
Performance Evaluation of Thermal Insulation Rubberized Mortar Modified by Fly Ash and Glass Fiber


Abstract
1. Introduction
2. Materials and Methods
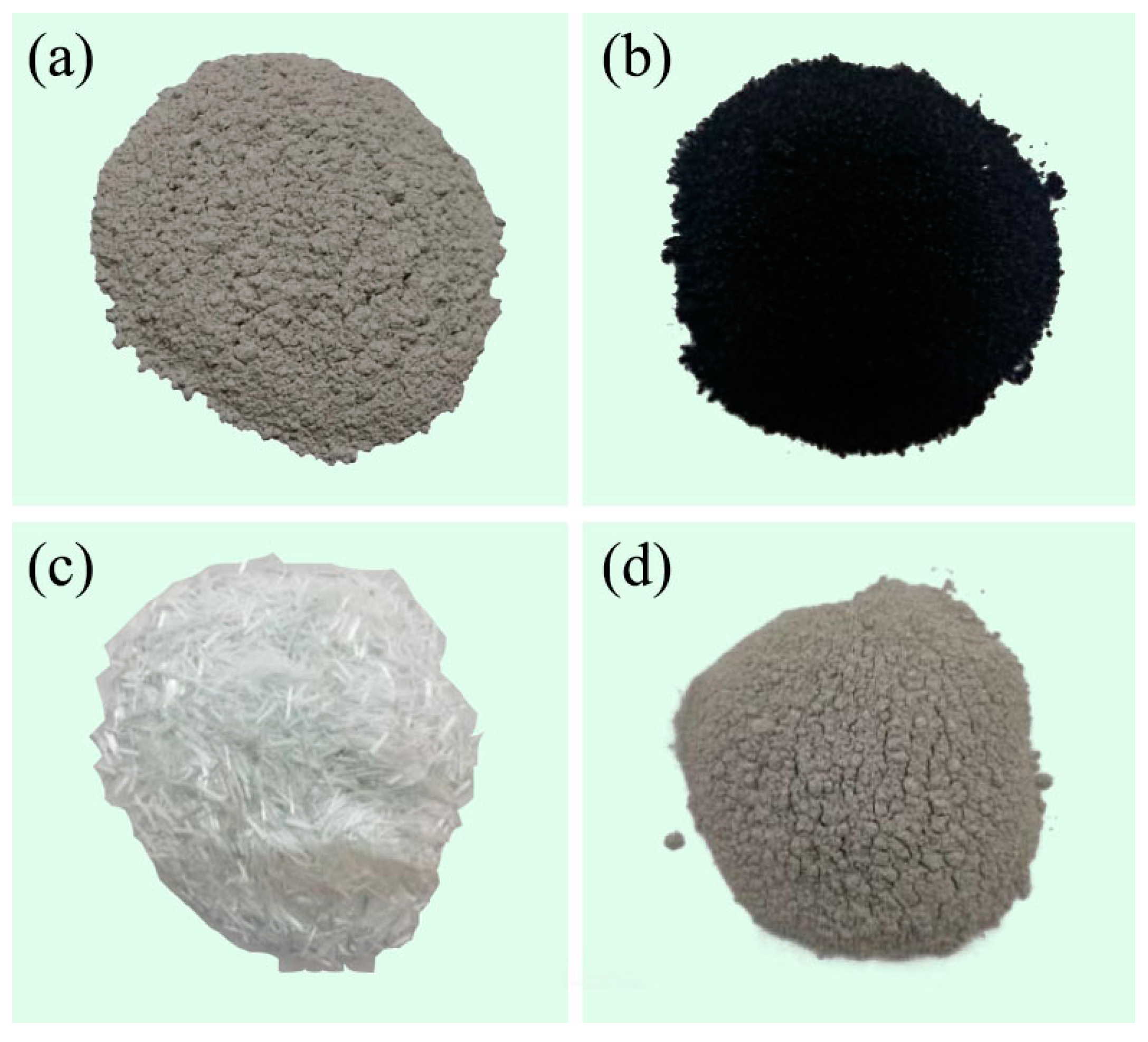
2.1. Materials
2.2. Mixed Proportions and Specimens Preparation
2.3. Fluidity
2.4. Mechanical Properties
2.5. Drying Shrinkage
2.6. Impact Resistance
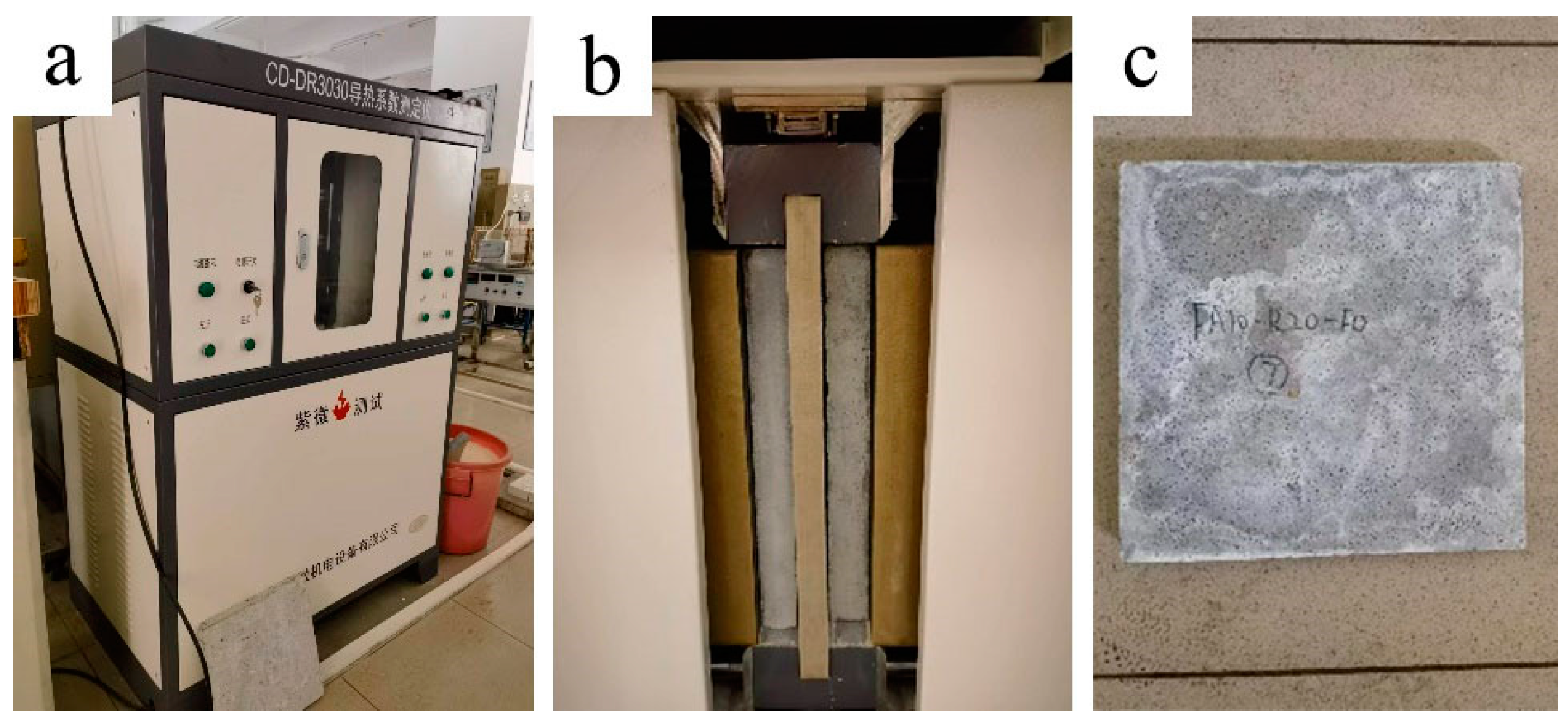
2.7. Thermal Conductivity
2.8. Microstructure
2.9. Analytic Hierarchy Process (AHP)
3. Results and Discussions
3.1. Fluidity
3.2. Mechanical Properties
3.2.1. Flexural Strength
3.2.2. Compressive Strength
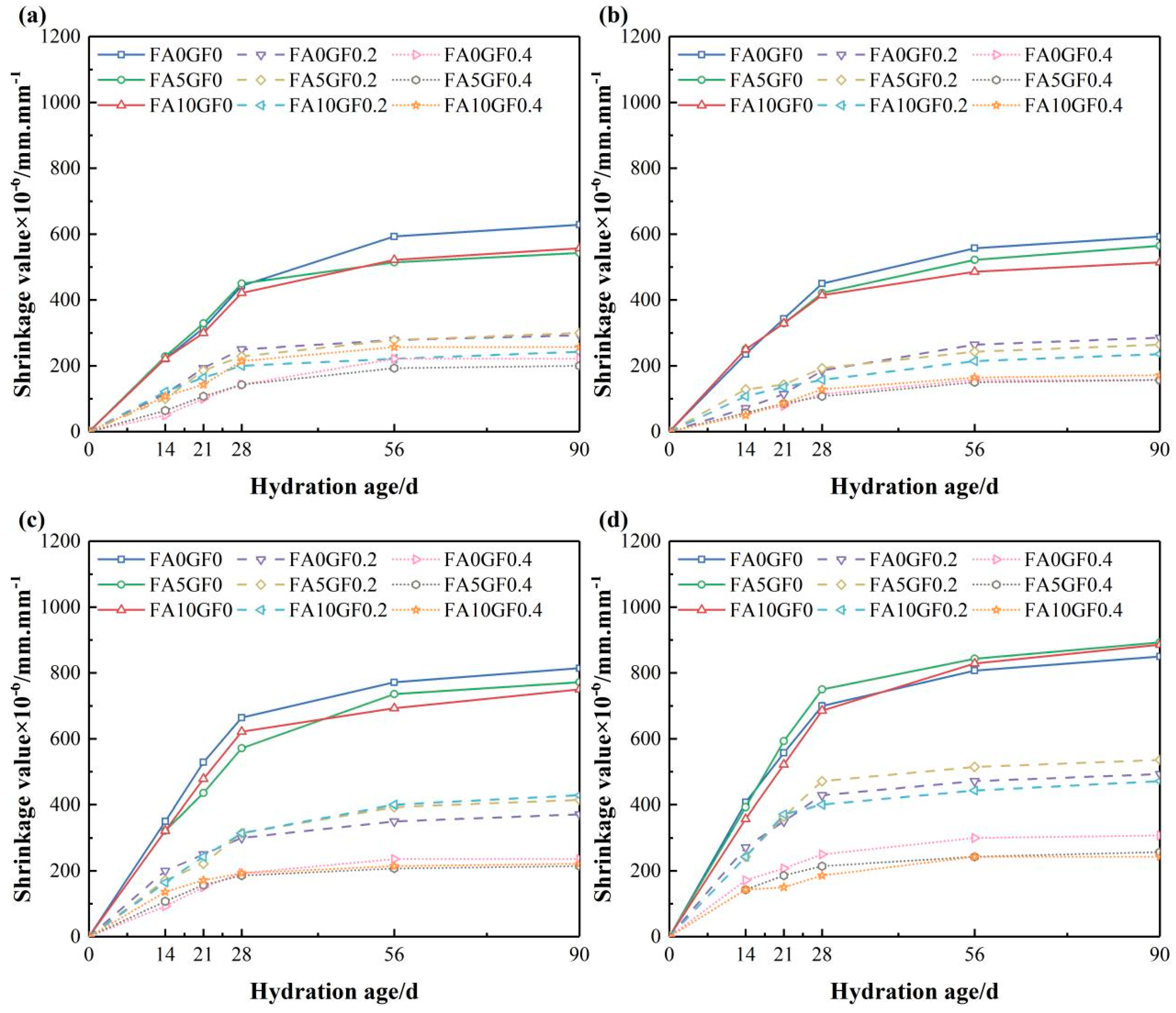
3.3. Drying Shrinkage
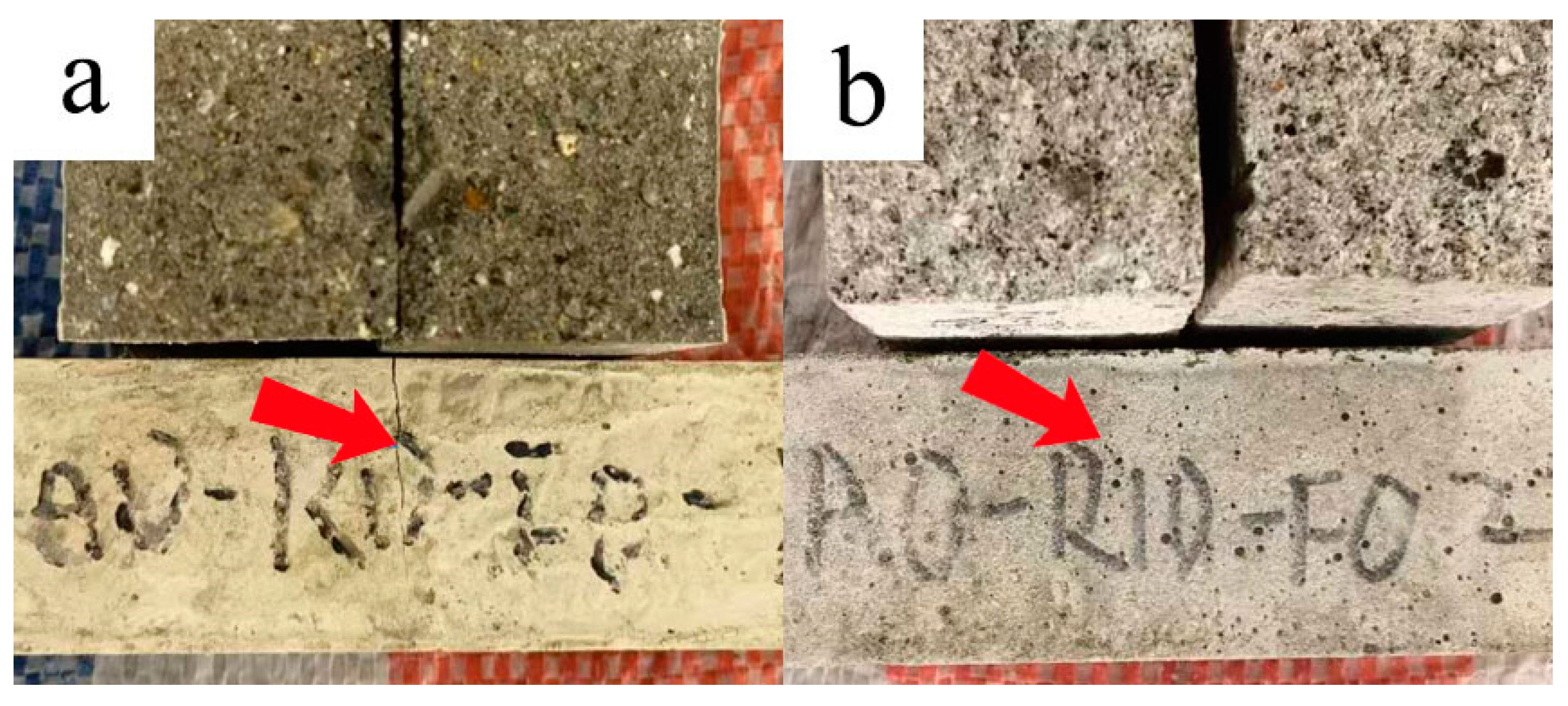
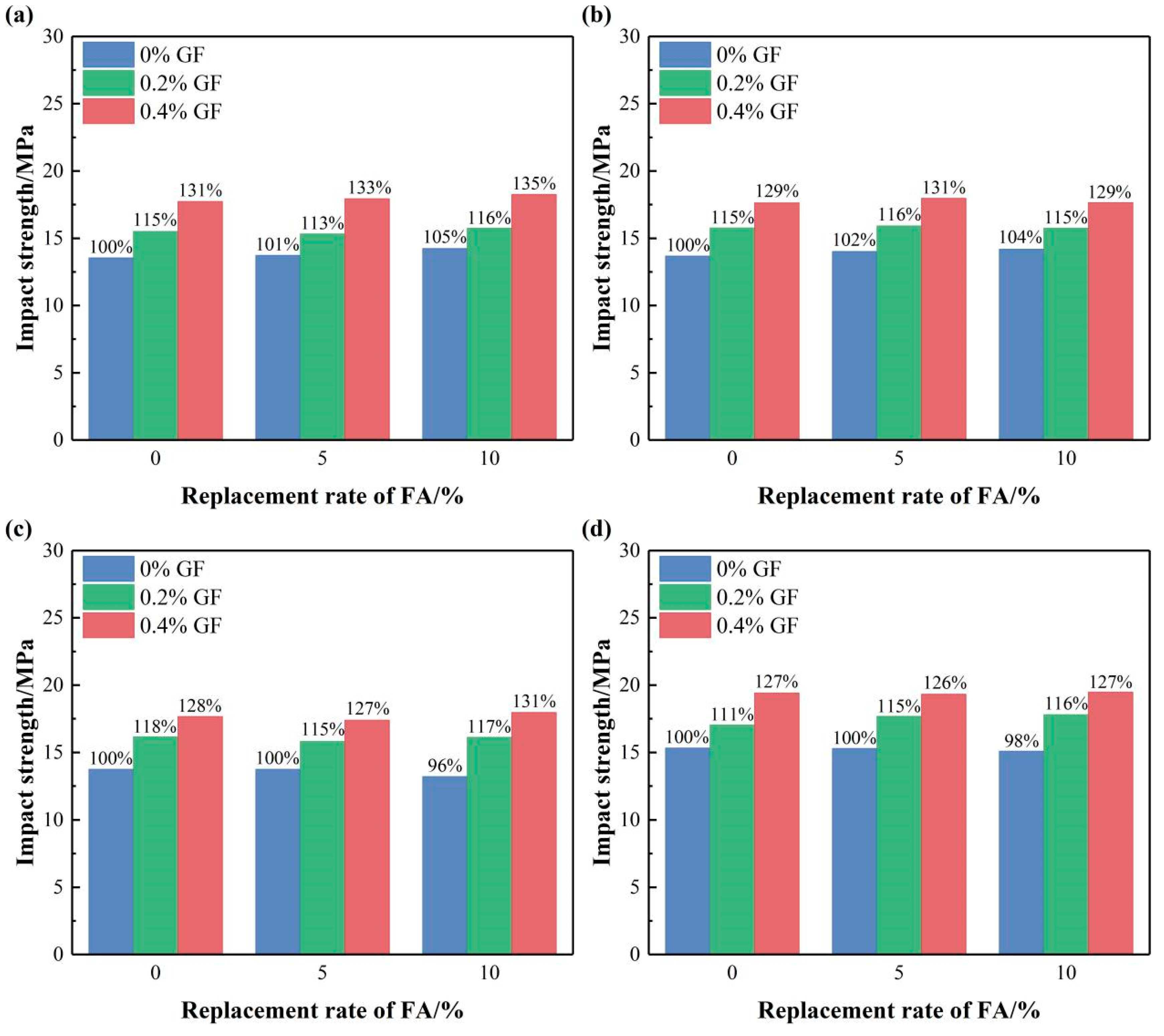
3.4. Impact Resistance
3.5. Thermal Insulation Properties
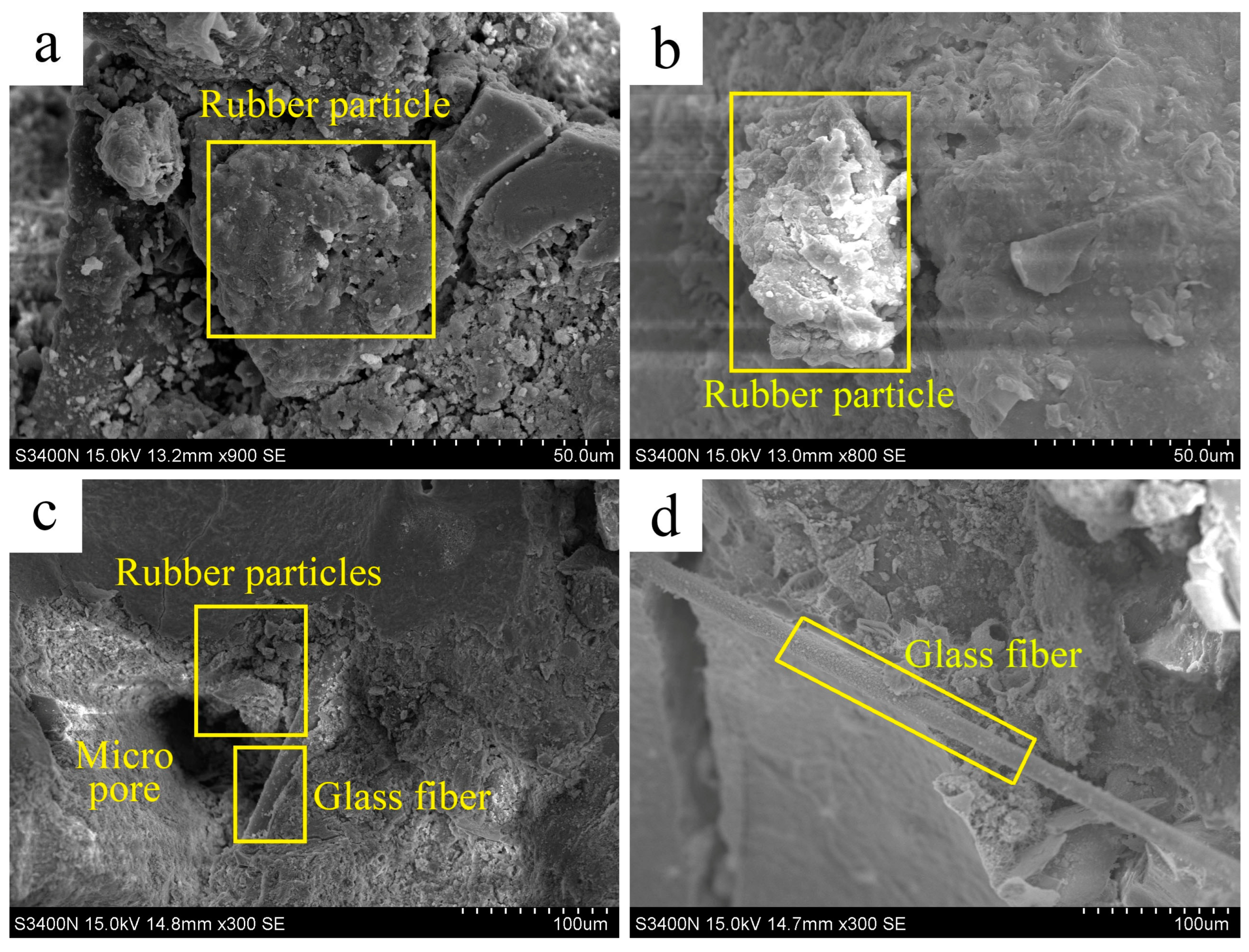
3.6. Microstructure
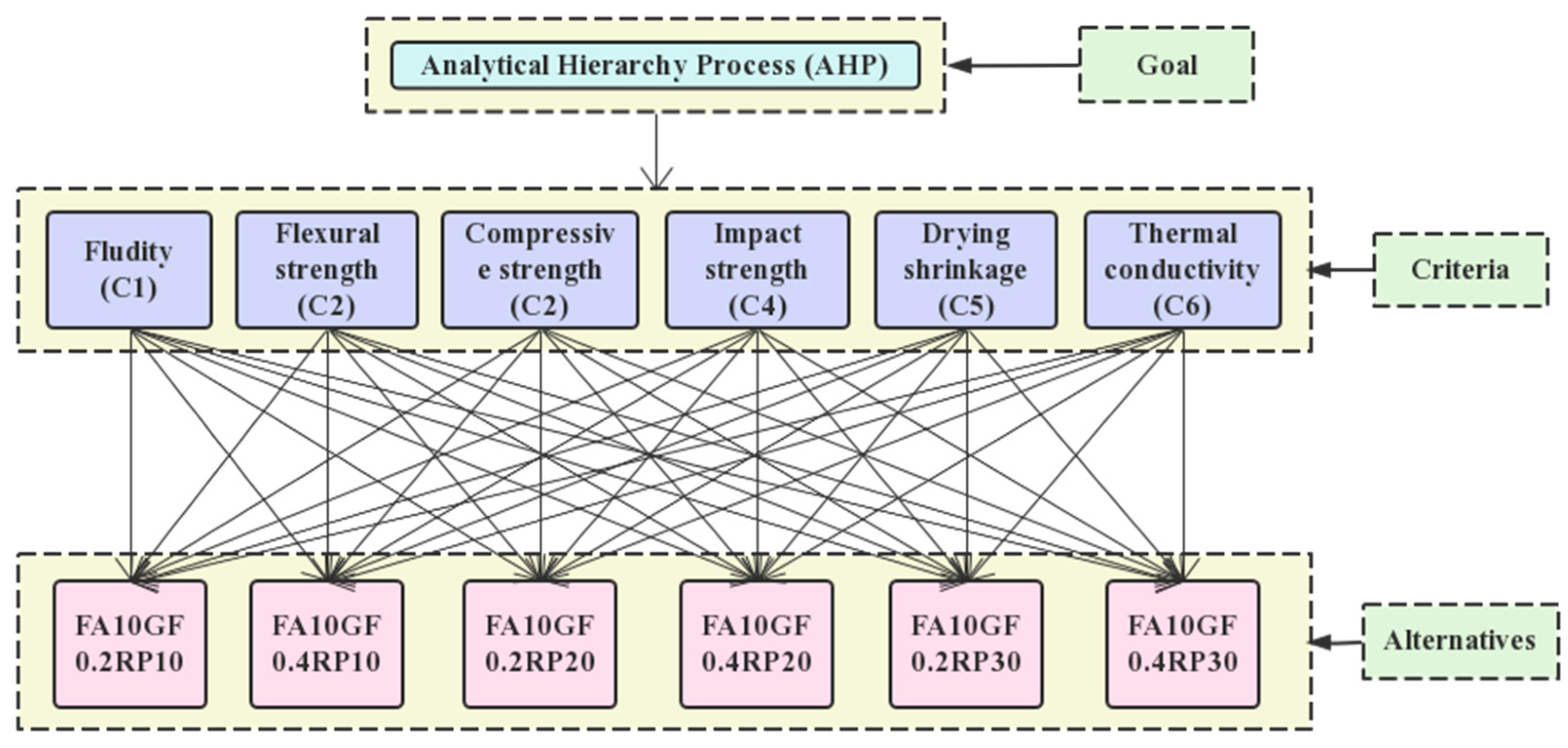
3.7. Analytical Hierarchy Process
4. Conclusions
- The replacement of RP in mortar leads to a significant decrease in fluidity, and the addition of GF also contributes to reduced fluidity. Moreover, the addition of FA can appropriately improve the fluidity of the mortar. However, achieving this significant reduction in fluidity loss may necessitate the utilization of additional methods, such as incorporating chemical additives.
- The addition of RP results in a decrease in compressive and flexural strengths. GF has a positive impact on the mechanical properties of rubberized mortar, particularly in enhancing flexural strength. Furthermore, the influence of FA on the mechanical properties of rubberized mortar is not clearly evident.
- The high replacement rate of RP in the mortar results in a significant increase in drying shrinkage. GF limits the deformation of the matrix during the internal water evaporation process and enhances stiffness, thereby effectively reducing the drying shrinkage of the rubberized mortar. FA initially reduces drying shrinkage within 28 days, but it subsequently leads to an increase in drying shrinkage after 28 days.
- The addition of RP to mortar can increase its toughness, resulting in improved impact resistance of the specimens. The highest increase in impact resistance is observed when the replacement rate of RP is 30%. GF can effectively restrict the development of cracks in rubberized mortar when subjected to impact loads, while FA has a lesser effect on modifying the impact resistance of rubberized mortar.
- The low density and low thermal conductivity of RP contribute to the reduction in thermal conductivity of rubber mortar. As the RP replacement rate increases from 0% to 30%, the thermal conductivity decreases to 0.23–0.25 W·(m·K)−1. The addition of GF can further decrease the thermal conductivity of rubberized mortar.
- In the condition of emphasizing fluidity, mechanical properties, drying shrinkage, impact resistance, and thermal insulation properties, the AHP method suggests that specimen FA10GF0.4RP10 exhibits the best comprehensive properties, with the highest priority of 0.381. The AHP method is primarily employed to identify viable options using existing indicators. To expand the applicability of this analytical tool, it may be necessary to foster creativity.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, J.; Houndehou, J.D.; Wang, Z.; Ma, Q. Experimental investigation on the mechanical properties and damage evolution of steel-fiber-reinforced crumb rubber concrete with porcelain tile waste. Constr. Build. Mater. 2023, 370, 130643. [Google Scholar] [CrossRef]
- Chen, Z.; Li, L.; Xiong, Z. Investigation on the interfacial behaviour between the rubber-cement matrix of the rubberized concrete. J. Clean. Prod. 2019, 209, 1354–1364. [Google Scholar] [CrossRef]
- Abdelmonem, A.; El-Feky, M.S.; Nasr, E.-S.A.R.; Kohail, M. Performance of high strength concrete containing recycled rubber. Constr. Build. Mater. 2019, 227, 116660. [Google Scholar] [CrossRef]
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Youssf, O.; Mills, J.E. A comprehensive review on the mechanical properties of waste tire rubber concrete. Constr. Build. Mater. 2020, 237, 117651. [Google Scholar] [CrossRef]
- Raffoul, S.; Garcia, R.; Pilakoutas, K.; Guadagnini, M.; Medina, N.F. Optimisation of rubberised concrete with high rubber content: An experimental investigation. Constr. Build. Mater. 2016, 124, 391–404. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E. Mechanical performance of FRP-confined and unconfined crumb rubber concrete containing high rubber content. J. Build. Eng. 2017, 11, 115–126. [Google Scholar] [CrossRef]
- Ji, Y.; Sun, Q. Experimental and numerical investigation of recycled rubber foam concrete. Alex. Eng. J. 2023, 76, 573–594. [Google Scholar] [CrossRef]
- Assaggaf, R.A.; Ali, M.R.; Al-Dulaijan, S.U.; Maslehuddin, M. Properties of concrete with untreated and treated crumb rubber—A review. J. Mater. Res. Technol. 2021, 11, 1753–1798. [Google Scholar] [CrossRef]
- Xiong, Z.; Fang, Z.; Feng, W.; Liu, F.; Yang, F.; Li, L. Review of dynamic behaviour of rubberised concrete at material and member levels. J. Build. Eng. 2021, 38, 102237. [Google Scholar] [CrossRef]
- Etli, S. Evaluation of the effect of silica fume on the fresh, mechanical and durability properties of self-compacting concrete produced by using waste rubber as fine aggregate. J. Clean. Prod. 2023, 384, 135590. [Google Scholar] [CrossRef]
- Letelier, V.; Bustamante, M.; Olave, B.; Martínez, C.; Ortega, J.M. Properties of mortars containing crumb rubber and glass powder. Dev. Built Environ. 2023, 14, 100131. [Google Scholar] [CrossRef]
- He, S.; Li, L.; Xiong, Z.; Zhang, H.; Zheng, J.; Su, Y.; Liu, F. Effects of ring-type and straight steel fibres on the compressive performance of rubber-recycled aggregate concrete. J. Build. Eng. 2023, 76, 107148. [Google Scholar] [CrossRef]
- Agrawal, D.; Waghe, U.; Ansari, K.; Dighade, R.; Amran, M.; Qader, D.N.; Fediuk, R. Experimental effect of pre-treatment of rubber fibers on mechanical properties of rubberized concrete. J. Mater. Res. Technol. 2023, 23, 791–807. [Google Scholar] [CrossRef]
- Li, H.; Li, Y.; Xiong, Z.; Shu, Z.; Hong, Y.; Chen, S.; Su, Y. Experimental and theoretical study on elliptical rubber concrete filled double-skin GFRP short tubes under axial compression. Constr. Build. Mater. 2023, 401, 132796. [Google Scholar] [CrossRef]
- Zhen, H.; Xiong, Z.; Song, Y.; Li, L.; Qiu, Y.; Zou, X.; Chen, B.; Chen, D.; Liu, F.; Ji, Y. Early mechanical performance of glass fibre-reinforced manufactured sand concrete. J. Build. Eng. 2024, 83, 108440. [Google Scholar] [CrossRef]
- Li, X.; Zhao, Y.; Yao, W.; Wu, B.; Xia, K. Dynamic fracture behaviors of rubberized mortars with various rubber powder sizes and volume percentages. Eng. Fract. Mech. 2022, 269, 108553. [Google Scholar] [CrossRef]
- Yu, F.; Chen, Y.; Fang, Y.; Xu, P.; Xu, B.; Liu, Q. Crack behavior of expanded polystyrene foam-ceramsite composite thermal insulation mortar. J. Build. Eng. 2023, 74, 106930. [Google Scholar] [CrossRef]
- El-Seidy, E.; Sambucci, M.; Chougan, M.; Al-Kheetan, M.J.; Biblioteca, I.; Valente, M.; Ghaffar, S.H. Mechanical and physical characteristics of alkali-activated mortars incorporated with recycled polyvinyl chloride and rubber aggregates. J. Build. Eng. 2022, 60, 105043. [Google Scholar] [CrossRef]
- Meshgin, P.; Xi, Y.; Li, Y. Utilization of phase change materials and rubber particles to improve thermal and mechanical properties of mortar. Constr. Build. Mater. 2012, 28, 713–721. [Google Scholar] [CrossRef]
- Mostofinejad, D.; Aghamohammadi, O.; Bahmani, H.; Ebrahimi, S. Improving thermal characteristics and energy absorption of concrete by recycled rubber and silica fume. Dev. Built Environ. 2023, 16, 100221. [Google Scholar] [CrossRef]
- Wang, J.; Du, B. Experimental studies of thermal and acoustic properties of recycled aggregate crumb rubber concrete. J. Build. Eng. 2020, 32, 101836. [Google Scholar] [CrossRef]
- Zhai, S.; Zhou, X.; Zhang, Y.; Pang, B.; Liu, G.; Zhang, L.; Yang, L.; Liu, Z.; Liu, L. Effect of multifunctional modification of waste rubber powder on the workability and mechanical behavior of cement-based materials. Constr. Build. Mater. 2023, 363, 129880. [Google Scholar] [CrossRef]
- Huang, X.; Pang, J.; Liu, G.; Chen, Y. The influence of equal amplitude high stress repeated loading on the mechanical and deformation characteristics of rubber concrete. Constr. Build. Mater. 2021, 266, 121135. [Google Scholar] [CrossRef]
- Yu, Y.; Jin, Z.; Shen, D.; An, J.; Sun, Y.; Li, N. Microstructure evolution and impact resistance of crumb rubber concrete after elevated temperatures. Constr. Build. Mater. 2023, 384, 131340. [Google Scholar] [CrossRef]
- Davoodi, A.; Esfahani, M.A.; Bayat, M.; Mohammadyan-Yasouj, S.E.; Rahman, A. Influence of nano-silica modified rubber mortar and EVA modified porous asphalt on the performance improvement of modified semi-flexible pavement. Constr. Build. Mater. 2022, 337, 127573. [Google Scholar] [CrossRef]
- Xu, F.; Peng, C.; Zhu, J.; Chen, J. Design and evaluation of polyester fiber and SBR latex compound-modified perlite mortar with rubber powder. Constr. Build. Mater. 2016, 127, 751–761. [Google Scholar] [CrossRef]
- Zhai, S.; Liu, G.; Pang, B.; Liu, C.; Zhang, Z.; Zhang, L.; Liu, L.; Yang, Y.; Liu, Z.; Zhang, Y. Investigation on the influence of modified waste rubber powder on the abrasion resistance of concrete. Constr. Build. Mater. 2022, 357, 129409. [Google Scholar] [CrossRef]
- Luo, T.; Yuan, H.; Wang, Q. Comparison the properties of carbon fiber-based Portland cement and alkali-activated fly ash/slag conductive cementitious composites. J. Build. Eng. 2023, 76, 107134. [Google Scholar] [CrossRef]
- Cheng, Y.; Shen, H.; Zhang, J. Understanding the effect of high-volume fly ash on micro-structure and mechanical properties of cemented coal gangue paste backfill. Constr. Build. Mater. 2023, 378, 131202. [Google Scholar] [CrossRef]
- Shao, R.; Wu, C.; Li, J.; Liu, Z.; Wu, P.; Yang, Y. Mechanical behaviour and environmental benefit of eco-friendly steel fibre-reinforced dry UHPC incorporating high-volume fly ash and crumb rubber. J. Build. Eng. 2023, 65, 105747. [Google Scholar] [CrossRef]
- Zhao, Y.; Chen, X.; Wang, Z.; Zhang, Y.; Leng, Y. An experimental study on the influence of fly ash and crumb rubber on the mechanical property and permeability of Engineered Cementitious Composite (ECC). J. Build. Eng. 2023, 76, 106998. [Google Scholar] [CrossRef]
- Shao, R.; Wu, C.; Li, J.; Liu, Z. Repeated impact resistance of steel fibre-reinforced dry UHPC: Effects of fibre length, mixing method, fly ash content and crumb rubber. Compos. Struct. 2023, 321, 117274. [Google Scholar] [CrossRef]
- Nematzadeh, M.; Hosseini, S.-A.; Ozbakkaloglu, T. The combined effect of crumb rubber aggregates and steel fibers on shear behavior of GFRP bar-reinforced high-strength concrete beams. J. Build. Eng. 2021, 44, 102981. [Google Scholar] [CrossRef]
- Yan, Z.-W.; Bai, Y.-L.; Ozbakkaloglu, T.; Gao, W.-Y.; Zeng, J.-J. Axial impact behavior of Large-Rupture-Strain (LRS) fiber reinforced polymer (FRP)-confined concrete cylinders. Compos. Struct. 2021, 276, 114563. [Google Scholar] [CrossRef]
- Yang, H.; Lu, X.; Gong, M.; Yang, P. Compression-shear performance of steel fiber reinforced rubber concrete. J. Build. Eng. 2023, 75, 106977. [Google Scholar] [CrossRef]
- Xiong, C.; Li, Q.; Lan, T.; Li, H.; Long, W.; Xing, F. Sustainable use of recycled carbon fiber reinforced polymer and crumb rubber in concrete: Mechanical properties and ecological evaluation. J. Clean. Prod. 2021, 279, 123624. [Google Scholar] [CrossRef]
- Su, Q.; Xu, J. Durability and mechanical properties of rubber concrete incorporating basalt and polypropylene fibers: Experimental evaluation at elevated temperatures. Constr. Build. Mater. 2023, 368, 130445. [Google Scholar] [CrossRef]
- Alguhi, H.; Tomlinson, D. Crack behaviour and flexural response of steel and chopped glass fibre-reinforced concrete: Experimental and analytical study. J. Build. Eng. 2023, 75, 106914. [Google Scholar] [CrossRef]
- Kumari, G.J.; Mousavi, S.S.; Bhojaraju, C. Influence of thermal cycles and high-temperature exposures on the residual strength of hybrid steel/glass fiber-reinforced self-consolidating concrete. Structures 2023, 55, 1532–1541. [Google Scholar] [CrossRef]
- GB 1334-1999; Slag Portland Cement, Pozzolanic Portland Cement and Fly Ash Portland Cement. National Quality Supervision Bureau: Beijing, China, 1999.
- GB/T 208-2014; Test method of Cement Density. National Quality Supervision Bureau: Beijing, China, 2014.
- GB/T 175-1999; Portland Cement and Ordinary Portland Cement. National Quality Supervision Bureau: Beijing, China, 1999.
- GB/T 14684-2022; Construction-Use Sands. National Quality Supervision Bureau: Beijing, China, 2022.
- JG/T 223-2017; Polycarboxylate Superplasticizers. National Quality Supervision Bureau: Beijing, China, 2017.
- Aziz, F.N.A.A.; Bida, S.M.; Nasir, N.A.M.; Jaafar, M.S. Mechanical properties of lightweight mortar modified with oil palm fruit fibre and tire crumb. Constr. Build. Mater. 2014, 73, 544–550. [Google Scholar] [CrossRef]
- Benazzouk, A.; Mezreb, K.; Doyen, G.; Goullieux, A.; Quéneudec, M. Effect of rubber aggregates on the physico-mechanical behaviour of cement–rubber composites-influence of the alveolar texture of rubber aggregates. Cem. Concr. Compos. 2003, 25, 711–720. [Google Scholar] [CrossRef]
- GB/T 2419-2005; Determination Method of Fluidity of Cement Mortar. National Quality Supervision Bureau: Beijing, China, 2005.
- GB/T 17671-2020; Cement Mortar Strength Test Method (ISO). National Quality Supervision Bureau: Beijing, China, 2020.
- JGJ/T 70-2009; Test Method for Basic Properties of Building Mortar. National Quality Supervision Bureau: Beijing, China, 2009.
- GB/T 1843-2008; Determination of Impact Strength of Plastic Cantilever Beams. National Quality Supervision Bureau: Beijing, China, 2008.
- GB/T 6342-1996; Determination of Linear Dimension of Foamed Plastics and Rubber. National Quality Supervision Bureau: Beijing, China, 1996.
- GB/T 10294-2008; Determination of Steady-State Thermal Resistance and Related Characteristics of Thermal Insulation Materials. National Quality Supervision Bureau: Beijing, China, 2008.
- Cao, W.; Wang, A.; Yu, D.; Liu, S.; Hou, W. Establishment and implementation of an asphalt pavement recycling decision system based on the analytic hierarchy process. Resour. Conserv. Recycl. 2019, 149, 738–749. [Google Scholar] [CrossRef]
- Li, Y.; Mu, J.; Hao, J.; Liu, Y.; Jiang, X.; Luo, X. Research on the particle characteristics of manufactured sands affecting the flow ability of fresh mortar. Constr. Build. Mater. 2023, 382, 131287. [Google Scholar] [CrossRef]
- Abd-Elaty, M.A.A.; Ghazy, M.F.; Khalifa, O.H. Mechanical and thermal properties of fibrous rubberized geopolymer mortar. Constr. Build. Mater. 2022, 354, 129192. [Google Scholar] [CrossRef]
- Guler, S.; Akbulut, Z.F. Workability, physical & mechanical properties of the cement mortars strengthened with metakaolin and steel/basalt fibers exposed to freezing-thawing periods. Constr. Build. Mater. 2023, 394, 132100. [Google Scholar]
- Feng, W.; Tang, Y.; Zhang, Y.; Qi, C.; Ma, L.; Li, L. Partially fly ash and nano-silica incorporated recycled coarse aggregate based concrete: Constitutive model and enhancement mechanism. J. Mater. Res. Technol. 2022, 17, 192–210. [Google Scholar] [CrossRef]
- Fang, Z.; Luo, Y.; Chen, H.; Gao, Y.; Yang, W.; Wang, C. Research on mechanical properties and hydration characteristics of ultra-high performance concrete with high-volume fly ash microsphere. J. Build. Eng. 2023, 78, 107738. [Google Scholar] [CrossRef]
- Li, H.-W.; Wang, R.; Wei, M.-W.; Lei, N.-Z.; Sun, H.-X.; Fan, J.-J. Mechanical properties and hydration mechanism of high-volume ultra-fine iron ore tailings cementitious materials. Constr. Build. Mater. 2022, 353, 129100. [Google Scholar] [CrossRef]
- Li, D.; Zhuge, Y.; Gravina, R.; Mills, J.E. Compressive stress strain behavior of crumb rubber concrete (CRC) and application in reinforced CRC slab. Constr. Build. Mater. 2018, 166, 745–759. [Google Scholar] [CrossRef]
- Li, H.; Long, W.-J.; Khayat, K.H. Efficient recycling of waste rubber in a sustainable fiber-reinforced mortar and its damping and energy dissipation capacity. Cem. Concr. Compos. 2023, 138, 104963. [Google Scholar] [CrossRef]
- Qaidi, S.; Mohammed, A.S.; Ahmed, H.U.; Faraj, R.H.; Emad, W.; Tayeh, B.A.; Althoey, F.; Zaid, O.; Sor, N.H. Rubberized geopolymer composites: A comprehensive review. Ceram. Int. 2022, 48, 24234–24259. [Google Scholar] [CrossRef]
- Chinchillas-Chinchillas, M.J.; Orozco-Carmona, V.M.; Gaxiola, A.; Alvarado-Beltrán, C.G.; Pellegrini-Cervantes, M.J.; Baldenebro-López, F.J.; Castro-Beltrán, A. Evaluation of the mechanical properties, durability and drying shrinkage of the mortar reinforced with polyacrylonitrile microfibers. Constr. Build. Mater. 2019, 210, 32–39. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Ozbakkaloglu, T. Influence of double hooked-end steel fibers and slag on mechanical and durability properties of high performance recycled aggregate concrete. Compos. Struct. 2017, 181, 273–284. [Google Scholar] [CrossRef]
- Uygunoğlu, T.; Topçu, I.B. The role of scrap rubber particles on the drying shrinkage and mechanical properties of self-consolidating mortars. Constr. Build. Mater. 2010, 24, 1141–1150. [Google Scholar] [CrossRef]
- Su, P.; Dai, Q.; Li, M.; Ma, Y.; Wang, J. Investigation of the mechanical and shrinkage properties of plastic-rubber compound modified cement mortar with recycled tire steel fiber. Constr. Build. Mater. 2022, 334, 127391. [Google Scholar] [CrossRef]
- Deng, Z.; Yang, Z.; Pan, X. Synergetic effects of recycled crumb rubber and glass cullet on the engineering properties of geopolymer mortar. Cem. Concr. Compos. 2023, 137, 104907. [Google Scholar] [CrossRef]
- Chen, W.; Xie, Y.; Li, B.; Li, B.; Wang, J.; Thom, N. Role of aggregate and fibre in strength and drying shrinkage of alkali-activated slag mortar. Constr. Build. Mater. 2021, 299, 124002. [Google Scholar] [CrossRef]
- Zhang, J.; Pan, G.; Yan, Y. Early hydration, mechanical strength and drying shrinkage of low-carbon alkali-activated Ti-extracted residues-fly ash cement and mortars. Constr. Build. Mater. 2021, 293, 123517. [Google Scholar] [CrossRef]
- Wang, H.; Long, G.; Xie, Y.; Zeng, X.; Ma, K.; Dong, R.; Tang, Z.; Xiao, Q. Effects of intense ultraviolet irradiation on drying shrinkage and microstructural characteristics of cement mortar. Constr. Build. Mater. 2022, 347, 128513. [Google Scholar] [CrossRef]
- Xiang, J.; Qiu, J.; Zhao, Y.; Zheng, P.; Peng, H.; Fei, X. Rheology, mechanical properties, and hydration of synergistically activated coal gasification slag with three typical solid wastes. Cem. Concr. Compos. 2023, 147, 105418. [Google Scholar] [CrossRef]
- Liu, M.; Lu, J.; Ming, P.; Yin, Y. Study of fracture properties and post-peak softening process of rubber concrete based on acoustic emission. Constr. Build. Mater. 2021, 313, 125487. [Google Scholar] [CrossRef]
- Najim, K.; Hall, M. Mechanical and dynamic properties of self-compacting crumb rubber modified concrete. Constr. Build. Mater. 2012, 27, 521–530. [Google Scholar] [CrossRef]
- El Wardi, F.Z.; Ibaaz, K.; Bouyahyaoui, A.; Cherkaoui, M.; Ouaki, B.; Oubenmoh, S. Thermomechanical characterization and thermal simulation of a new multilayer mortar and a light-weight pozzolanic concrete for building energy efficiency. Constr. Build. Mater. 2022, 346, 128479. [Google Scholar]
- Awoyera, P.O.; Akinrinade, A.D.; de Sousa Galdino, A.G.; Althoey, F.; Kirgiz, M.S.; Tayeh, B.A. Thermal insulation and mechanical characteristics of cement mortar reinforced with mineral wool and rice straw fibers. J. Build. Eng. 2022, 53, 104568. [Google Scholar] [CrossRef]
- Guardia, C.; Barluenga, G.; Palomar, I.; Diarce, G. Thermal enhanced cement-lime mortars with phase change materials (PCM), lightweight aggregate and cellulose fibers. Constr. Build. Mater. 2019, 221, 586–594. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | By Weight/% | |||||||
|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | Al2O3 | Fe2O3 | MgO | SO3 | TiO2 | K2O | |
| Cement | 25.02 | 55.50 | 15.42 | 5.02 | 1.25 | 1.01 | / | / |
| FA | 3.50 | 57.03 | 26.12 | 4.23 | 0.72 | 0.72 | 1.81 | 1.34 |
| Density/g·cm−3 | Setting Time | Flexural Strength | Compressive Strength | |||
|---|---|---|---|---|---|---|
| Initial/min | Final/min | 3 d/MPa | 28 d/MPa | 3 d/MPa | 28 d/MPa | |
| 3.6 | 307 | 373 | 4.6 | 6.3 | 20.6 | 37.6 |
| Length/mm | Diameter/μm | Tensile Strength /MPa | Elastic Modulus/GPa | Density/g·cm−3 |
|---|---|---|---|---|
| 6 | 14 | 1000 | 72 | 2.68 |
| 0% RP | 10% RP | 20% RP | 30% RP | ||||
|---|---|---|---|---|---|---|---|
| GF/% | FA/% | GF/% | FA/% | GF/% | FA/% | GF/% | FA/% |
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 0 | 5 | 0 | 5 | 0 | 5 | 0 | 5 |
| 0 | 10 | 0 | 10 | 0 | 10 | 0 | 10 |
| 0.2 | 0 | 0.2 | 0 | 0.2 | 0 | 0.2 | 0 |
| 0.2 | 5 | 0.2 | 5 | 0.2 | 5 | 0.2 | 5 |
| 0.2 | 10 | 0.2 | 10 | 0.2 | 10 | 0.2 | 10 |
| 0.4 | 0 | 0.4 | 0 | 0.4 | 0 | 0.4 | 0 |
| 0.4 | 5 | 0.4 | 5 | 0.4 | 5 | 0.4 | 5 |
| 0.4 | 10 | 0.4 | 10 | 0.4 | 10 | 0.4 | 10 |
| Scales | Importance value of i and j |
|---|---|
| 1 | Equal importance |
| 3 | Slightly higher importance |
| 5 | Normal importance |
| 7 | Strong importance |
| 9 | Extreme importance |
| 2, 4, 6, 8 | Intermediate value of two adjacent scales |
| Alternatives | C1 | C2 | C3 | C4 | C5 | C6 |
|---|---|---|---|---|---|---|
| 6.1225 | 6.1605 | 6.2224 | 6.1081 | 6.1168 | 6.2306 | |
| CI | 0.0245 | 0.0321 | 0.0440 | 0.0216 | 0.0234 | 0.0461 |
| CR | 0.0198 | 0.0259 | 0.0359 | 0.0174 | 0.0188 | 0.0372 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, Z.; Liu, F.; Li, H.; Li, X.; Wang, D.; Ling, Z.; Zhu, H.; Zhu, Y. Performance Evaluation of Thermal Insulation Rubberized Mortar Modified by Fly Ash and Glass Fiber. Buildings 2024, 14, 221. https://doi.org/10.3390/buildings14010221
Pan Z, Liu F, Li H, Li X, Wang D, Ling Z, Zhu H, Zhu Y. Performance Evaluation of Thermal Insulation Rubberized Mortar Modified by Fly Ash and Glass Fiber. Buildings. 2024; 14(1):221. https://doi.org/10.3390/buildings14010221
Chicago/Turabian StylePan, Zezhou, Feng Liu, Huawei Li, Xiaohui Li, Daochu Wang, Zao Ling, Huanyu Zhu, and Yuhao Zhu. 2024. "Performance Evaluation of Thermal Insulation Rubberized Mortar Modified by Fly Ash and Glass Fiber" Buildings 14, no. 1: 221. https://doi.org/10.3390/buildings14010221
APA StylePan, Z., Liu, F., Li, H., Li, X., Wang, D., Ling, Z., Zhu, H., & Zhu, Y. (2024). Performance Evaluation of Thermal Insulation Rubberized Mortar Modified by Fly Ash and Glass Fiber. Buildings, 14(1), 221. https://doi.org/10.3390/buildings14010221