
The Potential of Wood Ash to Be Used as a Supplementary Cementitious Material in Cement Mortars


 , ,
, ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Wood Ash Characterization
2.2. Raw Materials and Mixture Designs
- (1)
- In the first mortar series (WA1), the WA sample portion was subjected to sieving through a 2 mm sieve in order to separate unburnt carbon particles.
- (2)
- In the second mortar series (WA2), the WA sample portion was sieved through a 2 mm sieve and slaked in order to prevent the ash from swelling [23]. To avoid this phenomenon, WA was immersed in water for 24 h with a water–ash weight ratio of 1. A WA2 slurry was included in the mixture composition and water adjusted to the needed amount.
- (3)
- In the third mortar series (WA3), the WA sample was sieved and ground by using a planetary ball mill Retsch PM400 (Dusseldorf, Germany) for 10 min at 300 rpm. Before the milling process, WA3 was dried to avoid the clumping of WA particles.
2.3. Hardened Mortar Properties
3. Results
3.1. XRF and XRD Results of WA
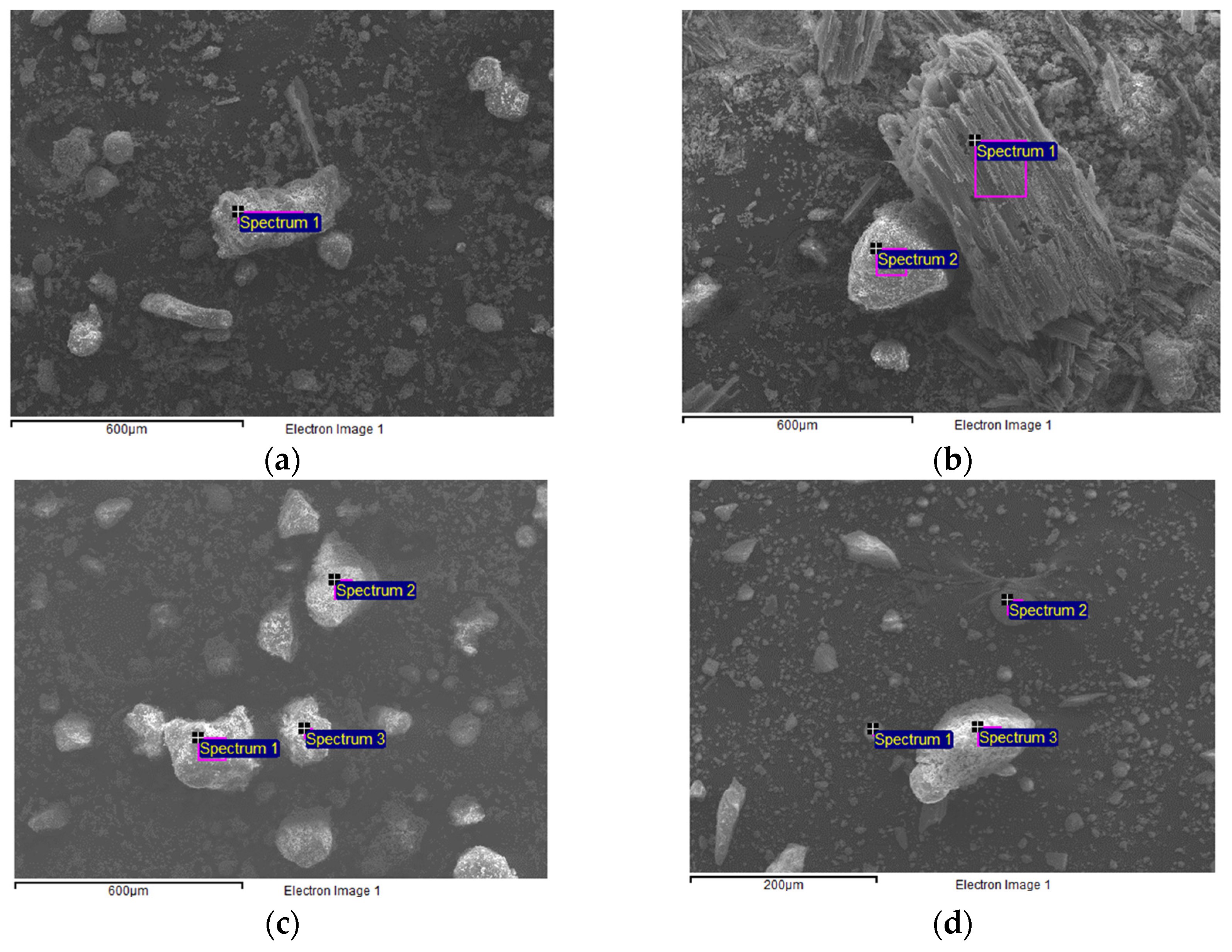
3.2. SEM-EDX Results of WA
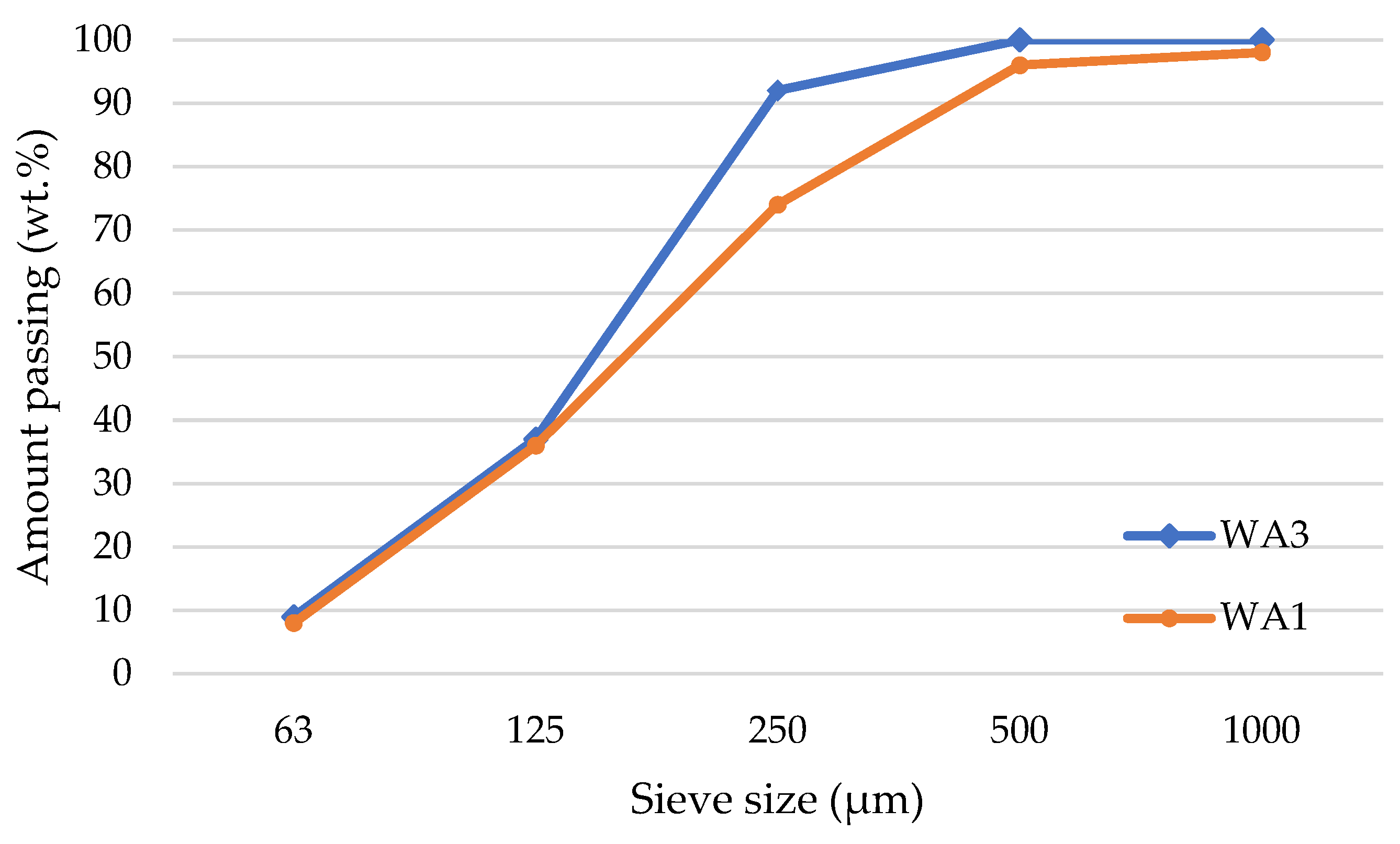
3.3. Particle Size Distribution of WA
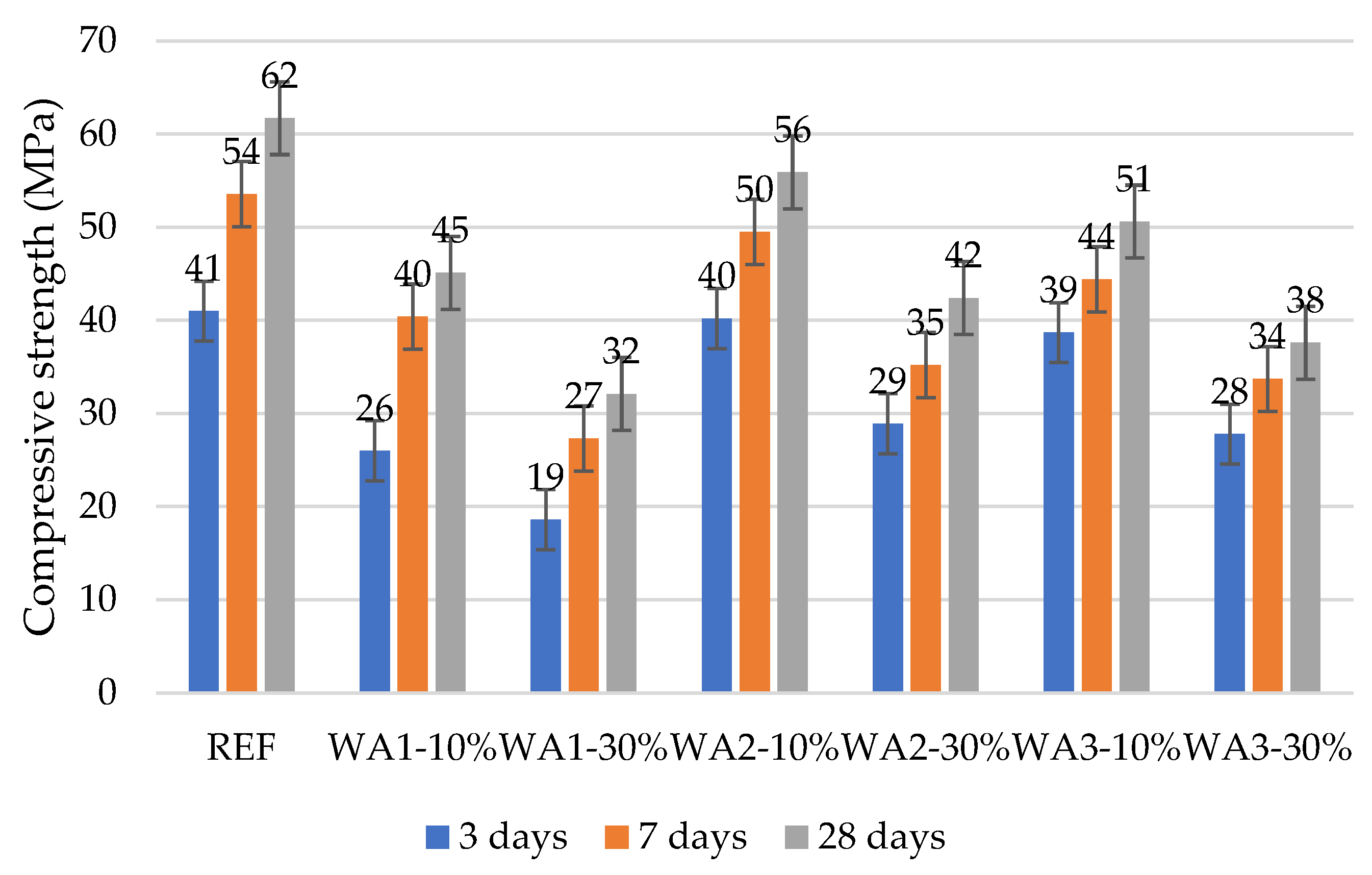
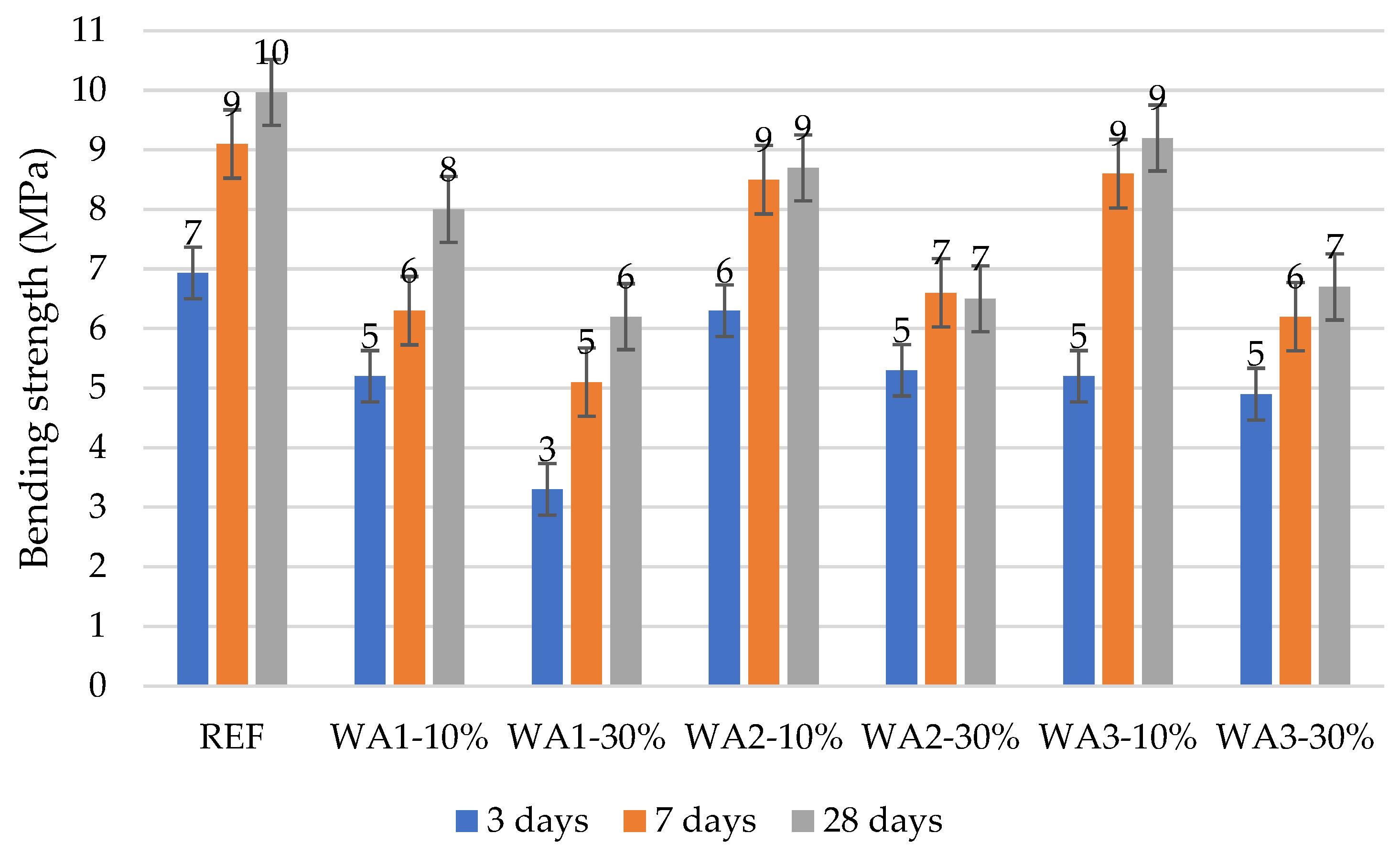
3.4. Mechanical Strength of Mortar Samples
4. Discussion
5. Conclusions
- According to the pozzolan standards used for the classification of coal ash, the WA used in this study met the criteria of the class C classification in terms of the total amount of 55% of SiO2, Al2O3, and Fe2O3; a CaO amount of 21%; and a loss on ignition value of 6% and 5% by mass of particles retained on the 45 µm sieve.
- The most notable impact of ball-milling wood ash occurred in the particle sizes of 125 to 500 µm. Outside this particle size range, the ball-milling impact was unnoticeable.
- Both the compressive and bending strengths of all mortar samples containing wood ash were reduced with an increase in the wood ash mass content compared to the reference sample. The compressive and bending strengths of the reference sample after 28 days were 62 and 10 MPa, respectively. The best-performing sample with wood ash was WA2-10%, with 28-day compressive and bending strengths of 56 and 9 MPa, respectively, while the worst-performing sample was WA1-30%, with 28-day compressive and bending strengths of 32 and 6 MPa, respectively.
- Among the three treatment methods, WA2 (sieved/slaked) and WA3 (sieved/ground) showed significant improvements in mechanical performance compared to WA1 (only sieved), with WA2-10% demonstrating the highest compressive strength and WA3-10% exhibiting the best flexural strength. The better mechanical properties of the mortar samples with WA2 were attributed to the complete water absorption of WA. The mechanical improvement in WA3 was attributed to its denser mortar matrix due to a finer particle size.
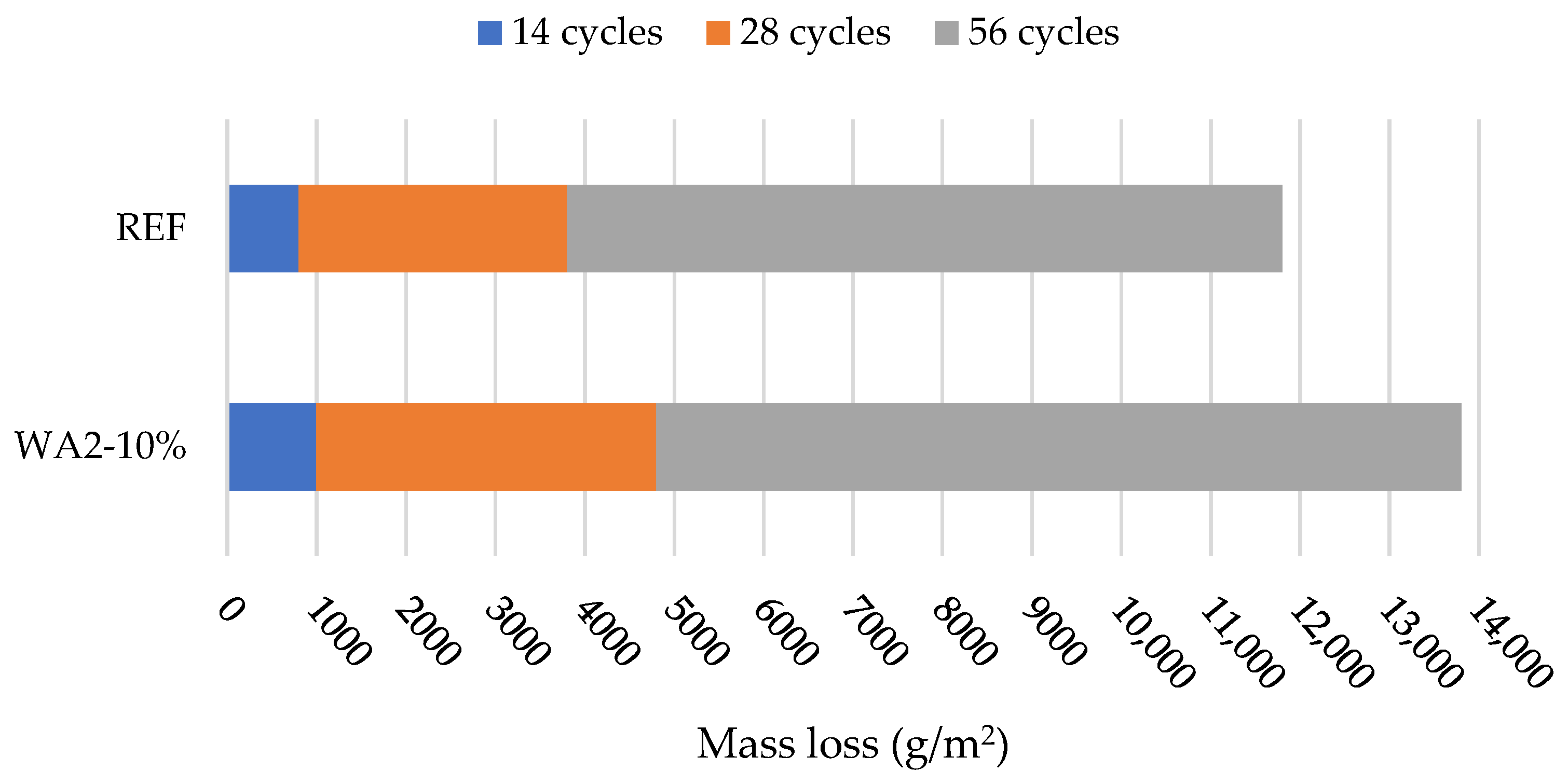
- At 56 freeze–thaw cycles, the mass loss of the WA2-10% sample was 13,800 g/m2, whereas that of the reference was 11,800 g/m2, which is 14% lower compared to WA2-10%. The higher freeze–thaw mass loss of WA2-10% was attributed to bigger pores on the exposed surface of the sample.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Teixeira, E.R.; Camões, A.; Branco, F.G. Valorisation of Wood Fly Ash on Concrete. Resour. Conserv. Recycl. 2019, 145, 292–310. [Google Scholar] [CrossRef]
- Eštoková, A.; Wolfová Fabiánová, M.; Ondová, M. Concrete Structures and Their Impacts on Climate Change and Water and Raw Material Resource Depletion. Int. J. Civ. Eng. 2022, 20, 735–747. [Google Scholar] [CrossRef]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary Cementitious Materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Lei, Z.; Pavia, S. Biomass Ash (BA) Waste as an Activator to Produce Carbon-Negative Cement. CEMENT 2024, 18, 100112. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An Overview of the Chemical Composition of Biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- Fořt, J.; Šál, J.; Keppert, M.; Mildner, M.; Hotěk, P.; Ślosarczyk, A.; Klapiszewski, Ł.; Černý, R. Durability Analysis of Sustainable Mortars with Biomass Fly Ash as High-Volume Replacement of Portland Cement. J. Build. Eng. 2024, 91, 109565. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Geiker, M.R.; Ottosen, L.M. Reaction Mechanisms of Wood Ash for Use as a Partial Cement Replacement. Constr. Build. Mater. 2021, 286, 122889. [Google Scholar] [CrossRef]
- Malaiškienė, J.; Vaičienė, M. The Influence of Silica Fly Ash and Wood Bottom Ash on Cement Hydration and Durability of Concrete. Materials 2024, 17, 4031. [Google Scholar] [CrossRef]
- Hills, C.D.; Tripathi, N.; Singh, R.S.; Carey, P.J.; Lowry, F. Valorisation of Agricultural Biomass-Ash with CO2. Sci. Rep. 2020, 10, 13801. [Google Scholar] [CrossRef]
- Hamid, Z.; Rafiq, S. An Experimental Study on Behavior of Wood Ash in Concrete as Partial Replacement of Cement. Mater. Today Proc. 2020, 46, 3426–3429. [Google Scholar] [CrossRef]
- Sata, V.; Tangpagasit, J.; Jaturapitakkul, C.; Chindaprasirt, P. Effect of W/B Ratios on Pozzolanic Reaction of Biomass Ashes in Portland Cement Matrix. Cem. Concr. Compos. 2012, 34, 94–100. [Google Scholar] [CrossRef]
- Rosales, J.; Cabrera, M.; Beltrán, M.G.; López, M.; Agrela, F. Effects of Treatments on Biomass Bottom Ash Applied to the Manufacture of Cement Mortars. J. Clean Prod. 2017, 154, 424–435. [Google Scholar] [CrossRef]
- Liang, X.; Li, Z.; Dong, H.; Ye, G. A Review on the Characteristics of Wood Biomass Fly Ash and Their Influences on the Valorization in Cementitious Materials. J. Build. Eng. 2024, 97, 110927. [Google Scholar] [CrossRef]
- Nascimento, L.C.; Baptista Junior, G.; Xavier, G.d.C.; Monteiro, S.N.; Vieira, C.M.F.; de Azevedo, A.R.G.; Alexandre, J. Use of Wood Bottom Ash in Cementitious Materials: A Review. J. Mater. Res. Technol. 2023, 23, 4226–4243. [Google Scholar] [CrossRef]
- Ristić, N.; Grdić, Z.; Topličić-ćurčić, G.; Grdić, D.; Dodevski, V. Properties of Self-Compacting Concrete Produced with Biomass Wood Ash. Teh. Vjesn. 2021, 28, 495–502. [Google Scholar]
- Yang, Z.; Huddleston, J.; Brown, H. Effects of Wood Ash on Properties of Concrete and Flowable Fill. J. Mater. Sci. Chem. Eng. 2016, 4, 101–114. [Google Scholar] [CrossRef]
- Tararushkin, E.V.; Shchelokova, T.N.; Kudryavtseva, V.D. A Study of Strength Fluctuations of Portland Cement by FTIR Spectroscopy. IOP Conf. Ser. Mater. Sci. Eng. 2020, 919, 022017. [Google Scholar] [CrossRef]
- Wembe, J.T.; Ngueyep, L.L.M.; Elat, E.; Pliya, P.; Telefouet, A.J.P.; Ndjaka, J.M.B.; Noumowe, A. Valorization of Ashes from Different Wood Species in Cementitious Materials. Discov. Sustain. 2024, 5, 257. [Google Scholar] [CrossRef]
- Dehkordi, B.A.; Nilforoushan, M.R.; Talebian, N.; Tayebi, M. A Comparative Study on the Self-Cleaning Behavior and Antibacterial Activity of Portland Cement by Addition of TiO2and ZnO Nanoparticles. Mater. Res. Express. 2021, 8, 035403. [Google Scholar] [CrossRef]
- Chu, D.C.; Kleib, J.; Amar, M.; Benzerzour, M. Determination of the Degree of Hydration of Portland Cement Using Three Different Approaches: Scanning Electron Microscopy (SEM-BSE) and Thermogravimetric Analysis (TGA). Case Stud. Constr. Mater. 2021, 15, p.e00754. [Google Scholar] [CrossRef]
- LVS EN 933-1:2012 A; Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method. CEN: Brussels, Belgium, 2012.
- LVS EN 197-1:2012; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. CEN: Brussels, Belgium, 2012.
- Ayobami, A.B. Performance of Wood Bottom Ash in Cement-Based Applications and Comparison with Other Selected Ashes: Overview. Resour. Conserv. Recycl. 2021, 166, 105351. [Google Scholar] [CrossRef]
- LVS EN 196-1:2016; Methods of Testing Cement—Part 1: Determination of Strength. CEN: Brussels, Belgium, 2016.
- LVS CEN/TS 12390-9:2017; Testing Hardened Concrete—Part 9: Freeze-Thaw Resistance with de-icing Salts—Scaling. CEN: Brussels, Belgium, 2017.
- Nath, B.D.; Sarkar, G.; Siddiqua, S.; Rokunuzzaman, M.; Islam, M.R. Geotechnical Properties of Wood Ash-Based Composite Fine-Grained Soil. Adv. Civ. Eng. 2018, 2018, 9456019. [Google Scholar] [CrossRef]
- Olatoyan, O.J.; Kareem, M.A.; Adebanjo, A.U.; Olawale, S.O.A.; Alao, K.T. Potential Use of Biomass Ash as a Sustainable Alternative for Fly Ash in Concrete Production: A Review. Hybrid Adv. 2023, 4, 100076. [Google Scholar] [CrossRef]
- EN 450-1:2012; Fly Ash for Concrete—Part 1: Definition, Specifications and Conformity Criteria. CEN: Brussels, Belgium, 2012.
- Berra, M.; Mangialardi, T.; Paolini, A.E. Reuse of Woody Biomass Fly Ash in Cement-Based Materials. Constr. Build. Mater. 2015, 76, 286–296. [Google Scholar] [CrossRef]
- ASTM C618-15; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM: West Conshohocken, PA, USA, 2015.
- C618−22; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM: West Conshohocken, PA, USA, 2015.
- Tran Thi, K.D.; Liao, M.C.; Vo, D.H. The Characteristics of Alkali-Activated Slag-Fly Ash Incorporating the High Volume Wood Bottom Ash: Mechanical Properties and Microstructures. Constr. Build. Mater. 2023, 394, 132240. [Google Scholar] [CrossRef]
- Rumman, R.; Kamal, M.R.; Bediwy, A.; Alam, M.S. Partially Burnt Wood Fly Ash Characterization and Its Application in Low-Carbon Mortar and Concrete. Constr. Build. Mater. 2023, 402, 132946. [Google Scholar] [CrossRef]
- Yao, X.; Mao, J.; Li, L.; Sun, L.; Xu, K.; Ma, X.; Hu, Y.; Zhao, Z.; Chen, S.; Xu, K. Characterization Comparison of Bottom Ash and Fly Ash during Gasification of Agricultural Residues at an Industrial-Scale Gasification Plant—Experiments and Analysis. Fuel 2021, 285, 119122. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R. Mechanical Activation of Fly Ash: Effect on Reaction, Structure and Properties of Resulting Geopolymer. Ceram Int. 2011, 37, 533–541. [Google Scholar] [CrossRef]
- Narani, S.S.; Siddiqua, S.; Perumal, P. Wood Fly Ash and Blast Furnace Slag Management by Alkali-Activation: Trace Elements Solidification and Composite Application. J. Env. Manag. 2024, 354, 120341. [Google Scholar] [CrossRef]
- Nagrockienė, D.; Daugėla, A. Investigation into the Properties of Concrete Modified with Biomass Combustion Fly Ash. Constr. Build. Mater. 2018, 174, 369–375. [Google Scholar] [CrossRef]
- Kumari, S.; Walia, R. Life Cycle Assessment of Sustainable Concrete by Utilizing Groundnut Husk Ash in Concrete. Mater. Today Proc. 2021, 49, 1910–1915. [Google Scholar] [CrossRef]
- Caldas, L.R.; Da Gloria, M.Y.R.; Pittau, F.; Andreola, V.M.; Habert, G.; Toledo Filho, R.D. Environmental Impact Assessment of Wood Bio-Concretes: Evaluation of the Influence of Different Supplementary Cementitious Materials. Constr. Build. Mater. 2021, 268, 121146. [Google Scholar] [CrossRef]
- Dufossé, K.; Marie-charlotte, M.; Augiseau, V.; Henrion, T.; Djelal, H. Quantification and Environmental Assessment of Wood Ash from Biomass Power Plants: Case Study of Brittany Region in France. Sustainability 2022, 14, 99. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | Na2O | Cl |
| Result (w%) | 20.9 | 4.5 | 4.4 | 65.2 | 1.0 | 2.2 | 0.7 | 0.2 | 0.05 |
| WA% in Mortars | WA Treatment/ Designation | Water–Binder | Sand–PC (Sand–PC + WA) | Plasticizer–Binder |
|---|---|---|---|---|
| 0% | REF | 0.4 | 2.0 (2.0) | 0.2 |
| 10% 30% | WA1-10% WA1-30% | 0.4 0.4 | 2.2 (2.0) 2.9 (2.0) | 0.2 0.2 |
| 10% 30% | WA2-10% WA2-30% | 0.4 0.4 | 2.2 (2.0) 2.9 (2.0) | 0.2 0.2 |
| 10% 30% | WA3-10% WA3-30% | 0.4 0.4 | 2.2 (2.0) 2.9 (2.0) | 0.2 0.2 |
| Compound | SiO2 | Al2O3 | CaO | MgO | SO3 | Na2O | K2O | Mn2O3 | Cl | CuO | TiO2 | BaO | PbO | SrO | ZnO | LOI |
| Result (w%) | 49.6 | 4.4 | 20.9 | 4.7 | 9 | 1.1 | 4.5 | 0.2 | 0.6 | 0.02 | 0.4 | 0.1 | 0.03 | 0.03 | 0.3 | 6 |
| Element | Result (w%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| (a) | (b)-1 | (b)-2 | (c)-1 | (c)-2 | (c)-3 | (d)-1 | (d)-2 | (d)-3 | |
| C | 9.4 | 78.0 | 13.4 | 9.9 | 8.3 | 8.4 | 8.9 | 9.9 | 17.6 |
| O | 50.9 | 17.0 | 59.5 | 50.2 | 44.0 | 58.3 | 50.6 | 53.2 | 50.6 |
| Na | 0.8 | 0.1 | 0.3 | 1.1 | 0.3 | 0.7 | 0.9 | 0.6 | 0.5 |
| Mg | 2.0 | 0.3 | 0.4 | 1.8 | 9.2 | 0.4 | 4.7 | 1.3 | 1.1 |
| Al | 1.1 | 0.1 | 0.3 | 2.0 | 0.2 | 0.6 | 2.6 | 1.9 | 0.4 |
| Si | 11.5 | 0.2 | 20.8 | 10.3 | 0.7 | 23.1 | 13.1 | 16.6 | 0.8 |
| P | 0.9 | 0.0 | 0.0 | 1.0 | 1.1 | 0.2 | 0.0 | 0.7 | 0.0 |
| S | 2.5 | 0.6 | 0.9 | 2.9 | 5.5 | 1.4 | 0.6 | 1.0 | 3.4 |
| Cl | 0.5 | 0.3 | 0.3 | 0.5 | 0.5 | 0.2 | 0.0 | 0.3 | 0.8 |
| K | 4.9 | 1.8 | 2.1 | 7.4 | 6.1 | 4.0 | 5.8 | 6.1 | 4.3 |
| Ca | 13.6 | 1.4 | 2.0 | 11.2 | 22.9 | 2.5 | 5.3 | 7.0 | 18.8 |
| Ti | 0.3 | 0.0 | 0.0 | 0.2 | 0.0 | 0.0 | 0.3 | 0.2 | 1.8 |
| Mn | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.2 | 0.0 |
| Fe | 1.1 | 0.0 | 0.0 | 1.4 | 0.5 | 0.2 | 6.6 | 1.2 | 0.0 |
| Cu | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| Zn | 0.7 | 0.0 | 0.0 | 0.0 | 0.6 | 0.0 | 0.8 | 0.0 | 0.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lescinskis, O.; Sapata, A.; Bumanis, G.; Sinka, M.; Zhou, X.; Bajare, D. The Potential of Wood Ash to Be Used as a Supplementary Cementitious Material in Cement Mortars. Buildings 2025, 15, 1507. https://doi.org/10.3390/buildings15091507
Lescinskis O, Sapata A, Bumanis G, Sinka M, Zhou X, Bajare D. The Potential of Wood Ash to Be Used as a Supplementary Cementitious Material in Cement Mortars. Buildings. 2025; 15(9):1507. https://doi.org/10.3390/buildings15091507
Chicago/Turabian StyleLescinskis, Oskars, Alise Sapata, Girts Bumanis, Maris Sinka, Xiangming Zhou, and Diana Bajare. 2025. "The Potential of Wood Ash to Be Used as a Supplementary Cementitious Material in Cement Mortars" Buildings 15, no. 9: 1507. https://doi.org/10.3390/buildings15091507
APA StyleLescinskis, O., Sapata, A., Bumanis, G., Sinka, M., Zhou, X., & Bajare, D. (2025). The Potential of Wood Ash to Be Used as a Supplementary Cementitious Material in Cement Mortars. Buildings, 15(9), 1507. https://doi.org/10.3390/buildings15091507