Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication


Abstract
1. Introduction
1.1. Background
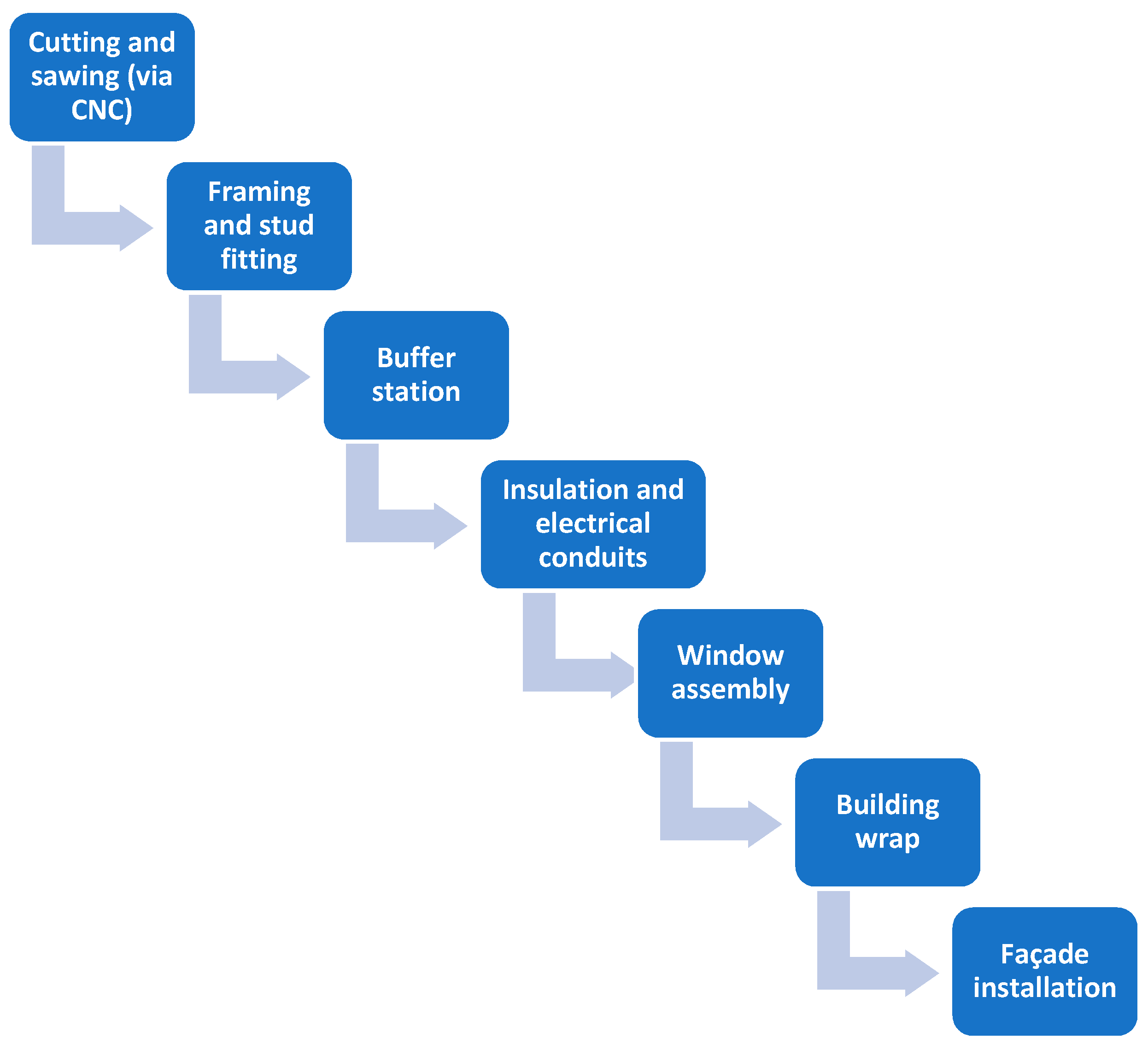
1.2. Assembly Line Processes
2. Methodology and Method
2.1. Methodology
2.2. Method
2.2.1. Grading Criteria
2.2.2. Weighting
2.2.3. Scoring System
3. Results
3.1. Cutting and Sawing
3.2. Multifunctional Bridge
3.3. Framing and Stud Fitting
3.4. Insulation
3.5. Window Assembly
3.6. Building Wrap
3.7. Façade Installation
3.8. Storage/Handling System
3.9. Buffer Table
3.10. Turning Station
4. Discussion
4.1. Cutting and Sawing
4.2. Multi-Functional Bridge
4.3. Framing and Stud Fitting
4.4. Insulation
4.5. Building Wrap
4.6. Window Assembly
4.7. Façade Installation
4.8. Storage/Handling System
4.9. Buffer Table
4.10. Summary of MCA
4.11. Limitations of the MCA
5. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Mahapatra, K.; Gustavsson, L. Multi-storey timber buildings: Breaking industry path dependency. Build. Res. Inf. 2008, 36, 638–648. [Google Scholar] [CrossRef]
- Kasperzyk, C.; Kim, M.-K.; Brilakis, I. Automated re-prefabrication system for buildings using robotics. Autom. Constr. 2017, 83, 184–195. [Google Scholar] [CrossRef]
- Martinez, R.G.; Ayucar, J.B.; Goikolea, B.A. Full scale experimental performance assessment of a prefabricated timber panel for the energy retrofitting of multi-rise buildings. Energy Procedia 2017, 122, 3–8. [Google Scholar] [CrossRef]
- Wong, R.; Hao, J.; Ho, C.M. Prefabricated building construction systems adopted in Hong Kong. In Proceedings of the International Association for Housing Science on Word Congress of Housing: Process and Product, IAHS Montreal, QC, Canada, 23–27 June 2003. [Google Scholar]
- Davies, J. Residential Buildings. In Light Gauge Metal Structures Recent Advances; Springer-Verlag GmbH: Wien, Austria, 2005; pp. 143–188. [Google Scholar]
- Falk, A. Architectural Aspects of Massive Timber: Structural form and Systems. Doctoral Thesis, Luleå Tekniska Universitet, Luleå, Sweden, 2005. [Google Scholar]
- Davies, J.M. Lightweight Sandwich Construction; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Rogers, G.; Bottaci, L. Modular production systems: A new manufacturing paradigm. J. Intell. Manuf. 1997, 8, 147–156. [Google Scholar] [CrossRef]
- Staib, G.; Dörrhöfer, A.; Rosenthal, M. Components and Systems: Modular Construction–Design, Structure, New Technologies; Walter de Gruyter: Berlin, Germany, 2013. [Google Scholar]
- Lawson, M.; Ogden, R.; Goodier, C. Design in Modular Construction; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Ruuska, A.; Häkkinen, T. Efficiency in the Delivery of Multi-Story Timber Buildings. Energy Procedia 2016, 96, 190–201. [Google Scholar] [CrossRef]
- Bock, T. Construction Automation and Robotics, in Robotics and Automation in Construction; IntechOpen: London, UK, 2008. [Google Scholar]
- Zumbrunnen, P.; Fovargue, J. Mid-rise CLT buildings—The UK’s experience and potential for Aus and NZ. In Proceedings of the World Conference on Timber Engineering WCTE, Auckland, New Zealand, 15–19 July 2012. [Google Scholar]
- Landscheidt, S.; Kans, M. Automation practices in Wood product industries: Lessons learned, current practices and future perspectives. In Proceedings of the 7th Swedish Production Symposium SPS, Lund, Sweden, 25–27 October 2016; Volume 2016, p. 9. [Google Scholar]
- Eliasson, L. Some Aspects on Quality Requirements of Wood for Use in the Industrial Manufacture of Single-Family Timber Houses; Linnaeus University Press: Växjö, Sweden, 2014. [Google Scholar]
- Sandberg, M.; Johnsson, H.; Larsson, T. Knowledge-based engineering in construction-the prefabricated timber housing case. J. Inf. Technol. Constr. 2008, 13, 408–420. [Google Scholar]
- Winch, G. Models of manufacturing and the construction process: The genesis of re-engineering construction. Build. Res. Inf. 2003, 2, 107–118. [Google Scholar] [CrossRef]
- Warszawski, A. Industrialized and Automated Building Systems: A Managerial Approach; Routledge: Abingdon, UK, 2003. [Google Scholar]
- Eversmann, P.; Gramazio, F.; Kohler, M. Robotic prefabrication of timber structures: Towards automated large-scale spatial assembly. Constr. Robot. 2017, 1, 49–60. [Google Scholar] [CrossRef]
- Popovic, D. Off-Site Manufacturing Systems Development in Timber House Building: Towards Mass Customization-Oriented Manufacturing. Doctoral Thesis, Jönköping University, School of Engineering, Jönköping, Sweden, 2018. [Google Scholar]
- Senghore, O.; Hastak, M.; Abdelhamid, T.S.; AbuHammad, A.; Syal, M.G. Production process for manufactured housing. J. Constr. Eng. Manag. 2004, 130, 708–718. [Google Scholar] [CrossRef]
- Gann, D.M. Construction as a manufacturing process? Similarities and differences between industrialized housing and car production in Japan. Constr. Manag. Econ. 1996, 14, 437–450. [Google Scholar] [CrossRef]
- Kamar, A.M.; Hamid, Z.A.; Azman, N.A. Industrialized building system (IBS): Revisiting issues of definition and classification. Int. J. Emerg. Sci. 2011, 1, 120–132. [Google Scholar]
- Neelamkavil, J. Automation in the prefab and modular construction industry. In Proceedings of the 26th Symposium on Construction Robotics ISARC, Austin, TX, USA, 24–27 June 2009. [Google Scholar]
- Slaughter, E.S. Characteristics of existing construction automation and robotics technologies. Autom. Constr. 1997, 6, 109–120. [Google Scholar] [CrossRef]
- Willmann, J.; Knauss, M.; Bonwetsch, T.; Apolinarska, A.A.; Gramazio, F.; Kohler, M. Robotic timber construction—Expanding additive fabrication to new dimensions. Autom. Constr. 2016, 61, 16–23. [Google Scholar] [CrossRef]
- Vogel-Heuser, B. Automation in the wood and paper industry. In Springer Handbook of Automation; Springer: Wien, Austria, 2009; pp. 1015–1026. [Google Scholar]
- Lopez, D.; Froese, T.M. Analysis of Costs and Benefits of Panelized and Modular Prefabricated Homes. Procedia Eng. 2016, 145, 1291–1297. [Google Scholar] [CrossRef]
- Zhai, X.; Reed, R.; Mills, A. Factors impeding the offsite production of housing construction in China: An investigation of current practice. Constr. Manag. Econ. 2014, 32, 40–52. [Google Scholar] [CrossRef]
- Hundegger. Handling System: Pick & Feed and Pick & Place. 2018. Available online: https://www.hundegger.de/en/machine-building/products/pick-feed-and-pick-place.html (accessed on 6 November 2018).
- Mehrotra, N. Manufactured Housing Production Plant Layout-Design Process. J. Archit. Eng. 2003, 11, 25–34. [Google Scholar] [CrossRef]
- Mullens, M.A. Factory Design for Modular Homebuilding; Constructability Press: New York, NY, USA, 2011. [Google Scholar]
- Steinhardt, D.A.; Manley, K.; Miller, W. What’s Driving the Uptake of Prefabricated Housing in Australia? QUT ePrints: Brisbane, Australia, 2014. [Google Scholar]
- Landscheidt, S.; Kans, M.; Winroth, M. Opportunities for Robotic Automation in Wood Product Industries: The Supplier and System Integrators’ Perspective. Procedia Manuf. 2017, 11, 233–240. [Google Scholar] [CrossRef]
- Sohal, A.S.; Lewis, G.; Samson, D. Integrating CNC technology and the JIT KANBAN system: A case study. Int. J. Technol. Manag. 1993, 8, 422–431. [Google Scholar] [CrossRef]
- Marriage, G.; Sutherland, B. New digital housing typologies: CNC fabrications of CLT structure and BIM cladding. In Across: Architectural Research Through to Practice: Proceedings of the 48th International Conference of the Architectural Science Association; Genova University Press: Genoa, Italy, 2014. [Google Scholar]
- Neumann, O.; Schmidt, D. Innovative CNC Timber Framing—Technology and Cultural Expression. Int. J. Archit. Comput. 2007, 5, 469–486. [Google Scholar] [CrossRef]
- Kurfess, T.; Lynn, R.; Saleeby, K.; Tucker, T.; Saldana, C. Multi-Axis Voxel-Based CNC Machining of Centrifugal Compressor Assemblies. In Proceedings of the 74th American Helicopter Society Forum, Phoenix, AZ, USA, 14–17 May 2018. [Google Scholar]
- MBA. Automatic Timber Frame Assembly Station. 2018. Available online: https://www.modularbuildingautomation.eu/automatic-timber-frame-assembly (accessed on 8 November 2018).
- MBA. The Complete Assembly Machine for Timber Frame Panel Walls. 2018. Available online: https://www.modularbuildingautomation.eu/mobi-one-timber-frame-assembly (accessed on 15 December 2018).
- Val-U-Therm. Val-U-Therm® a Closed-Panel Building System That Delivers Exceptional Thermal Insulation and Class-Leading Environmental and Sustainability Credentials in a Cost-Effective Package. 2018. Available online: https://www.valutherm.co.uk/ (accessed on 12 December 2018).
- Lstiburek, J.; Carmody, J. Moisture Control Handbook: Principles and Practices for Residential and Small Commercial Buildings; John Wiley & Sons: Hoboken, NJ, USA, 1994. [Google Scholar]
- CCG. CCG Off-Site Manufacturing (OSM). 2018. Available online: http://c-c-g.co.uk/divisions/off-site-manufacturing (accessed on 5 December 2018).
- Exterior-Fabricators, I. Prefabrication Appoach to Facades in Buidlings. 2018. Available online: http://www.islandef.com/new-index/#prefabrication (accessed on 15 July 2018).
- Baufritz. Baufritz Advanced Panel Wrap Techonology. 2018. Available online: https://www.baufritz.com/uk/ (accessed on 15 December 2018).
- Randek. Auto Wall System S3000. 2018. Available online: http://www.randek.com/en/products/wall-floor-and-roof-production-lines/auto-wall-system-s3000 (accessed on 13 November 2018).
- Randek. Butterfly Table BS40. 2018. Available online: http://www.randek.com/en/products/butterfly-tables/butterfly-table-bs40 (accessed on 23 October 2018).
- Fezer. Vacustand Turning Tables 2018. Available online: http://fezer.com/turning-tables-vacustand-vs-180e.html (accessed on 6 November 2018).
- McDonough, B. Manufacturing Process of Velocity System; CSR: North Ryde, Australia, 2017. [Google Scholar]
- AWISA. Storage systems shape a new era of manufacturing. AWISA Mag. 2015, 25, 36–37. [Google Scholar]
- Weinmann. The Complete Timber Work Range. 2018. Available online: http://homaggroupwebapp.homag.de/Medien/WEINMANN_TheCompleteTimberWorkRange_30709.pdf (accessed on 28 September 2018).
- Automative Construction WEM-100-150-250. WEINMANN Holzbausystemtechnik GmbH. Available online: https://www.homag.com/fileadmin/product/houseconstruction/brochures/weinmann-framing-station-WEM-100-150-250-english.pdf (accessed on 29 December 2018).
- Weinmann. Automative Construction WEM 100-150-250. 2018. Available online: https://www.homag.com/fileadmin/product/houseconstruction/brochures/weinmann-framing-station-WEM-100-150-250-english.pdf (accessed on 29 November 2018).
- Randek. Complete System-SF002. 2018. Available online: http://www.randek.com/en/products/wall-floor-and-roof-production-lines/complete-system-sf002 (accessed on 16 December 2018).
- PayScale. “PayScale Human Capitcal.”. Available online: http://www.payscale.com/research/AU/Job=Construction_Worker/Hourly_Rate (accessed on 15 December 2018).


{kind=link}
| Criteria | Definition | Score | Weighting (out of 10) |
|---|---|---|---|
| Investment cost | Purchase and operational cost of machinery required for the system. | ||
| Productivity | Number of prefabricated panels that can be processed per day. | ||
| Labour requirement | Number of workers required to operate the process. | ||
| Space efficiency | Space required per unit production. | ||
| Cross compatibility | Ease of integration into the production line to work in conjunction with other processes. | ||
| Health and safety | Durability and safety of handling machine in the workplace. |
| Score | Guideline |
|---|---|
| +2 | Proven benefit |
| +1 | Potential benefit |
| 0 | Neutral |
| −1 | Potential loss |
| −2 | Proven loss |
| Criteria | Weighting | Justification |
|---|---|---|
| Investment Cost/Affordability | 3 | They are willing to invest in expensive automation products if there is viable potential for a long-term benefit. |
| Productivity | 5 | They are not a purely mass production manufacturer rather they cater for large multilevel one-off construction projects. |
| Labour Requirement | 4 | Cheapest price isn’t the primary aim; rather it is aiming for high quality check on products. |
| Space Efficiency | 1 | They have a relatively large warehouse for manufacturing, therefore space is currently not an issue. |
| Cross Compatibility | 9 | The flow and customization of the assembly line is an inevitable aspect that dictates the overall manufacturing quality, speed and reliability. |
| Health and Safety | 7 | Safety of workers are an essential part of a business also important to worker accidents and down time. |
| System | Hundegger Speed Panel Machine SPM-2 | Randek Cut Saw SP 720 | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|
| Criteria | |||||
| Investment Cost | −2 | −1 | −2 | 3 | |
| Productivity | 2 | 1 | 2 | 8 | |
| Labour Requirement | 0 | 0 | 0 | 3 | |
| Space Efficiency | −1 | 0 | −1 | 1 | |
| Cross Compatibility | 2 | 0 | 2 | 9 | |
| Health and Safety | 2 | 2 | 2 | 7 | |
| Sum Score | 3 | 2 | 3 | ||
| Weighted Score | 4.1 | 1.9 | 4.1 | ||
| System | Weinmann WMS Series | Randek NB3000F | MBA MOBI-One | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|
| Criteria | ||||||
| Investment Cost | −2 | −2 | −1 | 0 | 1 | |
| Productivity | 2 | 1 | 1 | 0 | 9 | |
| Labour Requirement | 2 | 2 | 1 | 0 | 1 | |
| Space Efficiency | 2 | 2 | 2 | 0 | 1 | |
| Cross Compatibility | 1 | 1 | 1 | 0 | 9 | |
| Health and Safety | 2 | 2 | 1 | 0 | 7 | |
| Sum Score | 7 | 6 | 5 | 0 | ||
| Weighted Score | 4.3 | 3.4 | 2.7 | 0 | ||
| System | Weinmann WEM 100 | Weinmann WEM 250 | Randek Framing Station | MBA Automatic Timber Frame Assembly Station | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|---|
| Criteria | |||||||
| Investment Cost | −2 | −2 | −2 | −2 | −1 | 3 | |
| Productivity | 1 | 2 | 2 | 2 | 0 | 5 | |
| Labour Requirement | 2 | 2 | 2 | 2 | 1 | 4 | |
| Space Efficiency | −1 | −1 | −1 | −1 | 0 | 1 | |
| Cross Compatibility | 1 | 2 | 2 | 2 | 2 | 9 | |
| Health and Safety | 2 | 2 | 2 | 2 | 0 | 7 | |
| Sum Score | 3 | 5 | 5 | 5 | 2 | ||
| Weighted Score | 2.9 | 4.3 | 4.3 | 4.3 | 1.9 | ||
| System | Weinmann Blow TEC System | Val-U-Therm Foam Injection | Randek Insulation System | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|
| Criteria | ||||||
| Investment Cost | −2 | −1 | −2 | 0 | 6 | |
| Productivity | 2 | 1 | 2 | 0 | 7 | |
| Labour Requirement | 1 | 0 | 2 | 0 | 2 | |
| Space Efficiency | −1 | 0 | 1 | 0 | 1 | |
| Cross Compatibility | 1 | −1 | −2 | 2 | 9 | |
| Health and Safety | 2 | 1 | 2 | 0 | 7 | |
| Sum Score | 3 | 0 | 3 | 2 | ||
| Weighted Score | 2.2 | −0.4 | −0.1 | 1.8 | ||
| System | Soukup Window Assembling Production Line | MBA Window Assembly Table | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|
| Criteria | |||||
| Investment Cost | −1 | −1 | −1 | 3 | |
| Productivity | 2 | 1 | 1 | 5 | |
| Labour Requirement | 1 | 1 | 0 | 4 | |
| Space Efficiency | −1 | −1 | −1 | 1 | |
| Cross Compatibility | 1 | 2 | 2 | 9 | |
| Health and Safety | 1 | 1 | 1 | 7 | |
| Sum Score | 3 | 3 | 2 | ||
| Weighted Score | 2.6 | 3 | 2.6 | ||
| System | Randek-Membrane Cutting Station | Current System | Weighting (out of 10) | |
|---|---|---|---|---|
| Criteria | ||||
| Investment Cost | −2 | 0 | 3 | |
| Productivity | 2 | 0 | 5 | |
| Labour Requirement | 1 | 0 | 4 | |
| Space Efficiency | 0 | 0 | 1 | |
| Cross Compatibility | 1 | 0 | 9 | |
| Health and Safety | 1 | 0 | 7 | |
| Sum Score | 2 | 0 | ||
| Weighted Score | 1.9 | 0 | ||
| System | Offsite Manual Installation | HOLZMA HPP 300 MultiTec | Randek Cladding Nailing Bridge (NBC3000) | Use of Multifunctional Bridge | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|---|
| Criteria | |||||||
| Investment Cost | 0 | −2 | −2 | 0 | 0 | 2 | |
| Productivity | 0 | 2 | 1 | 1 | 1 | 9 | |
| Labour Requirement | 1 | 2 | 2 | 2 | 1 | 4 | |
| Space Efficiency | −2 | −2 | −2 | −1 | −2 | 1 | |
| Cross Compatibility | 0 | 1 | 1 | 1 | 0 | 9 | |
| Health and Safety | 1 | 2 | 1 | 1 | 1 | 7 | |
| Sum Score | 0 | 3 | 1 | 4 | 1 | ||
| Weighted Score | 0.9 | 4.3 | 2.7 | 3.2 | 1.8 | ||
| Raw Materials | Finished Panels | |||||||
|---|---|---|---|---|---|---|---|---|
| System | HOMAG TLF | Hundegger Pick & Feed | Current System | Weinmann WLV/ WLW | Randek Wall Stacker | Current System | Weighting (out of 10) | |
| Criteria | ||||||||
| Investment Cost | −2 | −2 | −1 | −2 | −2 | −2 | 3 | |
| Productivity | 2 | 2 | 1 | 2 | 1 | 2 | 5 | |
| Labour Requirement | 2 | 2 | 1 | 1 | 1 | 1 | 4 | |
| Space Efficiency | 2 | 2 | 1 | −1 | 1 | 1 | 1 | |
| Cross Compatibility | 2 | 2 | 2 | 2 | 2 | 2 | 9 | |
| Health and Safety | 1 | 1 | 0 | 1 | 1 | 1 | 7 | |
| Sum Score | 7 | 7 | 5 | 3 | 4 | 5 | ||
| Weighted Score | 3.9 | 3.9 | 2.5 | 3.2 | 2.9 | 3.4 | ||
| System | Randek | Weinmann | Modular Building Automation | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|
| Criteria | ||||||
| Investment Cost | −2 | −2 | −1 | −2 | 3 | |
| Productivity | 2 | 2 | 1 | 2 | 5 | |
| Labour Requirement | 2 | 2 | 1 | 2 | 4 | |
| Space Efficiency | −1 | −1 | −1 | −1 | 1 | |
| Cross Compatibility | 2 | 2 | 1 | 2 | 9 | |
| Health and Safety | 2 | 2 | 1 | 2 | 7 | |
| Sum Score | 5 | 5 | 2 | 5 | ||
| Weighted Score | 4.3 | 4.3 | 2.1 | 4.3 | ||
| System | Randek Butterfly Table BS40 | VacuStand VS-180E | Turning by a Crane | Current System | Weighting (out of 10) | |
|---|---|---|---|---|---|---|
| Criteria | ||||||
| Investment Cost | −1 | −1 | −1 | - | - | |
| Productivity | 2 | 1 | 1 | - | - | |
| Labour Requirement | 2 | 1 | 1 | - | - | |
| Space Efficiency | −1 | −1 | −1 | - | - | |
| Cross Compatibility | 2 | 1 | 1 | - | - | |
| Health and Safety | 2 | 2 | 2 | - | - | |
| Sum Score | 6 | 3 | 3 | - | ||
| Process | Weighted Score: Case Study | Selected Ideal Automated Option | Weighted Score: Automated Option |
|---|---|---|---|
| Cutting and sawing | 4.1 | Hundegger Speed Panel machine SPM-2 | 4.1 |
| Multifunctional bridge | 0 | Weinmann WMS series | 4.3 |
| Framing and Stud Fitting | 1.9 | Automatic framing station | 4.3 |
| Insulation | 1.8 | Weinmann blow TEC system | 2.2 |
| Building wrap | 0 | Randek - membrane cutting station | 1.1 |
| Façade installation | 1.8 | HOLZMA-HPP 300 multiTec | 4.5 |
| Window Assembly | 2.6 | MBA Window Assembly Table | 3 |
| Storage/handling system | 2.5 | Raw material: Hundegger | 3.9 |
| 3.4 | Finished panels: current system | 3.4 | |
| Buffer Table | 4.3 | Randek Buffer Table | 4.3 |
| Turning Station | N/A | N/A | N/A |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orlowski, K. Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication. Buildings 2019, 9, 125. https://doi.org/10.3390/buildings9050125
Orlowski K. Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication. Buildings. 2019; 9(5):125. https://doi.org/10.3390/buildings9050125
Chicago/Turabian StyleOrlowski, Kristopher. 2019. "Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication" Buildings 9, no. 5: 125. https://doi.org/10.3390/buildings9050125
APA StyleOrlowski, K. (2019). Assessment of Manufacturing Processes for Automated Timber-Based Panelised Prefabrication. Buildings, 9(5), 125. https://doi.org/10.3390/buildings9050125