


MSW Incineration Bottom Ash-Based Alkali-Activated Binders as an Eco-Efficient Alternative for Urban Furniture and Paving: Closing the Loop Towards Sustainable Construction Solutions

 , , , and
, , , and 
Abstract
1. Introduction
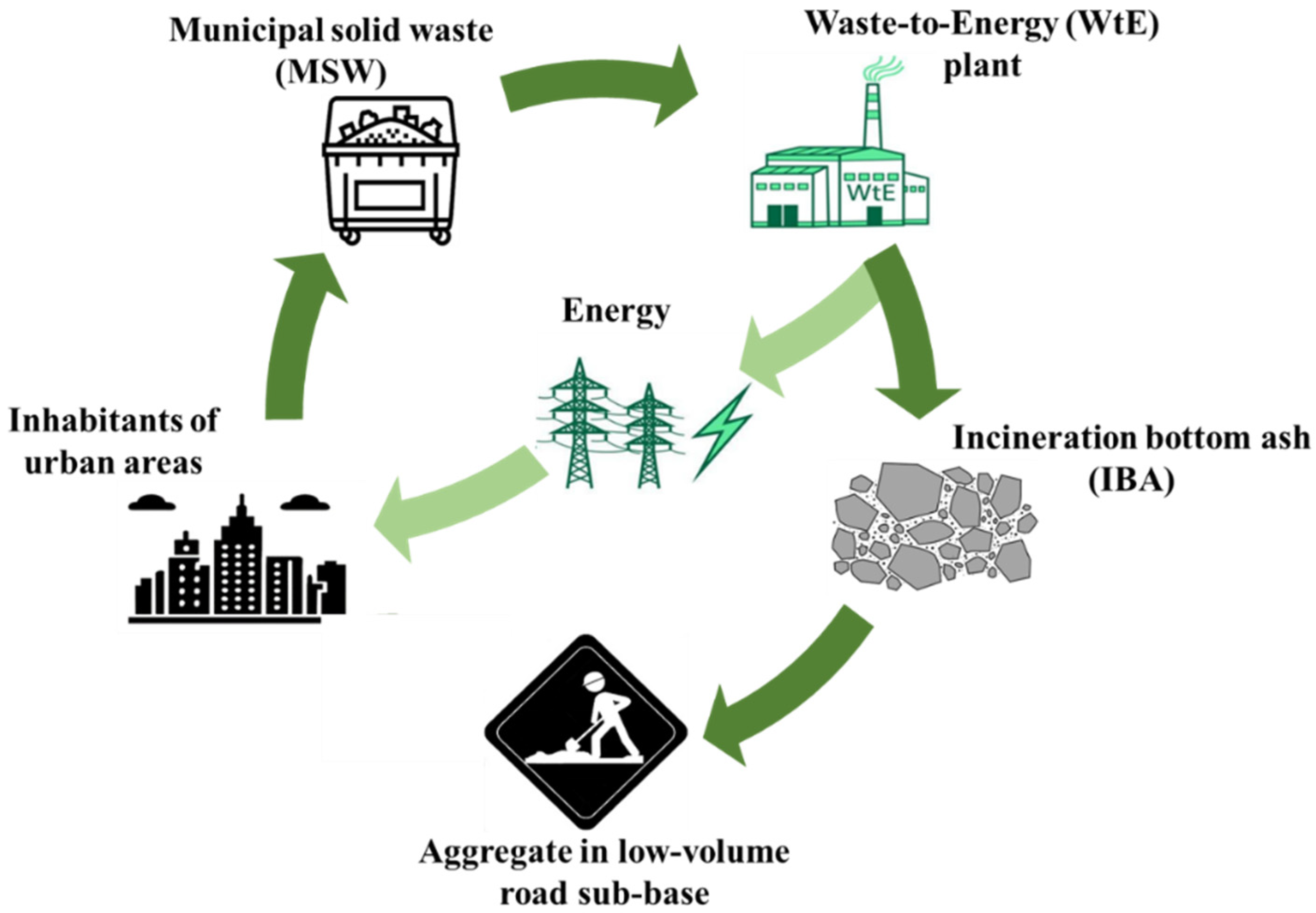
2. Waste-to-Energy: A Key Process for Municipal Solid Waste Treatment
3. Incineration Bottom Ash as a Secondary Raw Material
4. Incineration Bottom Ash as an Alkali-Activated Binder Precursor
4.1. Incineration Bottom Ash as a Partial Precursor
4.2. Incineration Bottom Ash as a Sole Precursor

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Study | Raw Materials Parameters | Curing Conditions | Mechanical Characterization | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Author/s | Year | Type | Co-Precursors | Alkaline Activator/s | Fraction of IBA Used (mm) | L/S Ratio | IBA Content (%) | Powder Size of IBA (µm) | T (°C) | RH (%) | Time (d) | Comp. Strength (σc; MPa) |
| Polettini et al. [45] | 2004 | P | IBA/PC | WG/NaOH/Na2SO4/CaCl22H2O | EF | 0.4 | 10–80 | <150 | 20/40 | 90 | 1,7, 28,56 90 | 6–43 |
| Onori et al. [46] | 2011 | P | IBA/MK | WG/NaOH | EF | 0.3 | 20–80 | <425 | 75 | room | 7 | 0.1–7 |
| Krausova et al. [47] | 2012 | P | IBA/IFA/WG | WG/NaOH | EF | 1.2 | 15–20 | n.r. | 700 | 30 | 7 | n.r. |
| Lancellotti et al. [48] | 2013 | P | IBA/MK | WG/NaOH | 0.2–1 | 0.5–0.7 | 50–80 | 75 | room | room | 15, 30 | n.r. |
| Lancellotti et al. [49] | 2014 | P | IBA/MK/LS | WG/NaOH | EF | 0.5–0.8 | 70 | 75 | room | 70 | 30 | n.r. |
| Song et al. [50] | 2015 | P | IBA/FA/PC | Water/Ca(OH)2 | EF | 0.7 | 5–30 | 23 | 185 | n.r. | 7 | 3–9 |
| Garcia-Lodeiro et al. [51] | 2016 | M | IBA/IFA/PC | Water/Ca(OH)2 | EF | 0.5 | 33 | 45 | room | 99 | 2,28 | 5–30 |
| Wongsa et al. [52] | 2017 | M | IBA/FA/PC | WG/NaOH | EF | 0.7 | 0–100 | 45 | 60 | 50 | 7.28 | 10–53 |
| Zhu et al. [53] | 2018 | P | IBA/MK | WG/NaOH | EF | 1.0–1.2 | 15–30 | <150 | 28 | 80 | 3 | 5–11 |
| Huang et al. [54] | 2018 | C | IBA/GBFS/SL/PC | WG/NaOH | EF | 0.6 | 27–60 | 45 | 20 | 95 | 14, 28, 60 | n.r. |
| Huang et al. [55] | 2018 | C | IBA/GBFS/SL | WG/NaOH | EF | 0.6 | 50 | 45 | 20 | 95 | 14, 28, 60 | 18–50 |
| Xuan et al. [56] | 2019 | C | IBA/WG | NaOH | 0–2.36 | 0.4–0.8 | 0–100 | 20 | 80 | 95 | 1, 7, 28 | 1–21 |
| Huang et al. [57] | 2019 | M | IBA/GBFS/PC | WG/NaOH | EF | 0.6 | 12–60 | 45 | 20 | 95 | 3, 28, 60 | 13–56 |
| Huang et al. [58] | 2019 | M | IBA/GBFS | WG/NaOH | EF | 0.5–0.6 | 60 | 45 | 20 | 95 | 3, 28, 60 | 15–52 |
| Ji and Pei. [59] | 2019 | P | IBA/DWTR | WG/NaOH | EF | 0.7 | 60–100 | 75 | 80 | room | 7, 14, 28 | 1–24 |
| Biswal et al. [60] | 2020 | P | IBA/MK | WG/NaOH | EF | 0.6 | 20 | <300 | room | room | 28 | n.r. |
| Cristelo et al. [61] | 2020 | P | IBA/IFA/PC | WG/NaOH | EF | 0.4–0.5 | 70–100 | 63 | 30 | 25 | 7 | 1–12 |
| Manzi et al. [62] | 2020 | P | IBA/MK | WG/NaOH | EF | 0.3–0.4 | 25–50 | <100 | 25 | 98 | 28 | 28–32 |
| Huang et al. [38] | 2020 | M | IBA/GBFS/SL | WG/NaOH | EF | 0.6 | 60–100 | n.r. | 20 | 95 | 3, 28, 60 | 2–60 |
| Huang et al. [63] | 2020 | M | IBA/GBFS | WG/NaOH | EF | 0.5–0.7 | 60 | n.r. | 20 | 95 | 3, 28, 60 | 5–50 |
| Maldonado-Alameda et al. [64] | 2021 | P | IBA/PV | WG/NaOH | >8 | 0.6 | 90–98 | <80 | 25 | 95 | 28 | 12–26 |
| Jin et al. [65] | 2021 | M | IBA/GBFS | WG/NaOH | EF | 0.5 | 60 | 49 | room | 95 | 3, 28, 60 | 1–30 |
| Vaičiukynienė et al. [66] | 2021 | P | IBA/PG | NaOH | EF | 0.3 | 80–100 | 39 | 60 | n.r. | 28 | 2.-4 |
| Maldonado-Alameda et al. [42] | 2022 | P | IBA/MK | WG/NaOH | >8 | 0.6–1.0 | 25–100 | <80 | 25 | 50 | 3, 28, 60 | 1–62 |
| Avila et al. [67] | 2022 | M | IBA/IFA | WG/NaOH | EF | 0.4 | 0–100 | <120 | 80 | n.r. | 7, 28, 91, 182 | 5–61 |
| Irshidat et al. [68] | 2022 | M | IBA/FA | WG/NaOH | EF | 0.6 | 5–20 | 100–1000 | 80 | n.r. | 28 | 26–40 |
| Liu et al. [69] | 2022 | P | IBA/FA/LC2 | WG/NaOH | 4-8 | 0.4 | 68–100 | <100 | room | 90 | 3, 7, 14, 28 | 2–17 |
| Suescum-Morales et al. [70] | 2022 | M | IBA/FA | WG/NaOH | EF | 0.4 | 15–30 | <100 | 70 | 60 | 7, 17, 28 | 27–46 |
| Feng et al. [71] | 2023 | P | IBA/IFA/CG | WG/NaOH | EF | 0.5 | 20–40 | <75 | n.r. | n.r. | 3, 7, 14, 28 | 0.5–4 |
| Feng et al. [72] | 2023 | P | IBA/GBFS | WG/NaOH | EF | 0.5 | 30 | <75 | 20 | 98 | 3, 7, 14, 28 | 0.1–27 |
| Liu et al. [73] | 2023 | P | IBA/IFA | WG/NaOH | <15 | 0.5 | 25–75 | n.r. | 25 | 90 | 3, 7, 28, 56 | 1–9 |
| Wang et al. [74] | 2023 | P | IBA/GBFS | WG/NaOH | EF | 0.5 | 25–100 | <200 | 25 | 90 | 3, 7, 28 | 1–16 |
| Zhang et al. [75] | 2023 | P | IBA/GBFS | WG/NaOH | EF | 0.4 | 3–12 | <50 | 25 | 95 | 28 | 60 |
| Deng et al. [76] | 2024 | P | IBA/GBFS | WG/NaOH | EF | 0.5 | 6–39 | <200 | room | room | 3, 28 | 10–70 |
| Feng et al. [77] | 2024 | P | IBA/CG | WG/NaOH | <15 | 0.5–0.7 | 10–40 | <75 | n.r. | n.r. | 3, 7, 14, 28 | 1–17 |
| Jian et al. [78] | 2024 | P | IBA/GBFS | WG/NaOH | EF | 0.4–0.5 | 30–60 | <125 | 20 | 95 | 7, 28 | 6–42 |
| Liu et al. [79] | 2024 | M | IBA/GBFS | WG/NaOH | EF | 0.5 | 5–25 | <75 | n.r. | n.r. | 7, 28, 56 | 2–40 |
| Wang et al. [80] | 2024 | M | IBA/GBFS | WG/NaOH | EF/0–2 | 0.4 | 60 | <75 | room | room | 28 | 44–54 |
| Xie et al. [81] | 2024 | P | IBA/GBFS | WG/NaOH/Ca(OH)2 | 2–4/4–8/8–16 | 0.4 | 70 | <100 | 20 | 90 | 3, 7, 14, 28 | 22–36 |
| Yang et al. [82] | 2024 | P | IBA/VT | WG/NaOH | EF | n.r. | 5–100 | <100 | 60 | n.r. | 3, 7, 14, 28 | 5–27 |
| Study | Raw Materials Parameters | Curing Conditions | Mechanical Characterization | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Author/s | Year | Type | Co-Precursors | Alkaline Activator/s | Fraction of IBA Used (mm) | L/S Ratio | Powder Size of IBA (µm) | T (°C) | RH (%) | Time (d) | Comp. Strength (σc; MPa) |
| Qiao et al. [40] | 2008 | P | IBA | Ca(OH)2 | 0–14 | 0.5 | <200 | 20 | 98 | 3, 7, 28 | 0.5–3 |
| Qiao et al. [41] | 2008 | P | IBA | Ca(OH)2 | 0–14 | 0.5 | <200 | 20 | 98 | 7, 28 | 0.5–15 |
| Yamaguchi et al. [83] | 2013 | P | IBA | WG/NaOH | EF | 0.4 | 63 | 80 | 100 | 2 | n.r. |
| Chen et al. [84] | 2016 | P | IBA | WG/NaOH | EF | 0.6–1.1 | 20 | 75 | n.r. | 3 | 1.0–2.8 |
| Zhu et al. [85] | 2016 | P | IBA | WG/NaOH | EF | 1.0 | <150 | 75 | n.r. | 3 | 2.8 |
| Giro-Paloma et al. [86] | 2017 | P | IBA | WG/NaOH | 0–2 | 1.3–1.4 | 80 | 23 | 50 | 7, 30, 90 | n.r. |
| Zhu et al. [87] | 2018 | P | IBA | WG/NaOH | EF | 1.0 | <150 | 75 | n.r. | 3 | 2.8 |
| Zhu et al. [35] | 2019 | P | IBA | WG/NaOH | EF | 1.0 | <150 | 75 | n.r. | 3 | n.r. |
| Chen et al. [88] | 2020 | P | IBA | WG/NaOH | 4–11 | 0.5 | 63 | 40 | n.r. | 7,28 | 8 |
| Maldonado-Alameda et al. [89] | 2020 | P | IBA | WG/NaOH | EF | 1.0 | <80 | 25 | 95 | 28 | 4–7 |
| Casanova et al. [90] | 2021 | M | IBA | NaOH | EF | 0.7 | 100 | n.r. | 70/90 | 7, 28, 56, 91, 121 | 2–28 |
| Carvalho et al. [91] | 2021 | M | IBA | WG/NaOH | EF | 0.65 | <45 | 70–90 | n.r. | 7, 28, 56, 90, 120 | 0.7–6.5 |
| Maldonado-Alameda et al. [44] | 2022 | P | IBA | WG/NaOH | >8 | 0.8 | <80 | 25 | 95 | 28 | 19–23 |
| Maldonado-Alameda et al. [92] | 2023 | P | IBA | WG/NaOH | EF | 0.8–1.2 | <80 | 70 | n.r. | 28 | 6–11 |
4.3. Environmental and Toxicological Performance
5. Urban Furniture and Paving: Advancing a Circular Economy Framework
6. Contribution to the Reduction in the Impacts on the Urban Environment
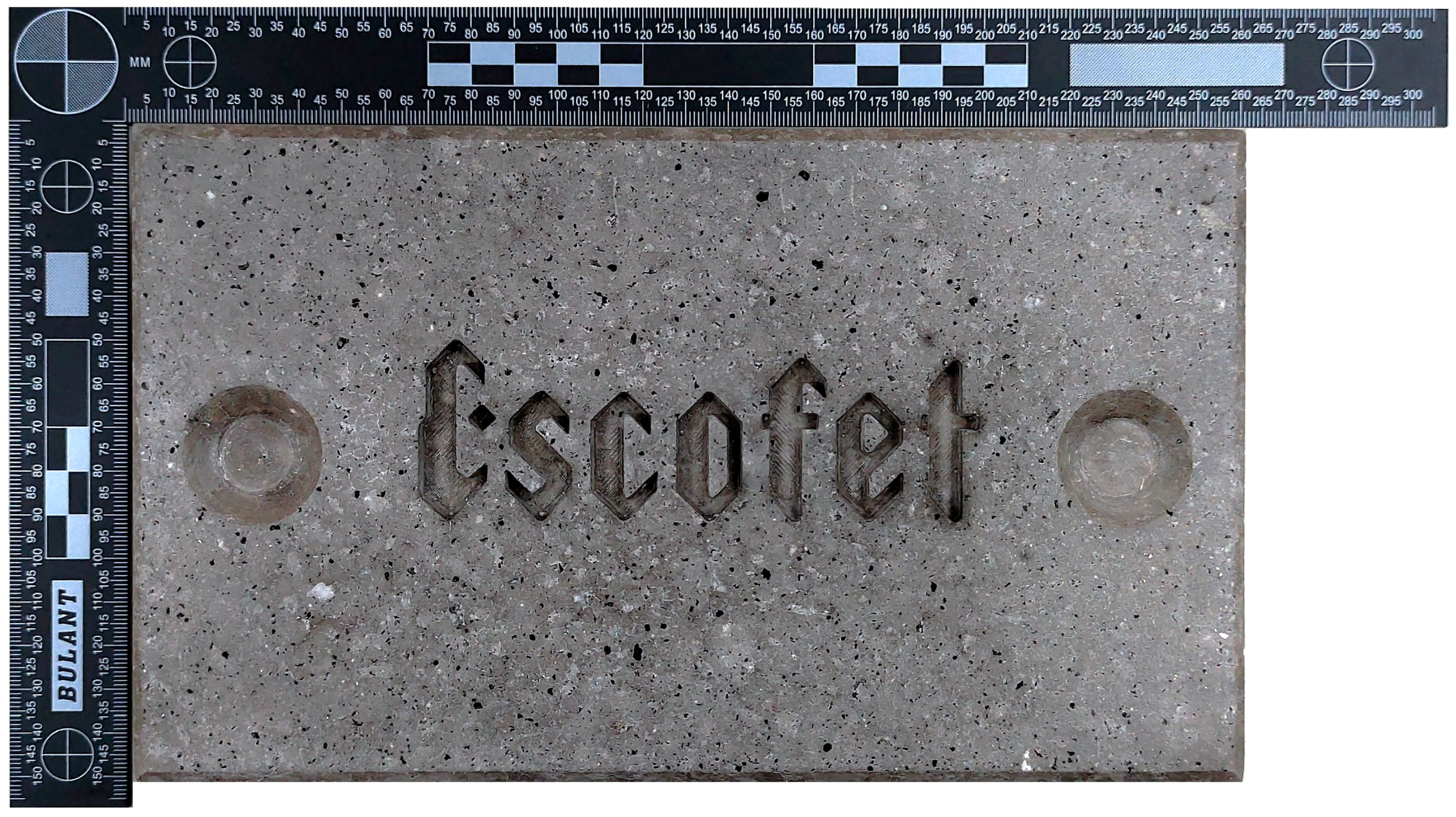
7. Proof of Concept
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AABs | Alkali-activated binders |
| APCr | Air pollution control residues |
| CG | Coal gangue |
| DWTR | Drinking water treatment residue |
| EF | Entire fraction |
| GBFS | Ground granulated blast furnace slag |
| IBA | Incineration bottom ash |
| IBA | Incinerator bottom ash |
| IFA | Fly ash from waste-to-energy plants |
| LC2 | Limestone and calcined clay |
| LS | Ladle slag |
| MK | Metakaolin |
| MSW | Municipal solid waste |
| MSWI | Municipal solid waste incineration |
| PC | Portland cement |
| PG | Phosphogypsum |
| PV | Aluminum recycling waste |
| RH | Relative humidity |
| SL | Slaked lime |
| WG | Waste glass |
| WtE | Waste-to-energy |
References
- Oxford Economics. Future of Construction a Global Forecast for Construction to 2030; Oxford Economics: London, UK, 2021. [Google Scholar]
- San-José Lombera, J.-T.; Garrucho Aprea, I. A System Approach to the Environmental Analysis of Industrial Buildings. Build. Environ. 2010, 45, 673–683. [Google Scholar] [CrossRef]
- Reilly, J.F. Mineral Commodity Summaries 2020; U.S. Geological Survey: Reston, VA, USA, 2020.
- Ali, M.B.; Saidur, R.; Hossain, M.S. A Review on Emission Analysis in Cement Industries. Renew. Sustain. Energy Rev. 2011, 15, 2252–2261. [Google Scholar] [CrossRef]
- The European Cement Association CEMBUREAU. CEMBUREAU Key Facts & Figures; The European Cement Association CEMBUREAU: Brussels, Belgium, 2023. [Google Scholar]
- Lympeti, A.; Karampinis, M. 100% Renewable Energies for Energy Intensive Industries. EEIs Sector Status in Europe; WIP Renewable Energies: Munich, Germany, 2022. [Google Scholar]
- Grabiec, A.M.; Łacka, A.; Wiza, W. Material, Functional, and Aesthetic Solutions for Urban Furniture in Public Spaces. Sustainability 2022, 14, 16211. [Google Scholar] [CrossRef]
- Sánchez-Roldán, Z.; Martín-Morales, M.; Valverde-Espinosa, I.; Zamorano, M. Technical Feasibility of Using Recycled Aggregates to Produce Eco-Friendly Urban Furniture. Constr. Build. Mater. 2020, 250, 118890. [Google Scholar] [CrossRef]
- Provis, J.L. Geopolymers and Other Alkali Activated Materials: Why, How, and What? Mater. Struct. 2014, 47, 11–25. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Alkali Activated Materials: State-of-the-Art Report, RILEM TC 224-AAM; RILEM State-of-the-Art Reports; Springer: Dutch, The Netherlands, 2013; ISBN 9789400776722. [Google Scholar]
- Song, Q.; Li, J.; Zeng, X. Minimizing the Increasing Solid Waste through Zero Waste Strategy. J. Clean. Prod. 2015, 104, 199–210. [Google Scholar] [CrossRef]
- Eurostat–European Statistical Office Waste Statistics. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Waste_statistics (accessed on 4 February 2025).
- Bandarra, B.S.; Pereira, J.L.; Martins, R.C.; Maldonado-Alameda, A.; Chimenos, J.M.; Quina, M.J. Opportunities and Barriers for Valorizing Waste Incineration Bottom Ash: Iberian Countries as a Case Study. Appl. Sci. 2021, 11, 9690. [Google Scholar] [CrossRef]
- Dri, M.; Canfora, P.; Antonopoulos, I.S.; Gaudillat, P. Best Environmental Management Practice for the Waste Management Sector; Publications Office of the European Union: Luxembourg, 2018. [Google Scholar]
- European Commission. Report from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Off. J. Eur. Union 2017, COM(2017), 1–14.
- European Parliament—European Union. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives; Publications Office of the European Union: Luxembourg, 2008; Available online: https://eur-lex.europa.eu/legal-content/ES/TXT/?uri=celex%3A32008L0098 (accessed on 5 April 2025).
- Cheng, H.; Hu, Y. Municipal Solid Waste (MSW) as a Renewable Source of Energy: Current and Future Practices in China. Bioresour. Technol. 2010, 101, 3816–3824. [Google Scholar] [CrossRef]
- European Commission. Directive of the European Parlament and of the Council-Amending Directive 2008/98/EC on Waste 2015; Publications Office of the European Union: Luxembourg, 2015; pp. 1–5. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex:52015PC0595 (accessed on 5 April 2025).
- CEWEP—Confederation of European Waste-to-energy Plants Waste-to-Energy Plants in Europe in 2020. Available online: https://www.cewep.eu/waste-to-energy-plants-in-europe-in-2020/ (accessed on 4 February 2025).
- IEA Bioenergy. Municipal Solid Waste and Its Role in Sustainability; IEA Bioenergy: Rotorua, New Zealand, 2003; Available online: https://www.ieabioenergy.com/wp-content/uploads/2013/10/40_IEAPositionPaperMSW.pdf (accessed on 5 April 2025).
- Tian, Y.; Dai, S.; Wang, J. Environmental Standards and Beneficial Uses of Waste-to-Energy (WTE) Residues in Civil Engineering Applications. Waste Dispos. Sustain. Energy 2023, 5, 323–350. [Google Scholar] [CrossRef]
- Blasenbauer, D.; Huber, F.; Lederer, J.; Quina, M.J.; Blanc-Biscarat, D.; Bogush, A.; Bontempi, E.; Blondeau, J.; Chimenos, J.M.; Dahlbo, H.; et al. Legal Situation and Current Practice of Waste Incineration Bottom Ash Utilisation in Europe. Waste Manag. 2020, 102, 868–883. [Google Scholar] [CrossRef]
- del Valle-Zermeño, R.; Gómez-Manrique, J.; Giro-Paloma, J.; Formosa, J.; Chimenos, J.M. Material Characterization of the MSWI Bottom Ash as a Function of Particle Size. Effects of Glass Recycling over Time. Sci. Total Environ. 2017, 581–582, 897–905. [Google Scholar] [CrossRef] [PubMed]
- Kurda, R.; Silva, R.V.; de Brito, J. Incorporation of Alkali-Activated Municipal Solid Waste Incinerator Bottom Ash in Mortar and Concrete: A Critical Review. Materials 2020, 13, 3428. [Google Scholar] [CrossRef]
- Cioffi, R.; Colangelo, F.; Montagnaro, F.; Santoro, L. Manufacture of Artificial Aggregate Using MSWI Bottom Ash. Waste Manag. 2011, 31, 281–288. [Google Scholar] [CrossRef] [PubMed]
- Hjelmar, O.; Holm, J.; Crillesen, K. Utilisation of MSWI Bottom Ash as Sub-Base in Road Construction: First Results from a Large-Scale Test Site. J. Hazard. Mater. 2007, 139, 471–480. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Wang, L.; Wu, T.; Liu, W.; Tang, Q. Mechanical Properties and Heavy Metal Leaching Behaviors of Municipal Solid Waste Incineration Bottom Ash as Road Embankment Fillings. J. Clean. Prod. 2023, 394, 136355. [Google Scholar] [CrossRef]
- Pecqueur, G.; Crignon, C.; Quénée, B. Behaviour of Cement-Treated MSWI Bottom Ash. Waste Manag. 2001, 21, 229–233. [Google Scholar] [CrossRef]
- Toraldo, E.; Saponaro, S.; Careghini, A.; Mariani, E. Use of Stabilized Bottom Ash for Bound Layers of Road Pavements. J. Environ. Manag. 2013, 121, 117–123. [Google Scholar] [CrossRef]
- Ginés, O.; Chimenos, J.M.; Vizcarro, A.; Formosa, J.; Rosell, J.R. Combined Use of MSWI Bottom Ash and Fly Ash as Aggregate in Concrete Formulation: Environmental and Mechanical Considerations. J. Hazard. Mater. 2009, 169, 643–650. [Google Scholar] [CrossRef]
- Cheeseman, C.R.; Monteiro da Rocha, S.; Sollars, C.; Bethanis, S.; Boccaccini, A.R. Ceramic Processing of Incinerator Bottom Ash. Waste Manag. 2003, 23, 907–916. [Google Scholar] [CrossRef]
- Andreola, F.; Barbieri, L.; Hreglich, S.; Lancellotti, I.; Morselli, L.; Passarini, F.; Vassura, I. Reuse of Incinerator Bottom and Fly Ashes to Obtain Glassy Materials. J. Hazard. Mater. 2008, 153, 1270–1274. [Google Scholar] [CrossRef] [PubMed]
- Andreola, F.; Barbieri, L.; Lancelloti, I.; Pozzi, P. Recycling Industrial Waste in Brick Manufacture. Part 1. Mater. Constr. 2005, 55, 5–16. [Google Scholar] [CrossRef]
- Barbieri, L.; Corradi, A.; Lancellotti, I.; Manfredini, T. Use of Municipal Incinerator Bottom Ash as Sintering Promoter in Industrial Ceramics. Waste Manag. 2002, 22, 859–863. [Google Scholar] [CrossRef]
- Zhu, W.; Chen, X.; Struble, L.J.; Yang, E.H. Quantitative Characterization of Aluminosilicate Gels in Alkali-Activated Incineration Bottom Ash through Sequential Chemical Extractions and Deconvoluted Nuclear Magnetic Resonance Spectra. Cem. Concr. Compos. 2019, 99, 175–180. [Google Scholar] [CrossRef]
- Šyc, M.; Simon, F.G.; Hykš, J.; Braga, R.; Biganzoli, L.; Costa, G.; Funari, V.; Grosso, M. Metal Recovery from Incineration Bottom Ash: State-of-the-Art and Recent Developments. J. Hazard. Mater. 2020, 393, 122433. [Google Scholar] [CrossRef]
- Mañosa, J.; Calderón, A.; Salgado-Pizarro, R.; Maldonado-Alameda, A.; Chimenos, J.M. Research Evolution of Limestone Calcined Clay Cement (LC3), a Promising Low-Carbon Binder—A Comprehensive Overview. Heliyon 2024, 10, 25117. [Google Scholar] [CrossRef]
- Huang, G.; Yang, K.; Chen, L.; Lu, Z.; Sun, Y.; Zhang, X.; Feng, Y.; Ji, Y.; Xu, Z. Use of Pretreatment to Prevent Expansion and Foaming in High-Performance MSWI Bottom Ash Alkali-Activated Mortars. Constr. Build. Mater. 2020, 245, 118471. [Google Scholar] [CrossRef]
- Tortora, P.C.D.; Maldonado-Alameda, A.; Mañosa, J.; Quintero-Payan, A.C.; Leonelli, C.; Lancellotti, I.; Chimenos, J.M. Effect of Temperature and Humidity on the Synthesis of Alkali-Activated Binders Based on Bottom Ash from Municipal Waste Incineration. Sustainability 2022, 14, 1848. [Google Scholar] [CrossRef]
- Qiao, X.C.; Tyrer, M.; Poon, C.S.; Cheeseman, C.R. Characterization of Alkali-Activated Thermally Treated Incinerator Bottom Ash. Waste Manag. 2008, 28, 1955–1962. [Google Scholar] [CrossRef]
- Qiao, X.C.; Tyrer, M.; Poon, C.S.; Cheeseman, C.R. Novel Cementitious Materials Produced from Incinerator Bottom Ash. Resour. Conserv. Recycl. 2008, 52, 496–510. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Giro-Paloma, J.; Andreola, F.; Barbieri, L.; Chimenos, J.M.; Lancellotti, I. Weathered Bottom Ash from Municipal Solid Waste Incineration: Alkaline Activation for Sustainable Binders. Constr. Build. Mater. 2022, 327, 126983. [Google Scholar] [CrossRef]
- Chimenos, J.M.; Segarra, M.; Fernández, M.A.; Espiell, F. Characterization of the Bottom Ash in Municipal Solid Waste Incinerator. J. Hazard. Mater. 1999, 64, 211–222. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Giro-Paloma, J.; Mañosa, J.; Formosa, J.; Chimenos, J.M. Alkali-Activated Binders Based on the Coarse Fraction of Municipal Solid Waste Incineration Bottom Ash. Bol. Soc. Esp. Ceram. Vidr. 2022, 61, 313–324. [Google Scholar] [CrossRef]
- Polettini, A.; Pomi, R.; Carcani, G. The Effect of Na and Ca Salts on MSWI Bottom Ash Activation for Reuse as a Pozzolanic Admixture. Resour. Conserv. Recycl. 2005, 43, 403–418. [Google Scholar] [CrossRef]
- Onori, R.; Will, J.; Hoppe, A.; Polettini, A.; Pomi, R.; Boccaccini, A.R. Bottom Ash-Based Geopolymer Materials: Mechanical and Environmental Properties. Ceram. Eng. Sci. Proc. 2011, 32, 71–82. [Google Scholar] [CrossRef]
- Krausova, K.; Cheng, T.W.; Gautron, L.; Dai, Y.S.; Borenstajn, S. Heat Treatment on Fly and Bottom Ash Based Geopolymers: Effect on the Immobilization of Lead and Cadmium. Int. J. Environ. Sci. Dev. 2012, 3, 350–353. [Google Scholar] [CrossRef]
- Lancellotti, I.; Ponzoni, C.; Barbieri, L.; Leonelli, C. Alkali Activation Processes for Incinerator Residues Management. Waste Manag. 2013, 33, 1740–1749. [Google Scholar] [CrossRef] [PubMed]
- Lancellotti, I.; Ponzoni, C.; Bignozzi, M.C.; Barbieri, L.; Leonelli, C. Incinerator Bottom Ash and Ladle Slag for Geopolymers Preparation. Waste Biomass Valorization 2014, 5, 393–401. [Google Scholar] [CrossRef]
- Song, Y.; Li, B.; Yang, E.H.; Liu, Y.; Ding, T. Feasibility Study on Utilization of Municipal Solid Waste Incineration Bottom Ash as Aerating Agent for the Production of Autoclaved Aerated Concrete. Cem. Concr. Compos. 2015, 56, 51–58. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Carcelen-Taboada, V.; Fernández-Jiménez, A.; Palomo, A. Manufacture of Hybrid Cements with Fly Ash and Bottom Ash from a Municipal Solid Waste Incinerator. Constr. Build. Mater. 2016, 105, 218–226. [Google Scholar] [CrossRef]
- Wongsa, A.; Boonserm, K.; Waisurasingha, C.; Sata, V.; Chindaprasirt, P. Use of Municipal Solid Waste Incinerator (MSWI) Bottom Ash in High Calcium Fly Ash Geopolymer Matrix. J. Clean. Prod. 2017, 148, 49–59. [Google Scholar] [CrossRef]
- Zhu, W.; Hong, X.; Liu, Y.; Yang, E. Lightweight Aerated Metakaolin-Based Geopolymer Incorporating Municipal Solid Waste Incineration Bottom Ash as Gas-Forming Agent. J. Clean. Prod. 2018, 177, 775–781. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Li, J.; Hou, Z.; Jin, C. Use of Slaked Lime and Portland Cement to Improve the Resistance of MSWI Bottom Ash-GBFS Geopolymer Concrete against Carbonation. Constr. Build. Mater. 2018, 166, 290–300. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Zhang, L.; Li, J.; Hou, Z. Advances in Understanding and Analyzing the Anti-Diffusion Behavior in Complete Carbonation Zone of MSWI Bottom Ash-Based Alkali-Activated Concrete. Constr. Build. Mater. 2018, 186, 1072–1081. [Google Scholar] [CrossRef]
- Xuan, D.; Tang, P.; Poon, C.S. MSWIBA-Based Cellular Alkali-Activated Concrete Incorporating Waste Glass Powder. Cem. Concr. Compos. 2019, 95, 128–136. [Google Scholar] [CrossRef]
- Huang, G.; Yuan, L.; Ji, Y.; Liu, B.; Xu, Z. Cooperative Action and Compatibility between Portland Cement and MSWI Bottom Ash Alkali-Activated Double Gel System Materials. Constr. Build. Mater. 2019, 209, 445–453. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Li, J.; Zhang, L.; Liu, X.; Liu, B. Effect of Activated Silica on Polymerization Mechanism and Strength Development of MSWI Bottom Ash Alkali-Activated Mortars. Constr. Build. Mater. 2019, 201, 90–99. [Google Scholar] [CrossRef]
- Ji, Z.; Pei, Y. Geopolymers Produced from Drinking Water Treatment Residue and Bottom Ash for the Immobilization of Heavy Metals. Chemosphere 2019, 225, 579–587. [Google Scholar] [CrossRef]
- Biswal, B.K.; Zhu, W.; Yang, E.H. Investigation on Pseudomonas Aeruginosa PAO1-Driven Bioleaching Behavior of Heavy Metals in a Novel Geopolymer Synthesized from Municipal Solid Waste Incineration Bottom Ash. Constr. Build. Mater. 2020, 241, 118005. [Google Scholar] [CrossRef]
- Cristelo, N.; Segadães, L.; Coelho, J.; Chaves, B.; Sousa, N.R.; de Lurdes Lopes, M. Recycling Municipal Solid Waste Incineration Slag and Fly Ash as Precursors in Low-Range Alkaline Cements. Waste Manag. 2020, 104, 60–73. [Google Scholar] [CrossRef]
- Manzi, S.; Lancellotti, I.; Masi, G.; Saccani, A. Alkali-Activated Binders From Waste Incinerator Bottom Ashes and Metakaolin Reinforced by Recycled Carbon Fiber Composites. Front. Mater. 2020, 7, 583400. [Google Scholar] [CrossRef]
- Huang, G.; Yang, K.; Sun, Y.; Lu, Z.; Zhang, X.; Zuo, L.; Feng, Y.; Qian, R.; Qi, Y.; Ji, Y.; et al. Influence of NaOH Content on the Alkali Conversion Mechanism in MSWI Bottom Ash Alkali-Activated Mortars. Constr. Build. Mater. 2020, 248, 118582. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Mañosa, J.; Giro-Paloma, J.; Formosa, J.; Chimenos, J.M. Alkali-Activated Binders Using Bottom Ash from Waste-to-Energy Plants and Aluminium Recycling Waste. Appl. Sci. 2021, 11, 3840. [Google Scholar] [CrossRef]
- Jin, L.; Huang, G.; Li, Y.; Zhang, X.; Ji, Y.; Xu, Z. Positive Influence of Liquid Sodium Silicate on the Setting Time, Polymerization, and Strength Development Mechanism of Mswi Bottom Ash Alkali-Activated Mortars. Materials 2021, 14, 1927. [Google Scholar] [CrossRef] [PubMed]
- Vaičiukynienė, D.; Tamošaitis, G.; Kantautas, A.; Nizevičienė, D.; Pupeikis, D. Porous Alkali-Activated Materials Based on Municipal Solid Waste Incineration Ash with Addition of Phosphogypsum Powder. Constr. Build. Mater. 2021, 301, 123962. [Google Scholar] [CrossRef]
- Avila, Y.; Silva, R.V.; de Brito, J. Alkali-Activated Materials with Pre-Treated Municipal Solid Waste Incinerator Bottom Ash. Appl. Sci. 2022, 12, 3535. [Google Scholar] [CrossRef]
- Irshidat, M.R.; Al-Nuaimi, N.; Rabie, M. Sustainable Alkali-Activated Binders with Municipal Solid Waste Incineration Ashes as Sand or Fly Ash Replacement. J. Mater. Cycles Waste Manag. 2022, 24, 992–1008. [Google Scholar] [CrossRef]
- Liu, J.; Liang, Z.; Jin, H.; Kastiukas, G.; Tang, L.; Xing, F.; Ren, J. Alkali-Activated Binders Based on Incinerator Bottom Ash Combined with Limestone-Calcined Clay or Fly Ash. Constr. Build. Mater. 2022, 320, 126306. [Google Scholar] [CrossRef]
- Suescum-Morales, D.; Silva, R.V.; Bravo, M.; Jiménez, J.R.; Fernández-Rodríguez, J.M.; de Brito, J. Effect of Incorporating Municipal Solid Waste Incinerated Bottom Ash in Alkali-Activated Fly Ash Concrete Subjected to Accelerated CO2 Curing. J. Clean. Prod. 2022, 370, 133533. [Google Scholar] [CrossRef]
- Feng, D.; Wang, J.; Wang, Y.; Xiao, X.; Hou, W.; Liang, S. Alkali-Activated Geopolymer Materials Prepared from Coal Gangue and Municipal Solid Waste Incineration Byproducts. J. Build. Eng. 2023, 80, 108074. [Google Scholar] [CrossRef]
- Feng, D.; Wang, J.; Wang, Y.; Liang, S. Experimental Study on Solidification/Stabilisation of High-Salt Sludge by Alkali-Activated GGBS and MSWI Bottom Ash Cementitious Materials. Case Stud. Constr. Mater. 2023, 19, e02417. [Google Scholar] [CrossRef]
- Liu, J.; Xie, G.; Wang, Z.; Zeng, C.; Fan, X.; Li, Z.; Ren, J.; Xing, F.; Zhang, W. Manufacture of Alkali-Activated Cementitious Materials Using Municipal Solid Waste Incineration (MSWI) Ash: Immobilization of Heavy Metals in MSWI Fly Ash by MSWI Bottom Ash. Constr. Build. Mater. 2023, 392, 131848. [Google Scholar] [CrossRef]
- Wang, Z.; Xie, G.; Zhang, W.; Liu, J.; Jin, H.; Xing, F. Co-Disposal of Municipal Solid Waste Incineration Bottom Ash (MSWIBA) and Steel Slag (SS) to Improve the Geopolymer Materials Properties. Waste Manag. 2023, 171, 86–94. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Ma, Y.; Yang, Y.; Zheng, D.; Wang, Y.; Ji, T. Improving the High Temperature Resistance of Alkali-Activated Slag Paste Using Municipal Solid Waste Incineration Bottom Ash. J. Build. Eng. 2023, 72, 106664. [Google Scholar] [CrossRef]
- Deng, J.; Wu, G.; Xia, Y.; Liu, L. Preparation and Hydration Properties of Sodium Silicate-Activated Municipal Solid Waste Incineration Bottom Ash Composite Ground-Granulated Blast Furnace Slag Cementitious Materials. Materials 2024, 17, 2406. [Google Scholar] [CrossRef]
- Feng, D.; Yu, Y.; Wang, J.; Liang, S. Experimental Study on Municipal Solid Waste Incineration Bottom Ash as a Component of Alkali-Activated Coal Gangue–Based Geopolymer. Environ. Sci. Pollut. Res. 2024, 31, 26153–26169. [Google Scholar] [CrossRef]
- Jian, H.; Wang, C.; Dou, G.; Zhong, X. Research on Composite Municipal Solid Waste Incineration Bottom Ash and Granulated Blast Furnace Slag Based Geopolymers with Sodium Alginate for Sealing Coal Seam Gas Drainage Boreholes. Fuel 2024, 358, 130278. [Google Scholar] [CrossRef]
- Liu, T.; Tang, Y.; Ling, X.; Stapper, J.L.; Kunther, W.; Yu, Q. NaAlO2 Activated Slag and MSWI Bottom Ash: Phase Assemblages and Thermodynamic Assessment of Long-Term Leaching Behavior. Cem. Concr. Compos. 2024, 152, 105634. [Google Scholar] [CrossRef]
- Wang, C.; Zhao, X.; Zhang, X.; Zhao, Y.; Wang, Y.; Zhao, J. Effects of Alkali Equivalent and Polypropylene Fibres on Performance of Alkali-Activated Municipal Waste Incineration Bottom Ash-Slag Mortar. J. Build. Eng. 2024, 84, 108496. [Google Scholar] [CrossRef]
- Xie, G.; Zhang, W.; Liu, J.; Liang, Z.; Xing, F. Recovery Potential of Municipal Solid Waste Incineration Bottom Ash Graded by Particle Size in an Alkali-Activated Cementitious Material System: Curing Properties and Environmental Leaching Risk. Constr. Build. Mater. 2024, 448, 138237. [Google Scholar] [CrossRef]
- Yang, Y.; Luo, Z.; Huang, F.; Ni, C.; Wu, J.; Zheng, B. Utilizing Municipal Solid Waste Incineration Bottom Ash and Volcanic Tuff to Produce Geopolymer Materials. Constr. Build. Mater. 2024, 425, 136015. [Google Scholar] [CrossRef]
- Yamaguchi, N.; Nagaishi, M.; Kisu, K.; Nakamura, Y.; Ikeda, K. Preparation of Monolithic Geopolymer Materials from Urban Waste Incineration Slags. J. Ceram. Soc. Jpn. 2013, 121, 847–854. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, Y.; Zhu, W.; Yang, E.H. Incinerator Bottom Ash (IBA) Aerated Geopolymer. Constr. Build. Mater. 2016, 112, 1025–1031. [Google Scholar] [CrossRef]
- Zhu, W.; Chen, X.; Struble, L.J.; Yang, E.-H. Feasibility Study of Municipal Solid Waste Incinerator Bottom Ash as Geopolymer Precursor. In Proceedings of the Sustainable Construction Materials and Technologies, Las Vegas, NV, USA, 7–11 August 2016; Claisse, P., Ganjian, E., Naik, T., Eds.; Coventry University: Coventry, UK, 2016. [Google Scholar]
- Giro-Paloma, J.; Maldonado-Alameda, A.; Formosa, J.; Barbieri, L.; Chimenos, J.M.; Lancellotti, I. Geopolymers Based on the Valorization of Municipal Solid Waste Incineration Residues. IOP Conf. Ser. Mater. Sci. Eng. 2017, 251, 012125. [Google Scholar] [CrossRef]
- Zhu, W.; Chen, X.; Struble, L.J.; Yang, E.H. Characterization of Calcium-Containing Phases in Alkali-Activated Municipal Solid Waste Incineration Bottom Ash Binder through Chemical Extraction and Deconvoluted Fourier Transform Infrared Spectra. J. Clean. Prod. 2018, 192, 782–789. [Google Scholar] [CrossRef]
- Chen, B.; Brito van Zijl, M.; Keulen, A.; Ye, G. Thermal Treatment on MSWI Bottom Ash for the Utilisation in Alkali Activated Materials. KnE Eng. 2020, 2020, 25–35. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Giro-Paloma, J.; Alfocea-Roig, A.; Formosa, J.; Chimenos, J.M. Municipal Solid Waste Incineration Bottom Ash as Sole Precursor in the Alkali-Activated Binder Formulation. Appl. Sci. 2020, 10, 4129. [Google Scholar] [CrossRef]
- Casanova, S.; Silva, R.V.; de Brito, J.; Pereira, M.F.C. Mortars with Alkali-Activated Municipal Solid Waste Incinerator Bottom Ash and Fine Recycled Aggregates. J. Clean. Prod. 2021, 289, 125707. [Google Scholar] [CrossRef]
- Carvalho, R.; Silva, R.V.; de Brito, J.; Pereira, M.F.C. Alkali Activation of Bottom Ash from Municipal Solid Waste Incineration: Optimization of NaOH- and Na 2SiO3-Based Activators. J. Clean. Prod. 2021, 291, 125930. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Mañosa, J.; Miro-Escola, J.; Quintero-Payan, A.C.; Chimenos, J.M. Fluidised-Bed Incineration Bottom Ash as the Sole Precursor of Alkali-Activated Binders: A Comparison with Bottom Ash from Grate Incinerators. Constr. Build. Mater. 2023, 364, 130001. [Google Scholar] [CrossRef]
- European Parliament—European Union. Regulation (EU) No 305/2011 of the European Parliament and of the Council of 9 March 2011 Laying Down Harmonised Conditions for the Marketing of Construction Products and Repealing Council Directive 89/106/EEC Text with EEA Relevance 2011. Available online: https://eur-lex.europa.eu/eli/reg/2011/305/oj/eng (accessed on 5 April 2025).
- Maldonado-Alameda, A.; Giro-Paloma, J.; Rodríguez-Romero, A.; Serret, J.; Menargues, A.; Andrés, A.; Chimenos, J.M. Environmental Potential Assessment of MSWI Bottom Ash-Based Alkali-Activated Binders. J. Hazard. Mater. 2021, 416, 125828. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Giro-Paloma, J.; Svobodova-Sedlackova, A.; Formosa, J.; Chimenos, J.M. Municipal Solid Waste Incineration Bottom Ash as Alkali-Activated Cement Precursor Depending on Particle Size. J. Clean. Prod. 2020, 242, 118443. [Google Scholar] [CrossRef]
- Bandow, N.; Gartiser, S.; Ilvonen, O.; Schoknecht, U. Evaluation of the Impact of Construction Products on the Environment by Leaching of Possibly Hazardous Substances. Environ. Sci. Eur. 2018, 30, 14. [Google Scholar] [CrossRef] [PubMed]
- Santos, J.; Rodríguez-Romero, A.; Cifrian, E.; Maldonado-Alameda, A.; Chimenos, J.M.; Andrés, A. Eco-Toxicity Assessment of Industrial by-Product-Based Alkali-Activated Binders Using the Sea Urchin Embryogenesis Bioassay. J. Environ. Manag. 2023, 341, 118100. [Google Scholar] [CrossRef] [PubMed]
- Mostafaei, H.; Rostampour, M.A.; Chamasemani, N.F.; Wu, C. An In-Depth Exploration of Carbon Footprint Analysis in the Construction Sector with Emphasis on the Dam Industry. In Carbon Footprint Assessments: Case Studies & Best Practices; Muthu, S.S., Ed.; Springer Nature: Cham, Switzerland, 2024; pp. 45–80. ISBN 978-3-031-70262-4. [Google Scholar]
- Rybak-Niedziółka, K.; Starzyk, A.; Łacek, P.; Mazur, Ł.; Myszka, I.; Stefańska, A.; Kurcjusz, M.; Nowysz, A.; Langie, K. Use of Waste Building Materials in Architecture and Urban Planning—A Review of Selected Examples. Sustainability 2023, 15, 5047. [Google Scholar] [CrossRef]
- Jamshidi, A.; White, G. Evaluation of Performance and Challenges of Use of Waste Materials in Pavement Construction: A Critical Review. Appl. Sci. 2020, 10, 226. [Google Scholar] [CrossRef]
- Styer, J.; Tunstall, L.; Landis, A.; Grenfell, J. Innovations in Pavement Design and Engineering: A 2023 Sustainability Review. Heliyon 2024, 10, e33602. [Google Scholar] [CrossRef]
- Marathe, S.; Sheshadri, A.; Sadowski, Ł. Agro-Industrial Waste Utilization in Air-Cured Alkali-Activated Pavement Composites: Properties, Micro-Structural Insights and Life Cycle Impacts. Clean. Mater. 2024, 14, 100281. [Google Scholar] [CrossRef]
- Marathe, S.; Sadowski, Ł.; Shree, N. Geopolymer and Alkali-Activated Permeable Concrete Pavements: Bibliometrics and Systematic Current State of the Art Review, Applications, and Perspectives. Constr. Build. Mater. 2024, 421, 135586. [Google Scholar] [CrossRef]
- Abdayem, J.; Saba, M.; Tehrani, F.F.; Absi, J. Evaluating Waste-Based Alkali Activated Materials as Pavement Quality Concrete. Infrastructures 2024, 9, 190. [Google Scholar] [CrossRef]
- Hossiney, N.; Sepuri, H.K.; Mohan, M.K.; HR, A.; Govindaraju, S.; Chyne, J. Alkali-Activated Concrete Paver Blocks Made with Recycled Asphalt Pavement (RAP) Aggregates. Case Stud. Constr. Mater. 2020, 12, e00322. [Google Scholar] [CrossRef]
- Tataranni, P. Recycled Waste Powders for Alkali-Activated Paving Blocks for Urban Pavements: A Full Laboratory Characterization. Infrastructures 2019, 4, 73. [Google Scholar] [CrossRef]


| Scope | Circular Economy Approach |
|---|---|
| Decarbonization | Reduction in the carbon footprint associated with the process of obtaining the binder material. The literature reports that CO2 emissions from AABs’ production could significantly reduce the emissions of PC. |
| Energy efficiency | Reduction in the energy associated with the process of obtaining the binder material. |
| circular economy | Reintroduction of a residual secondary resource into a productive cycle close to its origin. |
| Energy and resources efficient buildings. | Reuse of secondary resources for the formulation of more sustainable precast pavements and urban furniture. |
| Climate change mitigation | Use of residual secondary resources and the formulation of more sustainable binder materials, with a significant reduction in the carbon footprint and higher energy efficiency. |
| SiO2 | CaO | Al2O3 | NaO2 | Fe2O3 | MgO | K2O | P2O5 |
|---|---|---|---|---|---|---|---|
| 52.75 | 19.10 | 8.36 | 5.19 | 3.47 | 2.27 | 1.32 | 0.71 |
| Alkali-Activated Binder (AAB) | ||
|---|---|---|
| Precursor | IBA (>10 mm) powder | 912 g |
| Activator (4:1) | Waterglass (1.35–1.37 g cm−3) | 438 g |
| NaOH (4 M) | 109 g | |
| Activator/Precursor ratio (L/S) | 0.6 | |
| Aggregates | ||
| Granitic aggregate (0/3 mm) | 785 g | |
| Granitic aggregate (2/6.3 mm) | 618 g | |
| Granitic aggregate (4/12.5 mm) | 618 g | |
| Superplasticizer | ||
| Superplasticizer | 28 g | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chimenos, J.M.; Cuspoca, F.; Maldonado-Alameda, A.; Mañosa, J.; Rosell, J.R.; Andrés, A.; Faneca, G.; Cabeza, L.F. MSW Incineration Bottom Ash-Based Alkali-Activated Binders as an Eco-Efficient Alternative for Urban Furniture and Paving: Closing the Loop Towards Sustainable Construction Solutions. Buildings 2025, 15, 1571. https://doi.org/10.3390/buildings15091571
Chimenos JM, Cuspoca F, Maldonado-Alameda A, Mañosa J, Rosell JR, Andrés A, Faneca G, Cabeza LF. MSW Incineration Bottom Ash-Based Alkali-Activated Binders as an Eco-Efficient Alternative for Urban Furniture and Paving: Closing the Loop Towards Sustainable Construction Solutions. Buildings. 2025; 15(9):1571. https://doi.org/10.3390/buildings15091571
Chicago/Turabian StyleChimenos, Josep Maria, Fabian Cuspoca, Alex Maldonado-Alameda, Jofre Mañosa, Joan Ramon Rosell, Ana Andrés, Gerard Faneca, and Luisa F. Cabeza. 2025. "MSW Incineration Bottom Ash-Based Alkali-Activated Binders as an Eco-Efficient Alternative for Urban Furniture and Paving: Closing the Loop Towards Sustainable Construction Solutions" Buildings 15, no. 9: 1571. https://doi.org/10.3390/buildings15091571
APA StyleChimenos, J. M., Cuspoca, F., Maldonado-Alameda, A., Mañosa, J., Rosell, J. R., Andrés, A., Faneca, G., & Cabeza, L. F. (2025). MSW Incineration Bottom Ash-Based Alkali-Activated Binders as an Eco-Efficient Alternative for Urban Furniture and Paving: Closing the Loop Towards Sustainable Construction Solutions. Buildings, 15(9), 1571. https://doi.org/10.3390/buildings15091571