

Development of Ultra High-Performance Concrete with Artificial Aggregates from Sesame Ash and Waste Glass: A Study on Mechanical Strength and Durability


Abstract
1. Introduction
2. Experimental Program
2.1. Materials
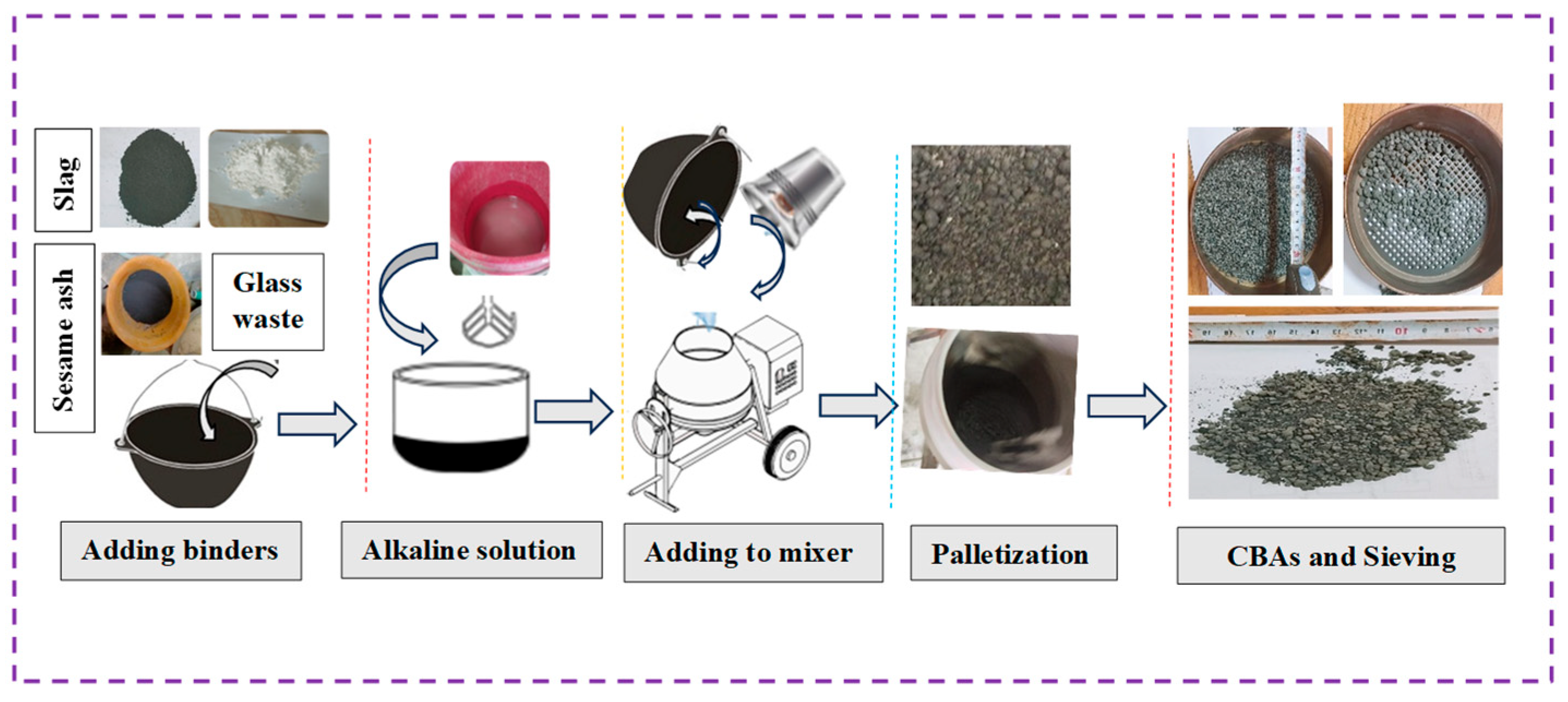
2.2. CBA Preparation
2.3. Concrete Mix Design
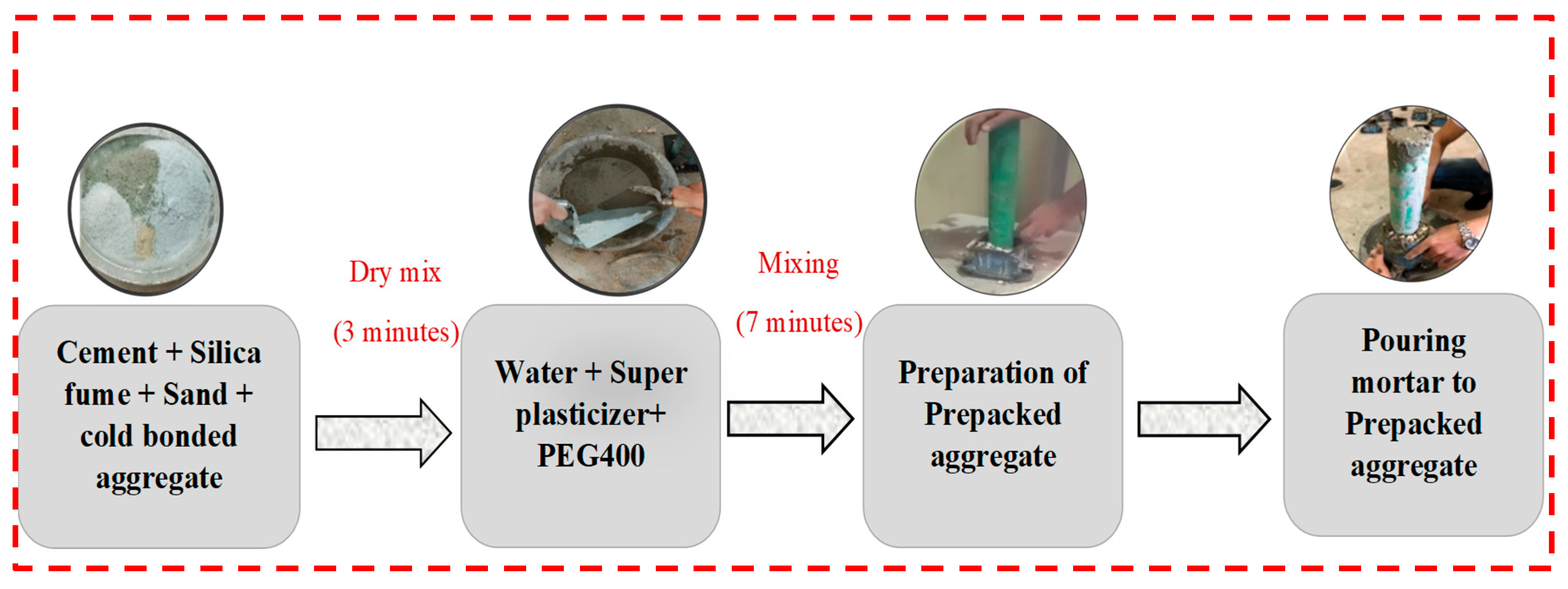
2.4. Mixing Procedures
2.5. Casting
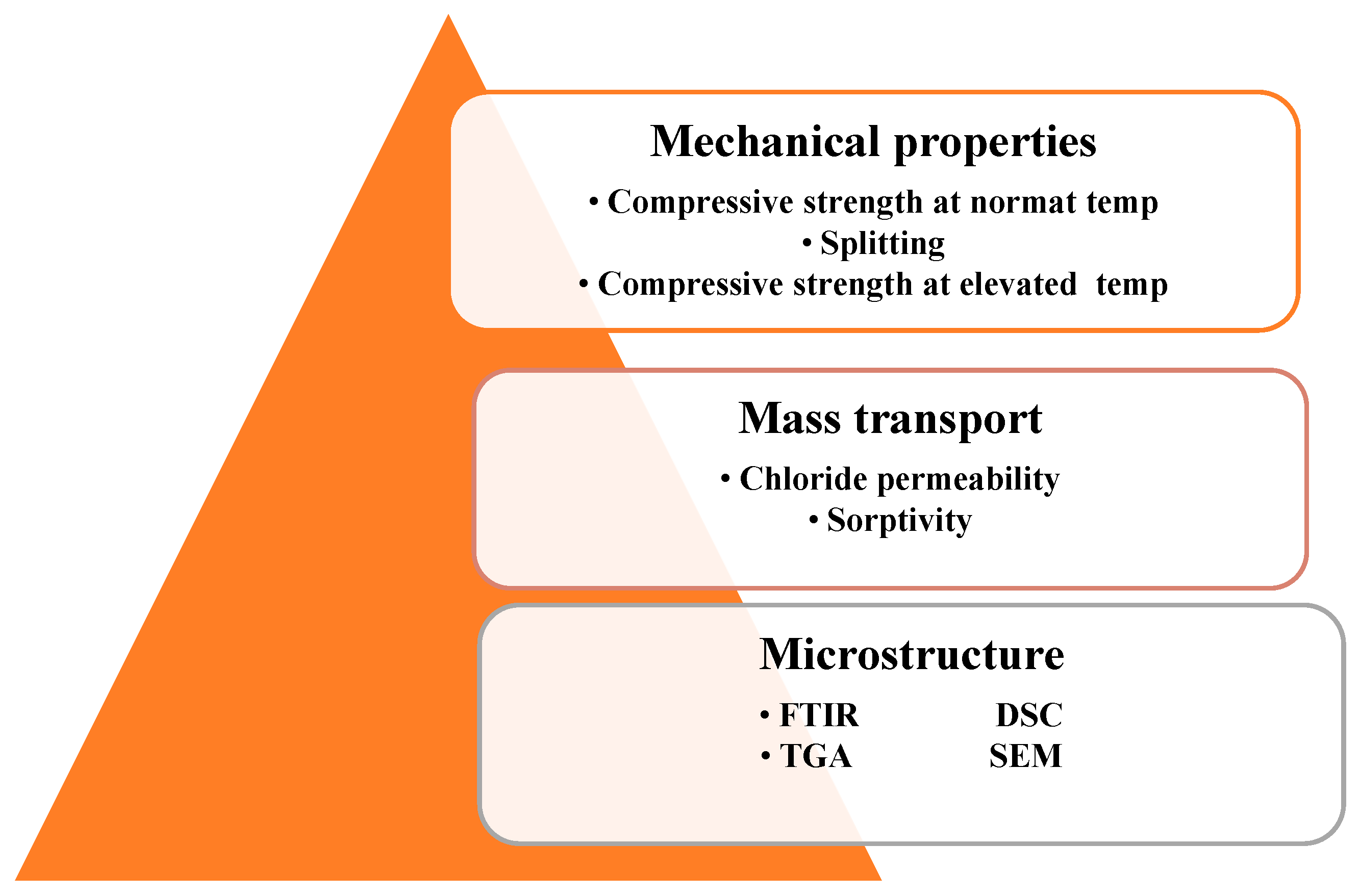
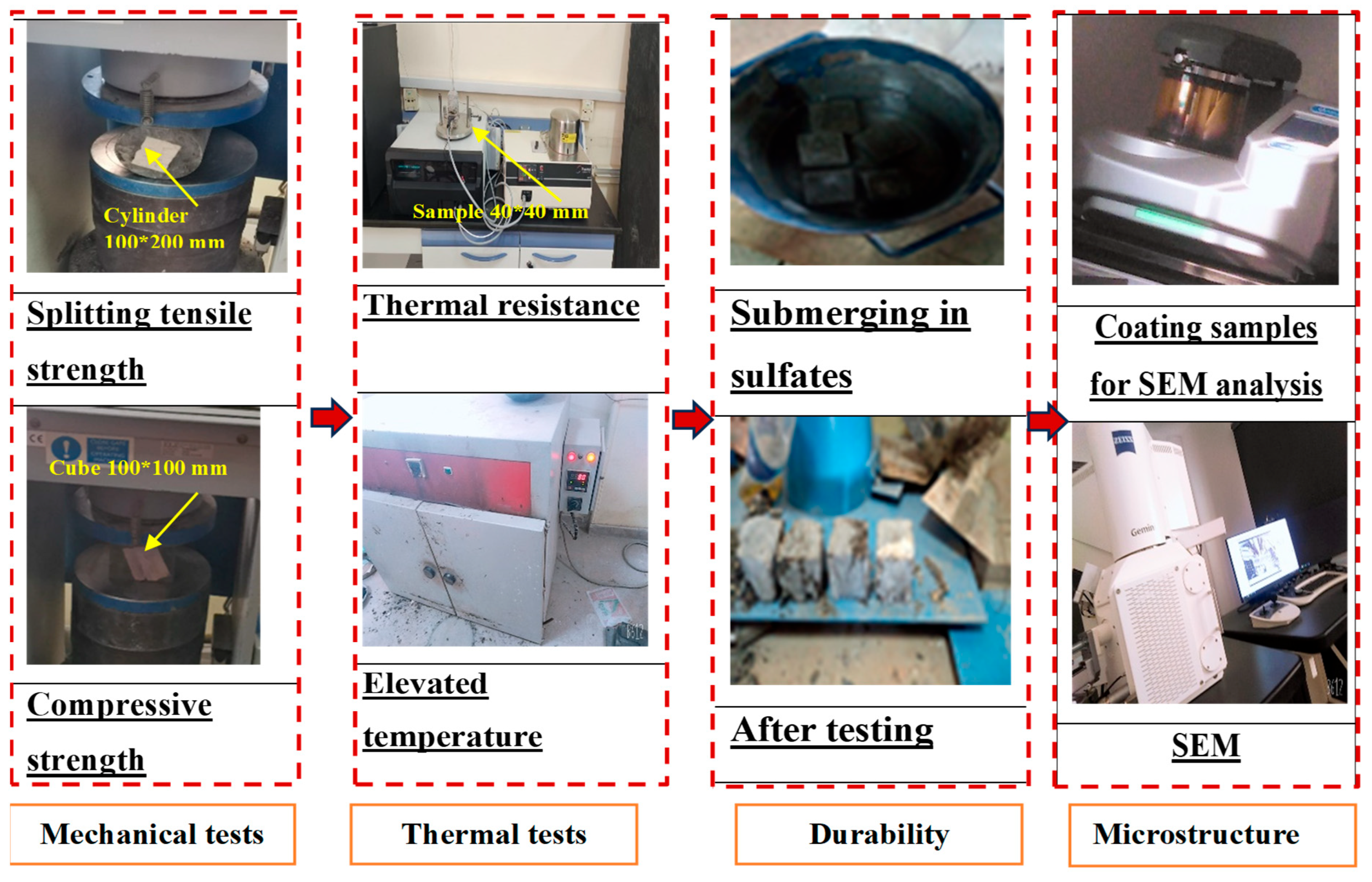
2.6. Testing
2.7. Furnace and Heating Rate
3. Results and Discussion
3.1. Mechanical Properties
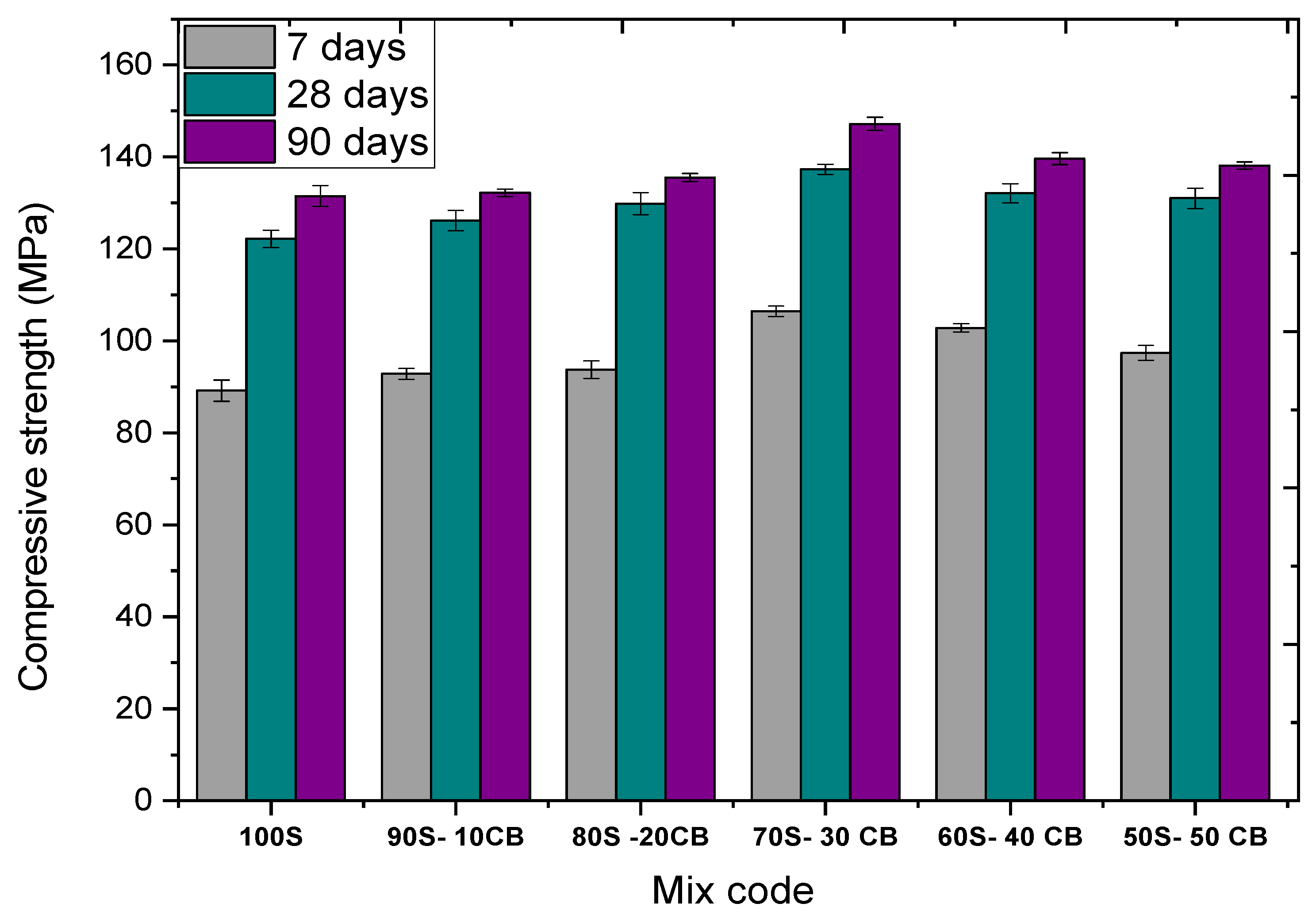
3.1.1. Compressive Strength for Mixes with CBAs at Normal Conditions
3.1.2. Split Tensile Strength
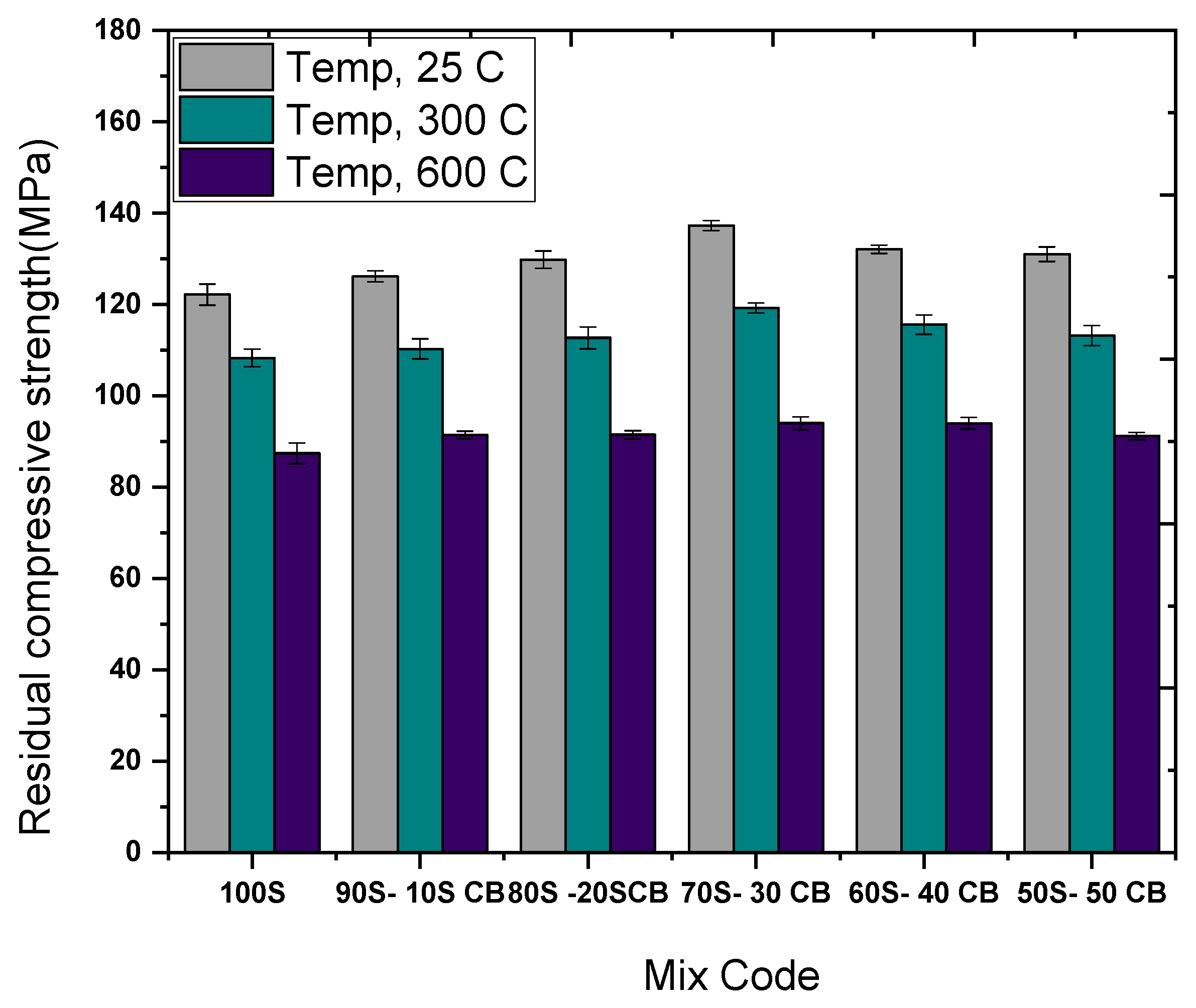
3.1.3. Compressive Strength When Concrete Is Subjected to Elevated Temperature
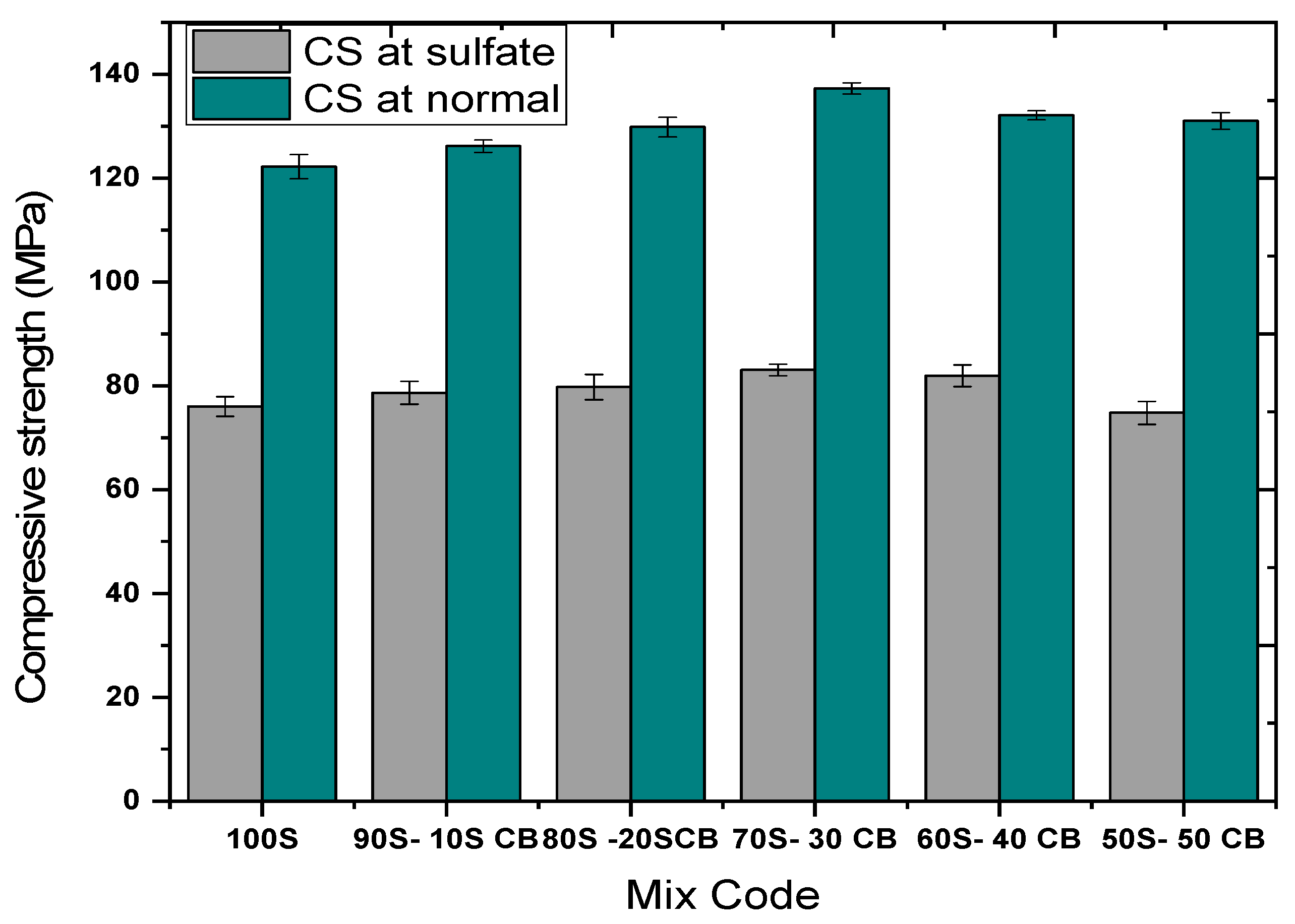
3.1.4. Compressive Strength After Submerging to Sulfates
3.2. Durability and Mass Transport
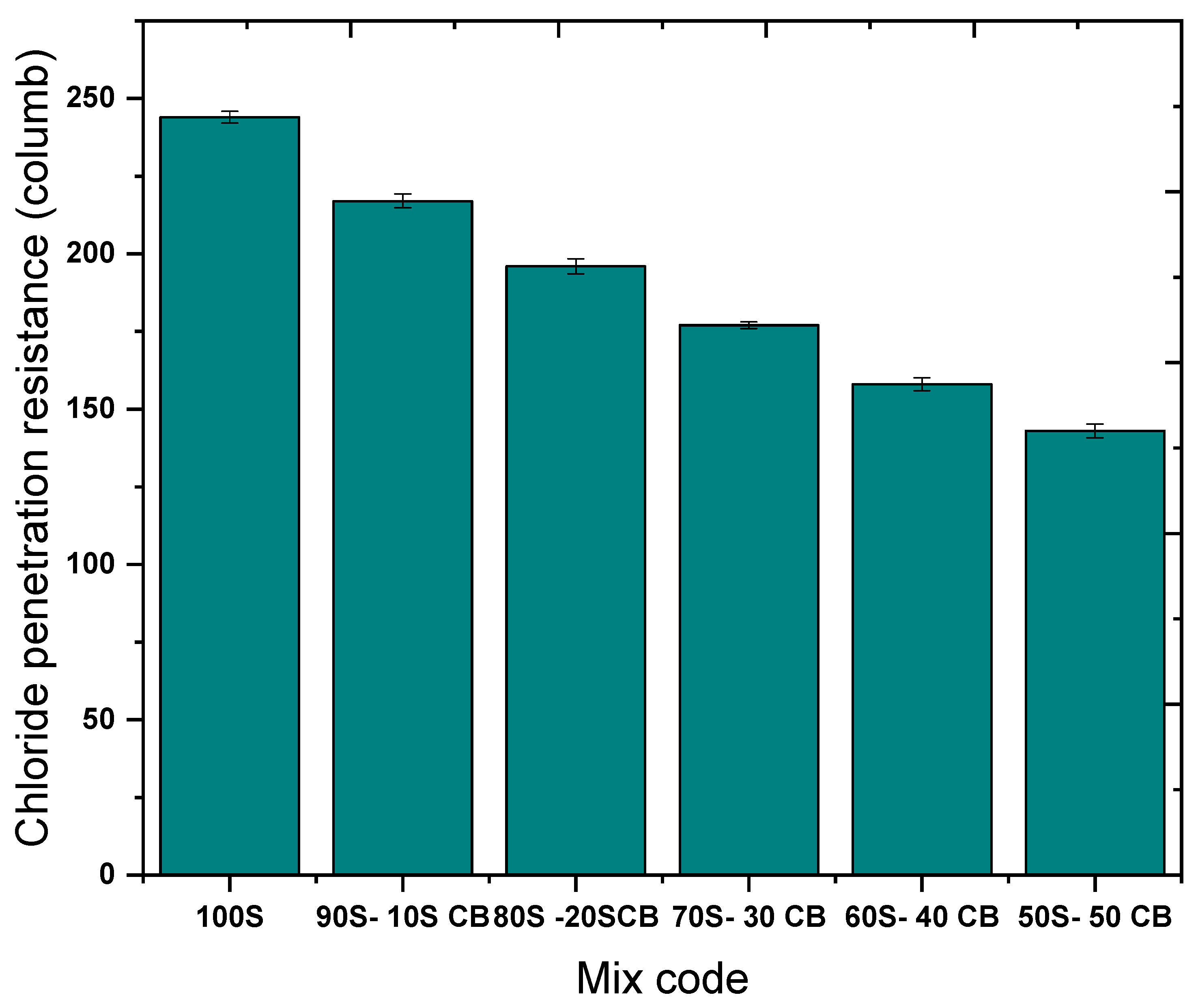
3.2.1. Chloride Penetration
3.2.2. Sorptivity
3.3. Microstructural Assessments
3.3.1. FTIR
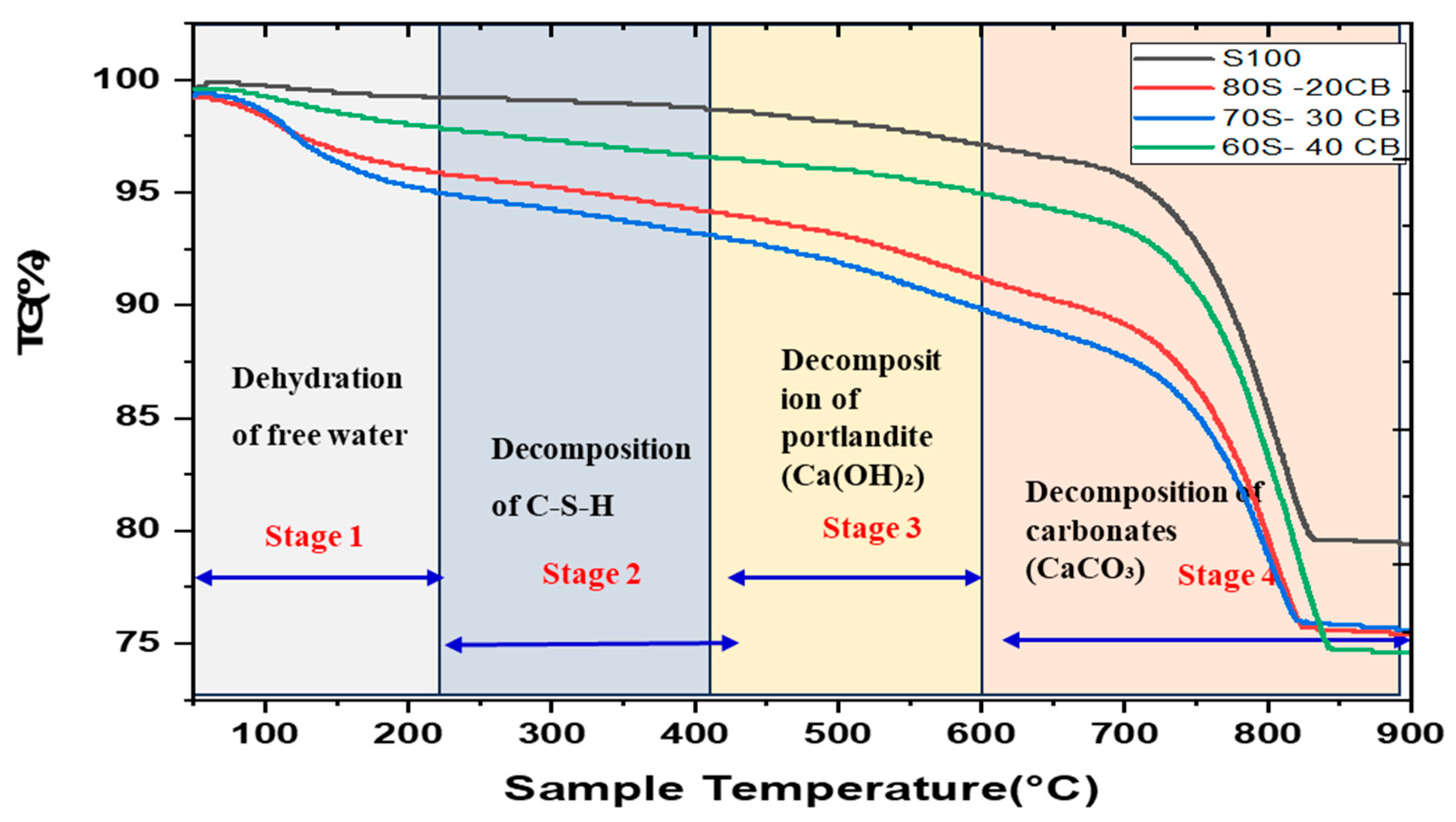
3.3.2. Thermogravimetric Analysis (TGA)
3.3.3. Differential Scanning Calorimetry (DSC)
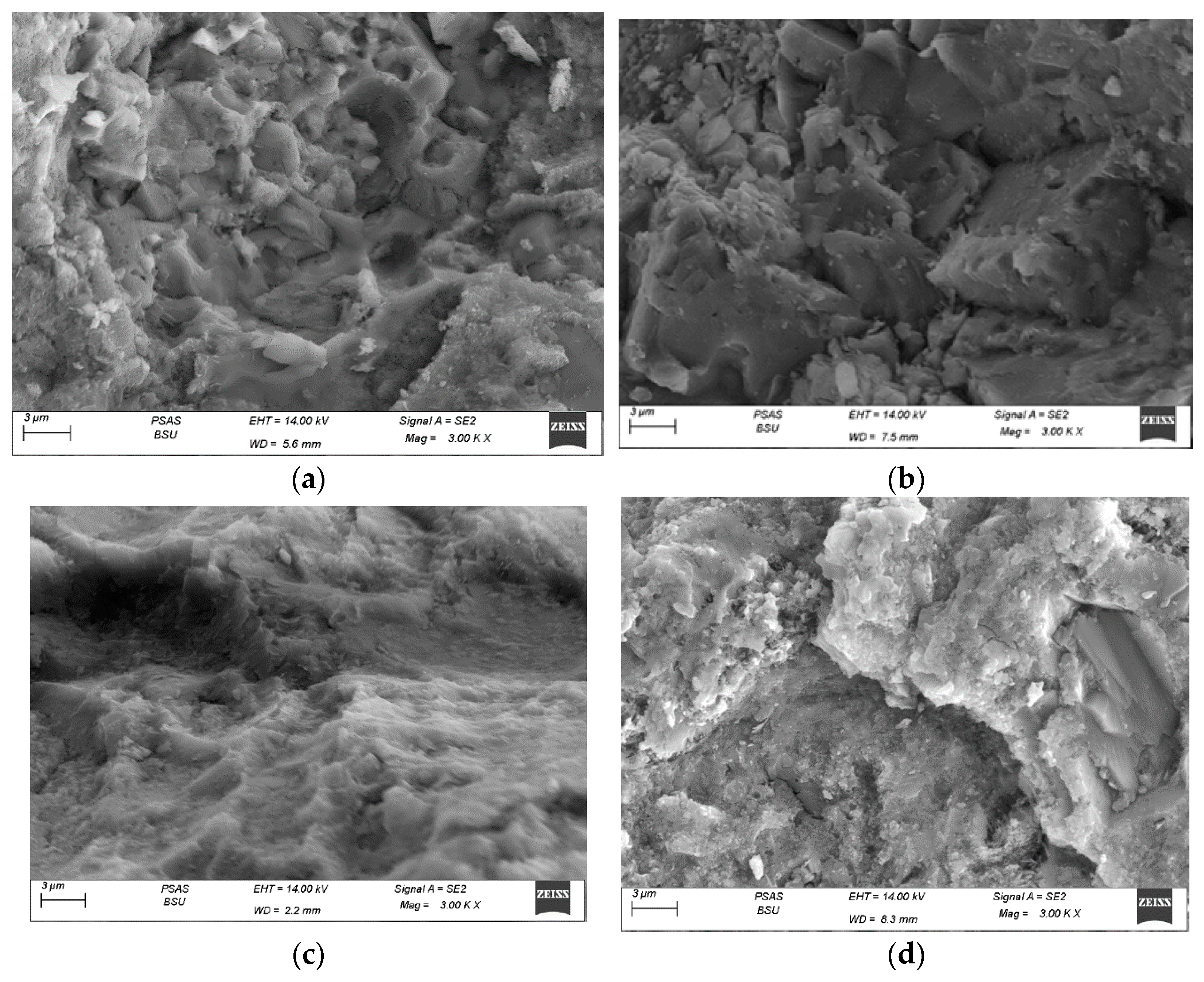
3.3.4. Scanning Electron Microscope at Normal Condition
4. Discussion
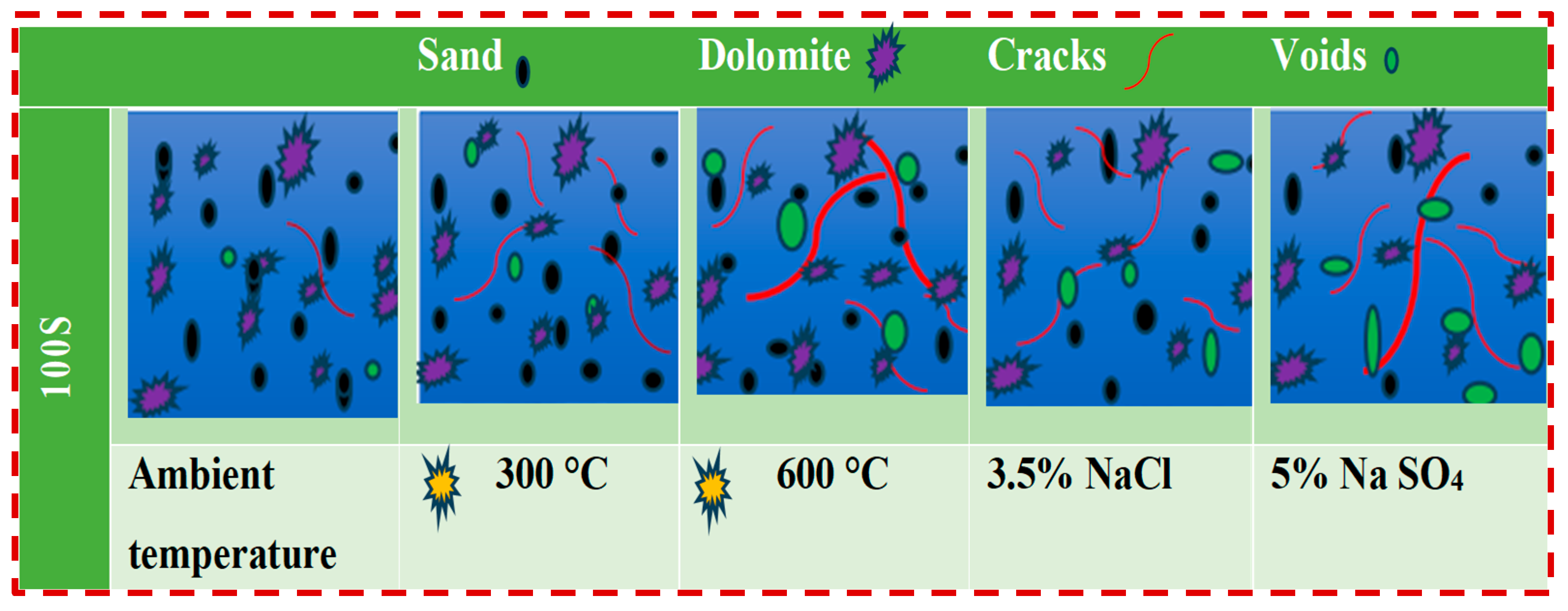
5. Mechanism
6. Conclusions
- This research focused on the behavior of UHPC made with pre-packed coarse aggregate as well as varying sand substitutes with CBAs between 10% and 50%. The concrete’s mechanical properties, including compressive strength along with splitting tensile strength, were measured at different ages. Along with microstructure investigation, soudanaite and calcium sulfate durability, chloride porosity, and high-temperature performance were assessed. The conclusions are as follows:
- The optimal replacement ratio of CBAs was found to be 30%, which showed the highest compressive strength (147.2 MPa at 90 days, representing an improvement of 11.93% compared to the control mixture.
- The 30% CBAs replacement ratio also exhibited the highest split tensile strength, reaching 1.64352 MPa, an improvement of 14.5% over the control mixture.
- While all mixtures showed decreased strength at high temperatures, the 30% CBA replacement mixture demonstrated the best thermal resistance, retaining a higher strength than the other mixtures at 300 °C and 600 °C.
- The 30% CBA replacement mixture exhibited superior performance in maintaining strength under sulfate exposure, with a reduction factor of 39.5% compared to the control mix (100S).
- Increasing the proportion of CBAs improved the chloride penetration resistance, with the 50% CBA mixture showing a 41% improvement compared with the control.
- The SEM images revealed that the 30% CBA mixture had a dense cohesive microstructure with very low porosity, contributing to its high mechanical strength and thermal stability compared to the control mix without CBAs.
- FTIR peaks in the range 790–800 cm−1 and 1633–1793 cm−1 in the case of 30% CBAs indicate the formation of C-S-H and calcium carbonate, which indicates improved hydration reactions.
- DSC showed that endothermic reactions increased with a higher CBA content, indicating greater thermal activity and increased phase transformations.
- TGA demonstrated that as the CBA content increased, the weight loss increased, indicating that CBAs facilitated the formation of C-S-H or affected the hydration process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Salahaddin, S.D.; Haido, J.H.; Wardeh, G. The behavior of UHPC containing recycled glass waste in place of cementitious materials: A comprehensive review. Case Stud. Constr. Mater. 2022, 17, e01494. [Google Scholar] [CrossRef]
- Ramezani, M.; Ozbulut, O.E.; Sherif, M. Mechanical characterization of high-strength and ultra-high-performance engineered cementitious composites reinforced with polyvinyl alcohol and polyethylene fibers subjected to monotonic and cyclic loading. Cem. Concr. Compos. 2024, 148, 105472. [Google Scholar] [CrossRef]
- de-Prado-Gil, J.; Martínez-García, R.; Jagadesh, P.; Juan-Valdés, A.; Gónzalez-Alonso, M.-I.; Palencia, C. To determine the compressive strength of self-compacting recycled aggregate concrete using artificial neural network (ANN). Ain Shams Eng. J. 2024, 15, 102548. [Google Scholar] [CrossRef]
- Hosseinzadeh, H.; Salehi, A.M.; Mehraein, M.; Asadollahfardi, G. The effects of steel, polypropylene, and high-performance macro polypropylene fibers on mechanical properties and durability of high-strength concrete. Constr. Build. Mater. 2023, 386, 131589. [Google Scholar] [CrossRef]
- Ahmed, T.; Elchalakani, M.; Karrech, A.; Mohamed Ali, M.S.; Guo, L. Development of ECO-UHPC with very-low-C3A cement and ground granulated blast-furnace slag. Constr. Build. Mater. 2021, 284, 122787. [Google Scholar] [CrossRef]
- Zhong, R.; Wille, K.; Viegas, R. Material efficiency in the design of UHPC paste from a life cycle point of view. Constr. Build. Mater. 2018, 160, 505–513. [Google Scholar] [CrossRef]
- Randl, N.; Steiner, T.; Ofner, S.; Baumgartner, E.; Mészöly, T. Development of UHPC mixtures from an ecological point of view. Constr. Build. Mater. 2014, 67, 373–378. [Google Scholar] [CrossRef]
- Azmee, N.M.; Shafiq, N. Ultra-high performance concrete: From fundamental to applications. Case Stud. Constr. Mater. 2018, 9, e00197. [Google Scholar] [CrossRef]
- Arora, A.; Yao, Y.; Mobasher, B.; Neithalath, N. Fundamental insights into the compressive and flexural response of binder- and aggregate-optimized ultra-high performance concrete (UHPC). Cem. Concr. Compos. 2019, 98, 1–13. [Google Scholar] [CrossRef]
- Li, W.; Huang, Z.; Hu, G.; Hui Duan, W.; Shah, S.P. Early-age shrinkage development of ultra-high-performance concrete under heat curing treatment. Constr. Build. Mater. 2017, 131, 767–774. [Google Scholar] [CrossRef]
- Vijayan, D.S.; Arvindan, S.; Parthiban, D.; Kumar, R.S.; Saravanan, B.; Robert, Y. An experimental study on mechanical and durable properties of self-curing concrete by adding admixture. Mater. Today Proc. 2020, 33, 496–501. [Google Scholar] [CrossRef]
- Shen, P.; Lu, L.; He, Y.; Wang, F.; Hu, S. The effect of curing regimes on the mechanical properties, nano-mechanical properties and microstructure of ultra-high performance concrete. Cem. Concr. Res. 2019, 118, 1–13. [Google Scholar] [CrossRef]
- Sun, Y.; Alqurashi, M.; Mostafa, S.A. Exploring the impact of seashell powder and nano-silica on ultra-high-performance self-curing concrete: Insights into mechanical strength, durability, and high-temperature resilience. Rev. Adv. Mater. Sci. 2024, 63, 20240080. [Google Scholar] [CrossRef]
- ACi, H. 308R-Guide to Curing Concrete; American Concrete Institute International: Farmington Hills, MI, USA, 2001. [Google Scholar]
- Pourchet, S.; Liautaud, S.; Rinaldi, D.; Pochard, I. Effect of the repartition of the PEG side chains on the adsorption and dispersion behaviors of PCP in presence of sulfate. Cem. Concr. Res. 2012, 42, 431–439. [Google Scholar] [CrossRef]
- Singh, K. Mechanical properties of self curing concrete studied using polyethylene glycol-400: A-review. Mater. Today Proc. 2020, 37, 2864–2871. [Google Scholar] [CrossRef]
- Yuan, X.; Xu, W.; AlAteah, A.H.; Mostafa, S. Evaluation of the performance of high-strength geopolymer concrete prepared with recycled coarse aggregate containing eggshell powder and rice husk ash cured at different curing regimes. Constr. Build. Mater. 2024, 434, 136722. [Google Scholar] [CrossRef]
- Kim, D.; Cho, S.; Pyo, S.; Bae, Y.; Oh, J.E. New cold-bonded artificial aggregate using a Ba(OH)2-activated cementless binder for cement-free concrete production. Constr. Build. Mater. 2024, 428, 136333. [Google Scholar] [CrossRef]
- Das, P.; Kashem, A.; Islam, M.; Ahmed, A.; Haque, M.A.; Khan, M. Alkali-activated binder concrete strength prediction using hybrid-deep learning along with shapely additive explanations and uncertainty analysis. Constr. Build. Mater. 2024, 435, 136711. [Google Scholar] [CrossRef]
- Tajra, F.; Elrahman, M.A.; Stephan, D. The production and properties of cold-bonded aggregate and its applications in concrete: A review. Constr. Build. Mater. 2019, 225, 29–43. [Google Scholar] [CrossRef]
- Thomas, J.; Harilal, B. Mechanical properties of cold bonded quarry dust aggregate concrete subjected to elevated temperature. Constr. Build. Mater. 2016, 125, 724–730. [Google Scholar] [CrossRef]
- Wyrzykowski, M.; Toropovs, N.; Winnefeld, F.; Lura, P. Cold-bonded biochar-rich lightweight aggregates for net-zero concrete. J. Clean. Prod. 2024, 434, 140008. [Google Scholar] [CrossRef]
- Seddik Hassan, A.M.; Abdeen, A.; Mohamed, A.S.; Elboshy, B. Thermal performance analysis of clay brick mixed with sludge and agriculture waste. Constr. Build. Mater. 2022, 344, 128267. [Google Scholar] [CrossRef]
- Ahmed, S.; Ali, M. Use of agriculture waste as short discrete fibers and glass-fiber-reinforced-polymer rebars in concrete walls for enhancing impact resistance. J. Clean. Prod. 2020, 268, 122211. [Google Scholar] [CrossRef]
- Du, B.; Xu, F.; AlAteah, A.H.; Mostafa, S.A. Sustainable development of ultra high-performance concrete using basil plant waste: Investigation at normal and extreme conditions. J. Build. Eng. 2023, 80, 107997. [Google Scholar] [CrossRef]
- Myint, D.; Gilani, S.A.; Kawase, M.; Watanabe, K.N. Sustainable sesame (Sesamum indicum L.) production through improved technology: An overview of production, challenges, and opportunities in Myanmar. Sustainability 2020, 12, 3515. [Google Scholar] [CrossRef]
- Kamel, S.; Blal, A.; Mahfouz, H.; Said, M.J.A. The most common insect pollinator species on sesame crop (Sesamum indicum L.) in Ismailia Governorate, Egypt. Arthropods 2013, 2, 66. [Google Scholar]
- Morris, J.B. Food, industrial, nutraceutical, and pharmaceutical uses of sesame genetic resources. In Trends in New Crops and New Uses; ASHS Press: Alexandria, VA, USA, 2002; pp. 153–156. [Google Scholar]
- Hakeem, I.Y.; Amin, M.; Zeyad, A.M.; Tayeh, B.A.; Maglad, A.M.; Agwa, I.S. Effects of nano sized sesame stalk and rice straw ashes on high-strength concrete properties. J. Clean. Prod. 2022, 370, 133542. [Google Scholar] [CrossRef]
- Sulaiman, T.A.; Garba, I.; Yau, Y.; Isah, A.L.; Mohammed, A.; Aliyu, I.; Aliyu, S.I. Assessment of the Characteristics and Durability of Sesame Husk Ash Concrete. J. Environ. Spectr. 2024, 4, 14–21. [Google Scholar]
- Salahaddin, S.D.; Haido, J.H.; Wardeh, G.J. Rheological and mechanical characteristics of basalt fiber UHPC incorporating waste glass powder in lieu of cement. Ain Shams Eng. J. 2024, 15, 102515. [Google Scholar] [CrossRef]
- Zheng, D.; AlAteah, A.H.; Alsubeai, A.; Mostafa, S.A. Integrating micro-and nanowaste glass with waste foundry sand in ultra-high-performance concrete to enhance material performance and sustainability. Rev. Adv. Mater. Sci. 2024, 63, 20240012. [Google Scholar] [CrossRef]
- Maglad, A.M.; Mydin, M.A.O.; Majeed, S.S.; Tayeh, B.A.; Mostafa, S.A. Development of eco-friendly foamed concrete with waste glass sheet powder for mechanical, thermal, and durability properties enhancement. J. Build. Eng. 2023, 80, 107974. [Google Scholar] [CrossRef]
- Xiao, R.; Polaczyk, P.; Zhang, M.; Jiang, X.; Zhang, Y.; Huang, B.; Hu, W. Evaluation of Glass Powder-Based Geopolymer Stabilized Road Bases Containing Recycled Waste Glass Aggregate. Transp. Res. Rec. J. Transp. Res. Board 2020, 2674, 22–32. [Google Scholar] [CrossRef]
- Essam, A.; Mostafa, S.A.; Khan, M.; Tahwia, A.M. Modified particle packing approach for optimizing waste marble powder as a cement substitute in high-performance concrete. Constr. Build. Mater. 2023, 409, 133845. [Google Scholar] [CrossRef]
- Mostafa, S.A.; El-Deeb, M.M.; Farghali, A.A.; Faried, A.S. Evaluation of the nano silica and nano waste materials on the corrosion protection of high strength steel embedded in ultra-high performance concrete. Sci. Rep. 2021, 11, 2617. [Google Scholar] [CrossRef] [PubMed]
- Hou, S.; Duan, Z.; Ma, Z.; Singh, A. Improvement on the properties of waste glass mortar with nanomaterials. Constr. Build. Mater. 2020, 254, 118973. [Google Scholar] [CrossRef]
- Mostafa, S.A.; Faried, A.S.; Farghali, A.A.; El-Deeb, M.M.; Tawfik, T.A.; Majer, S.; Abd Elrahman, M. Influence of Nanoparticles from Waste Materials on Mechanical Properties, Durability and Microstructure of UHPC. Materials 2020, 13, 4530. [Google Scholar] [CrossRef]
- Bai, C.; Li, H.; Bernardo, E.; Colombo, P. Waste-to-resource preparation of glass-containing foams from geopolymers. Ceram. Int. 2019, 45, 7196–7202. [Google Scholar] [CrossRef]
- Vinai, R.; Soutsos, M. Production of sodium silicate powder from waste glass cullet for alkali activation of alternative binders. Cem. Concr. Res. 2019, 116, 45–56. [Google Scholar] [CrossRef]
- Mohammadinia, A.; Wong, Y.C.; Arulrajah, A.; Horpibulsuk, S. Strength evaluation of utilizing recycled plastic waste and recycled crushed glass in concrete footpaths. Constr. Build. Mater. 2019, 197, 489–496. [Google Scholar] [CrossRef]
- Demiss, B.A.; Oyawa, W.O.; Shitote, S.M. Mechanical and microstructural properties of recycled reactive powder concrete containing waste glass powder and fly ash at standard curing. Cogent Eng. 2018, 5, 1464877. [Google Scholar] [CrossRef]
- Alcan, H.G.; Dheyaaldin, M.H.; Toklu, K.; Bayrak, B.; Kaplan, G.; Aydın, A.C. Effect of quaternary binder slag-based geopolymer slurries on mechanical durability and microstructural properties of green prepacked composites. Constr. Build. Mater. 2024, 450, 138571. [Google Scholar] [CrossRef]
- Bayrak, B.; Alcan, H.G.; Tanyıldızı, M.; Kaplan, G.; İpek, S.; Cüneyt Aydın, A.; Güneyisi, E. Effects of silica fume and rice husk ash contents on engineering properties and high-temperature resistance of slag-based prepacked geopolymers. J. Build. Eng. 2024, 92, 109746. [Google Scholar] [CrossRef]
- Bayrak, B.; Mostafa, S.A.; Öz, A.; Tayeh, B.A.; Kaplan, G.; Aydın, A.C. The effect of clinker aggregate on acid resistance in prepacked geopolymers containing metakaolin and quartz powder in the presence of ground blast furnace slag. J. Build. Eng. 2023, 69, 106290. [Google Scholar] [CrossRef]
- Danish, A.; Öz, A.; Bayrak, B.; Kaplan, G.; Aydın, A.C.; Ozbakkaloglu, T. Performance evaluation and cost analysis of prepacked geopolymers containing waste marble powder under different curing temperatures for sustainable built environment. Resour. Conserv. Recycl. 2023, 192, 106910. [Google Scholar] [CrossRef]
- Murali, G.; Abid, S.R.; Karthikeyan, K.; Haridharan, M.K.; Amran, M.; Siva, A. Low-velocity impact response of novel prepacked expanded clay aggregate fibrous concrete produced with carbon nano tube, glass fiber mesh and steel fiber. Constr. Build. Mater. 2021, 284, 122749. [Google Scholar] [CrossRef]
- Kaplan, G.; Öz, A.; Bayrak, B.; Aydın, A.C. The effect of geopolymer slurries with clinker aggregates and marble waste powder on embodied energy and high-temperature resistance in prepacked concrete: ANFIS-based prediction model. J. Build. Eng. 2023, 67, 105987. [Google Scholar] [CrossRef]
- ASTM C150; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2023.
- ASTM C136/C136M-19; Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. ASTM International: West Conshohocken, PA, USA, 2019. [CrossRef]
- ASTM C29/C29M-17a; Standard Test Method for Bulk Density (“Unit Weight”) and Voids in Aggregate. ASTM International: West Conshohocken, PA, USA, 2017.
- Al-Shwaiter, A.; Awang, H.; Khalaf, M.A. Performance of sustainable lightweight foam concrete prepared using palm oil fuel ash as a sand replacement. Constr. Build. Mater. 2022, 322, 126482. [Google Scholar] [CrossRef]
- Farah Aziera Jamaludin, N.; Loong Jie, L.; Muthusamy, K.; Nadiah Ruslan, H.; Mohamad, N. Fresh and mechanical properties of concrete containing recycled fine aggregate as partial sand replacement. Mater. Today Proc. 2023, 109, 68–73. [Google Scholar] [CrossRef]
- Benli, A. Sustainable use of waste glass sand and waste glass powder in alkali-activated slag foam concretes: Physico-mechanical, thermal insulation and durability characteristics. Constr. Build. Mater. 2024, 438, 137128. [Google Scholar] [CrossRef]
- ASTM C109/C109M-02; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or 50 mm Cube Specimens). ASTM Committee: West Conshohocken, PA, USA, 2017.
- ASTM C469; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2002.
- C1585-13; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes. ASTM International: West Conshohocken, PA, USA, 2013.
- Xu, D.; Tang, J.; Hu, X.; Zhou, Y.; Yu, C.; Han, F.; Liu, J. Influence of silica fume and thermal curing on long-term hydration, microstructure and compressive strength of ultra-high performance concrete (UHPC). Constr. Build. Mater. 2023, 395, 132370. [Google Scholar] [CrossRef]
- Tian, H.; Zhou, Z.; Wei, Y.; Wang, Y.; Lu, J. Experimental investigation on axial compressive behavior of ultra-high performance concrete (UHPC) filled glass FRP tubes. Constr. Build. Mater. 2019, 225, 678–691. [Google Scholar] [CrossRef]
- Esmaeili, J.; Al-Mwanes, A.O. Performance Evaluation of Eco-Friendly Ultra-High-Performance Concrete Incorporated with Waste Glass—A Review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1094. [Google Scholar] [CrossRef]
- Vaitkevičius, V.; Šerelis, E.; Hilbig, H. The effect of glass powder on the microstructure of ultra high performance concrete. Constr. Build. Mater. 2014, 68, 102–109. [Google Scholar] [CrossRef]
- Mayhoub, O.A.; Nasr, E.-S.A.R.; Ali, Y.A.; Kohail, M. The influence of ingredients on the properties of reactive powder concrete: A review. Ain Shams Eng. J. 2021, 12, 145–158. [Google Scholar] [CrossRef]
- Khan, M.; Cao, M.; Ali, M. Experimental and empirical study of basalt fibber reinforced concrete. In Proceedings of the Building Tomorrow’s Society, Fredericton, NB, Canada, 13–16 June 2018; pp. 13–16. [Google Scholar]
- Khan, M.; Cao, M.; Ali, M. Influence of CaCO3 whiskers, steel fibers and basalt fibers hybridization on flexural toughness of concrete. In Proceedings of the Fifth International Conference on Sustainable Construction Materials and Technologies, London, UK, 14–17 July 2019; pp. 14–17. [Google Scholar]
- Zhu, Y.; Hussein, H.; Kumar, A.; Chen, G. A review: Material and structural properties of UHPC at elevated temperatures or fire conditions. Cem. Concr. Compos. 2021, 123, 104212. [Google Scholar] [CrossRef]
- Akbulut, Z.F.; Guler, S.; Osmanoğlu, F.; Kıvanç, M.R.; Khan, M.J.B. Evaluating sustainable colored mortars reinforced with fly ash: A comprehensive study on physical and mechanical properties under high-temperature exposure. Buildings 2024, 14, 453. [Google Scholar] [CrossRef]
- Khan, M.; Lao, J.; Ahmad, M.R.; Dai, J. Influence of high temperatures on the mechanical and microstructural properties of hybrid steel-basalt fibers based ultra-high-performance concrete (UHPC). Constr. Build. Mater. 2024, 411, 134387. [Google Scholar] [CrossRef]
- Ozawa, M.; Subedi Parajuli, S.; Uchida, Y.; Zhou, B. Preventive effects of polypropylene and jute fibers on spalling of UHPC at high temperatures in combination with waste porous ceramic fine aggregate as an internal curing material. Constr. Build. Mater. 2019, 206, 219–225. [Google Scholar] [CrossRef]
- Yalçınkaya, Ç.; Yazıcı, H. Effects of ambient temperature and relative humidity on early-age shrinkage of UHPC with high-volume mineral admixtures. Constr. Build. Mater. 2017, 144, 252–259. [Google Scholar] [CrossRef]
- Panda, S.; Nanda, A.; Panigrahi, S.K. Potential utilization of waste plastic in sustainable geopolymer concrete production: A review. J. Environ. Manag. 2024, 366, 121705. [Google Scholar] [CrossRef]
- Liu, H.; Jing, W.; Qin, L.; Duan, P.; Zhang, Z.; Guo, R.; Li, W. Thermal stability of geopolymer modified by different silicon source materials prepared from solid wastes. Constr. Build. Mater. 2022, 315, 125709. [Google Scholar] [CrossRef]
- Wong, L.S. Durability Performance of Geopolymer Concrete: A Review. Polymers 2022, 14, 868. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.; Huang, B.; Yuan, Y.; Deng, M.J.M. Deterioration process of concrete exposed to internal sulfate attack. Materials 2020, 13, 1336. [Google Scholar] [CrossRef] [PubMed]
- Abdel-Gawwad, H.A.; Heikal, M.; Mohammed, M.S.; El-Aleem, S.A.; Hassan, H.S.; García, S.R.V.; Rashad, A.M. Evaluating the impact of nano-magnesium calcite waste on the performance of cement mortar in normal and sulfate-rich media. Constr. Build. Mater. 2019, 203, 392–400. [Google Scholar] [CrossRef]
- Kwasny, J.; Aiken, T.A.; Soutsos, M.N.; McIntosh, J.A.; Cleland, D.J. Sulfate and acid resistance of lithomarge-based geopolymer mortars. Constr. Build. Mater. 2018, 166, 537–553. [Google Scholar] [CrossRef]
- Alkaysi, M.; El-Tawil, S.; Liu, Z.; Hansen, W. Effects of silica powder and cement type on durability of ultra high performance concrete (UHPC). Cem. Concr. Compos. 2016, 66, 47–56. [Google Scholar] [CrossRef]
- Sun, T.; Xu, D.; Ouyang, G.; Wang, Z.; Ye, Z. Mechanical properties and environmental implications of excess-sulfate cement concrete with phosphogypsum-based cold-bonded fine aggregates. J. Build. Eng. 2024, 95, 110008. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, H.; Zhou, B.; Gao, H.; Lin, Y. Resistance of Soda Residue-Fly Ash Based Geopolymer Mortar to Acid and Sulfate Environments. Materials 2021, 14, 785. [Google Scholar] [CrossRef]
- Provete Vincler, J.; Sanchez, T.; Turgeon, V.; Conciatori, D.; Sorelli, L. A modified accelerated chloride migration tests for UHPC and UHPFRC with PVA and steel fibers. Cem. Concr. Res. 2019, 117, 38–44. [Google Scholar] [CrossRef]
- Liu, J.; Cheng, L.; Jin, H.; Xing, F. Sustainable utilization of concrete slurry waste in eco-friendly artificial lightweight cold-bonded aggregates: An alternative pathway for efficiently sequestrating CO2. Constr. Build. Mater. 2024, 421, 135759. [Google Scholar] [CrossRef]
- Lodeiro, I.G.; MacPhee, D.E.; Palomo, A.; Fernández-Jiménez, A.J.C.; Research, C. Effect of alkalis on fresh C–S–H gels. FTIR analysis. Cem. Concr. Res. 2009, 39, 147–153. [Google Scholar] [CrossRef]
- Chu, D.C.; Kleib, J.; Amar, M.; Benzerzour, M.; Abriak, N.-E. Determination of the degree of hydration of Portland cement using three different approaches: Scanning electron microscopy (SEM-BSE) and Thermogravimetric analysis (TGA). Case Stud. Constr. Mater. 2021, 15, e00754. [Google Scholar] [CrossRef]
- Xu, W.; Lo, T.Y.; Wang, W.; Ouyang, D.; Wang, P.; Xing, F. Pozzolanic Reactivity of Silica Fume and Ground Rice Husk Ash as Reactive Silica in a Cementitious System: A Comparative Study. Materials 2016, 9, 146. [Google Scholar] [CrossRef] [PubMed]
- Kunchariyakun, K.; Asavapisit, S.; Sinyoung, S. Influence of partial sand replacement by black rice husk ash and bagasse ash on properties of autoclaved aerated concrete under different temperatures and times. Constr. Build. Mater. 2018, 173, 220–227. [Google Scholar] [CrossRef]
- Khankhaje, E.; Kim, T.; Jang, H.; Kim, C.S.; Kim, J.; Rafieizonooz, M. Dataset on the assessment of pervious concrete containing palm oil kernel shell and seashell in heavy metal removal from stormwater. Data Brief 2023, 50, 109570. [Google Scholar] [CrossRef]
- Mallum, I.; Mohd Sam, A.R.; Lim, N.H.A.S.; Omolayo, N. Sustainable Utilization of Waste Glass in Concrete: A Review. Silicon 2021, 14, 3199–3214. [Google Scholar] [CrossRef]
- Bajaber, M.A.; Hakeem, I.Y. UHPC evolution, development, and utilization in construction: A review. J. Mater. Res. Technol. 2021, 10, 1058–1074. [Google Scholar] [CrossRef]
- Alsalman, A.; Dang, C.N.; Martí-Vargas, J.R.; Micah Hale, W. Mixture-proportioning of economical UHPC mixtures. J. Build. Eng. 2020, 27, 100970. [Google Scholar] [CrossRef]
- Norhasri, M.S.M.; Hamidah, M.S.; Fadzil, A.M. Inclusion of nano metaclayed as additive in ultra high performance concrete (UHPC). Constr. Build. Mater. 2019, 201, 590–598. [Google Scholar] [CrossRef]
- Faried, A.S.; Mostafa, S.A.; Tayeh, B.A.; Tawfik, T.A. Mechanical and durability properties of ultra-high performance concrete incorporated with various nano waste materials under different curing conditions. J. Build. Eng. 2021, 43, 102569. [Google Scholar] [CrossRef]
- Yang, I.H.; Park, J. A Study on the Thermal Properties of High-Strength Concrete Containing CBA Fine Aggregates. Materials 2020, 13, 1493. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides % | Cement | Silica Fume | GGBS | Waste Glass | Sesame Ash |
|---|---|---|---|---|---|
| SiO2 | 23.9 | 96.55 | 37.9 | 71.9 | 22.08 |
| Al2O3 | 7.45 | 0.19 | 9.92 | 0.27 | 8.19 |
| Fe2O3 | 3.02 | 0.32 | 0.3 | 1.12 | 5.69 |
| CaO | 57.3 | 0.98 | 36.4 | 12.09 | 38.01 |
| MgO | 3.94 | 0.73 | 10.9 | 2.1 | 5.82 |
| SO3 | 3.23 | - | 0.1 | 0.17 | 1.91 |
| Na2O | 0.29 | 0.38 | 0.48 | 10.9 | 1.2 |
| K2O | 0.87 | 0.85 | 0.9 | 0.09 | 17.1 |
| LOI | - | - | 3.1 |
| Mixes | Binders | Aggregate | SP | Water | |||
|---|---|---|---|---|---|---|---|
| Cement | SF | Dolomite | Sand | CBA | SP | Water | |
| 100S | 850 | 85 | 750 | 375 | 0 | 28.5 | 168.3 |
| 90S-10CB | 850 | 85 | 750 | 337.5 | 37.5 | 28.5 | 168.3 |
| 80S-20CB | 850 | 85 | 750 | 300 | 75 | 28.5 | 168.3 |
| 70S-30CB | 850 | 85 | 750 | 262.5 | 112.5 | 28.5 | 168.3 |
| 60S-40CB | 850 | 85 | 750 | 225 | 150 | 28.5 | 168.3 |
| 50S-50CB | 850 | 85 | 750 | 187.5 | 187.5 | 28.5 | 168.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rezzoug, A.; AlAteah, A.H.; Alqurashi, M.; Mostafa, S.A. Development of Ultra High-Performance Concrete with Artificial Aggregates from Sesame Ash and Waste Glass: A Study on Mechanical Strength and Durability. Buildings 2025, 15, 1942. https://doi.org/10.3390/buildings15111942
Rezzoug A, AlAteah AH, Alqurashi M, Mostafa SA. Development of Ultra High-Performance Concrete with Artificial Aggregates from Sesame Ash and Waste Glass: A Study on Mechanical Strength and Durability. Buildings. 2025; 15(11):1942. https://doi.org/10.3390/buildings15111942
Chicago/Turabian StyleRezzoug, Aïssa, Ali H. AlAteah, Muwaffaq Alqurashi, and Sahar A. Mostafa. 2025. "Development of Ultra High-Performance Concrete with Artificial Aggregates from Sesame Ash and Waste Glass: A Study on Mechanical Strength and Durability" Buildings 15, no. 11: 1942. https://doi.org/10.3390/buildings15111942
APA StyleRezzoug, A., AlAteah, A. H., Alqurashi, M., & Mostafa, S. A. (2025). Development of Ultra High-Performance Concrete with Artificial Aggregates from Sesame Ash and Waste Glass: A Study on Mechanical Strength and Durability. Buildings, 15(11), 1942. https://doi.org/10.3390/buildings15111942