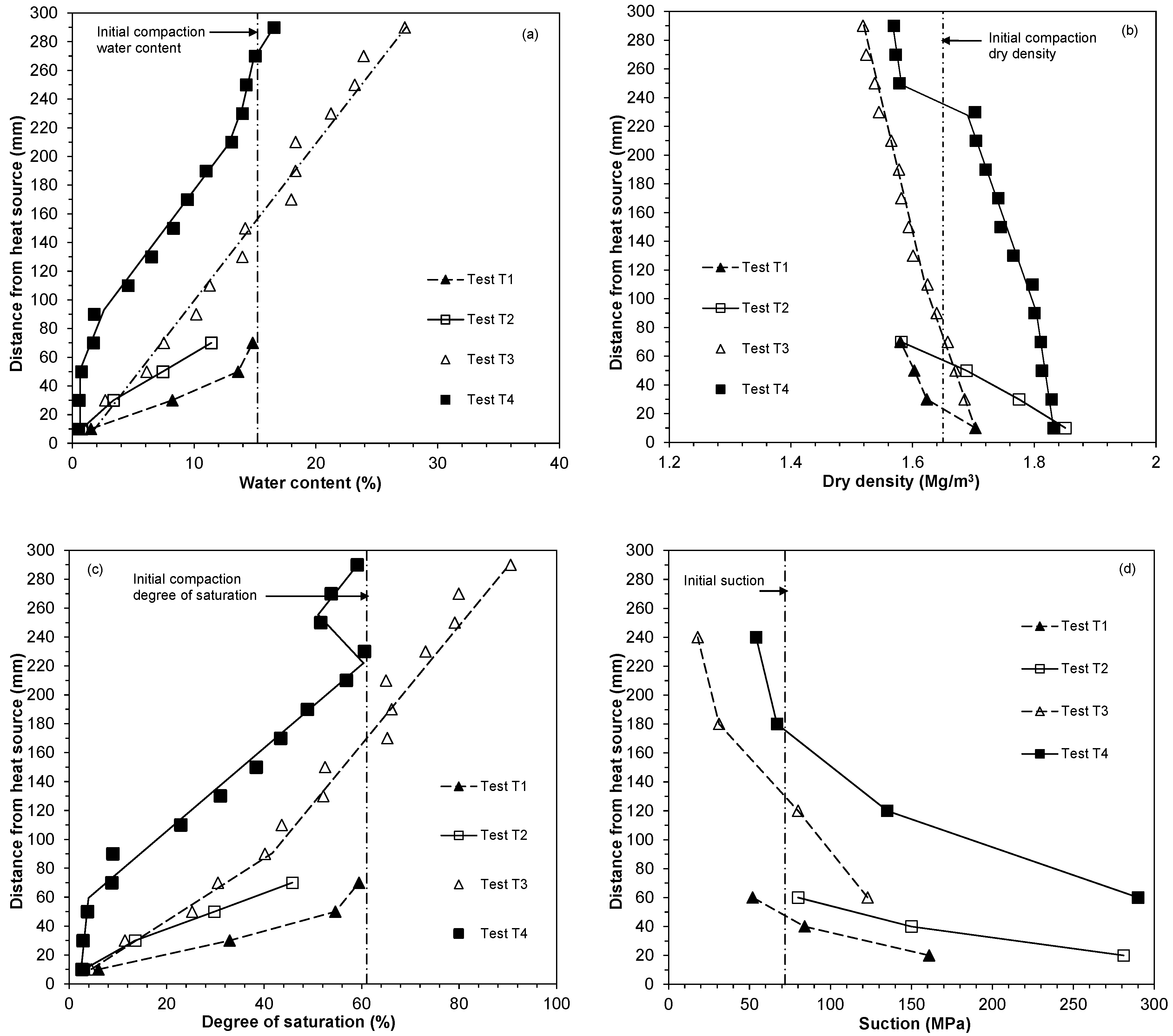
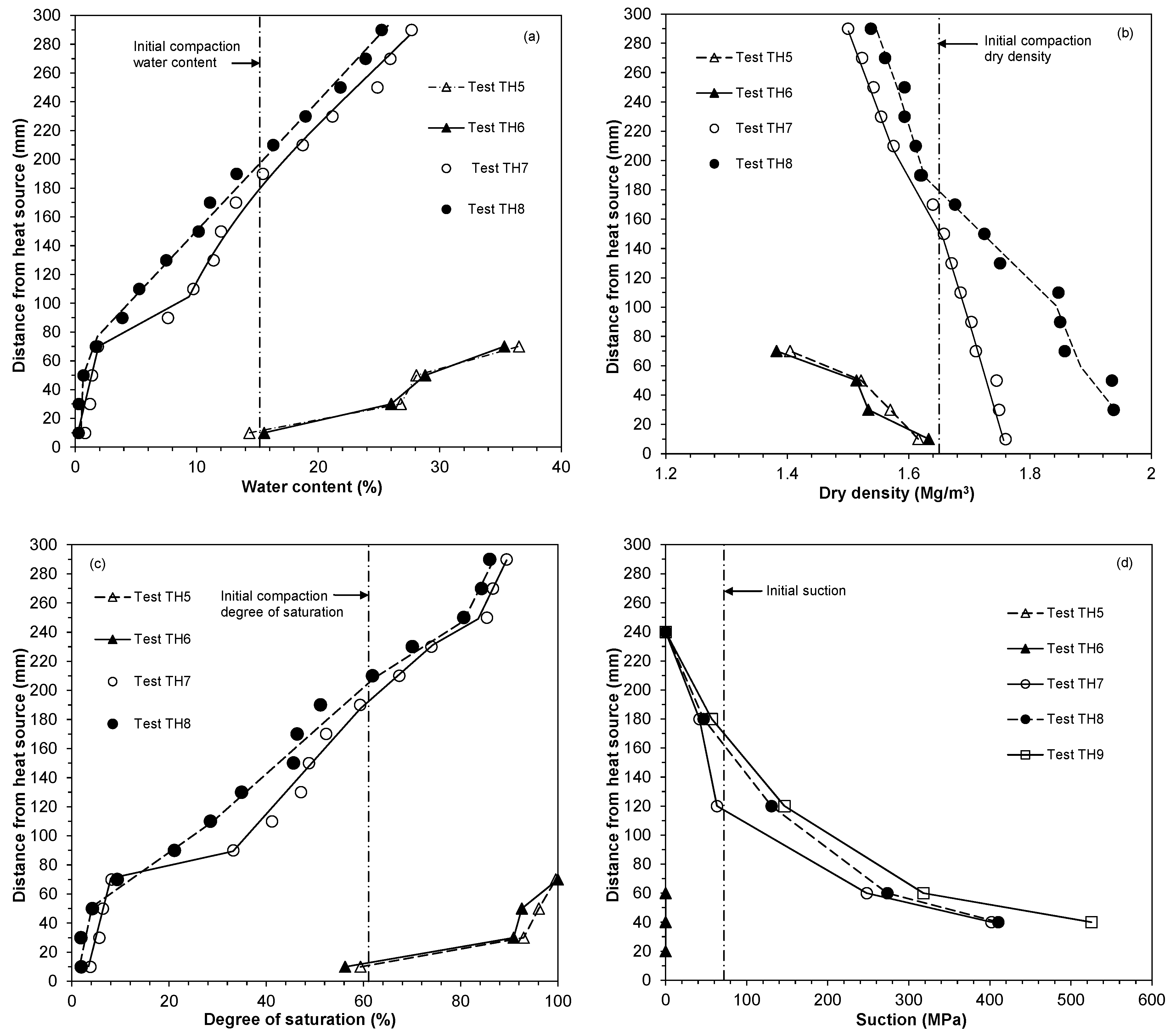
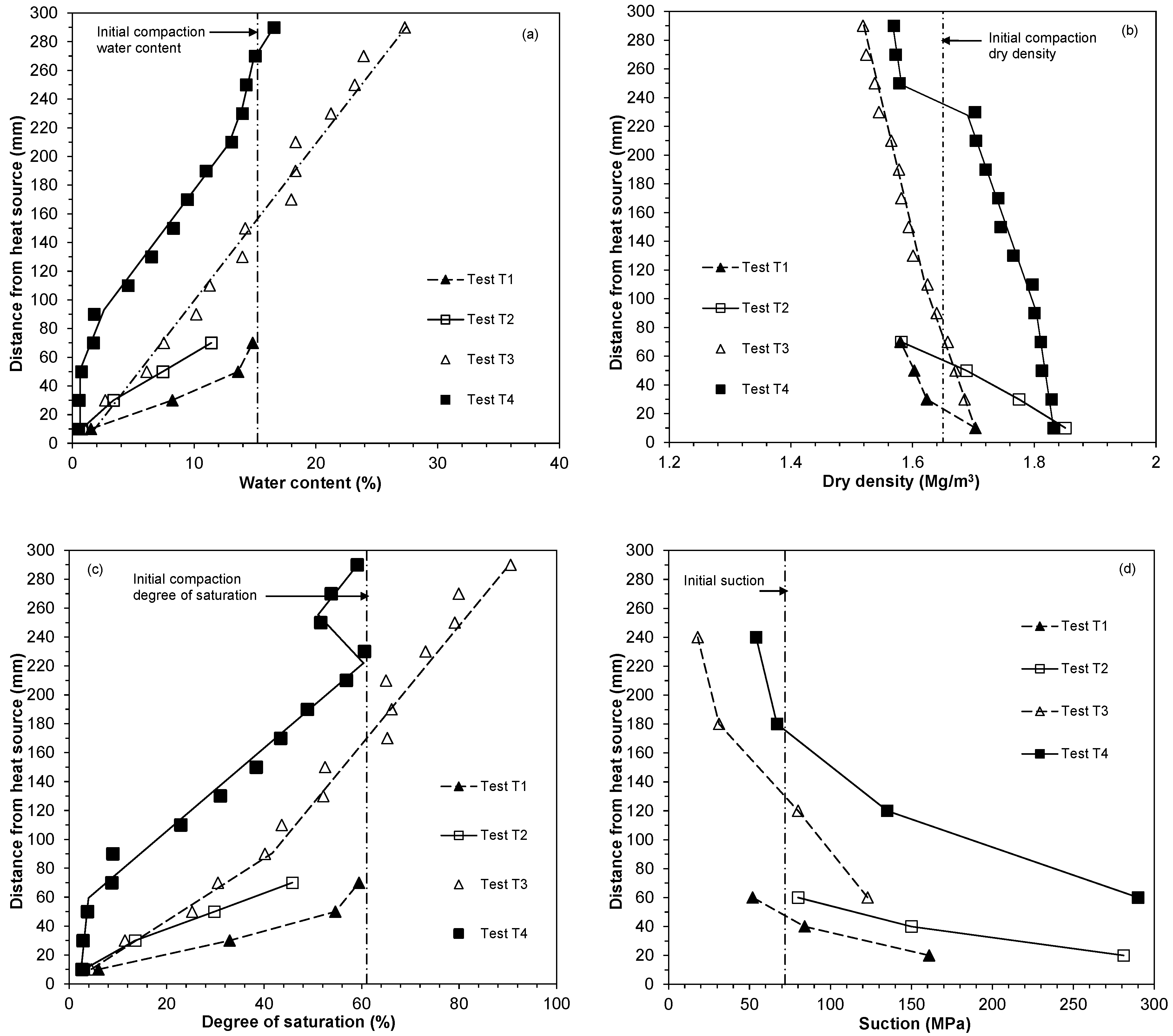
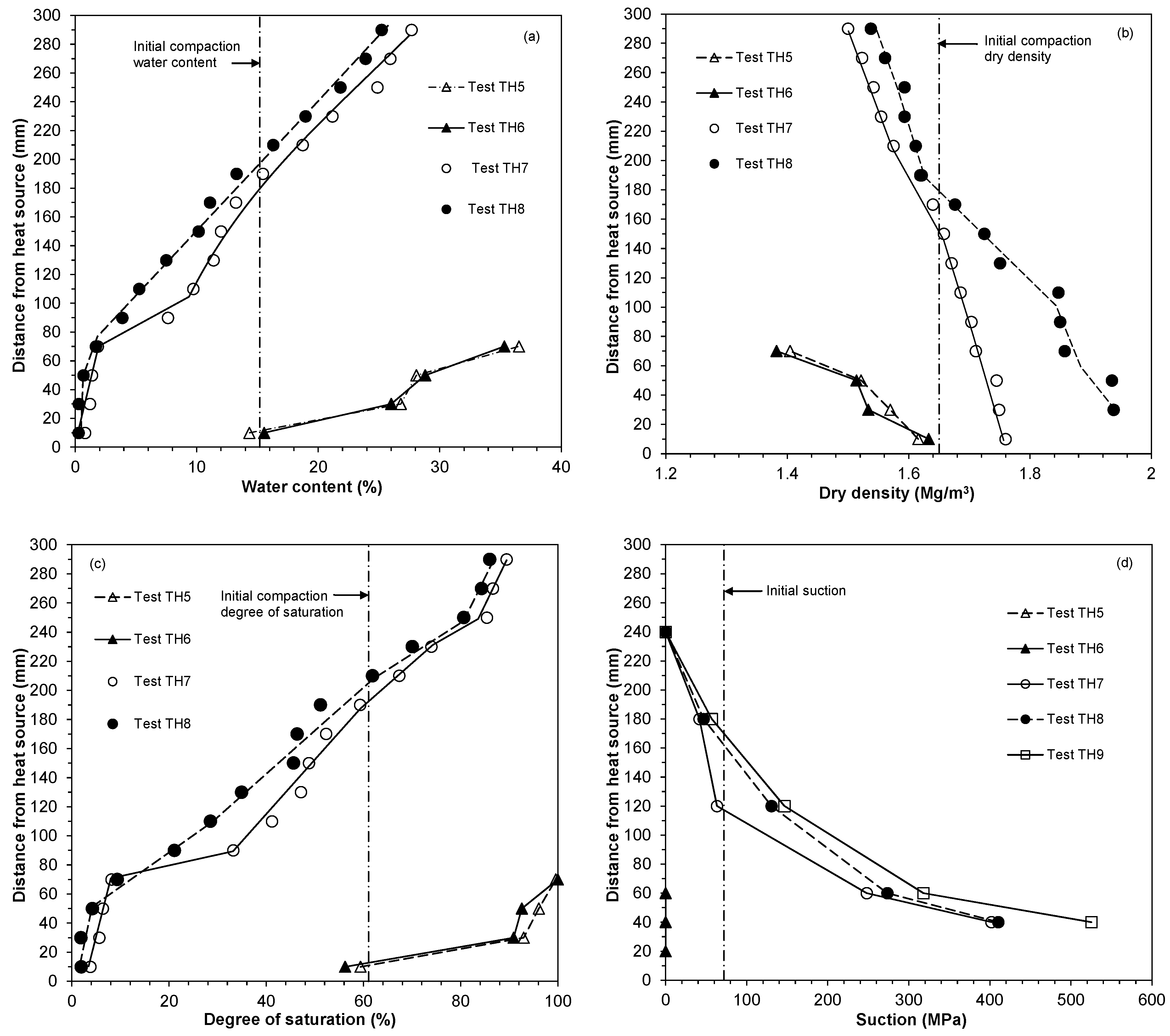
3.5. Profiles of Water Content, Dry Density, Degree of Saturation and Suction
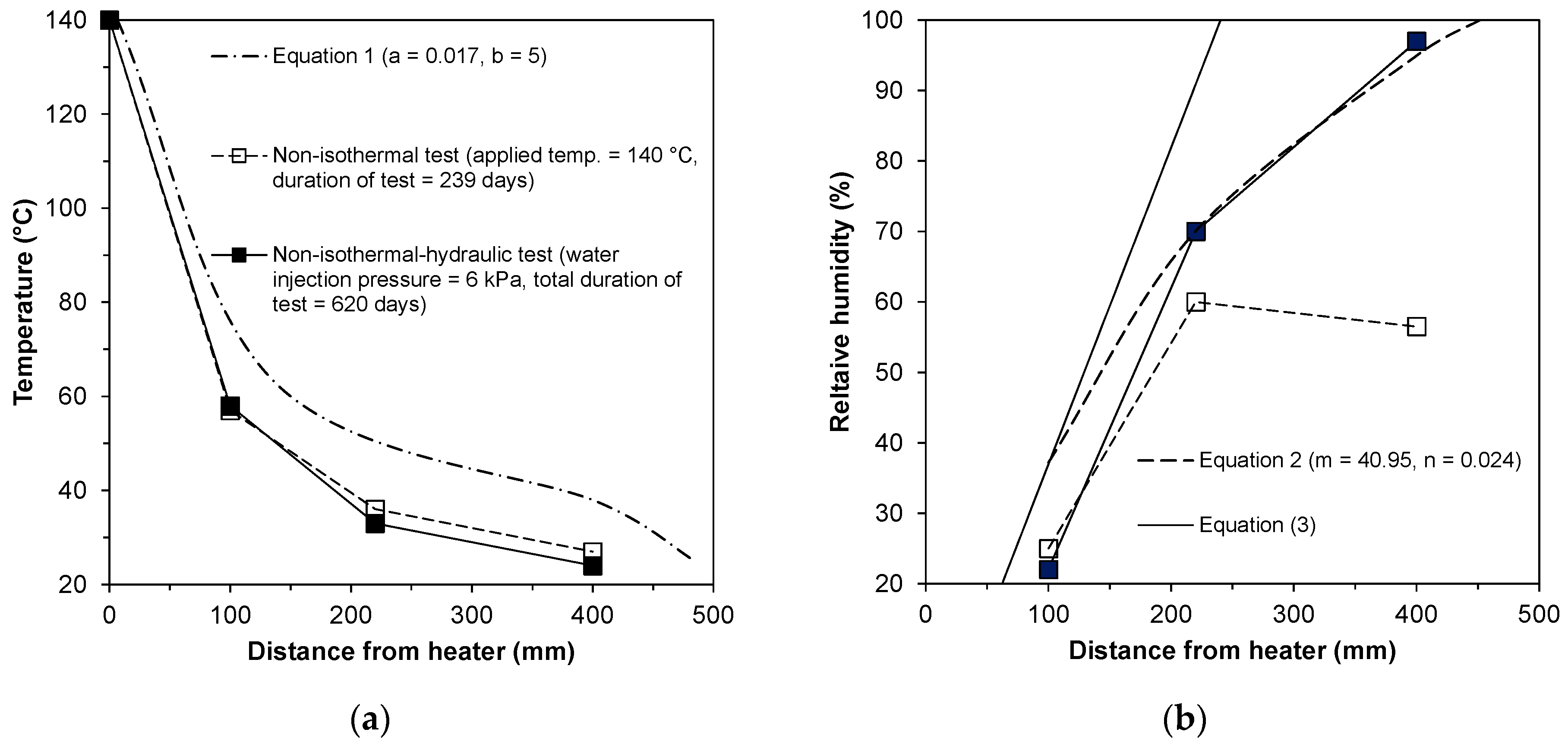
4. Discussion
5. Conclusions
- Due to an applied thermal gradient, a rise in the temperature within compacted bentonites depends upon the characteristics of the thermal insulation surrounding the compacted bentonites. The heat emission reduced and the relative humidity decreased when a thicker insulation was used.
- Thermal gradients caused redistribution of water content, whereas thermo-hydraulic gradients caused both redistribution and an increase in the water content within compacted bentonites leading to development of axial stress of various magnitudes.
- Under the applied thermal and thermo-hydraulic gradients, the dry density increased near the heat source, whereas it decreased at the opposite end. A variation in the dry density is attributed due to the shrinkage of bentonite at and near the heat source. The drying of bentonite due to high temperature application was reduced in the presence of the hydration source. An increase in the water content and degree of saturation towards the opposite end of heat source indicated development of a low permeable zone at the interface between the restraint and unsaturated bentonite.
- Applied water injection pressure and an increase in temperature from 85 to 150 °C appeared to have very minimal effect on the evolution of axial stress.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Pusch, R. Mineral-water interactions and their influence on the physical behavior of highly compacted Na bentonite. Can. Geotech. J. 1982, 19, 381–387. [Google Scholar] [CrossRef]
- Gray, M.N.; Cheung, S.C.H.; Dixon, D.A. Swelling pressures compacted bentonite/sand mixtures. Mater. Res. Soc. Symp. Proc. 1985, 44, 523–530. [Google Scholar] [CrossRef]
- Müller-Vonmoos, M. Bentonit und Radioaktive Abfälle. Neue Zürcher Zeitung, Forschung und Technik, 1 October 1986. [Google Scholar]
- Pusch, R.; Yong, R.N. Microstructure of Smectite Clays and Engineering Performance; Taylor & Francis: London, UK, 2006. [Google Scholar]
- Martın, M.; Cuevas, J.; Leguey, S. Diffusion of soluble salts under a temperature gradient after the hydration of compacted bentonite. Appl. Clay Sci. 2000, 17, 55–70. [Google Scholar] [CrossRef]
- Börgesson, L.; Chijimatsu, M.; Fujita, T.; Nguyen, T.S.; Rutqvist, J.; Jing, L. Thermo-hydro-mechanical characterisation of a bentonite-based buffer material by laboratory tests and numerical back analyses. Int. J. Rock Mech. Min. Sci. 2001, 38, 95–104. [Google Scholar] [CrossRef]
- Cuevas, J.; Villar, M.V.; Martın, M.; Cobena, J.C.; Leguey, S. Thermo-hydraulic gradients on bentonite: distribution of soluble salts, microstructure and modification of the hydraulic and mechanical behaviour. Appl. Clay Sci. 2002, 22, 25–38. [Google Scholar] [CrossRef]
- Pintado, X.; Ledesma, A.; Lloret, A. Backanalysis of thermohydraulic bentonite properties from laboratory tests. Eng. Geol. 2002, 64, 91–115. [Google Scholar] [CrossRef]
- Singh, R.M. An Experimental and Numerical Investigation of Heat and Mass Movement in Unsaturated Clays. Ph.D. Thesis, Cardiff University, Cardiff, UK, August 2007. [Google Scholar]
- Villar, M.V.; Lloret, A. Dismantling of the first section of the FEBEX in situ test: THM laboratory tests on the bentonite blocks retrieved. Phys. Chem. Earth 2007, 32, 716–729. [Google Scholar] [CrossRef]
- Villar, M.V.; Sánchez, M.; Gens, A. Behaviour of a bentonite barrier in the laboratory: Experimental results up to 8 years and numerical simulation. Phys. Chem. Earth 2008, 33, 476–485. [Google Scholar] [CrossRef]
- Samper, J.; Zheng, L.; Montenegro, L.; Fernández, A.M.; Rivas, P. Coupled thermo-hydro-chemical models of compacted bentonite after FEBEX in situ test. Appl. Geochem. 2008, 23, 1186–1201. [Google Scholar] [CrossRef]
- Åkesson, M.; Jacinto, A.C.; Gatabin, C.; Sanchez, M.; Ledesma, A. Bentonite THM behaviour at high temperatures: Experimental and numerical analysis. Géotechnique 2009, 59, 307–318. [Google Scholar] [CrossRef]
- Pusch, R.; Kasbohm, J.; Thao, H.T.M. Chemical stability of montmorillonite buffer clay under repository-like conditions-A synthesis of relevant experimental data. Appl. Clay Sci. 2010, 47, 113–119. [Google Scholar] [CrossRef]
- Gómez-Espina, R.; Villar, M. Geochemical and mineralogical changes in compacted MX-80 bentonite submitted to heat and water gradients. Appl. Clay Sci. 2010, 47, 400–408. [Google Scholar] [CrossRef]
- Bag, R. Coupled Thermo-Hydro-Mechanical-Chemical Behaviour of MX80 Bentonite in Geotechnical Applications. Ph.D. Thesis, Cardiff University, Cardiff, UK, 2011. [Google Scholar]
- Villar, M.V.; Martin, P.L.; Romero, F.J. Long-Term THM Tests Reports: THM Cells for the HE-E Test: Update of Results until February 2014; CIEMAT Technical Report CIEMAT/DMA/2G210/03/2014, Long-Term Performance of Engineered Barrier Systems PEBS; CIEMAT: Madrid, Spain, 7 March 2014. [Google Scholar]
- Tripathy, S.; Thomas, H.R.; Bag, R. Geoenvironmental Application of Bentonites in Underground Disposal of Nuclear Waste: Characterization and Laboratory Tests. J. Hazard. Toxic Radioact. Waste 2017, 21, D4015002. [Google Scholar] [CrossRef]
- Pusch, R.; Karnland, O. Physico/chemical stability of smectite clays. Eng. Geol. 1996, 41, 73–85. [Google Scholar] [CrossRef]
- Wersin, P.; Johnson, L.H.; McKinley, L.G. Performance of the bentonite barrier at temperature beyond 100 °C, A critical review. Phys. Chem. Earth 2007, 32, 780–788. [Google Scholar] [CrossRef]
- Hicks, T.W.; White, M.J.; Hooker, P.J. Role of Bentonite in Determination of Thermal Limits on Geological Disposal Facility Design; Report 0883-1, Version 2; Falson Sciences Ltd.: Rutland, UK, September 2009. [Google Scholar]
- Sellin, P.; Leupin, O.X. The use of clay as an engineered barrier in radioactive-waste management—A review. Clays Clay Miner. 2013, 61, 477–498. [Google Scholar] [CrossRef]
- Horseman, S.T.; McEwan, T.J. Thermal constraints on disposal of heat-emitting waste in argillaceous rocks. Eng. Geol. 1996, 41, 5–16. [Google Scholar] [CrossRef]
- Zheng, L.; Rutqvist, J.; Birkholzer, J.T.; Liu, H. On the impact of temperature up to 200 °C in clay repositories with bentonite engineer barrier systems: A study with coupled thermal, hydrological, chemical, and mechanical modeling. Eng. Geol. 2015, 197, 278–295. [Google Scholar] [CrossRef]
- Carter, M.R. Soil Sampling and Methods of Analysis. Canadian Society of Soil Science; Lewis Publishing/CRC Press: Boca Raton, FL, USA, 1993. [Google Scholar]
- ASTM. Standard Test Method for Shrinkage Factors of Soils by the Wax Method (D 4943-08). In 2010 Annual Book of ASTM Standards. Vol. 04.08. Soil and Rock (I); American Society for Testing and Materials: Philadelphia, PA, USA, 2010. [Google Scholar]
- Lloret, A.; Villar, M.V.; Sanchez, M.; Gens, A.; Pintado, X.; Alonso, E.E. Mechanical behaviour of heavily compacted bentonite under high suction changes. Géotechnique 2003, 53, 27–40. [Google Scholar] [CrossRef]
- Thomas, H.R.; Cleall, P.J.; Chandler, N.; Dixon, D.; Mitchell, H.P. Water infiltration into a large-scale in-situ experiment in an underground research laboratory. Géotechnique 2003, 53, 207–224. [Google Scholar] [CrossRef]
- Farouki, O.T. Thermal Properties of Soils; CRREL Monograph 81-1; US Army Corps of Engineers, Cold Regions Research and Engineering Laboratory: Hanover, NH, USA, December 1981. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
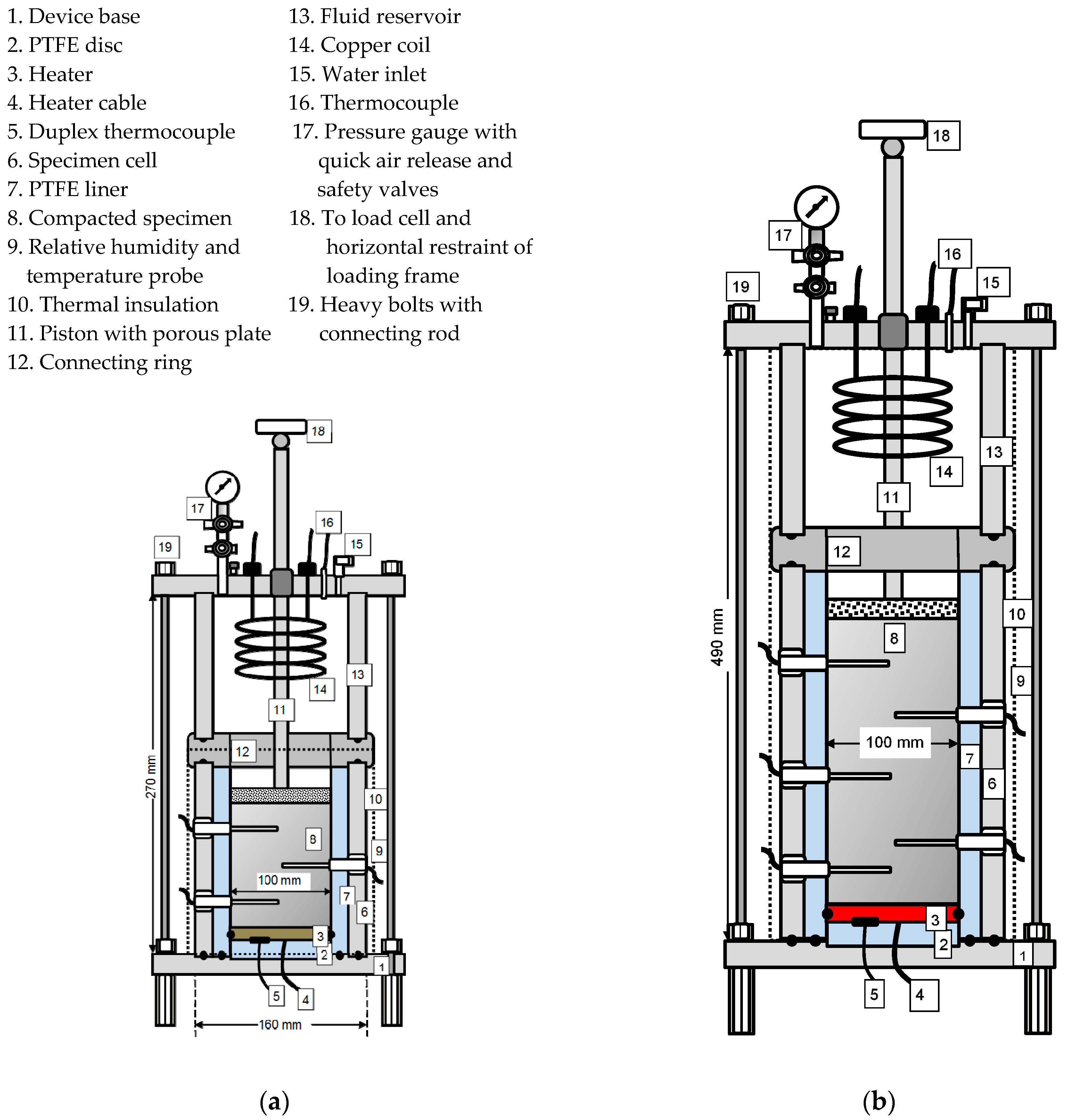
| Test No. | TH Cell Used 1 (Figure 1) | Temperature at the Base (°C) | Applied Water Pressure (kPa) | Thickness of Outer Insulation (mm) | Duration of Tests (Days) |
|---|---|---|---|---|---|
| T1 | A | 85 | None | 20 | 110 |
| T2 | A | 85 | None | 40 | 155 |
| T3 | B | 150 | None | 20 | 138 |
| T4 | B | 150 | None | 40 | 188 |
| TH5 | A | 85 | 600 | 20 | 280 |
| TH6 | A | 85 | 600 | 40 | 280 |
| TH7 | B | 150 | 5 | 40 | 90 |
| TH8 | B | 150 | 600 | 40 | 182 |
| TH9 | B | 150 | 600 | 40 | 300 |
| Test No. | Type of Test | Height of Specimen (mm) 1 | Temperature at Bottom/Top (°C/°C) | Model Parameters | |
|---|---|---|---|---|---|
| a | b | ||||
| T1 | Non-isothermal | 80 | 85/25 | 0.023 | 5 |
| T2 | 80 | 85/25 | 0.020 | 5 | |
| T3 | 300 | 150/25 | 0.022 | 5 | |
| T4 | 300 | 150/25 | 0.017 | 5 | |
| TH5 | Non-isothermal hydraulic | 80 | 85/25 | 0.021 | 5 |
| TH6 | 80 | 85/25 | |||
| TH7 | 300 | 150/25 | 0.017 | ||
| TH8 | 300 | 150/25 | 5 | ||
| TH9 | 300 | 150/25 | |||
| Test No. | Model Parameters | |
|---|---|---|
| m | n | |
| T1 | 6.0375 | 0.0339 |
| T2 | 13.296 | 0.0267 |
| T3 | 13.559 | 0.0321 |
| T4 | 40.950 | 0.0240 |
| Factors | Remarks | |
|---|---|---|
| Improved Thermal Insulation | High Temperature | |
| Temperature | Increases | Increases |
| Temperature equilibration time | Decreases | Decreases |
| Relative humidity | Decreases | Decreases |
| Relative humidity equilibration time | Increases | Increases |
| Water absorption | Decreases | Decreases |
| Dry density | Increases | Increases |
| Degree of saturation | Decreases | Decreases |
| Suction | Increases | Increases |
| Axial stress | No significant effect | No significant effect |
| Factors | Remarks | |
|---|---|---|
| As Compared to Applied Thermal Loading | High Temperature Effects in Thermo-Hydraulic Loading | |
| Temperature | Very similar | Increases |
| Temperature equilibration time | Inconclusive | Decreases |
| Relative humidity | Increases | Decreases |
| Relative humidity equilibration time | Decreases | Increases |
| Drying | Reduces | Increases |
| Wetting | Increases | Reduces |
| Axial stress | Increases | Minor effect |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tripathy, S.; Thomas, H.R.; Stratos, P. Response of Compacted Bentonites to Thermal and Thermo-Hydraulic Loadings at High Temperatures. Geosciences 2017, 7, 53. https://doi.org/10.3390/geosciences7030053
Tripathy S, Thomas HR, Stratos P. Response of Compacted Bentonites to Thermal and Thermo-Hydraulic Loadings at High Temperatures. Geosciences. 2017; 7(3):53. https://doi.org/10.3390/geosciences7030053
Chicago/Turabian StyleTripathy, Snehasis, Hywel Rhys Thomas, and Panagiotis Stratos. 2017. "Response of Compacted Bentonites to Thermal and Thermo-Hydraulic Loadings at High Temperatures" Geosciences 7, no. 3: 53. https://doi.org/10.3390/geosciences7030053
APA StyleTripathy, S., Thomas, H. R., & Stratos, P. (2017). Response of Compacted Bentonites to Thermal and Thermo-Hydraulic Loadings at High Temperatures. Geosciences, 7(3), 53. https://doi.org/10.3390/geosciences7030053