
Cutting Feature Extraction Method for Ultra-High Molecular Weight Polyethylene Fiber-Reinforced Concrete Based on Feature Classification and Improved Hilbert–Huang Transform
 ,
,
Abstract
1. Introduction
2. Experimental Methods
2.1. Concrete Specimen and Diamond Saw Blade
2.2. Experimental Equipment and Conditions
3. Experimental Results and Discussion
3.1. Mechanical Characteristics of Cutting UHMWPE-FRC
3.2. Cutting Feature Extraction for UHMWPE-FRC Based on Feature Classification and Improved Hilbert–Huang Transform (HHT)
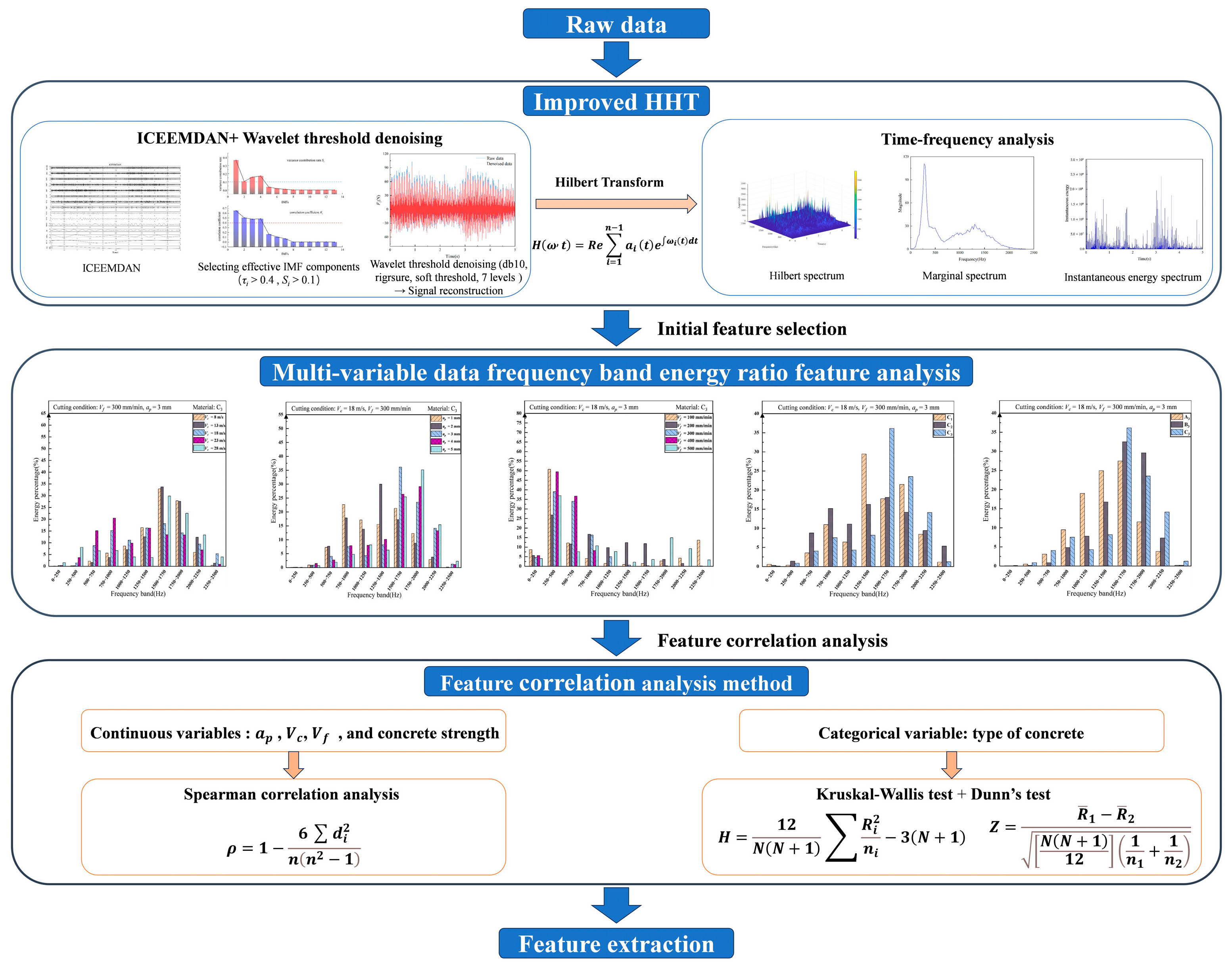
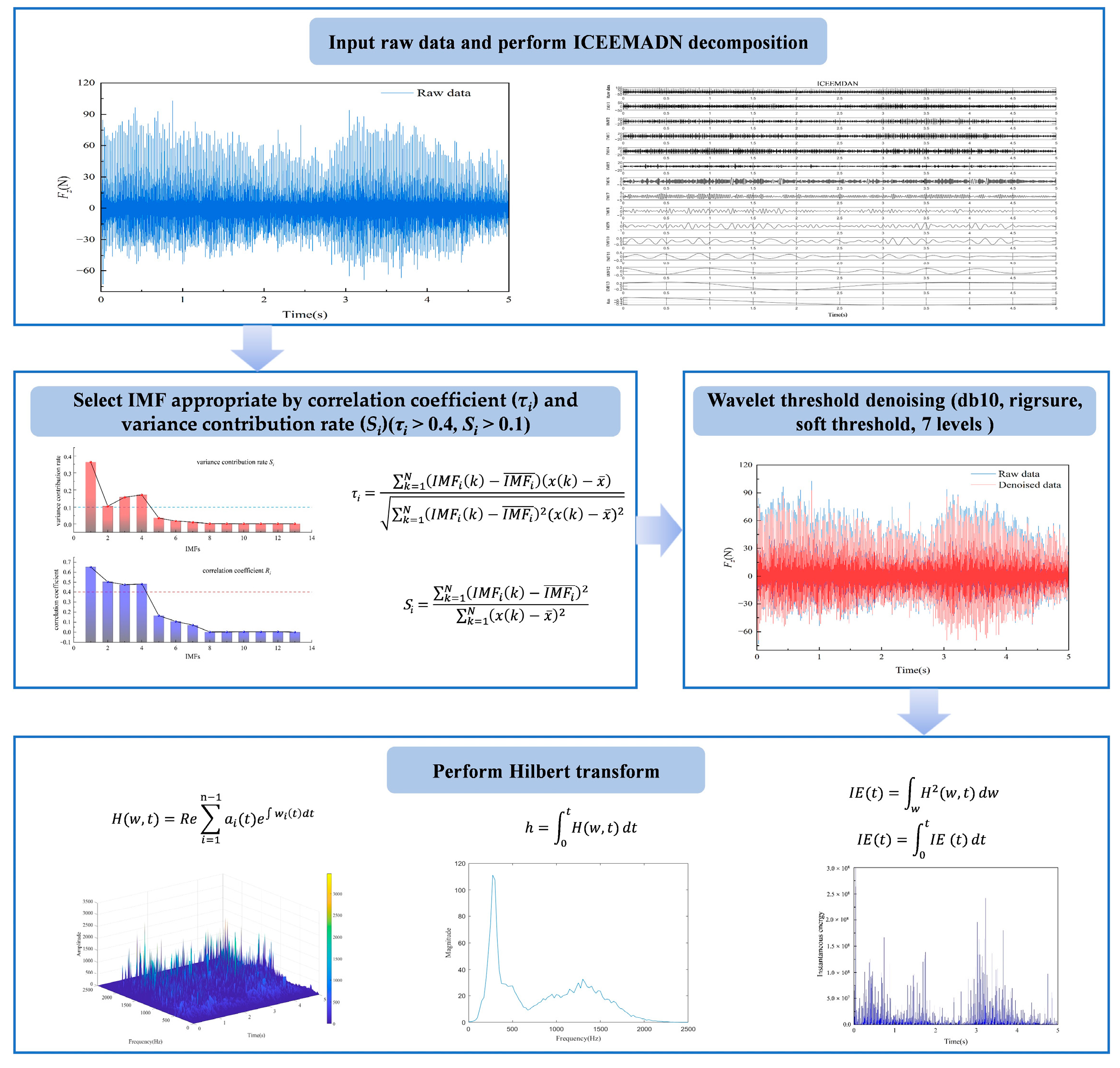
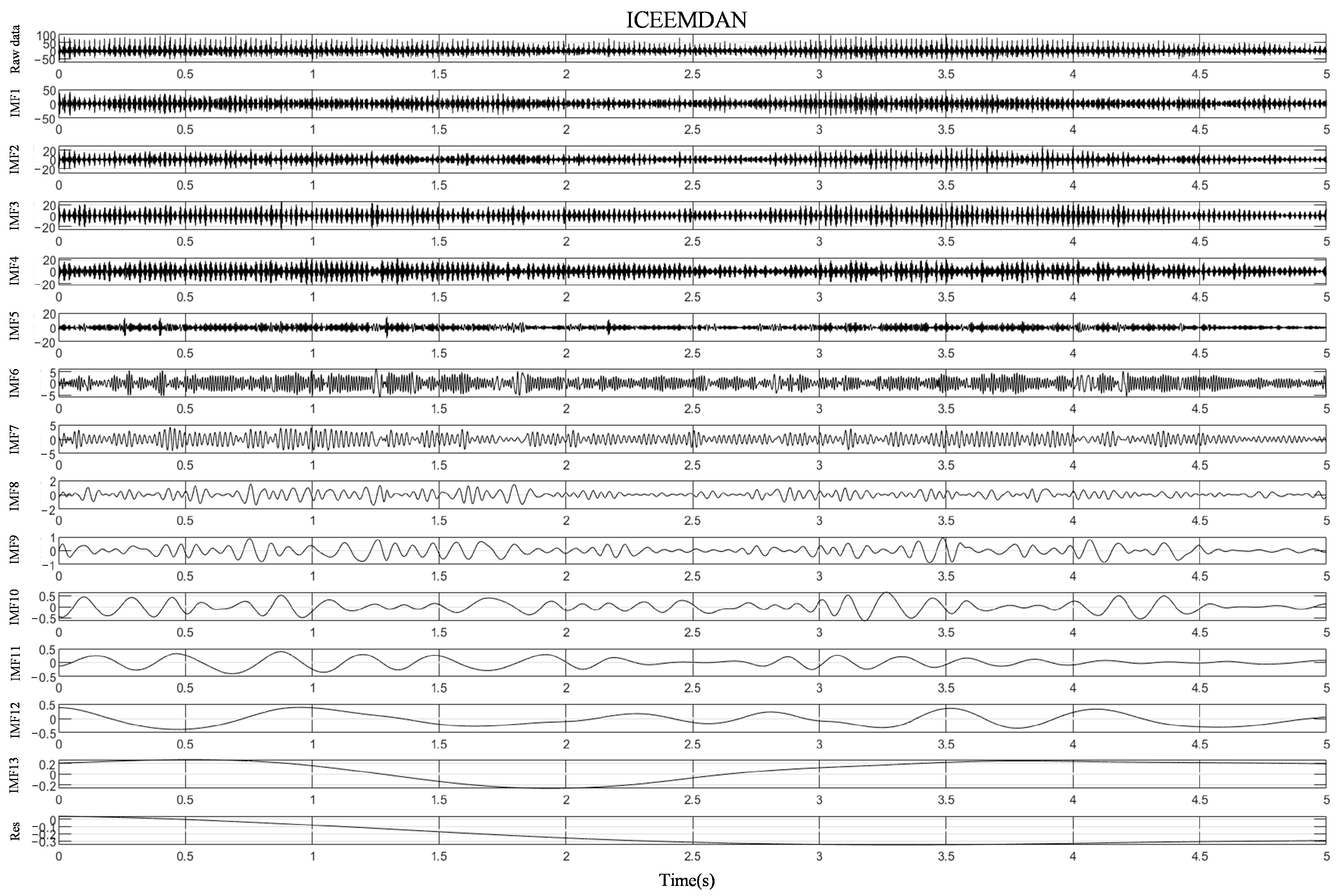
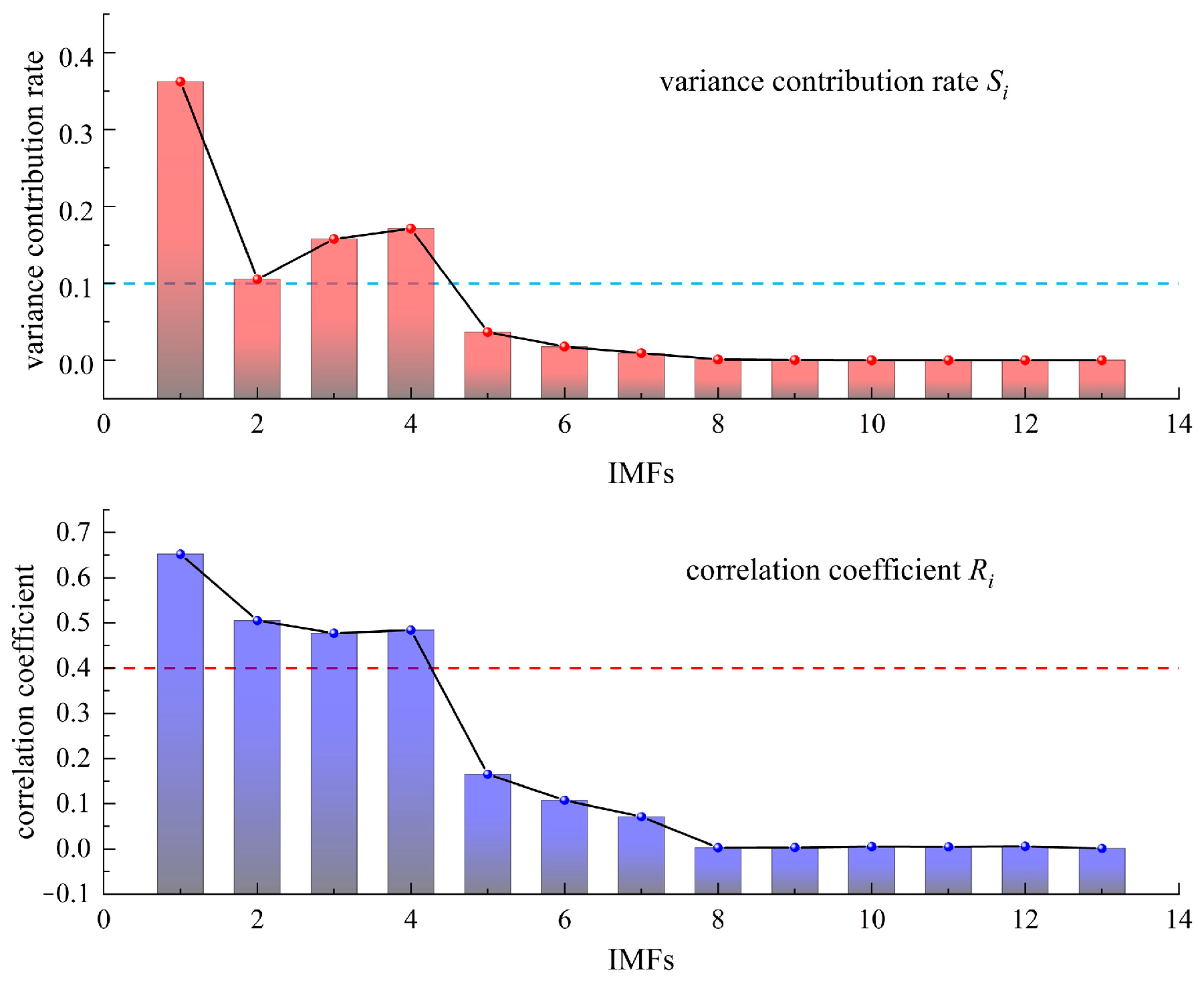
3.2.1. The Cutting Feature Extraction Method for UHMWPE-FRC Based on the Improved HHT
- 1.
- The Improved HHT Considering ICEEMDAN and Wavelet Threshold De-Noising:
- 2.
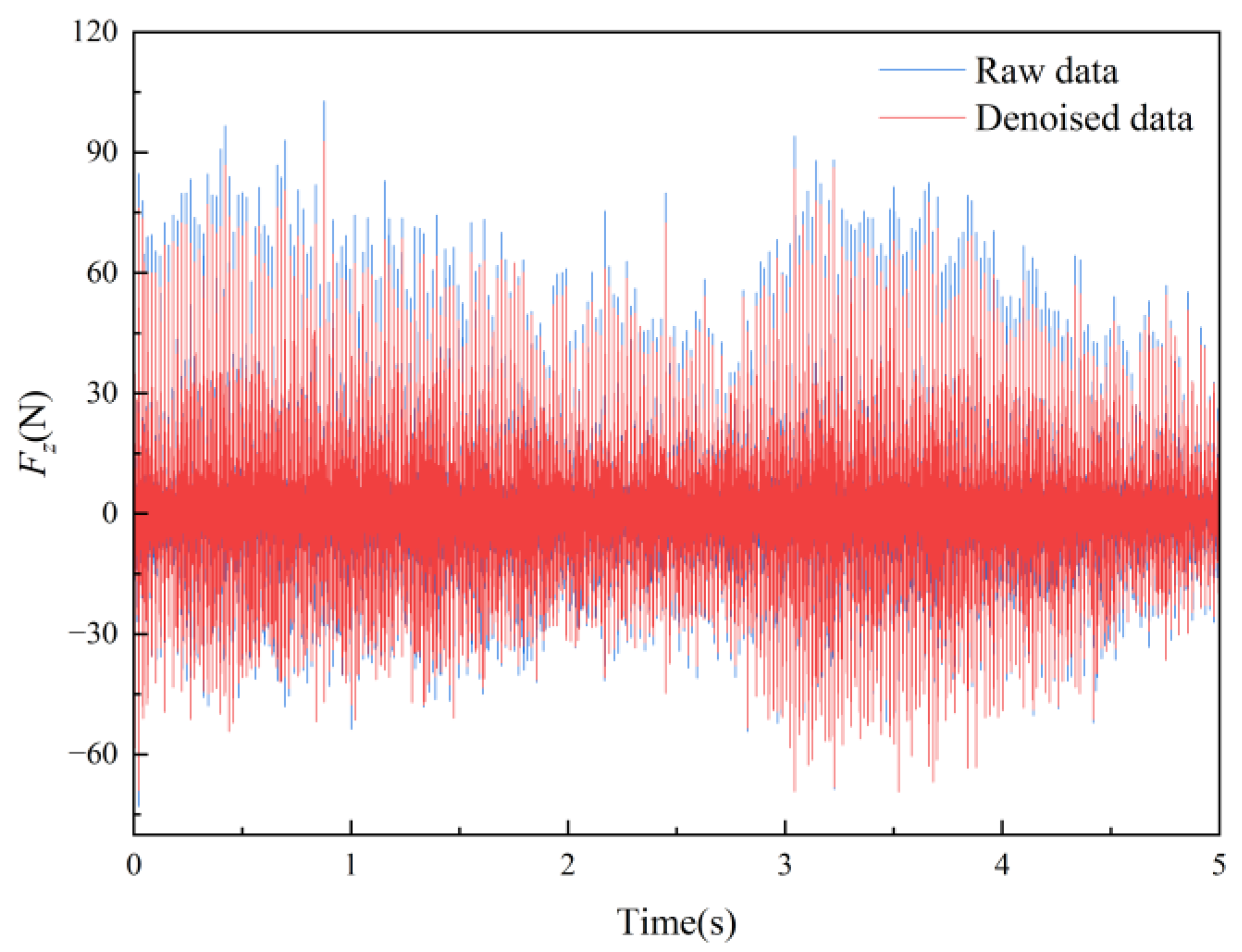
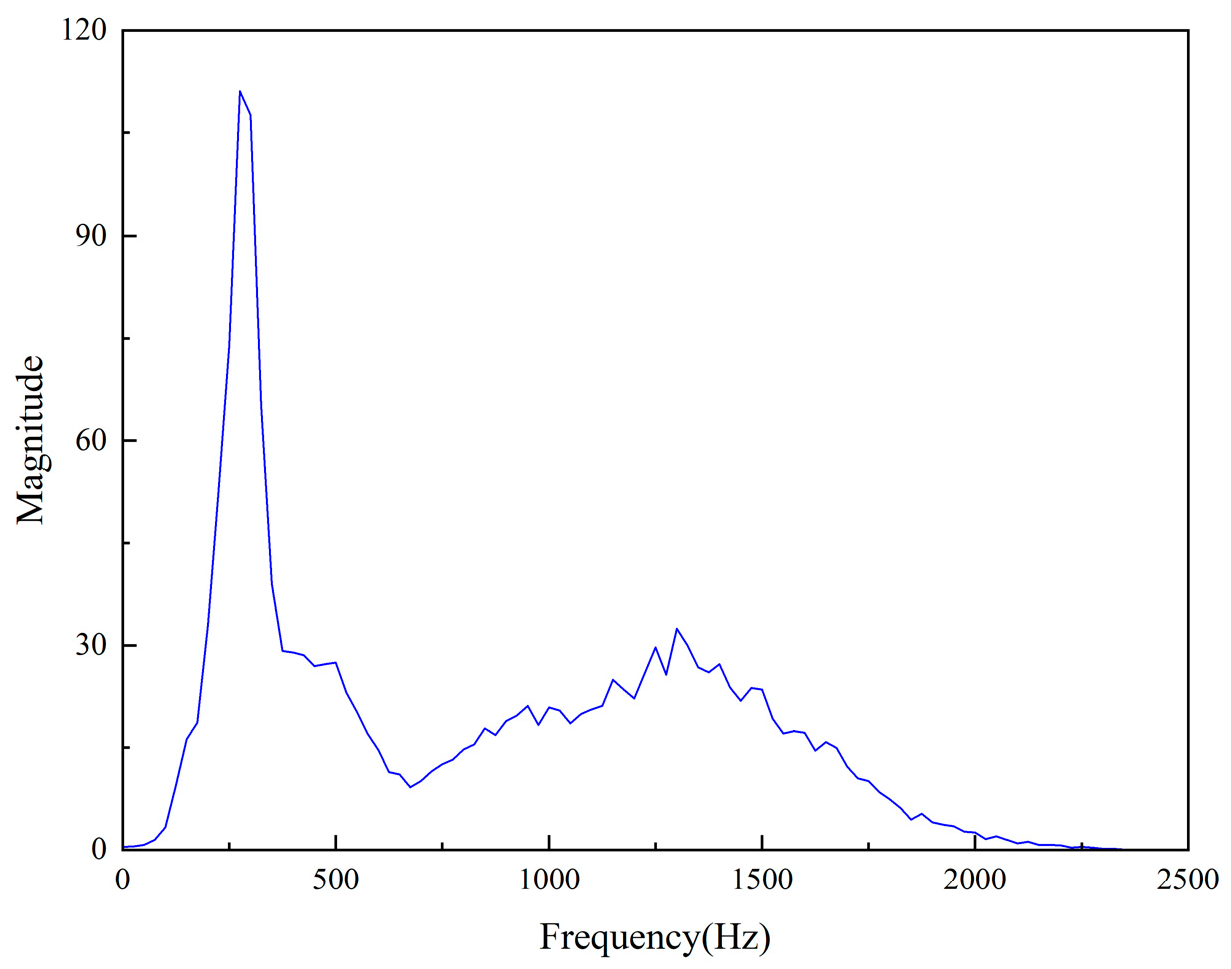
- An Example of Cutting Force De-Noising and Time-Frequency Analysis with Improved HHT:
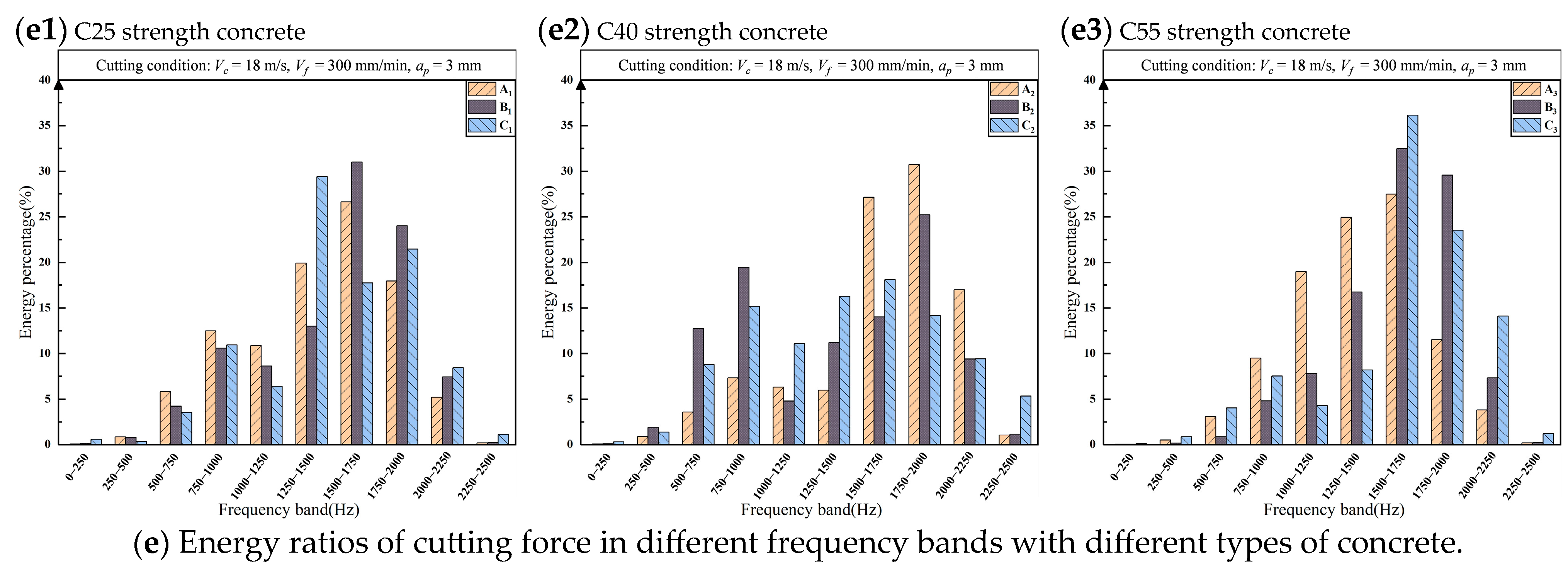
3.2.2. Feature Analysis and Preliminary Screening Based on Energy Ratios of Different Frequency Bands
3.2.3. Correlation Analysis for Feature Extraction of UHMWPE-FRC Based on Feature Classification
- 1.
- Correlation Analysis Methods for Continuous Variable Features:
- 2.
- Correlation Analysis Methods for Unordered Category of Variable Features:
3.2.4. Correlation Analysis Results and Feature Extraction
- 1.
- Correlation Analysis Results for Continuous Variable Features:
- 2.
- Correlation Analysis Results for Unordered Categorical Variable Features:
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, J.; Wu, C.; Liu, Z.-X. Comparative Evaluation of Steel Wire Mesh, Steel Fibre and High Performance Polyethylene Fibre Reinforced Concrete Slabs in Blast Tests. Thin Walled Struct. 2018, 126, 117–126. [Google Scholar] [CrossRef]
- Chen, L.; Chen, Z.; Xie, Z.; Wei, L.; Hua, J.; Huang, L.; Yap, P.S. Recent developments on natural fiber concrete: A review of properties, sustainability, applications, barriers, and opportunities. Dev. Built Environ. 2023, 16, 100255. [Google Scholar] [CrossRef]
- García, G.; Cabrera, R.; Rolón, J.; Pichardo, R.; Thomas, C. Natural Fibers as Reinforcement of Mortar and Concrete: A Systematic Review from Central and South American Regions. J. Build. Eng. 2024, 98, 111267. [Google Scholar] [CrossRef]
- Guo, Z.; Zhuang, C.; Li, Z.; Chen, Y. Mechanical Properties of Carbon Fiber Reinforced Concrete (CFRC) after Exposure to High Temperatures. Compos. Struct. 2021, 256, 113072. [Google Scholar] [CrossRef]
- Ivorra, S.; Garcés, P.; Catalá, G.; Andión, L.G.; Zornoza, E. Effect of Silica Fume Particle Size on Mechanical Properties of Short Carbon Fiber Reinforced Concrete. Mater. Des. 2010, 31, 1553–1558. [Google Scholar] [CrossRef]
- Spagnuolo, S.; Meda, A.; Rinaldi, Z.; Nanni, A. Precast Concrete Tunnel Segments with GFRP Reinforcement. J. Compos. Constr. 2017, 21, 04017020. [Google Scholar] [CrossRef]
- Song, P.S.; Hwang, S. Mechanical Properties of High-Strength Steel Fiber-Reinforced Concrete. Constr. Build. Mater. 2004, 18, 669–673. [Google Scholar] [CrossRef]
- Iqbal Khan, M.; Abbas, Y.M. Significance of Fiber Characteristics on the Mechanical Properties of Steel Fiber-Reinforced High-Strength Concrete at Different Water-Cement Ratios. Constr. Build. Mater. 2023, 408, 133742. [Google Scholar] [CrossRef]
- Yao, X.; Han, Y.; Shen, L.; Zhu, D. Experimental study on the effect of polypropylene fiber on compressive strength and fracture properties of high-strength concrete after elevated temperatures. J. Build. Eng. 2024, 86, 108860. [Google Scholar] [CrossRef]
- Yang, Y.B.; Chen, B.X.; Chen, Y.; Liu, F.C.; Xie, X.M.; Guo, W.Y.; Wang, H.C. Effect of admixtures and PVA fiber on the mechanical properties of high strength cementitious grout. Case Stud. Constr. Materials 2023, 18, e01884. [Google Scholar] [CrossRef]
- Zhen, G. Study on the failure effect of aramid reinforced concrete slab under localized blast loading. Structures 2024, 63, 106292. [Google Scholar] [CrossRef]
- Staniszewski, J.M.; Bogetti, T.A.; Wu, V.; Moy, P. Interfibrillar behavior in ultra-high molecular weight polyethylene (UHMWPE) single fibers subjected to tension. Int. J. Solids Struct. 2020, 206, 354–369. [Google Scholar] [CrossRef]
- Li, Y.-F.; Hsu, C.-F.; Syu, J.-Y.; Chen, F.-W.; Wu, J.-H. Experimental Investigation on the Mechanical Characteristics of Ultra-High-Molecular-Weight Polyethylene (UHMWPE) Based Fiber-Reinforced Concrete. Case Stud. Constr. Mater. 2024, 21, e03762. [Google Scholar] [CrossRef]
- Chen, Z.; Yu, L.; Jin, W.; Jiang, L.; Guo, M. Effect of ultra-high molecular weight polyethylene fiber on the early mechanical strength and shrinkage crack resistance of concrete. Struct. Concr. 2022, 23, 412–422. [Google Scholar] [CrossRef]
- Ji, Y.; Pei, Z. Investigation of Mechanical Properties of Ultra-High-Performance Polyethylene-Fiber-Reinforced Recycled-Brick-Aggregate Concrete. Polymers 2023, 15, 4573. [Google Scholar] [CrossRef]
- Yan, L.H.; Zhang, Y.W.; Zhu, L. Basic mechanical properties of ultra high molecular weight polyethylene fiber concrete. J. Natl. Univ. Def. Technol. 2014, 36, 43–47. [Google Scholar]
- Chu, S. Strain-hardening ultra-high performance concrete (UHPC) with hybrid steel and ultra-high molecular weight polyethylene fibers. Constr. Build. Mater. 2024, 438, 136716. [Google Scholar] [CrossRef]
- Wu, J.Q.; Wang, Y.; Sun, P.; Sun, Z.S.; Shen, J.S. The complete chloroplast genome of Prunus phaeosticta(Hance) Maxim. (Rosaceae) and its phylogenetic implications. Mitochondrial DNA Part B 2023, 8, 136–140. [Google Scholar] [CrossRef]
- Wu, Y.; Chen, M.; Chen, D.; Zhou, X.; He, J. Modification of ultra-high molecular weight polyethylene fiber to improve mechanical properties of foamed concrete. Constr. Build. Mater. 2024, 450, 138681. [Google Scholar] [CrossRef]
- Chun, B.; Lee, S.W.; Piao, R.; Kim, S.; Yoo, D.-Y. Enhanced Impact Resistance of RC Beams Using Various Types of High-Performance Fiber-Reinforced Cementitious Composites. Eng. Struct. 2024, 319, 118790. [Google Scholar] [CrossRef]
- Hajiesmaeili, A.; Denarié, E. Next Generation UHPFRC for Sustainable Structural Applications. In DSCS 2018: 2nd International Workshop on Durability and Sustainability of Concrete Structures; American Concrete Institute: Farmington Hills, MI, USA, 2018. [Google Scholar]
- Osman, B.H.; Sun, X.; Tian, Z.; Lu, H.; Jiang, G. Dynamic Compressive and Tensile Characteristics of a New Type of Ultra-High-Molecular Weight Polyethylene (UHMWPE) and Polyvinyl Alcohol (PVA) Fibers Reinforced Concrete. Shock. Vib. 2019, 2019, 6382934. [Google Scholar] [CrossRef]
- Pan, Z.; Tuladhar, R.; Yin, S.; Shi, F.; Dang, F. Feasibility of Repairing Concrete with Ultra-High Molecular Weight Polyethylene Fiber Cloth: A Comprehensive Literature Review. Buildings 2024, 14, 1631. [Google Scholar] [CrossRef]
- Wei, X.; Du, H.W.; Wang, C.Y.; Fang, Y.L. Investigation of Cutting Forces in Concrete Sawing Process. Key Eng. Mater. 2003, 250, 181–186. [Google Scholar] [CrossRef]
- Wang, C.Y.; Hu, Y.N.; Ding, H.N. Cutting Forces in Sawing Process of Reinforced Concrete. Mater. Sci. Forum 2004, 471–472, 292–297. [Google Scholar] [CrossRef]
- Yuan, H.; Wang, C.Y.; Hu, S.S.; Hu, Y.N.; Wang, Z.W.; Ding, H.N. Characteristics of Concrete Sawing Process with Diamond Tools. Chin. J. Mech. Eng. 2007, 18, 1604–1609. [Google Scholar]
- Yang, Z.L.; Hu, S.S.; Wang, Y.; Wang, C.Y.; Chen, B. Machining State and Surface Quality Analysis of Diamond Saw Blade Sawing Concrete Based on Wavelet Analysis. Tool Eng. 2018, 52, 45–51. [Google Scholar]
- Zheng, D.R.; Hu, S.S.; Wang, C.Y.; Hu, Y.N.; Chen, B.D.; Qin, C.H. Multi-scale analysis on dynamic characteristics of dry cutting plain concrete with diamond saw blades. Diam. Abras. Eng. 2015, 35, 40–45+51. [Google Scholar]
- Hu, S.S.; Yang, F.; Yang, Z.L.; Xiong, F.X.; Shi, W.W.; Tang, H.Q. Sawing Status Prediction of Diamond Sawblade Sawing Concrete Based on the Characteristics of Material Composition. In Proceedings of the ASME 2018 International Mechanical Engineering Congress and Exposition. Volume 13: Design, Reliability, Safety, and Risk, Pittsburgh, PA, USA, 9–15 November 2018; p. V013T05A069. [Google Scholar] [CrossRef]
- Li, M.Y.; Liu, S.; Tian, S.; Xiao, G.F. Image feature extraction and recognition of milling chatter of thin walled parts. J. Jilin Univ. (Eng. Technol. Ed.) 2022, 52, 425–432. [Google Scholar]
- Guo, L.; Yan, F.; Li, T.; Yang, T.; Lu, Y. An Automatic Method for Constructing Machining Process Knowledge Base from Knowledge Graph. Robot. Comput. Integr. Manuf. 2022, 73, 102222. [Google Scholar] [CrossRef]
- Wu, Y.; Du, R. Feature extraction and assessment using wavelet packets for monitoring of machining processes. Mech. Syst. Signal Process. 1996, 10, 29–53. [Google Scholar] [CrossRef]
- Segreto, T.; Simeone, A.; Teti, R. Principal Component Analysis for Feature Extraction and NN Pattern Recognition in Sensor Monitoring of Chip Form during Turning. CIRP J. Manuf. Sci. Technol. 2014, 7, 202–209. [Google Scholar] [CrossRef]
- Caggiano, A.; Angelone, R.; Napolitano, F.; Nele, L.; Teti, R. Dimensionality Reduction of Sensorial Features by Principal Component Analysis for ANN Machine Learning in Tool Condition Monitoring of CFRP Drilling. Procedia CIRP 2018, 78, 307–312. [Google Scholar] [CrossRef]
- Liang, Y.; Hu, S.; Guo, W.; Tang, H. Abrasive Tool Wear Prediction Based on an Improved Hybrid Difference Grey Wolf Algorithm for Optimizing SVM. Measurement 2022, 187, 110247. [Google Scholar] [CrossRef]
- Wang, G.; Zhuang, Y.; Song, L.; He, Z.; Zhang, J.; Zhou, H. Mechanical Properties and Failure Mechanism of Fiber-Reinforced Concrete Materials: Effects of Fiber Type and Content. Constr. Build. Mater. 2025, 465, 140190. [Google Scholar] [CrossRef]
- Fadli, M.; Alhamli, B.; Aldosari, A.; Alajmi, N.; Alkhayat, Z.; Potams, A.; Salman, M. Q-State Versus FFT and WT for Stress Detection. In Recent Trends and Advances in Artificial Intelligence; Garcia, F.P., Jamil, A., Hameed, A.A., Ortis, A., Ramirez, I.S., Eds.; ICAETA: Catania, Italy; Springer: Cham, Switzerland, 2024; Volume 1138. [Google Scholar] [CrossRef]
- Lever, J.; Krzywinski, M.; Altman, N. Principal component analysis. Nat. Methods 2017, 14, 641–642. [Google Scholar] [CrossRef]
- Kariri, E.; Louati, H.; Louati, A.; Masmoudi, F. Exploring the Advancements and Future Research Directions of Artificial Neural Networks: A Text Mining Approach. Appl. Sci. 2023, 13, 3186. [Google Scholar] [CrossRef]
- Xu, J.; Du, J.; Yuan, C. An alternative 2D ICEEMDAN-based denoising method and its application in processing magnetic anomaly data. Geod. Geodyn. 2024, 15, 465–476. [Google Scholar] [CrossRef]
- Colominas, M.A.; Schlotthauer, G.; Torres, M.E. Improved complete ensemble EMD: A suitable tool for biomedical signal processing. Biomed. Signal Process. Control. 2014, 14, 19–29. [Google Scholar] [CrossRef]
- Bai, Z.; Wei, J.; Chen, K.; Wang, K. ICEEMDAN and improved wavelet threshold for vibration signal joint denoising in OPAX. J. Mech. Sci. Technol. 2024, 38, 5841–5851. [Google Scholar] [CrossRef]
- Zhao, Y.; Shan, R.L.; Wang, H.L. Research on Vibration Effect of Tunnel Blasting Based on an Improved Hilbert–Huang Transform. Environ. Earth Sci. 2021, 80, 206. [Google Scholar] [CrossRef]
- Yang, C.; Wang, A.L.; Wang, J.H.; Cai, J. Hilbert-Huang Transfer Time-frequency Energy Analysis on Ultrasonic Signal of Detecting Lotus Root Based on ICEEMDAN. Chin. J. Mech. Eng. 2021, 10, 52–54+59. [Google Scholar]
- Cai, G.P.; Zhao, X.T.; Hu, X.N.; Huang, X.H.; Chen, H.M. Denoising Method of Vibration Signal of Ball Mill based on CEEMDAN-wavelet Threshold Combination. Mech. Sci. Technol. Aerosp. Eng. 2020, 39, 1077–1085. [Google Scholar]
- Zhang, J.; Li, S.; Liu, X.; Chen, H.; Zhou, Q. A WOA-ICEEMDAN joint wavelet threshold function based denoising method for ultrasound signals. Nondestruct. Test. Eval. 2025, 1–36. [Google Scholar] [CrossRef]
- Keppel, G.; Wickens, T.D. Design and Analysis: A Researcher’s Handbook. In Upper Saddle River, 4th ed.; Pearson: New York, NY, USA, 2004. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concrete Types | Compressive /MPa | Tensile /MPa | Flexural /MPa | Elastic Modulus /GPa | Impact Number of Times |
|---|---|---|---|---|---|
| Plain concrete (U-CTRL) ① [13] | 85.5 | 4.11 | 5.47 | / | / |
| Steel fiber-reinforced concrete (U-F2-1.5) ① [13] | 93.0 | 5.32 | 13.33 | / | / |
| Steel fiber-reinforced concrete (U-F1-1.5) ① [13] | 92.7 | 5.33 | 12.27 | / | / |
| Plain concrete ② [36] | 31.92 | / | / | 3.71 | / |
| Basalt fiber concrete ② [36] | 34.44 | / | / | 4.47 | / |
| Carbon fiber concrete ② [36] | 46.86 | / | / | 4.56 | / |
| Steel fiber concrete(0.2) ② [36] | 89.40 | / | / | 7.61 | / |
| Plain concrete ③ [15] | 22.09 | 3.01 (split tensile) | 5.04 | / | 15.7 |
| UHMWPE fiber concrete (C-T15-L12) ③ [15] | 33.55 | 5.43 (split tensile) | 5.82 | / | 866.0 |
| Concrete | No. | Concrete Strength | W/C Ratio | Portland Cement (P42.5) | River Sand (0.25 mm) | Fine Aggregate (≤10 mm) | Fiber Volume Fraction |
|---|---|---|---|---|---|---|---|
| Non-aggregate and non-fiber concrete (A) | A1 | C25 | 25% | 25% | 50% | 0 | 0 |
| A2 | C40 | 22% | |||||
| A3 | C55 | 20% | |||||
| Aggregate-free UHMWPE-FRC (B) | B1 | C25 | 25% | 50% | 50% | 0 | 1% |
| B2 | C40 | 22% | |||||
| B3 | C55 | 20% | |||||
| Aggregate-Containing UHMWPE-FRC (C) | C1 | C25 | 25% | 25% | 25% | 50 | 1% |
| C2 | C40 | 22% | |||||
| C3 | C55 | 20% |
| Category | Conditions |
|---|---|
| Concrete | A1, A2, A3, B1, B2, B3, C1, C2, C3 |
| Saw blade diameter (mm) | ∅160 |
| Cutting speed Vc (m/s) | 8, 13, 18, 23, 28 |
| Feed speed Vf (mm/min) | 100, 200, 300, 400, 500 |
| Depth of cut ap (mm) | 1, 2, 3, 4, 5 |
| Cutting method | Down cutting |
| Cooling method | Dry cut |
| Continuous Variable Features | n | di2 | ρ |
|---|---|---|---|
| ap | 5 | 2 | 0.9 |
| Vc | 5 | 34 | −0.7 |
| Vf | 5 | 14 | 0.3 |
| Concrete strength | 3 | 0 | 1.0 |
| Kruskal–Wallis Test | Post Hoc Dunn’s Test | |||||||
|---|---|---|---|---|---|---|---|---|
| Frequency Band | H | P | Significance (α = 0.1) | Pairwise Comparison | Z | P | Adjusted P | Significance (α = 0.1) |
| 0–250 Hz | 5.115 | 0.077 | Significant | A vs. B | 0.981 | 0.327 | 0.980 | |
| A vs. C | −1.275 | 0.202 | 0.607 | |||||
| B vs. C | −2.255 | 0.024 | 0.072 | Significant | ||||
| 250–500 Hz | 2.192 | 0.334 | Not significant | (The result of the Kruskal–Wallis test was not significant, therefore a post hoc Dunn’s test was not required) | ||||
| 500–750 Hz | 1.077 | 0.584 | Not significant | (The result of the Kruskal–Wallis test was not significant, therefore a post hoc Dunn’s test was not required) | ||||
| 750–1000 Hz | 7.731 | 0.021 | Significant | A vs. B | −2.059 | 0.039 | 0.118 | |
| A vs. C | 0.588 | 0.556 | 1.000 | |||||
| B vs. C | 2.648 | 0.008 | 0.024 | Significant | ||||
| 1000–1250 Hz | 4.885 | 0.087 | Significant | A vs. B | −1.961 | 0.050 | 0.150 | |
| A vs. C | −0.098 | 0.922 | 1.000 | |||||
| B vs. C | 1.863 | 0.062 | 0.187 | |||||
| 1250–1500 Hz | 6.000 | 0.050 | Significant | A vs. B | 1.765 | 0.078 | 0.233 | |
| A vs. C | −0.588 | 0.556 | 1.000 | |||||
| B vs. C | −2.353 | 0.019 | 0.056 | Significant | ||||
| 1500–1750 Hz | 7.654 | 0.022 | Significant | A vs. B | 2.746 | 0.006 | 0.018 | Significant |
| A vs. C | 1.079 | 0.281 | 0.842 | |||||
| B vs. C | −1.667 | 0.096 | 0.287 | |||||
| 1750–2000 Hz | 8.769 | 0.012 | Significant | A vs. B | 2.942 | 0.003 | 0.010 | Significant |
| A vs. C | 1.765 | 0.078 | 0.233 | |||||
| B vs. C | −1.177 | 0.239 | 0.718 | |||||
| 2000–2250 Hz | 8.346 | 0.015 | Significant | A vs. B | 2.844 | 0.004 | 0.013 | Significant |
| A vs. C | 1.863 | 0.062 | 0.187 | |||||
| B vs. C | −0.981 | 0.327 | 0.980 | |||||
| 2250–2500 Hz | 4.803 | 0.091 | Significant | A vs. B | 2.165 | 0.030 | 0.091 | Significant |
| A vs. C | 0.787 | 0.431 | 1.000 | |||||
| B vs. C | −1.378 | 0.168 | 0.505 | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, S.; Feng, J.; Liu, H.; Tang, G.; Zhang, G.; Xiong, F.; Zhong, S.; Huang, Y. Cutting Feature Extraction Method for Ultra-High Molecular Weight Polyethylene Fiber-Reinforced Concrete Based on Feature Classification and Improved Hilbert–Huang Transform. Buildings 2025, 15, 1272. https://doi.org/10.3390/buildings15081272
Hu S, Feng J, Liu H, Tang G, Zhang G, Xiong F, Zhong S, Huang Y. Cutting Feature Extraction Method for Ultra-High Molecular Weight Polyethylene Fiber-Reinforced Concrete Based on Feature Classification and Improved Hilbert–Huang Transform. Buildings. 2025; 15(8):1272. https://doi.org/10.3390/buildings15081272
Chicago/Turabian StyleHu, Shanshan, Jinzhao Feng, Hui Liu, Guoxin Tang, Geng’e Zhang, Fali Xiong, Shirun Zhong, and Yilong Huang. 2025. "Cutting Feature Extraction Method for Ultra-High Molecular Weight Polyethylene Fiber-Reinforced Concrete Based on Feature Classification and Improved Hilbert–Huang Transform" Buildings 15, no. 8: 1272. https://doi.org/10.3390/buildings15081272
APA StyleHu, S., Feng, J., Liu, H., Tang, G., Zhang, G., Xiong, F., Zhong, S., & Huang, Y. (2025). Cutting Feature Extraction Method for Ultra-High Molecular Weight Polyethylene Fiber-Reinforced Concrete Based on Feature Classification and Improved Hilbert–Huang Transform. Buildings, 15(8), 1272. https://doi.org/10.3390/buildings15081272