
3D Concrete Printing Review: Equipment, Materials, Mix Design, and Properties


Abstract
1. Introduction
2. 3D Concrete Printing Settings and Equipment
2.1. Main Phases of 3D Concrete Printing Process
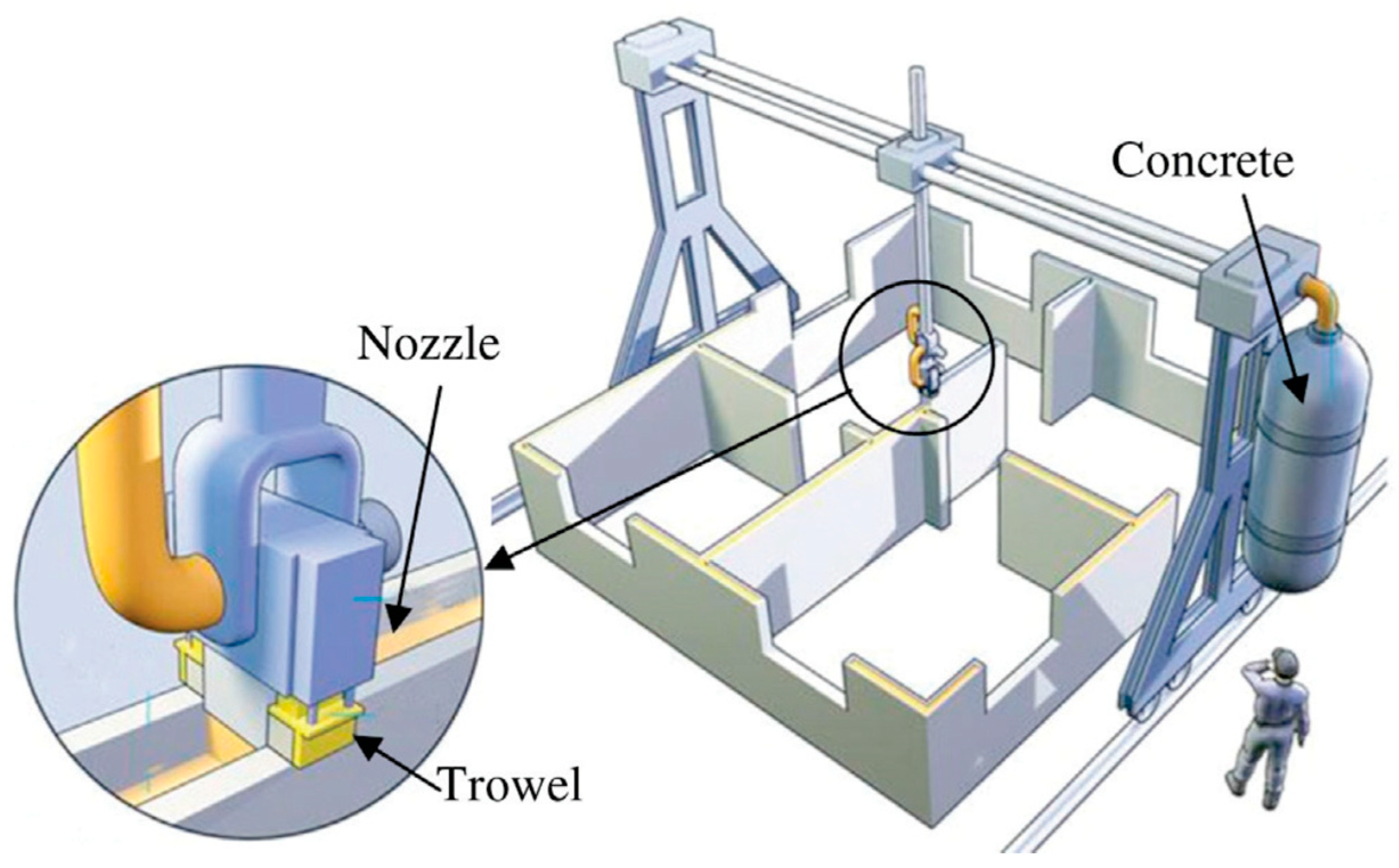
2.2. Contour Crafting (CC)
2.3. Concrete Printing (CP)
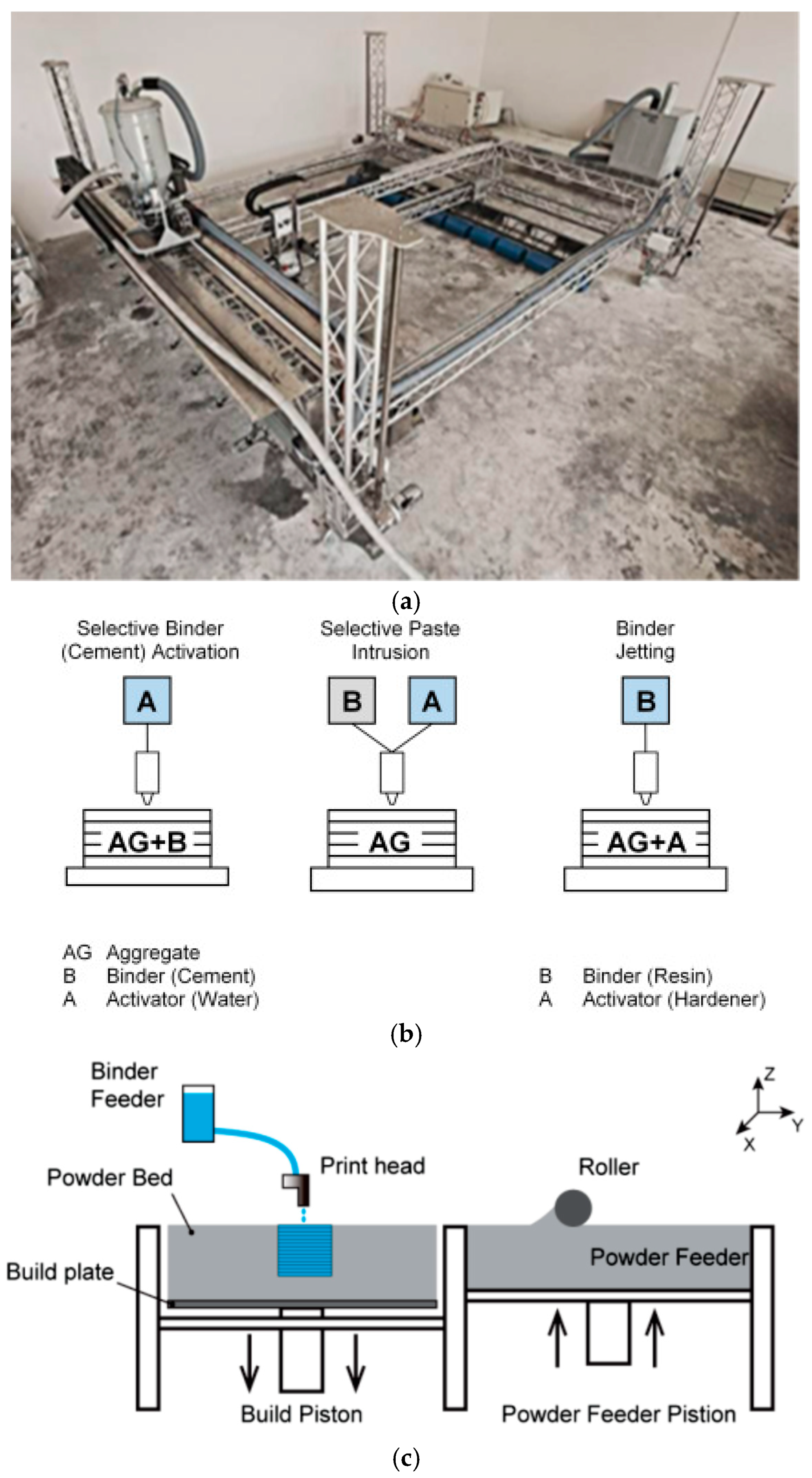
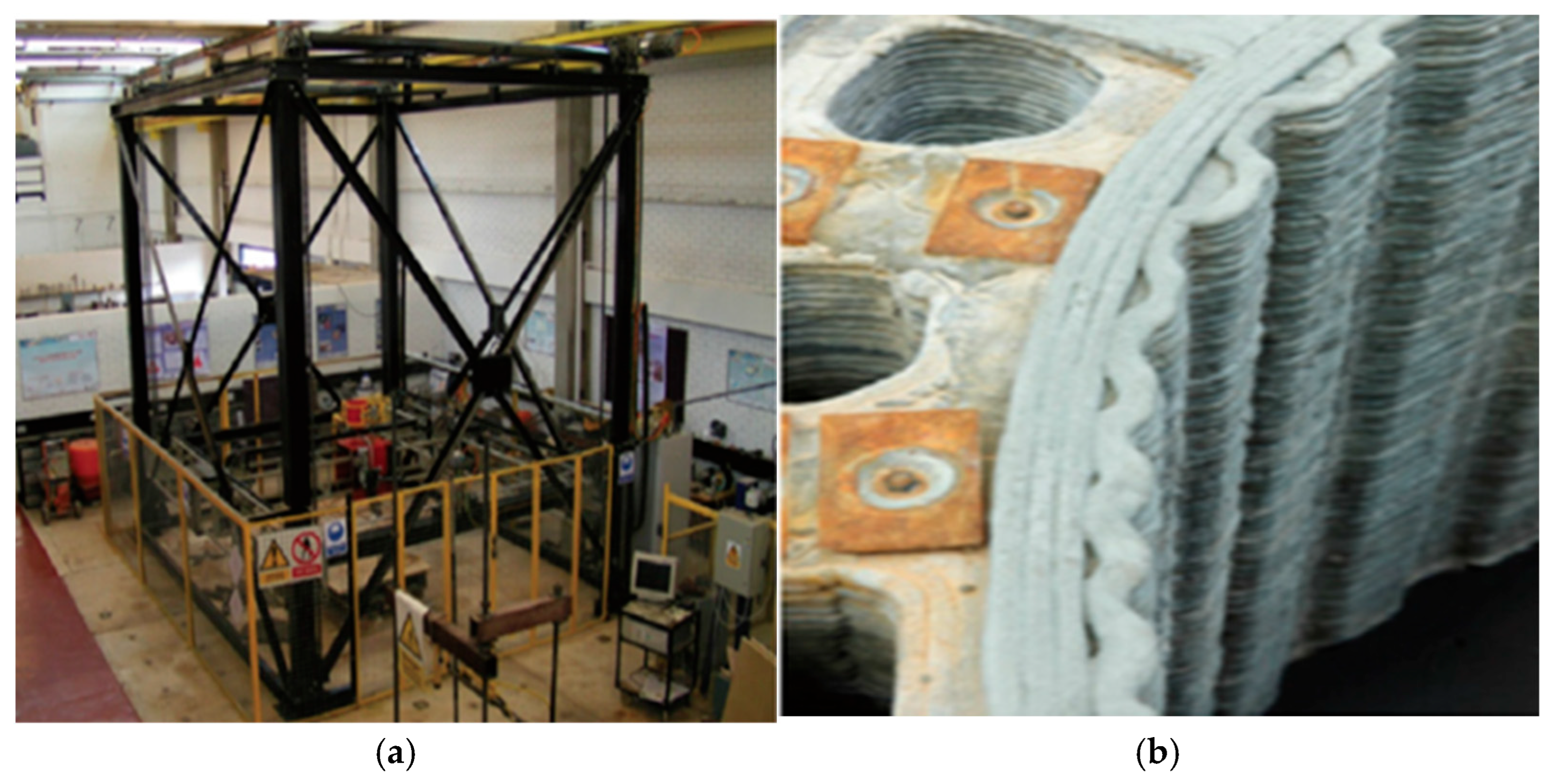
2.4. D-Shape Printing
2.5. Comparison of 3D Printing Systems
3. Binder Type and Technical Characteristics
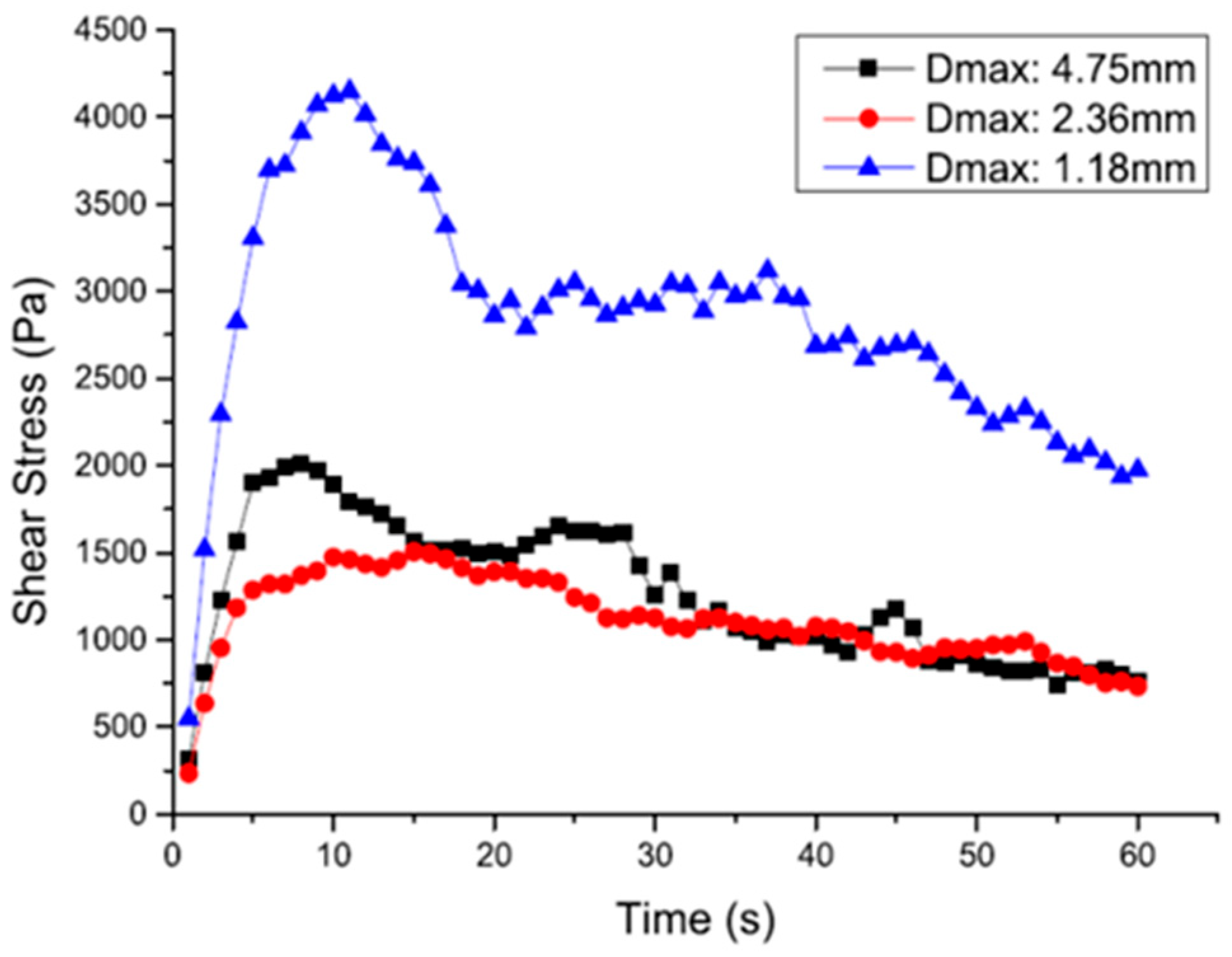
4. Aggregate Fineness and Optimisation of Particle Size Distribution
5. Control of Bonding Parameters with Chemical Admixtures
6. Mineral Additives and Micro-Fillers
7. Fiber-Reinforced Plastics
8. Consistency and Technological Properties of Fresh Mixture
9. Properties of 3D Printed Concrete
10. Sustainability and Future Trends of 3D Printed Concrete
11. Conclusions
- The concrete 3D printing process can be realised with the application of the contour crafting, concrete printing, and D-shape printing methods. Each of these methods has advantages and disadvantages which should be taken into account in relation to the type of 3D printed structural element.
- Cement CEM I 42.5 (52.5) N (R), calcium sulfoaluminate cement can be applied as a binder material for 3D printed concrete.
- The 3D printed concrete mixture is mainly prepared using only fine aggregates, and 0/2 mm fraction sand is most widely used as the fine aggregate. However, some research demonstrates the possibility of applying 0/4 mm faction sand, and even coarse aggregates (crushed stone) of 4/8 mm fraction for 3D printed concrete.
- Chemical admixtures such as superplasticisers, viscosity-modifying agents, setting retarders, and accelerators are used to manage by the workability, adhesion, rigidity to print high-rise structures without failure, short setting time, and high early strength of 3D printed concrete.
- Silica fume, ground slag, fly ash, and attapulgite can be used as mineral additives, including nano additives such as nano calcium carbonate, nanosilica, and nano clay.
- The terms “pumpability”, “extrudability”, and “buildability” were introduced for the characterisation of 3D printable concrete in a fresh state. The fresh properties of 3D printable concrete involve the evaluation of such parameters as the open and cycle time, deformation of the material after the addition of the subsequent layer, and rheological properties of the concrete mixture.
- 3D printable concrete is characterised by the anisotropy in the hardened state. The properties of hardened 3D printable concrete should be considered concerning the layer adhesion, bulk density, under-filling, tensile reinforcement, shrinkage, and durability.
- The development of 3D printed concrete technology requires the creation of specific methodologies for the testing of concrete properties in fresh and hardened states due to the differences of this concrete in comparison with traditional ones.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A 2019, 125, 105533. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Craftcloud. Available online: https://all3dp.com/2/2019-best-companies-building-3d-printed-houses/ (accessed on 24 March 2025).
- Schutter, G.D.; Lesag, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Shanghai-Based WinSun 3D Prints 6-Story Apartment Building and an Incredible Home. Available online: https://3dprint.com/38144/3d-printed-apartment-building/ (accessed on 24 March 2025).
- The First 3D-Printed Residential Building in Europe Was Presented in Yaroslavl. Available online: https://specavia.pro/articls/pervyj-v-evrope-zhiloj-dom-napechatannyj-na-3d-printere-predstavili-v-yaroslavle/ (accessed on 19 May 2025).
- 3D Printed House by Apis Cor Entirely Created in One Day. Available online: https://www.arch2o.com/3d-printed-house-apis-cor/ (accessed on 24 March 2025).
- First 3D Printed Commercial Building in Southern Hemisphere Completed. Available online: https://qorox.co.nz/news-and-media/first-3d-printed-commercial-building-in-southern-hemisphere-completed/ (accessed on 24 March 2025).
- 3D Printed Office Building Unveiled in Dubai. Available online: https://all3dp.com/3d-printed-office-building/ (accessed on 24 March 2025).
- 3D Printed Bridge. Available online: https://iaac.net/projects/3d-printed-bridge-development/ (accessed on 3 June 2025).
- Winsun Uses Recycled Material to 3D Print Sustainable Bus Stop in China. Available online: https://3dprint.com/198751/winsun-3d-printed-bus-stop/ (accessed on 24 March 2025).
- The Main Fountain of Palekh Was Printed on a 3D Printer. Available online: https://specavia.pro/articls/glavnyj-fontan-palexa-napechatali-na-3d-printere/ (accessed on 18 May 2025).
- Anton, A.; Bedarf, P.; Yoo, A.; Dillenburger, B.; Reiter, L.; Wangler, T.; Flatt, R.J.; Burry, J.; Sabin, J.; Sheil, B.; et al. Concrete choreography: Prefabrication of 3D-printed columns. In Fabricate 2020: Making Resilient Architecture; UCL Press: London, UK, 2020; pp. 286–293. [Google Scholar]
- XtreeE Prints Concrete 3D Printed Benches with Complex Patterns. Available online: https://www.3dnatives.com/en/xtreee-concrete-bench-3d-printed-benches-patterns-140920184/#! (accessed on 24 March 2025).
- Žujović, M.; Obradović, R.; Rakonjac, I.; Milošević, J. 3D printing technologies in architectural design and construction: A systematic literature review. Buildings 2022, 12, 1319. [Google Scholar] [CrossRef]
- A 3D Printed House Is for Sale in New York. Builders Say It Will Cut Housing Construction Costs. Available online: https://edition.cnn.com/2021/02/07/us/3d-printed-house-united-states-for-sale-trnd/index.html (accessed on 24 March 2025).
- First 3D-Printed Structure to Receive Approval from a Historical Commission-Camp Mabry Innovation Center in Austin, TX. Available online: https://www.iconbuild.com/newsroom/first-3d-printed-structure-to-receive-approval-from-a-historical-commission-camp-mabry-innovation-center-in-austin-tx (accessed on 18 May 2025).
- World’s 1st 3D Printed Neighborhood Being Built in Mexico. Available online: https://www.wbur.org/hereandnow/2020/02/06/worlds-first-3d-printed-neighborhood-mexico (accessed on 24 March 2025).
- A Belgian Company Says Its the First Ever to 3D-Print a 2-Story House in One Piece in a Breakthrough for Sustainable Design—See Inside. Available online: https://www.businessinsider.com/kamp-c-3d-printed-two-story-house-in-belgium-2020-8 (accessed on 24 March 2025).
- The First 3D-Printed Housing Community in the US is Being Built in the California Desert. Available online: https://edition.cnn.com/2021/03/18/business/california-3d-printed-neighborhood-trnd/index.html (accessed on 24 March 2025).
- Cazza to Build World’s First 3D Printed Skyscraper. Available online: https://www.constructionweekonline.com/article-43436-cazza-to-build-worlds-first-3d-printed-skyscraper/ (accessed on 24 March 2025).
- Ngo, T.D.; Kashania, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A systematical review of 3D printable cementitious materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Zhang, J.; Khoshnevis, B. Optimal machine operation planning for construction by Contour Crafting. Autom. Constr. 2013, 29, 50–67. [Google Scholar] [CrossRef]
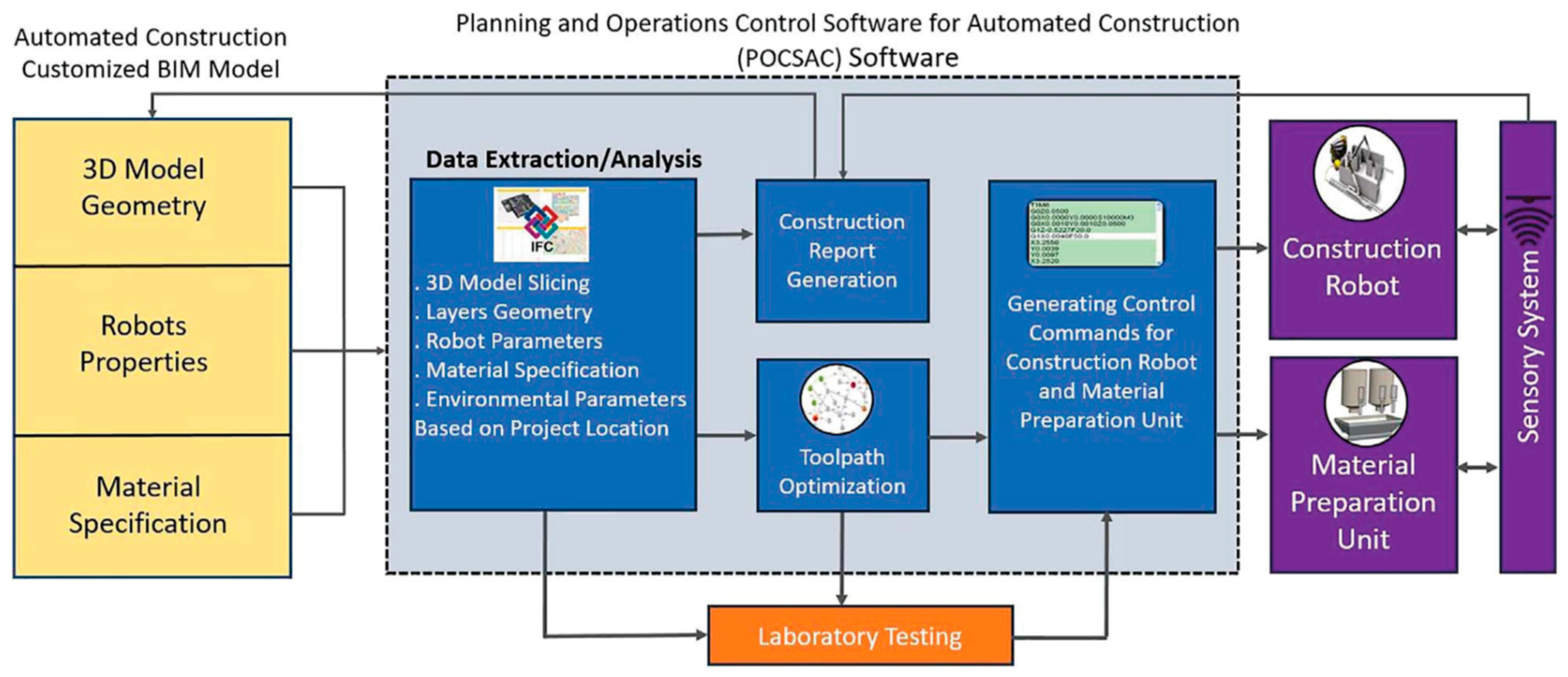
- Davtalab, O.; Kazemian, A.; Khoshnevisa, B. Perspectives on a BIM-integrated software platform for robotic construction through Contour Crafting. Autom. Constr. 2018, 89, 13–23. [Google Scholar] [CrossRef]
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.D.; Pham, H.; Pham, Q.C. Large-scale 3D printing by a team of mobile robots. Autom. Constr. 2018, 95, 98–106. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Wackrow, R.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Development of a viable Concrete Printing process. In Proceedings of the 28th International Symposium on Automation and Robotics in Construction (ISARC 2011), Seoul, Republic of Korea, 29 June–2 July 2011; pp. 665–670. [Google Scholar]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N.; et al. Digital concrete: Opportunities and challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef]
- Shakor, P.; Sanjayan, J.; Nazari, A.; Nejadi, S. Modified 3D printed powder to cement-based material and mechanical properties of cement scaffold used in 3D printing. Constr. Build. Mater. 2017, 138, 398–409. [Google Scholar] [CrossRef]
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital concrete: A review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; Kestelier, X.D.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J. Current Progress of 3D Concrete Printing Technologies. In Proceedings of the 34th International Symposium on Automation and Robotics in Construction (ISARC 2017), Taipei, Taiwan, 28 June–1 July 2017; pp. 260–267. [Google Scholar]
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037. [Google Scholar] [CrossRef]
- Weger, D.; Gehlen, C. Particle-bed binding by selective paste intrusion—Strength and durability of printed fine-grain concrete members. Materials 2021, 14, 586. [Google Scholar] [CrossRef]
- Vespalec, A.; Novák, J.; Kohoutková, A.; Vosynek, P.; Podroužek, J.; Škaroupka, D.; Zikmund, T.; Kaiser, J.; Paloušek, D. Interface behavior and interface tensile strength of a hardened concrete mixture with a coarse aggregate for additive manufacturing. Materials 2020, 13, 5147. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Chen, Y.; Figueireo, S.C.; Yalçinkaya, Ç.; Çopuroglu, O.; Veer, F.; Schlangen, E. The effect of viscosity-modifying admixture on the extrudability of limestone and calcined clay-based cementitious material for extrusion-based 3D concrete printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef] [PubMed]
- Meurer, M.; Classen, M. Mechanical properties of hardened 3D printed concretes and mortars—Development of a consistent experimental characterization strategy. Materials 2021, 14, 752. [Google Scholar] [CrossRef]
- Putten, J.V.D.; Deprez, M.; Cnudde, V.; Schutter, G.D.; Tittelboom, K.V. Microstructural characterization of 3D printed cementitious materials. Materials 2019, 12, 2993. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; Cheikh, K.E.; Remond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; Schutter, G.D.; Tittelboom, K.V. Early age hydration, rheology and pumping characteristics of CSA cement-based 3D printable concrete. Constr. Build. Mater. 2021, 275, 122136. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Interlayer adhesion and strength of structures in contour crafting—Effects of aggregate size, extrusion rate, and layer thickness. Autom. Constr. 2017, 81, 112–121. [Google Scholar] [CrossRef]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Zhou, Z.; Cai, J. Mechanical properties of engineered cementitious composites beams fabricated by extrusion-based 3D printing. Eng. Struct. 2021, 238, 112201. [Google Scholar] [CrossRef]
- Weng, Y.; Ruan, S.; Li, M.; Mo, L.; Unluer, C.; Tan, M.J.; Qian, S. Feasibility study on sustainable magnesium potassium phosphate cement paste for 3D printing. Constr. Build. Mater. 2019, 221, 595–603. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Effect of alkali reactions on the rheology of one-part 3D printable geopolymer concrete. Cem. Concr. Compos. 2021, 116, 103899. [Google Scholar] [CrossRef]
- Ly, O.; Yoris-Nobile, A.I.; Sebaibi, N.; Blanco-Fernandez, E.; Boutouil, M.; Castro-Fresno, D.; Hall, A.E.; Herbert, R.J.H.; Deboucha, W.; Reis, B.; et al. Optimisation of 3D printed concrete for artificial reefs: Biofouling and mechanical analysis. Constr. Build. Mater. 2021, 272, 121649. [Google Scholar] [CrossRef]
- Wang, C.; Chen, B.; Vo, T.; Rezania, M. Mechanical anisotropy, rheology and carbon footprint of 3D printable concrete: A review. J. Build. Eng. 2023, 76, 107309. [Google Scholar] [CrossRef]
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of layers: A promising way to reinforce concrete 3D printing structures. Materials 2020, 13, 1518. [Google Scholar] [CrossRef] [PubMed]
- Mohan, M.K.; Rahul, A.V.; Van Tittelboom, K.; De Schutter, G. Evaluating the influence of aggregate content on pumpability of 3D printable concrete. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F., Lucas, S., Wolfs, R., Salet, T., Eds.; Springer: Cham, Switzerland, 2020; Volume 28, pp. 333–341. [Google Scholar]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Zhang, C.; Hou, Z.; Chen, C.; Zhang, Y.; Mechtcherine, V.; Sun, Z. Design of 3D printable concrete based on the relationship between flowability of cement paste and optimum aggregate content. Cem. Concr. Compos. 2019, 104, 103406. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- Ting, G.H.A.; Tay, Y.W.D.; Qian, Y.; Tan, M.J. Utilization of recycled glass for 3D concrete printing: Rheological and mechanical properties. J. Mater. Cycles Waste Manag. 2019, 21, 994–1003. [Google Scholar] [CrossRef]
- Souza, M.T.; Ferreira, I.M.; Moraes, E.G.; Senff, L.; Oliveira, A.P.N. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Manikandan, K.; Wi, K.; Zhang, X.; Wang, K.; Qin, H. Characterizing cement mixtures for concrete 3D printing. Manuf. Lett. 2020, 24, 33–37. [Google Scholar] [CrossRef]
- Salman, N.M.; Ma, G.; Ijaz, N.; Wang, L. Impact of physical and physicochemical properties of supplementary cementitious materials on structural build-up of cement-based pastes. Constr. Build. Mater. 2021, 291, 123281. [Google Scholar]
- Navarrete, I.; Kurama, Y.; Escalona, N.; Lopez, M. Impact of physical and physicochemical properties of supplementary cementitious materials on structural build-up of cement-based pastes. Cem. Concr. Res. 2020, 130, 105994. [Google Scholar] [CrossRef]
- Yuan, Q.; Zhou, D.; Li, B.; Huang, H.; Shi, C. Effect of mineral admixtures on the structural build-up of cement paste. Constr. Build. Mater. 2018, 160, 117–126. [Google Scholar] [CrossRef]
- Zhou, W.; Feng, P.; Lin, H.; Zhou, P. Bond behavior between GFRP bars and coral aggregate concrete. Compos. Struct. 2023, 306, 116567. [Google Scholar] [CrossRef]
- Guo, X.; Jin, Z.; Xiong, C.; Pang, B.; Hou, D.; Li, W. Degradation of mechanical properties and microstructure evolution of basalt-carbon based hybrid FRP bars in real seawater and sea-sand concrete. Compos. Part B Eng. 2024, 271, 111163. [Google Scholar] [CrossRef]
- Liu, Q.; Cheng, S.; Sun, C.; Chen, K.; Li, W.; Tam, V.W.Y. Steel cable bonding in fresh mortar and 3D printed beam flexural behavior. Autom. Constr. 2024, 158, 105165. [Google Scholar] [CrossRef]
- Zhang, Y.; Qiao, H.; Qian, R.; Xue, C.; Feng, Q.; Su, L.; Zhang, Y.; Liu, G.; Du, H. Relationship between water transport behaviour and interlayer voids of 3D printed concrete. Constr. Build. Mater. 2022, 326, 126731. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, Q.; Lombois-Burger, H.; Jia, Z.; Zhang, Z.; Niu, G.; Zhang, Y. Pore structure, internal relative humidity, and fiber orientation of 3D printed concrete with polypropylene fiber and their relation with shrinkage. J. Build. Eng. 2022, 61, 105250. [Google Scholar] [CrossRef]
- Lin, G.; Zeng, J.J.; Li, J.X.; Chen, G.M. Chord axial compressive behavior of hybrid FRPconcrete-steel double-skin tubular member T-joints. Thin-Walled Struct. 2024, 195, 111535. [Google Scholar] [CrossRef]
- Liao, J.J.; Zeng, J.J.; Zheng, Y.; Liu, Y.; Zhuge, Y.; Zhang, L.H. Constitutive models of ultra-high performance concrete (UHPC) under true tri-axial compression and an analysis-oriented model for FRP-confined UHPC. Eng. Struct. 2024, 304, 117656. [Google Scholar] [CrossRef]
- Zhou, J.K.; Hao, Z.H.; Zeng, J.J.; Feng, S.Z.; Liang, Q.J.; Zhao, B.; Feng, R.; Zhuge, Y. Durability assessment of GFRP bars embedded in UHP-ECCs subjected to an accelerated aging environment with sustained loading. Constr. Build. Mater. 2024, 419, 135364. [Google Scholar] [CrossRef]
- Zeng, J.J.; Zeng, W.B.; Zhuge, Y.; Zhou, J.K.; Quach, W.M.; Feng, R. Behavior and modeling of FRP grid-reinforced ultra-high-performance concrete under uniaxial tension. Struct. Concr. 2024, 25, 1185–1207. [Google Scholar] [CrossRef]
- Zeng, J.J.; Xiang, H.Y.; Cai, W.J.; Zhou, J.K.; Zhuge, Y.; Zhu, J.Y. Behavior of large-scale FRP confined square RC columns with UHP-ECC section curvilinearization under eccentric compression. Eng. Struct. 2024, 301, 117288. [Google Scholar] [CrossRef]
- Zeng, J.J.; Hao, Z.H.; Li, J.L.; Zhuge, Y.; Liu, F.; Li, L.J. Durability assessment of hybrid double-skin tubular columns (DSTCs) under simulated marine environments. Eng. Struct. 2024, 301, 117168. [Google Scholar] [CrossRef]
- Yan, Z.T.; Zeng, J.J.; Zhuge, Y.; Liao, J.J.; Zhou, J.K.; Ma, G.W. Compressive behavior of FRP-confined 3D printed ultra-high performance concrete cylinders. J. Build. Eng. 2024, 83, 108304. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.M.; Chen, J.F.; Ye, L.P. Mechanical properties of structures 3D printed with cementitious powders. Constr. Build. Mater. 2015, 93, 486–497. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.; Zhang, H. Mechanical behavior of FRP sheets reinforced 3D elements printed with cementitious materials. Compos. Struct. 2015, 134, 331–342. [Google Scholar] [CrossRef]
- Sun, X.Y.; Ye, B.X.; Lin, K.J.; Wang, H.L. Shear performance of 3D printed concrete reinforced with flexible or rigid materials based on direct shear test. J. Build. Eng. 2022, 48, 103860. [Google Scholar] [CrossRef]
- Zeng, J.J.; Pan, B.Z.; Fan, T.H.; Zhuge, Y.; Liu, F.; Li, L.J. Shear behavior of FRP-UHPC tubular beams. Compos. Struct. 2023, 307, 116576. [Google Scholar] [CrossRef]
- Zeng, J.J.; Feng, P.; Dai, J.G.; Zhuge, Y. Development and behavior of novel FRP-UHPC tubular members. Eng. Struct. 2022, 266, 114540. [Google Scholar] [CrossRef]
- Zeng, J.J.; Chen, J.D.; Liao, J.; Chen, W.J.; Zhuge, Y.; Liu, Y. Behavior of ultra-high performance concrete under true tri-axial compression. Constr. Build. Mater. 2024, 411, 134450. [Google Scholar] [CrossRef]
- Liao, J.J.; Yang, K.Y.; Zeng, J.J.; Quach, W.M.; Ye, Y.Y.; Zhang, L.H. Compressive behavior of FRP-confined ultra-high performance concrete (UHPC) in circular columns. Eng. Struct. 2021, 249, 113246. [Google Scholar] [CrossRef]
- Liu, T.Q.; Liu, X.; Feng, P. A comprehensive review on mechanical properties of pultruded FRP composites subjected to long-term environmental effects. Compos. Part B Eng. 2020, 191, 107958. [Google Scholar] [CrossRef]
- Zeng, J.J.; Ye, Y.Y.; Gao, W.Y.; Smith, S.T.; Guo, Y.C. Stress-strain behavior of polyethylene terephthalate fiber-reinforced polymer-confined normal-, high- and ultra high-strength concrete. J. Build. Eng. 2020, 30, 101243. [Google Scholar] [CrossRef]
- Zeng, J.J.; Li, P.L.; Yan, Z.T.; Zhou, J.K.; Quach, W.M.; Zhuge, Y. Behavior of 3D-printed HPC plates with FRP grid reinforcement under bending. Eng. Struct. 2023, 294, 116578. [Google Scholar] [CrossRef]
- Fan, T.H.; Zeng, J.J.; Hu, X.W.; Chen, J.D.; Wu, P.P.; Liu, H.T.; Zhuge, Y. Flexural fatigue behavior of FRP-reinforced UHPC tubular beams. Eng. Struct. 2025, 330, 119848. [Google Scholar] [CrossRef]
- Zhou, L.; Zheng, Y.; Song, G.; Chen, D.; Ye, Y. Identification of the structural damage mechanism of BFRP bars reinforced concrete beams using smart transducers based on time reversal method. Constr. Build. Mater. 2019, 220, 615–627. [Google Scholar] [CrossRef]
- Zeng, J.J.; Su, T.H.; Chen, J.D.; Hu, X.; Ng, C.T.; Zheng, Y.; Quach, W.M.; Zhuge, Y. Novel prefabricated FRP bar reinforced UHPC shells for column strengthening: Development and axial compression tests. J. Build. Eng. 2024, 94, 109935. [Google Scholar] [CrossRef]
- Sun, X.; Gao, C.; Wang, H. Bond performance between BFRP bars and 3D printed concrete. Constr. Build. Mater. 2021, 269, 121325. [Google Scholar] [CrossRef]
- Jacquet, Y.; Perrot, A.; Picandet, V. Assessment of asymmetrical rheological behavior of cementitious material for 3D printing application. Cem. Concr. Res. 2021, 140, 106305. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Rahul, A.V.; Sharma, A.; Santhanam, M. A desorptivity-based approach for the assessment of phase separation during extrusion of cementitious materials. Cem. Concr. Compos. 2020, 108, 103546. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Jayathilakage, R.; Rajeev, P. Vibration induced active rheology control for 3D concrete printing. Cem. Concr. Res. 2021, 140, 106293. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Moeini, M.A.; Hosseinpoor, M.; Yahia, A. Effectiveness of the rheometric methods to evaluate the build-up of cementitious mortars used for 3D printing. Constr. Build. Mater. 2020, 257, 119551. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Ye, J.; Cui, C.; Yu, J.; Yu, K.; Dong, F. Effect of polyethylene fiber content on workability and mechanical-anisotropic properties of 3D printed ultra-high ductile concrete. Constr. Build. Mater. 2021, 281, 122586. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Tan, M.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Xiao, J.; Liu, H.; Ding, T. Finite element analysis on the anisotropic behavior of 3D printed concrete under compression and flexure. Addit. Manuf. 2021, 39, 101712. [Google Scholar] [CrossRef]
- Cuevas, K.; Chougan, M.; Martin, F.; Ghaffar, S.H.; Stephan, D.; Sikora, P. 3D printable lightweight cementitious composites with incorporated waste glass aggregates and expanded microspheres—Rheological, thermal and mechanical properties. J. Build. Eng. 2021, 44, 102718. [Google Scholar] [CrossRef]
- Tabassum, T.; Ahmad Mir, A. A review of 3d printing technology-the future of sustainable construction. Mater. Today Proc. 2023, 93, 408–414. [Google Scholar] [CrossRef]
- Hossain, M.A.; Zhumabekova, A.; Paul, S.C.; Kim, J.R. A review of 3D printing in construction and its impact on the labor market. Sustainability 2020, 12, 8492. [Google Scholar] [CrossRef]
- Adaloudis, M.; Roca, J.B. Sustainability tradeoffs in the adoption of 3D concrete printing in the construction industry. J. Clean. Prod. 2021, 307, 127201. [Google Scholar] [CrossRef]
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T.G. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Mohammad, M.; Masad, E.; Al-Ghamdi, S.G. 3d concrete printing sustainability: A comparative life cycle assessment of four construction method scenarios. Buildings 2020, 10, 245. [Google Scholar] [CrossRef]
- Dixit, M.K. 3-D printing in building construction: A Literature Review of Opportunities and Challenges of Reducing Life Cycle Energy and Carbon of Buildings. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Central Europe Towards Sustainable Building (CESB19), Prague, Czech Republic, 2–4 July 2019; Volume 290, p. 012012. [Google Scholar]
- Gangotra, A.; Del Gado, E.; Lewis, J.I. 3D printing has untapped potential for climate mitigation in the cement sector. Commun. Eng. 2023, 2, 6. [Google Scholar] [CrossRef]
- Liu, J.; Li, S.; Gunasekara, C.; Fox, K.; Tran, P. 3D-printed concrete with recycled glass: Effect of glass gradation on flexural strength and microstructure. Constr. Build. Mater. 2022, 314, 125561. [Google Scholar] [CrossRef]
- Benam, S.S.; Sandalci, I.; Kara, B.; Bebek, O.; Bundur, Z.B. Improving the 3D printability of high-volume fly ash mixtures through addition of mineral admixtures. In Proceedings of the RILEM Spring Convention and Conference (RSCC 2024), Milan, Italy, 7–12 April 2024; Ferrara, L., Muciaccia, G., di Summa, D., Eds.; Springer: Cham, Switzerland, 2024; Volume 56, pp. 265–273. [Google Scholar]
- Li, D.; Cui, X.; Jang, J.-s.; Wang, G. Sustainable application of blast furnace slag in the field of 3D printing: Material configuration and machine optimization. Sustainability 2024, 16, 4058. [Google Scholar] [CrossRef]
- Beersaerts, G.; Soete, J.; Giels, M.; Eykens, L.; Lucas, S.; Pontikes, Y. 3D printing of an iron-rich slag based hybrid mortar. A durable, sustainable and cost-competitive product? Cem. Concr. Compos. 2023, 144, 105304. [Google Scholar] [CrossRef]
- Butkute, K.; Vaitkevicius, V.; Sinka, M.; Augonis, A.; Korjakins, A. Influence of carbonated bottom slag granules in 3D concrete printing. Materials 2023, 16, 4045. [Google Scholar] [CrossRef] [PubMed]
- Şahin, H.G.; Mardani, A.; Beytekin, H.E. Effect of silica fume utilization on structural build-up, mechanical and dimensional stability performance of fiber-reinforced 3D printable concrete. Polymers 2024, 16, 556. [Google Scholar] [CrossRef] [PubMed]
- Salah, H.A.; Mutalib, A.A.; Kaish, A.B.M.A.; Syamsir, A.; Algaifi, H.A. Development of ultra-high-performance silica fume-based mortar incorporating graphene nanoplatelets for 3-dimensional concrete printing application. Buildings 2023, 13, 1949. [Google Scholar] [CrossRef]
- Liu, Z.; Li, M.; Moo, J.G.S.; Kobayashi, H.; Wong, T.N.; Tan, M.J. Effect of nanostructured silica additives on the extrusion-based 3D concrete printing application. J. Compos. Sci. 2023, 7, 191. [Google Scholar] [CrossRef]
- Duan, Z.; Li, L.; Yao, Q.; Zou, S.; Singh, A.; Yang, H. Effect of metakaolin on the fresh and hardened properties of 3D printed cementitious composite. Constr. Build. Mater. 2022, 350, 128808. [Google Scholar] [CrossRef]
- Peng, Y.; Unluer, C. Development of 3D-printed magnesium silicate hydrate cement mixes involving metakaolin as a substitute for silica source. Virtual Phys. Prototyp. 2024, 19, e2382173. [Google Scholar] [CrossRef]
- Zhong, H.; Zhang, M. 3D printing geopolymers: A review. Cem. Concr. Compos. 2022, 128, 104455. [Google Scholar] [CrossRef]
- Ricciotti, L.; Apicella, A.; Perrotta, V.; Aversa, R. Geopolymer materials for extrusion-based 3D-printing: A Review. Polymers 2023, 15, 4688. [Google Scholar] [CrossRef]
- Shilar, F.A.; Ganachari, S.V.; Patil, V.B.; Bhojaraja, B.E.; Khan, T.M.Y.; Almakayeel, N. A review of 3D printing of geopolymer composites for structural and functional applications. Constr. Build. Mater. 2023, 400, 132869. [Google Scholar] [CrossRef]
- Barve, P.; Bahrami, A.; Shah, S. Geopolymer 3D printing: A comprehensive review on rheological and structural performance assessment, printing process parameters, and microstructure. Front. Mater. 2023, 10, 1241869. [Google Scholar] [CrossRef]
- Tu, H.; Wei, Z.; Bahrami, A.; Kahla, N.B.; Ahmad, A.; Özkılıç, Y.O. Recent advancements and future trends in 3D concrete printing using waste materials. Dev. Built Environ. 2023, 16, 100187. [Google Scholar] [CrossRef]
- Bi, M.; Tran, P.; Xia, L.; Ma, G.; Xie, Y.M. Topology optimization for 3D concrete printing with various manufacturing constraints. Addit. Manuf. 2022, 57, 102982. [Google Scholar] [CrossRef]
- Zuo, Y.; Liu, H. Is the spider a weaving master or a printing expert? Therm. Sci. 2022, 26, 2471–2475. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methods | Contour Crafting | Concrete Printing | D-Shape |
|---|---|---|---|
| Printing process | Extruding | Extruding | Spreading |
| Raw materials | Mortar or cementitious materials | Mixed 3D printed concrete | Powdered materials and chemical agents |
| Resolution | Smooth surface | 4–6 mm | ~13 mm |
| Printing speed | Low | High | Medium |
| Printing dimension | Large-scale structure | Large-scale structure | Medium-size structure |
| Advantages | Smooth surface formed by trowels | High strength and building speed | High strength |
| Conduits can be embedded into components | |||
| Intelligent switching of printing materials | |||
| Disadvantages | Slower speed of construction due to trowels | High performance requirements for 3D printed concrete, such as setting and hardening times | Lower resolution |
| Low bonding strength between layers caused due to longer intervals | Big quantities of powdered materials required | ||
| Redundant powder materials have to be removed |
| OPC | CSA | CSA-OPC | Geopolymer | MPC | |
|---|---|---|---|---|---|
| Characteristics suitable for 3D printing | High strength, high stability | High early strength, short setting time, less impact on the environment | Short setting time, high early strength | High durability, high chemical resistance, eco-friendly | Rapid setting time, high early strength, low shrinkage |
| Limitations | Long setting time, weak early strength | Low printing open time, high pumping pressure | Reduction in later strength and cracking due to high CSA content | High drying shrinkage, harsh curing conditions | Low printing open time |
| Reference | [55,56,62] | [51,62] | [45] | [63] | [62] | [56,59] |
|---|---|---|---|---|---|---|
| Material | Silica fume | Fly ash | Limestone | Blast furnace slag | Metakaolin | Clay |
| Effect on viscosity | Reduced | Reduced | Reduced | Reduced | Increased | Increased |
| Effect on yield stress | Increased | Reduced | Increased | Reduced | Increased | Increased |
| Effect on workability | Reduced | Enhanced | Reduced | Enhanced | Reduced | Reduced |
| Effect on buildability | Enhanced | Reduced | Increased | Reduced | Enhanced | Enhanced |
| Effect on green strength | Enhanced | Increased | Reduced | Reduced | Increased | Enhanced |
| Printing Requirement | Individual Strength-Based Layer Stability | Collective Strength-Based Layer Stability | Individual Layer Geometry Control | Collective Geometry Control | Collective Buckling Failure | Plastic Cracking |
|---|---|---|---|---|---|---|
| Illustration |  |  |  |  |  |  |
| Input printing process parameters | Layer thickness h0 | Total height H | Layer thickness h0 | Total height H | Total height H layer width δ | Radius of curvature and layer width |
| Raw Materials | References | Pros | Cons | |
|---|---|---|---|---|
| Binders | [3,37,97,99,100,101] | Ordinary Portland cement | Widely available, predictable performance, good early strength | High CO2 footprint, moderate shrinkage |
| [40] | Ordinary Portland cement (high strength) | Achieves high compressive strength, good early age strength | High content increases shrinkage, high CO2 emissions | |
| [98] | UHPC | High strength and durability | Expensive | |
| [3] | Geopolymer | Low carbon, good buildability, reduced shrinkage | Less standardized, variable strength development | |
| Mineral additives | [3,40,99] | Fly ash | Improves durability, workability, and pumpability, reduces heat and shrinkage, long-term strength gain, reduces CO2 | Slower strength gain, reduced early age strength |
| [3,40,98] | Silica fume | Increases compressive and flexural strength, reduces permeability, porosity, and shrinkage | Expensive, increases water demand, can affect workability, requires more superplasticizer | |
| [3] | Slag | Improves buildability, reduces shrinkage | May reduce early strength depending on proportion | |
| Aggregates | [3,40,97,100] | Natural fine sand | Stable rheology, good flowability and strength, suitable for extrusion, smooth surface finish | Higher density, limited contribution to strength, neutral sustainability impact, weaker mechanical bond, potential for nozzle clogging |
| [3,37] | Lightweight aggregates | Reduces density, enhances insulation | Reduces strength, increases shrinkage | |
| [3,37,101] | Recycled waste aggregates | Lightweight. eco-friendly, cost-effective, promotes circular economy | Variable quality, lower mechanical performance, higher shrinkage, inconsistent printability | |
| Expanded microspheres | Thermal insulation | Lower strength, higher shrinkage | ||
| Reinforcement | [3] | Steel fibers | Greatly improves tensile and flexural strength, controls cracking | Difficult to extrude, may clog nozzle |
| [3] | Polymeric fibers | Enhance ductility, improve green strength | Can reduce flowability, may lead to anisotropy in printed layers | |
| [40] | Polypropylene microfibers | Reduces plastic shrinkage, enhances green strength | Slight workability reduction if not dispersed well | |
| [98] | Polyethylene fibers | Improved ductility, reduced cracks | Difficult to mix evenly | |
| Chemical admixtures | [3,37,40,97,98,99,100,101] | Superplasticizers | Improve flowability, workability, and strength, enhanced interlayer adhesion, improved pumpability and print quality | Expensive, risk of segregation and delay in early strength development, require precise control, complicated mix design |
| [3,40] | Retarders | Extend open time, allow for longer print sessions | Can delay setting and reduce early strength and buildability | |
| [3] | Accelerators | Improve buildability, allow faster layer stacking | May reduce open time, harder to control in varying temperatures |
| Policy Area | Advanced C3DP Manufacturing Strategy | Climate-Optimized C3DP Strategy |
|---|---|---|
| Research and development | Continue funding studies related to material compositions and printing protocols that improve the strength, durability, and long-term performance of 3D printed structures. | Increase funding for the development of low-carbon 3D printable cementitious mixtures. |
| Fund studies that improve knowledge of structural design optimisation to reduce material use and waste with C3DP. | ||
| Information dissemination and workforce development | Establish open-source data repositories for industry and academia to share data on reliable materials’ manufacturing and printing protocols. | Encourage reporting and sharing of data on LCA studies, GHG inventories, and other environmental metrics within the open-source repositories. |
| Commission demonstration projects with long-term performance testing plans to increase trust and the uptake of C3DP in construction projects. | Conduct environmental assessments and LCA studies in the demonstration projects to test and showcase the environmental impact of C3DP compared to conventional construction. | |
| Encourage construction firms to carry out GHG inventories and share data in open-source repositories. | ||
| Establish training programs to produce skilled workers with knowledge of C3DP materials and processes. | Upskill the workforce by integrating courses on sustainability and the environmental impacts of C3DP into training programs. | |
| Standards and codes | Develop manufacturing standards to ensure the strength and durability of 3D printable cementitious materials. | Include guidelines in the standards for low-carbon 3D printable cementitious mixtures containing materials like slag, fly ash, clay, and geopolymers. |
| Consider designing emission product standards for the materials. | ||
| Update building codes to include safe, replicable, and low-cost 3D printing protocols. | Integrate design optimisation into building codes to encourage an increase in material use efficiency and reduce waste. | |
| Include GHG inventories for printable cementitious materials and printing processes in building codes. | ||
| Public procurement and partnerships | Commission construction projects employing C3DP in publicly funded construction to increase demand. | Drive innovation by prioritising the use of low-carbon 3D printable cementitious mixtures and design optimisation in the publicly funded C3DP projects. |
| Establish public–private partnerships with construction firms to increase uptake of C3DP construction. | Encourage construction firms to use low-carbon 3D printable cementitious mixtures and design optimization in their projects. | |
| Financial and structural incentives | Offer loans and rebates to conventional cement and concrete producers manufacturing 3D printable cementitious mixtures to increase material supply and reduce costs. | Offer additional grants to producers of low-carbon printable cementitious mixtures. |
| Offer financial and structural incentives to construction firms to increase the uptake of C3DP in construction projects. | Award tax credits, rebates, and building permits to C3DP construction projects with sustainability objectives such as reduced material use, formwork, and waste. | |
| Overview of the manufacturing strategies that target the production of 3D printable cementitious mixtures. For each of the five policy areas identified, we recommend strategies for using C3DP in construction to bolster climate mitigation and to incorporate greenhouse gas emissions criteria in the technology from the outset. | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Girskas, G.; Kligys, M. 3D Concrete Printing Review: Equipment, Materials, Mix Design, and Properties. Buildings 2025, 15, 2049. https://doi.org/10.3390/buildings15122049
Girskas G, Kligys M. 3D Concrete Printing Review: Equipment, Materials, Mix Design, and Properties. Buildings. 2025; 15(12):2049. https://doi.org/10.3390/buildings15122049
Chicago/Turabian StyleGirskas, Giedrius, and Modestas Kligys. 2025. "3D Concrete Printing Review: Equipment, Materials, Mix Design, and Properties" Buildings 15, no. 12: 2049. https://doi.org/10.3390/buildings15122049
APA StyleGirskas, G., & Kligys, M. (2025). 3D Concrete Printing Review: Equipment, Materials, Mix Design, and Properties. Buildings, 15(12), 2049. https://doi.org/10.3390/buildings15122049