
Optimization Design Method for Non-Rectangular Constant Stress Accelerated Testing Considering Parameter Estimation Precision

Abstract
1. Introduction
2. Statistical Model
- (1)
- For all stress level combinations (test points) within the test area, product life (i.e., ) is statistically independent and is subject to extreme value distribution [21,22]; the probability density function of the product life is as follows:where and are the position and scale parameters, respectively;
- (2)
- In the test area, the position parameter and the test stresses and satisfy the following conditions:where , and are model parameters. The test stress and are transformed stress;
- (3)
- The scale parameter remains unchanged under all combinations of stress levels in the test;
- (4)
- For the constantly accelerated life test with failure-terminated testing, the censored time for each stress level combination is .
3. Optimization Criteria for Comprehensive Stress Accelerated Life Testing Schemes in Non-Rectangular Experimental Domains
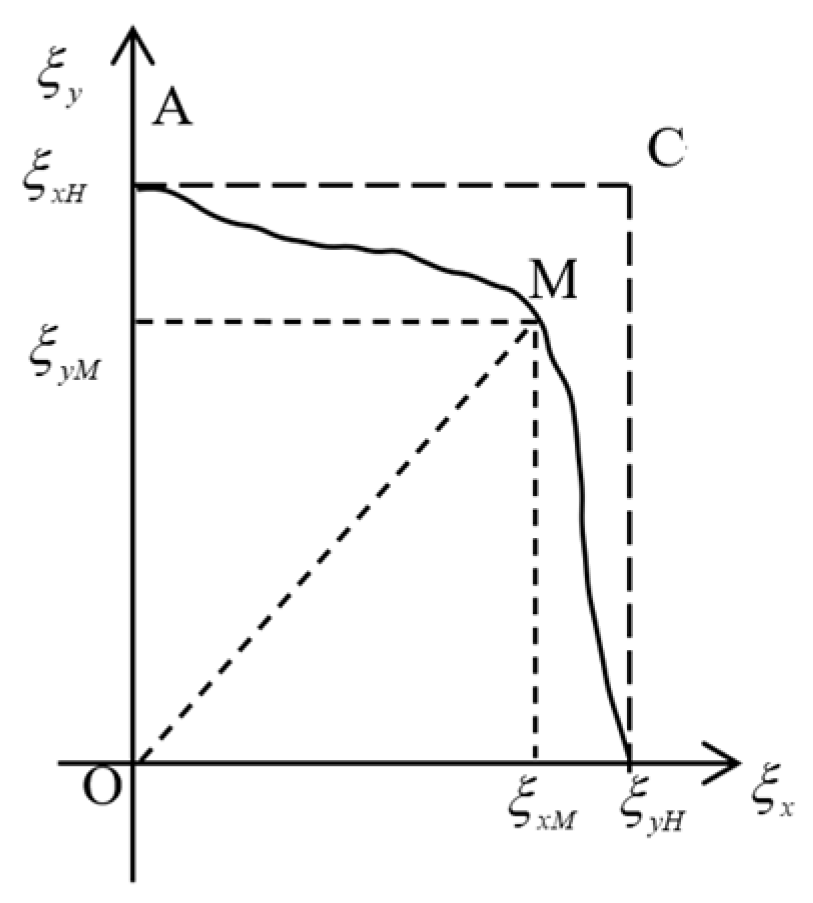
3.1. Standardization of Test Stress
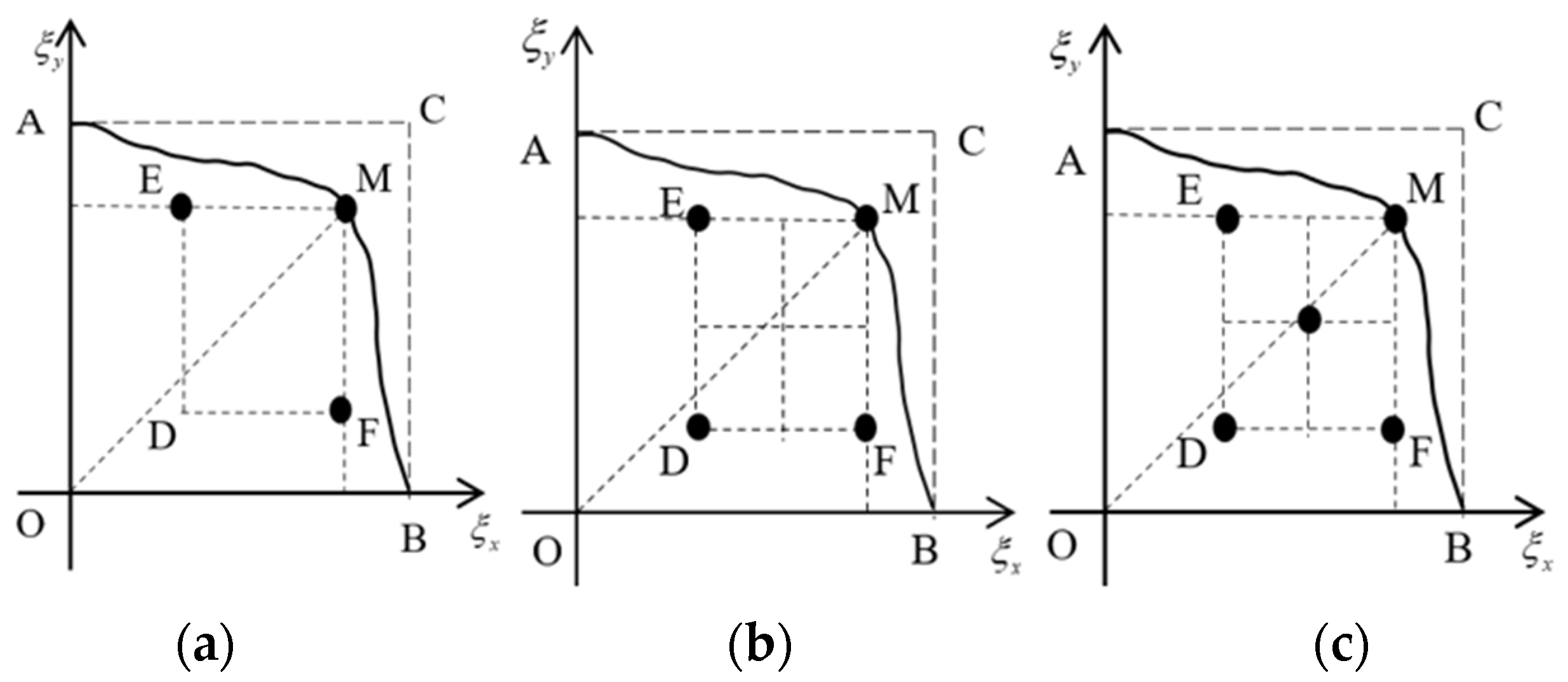
3.2. Combined Mode of Test Stresses
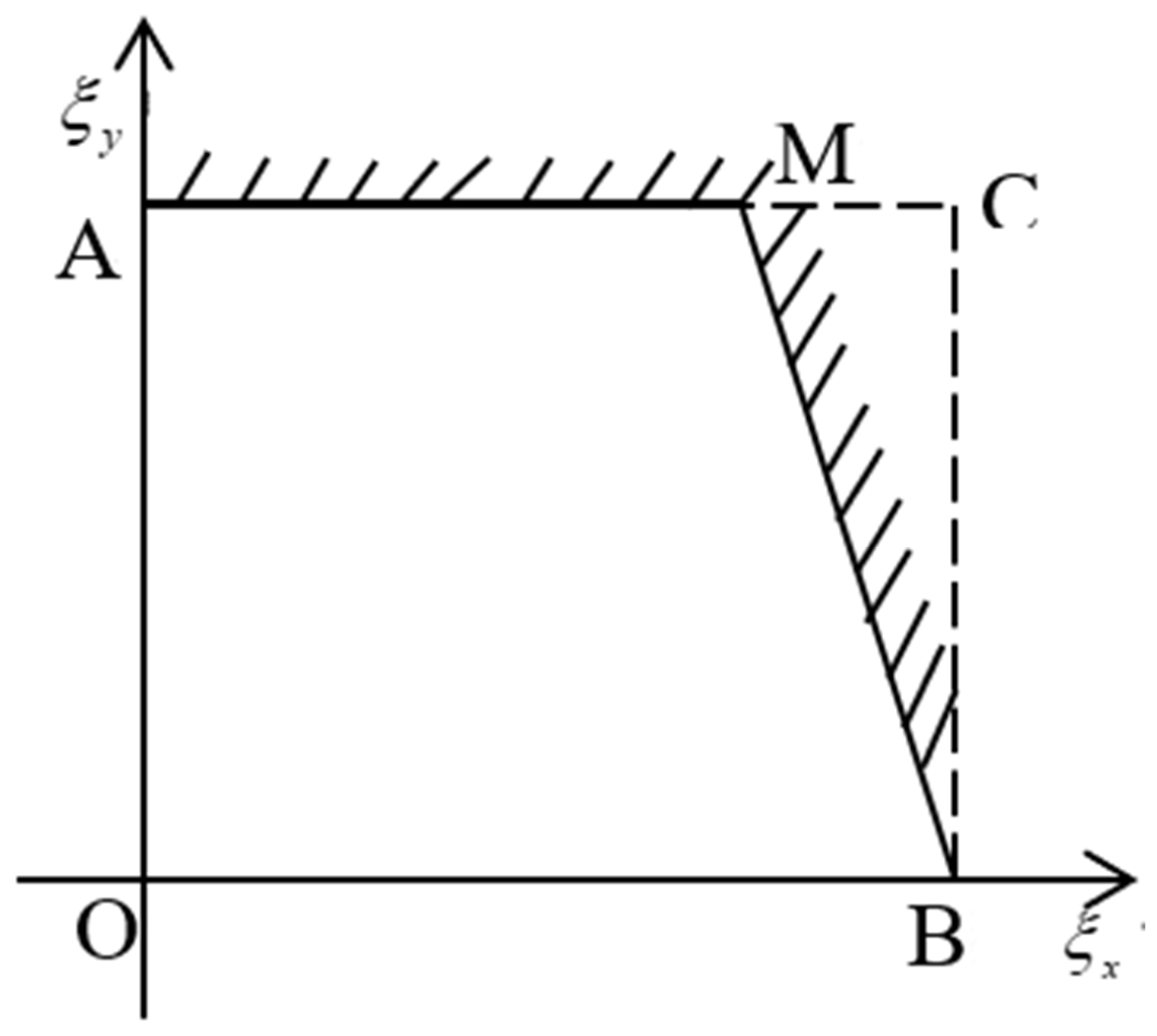
3.3. Criteria for Selection of Maximum Test Stress Point
4. Mathematical Model for Optimization Experimental Design
4.1. Objective Function for the Optimization Design of Experimental Schemes
4.1.1. Likelihood Function of Accelerated Life Test of K Group of Test Stress Level Combination
4.1.2. Standardized Information Matrix of Model Parameter
4.1.3. Objective Function
4.2. Selection of Design Variables and Constraint Conditions in Experimental Design
- (1)
- The stress level of each test satisfies the following:
- (2)
- The sample distribution proportion for each stress level combination must satisfy the following:
- (3)
- The highest stress level must meet the following condition:
4.3. Determination Method for Optimization Design Plan of Non-Rectangular Test Area
5. Theoretical Framework and Methodology for the Simulated Evaluation of Constant Stress Accelerated Testing Schemes in Non-Rectangular Domains
5.1. Criteria and Estimation Theory for the Simulated Evaluation of Experimental Schemes
5.2. Simulation Evaluation Method for Constant Stress Accelerated Testing Schemes in Non-Rectangular Domains
- (1)
- According to the previous test results, the rough estimate of initial values that are based on the reliability of statistical model parameters of the electrical connector can be obtained by calculation. And they are , , and ;
- (2)
- Simulate the generation of a set of lifetime data following a two-parameter Weibull distribution as represented in Equation (1). In addition, the sample size, censoring time, and total sample size are consistent with each test plan;
- (3)
- Using the simulated data generated in Step 2 as the experimental data for the simulation evaluation of the test plan and employing the theory of maximum likelihood estimation, obtain pseudo-maximum likelihood estimates for the model parameters, denoted as , , and ;
- (4)
- The pseudo-maximum likelihood estimations of the model parameters obtained by Step 3 are substituted by Equation (5), and the pseudo estimation of the determinant of the Fisher information matrix is obtained;
- (5)
- Repeat Step 2, Step 3, and Step 4 1000 times to obtain 1000 groups’ pseudo-maximum likelihood estimations of model parameters and pseudo estimations of the determinant of the Fisher information matrix. And they are , … ;
- (6)
- The mean value, standard deviation, and coefficient of variation of the pseudo estimation of the determinant of the Fisher information matrix for a constant-stress accelerated test plan in a non-rectangular area are obtained.
- (7)
- Based on the mean, standard deviation, and coefficient of variation of the pseudo-estimated determinant values of the Fisher information matrix for the experimental scheme, the assessment of the superiority or inferiority of the testing scheme is comprehensively evaluated in terms of accuracy and stability. The larger the mean value of the determinant of the information matrix, the higher the precision of the model parameter estimation in the scheme, and the smaller the standard deviation, the better the robustness of the scheme. In cases where the means differ significantly, the smaller the coefficient of variation of the determinant of the Fisher information matrix, the better the robustness of the model parameter estimation.
6. Examples
6.1. Optimization Design of Constant-Stress Accelerated Test Scheme in Non-Rectangular Region
- (1)
- The design method is optimized based on the above-mentioned test plan. The optimal test plan for multiple stresses of the electrical connector is designed under the test stress combination points = 3, 4, 5. To show the feasibility of this method, the optimal test plan is compared with the unoptimized general test plan stated in the literature [29]. The test plans and objective function values are shown in Table 1;
- (2)
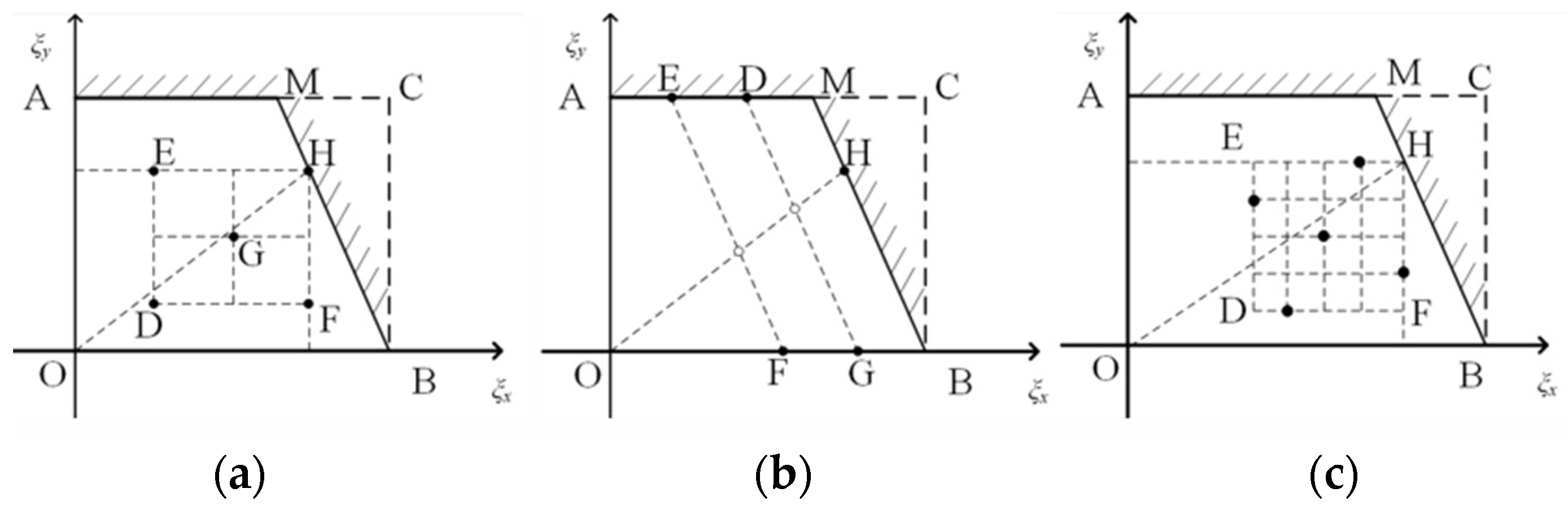
- According to the test optimization method (EM method) that is based on the design ideas of Escobar and Meeker in the literature [11], the EM test plans are calculated for examples when K = 3, 4, 5. Taking K = 5 as an example, the experimental design results for the three methods are depicted in Figure 4 (the five black dots represent stress combination points);
- (3)
- Comparing the objective function values listed in Table 1, it can be observed that, in the case of the same accuracy of model parameter estimation, our proposed optimal test plan saves about 65% of the test sample volume compared with the unoptimized general test plan. Assuming that the duration and number of tests are controlled, the optimal test plan increases the accuracy of the model parameter estimation by 68 times, 49 times, and 71 times for , respectively; in contrast, the general test plan obtained using the EM method increases the accuracy of the model parameter estimation only by 63%, 200%, and 84% when , respectively.
6.2. Simulation Evaluation and Results Analysis of Constant-Stress Accelerated Test Plan in Non-Rectangular Region
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| product life | |
| position parameters | |
| scale parameters | |
| ,, | model parameters |
| , | transformed stress |
| censored time | |
| , | normal stress levels |
| , | the highest stress levels |
| , | standardized stresses |
| test points of the stress level combination | |
| log-likelihood function | |
| indicator function | |
| ,, | model parameters |
| information matrix | |
| total number of test samples | |
| the proportion of the sample input for each test | |
| objective function | |
| the highest stress level point of the test plan | |
| the pseudo estimation of the determinant of the Fisher information matrix | |
| mean value of the pseudo estimation of the determinant of the Fisher information matrix | |
| standard deviation of the pseudo estimation of the determinant of the Fisher information matrix | |
| coefficient of variation of the pseudo estimation of the determinant of the Fisher information matrix |
References
- Lei, H.; Cao, C.; Tongyue, G.; Cheng, L.; Chengwei, F.; Yongjun, Z.; Yan, H. Probability-based service safety life prediction approach of raw and treated turbine blades regarding combined cycle fatigue. Aerosp. Sci. Technol. 2021, 110, 106513. [Google Scholar]
- Meeker, W.Q. Accelerated Testing: Statistical Models, Test Plans, and Data Analyses. Technometrics 2012, 33, 236–238. [Google Scholar] [CrossRef]
- Liu, A.; Kou, K. Optimization design of rudder system accelerated life test scheme. Ship Electron. Eng. 2015, 35, 112–115. [Google Scholar]
- Limon, S.; Rezaei, E.; Yadav, O.P. Designing an accelerated degradation test plan considering the gamma degradation process with multi-stress factors and interaction effects. Qual. Technol. Quant. Manag. 2020, 17, 544–560. [Google Scholar] [CrossRef]
- Wang, D.; Chen, J. Research and application of double stress cross step accelerated life test. Qual. Reliab. 2019, 4, 35–39 + 45. [Google Scholar]
- Guo, H.; Pan, R. D-optimal reliability test design for two-stress accelerated life tests. In Proceedings of the IEEE International Conference on Industrial Engineering & Engineering Management, Singapore, 2–4 December 2007. [Google Scholar]
- Yunxia, C.; Wenbin, S.; Dan, X. Multi-Stress Equivalent Optimum Design for Ramp-Stress Accelerated Life Test Plans Based on D-Efficiency. IEEE Access 2017, 5, 25854–25862. [Google Scholar]
- Kangwon, S.; Rong, P. Planning accelerated life tests with multiple sources of random effects. J. Qual. Technol. 2022, 54, 162–183. [Google Scholar]
- Duan, F.; Wang, G. Optimal design for constant-stress accelerated degradation test based on gamma process. Commun. Stat.-Theory Methods 2019, 48, 2229–2253. [Google Scholar] [CrossRef]
- Escobar, L.A.; Meeker, W.Q. Planning Accelerated Life Tests With Two or More Experimental Factors. Technometrics 2012, 37, 411–427. [Google Scholar] [CrossRef]
- Chen, W.; Gao, L.; Liu, J.; Qian, P.; Pan, J. Optimal design of multiple stress constant accelerated life test plan on non-rectangle test region. Chin. J. Mech. Eng. 2012, 25, 1231–1237. [Google Scholar] [CrossRef]
- Pan, R.; Yang, T.; Seo, K. Planning Constant-Stress Accelerated Life Tests for Acceleration Model Selection. IEEE Trans. Reliab. 2015, 64, 1356–1366. [Google Scholar] [CrossRef]
- El-Raheem, A.M.A.; El-Din, M.M.M.; Ali, N.S.A.; Abu-Youssef, S.E. Optimal Plans of Constant-Stress Accelerated Life Tests for the Lindley Distribution. J. Test. Eval. 2016, 45, 20150312. [Google Scholar]
- Chen, W.; Zhu, Z.; Gao, L.; Pan, J.; Kong, X. Optimization design method of constant stress life test in non rectangular test area based on uniform design theory. China Mech. Eng. 2016, 27, 2064–2068. [Google Scholar]
- Wu, S.-J.; Huang, S.-R. Planning two or more level constant-stress accelerated life tests with competing risks. Reliab. Eng. Syst. Saf. 2017, 158, 1–8. [Google Scholar] [CrossRef]
- Chen, W. Research on Reliability Test and Analysis of Aerospace Electrical Connector; Zhejiang University: Hangzhou, China, 1997. [Google Scholar]
- Guo, H. Gyro Motor Accelerated Life Test Design and Reliability Analysis; Xi’an University of Electronic Science and Technology: Xi’an, China, 2014. [Google Scholar]
- Zhou, J.; Yao, J.; Su, Q.; Hu, H. Research on optimum design of temperature-vibration accelerated storage test plan. Vibroeng. Procedia 2014, 4, 63–68. [Google Scholar]
- Yang, D. Research on Optimization Design Method of Step Stress Accelerated Degradation Test for Motorized Spindle; Jilin University: Changchun, China, 2018. [Google Scholar]
- Feng, X. Reliability Statistical Analysis and Optimization Design Scheme Based on Accelerated Life Test Data; Southwest Jiaotong University: Chengdu, China, 2018. [Google Scholar]
- Keshtegar, B.; Bagheri, M.; Fei, C.-W.; Lu, C.; Taylan, O.; Thai, D.-K. Multi-extremum-modified response basis model for nonlinear response prediction of dynamic turbine blisk. Eng. Comput. 2021, 38, 1243–1254. [Google Scholar] [CrossRef]
- Chengwei, F.; Haotian, L.; Shaolin, L.; Huan, L.; Liqiang, A.; Cheng, L. Dynamic parametric modeling-based model updating strategy of aeroengine casings. Chin. J. Aeronaut. 2021, 34, 145–157. [Google Scholar]
- Fang, K.; Liu, M.; Zhou, Y. Experimental Design and Modeling; Higher Education Press: Beijing, China, 2011. [Google Scholar]
- Hakamipour, N.; Rezaei, S. Optimal Design for a Bivariate Simple Step-Stress Accelerated Life Testing Model with Type-II Censoring and Gompertz Distribution. Int. J. Inf. Technol. Decis. Mak. 2015, 14, 1243–1262. [Google Scholar] [CrossRef]
- Elsayed, E.A.; Zhang, H. Design of optimum reliability test plans under multiple stresses. Qual. Dependability 2005, 3, 16–18. [Google Scholar]
- Cheng-Wei, F.; Huan, L.; Hao-Tian, L.; Cheng, L.; Li-Qiang, A.; Lei, H.; Yong-Jun, Z. Enhanced network learning model with intelligent operator for the motion reliability evaluation of flexible mechanism. Aerosp. Sci. Technol. 2020, 107, 106342. [Google Scholar]
- Chen, W.H.; Qian, P.; Ma, Z.K. Optimum design of multiple stress accelerated life test plan under periodic inspection. Chin. J. Sci. Instrum. 2009, 30, 2345–2550. [Google Scholar]
- Fei, C.-W.; Lu, C.; Liem, R.P. Decomposed-coordinated surrogate modeling strategy for compound function approximation in a turbine-blisk reliability evaluation. Aerosp. Sci. Technol. 2019, 95, 105466. [Google Scholar] [CrossRef]
- Chen, W.; Feng, H.; Qian, Q. Theory &method for optimum design of accelerated life test plan under multiple stresses. Chin. J. Mech. Eng. 2006, 42, 101–105. [Google Scholar]
- Chen, W.; Qian, P.; Fang, J.; Zhou, S.; Lu, X. Theory and method for simulation evaluation of comprehensive stress accelerated life test scheme. Acta Astronaut. Sin. 2007, 6, 1768–1773. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Points | Optimal Test Plan | EM Test Plan | General Test Plan | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| K = 3 | 0.9468 | 0 | 0.3342 | 7.5753 × 1011 | 0.1060 | 1 | 0.1682 | 4.6612 × 1011 | 0.9331 | 0.2847 | 0.3333 | 1.0940 × 1010 |
| 0.9468 | 1 | 0.3352 | 0.2837 | 0 | 0.4984 | 0.9331 | 0.6260 | 0.3333 | ||||
| 0 | 1 | 0.3306 | 0.9468 | 1 | 0.3334 | 0.6054 | 0.6260 | 0.3333 | ||||
| K = 4 | 0.0708 | 0 | 0.1676 | 9.2854 × 1011 | 0.1058 | 1 | 0.1404 | 3.0733 × 1011 | 0.6054 | 0.2847 | 0.2500 | 1.8459 × 1010 |
| 0.9468 | 0 | 0.2790 | 0.2835 | 0 | 0.4168 | 0.9331 | 0.2847 | 0.2500 | ||||
| 0.9468 | 1 | 0.2711 | 0.5927 | 0.6 | 0.2000 | 0.9331 | 0.6260 | 0.2500 | ||||
| 0.0708 | 1 | 0.2823 | 0.9468 | 1 | 0.2428 | 0.6054 | 0.6260 | 0.2500 | ||||
| K = 5 | 0.0467 | 0 | 0.1835 | 8.4723 × 1011 | 0.0541 | 1 | 0.1061 | 4.6068 × 1011 | 0.6054 | 0.2847 | 0.2000 | 1.1814 × 1010 |
| 0.9468 | 0 | 0.2561 | 0.2318 | 0 | 0.4087 | 0.9331 | 0.2847 | 0.2000 | ||||
| 0.9468 | 1 | 0.2495 | 0.6781 | 0 | 0.0794 | 0.9331 | 0.6260 | 0.2000 | ||||
| 0.0467 | 1 | 0.2609 | 0.5005 | 1 | 0.1206 | 0.6054 | 0.6260 | 0.2000 | ||||
| 0.4968 | 0.5 | 0.0500 | 0.9468 | 1 | 0.2852 | 0.7693 | 0.4554 | 0.2000 | ||||
| Test Plan | Number of Samples | |||
|---|---|---|---|---|
| General test plan | 100 | 1.5855 × 1010 | 1.2029 × 1010 | 0.7587 |
| EM test plan | 100 | 6.1285 × 1011 | 4.6099 × 1011 | 0.7522 |
| Optimal test plan | 100 | 11.2676 × 1011 | 8.3290 × 1011 | 0.7392 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, P.; Feng, Z.; Chen, W.; Zhang, G.; Zhang, J. Optimization Design Method for Non-Rectangular Constant Stress Accelerated Testing Considering Parameter Estimation Precision. Actuators 2024, 13, 61. https://doi.org/10.3390/act13020061
Qian P, Feng Z, Chen W, Zhang G, Zhang J. Optimization Design Method for Non-Rectangular Constant Stress Accelerated Testing Considering Parameter Estimation Precision. Actuators. 2024; 13(2):61. https://doi.org/10.3390/act13020061
Chicago/Turabian StyleQian, Ping, Zheng Feng, Wenhua Chen, Guotai Zhang, and Jian Zhang. 2024. "Optimization Design Method for Non-Rectangular Constant Stress Accelerated Testing Considering Parameter Estimation Precision" Actuators 13, no. 2: 61. https://doi.org/10.3390/act13020061
APA StyleQian, P., Feng, Z., Chen, W., Zhang, G., & Zhang, J. (2024). Optimization Design Method for Non-Rectangular Constant Stress Accelerated Testing Considering Parameter Estimation Precision. Actuators, 13(2), 61. https://doi.org/10.3390/act13020061