1. Introduction
Fire is a sudden disaster that directly impacts a ballastless track structure. Although it occurs infrequently, the consequences can be extremely severe. The high-temperature burning from a fire can cause serious damage to key components of the ballastless track that are exposed externally, such as rails, fasteners, track slabs and wide joints. The service status of these critical components is a key determinant of whether the ballastless track can be operated after a fire [
1,
2].
In 2018, a fire on an ICE train caused severe damage to the Rheda-type ballastless track on the Cologne–Frankfurt HSR line in Germany, resulting in rail deformation, the failure of the fastening system and cracks in the track slab. In the same year, a vehicle fire on a certain HSR line caused damage to the ballastless track bed due to high temperatures, leading to severe damage to the track slab, with 11 rail supports broken, a 40 mm/10 m track alignment deformation, the failure of the W300-1 type fastening system and varying degrees of deformation in 14 gauge baffles on adjacent upstream track slabs. In 2022, a section of a certain HSR line was severely damaged by a sudden fire in a local natural gas pipeline, with the ballastless track structure and catenary system on the bridge suffering significant damage.
Ballastless track slab concrete belongs to high-strength concrete. Systematic studies on the performance of high-strength concrete after fires have been carried out, including on the compressive strength, shear strength, elastic modulus, damage and fire spalling behavior of high-strength concrete after an exposure to high temperatures [
3,
4,
5]. Du et al. [
6] studied the fire spalling behavior of steel fiber-reinforced UHSC with PP fibers of a cubic strength of 115–135 MPa to determine the optimum PP fiber dosage to prevent explosive fire spalling. Five RHSC wall specimens with various concrete strengths, axial load levels, thicknesses and reinforcement configurations were tested under a one-sided bottom-up standard fire by Chen et al. [
7], and the time-dependent thermal and deformation evolutions and the spalling characteristics were measured and analyzed. Khaled et al. [
8] prepared concrete beam specimens with different strengths and studied the fire resistance of corroded high-strength structural concrete, and all specimens were tested for their residual flexural strength. Eva Lubloy et al. [
9] found that the higher strength of concrete and the concomitant change in the test strength will lead to spalling, which will have a major impact on the stability of structures under fire. Neuenschwander et al. [
10] investigated the uniaxial performance of concrete at elevated temperatures under cyclic compressive loading and confirmed the suitability of the damage–plasticity modeling concept for concrete under uniaxial compressive stress at elevated temperatures. Nuaklong et al. [
11] studied the confounding effect of multi-walled carbon nanotubes and polypropylene fibers on the mechanical and fire resistance of Portland cement mortar, and the strength of the mortar was measured at different temperatures below 1000 °C. Sukontasukkul et al. [
12] studied the effect of fire on the flexural properties and residual strength of ordinary concrete and fiber-reinforced concrete and tested the bending load of the sintered sample to determine its toughness and residual strength. Choe et al. [
13] found that undried specimens with a water content of 4.16% would experience spalling and also suggested that a higher heating rate would increase the internal vapor pressure of the concrete. Kanéma et al. [
14] discovered that larger-sized concrete specimens were more prone to spalling, as the increase in the specimen size lengthened the path for water vapor evaporation, leading to an increased vapor pressure within the matrix. Bastami et al. [
15] found that the silica fume content had a significant effect on the high-temperature spalling of high-strength concrete. The silica fume made the concrete matrix structure denser, and as the amount of the silica fume increased, the probability of spalling also increased. Mróz et al. [
16] proposed a method using acoustic signals of concrete under fire to identify spalling patterns and intensity. The study analyzed the amplitude and frequency spectrum of acoustic signals to distinguish different spalling patterns of concrete at high temperatures. Xiong et al. [
17] investigated the effect of steel fibers on the spalling of ultra-high-performance concrete (UHPC) and found that adding only 1% of steel fibers could not prevent spalling but could reduce the degree of spalling. Shen et al. [
18] found that the combination of steel fibers and polypropylene fibers had a positive effect on the spalling resistance of UHPC and recorded the appearance changes, first spalling temperature and first spalling time of the specimens after high temperatures to evaluate the spalling performance of the UHPC.
These studies have greatly deepened the understanding of the damage and mechanical properties of concrete after exposure to high temperatures. However, there is still a lack of targeted research on the temperature field distribution of the ballastless track and the damage and mechanical properties of the concrete track bed after a fire. Based on a full-scale model test on the widespread high-speed railway foundation conducted under sequentially elevated water tables, Liu et al. [
19] studied the long-term responses of a high-speed railway subjected to extreme precipitation events. Li et al. [
20] provide a comprehensive review of the service life prediction of concrete under the coupling effect of fatigue loads and environmental actions. However, the research on the fire resistance of ballastless tracks has been rarely mentioned. Ma [
21] explored the damage and mechanical properties of the ballastless track after a fire; the uniaxial compressive strength, shear strength, peak strain and elastic modulus changes due to temperature were obtained through uniaxial compressive and shear tests of the concrete after an exposure to high temperatures. Then, a vehicle–track coupling system model of a double-block ballastless track was established. The compressive stress and tensile stress of the track slab, as well as the acceleration and vertical displacement of the vehicle body, track slab and rail at the most unfavorable position under a train load after fire damage, were analyzed. The operational stability and safety of the ballastless track vehicle after the fire was evaluated [
22]. Xu et al. [
23] evaluated the evacuation capacity of complex railway stations under post-earthquake fires, built a BIM-FDS-based evacuation assessment method for complex rail transit stations under post-earthquake fires for sustainable buildings and provided sustainable recommendations for building designs.
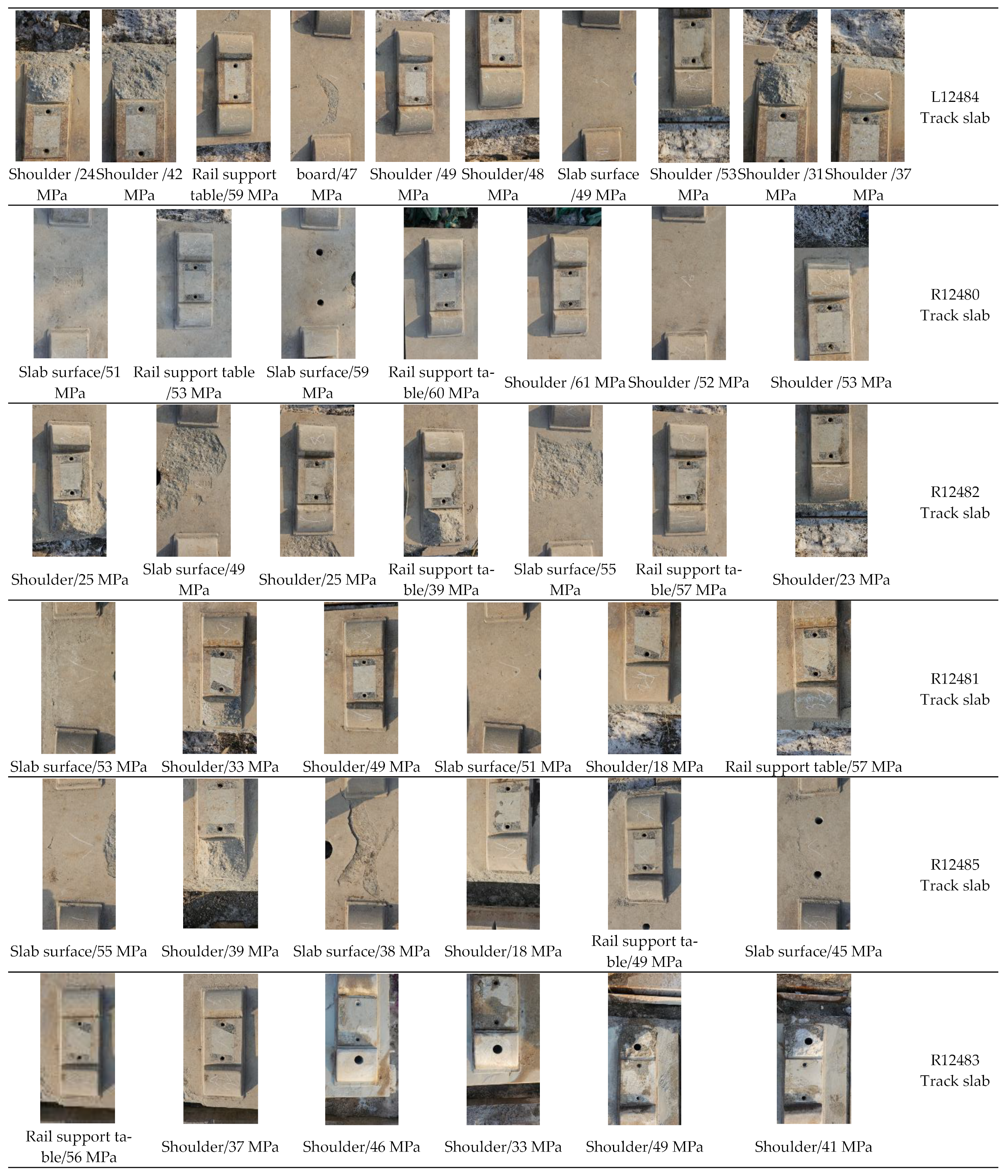
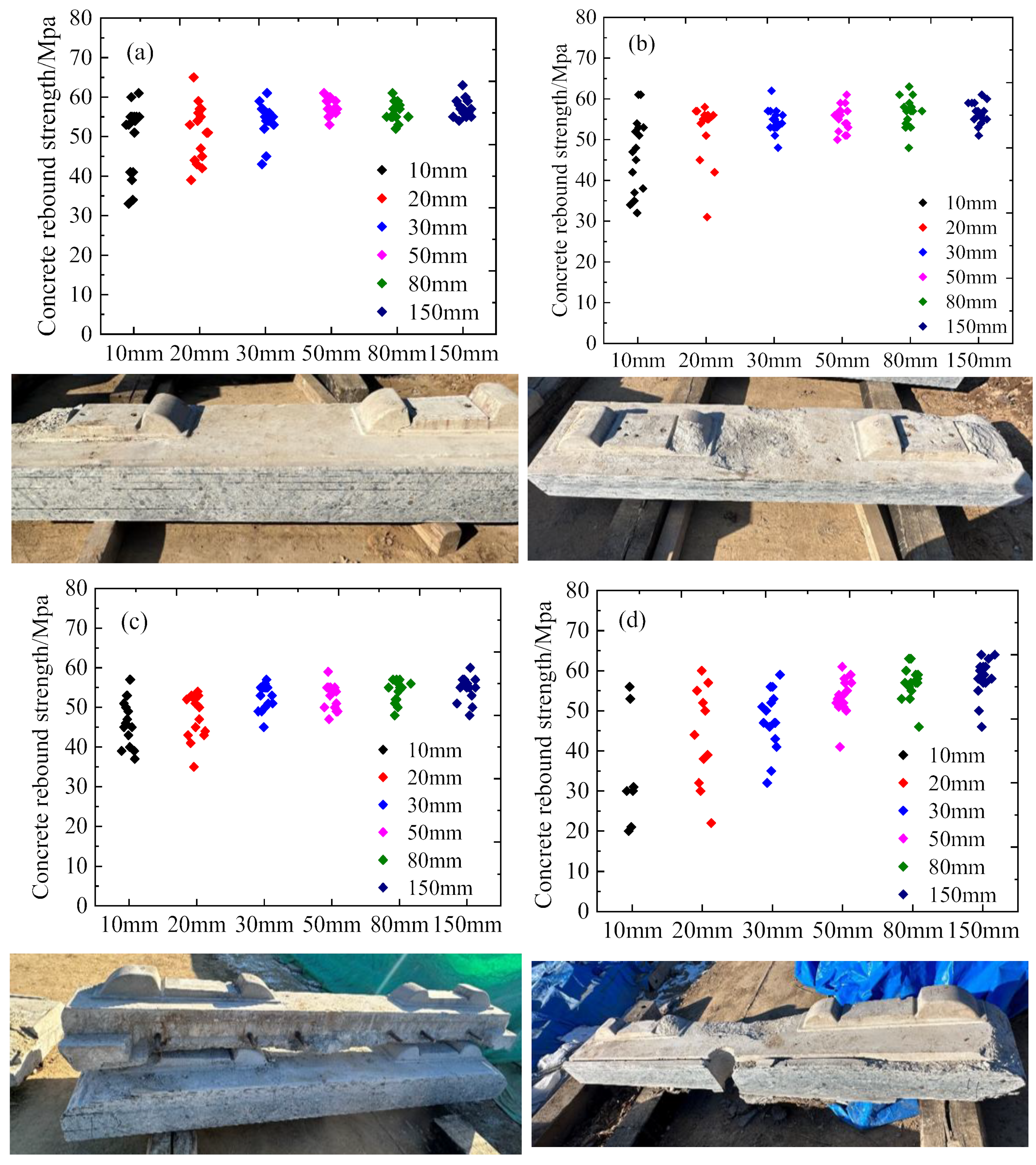
In summary, there is currently limited research on the fire resistance of ballastless tracks. In view of this, this paper conducts tests on the apparent quality, concrete surface rebound strength and carbonation depth of six fire-damaged track slabs. A circular saw was used to cut the track slabs along each shoulder in the transverse direction to observe the internal damage of the track slabs, and the concrete rebound strength at different depths was tested. The rail support bolt anchoring and shoulder service performance of the fire-damaged track slabs were also examined. Experiments were conducted on concrete track slabs subjected to different high-temperature burning conditions to compare the macrostructure and microstructure variation rules of the concrete under the high-temperature burning and reveal the damage mechanism of concrete in ballastless track slabs after a fire. The research results can provide a theoretical basis for the service performance of HSR ballastless tracks after a fire.
4. Fire Damage Mechanism Analysis of Ballastless Track
The fire test performance of the ballastless track slab concrete was studied.
- (1)
Specimen Preparation
The ballastless track concrete is made of a C60 concrete mix proportion, as shown in
Table 7; the cement is P.O42.5; the ultrafine mineral powder is an average particle size of 2000 mesh; the sand is made of river sand in Zone II with a fineness modulus of 2.65; the gravel is made of secondary gravel; the water reducer is a polycarboxylate-based water reducer; and the solid content is 20%.
The ballastless track concrete is formed with a steel mold with a size of 100 mm×100 mm × 100 mm. After forming, it stops for 4 h and then is put into a steam curing chamber for maintenance. The temperature is raised for 2 h, the heating rate is 15 °C/h, the temperature is raised to 50 °C for 8 h and then the cooling time is 2 h. After the steam curing, it was transferred to a standard curing room with a temperature of 20 °C ± 2 °C and a humidity of 95% or more for curing, and the test was carried out after 90 d of curing. Cement paste specimens with the same water-to-binder ratio as the ballastless track concrete are the same as those of the ballastless track concrete without a water reducer. The rock column specimens were drilled from the parent rock of the same lithology as the aggregate, and the 50 mm diameter drill was used to drill the core, and the 50 mm growth of the cylinder specimens was cut. The high-temperature furnace is used for the burning test, and the temperature in the high-temperature furnace is adjusted by the temperature controller. Before each burning test, the high-temperature furnace is adjusted to the set temperature, and when the temperature rises to the set temperature, the samples are put into the high-temperature furnace chamber for the burning test. The high-temperature burning time is 2 h, and the test is carried out after the burning is reduced to room temperature. The burning temperature is set at 400 °C, 600 °C, 800 °C and 1000 °C.
- (2)
Detection method
① Compressive strength, three pieces of each specimen were tested at each temperature, and the loading rate was 50 N/s ± 10 N/s. The test block after the flexural strength test was used for the compressive strength test, and the loading rate was 2400 N/s ± 200 N/s.
② Mass loss rate: The sample mass after burning is the difference between the mass of the specimen after burning and the mass of the specimen without burning, divided by the mass of the specimen without burning.
③ Size change rate: Measure the length of the specimen with vernier calipers before burning, and mark the measurement position; measure the length L1 of the position again after burning; and the length after burning minus the length before burning divided by the length before burning is the size change rate.
④ Pore structure: The cement paste specimens were broken into 2~3 mm specimens, and after hydration was terminated with isopropyl alcohol, the samples were dried to a constant weight in a vacuum drying oven at 45 °C, and the pore structure was analyzed by the Micromeritics AutoPore IV Series Mercury Porosimeter.
⑤ Microstructure morphology: The cement paste specimens were broken into 2~3 mm samples, and after hydration was terminated with isopropyl alcohol, the samples were dried to a constant weight in a vacuum drying oven at 45 °C, and the microstructure morphology was observed with a scanning electron microscope.
4.1. Influence of Burning Temperature on Macro-Performance of Ballastless Track Concrete
- (1)
Appearance of Ballastless Track Concrete
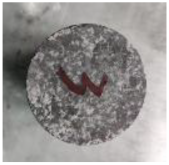
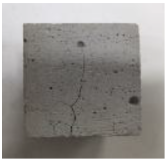
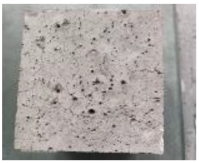
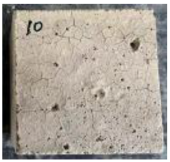
In order to analyze the change characteristics of the ballastless track concrete under different burning temperatures and compare the performance of the ballastless track concrete and its component materials after burning, the appearance of the concrete specimen, paste specimens and rock column specimens of the ballastless track is shown in
Table 8 when the burning temperatures are 400 °C, 600 °C, 800 °C and 1000 °C, respectively.
As can be seen from
Table 8, the color and surface cracking of the ballastless track concrete and its component materials change significantly under different burning temperatures. When the temperature is above 600 °C, the color changes from gray to earth yellow, cracks appear on the surface of the concrete and paste specimens in different degrees and the surface of paste specimens appears to fall off when the temperature exceeds 800 °C. When the burning temperature is 400 °C~600 °C, the color of the ballastless track concrete is gray, surface cracks appear, the cracks of the paste specimen are more obvious, the color is lighter than that of the concrete and the color of the rock column does not change significantly. When the burning temperature is 800 °C~1000 °C, the color of the ballastless track concrete changes significantly, from gray to earthen yellow, the network cracks increase significantly, the width of the cracks increases significantly, the cracks of the paste specimens increase more significantly, the phenomenon of falling blocks appears in the corners, the color of the rock column specimens changes and there are no cracks on the surface.
The color change under the high-temperature burning is mainly caused by the decomposition of cement hydration products. In addition, the shape of the concrete specimen under the high-temperature burning remained good, and no explosion occurred, which may be related to the burning method. When the specimen was burning, all sides were uniformly heated, and a whole expansion occurred, but no explosion occurred.
- (2)
Mechanical Properties of Ballastless Track Concrete
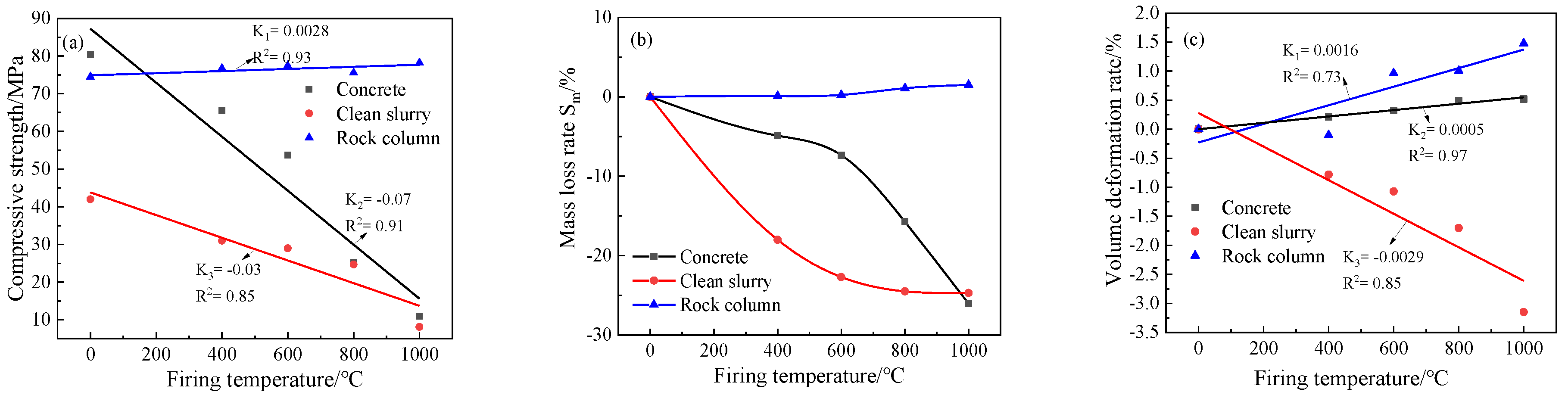
When the burning temperature is 400 °C, 600 °C, 800 °C and 1000 °C, respectively, the compressive strength, mass loss rate and volume deformation rate of the concrete, clean pulp and rock column specimens are shown in
Figure 11,
Figure 12 and
Figure 13.
As can be seen from
Figure 11a, the compressive strength of the ballastless track slab concrete specimen and the paste specimen decreased linearly with the increase in the burning temperature, and the linear correlation was significant. Compared with the concrete and cement paste, the compressive strength of rock column specimens has little change, which indicates that the aggregate is relatively stable and is not affected by the burning temperature. The compressive strength of the unburned concrete is 80 MPa, the compressive strength of the paste specimen with the same water–glue ratio is 42 MPa, the compressive strength of the concrete after burning at 600 °C is 53 MPa, the compressive strength of the paste specimen is 29 MPa, the compressive strength of the concrete after burning at 800 °C is 28 MPa and the compressive strength of the paste specimen is 24 MPa. After burning at 1000 °C, the compressive strength of the concrete is 10 MPa, the compressive strength of the paste specimen is 8.1 MPa and the compressive strength of the rock column is between 74 MPa and 78 MPa. When the burning temperature is 600 °C, the compressive strength retention rate of the ballastless track slab concrete is 66%, which is higher than that of ordinary cured concrete. This is mainly because more Ca(OH)
2 crystals are generated in the ballastless track concrete under steam curing, and the grains are coarse. The decomposition temperature of Ca(OH)
2 is 580 °C, and the decomposition of Ca(OH)
2 induces C-S-H gel decomposition. The higher content of Ca(OH)
2 indicates that the steam-cured concrete is more resistant to high temperatures. However, after the high temperature of 600 °C, the strength of the track slab concrete is lower than the design grade requirements, which will affect the normal use of the ballastless track slab.
It can be seen from
Figure 11b that with the increase in the burning temperature, the mass loss of both the concrete and cement paste gradually increases, while the mass of the rock column has little change. In addition, when the burning temperature is lower than 600 °C, the mass loss rate of the net paste is significantly higher than that of the concrete, and the mass loss rate of the concrete is low. When the burning temperature is higher than 600 °C, the mass loss rate of the concrete rapidly increases, and the mass loss rate of the net paste specimen is slightly changed. When the burning temperature is 600 °C, the mass loss rate of the concrete is 7.5% and the mass loss rate of the paste specimen is 22.7%; when the burning temperature is 800 °C, the mass loss rate of the concrete is 15% and the mass loss rate of the paste specimen is 24.5%; and when the burning temperature is 1000 °C, the mass loss rate of the concrete is 26.1%. The mass loss rate of the clean pulp sample was 24.7%. This shows that compared with the cement paste, the mass loss of the concrete is more moderate, and the burning temperature is significantly reduced when the temperature is higher than 600 °C. When the temperature is lower than 600 °C, the mass loss in the concrete is mainly due to the evaporation of water, and the hydration products are not decomposed in large quantities, and the strength is also maintained within 60% to 70%. However, when the temperature exceeds 600 °C, the mass loss of the concrete is mainly caused by the decomposition of hydration products, resulting in the rapid decay of the compressive strength.
As can be seen from
Figure 11c, the volume of the concrete, paste specimens and rock columns changes linearly with the increase in the burning temperature, and the linear correlation is good. However, the change in the law of different materials is different, and the paste specimens shrink with the increase in the burning temperature, while the rock column and concrete specimens expand. When the burning temperature is 600 °C, the size expansion rate of the concrete is 0.33%, the size shrinkage rate of the paste specimen is −1.07% and the size expansion rate of the rock column is 0.96%. When the burning temperature is 800 °C, the size expansion rate of the concrete is 0.49%, the size shrinkage rate of the paste specimen is −1.7% and the size expansion rate of the rock column is 1.005%. This shows that the volume expansion of the concrete under high-temperature burning is mainly caused by the thermal expansion of the aggregate, which generates large internal stress in the interfacial transition zone where the aggregate and slurry make contact. However, the interfacial transition zone in the concrete is generally weak, the volume deformation of each component in the concrete under heat is inconsistent and the expansion deformation exceeds the ultimate tensile strain that the concrete can withstand. This is the main reason for the cracking or bursting of the concrete caused by the high-temperature burning.
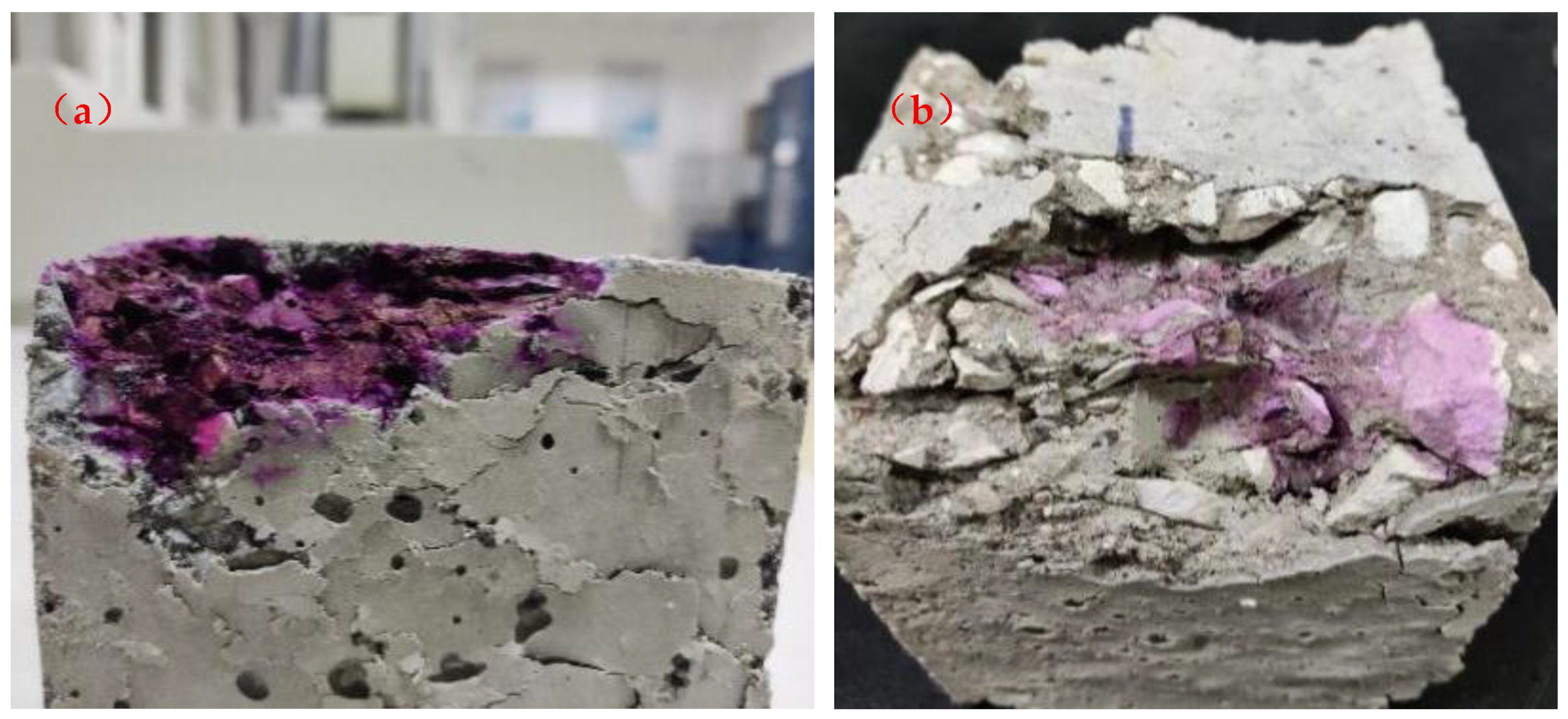
The ballastless track slab is a reinforced concrete structure, and the change in the alkali content in the concrete after the high-temperature burning is very important to prevent the corrosion of steel bars. In order to compare the changes in the internal alkalinity of the concrete before and after burning, a phenolphthalein indicator solution was sprayed for observation, and the results are shown in
Figure 12.
4.2. Influence of Burning Temperature on Microstructure of Ballastless Track Concrete
- (1)
Pore Structure of Ballastless Track Concrete
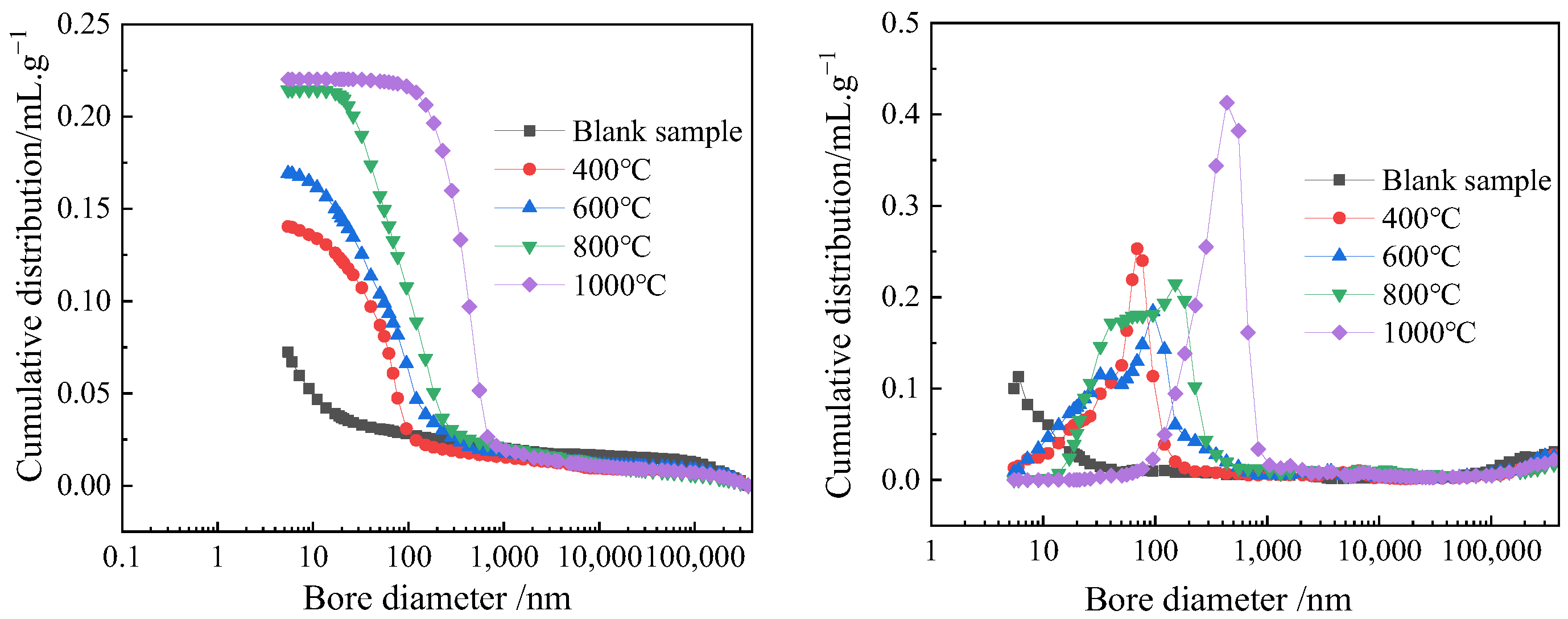
The pore size distribution of hydration products of the ballastless track concrete at different burning temperatures is shown in
Figure 13.
Figure 13.
The influence of the burning temperature on the pore structure of concrete hydration products.
Figure 13.
The influence of the burning temperature on the pore structure of concrete hydration products.
As shown in
Figure 13, with the increase in the burning temperature, the porosity and the most probable pore diameter in the hydration products of the concrete increase significantly. When the burning temperature is 0, 400 °C, 600 °C and 800 °C, the cumulative pore content in the hydration products is 0.07 mL/g, 0.14 mL/g, 0.17 mL/g and 0.21 mL/g, respectively; the most probable pore diameter and the corresponding pore volume content are 6 nm, 0.11 mL/g, 69 nm, 0.25 mL/g, 151 nm, 0.21 mL/g, 434 nm and 0.41 mL/g, respectively. This indicates that burning at high temperatures destroys the pore structure of the hydration products of the concrete. The increase in porosity suggests that the compactness of the hydration products of the concrete decreases, and the impermeability of the concrete reduces; the increase in the pore diameter indicates that the content of large pores in the hydration products of the concrete increases, the number of large pores significantly increases and the pores become coarse. The high temperature destroys the pore structure of the concrete.
- (2)
Microstructure Morphologies of Ballastless Track Concrete
The microstructure morphologies of hydration products in the concrete at different calcination temperatures are shown in
Figure 14.
As shown in
Figure 14, high-temperature burning has a significant impact on the microstructure morphology of the hydration products of the concrete. After burning, the hydration products undergo significant changes in their C-S-H gel, internal micro-cracks and density. In uncalcined concrete, the hydration products are relatively dense, with the C-S-H gel distributed in clusters, and the ends of the clusters are long, rod-like fibers and closely interlock into a whole. Hexagonal plate-like Ca(OH)
2 is clearly visible. There are relatively few cracks in the hydration products. When the burning temperature is 400 °C, the density of the hydration products slightly decreases, while the C-S-H gel still distributes in clusters, the rod-like gel significantly decreases and the hydration products become more loosely interlocked. There are more cracks in the hydration products when the burning temperature is 600 °C, and the hydration products undergo significant changes. The C-S-H gel decomposes, and the C-S-H decomposition residue body becomes one. Cracks are numerous in the hydration products, and the density of the hydration products decreases. When the burning temperature rises to 800 °C, the C-S-H gel basically disappears, and the cracks in the hydration products further develop. The microstructure of the hydration products is completely destroyed. Due to the fact that the C-S-H gel is the main source of the concrete strength, the changes in the cracks and porosity reflect the density of the concrete. When the burning temperature is below 600 °C, the hydration product skeleton still exists, and the concrete can continue to be used after repair. When the temperature rises above 600 °C, the C-S-H gel skeleton collapses, the microstructure is severely damaged and the strength of the ballastless track concrete is lost. This is the main reason for the deterioration of the ballastless track concrete under high-temperature burning.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}