
Flexural Behavior of Shield Tunnel Joints with Auto-Lock Connectors: A Theoretical and Numerical Investigation with Parametric Analysis


Abstract
1. Introduction
2. Characteristics of the Auto-Lock Connector
2.1. Structure of the Auto-Lock Connector
2.2. Working Mechanism of the Auto-Lock Connector
3. Analytical Solution of the Auto-Lock Joint
3.1. Basic Assumptions
- (1)
- The materials involved are isotropic.
- (2)
- Only the effects of the axial force and the bending moment on the segment joint are considered [17].
- (3)
- Under bending and axial loading, the joint undergoes rotational deformation, and the stress on the joint satisfies the plane section assumption.
- (4)
- The entire cross-section of the joint surface is in a state of compression before the joint opens, and connectors are not engaged in the work. Once the joint opens, the detachment zone and the compression zone on the joint section maintain compatible deformation. Tension is supported by the connectors, whereas compression is taken only by the segment.
- (5)
- The effects of the pretension of connectors, hole channel errors, transmission cushion, and waterproof sealing cushion on the mechanical performance of the joint are not considered.
3.2. Constitutive Model of Materials
3.2.1. Concrete
3.2.2. Connector
3.3. Bearing Capacity of the Auto-Lock Connector
3.4. Mechanical Model of the Auto-Lock Joint
3.4.1. Failure Modes
- (1)
- Some components of auto-lock connectors reach the ultimate strain, but the concrete remains intact.
- (2)
- The connectors yield, and the concrete is partially crushed.
- (3)
- The connector has not yielded, while the concrete has been partially crushed.
- (4)
- The connector is out of service, and the concrete is partially crushed.
3.4.2. Bearing Capacity of the Auto-Lock Joint
4. Numerical Analysis
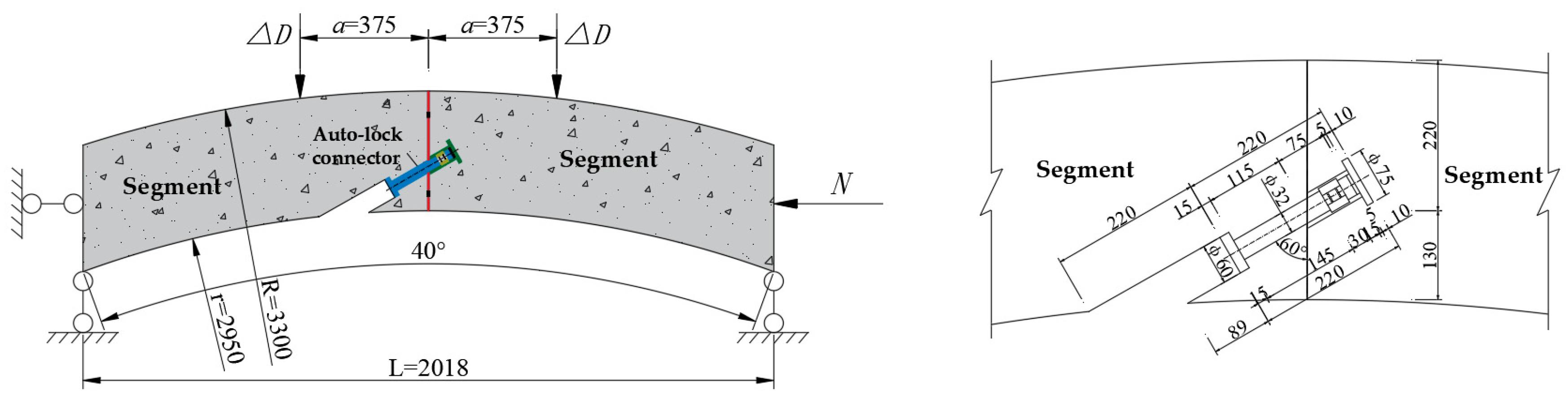
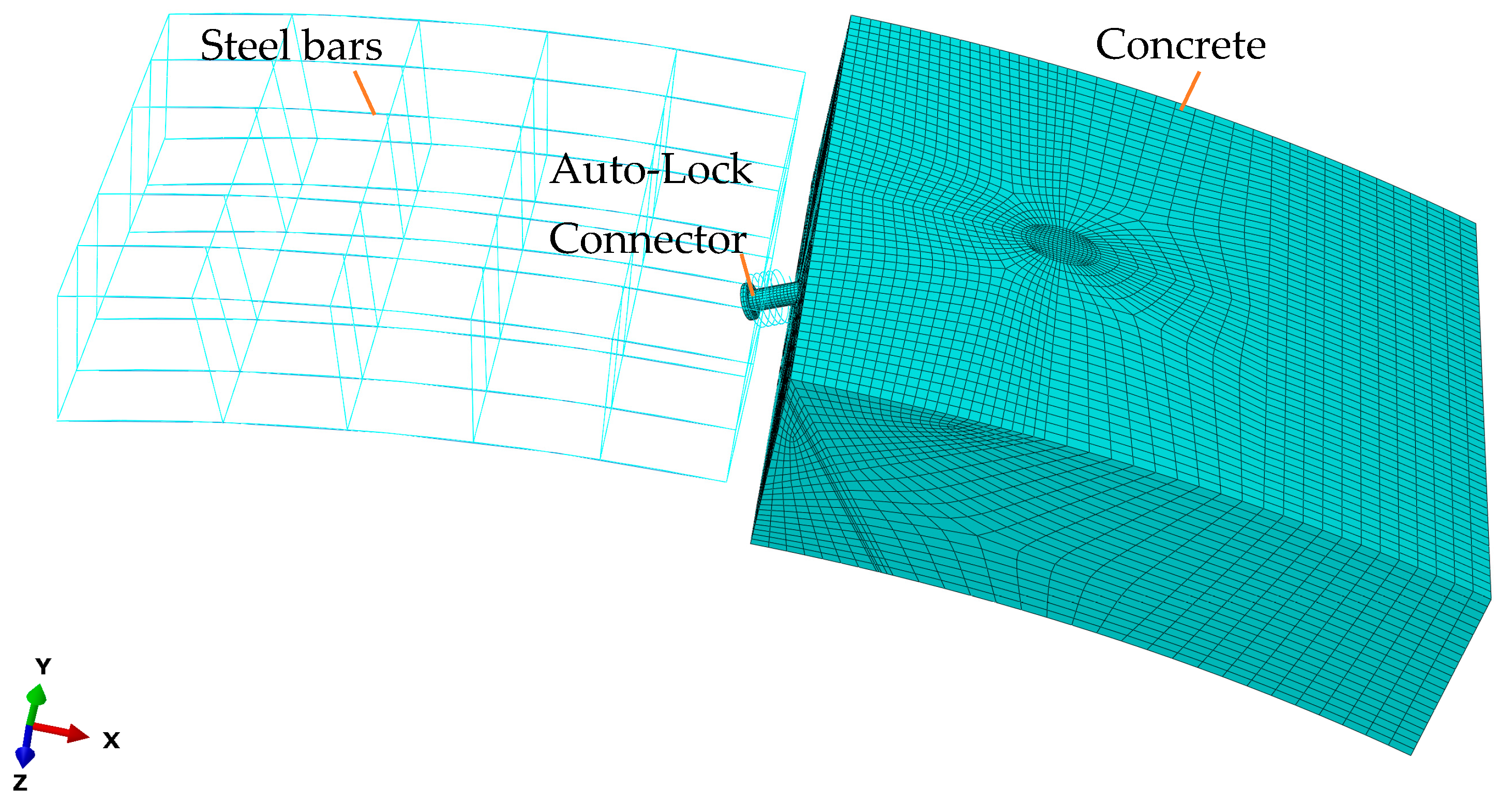
4.1. Numerical Model
4.2. Material Properties
4.3. Results and Discussion
4.3.1. Joint Opening
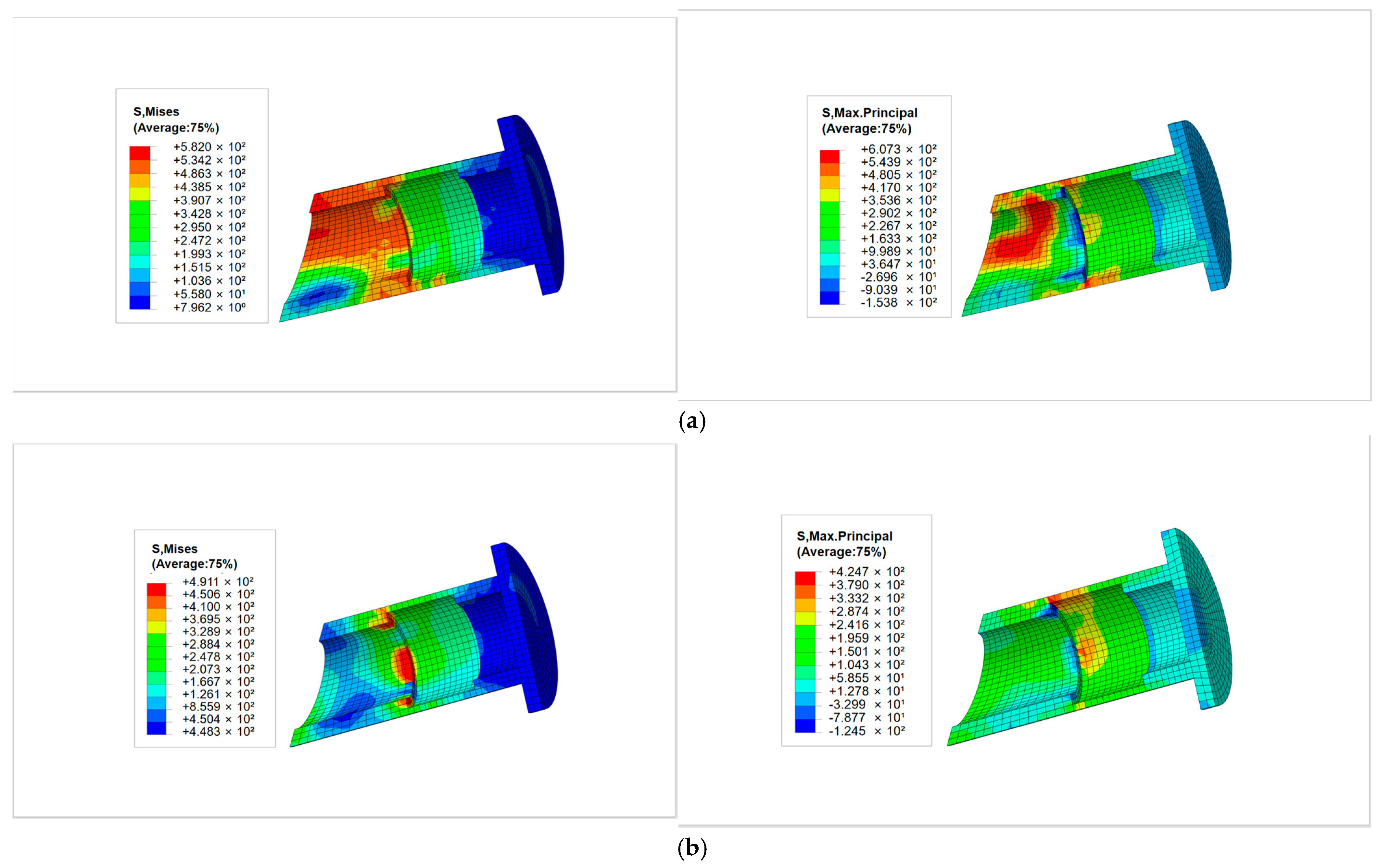
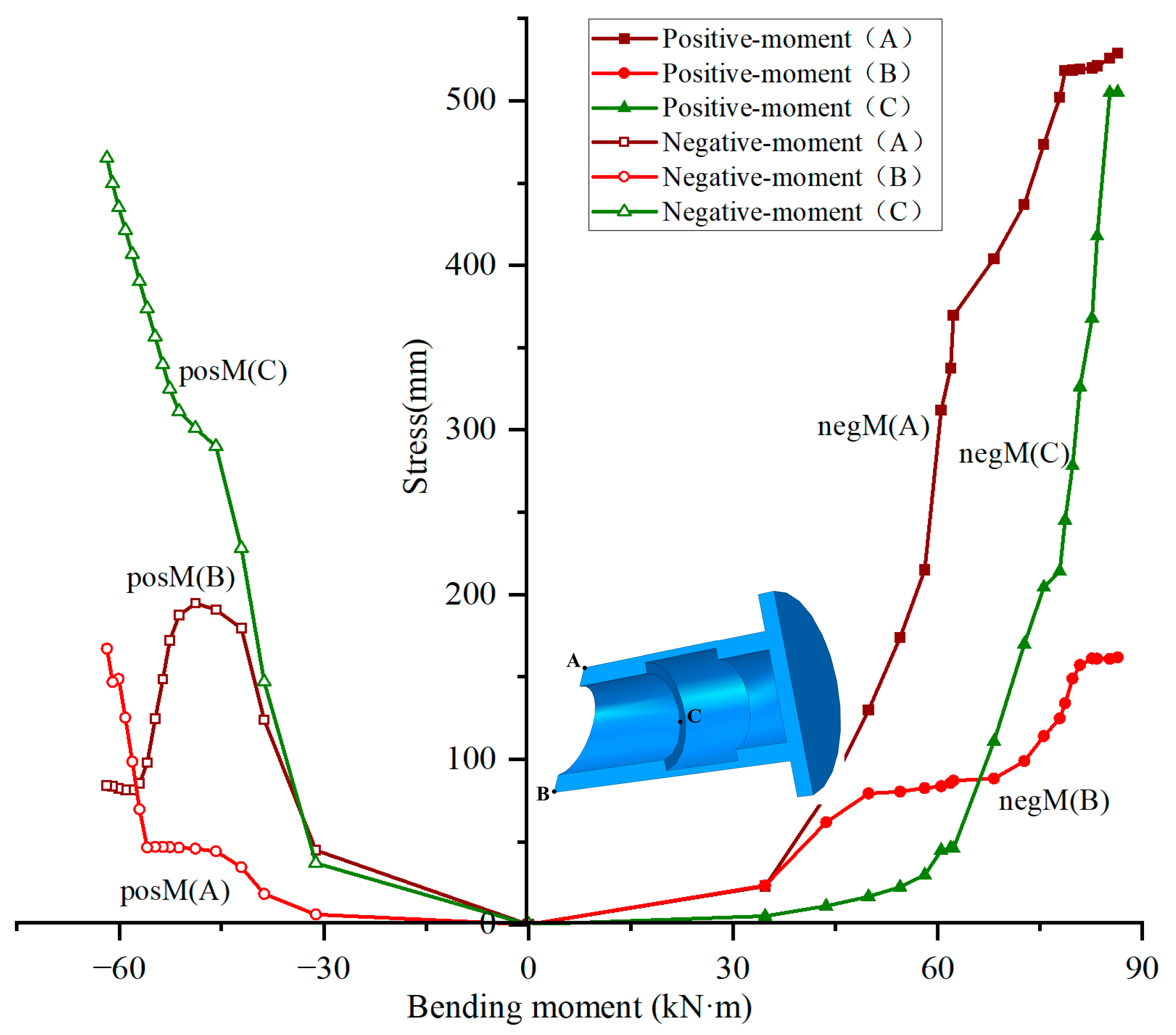
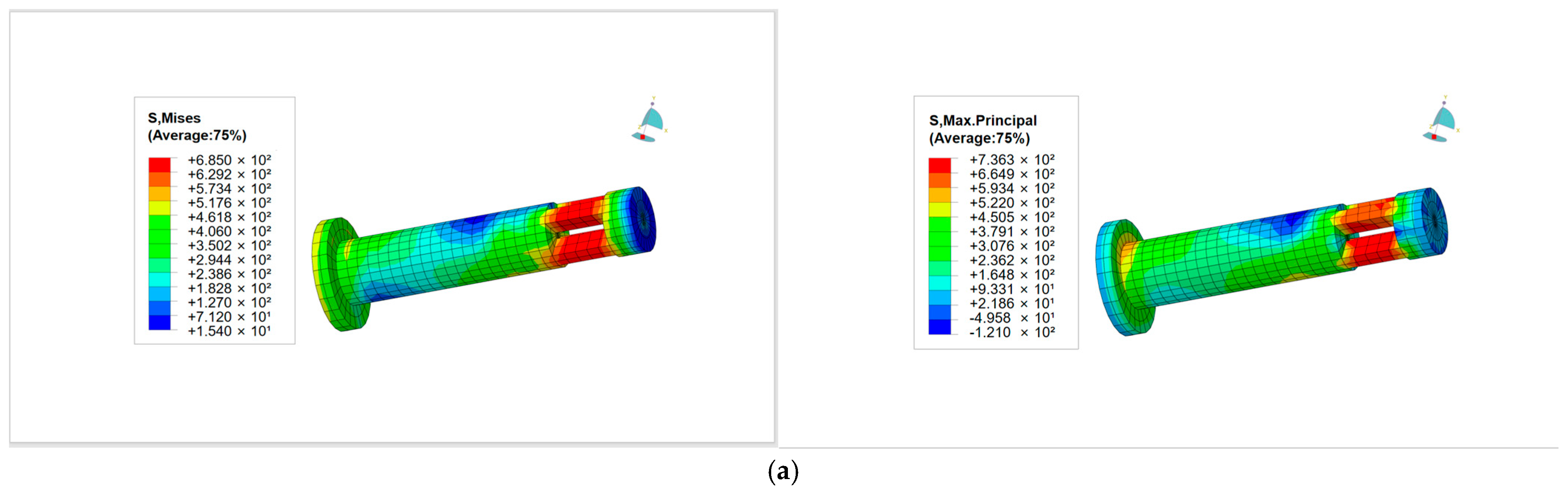
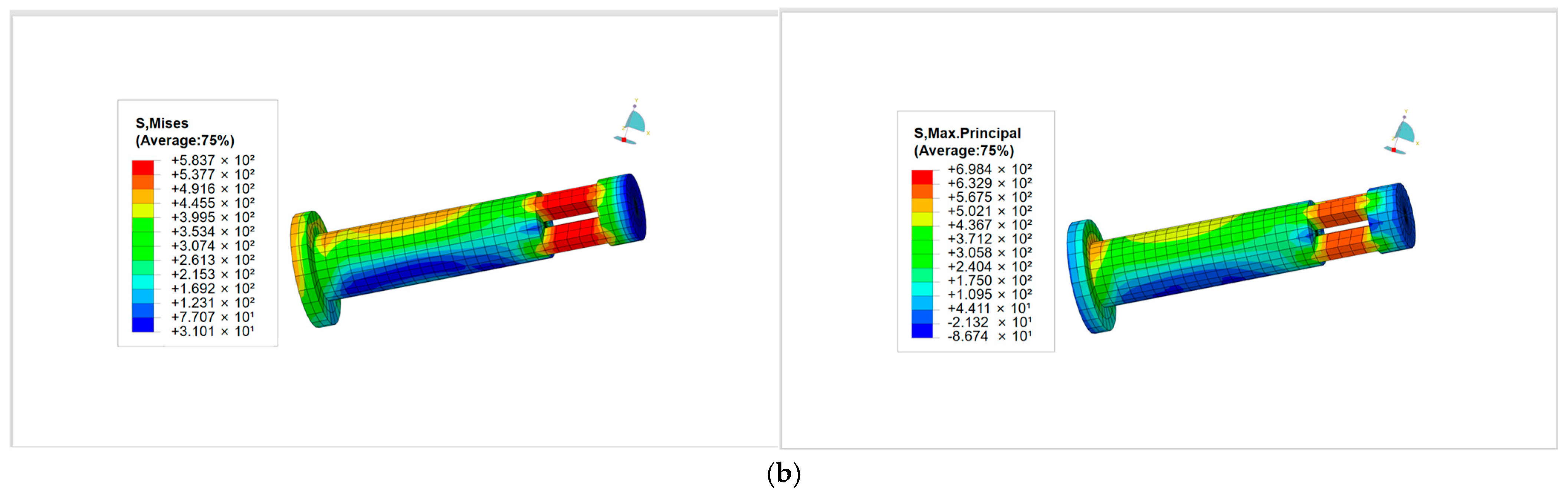
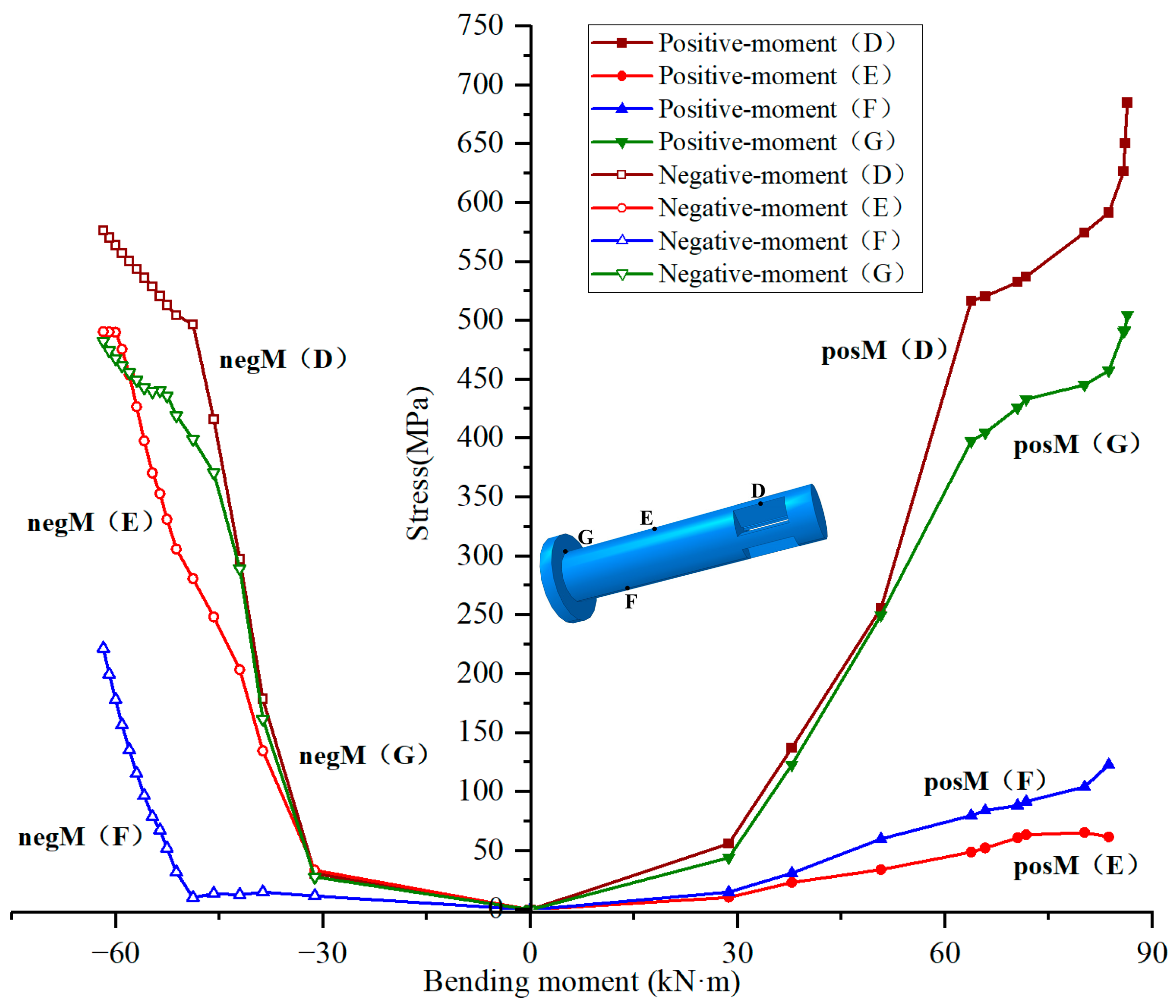
4.3.2. Stress of the Auto-Lock Connector
- (1)
- Sleeve stress
- (2)
- Pin rod stress
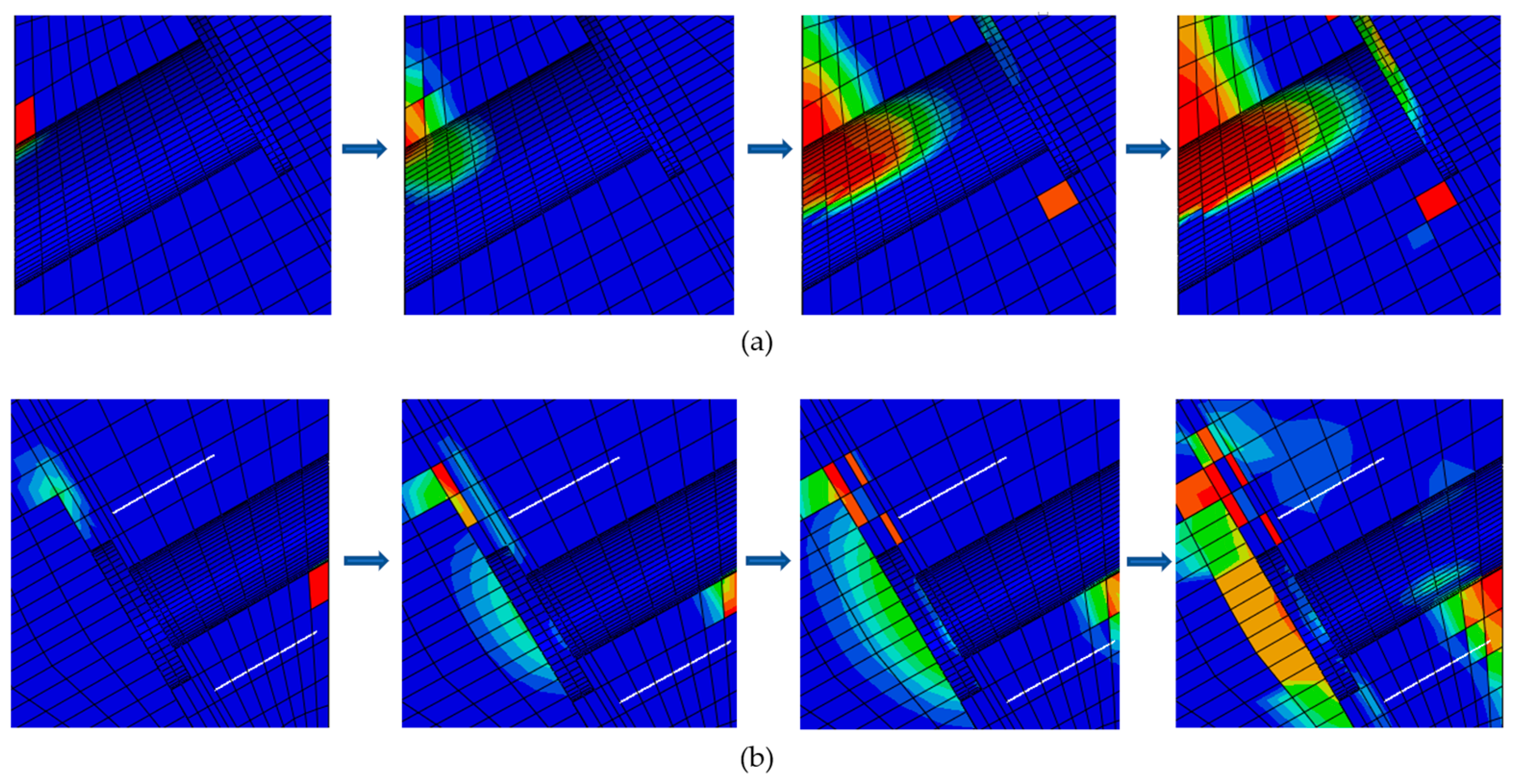
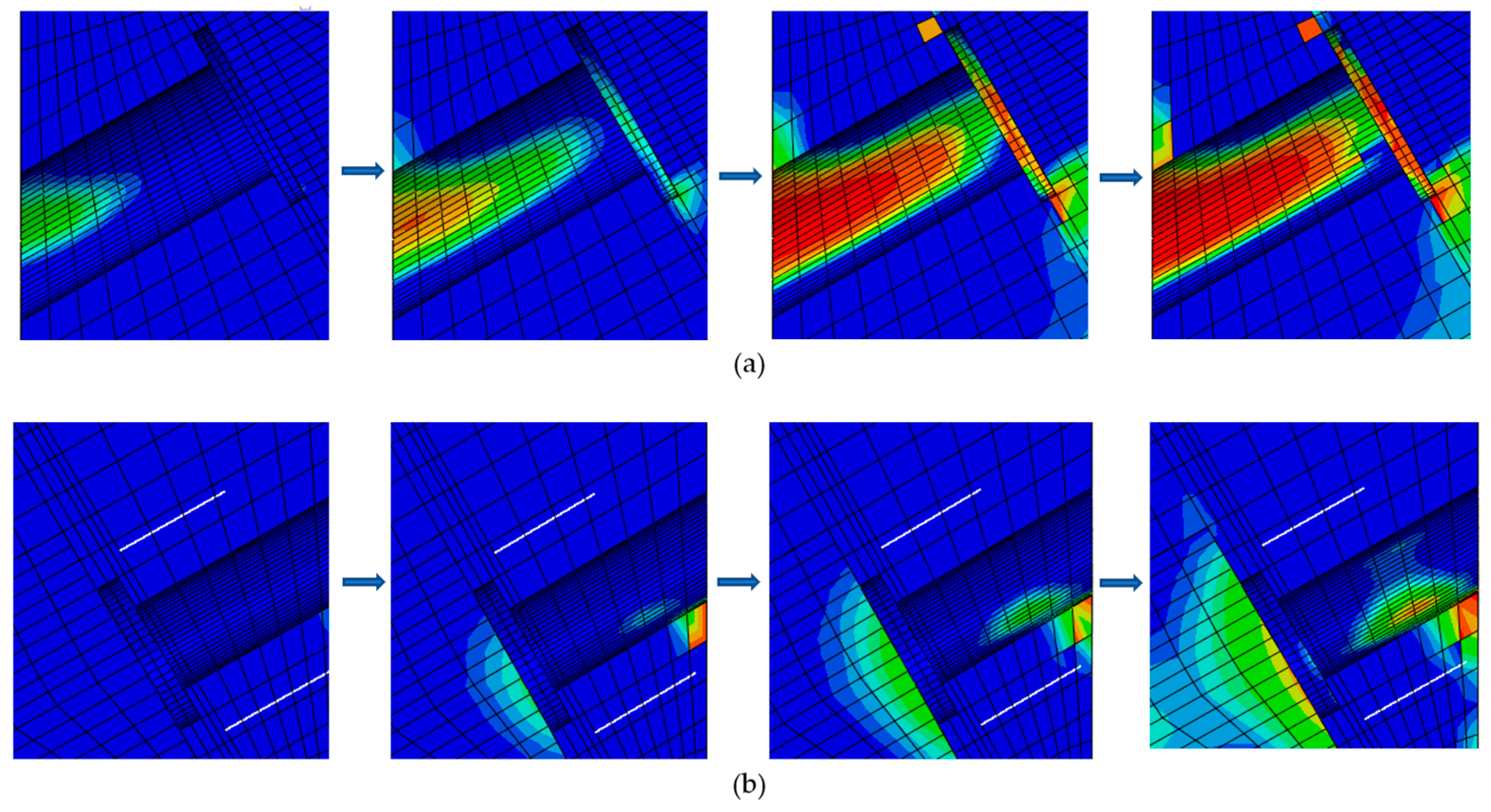
4.3.3. Damage Evolution of the Concrete Around the Auto-Lock Connector
5. Parameter Analysis
5.1. Influencing Factors
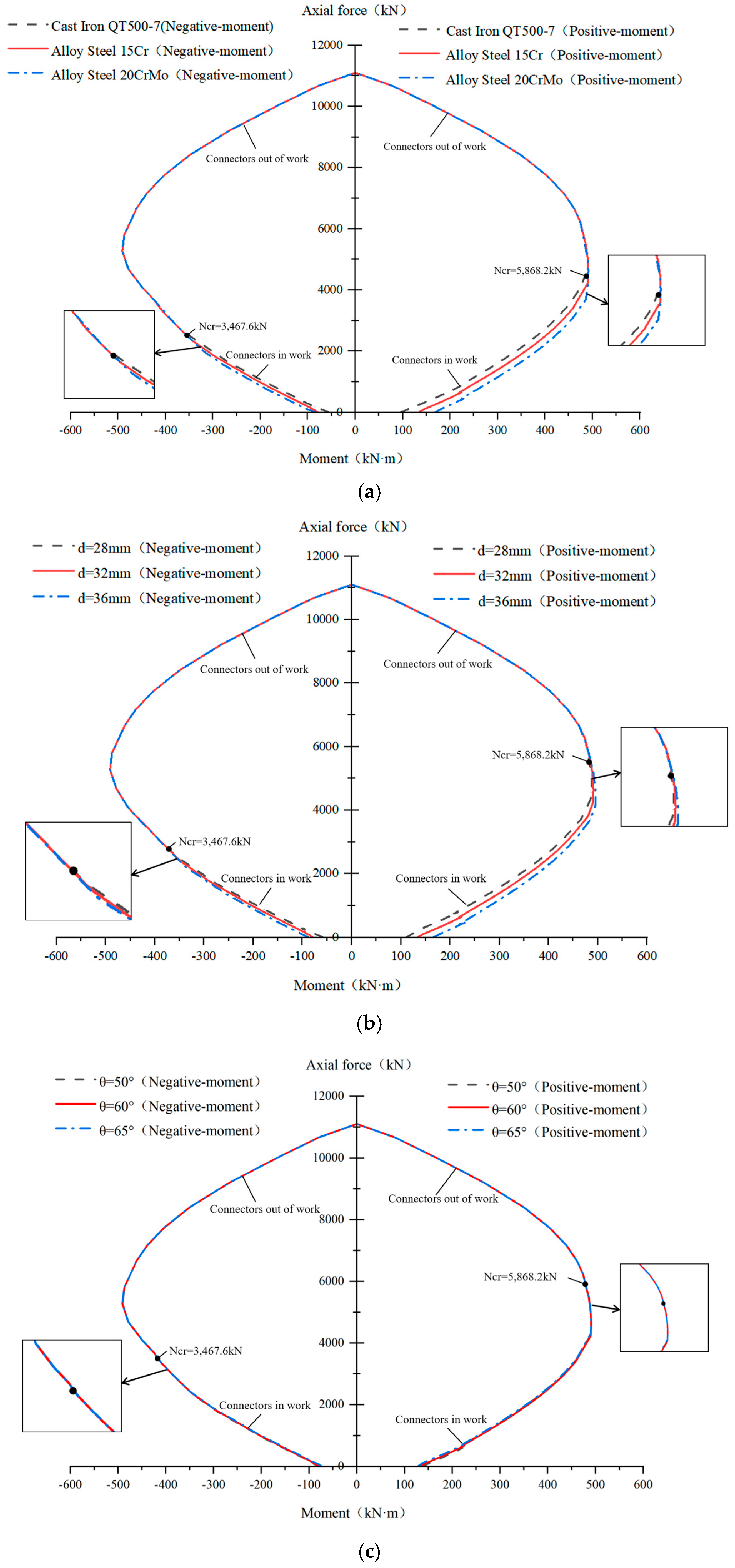
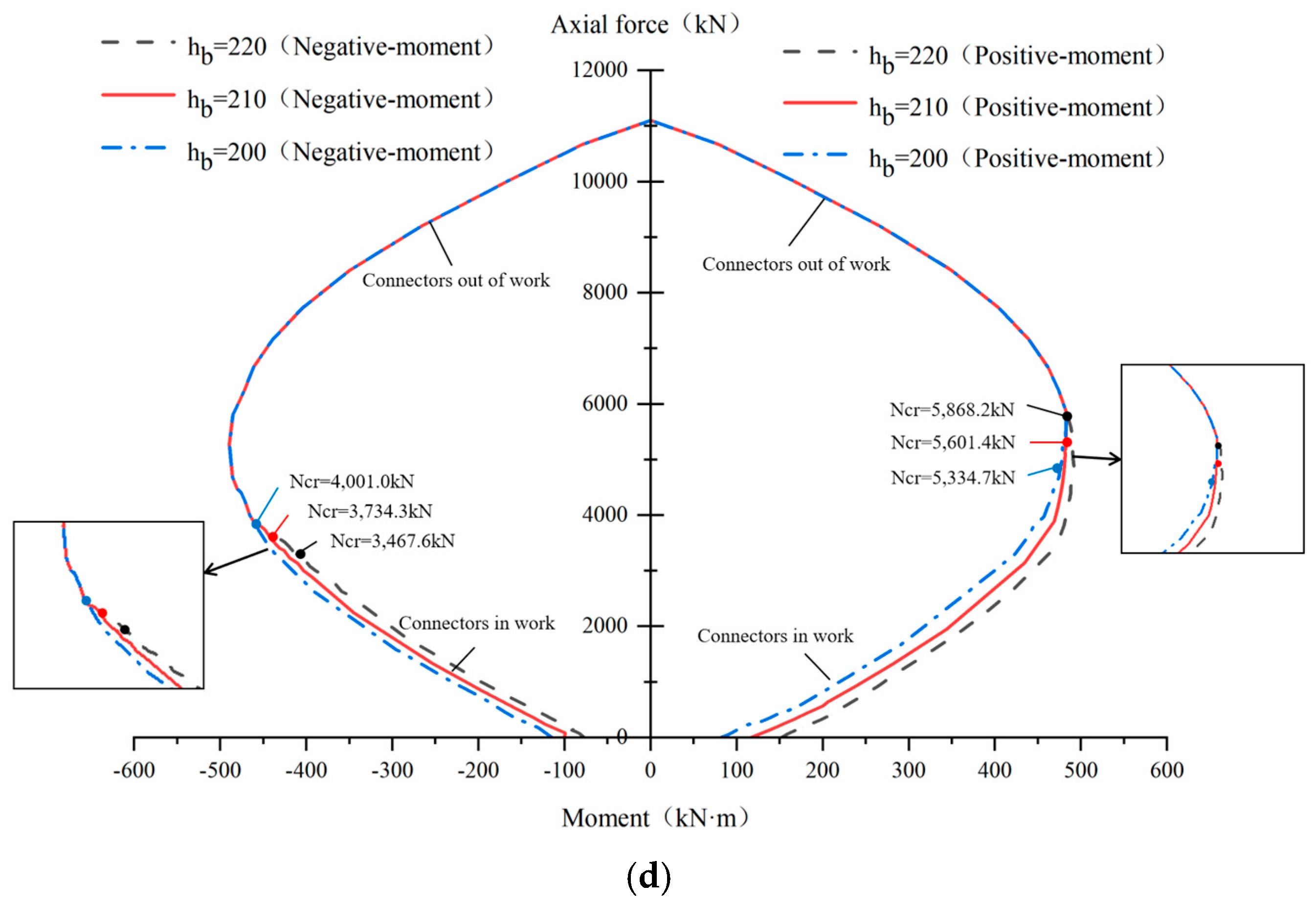
5.2. Parametric Studies
6. Discussion
7. Conclusions
- (1)
- Analytical solutions for auto-lock joint bending capacity show close agreement with numerical simulations.
- (2)
- Horizontal axial force restricts joint opening and enhances positive bending resistance. The ultimate bending moment varies nonlinearly with axial force due to the differing working states of auto-lock connectors and concrete material properties.
- (3)
- The failure of the auto-lock connectors occur due to tearing at the weakened hole-opening position of the pin rod, rather than overall pull-out from the segment.
- (4)
- Enhancing the material strength and diameter of connectors improves their bending capacity, with greater improvements under lower axial loads. Connector inclination and positioning largely depend on installation requirements and the internal forces of tunnel rings.
- (5)
- The paper enriches the theoretical understanding of auto-lock joint mechanics and promotes the data-driven, fully mechanized construction of shield tunnels.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wen, H.; Tang, B.; Xu, Z.Z.; Zhang, K.J.; Zeng, Y.W. The sensitivity analysis of beam-spring model for shield tunnel segment. Appl. Mech. Mater. 2013, 256, 1263–1269. [Google Scholar] [CrossRef]
- Liu, X.; Dong, Z.; Song, W.; Bai, Y. Investigation of the structural effect induced by stagger joints in segmental tunnel linings: Direct insight from mechanical behaviors of longitudinal and circumferential joints. Tunn. Undergr. Space Technol. 2018, 71, 271–291. [Google Scholar] [CrossRef]
- Li, H.; Li, X.; Yang, Y.; Liu, Y.; Ma, M. Structural stress characteristics and joint deformation of shield tunnels crossing active faults. Appl. Sci. 2022, 12, 3229. [Google Scholar] [CrossRef]
- Zhang, R.D.; Xue, Y.D.; Liao, L. Simulation and analysis on the mechanical properties of a new slide-in Joint for shield tunnel segment. IOP Conf. Ser. Earth Environ. Sci. 2020, 570, 022061. [Google Scholar]
- Zhang, S.L. Research on the Mechanical Properties and Type Selection of Prefabricated Lining Joints in Railway Tunnels. Ph.D. Thesis, China Academy of Railway Sciences, Beijing, China, 2020. [Google Scholar]
- Guan, L.X.; Sun, W.; Zhang, M.X.; Fang, T.; Zhang, J. Mechanical performance and experimental research on circumferential fast connector of shield tunnel. Tunn. Constr. 2022, 42, 967. [Google Scholar]
- Bi, X.; Liu, X.; Li, W.; Cao, W.; Wang, X.; Chen, B. Research on the application of new connecting segment technology in metro shield tunnel. Urban Mass Transit 2020, 23, 1–11. [Google Scholar]
- Liu, S.J.; Feng, K.; He, C.; He, Z.S. Study on the bending mechanical model of segmental joint in shield tunnel with large cross-section. Eng. Mech. 2015, 32, 215–221. [Google Scholar]
- Zhang, W.; De Corte, W.; Liu, X.; Taerwe, L. Optimization study on longitudinal joints in quasi-rectangular shield tunnels. Appl. Sci. 2021, 11, 573. [Google Scholar] [CrossRef]
- Liu, X.; Bai, Y.; Yuan, Y.; Mang, H.A. Experimental investigation of the ultimate bearing capacity of continuously jointed segmental tunnel linings. Struct. Infrastruct. Eng. 2016, 12, 1364–1379. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, C.; Zhang, C.G.; Yuan, Y. Ultimate load-carrying capacity of the longitudinal joints in segmental tunnel linings. Struct. Concr. 2017, 18, 693–709. [Google Scholar] [CrossRef]
- Ding, W.Q.; Chen, X.Q.; Jin, Y.L.; Qiao, Y.F. Flexural behavior of segmental joint containing double rows of bolts: Experiment and simulation. Tunn. Undergr. Space Technol. 2021, 112, 103940. [Google Scholar] [CrossRef]
- Xiao, M.Q.; Feng, K.; Zhang, L.; He, C. A calculation model of flexural bearing capacity of segmental joint for shield tunnels. China Civ. Eng. J. 2019, 52, 108–119. [Google Scholar]
- Zuo, L.; Li, G.; Feng, K.; Ma, X.; Zhang, L.; Qiu, Y.; Cao, S.; Feng, L. Experimental analysis of mechanical behavior of segmental joint for gas pipeline shield tunnel under unfavorable compression-bending loads. Tunn. Undergr. Space Technol. 2018, 77, 227–236. [Google Scholar] [CrossRef]
- Guo, W.; Feng, K.; Zhou, Y.; Lu, X.; Qi, M.; He, C.; Xiao, M. Experimental and numerical investigation on the shear behavior and damage mechanism of segmental joint under compression-shear load. Tunn. Undergr. Space Technol. 2023, 139, 105238. [Google Scholar] [CrossRef]
- Zhou, Z.; Feng, K.; Liu, Y.; Wu, B.; Lu, C.; Lin, G.; He, C. Experimental study on the compression-shear performance of a new-type circumferential joint of shield tunnel. Undergr. Space 2024, 14, 138–155. [Google Scholar] [CrossRef]
- Lei, M.; Lin, D.; Shi, C.; Ma, J.; Yang, W.; Sun, J. A structural calculation model of shield tunnel segment: Heterogeneous equivalent beam model. Adv. Civ. Eng. 2018, 2018, 9637838. [Google Scholar] [CrossRef]
- ACI 318; Building Code Requirements for Structural Concrete and Commentary. American Concrete Institute: Farmington Hills, MI, USA, 2011.
- NZS 3101; Concrete Structures Standard—Part 1—The Design of Concrete Structures. Standards New Zealand: Wellington, New Zealand, 2006.
- Zhang, L.; Feng, K.; Li, M.; Sun, Y.; He, C.; Xiao, M. Analytical method regarding compression-bending capacity of segmental joints: Theoretical model and verification. Tunn. Undergr. Space Technol. 2019, 93, 103083. [Google Scholar] [CrossRef]
- Wang, Y.C.; Xu, H.; Lei, Y.T.; Zhou, X.; Hao, Y. Research on the deformation and failure law of prefabricated invert joints in highway tunnels. China J. Highw. Transp. 2024, 37, 58–69. [Google Scholar] [CrossRef]
- Xu, J.; Gao, M.; Wang, Y.; Yu, Z.; Zhao, J.; DeJong, M.J. Numerical investigation of the effects of separated footings on tunnel-soil-structure interaction. J. Geotech. Geoenviron. Eng. 2025, 151, 04025057. [Google Scholar] [CrossRef]
- Xu, J.; Zheng, L.; Song, G.; Zhang, D.; Sheil, B.; Marshall, A.M. Effects of embedded walls on tunnelling-induced sandy ground displacements: A numerical investigation. Géotechnique 2025, 75, 472–485. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, H.W.; Zhang, D.M. Influence of segment design of shield tunnel on the magnitude of joint opening. Adv. Mater. Res. 2011, 160, 698–703. [Google Scholar] [CrossRef]
- Zhong, X.; Zhu, W.; Huang, Z.; Han, Y. Effect of joint structure on joint stiffness for shield tunnel lining. Tunn. Undergr. Space Technol. 2006, 21, 406–407. [Google Scholar]
- Feng, K.; He, C.; Xiao, M.Q. Bending resistance tests on segments Joints with complex joint surfaces of shield tunnels under high Axial compression. China Civ. Eng. J. 2016, 49, 99–110. [Google Scholar]
- Su, H.; Deng, T.; Yang, Z.; Qin, J.; Zheng, L. Characterization of shear damage and channel reinforcement of circumferential joints between shield tunneling segments based on numerical simulation. Buildings 2024, 14, 540. [Google Scholar] [CrossRef]
- Lu, C.; Liu, C.; Zhang, X. Segment thickness design and bearing performance analysis of large inner-diameter shield tunnel under lateral unloading. Appl. Sci. 2023, 13, 11871. [Google Scholar] [CrossRef]
- Wei, L.; Yang, C.; Chen, W.; Liu, L.; Su, D. Numerical analysis of ground surcharge effects on deformation characteristics in shield tunnel linings. Appl. Sci. 2024, 14, 2328. [Google Scholar] [CrossRef]
- GB50010; Code for Design of Concrete Structures. China Architecture and Building Press: Beijing, China, 2010. (In Chinese)
- GB/T 3077; Alloy Structure Steels. National Standardization Administration: Beijing, China, 2015. (In Chinese)
- Liang, K.; Feng, K.; Zhang, L.; He, C.; Su, A.; Guo, W. Failure mechanism of underwater shield tunnel: An experimental and theoretical study. Tunn. Undergr. Space Technol. 2023, 137, 105155. [Google Scholar] [CrossRef]
- Hu, X.; Hu, H.; Xie, N.; Huang, Y.; Guo, P.; Gong, X. The effect of grain size heterogeneity on mechanical and microcracking behavior of pre-heated Lac du Bonnet granite using a grain-based model. Rock Mech. Rock Eng. 2023, 56, 5923–5954. [Google Scholar] [CrossRef]
- Hu, X.; Guo, P.; Xie, N.; Hu, H.; Lei, G.; Ma, J.; Gong, X. Creep behavior and associated acoustic characteristics of heterogeneous granite containing a single pre-existing flaw using a grain-based parallel-bonded stress corrosion model. Rock Mech. Rock Eng. 2023, 56, 4799–4832. [Google Scholar] [CrossRef]
- Li, R.; Yin, Z.-Y.; He, S.-H. 3D reconstruction of arbitrary granular media utilizing vision foundation model. Appl. Soft Comput. 2025, 169, 112599. [Google Scholar] [CrossRef]
- He, S.H.; Yin, Z.Y.; Ding, Z.; Li, R.D. Particle morphology and principal stress direction dependent strength anisotropy through torsional shear testing. Can. Geotech. J. 2024, 62. [Google Scholar] [CrossRef]
- He, S.H.; Yin, Z.Y.; Ibraim, E.; Ding, Z. Face mask chips-reinforced sands under monotonic and cyclic torsional shearing. Géotechnique 2025, 20, 167–183. [Google Scholar] [CrossRef]
- He, S.H.; Yin, Z.Y.; Ding, Z.; Sun, Y. The role of incremental stress ratio in mechanical behavior and particle breakage of calcareous sand. Acta Geotech. 2025, 20, 167–183. [Google Scholar] [CrossRef]
- Hu, X.; Shentu, J.; Xie, N.; Huang, Y.; Lei, G.; Hu, H.; Guo, P.; Gong, X. Predicting triaxial compressive strength of high-temperature treated rock using machine learning techniques. J. Rock Mech. Geotech. Eng. 2023, 15, 2072–2082. [Google Scholar] [CrossRef]
- Hu, H.; Hu, X.; Gong, X. Predicting the strut forces of the steel supporting structure of deep excavation considering various factors by machine learning methods. Undergr. Space 2024, 18, 114–129. [Google Scholar] [CrossRef]
- He, S.H.; Yin, Z.Y.; Sun, Y.; Ding, Z. Intelligent Parameter Identification for a High-Cycle Accumulation Model of Sand With Enhancement of Cuckoo Search Algorithm. Int. J. Numer. Anal. Methods Geomech. 2024, 48, 4410–4427. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | Parameters | Values |
|---|---|---|---|
| Mass density (kg/m3) | 2500 | Invariant stress ratio Kc | 0.6667 |
| Young’s modulus Ec (MPa) | 35,100 | Viscosity parameter | 0.0005 |
| Compressive strength σcf (MPa) | 23.1 | Dilation angle (°) | 30 |
| Tensile strength σtf (MPa) | 2.64 | 1.16 | |
| Poisson’s ratio | 0.167 | 0.1 |
| Loading Schemes | Failure Modes (See Section 4.1) | Ultimate Bearing Capacity | Deviation (Mu-NSS–M’u-TAS)/M’u | ||||
|---|---|---|---|---|---|---|---|
| Case | N/kN | ΔDmax/mm | Nu/kN | Mu-NSS/kN·m | M’u-TAS/kN·m | ||
| Positive-moment | 100 | −20 | (2) | 93.57 | 76.00 | 78.90 | −3.67% |
| 200 | −20 | (2) | 198.17 | 86.40 | 90.47 | −4.50% | |
| 300 | −15 | (3) | 294.27 | 97.45 | 103.13 | −5.51% | |
| 400 | −10 | (3) | 402.51 | 108.45 | 115.20 | −5.86% | |
| 500 | −10 | (3) | 494.34 | 119.89 | 125.57 | −4.52% | |
| Negative-moment | 100 | 20 | (3) | 95.49 | −54.14 | −51.60 | 4.93% |
| 200 | 20 | (3) | 192.17 | −62.01 | −61.30 | 1.15% | |
| 300 | 15 | (3) | 298.77 | −73.73 | −76.56 | −3.70% | |
| 400 | 10 | (3) | 399.76 | −88.01 | −89.45 | −1.60% | |
| 500 | 10 | (3) | 494.25 | −99.44 | −101.38 | −1.91% | |
| Influencing Factor | Parameter Value |
|---|---|
| Material strength fu | 500 MPa, 690 MPa, 885 Mpa |
| Pin rod’s diameter d | 28 mm, 32 mm, 36 mm |
| Inclination angle α | 65°, 60°, 55° |
| Distance from outer segment side hb | 220 mm, 210 mm, 200 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, L.; Lin, W.; Hu, H.; Lei, G.; Liu, H. Flexural Behavior of Shield Tunnel Joints with Auto-Lock Connectors: A Theoretical and Numerical Investigation with Parametric Analysis. Buildings 2025, 15, 2182. https://doi.org/10.3390/buildings15132182
Luo L, Lin W, Hu H, Lei G, Liu H. Flexural Behavior of Shield Tunnel Joints with Auto-Lock Connectors: A Theoretical and Numerical Investigation with Parametric Analysis. Buildings. 2025; 15(13):2182. https://doi.org/10.3390/buildings15132182
Chicago/Turabian StyleLuo, Lina, Weidong Lin, Haibo Hu, Gang Lei, and Hui Liu. 2025. "Flexural Behavior of Shield Tunnel Joints with Auto-Lock Connectors: A Theoretical and Numerical Investigation with Parametric Analysis" Buildings 15, no. 13: 2182. https://doi.org/10.3390/buildings15132182
APA StyleLuo, L., Lin, W., Hu, H., Lei, G., & Liu, H. (2025). Flexural Behavior of Shield Tunnel Joints with Auto-Lock Connectors: A Theoretical and Numerical Investigation with Parametric Analysis. Buildings, 15(13), 2182. https://doi.org/10.3390/buildings15132182