
A New Performance Optimization Method for Linear Motor Feeding System

Abstract
1. Introduction
2. Rigid–Flexible Electromechanical Coupling Model for Linear Motor Feeding System
2.1. Complexity Analysis of Permanent Magnet Synchronous Linear Motor Feeding Systems
2.2. Rigid–Flexible Coupling Model of Linear Motor Feeding System
2.2.1. Rigid Body Modelling of Linear Motor Feeding Systems
2.2.2. Flexible Body Handling of Key Components of Linear Motor Feeding Systems
2.2.3. Determination Method of Joint Parameters
2.2.4. Rigid–Flexible Coupling Modeling of Linear Motor Feeding System
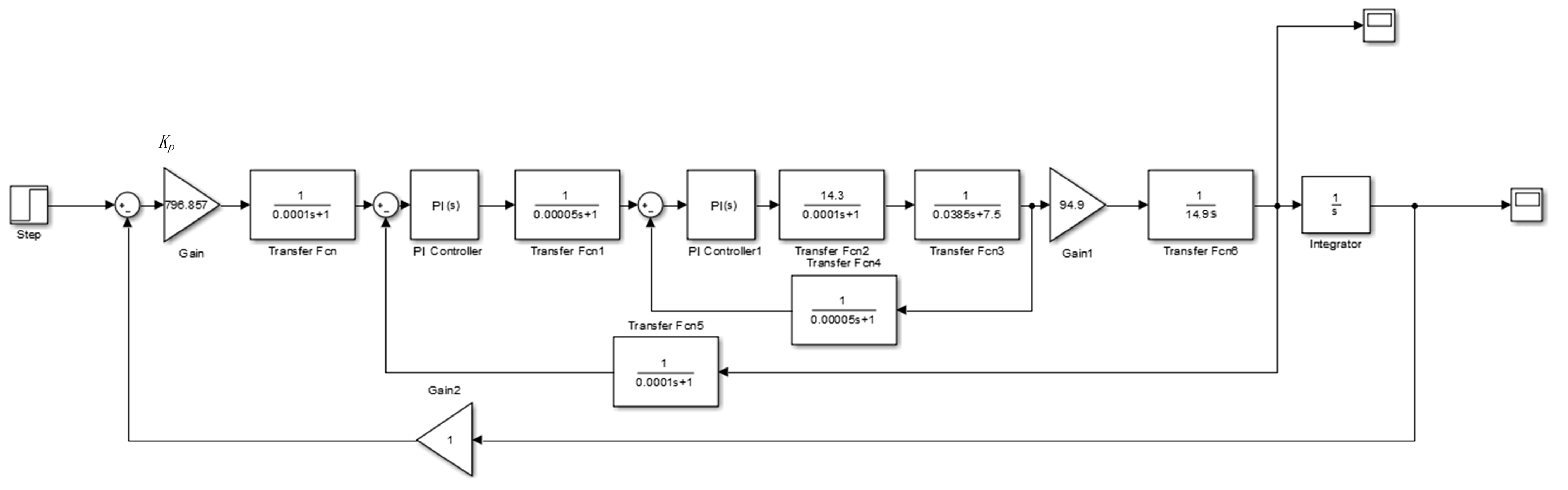
2.3. Linear Motor Feeding System Control Modeling
- (1)
- The dynamic characteristics of the workbench along the feed direction have been considered, and for the purposes of simplification, the mechanical system has been modeled as a single inertia system.
- (2)
- In the interest of simplifying the analysis, the interpolation, acceleration, and deceleration effects of the control system have not been taken into account.
- (3)
- The system has been treated as a continuous system, disregarding any differences in calculation periods between the control loops.
- (4)
- The inverter has been approximated as a first-order inertial link.
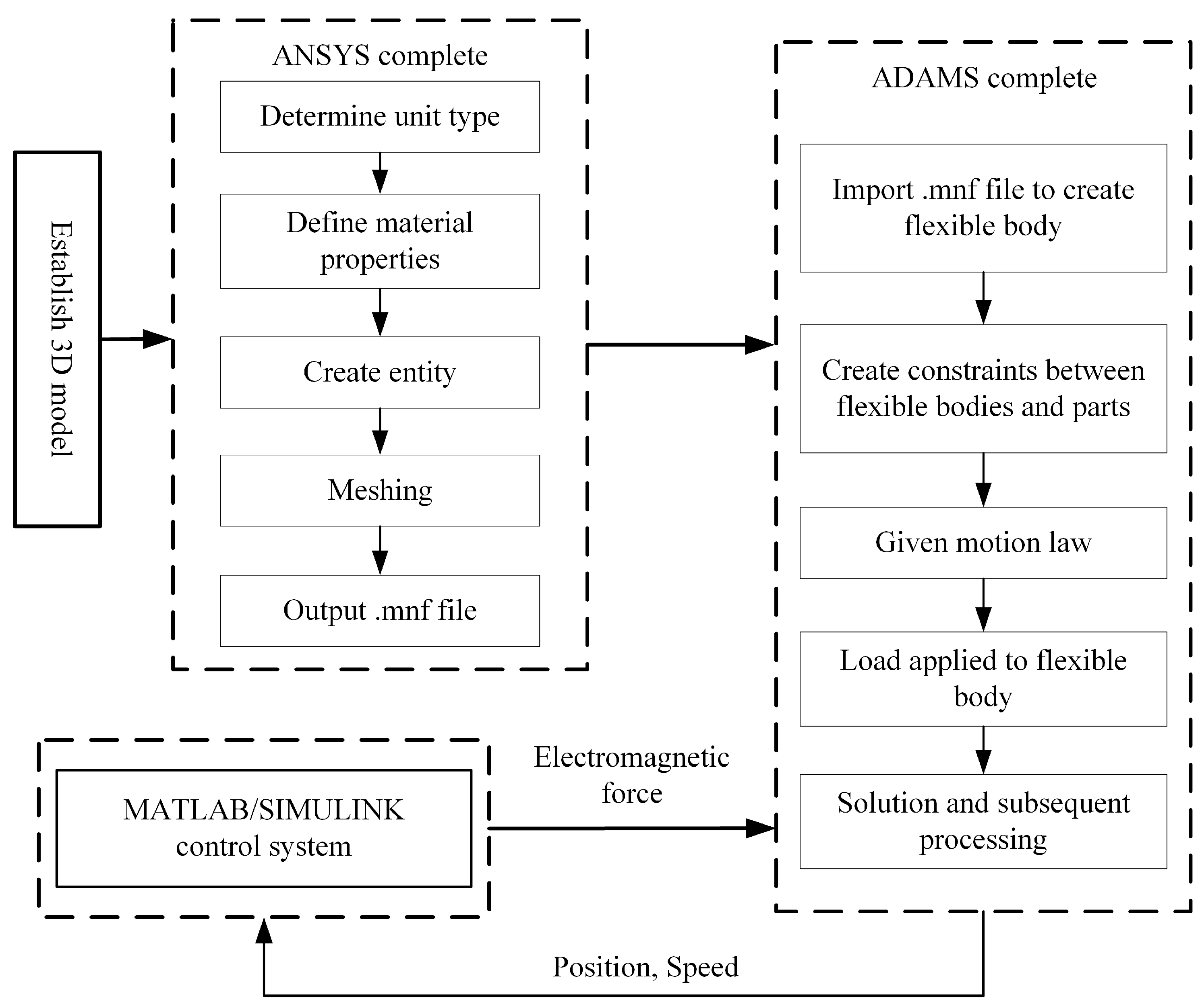
2.4. Rigid–Flexible Electromechanical Coupling Modeling of Linear Motor Feeding Systems
3. Adaptive Genetic Algorithm
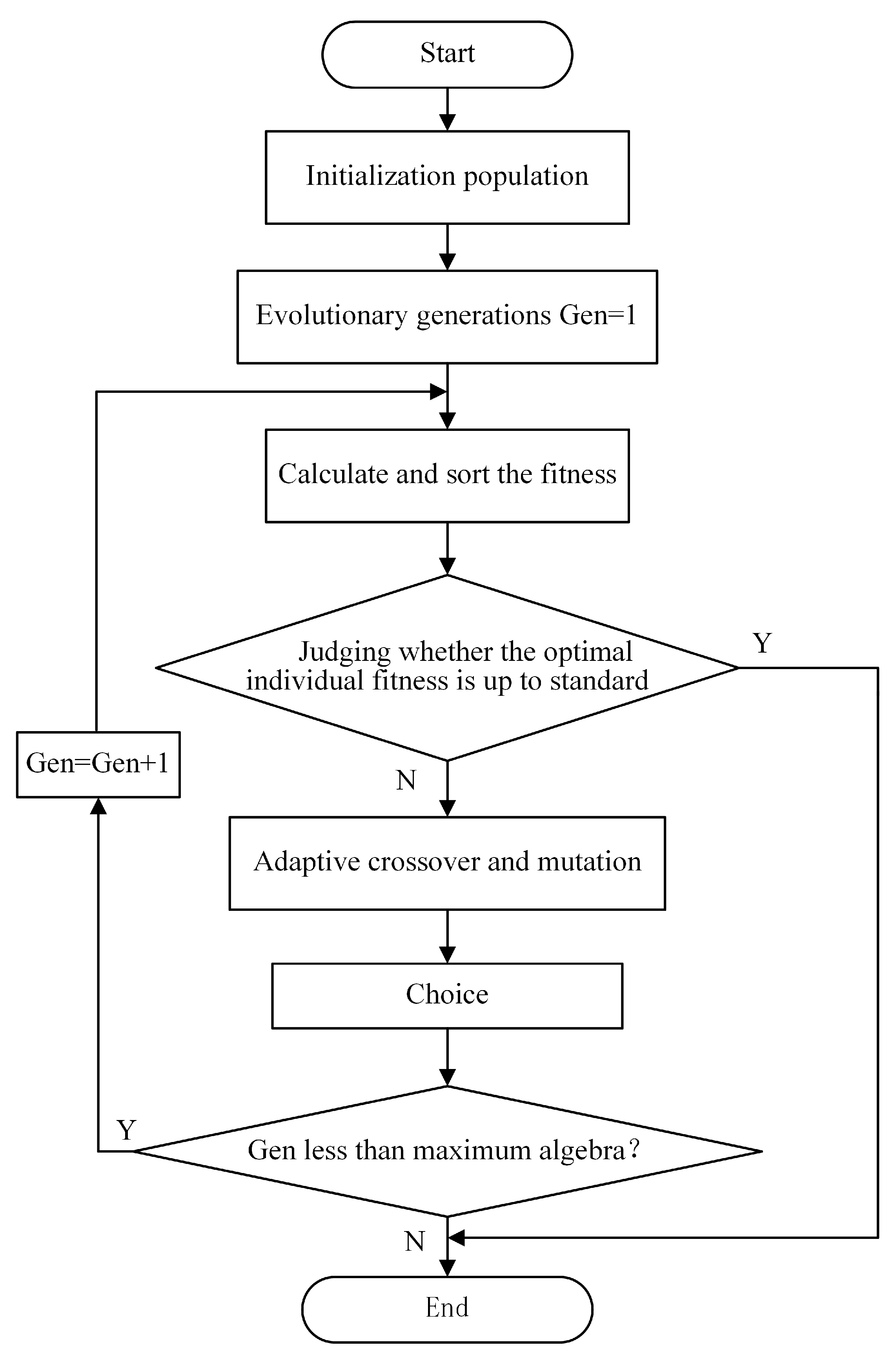
3.1. Basic Principles of Adaptive Genetic Algorithms
3.2. Adaptive Genetic Algorithm Optimization Steps
3.2.1. Coding
3.2.2. Initial Population Generation
3.2.3. Designing the Fitness Function
3.2.4. Selecting Operations
3.2.5. Designing the Adaptive Variation Rate and Crossover Rate
3.2.6. Crossover Operations
3.2.7. Variation Operations
3.2.8. Convergence Judgement
4. Analysis of Simulation and Experimental Results
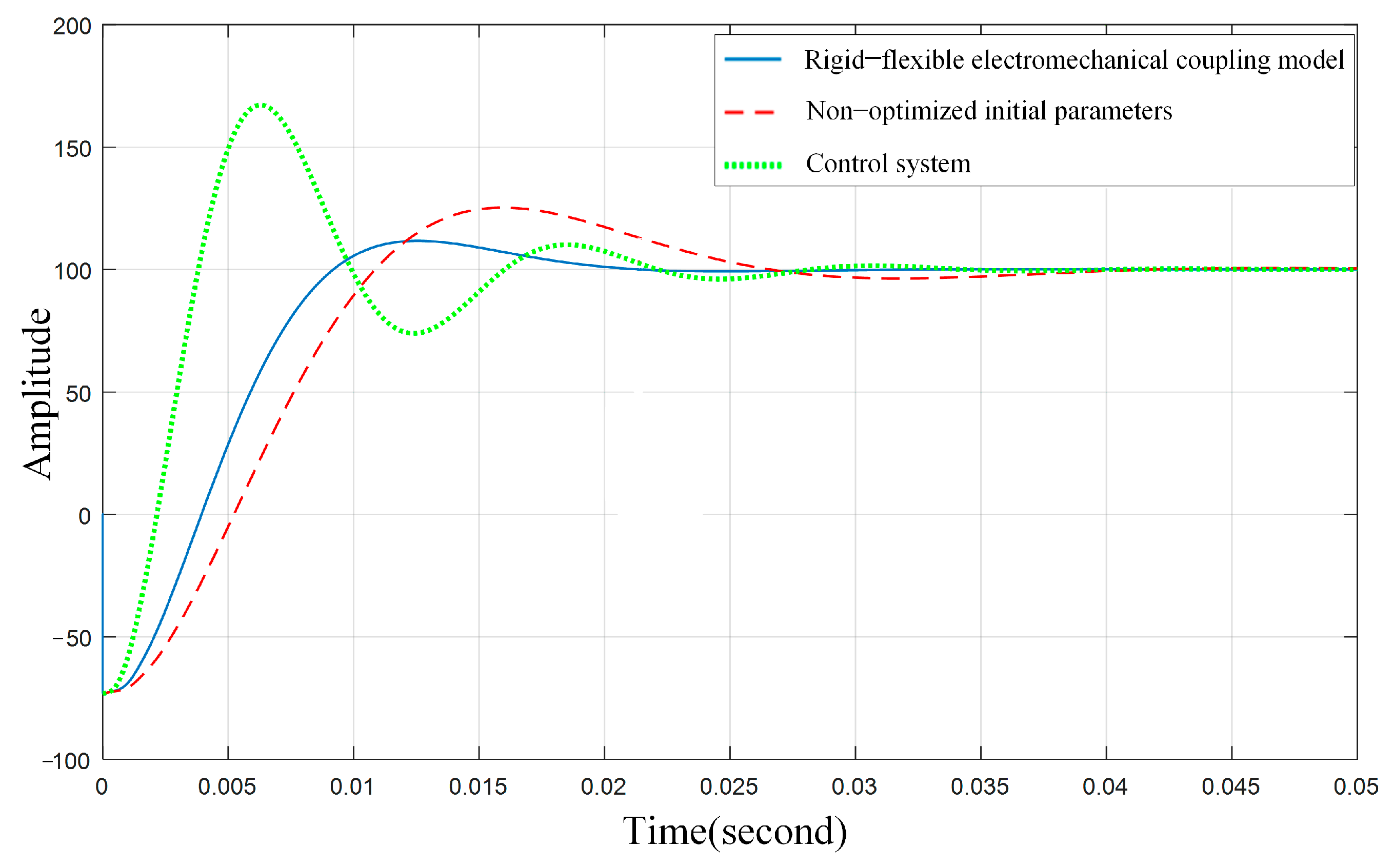
4.1. Simulation and Results Analyses
4.2. Experiments and Analysis of Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Altintas, Y.; Verl, A.; Brecher, C.; Uriarte, L.; Pritschow, G. Machine tool feed drives. CIRP Ann.-Manuf. Technol. 2011, 60, 779–796. [Google Scholar] [CrossRef]
- Hsieh, M.F.; Tung, C.J.; Yao, W.S. Servo design of a vertical axis drive using dual linear motors for high speed electric discharge machining. Int. J. Mach. Tools Manuf. 2007, 47, 546–554. [Google Scholar] [CrossRef]
- Renton, D.; Elbestawi, M.A. Motion control for linear motor feed drives in advanced machine tools. Int. J. Mach. Tools Manuf. 2001, 41, 479–507. [Google Scholar] [CrossRef]
- Yang, X.; Song, B.; Xuan, J. Effects of the mechanical vibrations on the thrust force characteristics for the PMLM driven motion system. Mech. Syst. Signal Process. 2022, 175, 109110. [Google Scholar] [CrossRef]
- Tomasz, S.; Robert, K.; Maciej, M.; Agnieszka, P. An investigation of the dynamic electromechanical coupling effects in machine drive systems driven by asynchronous motors. Mech. Syst. Signal Process. 2014, 49, 118–134. [Google Scholar]
- Karpenko, M.; Stosiak, M.; Deptuła, A. Performance evaluation of extruded polystyrene foam for aerospace engineering applications using frequency analyses. Int. J. Adv. Manuf. Technol. 2023, 126, 5515–5526. [Google Scholar] [CrossRef]
- Yang, X.; Zhao, W.; Liu, H.; Zhang, H. Dynamic characteristics of mechanical system in linear motor feed system. J. Xian Jiaotong Univ. 2013, 47, 45–50. (In Chinese) [Google Scholar]
- Yang, X.; Lu, D.; Hui, L.; Zhao, W. Electromechanical integrated modeling and analysis for the direct-driven feed system in machine tools. Int. J. Adv. Manuf. Technol. 2018, 98, 1591–1604. [Google Scholar] [CrossRef]
- Lin, X.; Liu, T.; Wang, J. Optimization of Servo Parameters for Enhanced Dynamic Behavior of Direct Feed System with Hybrid FEM and PLS Regression. Int. J. Precis. Eng. Manuf. 2018, 19, 1627–1636. [Google Scholar] [CrossRef]
- Yang, X.; Liu, H.; Lu, D.; Zhao, W. Investigation of the dynamic electromechanical coupling due to the thrust harmonics in the linear motor feed system. Mech. Syst. Signal Process. 2018, 111, 492–508. [Google Scholar] [CrossRef]
- Shi, Z.; Zhang, P.; Lin, J.; Ding, H. Permanent Magnet Synchronous Motor Speed Control Based on Improved Active Disturbance Rejection Control. Actuators 2021, 10, 147. [Google Scholar] [CrossRef]
- Deng, Y.T.; Wang, J.L.; Li, H.W.; Liu, J.; Tian, D.P. Adaptive sliding mode current control with sliding mode disturbance observer for PMSM drives. ISA Trans. 2019, 88, 113–126. [Google Scholar] [CrossRef] [PubMed]
- Roman, R.-C.; Precup, R.-E.; Petriu, E.M.; Dragan, F. Combination of Data-Driven Active Disturbance Rejection and Takagi-Sugeno Fuzzy Control with Experimental Validation on Tower Crane Systems. Energies 2019, 12, 1548. [Google Scholar] [CrossRef]
- Li, S.H.; Won, H.Y.; Fu, X.J.; Michael, F.; Wunsch, D.; Eduardo, A. Neural-Network Vector Controller for Permanent-Magnet Synchronous Motor Drives: Simulated and Hardware-Validated Results. IEEE Trans. Cybern. 2020, 50, 3218–3230. [Google Scholar] [CrossRef]
- Jung, J.W.; Choi, Y.S.; Leu, V.Q.; Choi, H.H. Fuzzy PI-type current controllers for permanent magnet synchronous motors. IET Electric Power Appl. 2011, 5, 143–152. [Google Scholar] [CrossRef]
- Diego, H.; Syh-Shiuh, Y.; Jien, I.L. A frequency domain approach for tuning control parameters of CNC servomotors to enhance its circular contouring accuracy. Procedia 2017, 63, 372–377. [Google Scholar]
- Cao, F.L. PID controller optimized by genetic algorithm for direct-drive servo system. Neural Comput. Appl. 2020, 32, 23–30. [Google Scholar] [CrossRef]
- Hao, Q.; Guan, L.W.; Wang, L.P. Ga-based control parameter tuning of parallel machine tool motor servo systems. J. Tsinghua Univ. 2010, 50, 1801–1806. (In Chinese) [Google Scholar]
- Liu, C.; Liu, L.; Meng, F. Genetic algorithm based parameter selection of permanent magnet linear synchronous motor servo system design. J. Tsinghua Univ. 2012, 52, 1751–1757. (In Chinese) [Google Scholar]
- Yang, X.; Li, J.; Xuan, J.; Zhao, W. Influence of the Machining Process on the Thrust Force and Mechanical Characteristics for the Direct Drive System. Processes 2023, 11, 17. [Google Scholar] [CrossRef]
- Chen, R.B.; Qin, D.T.; Liu, C.Z. Dynamic modelling and dynamic characteristics of wind turbine transmission gearbox-generator system electromechanical-rigid-flexible coupling. Alex. Eng. J. 2023, 65, 307–325. [Google Scholar] [CrossRef]
- Yu, H.; Wang, T. A Method for Real-Time Fault Detection of Liquid Rocket Engine Based on Adaptive Genetic Algorithm Optimizing Back Propagation Neural Network. Sensors 2021, 21, 5026. [Google Scholar] [CrossRef] [PubMed]
- Tomohiro, H.; Enrique, A.; Gabriel, L. A fresh approach to evaluate performance in distributed parallel genetic algorithms. Appl. Soft Comput. J. 2022, 119, 108540–108562. [Google Scholar]
- Nikam, S.H.; Jain, N.K.; Sawant, M. Optimization of parameters of micro-plasma transferred arc additive manufacturing process using real coded genetic algorithm. Int. J. Adv. Manuf. Technol. 2020, 106, 1239–1252. [Google Scholar] [CrossRef]
- Hao, K.; Zhao, J.; Wang, B.; Liu, Y.; Wang, C. The Application of an Adaptive Genetic Algorithm Based on Collision Detection in Path Planning of Mobile Robots. Comput. Intell. Neurosci. 2021, 2021, 5536574. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, W.; Cui, W.; Gao, L.; Chen, Y.; Wei, Q.; Liu, L. Abnormal Detection for Running State of Linear Motor Feeding System Based on Deep Neural Networks. Energies 2022, 15, 5671. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Implication | Unit | Numerical Values |
|---|---|---|---|
| Y-direction stiffness of guide slide | N/m | 4.2 × 109 | |
| Z-direction stiffness of guide slide | N/m | 3.4 × 109 | |
| X-direction damping of guide slide | N·s·m−1 | 1900 | |
| Y-direction damping of guide slide | N·s·m−1 | 1900 | |
| Z-direction damping of guide slide | N·s·m−1 | 10 |
| Parameter | Value |
|---|---|
| Motor coil resistance | 7.5 |
| Motor coil inductance | 0.0385 |
| Current loop reverse filtering coefficient | 1 |
| Motor thrust coefficient | 94.9 |
| Motor mover and workbench quality | 14.9 |
| The time constant of current loop reverse filtering | 0.05 |
| Inverter PWM modulation time | 0.1 |
| Position loop feedback coefficient | 1 |
| Back-emf coefficient | 0.2 |
| Reverse filter coefficient of speed loop | 1 |
| The time constant of speed loop reverse filtering | 0.1 |
| Gain of PWM inverter | 14.3 |
| Genetic Algorithm Optimization Object | Ki | Ti | Kv | Tv | Kp |
|---|---|---|---|---|---|
| Nonoptimized | 13.453 | 0.005133 | 261.67 | 0.0012 | 208.333 |
| control system | 30.625 | 0.1218 | 356.6174 | 0.9937 | 791.853 |
| Rigid–flexible electromechanical coupling model | 13.3089 | 0.7258 | 442.5840 | 0.0251 | 340.4312 |
| Number | Equipment Name |
|---|---|
| 1 | Renishaw XL-80 laser interferometer |
| 2 | Linear motor feeding system |
| 3 | Linear reflector group |
| 4 | Linear reflector and linear interferometer mirror group |
| 5 | Iron nugget |
| 6 | Computer |
| 7 | Controller |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Cui, W.; Zhang, W.; Wang, Z.; Zhang, B.; Chen, Y.; Hu, N.; Bi, X.; Hu, W. A New Performance Optimization Method for Linear Motor Feeding System. Actuators 2023, 12, 233. https://doi.org/10.3390/act12060233
Yang Z, Cui W, Zhang W, Wang Z, Zhang B, Chen Y, Hu N, Bi X, Hu W. A New Performance Optimization Method for Linear Motor Feeding System. Actuators. 2023; 12(6):233. https://doi.org/10.3390/act12060233
Chicago/Turabian StyleYang, Zeqing, Wei Cui, Wenbo Zhang, Zhaohua Wang, Bingyin Zhang, Yingshu Chen, Ning Hu, Xiaoyang Bi, and Wei Hu. 2023. "A New Performance Optimization Method for Linear Motor Feeding System" Actuators 12, no. 6: 233. https://doi.org/10.3390/act12060233
APA StyleYang, Z., Cui, W., Zhang, W., Wang, Z., Zhang, B., Chen, Y., Hu, N., Bi, X., & Hu, W. (2023). A New Performance Optimization Method for Linear Motor Feeding System. Actuators, 12(6), 233. https://doi.org/10.3390/act12060233