
Linear Resonator Actuator-Constructed Wearable Haptic System with the Application of Converting Remote Grinding Force to Vibratory Sensation



Abstract
:1. Introduction
2. Background Study
2.1. Monitoring Grinding Force
2.2. Haptic Mechanisms in Humans
2.3. Characteristics of the LRA
3. Wearable Haptic System
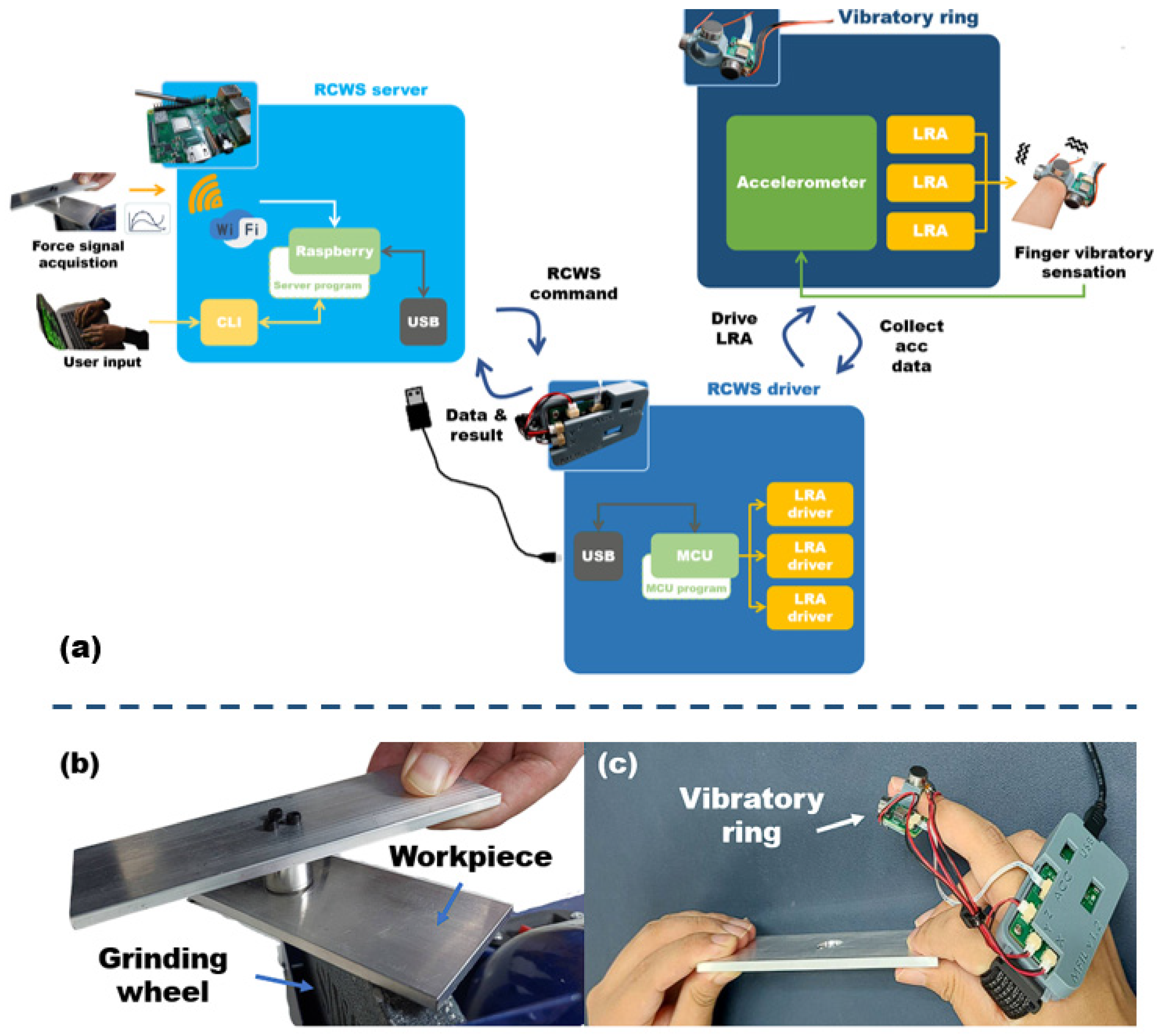
3.1. Functional Block Diagram of a Wearable Haptic System
3.2. RCWS Hardware
3.2.1. MCU-STM32F412RET6
3.2.2. Accelerometer-ADXL355
3.2.3. Actuator-VG1040003D (LRA)
3.2.4. LRA Driver–DRV2605L
3.2.5. LRA Driver–DRV2605L
3.2.6. Wearable Hardware Implementation of RCWS
3.3. RCWS Software
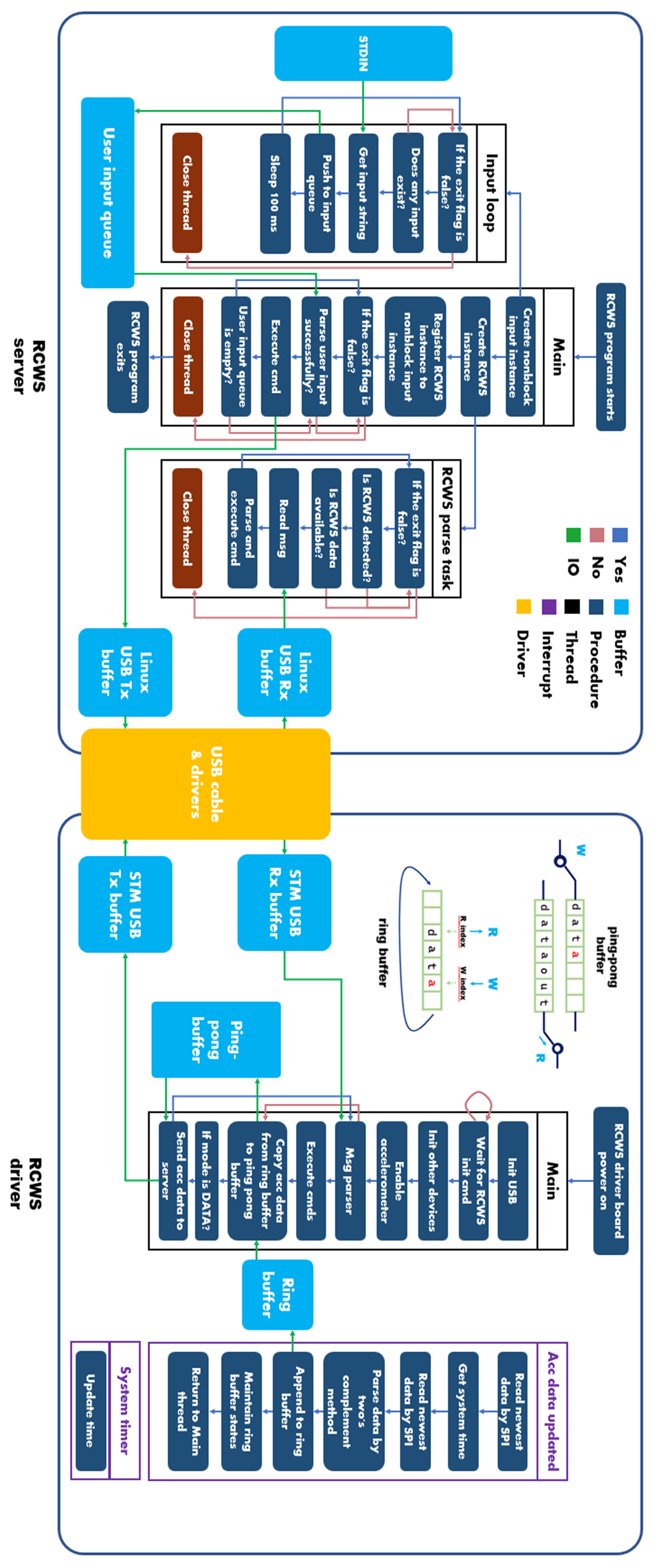
3.3.1. RCWS Software Flow Chart
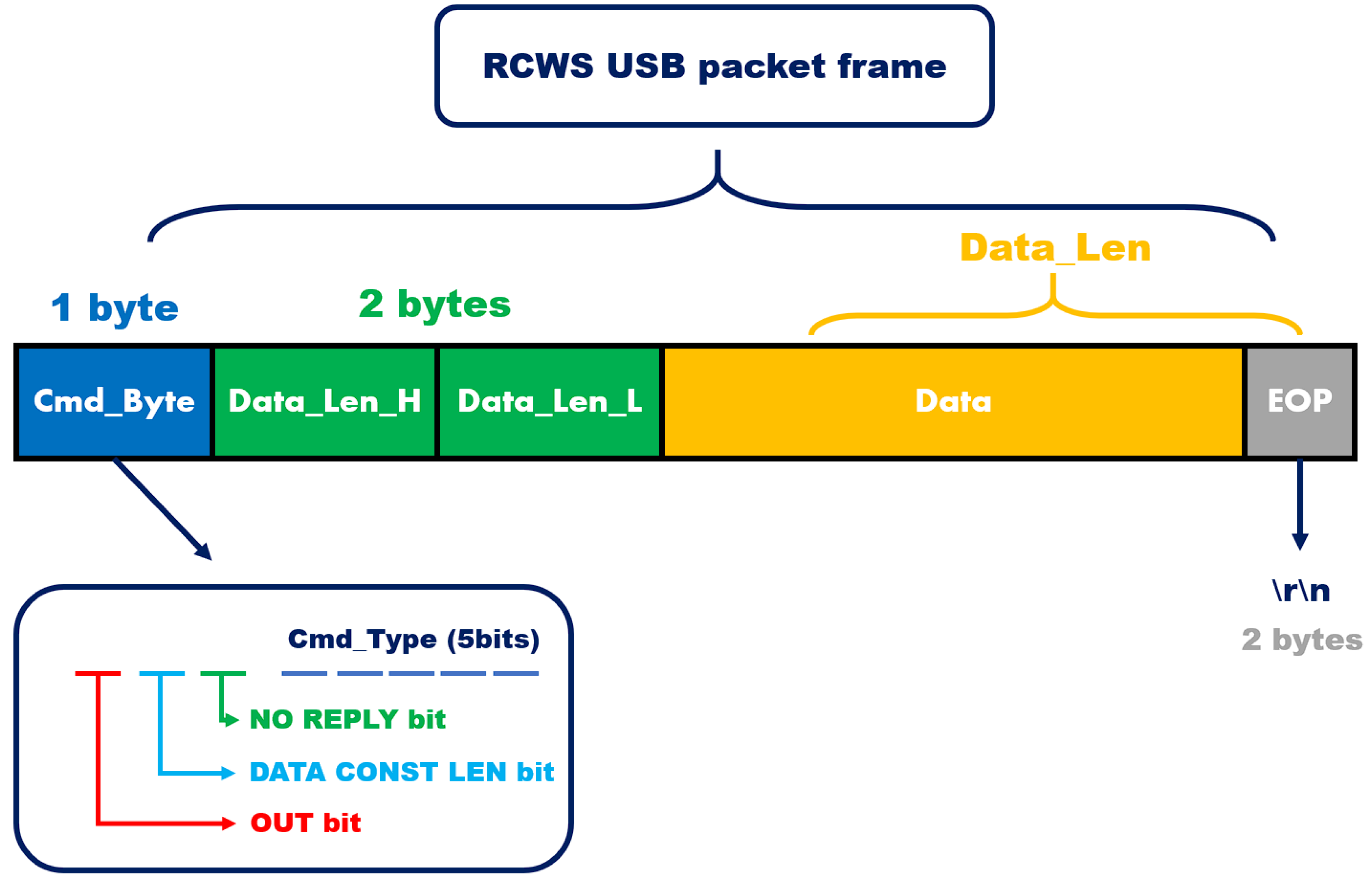
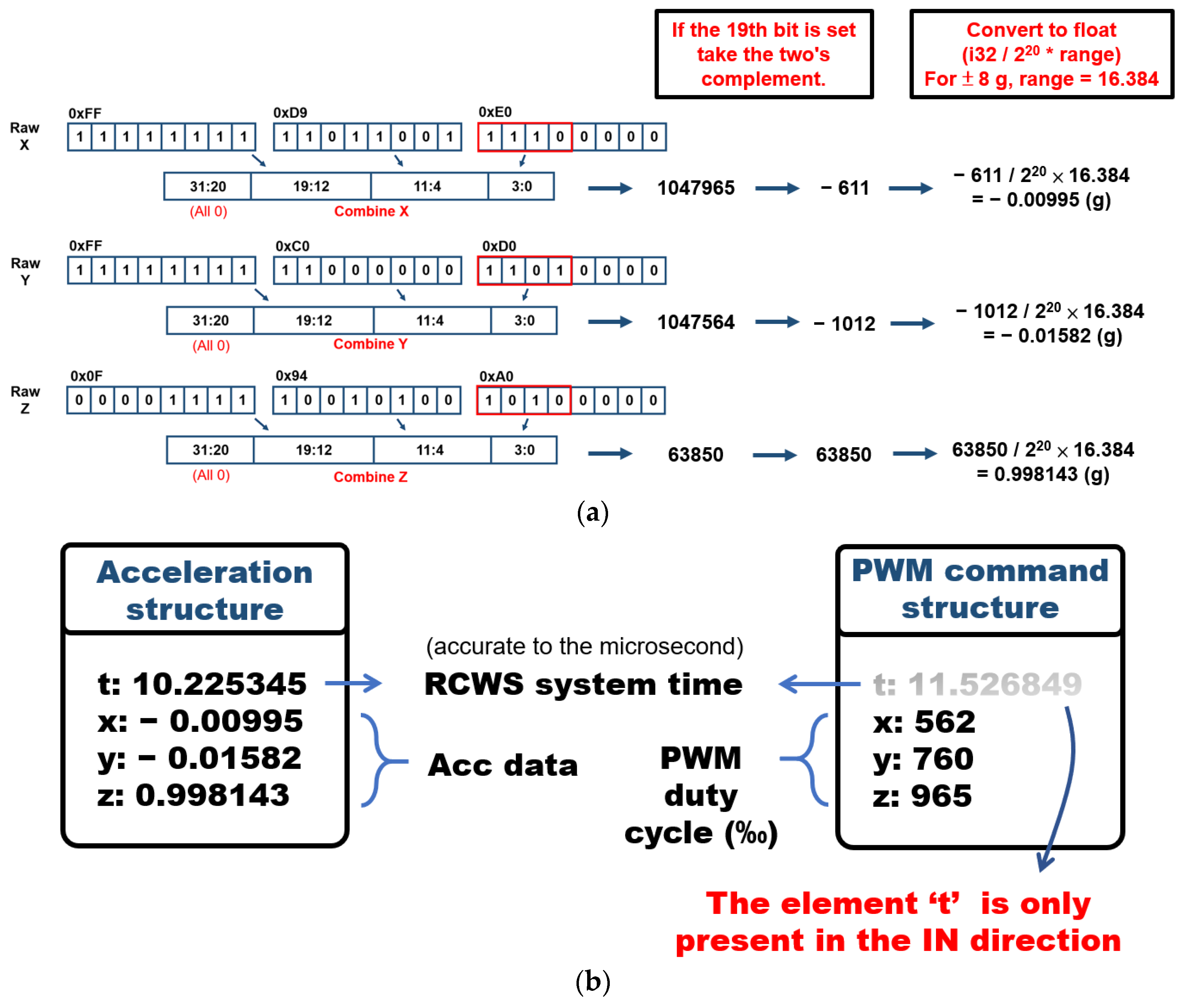
3.3.2. Definition of the Message Structure of USB Transmission
3.3.3. RCWS Driver Modes and CLI
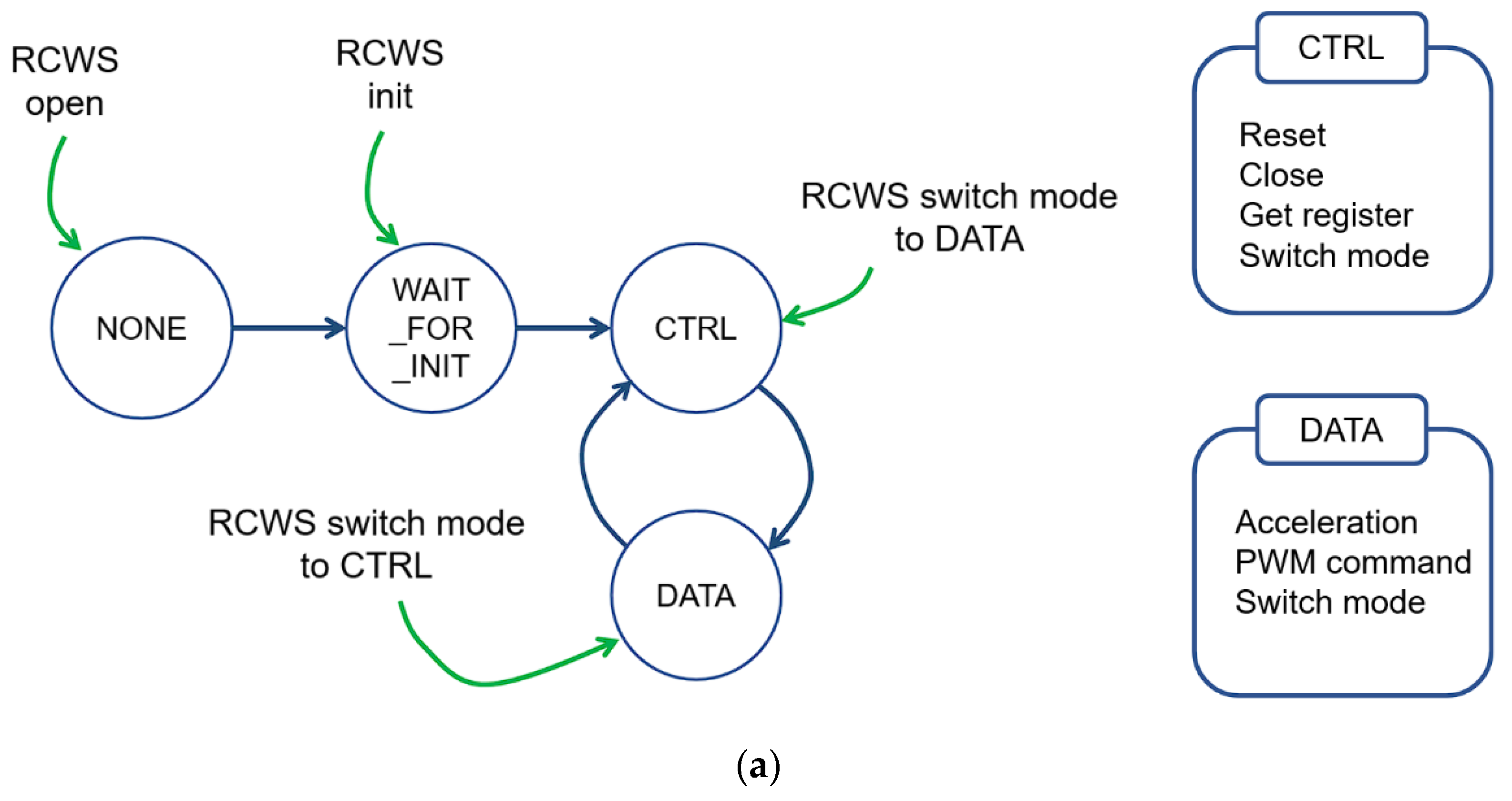
- NONE: This is the state when USB communication between the driver and RCWS server has not yet been established.
- WAIT_FOR_INIT: This state occurs after USB communication has been established but before receiving the initialization message.
- CTRL: This state is entered after receiving the initialization message, allowing for operations such as resetting and reading the internal IC. The vibration ring is at rest in this state, and vibration generation is prohibited.
- DATA: This state activates the vibration ring, and acceleration signals start being sent back to the server. CTRL and DATA modes can be switched through the “switch mode” command.
- When the driver is first started, it initializes the mode to NONE and waits for USB communication to be established.
- After the server-side uses the “open” command, the mode transitions to WAIT_FOR_INIT.
- Once the server-side uses the “init” command to send an initialization string that is verified as correct, the state switches to CTRL.
- When the user wants to activate the vibration ring, the “switch mode” command must be used to change the state to DATA.
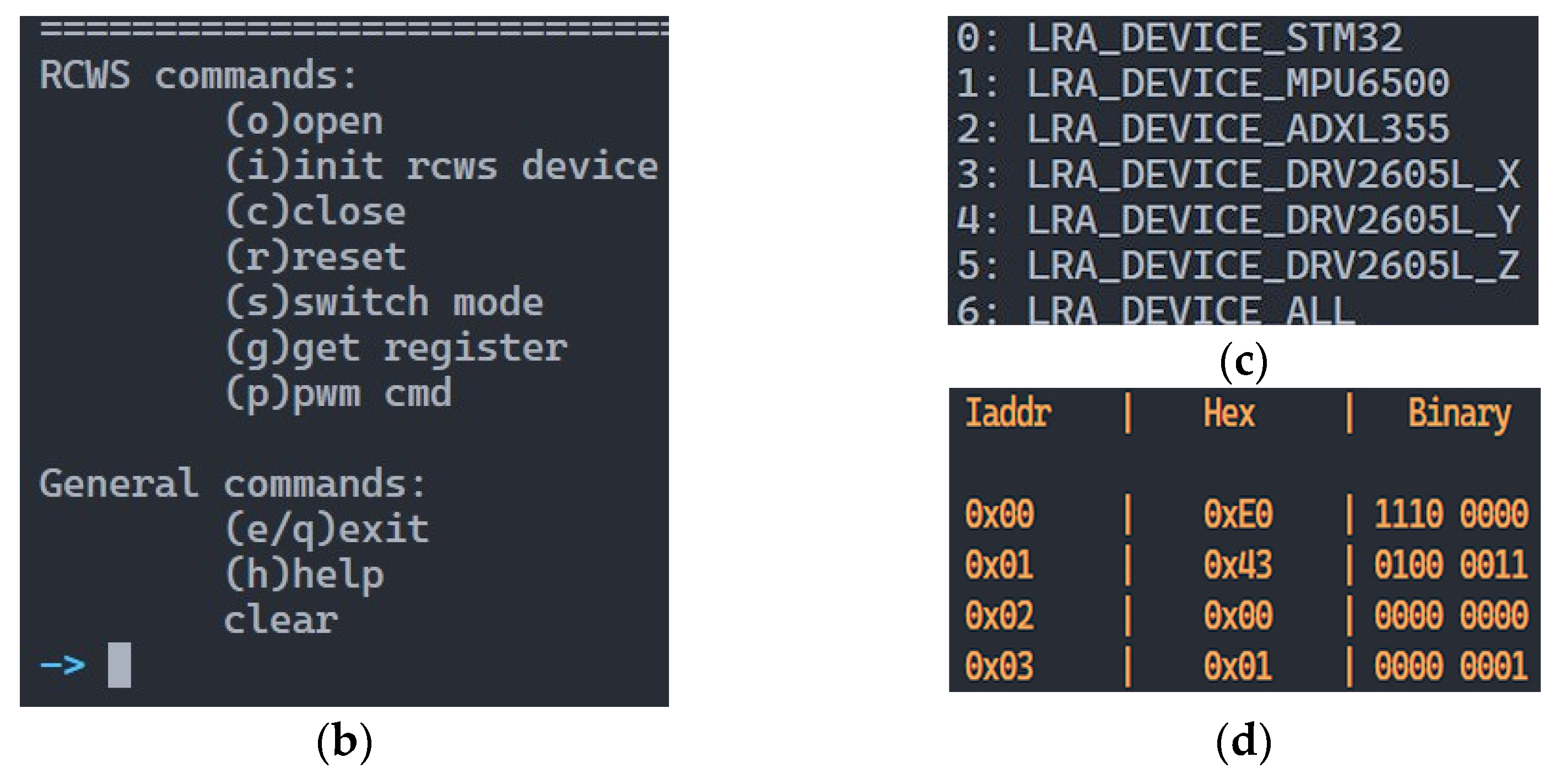
- Open: Upon the initiation of this command, the RCWS server conducts a comprehensive exploration of all available USB ports to identify and enumerate RCWS driver instances. If multiple RCWS drivers are detected concurrently, the system affords the user the capability to select one from among the alternatives. After the selection of a specific driver, a USB communication channel is created, and the corresponding driver is informed of the successful establishment of a connection with the server. Concurrently, the mode of the driver undergoes a transition to the WAIT_FOR_INIT state.
- Close: This command disconnects the server from the driver.
- Init: This command transmits a designated initialization string, thereby signaling the RCWS driver to enter the initialization phase. Upon successful validation of the initialization string, the driver mode is consequently transitioned to the CTRL state.
- Reset: All ICs on the driver can be reset to their factory settings. This command enumerates all the ICs on the driver, allowing users to selectively reset the ICs of their choice to their original configurations. Figure 7c, the left image, shows the index of the ICs on the driver.
- Get register: This command allows users to read the register values from a specific IC. The first parameter is the IC index, the second parameter is the start address, and the third parameter is the end address. Addresses can be expressed in either decimal or hexadecimal notation. The results of the reading will be displayed on the screen in both binary and hexadecimal formats. The right image in Figure 7d shows the results of reading part of the DRV2605L registers.
- Acceleration: This command is actively called by the driver in DATA mode (not available for the user). When the amount or length of the accumulated acceleration data reaches a certain quantity (details in Section 5.5), the driver will execute this command. The buffered acceleration data will be transmitted to the server and recorded in a txt file.
- PWM command: The PWM duty cycles for the three axes are packaged together and sent to the driver. The duty cycles are expressed in permille, so for example, if you want a PWM duty cycle of 50%, it would be marked as 500. The driver will adjust the PWM signals output by the MCU according to this command.
- Switch mode: Users can change the driver mode with this command.
4. Force Measurement in a Grinding Process
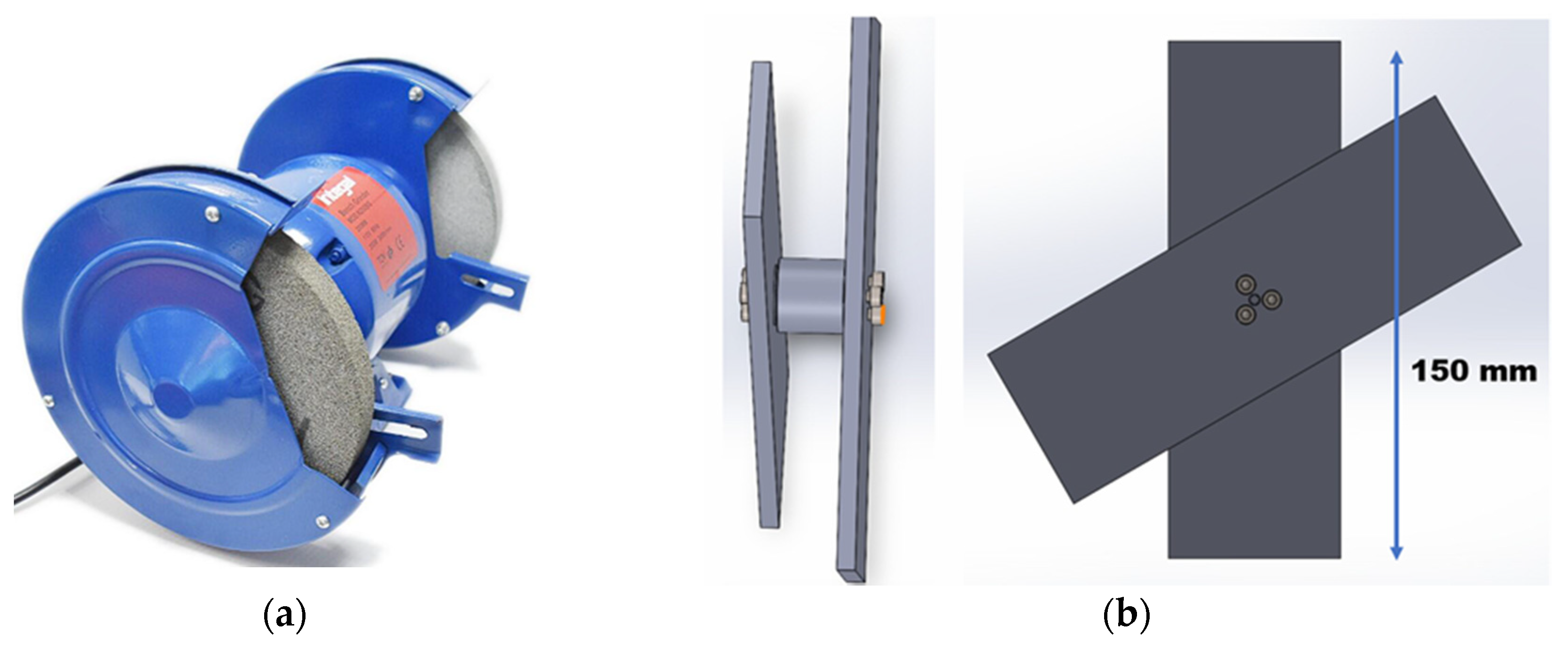
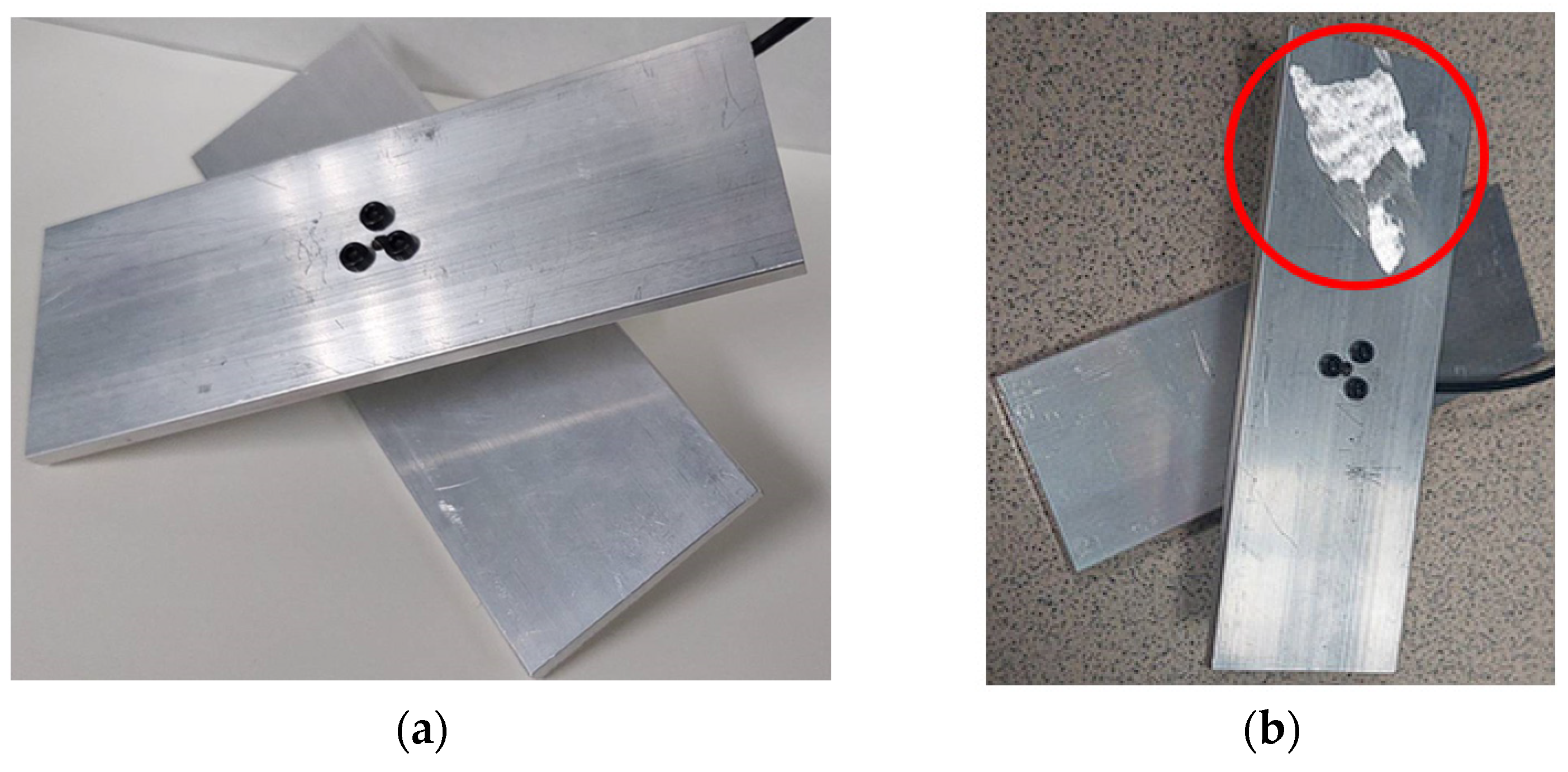
4.1. Grinder and Workpiece
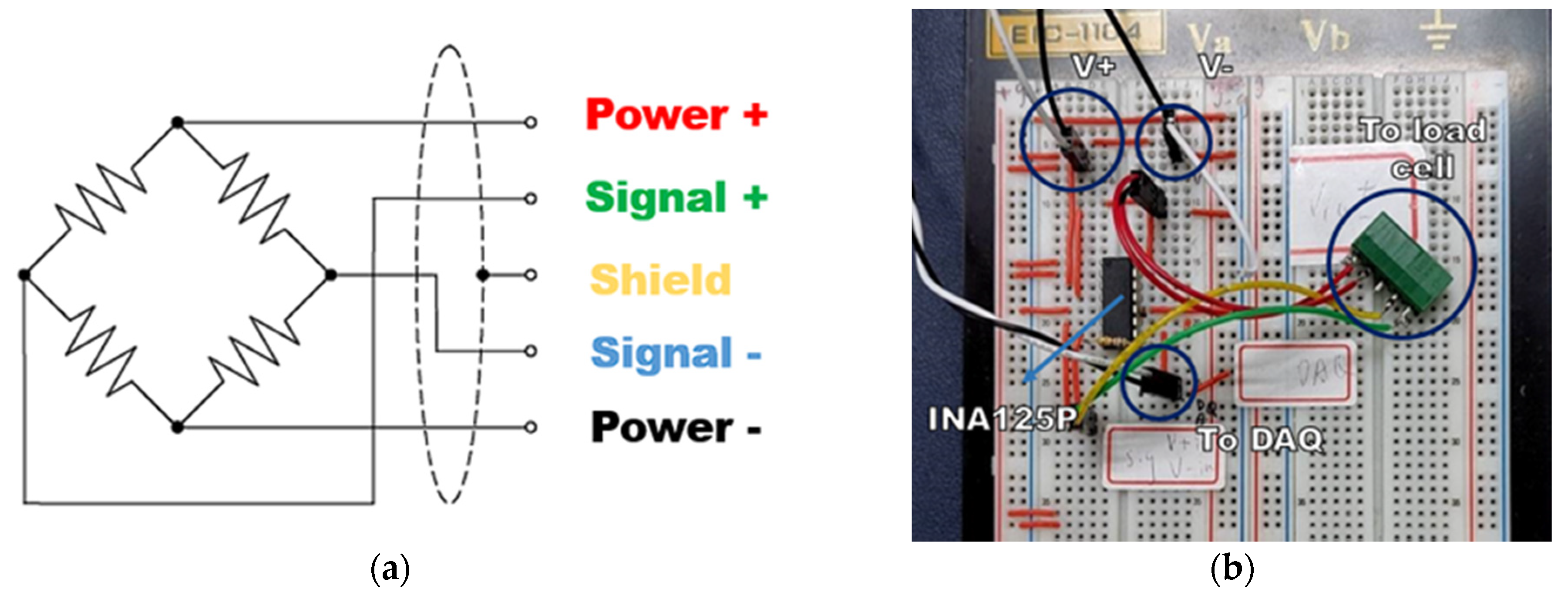
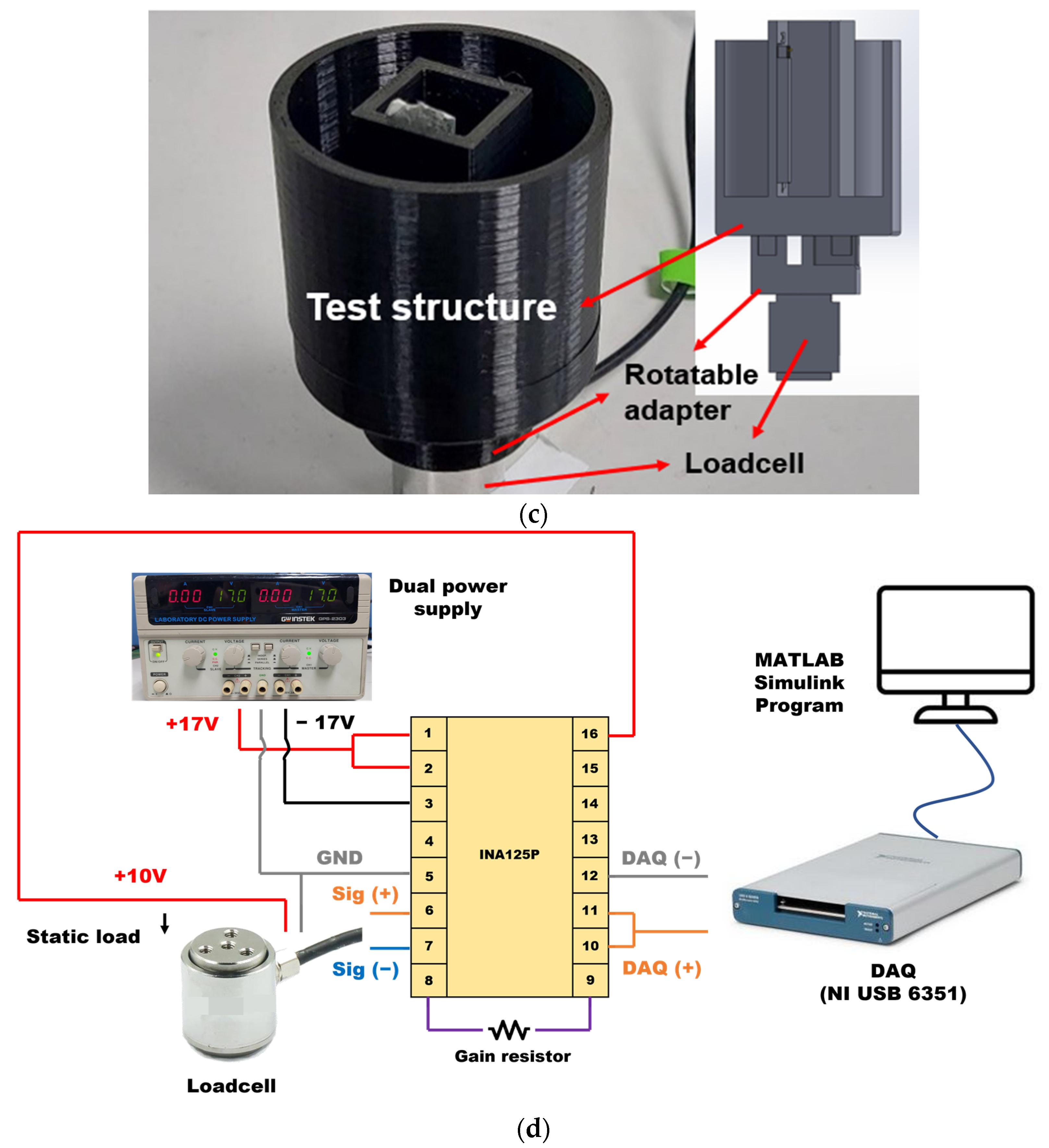
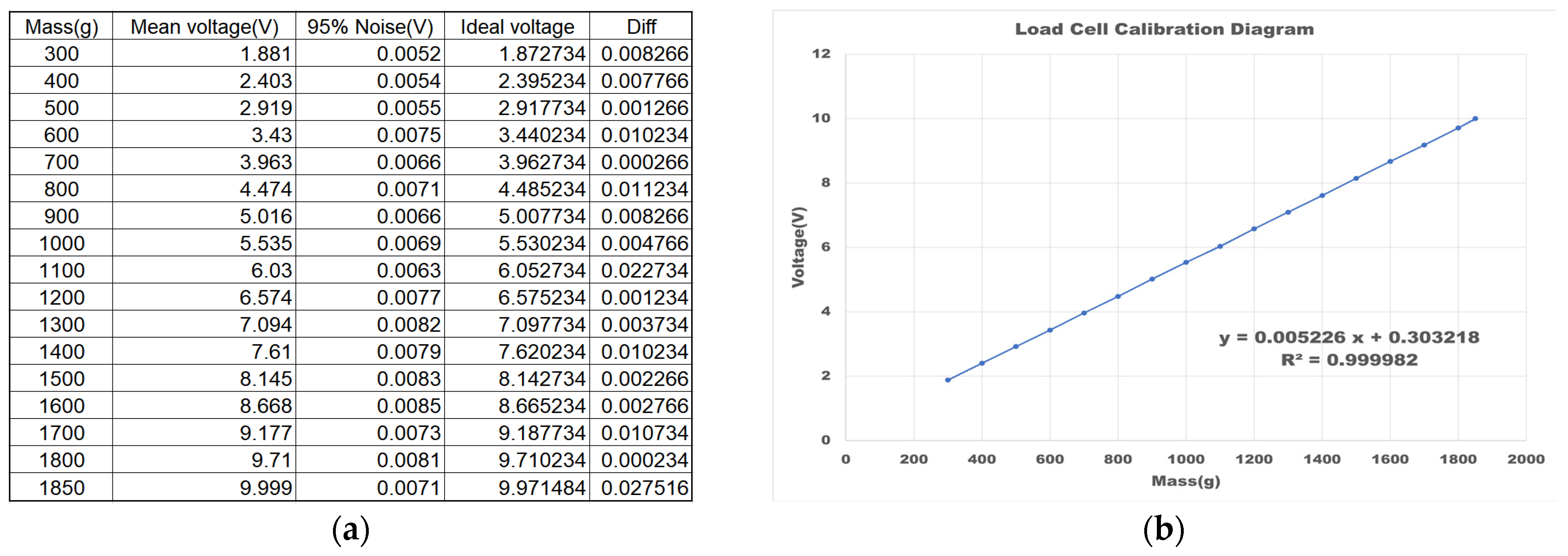
4.2. Load Cell, DAQ, and Calibration
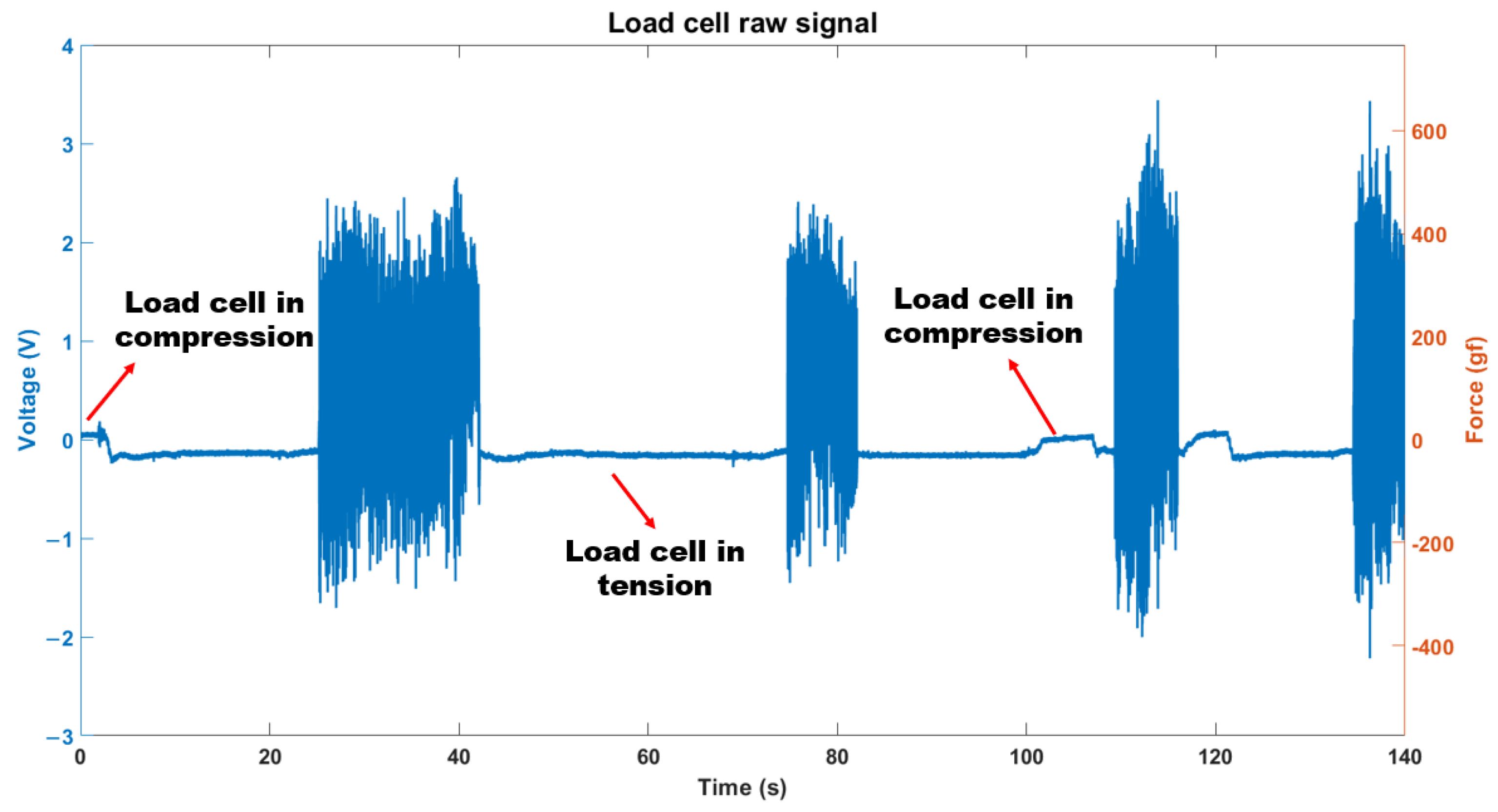
4.3. Grinding Force Measurement
5. Remote Grinding Force Sensation with a Developed Wearable Haptic System
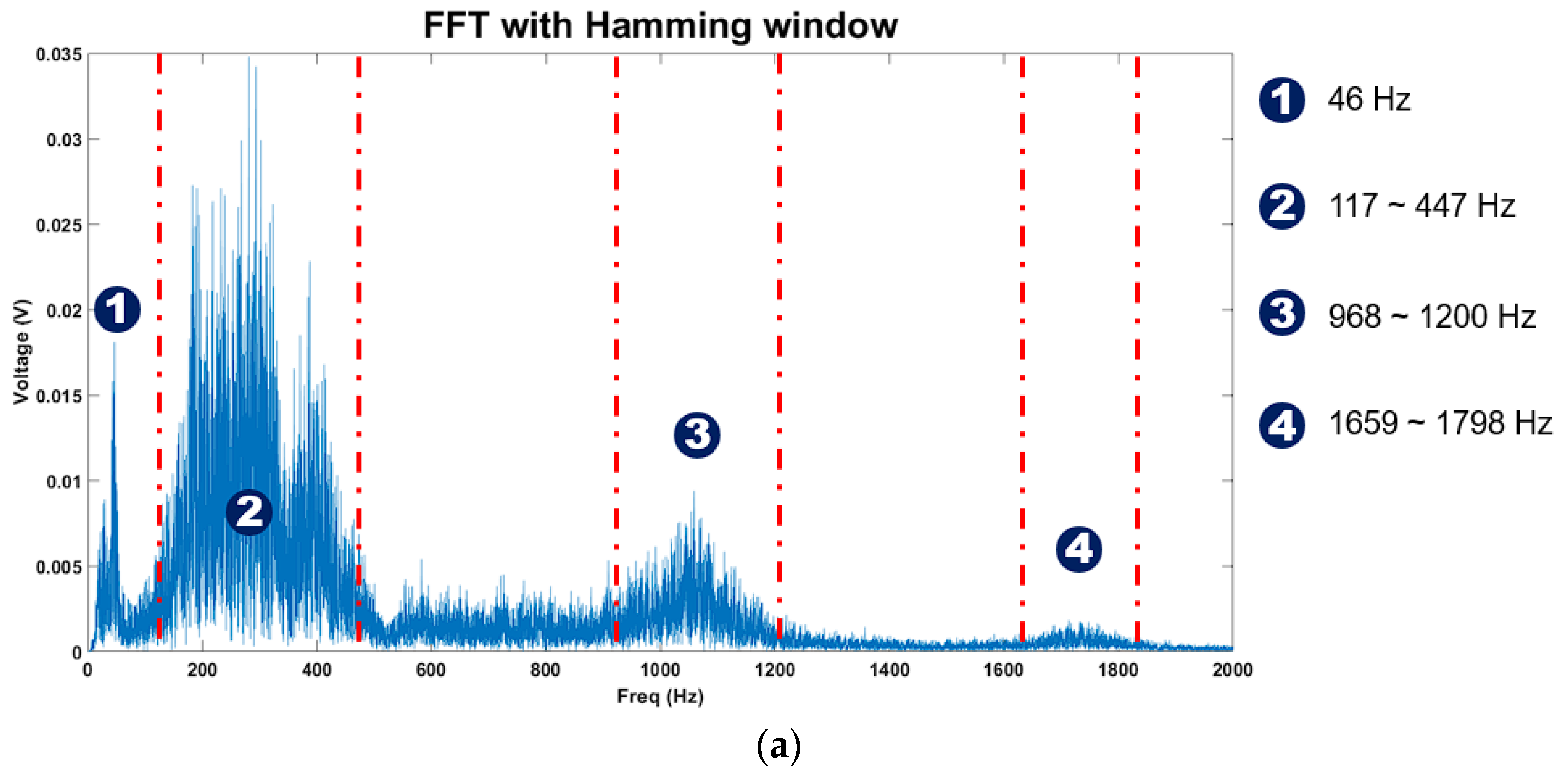
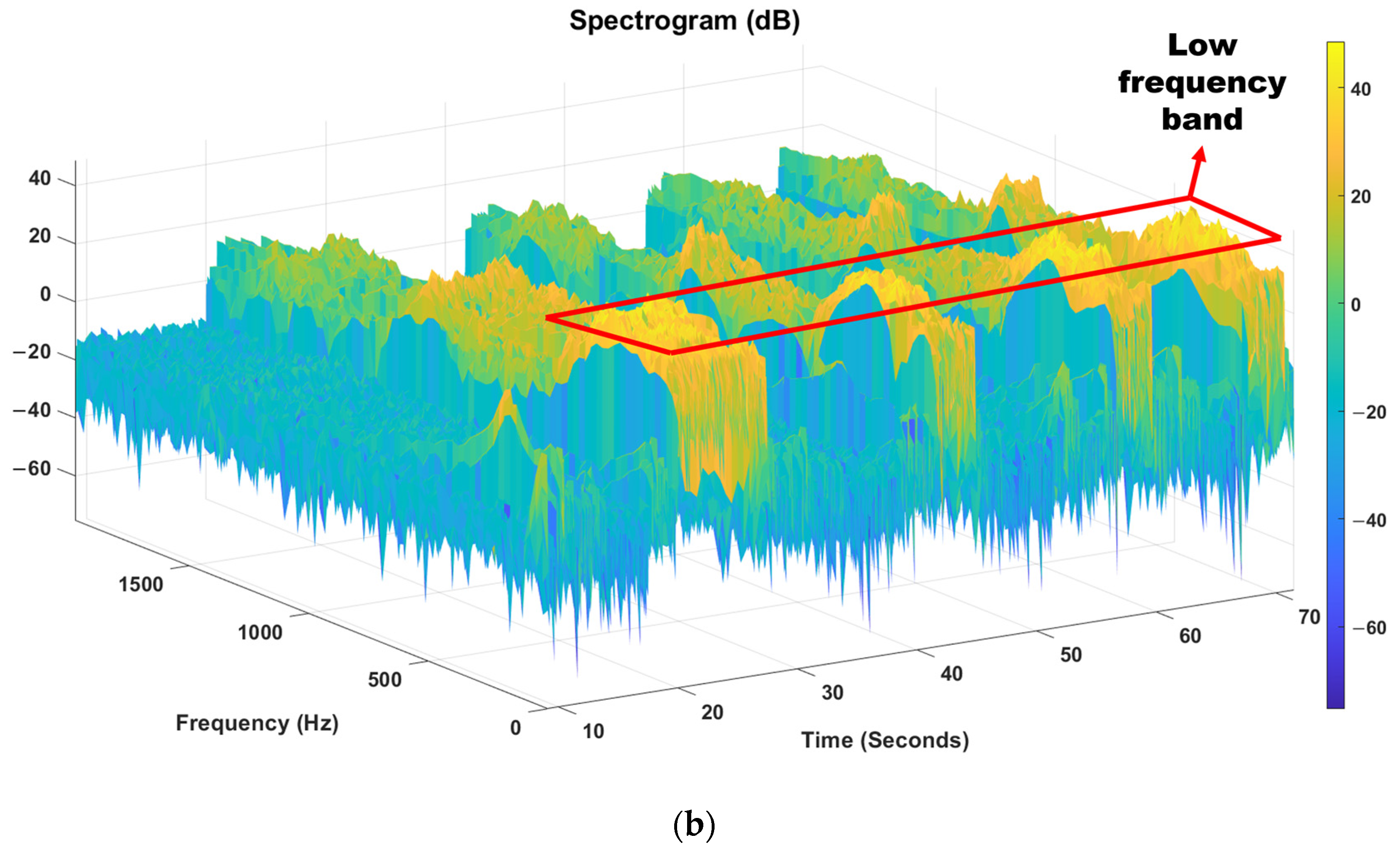
5.1. Frequency Domain Analysis of the Acquired Grinding Force Signal
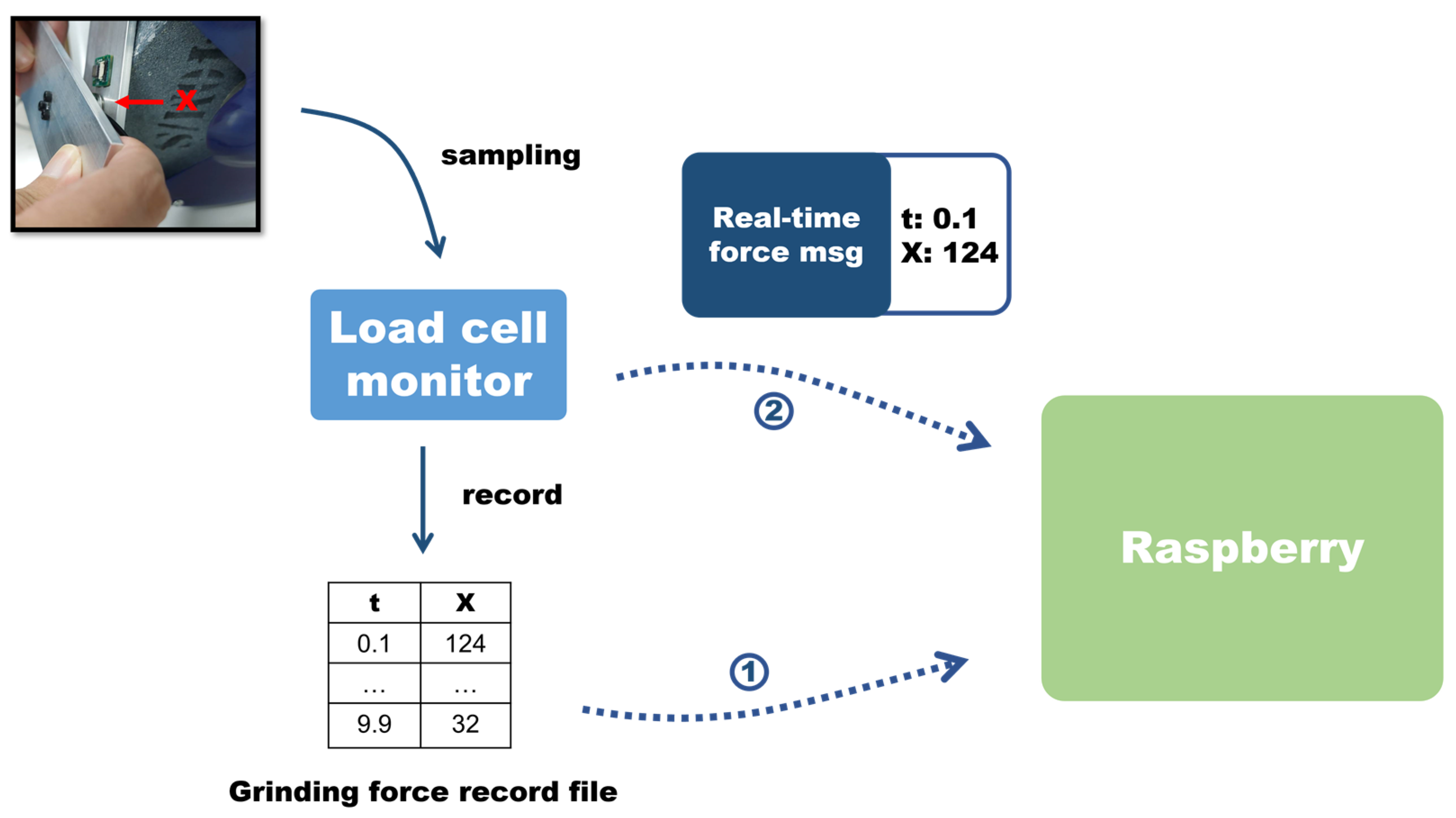
5.2. Methods for Transmitting Grinding Force to the Raspberry
5.3. Algorithms to Convert Force Signals to PWM Command
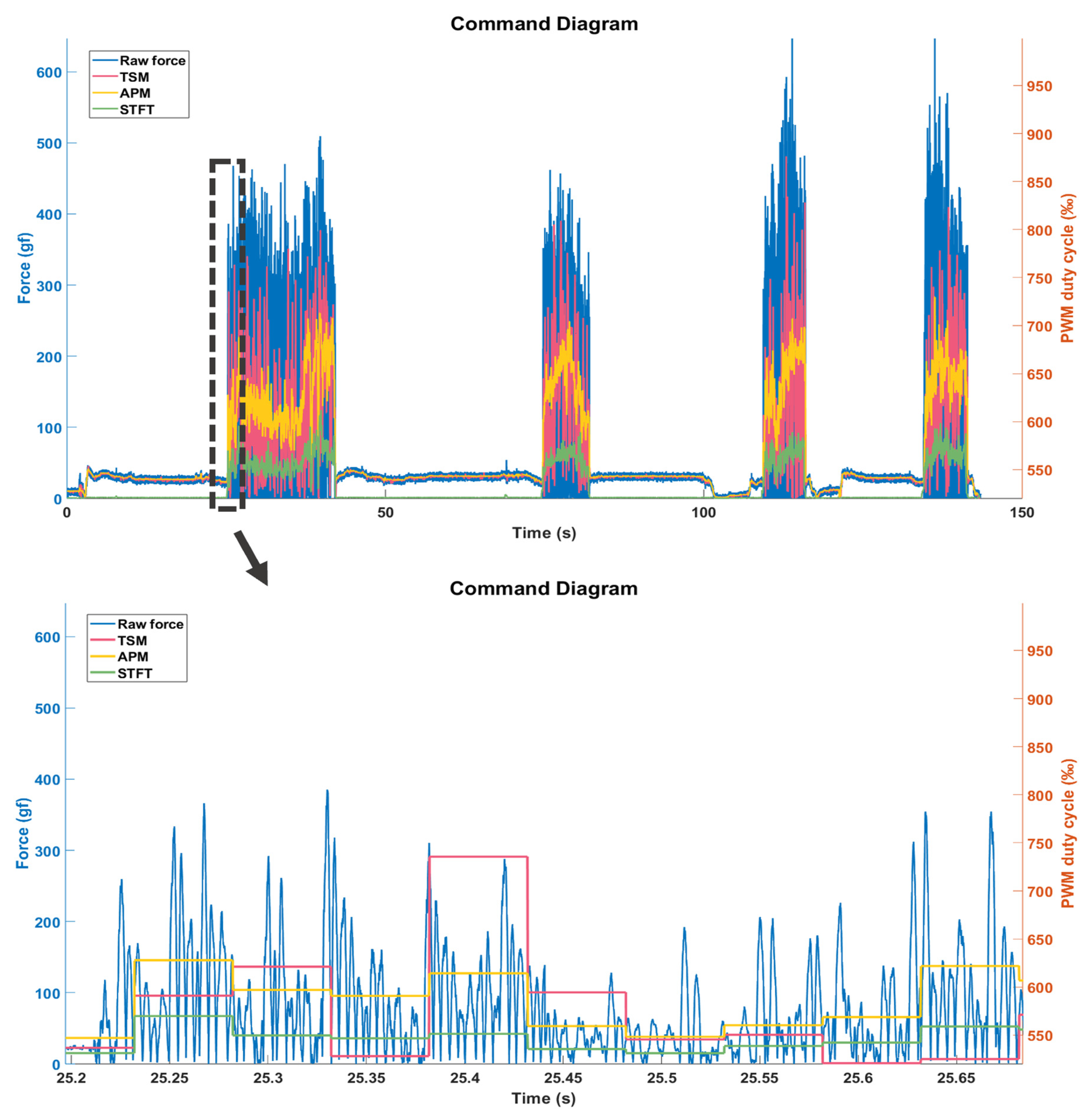
- Time Sampling Method (TSM): This method samples the force information acquired from the grinding workpiece at specific time points. We took the absolute value of the force signal. The resulting value can be described by the following formula:: Rounds x down to the nearest integer.: The discrete force signal transmitted from the machine, where n is the n-th data point.: The sampling period of the machine.: The force information to be passed into the quantization process.: The time at the k-th sampling point, .The advantage of this method is the low latency caused by sampling, and its simplicity facilitates implementation. It is suitable for real-time processing scenarios where vibrations need to be presented to the operator. However, the sampling result is strongly correlated with ∆T, and a low sampling rate can easily lead to sampling distortion.
- The Average Peaks Method (APM): Considering that the force during the grinding process may undergo substantial changes in a short period of time, relying solely on the TSM might neglect the significant vibration magnitudes in the selected time interval. Therefore, the APM aims to make the sampling result more consistent with the locally largest vibration values. APM forms a sequence (with values) of machine force data within ΔT, and after taking the absolute value, it extracts all the local peaks from this sequence. By averaging all the peaks, the force value sampled by APM is obtained. The sampling process within a segment ΔT can be described by the following equation:: The set of local peaks containing all the local maxima within the given time interval.: The total number of samples within the sequence formed in the time interval ∆T.: The discrete sequence representing the force data information from the machine, sampled at intervals of .: The discrete time index represents specific instances in time where the data is sampled.: An element within the set representing a specific local peak.Compared to the TSM, the APM takes into consideration the variations in data between sampling points. This could allow the sampling result to be more representative of the actual vibration trend and reduce distortion caused by random sampling (as described in Section 5.6). The averaging nature of APM smooths out the peaks in the vibration, resulting in a brief delay during sampling (specifically, one time interval ΔT).
- STFT Method: In contrast to the previous two sampling methods, this approach utilizes the STFT to extract the spectral information of the force data with a time resolution of ΔT. This method simultaneously considers both the frequency and time-domain information of the vibrations.Initially, users must select the desired frequency band of interest. The raw force data, once transformed via STFT, is used to compute the total energy within that specific band, subsequently yielding the ratio of the energy in the chosen band to the total spectral energy. Simultaneously, the raw force data is processed through the Average Peaks Method (APM) to calculate the mean force value within each time interval of length ΔT. Multiplying this mean force value by the aforementioned ratio results in the final sampled force value for the selected frequency band.The sampling process within an interval ΔT can be mathematically described by the following expression:: The time index in the STFT, where an increment of one unit in m corresponds to a time increase of ΔT.: The frequency in the STFT is limited by the sampling rate of the machine, and the frequency resolution (Δ) is determined by the number of points in the STFT.: The force signal received from the machine.: The window function, specifically utilizing the common Hamming window in this context, has an overlap of twice the number of points corresponding to the time resolution.: The set of all frequencies within the user-selected frequency band, represented at the resolution of Δ, encompassing all frequencies from the lower to the upper limit of the chosen range.: The total energy within the selected frequency bands.: The total energy across all frequency bands.: The ratio of energy.
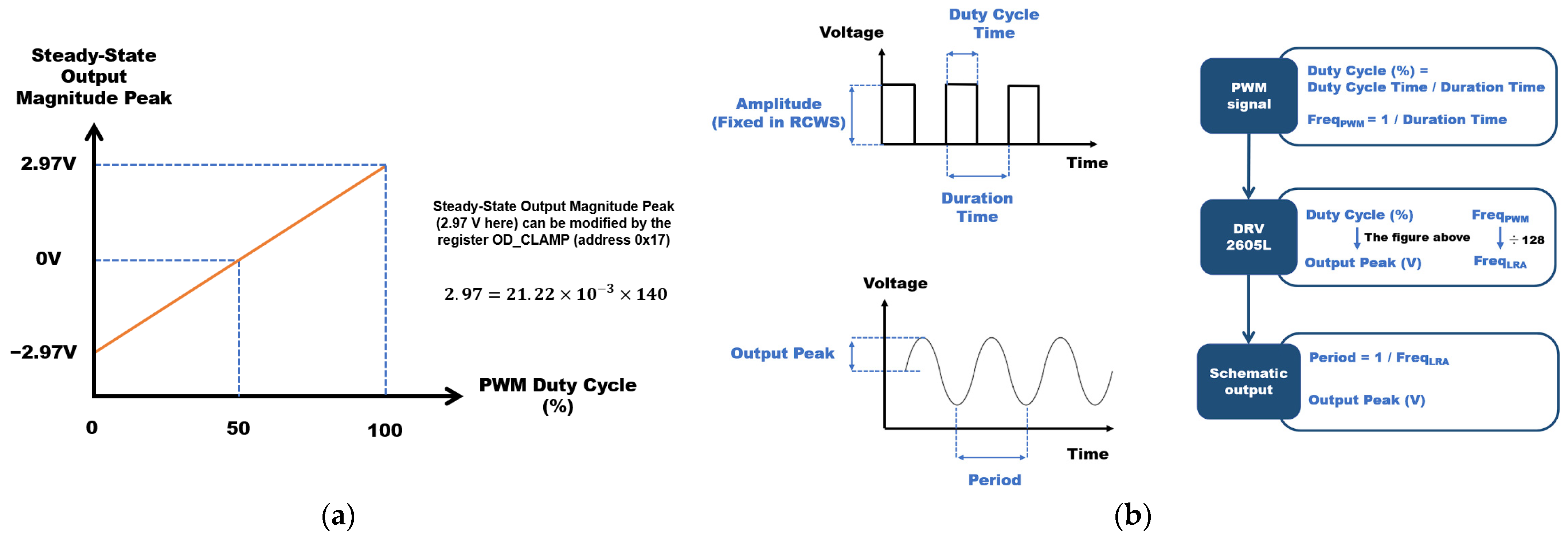
5.4. PWM Signal Generation for the LRA Driver
- Counter: The counter continually counts from 0 up to a specific upper limit.
- Auto-Reload Register (ARR): When the counter reaches the value in the ARR, it resets back to 0, and the state of the IO pin is toggled.
- Capture/Compare Register (CCR): When the value of the counter equals the value in the CCR, the state of the output IO pin changes.
- The value in the Auto-Reload Register (ARR) is set to determine the entire period, corresponding to a frequency of 21.6 kHz. For the case where the clock frequency is 21.6 MHz, ARR should be set to 1000 (assuming no prescaler).
- The value in the Capture/Compare Register (CCR) is set to control the duty cycle. In this scenario, the CCR is set to 80.5% of the ARR value, ensuring that the IO pin remains in the on state for 80.5% of the entire cycle.
- As the counter reaches the value in the CCR, the state of the IO pin changes; when the counter reaches the value in the ARR, it resets, the process starts over, and the state of the IO pin changes again.
5.5. Capture of Acceleration and Data Storage
- Determining the sampling rate factorsAs mentioned in Section 3, the selected accelerometer has an adjustable sampling rate. The sampling rate is mainly based on the driving frequency of the LRA. Since the frequency-acceleration peak of this LRA is around 170 Hz, if a 1000 Hz sampling rate is chosen, there would only be 6 points to describe the waveform in each cycle. This resolution is not conducive to peak acceleration analysis, so 4000 Hz was ultimately determined as the frequency for acceleration measurement.
- Acceleration measurement rangeThrough testing, it was found that the developed wearable haptic system could produce vibrations exceeding ± 8 g. Therefore, the measurement range for acceleration in this experiment was set to the maximum (±8 g).
- Timely samplingTimely sampling is crucial for digital control systems. The accelerometer is equipped with a specific Data-Ready (DRDY) notification mechanism, implemented through a hardware pin interruption. This mechanism enables the Microcontroller Unit (MCU) to promptly retrieve the latest data at the instant the interruption is triggered, thus obviating the need for time-consuming polling methods. In a single-threaded bare-machine MCU environment (without the use of operating systems such as FreeRTOS), the polling approach might encounter difficulties due to potential delays caused by other processing tasks, leading to a loss of data. Conversely, the DRDY notification mechanism allows the interruption to have a higher execution priority, ensuring timely and accurate data extraction. This design not only enhances the efficiency of the system but also augments its adaptability to time-sensitive applications. Through this mechanism, the system can always obtain the latest data in the shortest possible time, ensuring accurate and consistent measurements.
- Accelerometer data cachingIn high-frequency data collection scenarios, such as a data rate of 4000 Hz, MCUs may encounter significant data processing burdens. To effectively address this challenge, this study introduces an accelerometer data caching strategy as a core mechanism for enhancing data reading and writing efficiency. The main features of the strategy adopted in this system are as follows:
- Data storage in a ring buffer: The circular structure of the ring buffer makes it an ideal data storage solution. Its primary advantage lies in the ability to rapidly add and remove data without the need to shift to other data. This significantly reduces data access latency, and thus, firsthand information is stored in the ring buffer after being parsed.
- Data duplication in the main loop: To enhance data transmission efficiency, the system copies data from the Ring Buffer to the Ping Pong Buffer. This method’s advantage is that by using two alternating buffers, it can reduce conflicts between read and write operations, thereby improving data transmission parallelism and throughput. This duplication process occurs during the idle periods of the main loop, avoiding blocking other operations.
- Batch transmission strategy: To reduce transmission overhead, the system waits until a certain amount of data has accumulated, specifically 200 entries in the RCWS, and then transmits the data in the Ping Pong Buffer via USB. This strategy avoids frequent data transmission and minimizes the initialization and termination time required for each transmission.
Through the integration of these strategies, the accelerometer data caching not only enhances data processing speed but also ensures the consistency and integrity of the data, contributing to the overall robustness and scalability of the system.
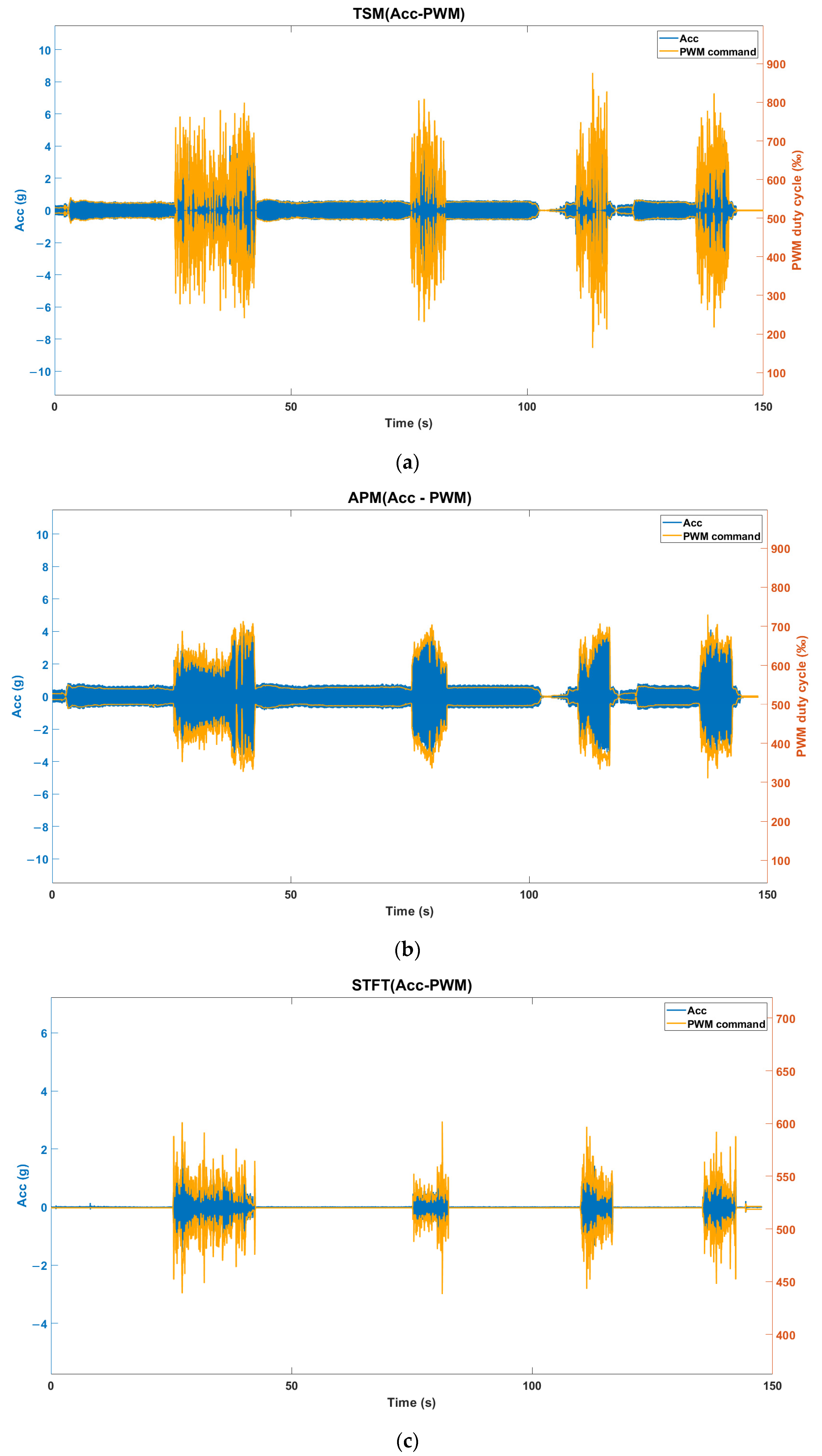
5.6. Discussion of Driven Command and Acceleration among Three Algorithms
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Global Consumer Smart Wearable Market-Growth, Trends, COVID-19 Impact, and Forecasts (2023–2028). Available online: https://www.mordorintelligence.com/industry-reports/global-consumer-smart-wearable-market (accessed on 1 August 2023).
- Wearable Technology Market Size, Share & Trends Analysis Report by Product (Head & Eyewear, Wristwear), by Application (Consumer Electronics, Healthcare), by Region (Asia Pacific, Europe), and Segment Forecasts, 2023–2030. Available online: https://www.grandviewresearch.com/industry-analysis/wearable-technology-market (accessed on 1 August 2023).
- Rimol, M. Gartner Forecasts Global Spending on Wearable Devices to Total $81.5 Billion in 2021. Gartner, Stamford. 2021. Available online: https://www.gartner.com/en/newsroom/press-releases/2021-01-11-gartner-forecasts-global-spending-on-wearable-devices-to-total-81-5-billion-in-2021 (accessed on 1 August 2023).
- Anwer, A.H.; Khan, N.; Ansari, M.Z.; Baek, S.-S.; Yi, H.; Kim, S.; Noh, S.M.; Jeong, C. Recent advances in touch sensors for flexible wearable devices. Sensors 2022, 22, 4460. [Google Scholar] [CrossRef] [PubMed]
- Zeagler, C. Where to wear it: Functional, technical, and social considerations in on-body location for wearable technology 20 years of designing for wearability. In Proceedings of the 2017 ACM International Symposium on Wearable Computers, Maui, HI, USA, 11–15 September 2017; pp. 150–157. [Google Scholar] [CrossRef]
- Motti, V.G.; Caine, K. Human factors considerations in the design of wearable devices. In Proceedings of the Human Factors and Ergonomics Society Annual Meeting; Sage Publications: Los Angeles, CA, USA, 2014; Volume 58, pp. 1820–1824. [Google Scholar] [CrossRef]
- Velázquez, R. Wearable assistive devices for the blind. In Wearable and Autonomous Biomedical Devices and Systems for Smart Environment: Issues and Characterization; Springer: Berlin/Heidelberg, Germany, 2010; pp. 331–349. [Google Scholar]
- Yin, R.; Wang, D.; Zhao, S.; Lou, Z.; Shen, G. Wearable sensors-enabled human–machine interaction systems: From design to application. Adv. Funct. Mater. 2021, 31, 2008936. [Google Scholar] [CrossRef]
- Enoch, J.; McDonald, L.; Jones, L.; Jones, P.R.; Crabb, D.P. Evaluating Whether Sight Is the Most Valued Sense. JAMA Ophthalmol. 2019, 137, 1317–1320. [Google Scholar] [CrossRef]
- Ramachandran, V.S.; Brang, D. Tactile-emotion synesthesia. Neurocase 2008, 14, 390–399. [Google Scholar] [CrossRef]
- Vallbo, A.B.; Johansson, R.S. Properties of cutaneous mechanoreceptors in the human hand related to touch sensation. Hum. Neurobiol. 1984, 3, 3–14. [Google Scholar]
- Cobo, R.; García-Piqueras, J.; Cobo, J.; Vega, J.A. The Human Cutaneous Sensory Corpuscles: An Update. J. Clin. Med. 2021, 10, 227. [Google Scholar] [CrossRef]
- Kim, K.; Sim, M.; Lim, S.; Kim, D.; Lee, D.; Shin, K.; Moon, C.; Choi, J.; Jang, J.E. Tactile avatar: Tactile sensing system mimicking human tactile cognition. Adv. Sci. 2021, 8, 2002362. [Google Scholar] [CrossRef]
- Sim, M.; Lee, K.H.; Shin, K.S.; Shin, J.H.; Choi, J.W.; Choi, H.; Moon, C.; Kim, H.S.; Cho, Y.; Cha, S.N.; et al. Electronic Skin to Feel “Pain”: Detecting “Prick” and “Hot” Pain Sensations. Soft Robot. 2019, 6, 745–759. [Google Scholar] [CrossRef]
- Youn, J.-H.; Mun, H.; Kyung, K.-U. A Wearable Soft Tactile Actuator with High Output Force for Fingertip Interaction. IEEE Access 2021, 9, 30206–30215. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, X.; Li, M.; Gong, P. Surface morphology and subsurface microstructure evolution when form grinding 20Cr2Ni4A alloys. Materials 2023, 16, 425. [Google Scholar] [CrossRef]
- Mingzheng, L.I.U.; Changhe, L.I.; Zhang, Y.; Min, Y.A.N.G.; Teng, G.A.O.; Xin, C.U.I.; Said, Z.; Sharma, S. Analysis of grinding mechanics and improved grinding force model based on randomized grain geometric characteristics. Chin. J. Aeronaut. 2022, 36, 160–193. [Google Scholar] [CrossRef]
- Qingyu, M.E.N.G.; Bing, G.U.O.; Qingliang, Z.H.A.O.; Li, H.N.; Jackson, M.J.; Linke, B.S.; Xichun, L.U.O. Modelling of grinding mechanics: A review. Chin. J. Aeronaut. 2022, 36, 25–39. [Google Scholar] [CrossRef]
- Automated Grinding Monitor and Optimization through MOPAS. Available online: https://www.progrit.ch/en/products/grinding-technology/monitoring-grinding-process.html (accessed on 1 August 2023).
- Campolo, D.; Gia-Hoang, P.H.A.N.; Hussain, A. Instrumented Tools for Monitoring Interaction Dynamics during Contact Task. A.U.S. Patent No. 10,449,654, 22 October 2019. [Google Scholar]
- Phan, G.H.; Hansen, C.; Tommasino, P.; Hussain, A.; Campolo, D. Design and characterization of an instrumented hand-held power tool to capture dynamic interaction with the workpiece during manual operations. Int. J. Adv. Manuf. Technol. 2020, 111, 199–212. [Google Scholar] [CrossRef]
- Zimmerman, A.; Bai, L.; Ginty, D.D. The gentle touch receptors of mammalian skin. Science 2014, 346, 950–954. [Google Scholar] [CrossRef]
- Horch, K.W.; Tuckett, R.P.; Burgess, P.R. A key to the classification of cutaneous mechanoreceptors. J. Investig. Dermatol. 1977, 69, 75–82. [Google Scholar] [CrossRef]
- Book: General Biology (Boundless). Available online: https://bio.libretexts.org/Bookshelves/Introductory_and_General_Biology/Book%3A_General_Biology_(Boundless)/36%3A_Sensory_Systems/36.03%3A_Somatosensation_-_Somatosensory_Receptors (accessed on 1 August 2023).
- Woo, S.H.; Lumpkin, E.A.; Patapoutian, A. Merkel cells and neurons keep in touch. Trends Cell Biol. 2015, 25, 74–81. [Google Scholar] [CrossRef]
- Neubarth, N.L.; Emanuel, A.J.; Liu, Y.; Springel, M.W.; Handler, A.; Zhang, Q.; Lehnert, B.P.; Guo, C.; Orefice, L.L.; Abdelaziz, A.; et al. Meissner corpuscles and their spatially intermingled afferents underlie gentle touch perception. Science 2020, 368, eabb2751. [Google Scholar] [CrossRef]
- Purves, D.; Augustine, G.J.; Fitzpatrick, D.; Katz, L.C.; LaMantia, A.-S.; McNamara, J.O.; Williams, S.M. Mechanoreceptors Specialized to Receive Tactile Information. In Neuroscience, 2nd ed.; Sinauer Associates: Sunderland, MA, USA, 2001. Available online: https://www.ncbi.nlm.nih.gov/books/NBK10895/ (accessed on 1 August 2023).
- Piccinin, M.A.; Miao, J.H.; Schwartz, J. Histology, Meissner Corpuscle. In StatPearls; StatPearls Publishing: Treasure Island, FL, USA, 2023. Available online: https://www.ncbi.nlm.nih.gov/books/NBK518980/ (accessed on 1 August 2023).
- Cobo, R.; García-Mesa, Y.; Cárcaba, L.; Martin-Cruces, J.; Feito, J.; García-Suárez, O.; Cobo, J.; García-Piqueras, J.; Vega, J.A. Verification and characterisation of human digital Ruffini’s sensory corpuscles. J. Anat. 2021, 238, 13–19. [Google Scholar] [CrossRef]
- Vasudevan, M.K.; Ray, R.K.; Muniyandi, M. Computational Model of a Pacinian Corpuscle for an Electrical Stimulus: Spike-Rate and Threshold Characteristics. In Haptics: Science, Technology, Applications. EuroHaptics 2020; Lecture Notes in Computer Science; Nisky, I., Hartcher-O’Brien, J., Wiertlewski, M., Smeets, J., Eds.; Springer: Cham, Switzerland, 2020; Volume 12272. [Google Scholar] [CrossRef]
- Kandel, E.R.; Schwartz, J.H.; Jessell, T.M.; Siegelbaum, S.; Hudspeth, A.J.; Mack, S. (Eds.) Principles of Neural Science; McGraw-hill: New York, NY, USA, 2000; Volume 4, pp. 1227–1246. [Google Scholar]
- Daniel, L. Simulation Model of Pacinian Corpuscle for Haptic System Design. Master’s Thesis, Rochester Institute of Technology, Rochester, NY, USA, 2011. Available online: https://scholarworks.rit.edu/theses/5488 (accessed on 1 August 2023).
- Brisben, A.J.; Hsiao, S.S.; Johnson, K.O. Detection of vibration transmitted through an object grasped in the hand. J. Neurophysiol. 1999, 81, 1548–1558. [Google Scholar] [CrossRef]
- Kim, G.; Hirata, K. Motion Control of a Two-Degree-of-Freedom Linear Resonant Actuator without a Mechanical Spring. Sensors 2020, 20, 1954. [Google Scholar] [CrossRef]
- Kato, M.; Nitta, J.; Hirata, K.; Yoshimoto, T.; Kato, M.; Nitta, J.; Hirata, K.; Yoshimoto, T. Optimization of asymmetric acceleration waveform for haptic device driven by 2-DOF oscillatory actuator. In Proceedings of the 2015 IEEE International Magnetics Conference (INTERMAG), Beijing, China, 11–15 May 2015; IEEE: Toulouse, France, 2015; p. 1. [Google Scholar] [CrossRef]
- Kato, M.; Kono, Y.; Hirata, K.; Yoshimoto, T. Development of a Haptic Device Using a 2-DOF Linear Oscillatory Actuator. IEEE Trans. Magn. 2014, 50, 8206404. [Google Scholar] [CrossRef]
- Dementyev, A.; Olwal, A.; Lyon, R.F. Haptics with Input: Back-EMF in Linear Resonant Actuators to Enable Touch, Pressure and Environmental Awareness. In Proceedings of the 33rd Annual ACM Symposium on User Interface Software and Technology (UIST ‘20), Virtual Event, 20–23 October 2020; Association for Computing Machinery: New York, NY, USA, 2020; pp. 420–429. [Google Scholar] [CrossRef]
- Texas Instruments Incorporated. Method and Apparatus for LRA Real Time Impedance Tracking and BEMF Extraction. US10054622B2, 21 August 2018.
- Vybronics. Vybronics-VG1040003D-Datasheet. 2022. Available online: https://www.vybronics.com/wp-content/uploads/datasheet-files/Vybronics-VG1040003D-datasheet.pdf (accessed on 1 August 2023).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Merkel Cell-Neurite Complexes | Meissner Corpuscles | Ruffini Corpuscles | Pacinian Corpuscles | |
|---|---|---|---|---|
| LTMR types [12,22] | Aβ SA I | Aβ FA I | Aβ SA II 1 | Aβ FA II |
| Sensitive frequency (Hz) | 5~15 [31] | 10~50 [28] | 0~8 [32] 2 | 200~400 [12] |
| Ratio (hand) [27] 3 | 25% | 40% | 20% | 10–15% |
| Location [33] | Tip of epidermal sweat ridges | Dermal papillae | Dermis | Dermis (deep tissue) |
| Best stimulus [33] | Edges, points | Lateral motion and low frequency vibration | Skin stretch | High frequency vibration |
| Cmd_Type Index | Cmd Name | Data_Len | User Available | Direction |
|---|---|---|---|---|
| 1 | System log | Not const | X | IN |
| 2 | Open | 3 | V | OUT |
| 3 | Switch mode | 3 | V | OUT |
| 4 | Init | 21/21 | V | IN/OUT |
| 5 | Update register | Not const | X | OUT |
| 6 | Get register | Not const/5 | V | IN/OUT |
| 7 | Reset IC | 3 | V | OUT |
| 8 | Parse error | Not const | X | IN |
| 9 | PWM command | 36/32 | V | IN/OUT |
| 10 | Acceleration | Not const (see Section 5.5) | X | IN |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.-H.; Kao, Y.-C.; Feng, G.-H. Linear Resonator Actuator-Constructed Wearable Haptic System with the Application of Converting Remote Grinding Force to Vibratory Sensation. Actuators 2023, 12, 359. https://doi.org/10.3390/act12090359
Liu S-H, Kao Y-C, Feng G-H. Linear Resonator Actuator-Constructed Wearable Haptic System with the Application of Converting Remote Grinding Force to Vibratory Sensation. Actuators. 2023; 12(9):359. https://doi.org/10.3390/act12090359
Chicago/Turabian StyleLiu, Shang-Hsien, Yung-Chou Kao, and Guo-Hua Feng. 2023. "Linear Resonator Actuator-Constructed Wearable Haptic System with the Application of Converting Remote Grinding Force to Vibratory Sensation" Actuators 12, no. 9: 359. https://doi.org/10.3390/act12090359
APA StyleLiu, S.-H., Kao, Y.-C., & Feng, G.-H. (2023). Linear Resonator Actuator-Constructed Wearable Haptic System with the Application of Converting Remote Grinding Force to Vibratory Sensation. Actuators, 12(9), 359. https://doi.org/10.3390/act12090359