In this section, the pressure drop test system and test method are introduced first. Subsequently, the pressure drop prediction models for the composite material are established, and finally, the prediction steps and methods using the built model are summarized.
2.1. Pressure Drop Experimental Setup
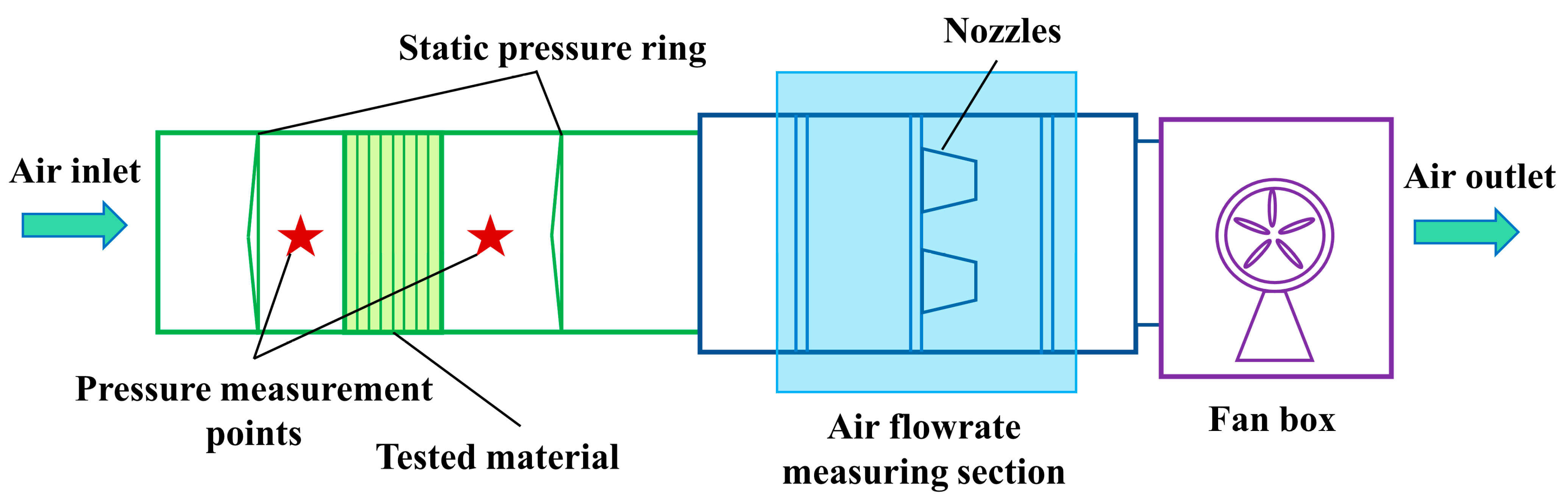
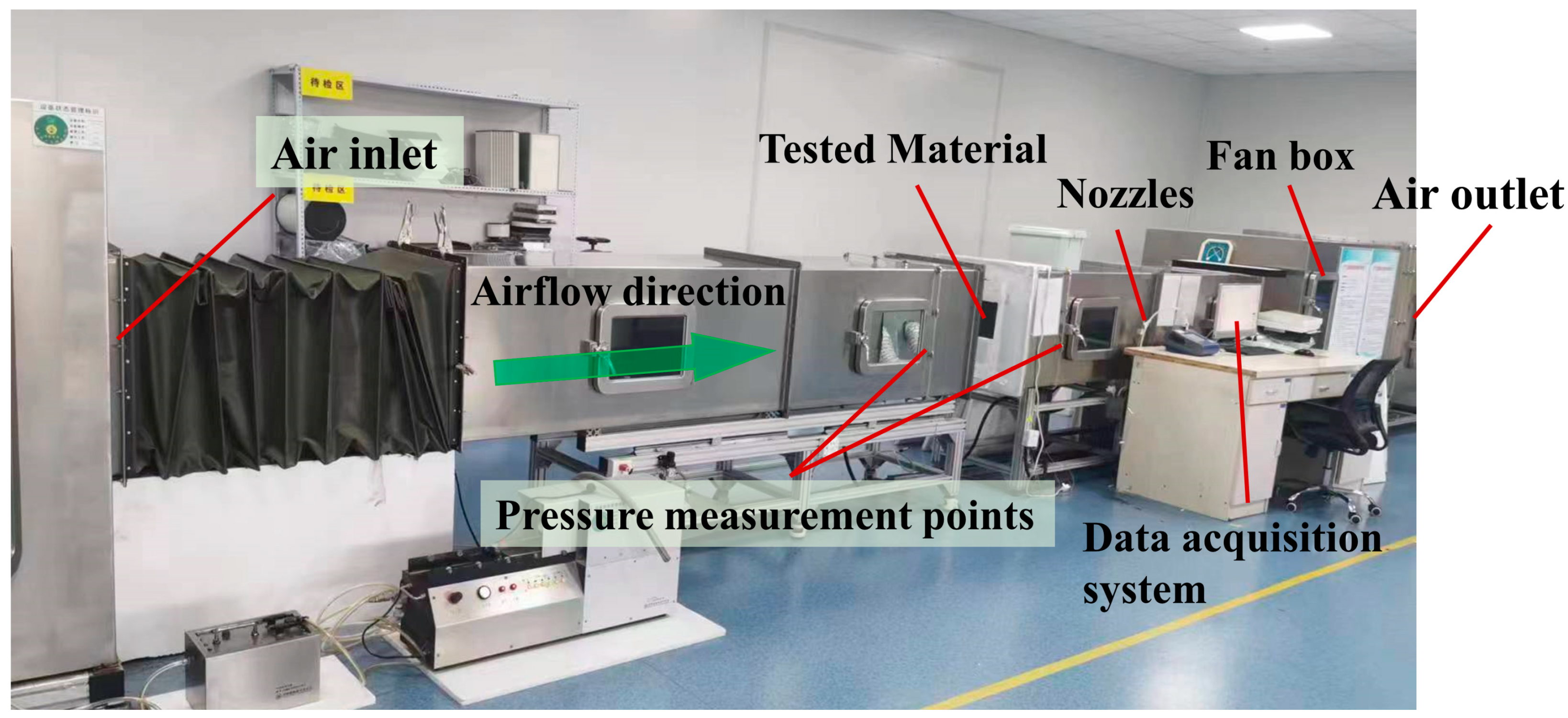
An experimental apparatus was utilized to test the air volume flowrate and pressure drop.
Figure 2 and
Figure 3 show the schematic diagram and physical diagram of the experimental system, respectively. The system consists of an air flowrate measuring section and a pressure drop testing section, and the measured data can be analyzed using a data acquisition system. The details of the testing method of air flowrates and pressure drop are specified in GB/T 14295-2019 [
22]. The pressure drop of the material was measured using a differential pressure gauge with a range of 0–1000 Pa. During the experiment, measurement points were established on the up- and down-wind side of the tested material to obtain the pressure drop, which can be calculated using the following equation:
During the experiment, the air volume flowrate was measured using nozzles. The total air flowrate through the tested material was obtained by summing the flowrates of the individual nozzles. The air velocity could be calculated using the measured air volume flowrate and cross-sectional area. The adjustable range of air velocity in the experiment was 0.2–1.5 m/s. The air volume flowrate of one nozzle and the total air volume flowrate can be calculated using the following equations, which are in accordance with the standard [
23]:
Here, is the expansion coefficient, where ; is the air volume flowrate through the ith nozzle; is the total air volume flowrate; and are the cross-sectional area and diameter of the ith nozzle, respectively, where ; is the flow coefficient of the ith nozzle; and and are the static pressure difference before and after the nozzle and the air pressure in front of the nozzle, respectively.
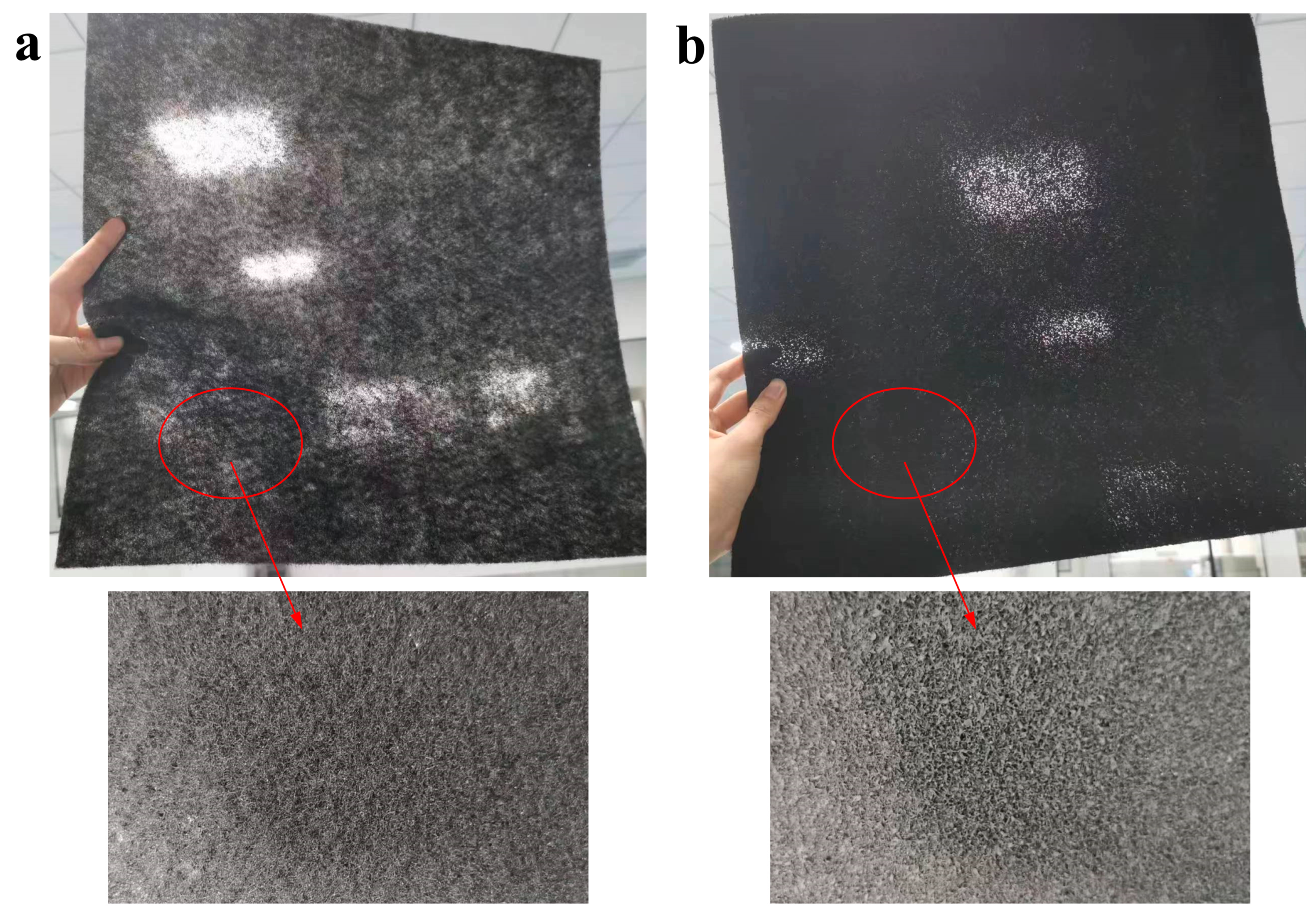
The tested material’s substrate material is composed of polyester wadding, which has a fibrous structure. The powder material is uniformly sprayed onto the surface of the polyester wadding using a spraying process. After spraying and drying, the powder material adheres to the fiber filaments inside and on the surface of the substrate material. Activated carbon powder is used as the powder material. Considering its porous structure and adsorption characteristics, it can be used as a desiccant material for total heat exchange and an adsorption material for air purification.
Figure 4 displays the physical image of the substrate material before and after the activated carbon is sprayed. More details of the tested material including the morphology and adsorption properties can be found in reference [
9].
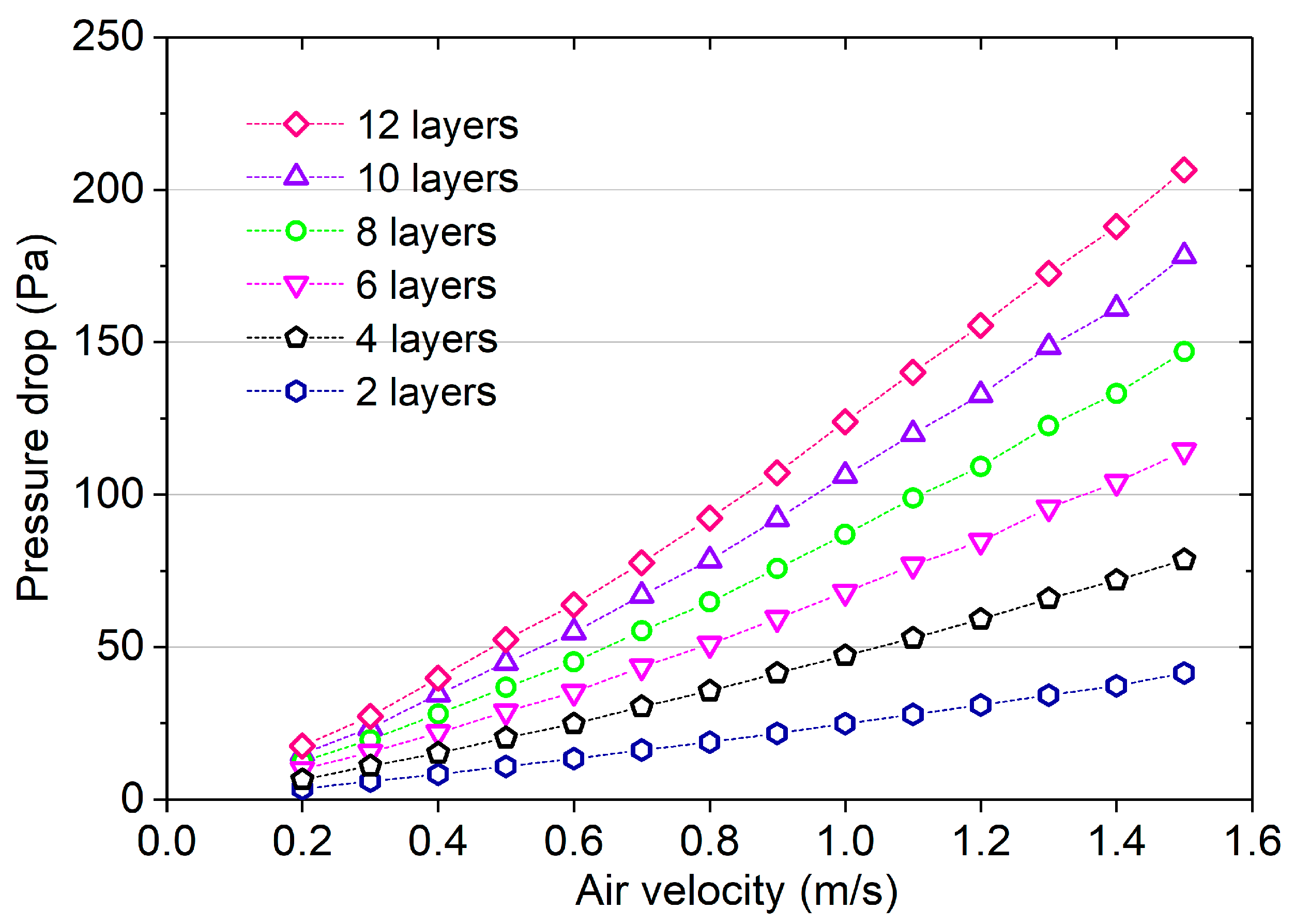
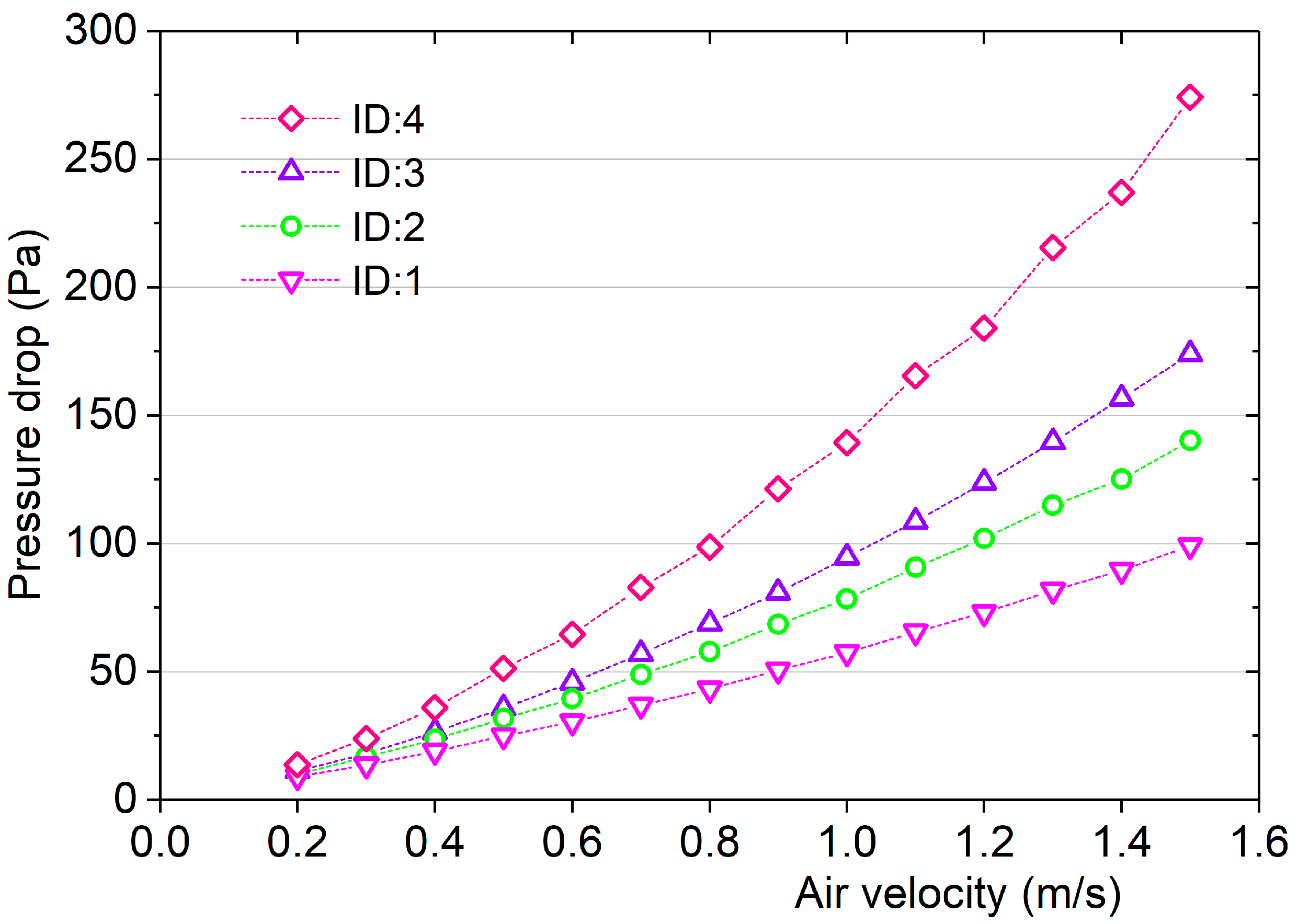
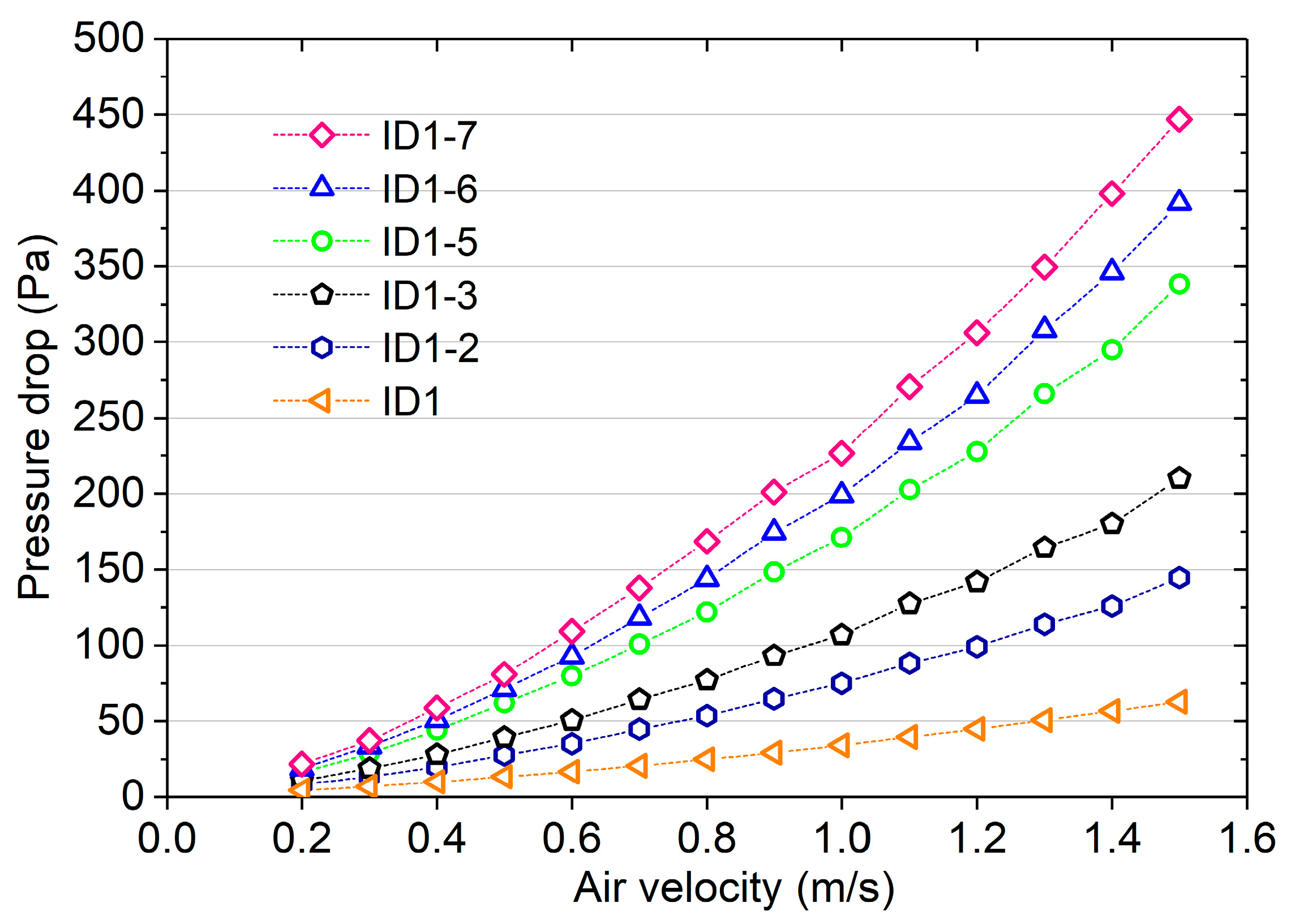
Four test materials with different amounts of carbon per unit area were prepared. All four test materials were based on the same substrate material. The thickness of the material was adjusted by changing the number of layers during the test, and the pressure drop of the multilayer materials was measured after stacking the multilayer materials together. In the experiment, the airflow passed vertically through the surface of each layer of material. The thickness and mass of a single-layer substrate material were about 3 mm and 0.027 kg, respectively.
2.2. Pressure Drop Prediction Model for the Composite Material
The main objective of this section is to establish a pressure drop prediction method capable of predicting material pressure drop under different adsorption material loading and operating conditions while using a fixed substrate. If the parameters of the substrate material are considered, more parameters will be introduced to the pressure drop prediction model. This will significantly increase the amount of experimental data needed to train the model, and the cost of experiment will be greatly increased. Moreover, the increase of parameter amounts will make the accurate prediction much more difficult. As a result, a fixed substrate is used for prediction. As the adsorption material loading increases, the pressure drop of the material increases based on the pressure drop of the substrate. This rise in pressure drop is attributed to the adhesion of adsorption materials. Given the wholly distinct shape and structure of the substrate material and adsorption material, the impact of various parameters on the substrate material pressure drop and the pressure drop increase may be different. As a result, the substrate material pressure drop and the pressure drop increase caused by adsorption materials are predicted separately, and the sum of them is calculated to obtain the total pressure drop of the material.
Figure 4 illustrates that the tested material possesses a fibrous and porous structure. Given the similarity in structure, the empirical equation of foam matrices’ friction characteristics was utilized as a reference to establish the pressure drop model. The pressure drop and the friction factor can be calculated as follows [
10]:
Here,
is the Reynolds number, and the relationship between the Reynolds number and other parameters can be expressed as follows:
Substituting Equations (5) and (6) into (4) yields
It can be seen from Equation (7) that when
and
are kept constant,
is mainly related to
,
,
, and
. The void ratio of single layer material can be calculated by the following equation:
Here, and are the content of substrate material and adsorption material per unit area, and is the total volume of the material per unit area. Equation (8) shows that with a certain parameter of the substrate material and , is only influenced by when is considered as constant.
When the parameters of the substrate material are certain, is mainly affected by . By increasing the amount of adsorption material, the porosity of the material being tested is reduced, and the size of the pores within the material is also impacted. Therefore, , , and can be considered as the most significant parameters affecting . Since all three of these variables are easy to obtain, it is convenient to use them to train the model.
In the modeling of the pressure drop increase caused by adsorption materials, the structure of Equation (7) is referenced, and the following considerations are included:
- 1.
In the term in Equation (7), and are mainly affected by , and the term is positively correlated with . To reduce computing expenses, the term is simplified to the form of an exponential function containing .
- 2.
The in the term is simplified to the form of an exponential function containing .
- 3.
Referring to Equation (7), power functions are used to describe the relationship between L and as well as the relationship between u and .
In conclusion, the pressure drop increase prediction model is formulated as
Here, s are undetermined coefficients which can be obtained through regression; and are considered as constants and merged into s.
The prediction methods proposed in this work are based on the substrate material with constant porosity and material parameters. Therefore, the pressure drop of the substrate material is mainly influenced by the air velocity and material thickness. The substrate material’s pressure drop prediction model was developed based on the following equation [
24]:
The pressure drop prediction model of the substrate material is formulated as
Here, s are undetermined coefficients which can be obtained through regression.
The total pressure drop of the material can be obtained by summing the pressure drop of the substrate material and the pressure drop increase caused by adsorption materials:
To simplify the modeling process and reduce the experimental data required for modeling, the pressure drop model of the substrate material can be trained first to obtain coefficients s, and the coefficient in Equation (9) can be replaced by . In this way, when training the prediction model for , the experimental data needed in the modeling can be drastically reduced due to the reduction of one model parameter. Using this approach, the cost of modeling can be reduced significantly.
2.3. Pressure Drop Prediction Procedure
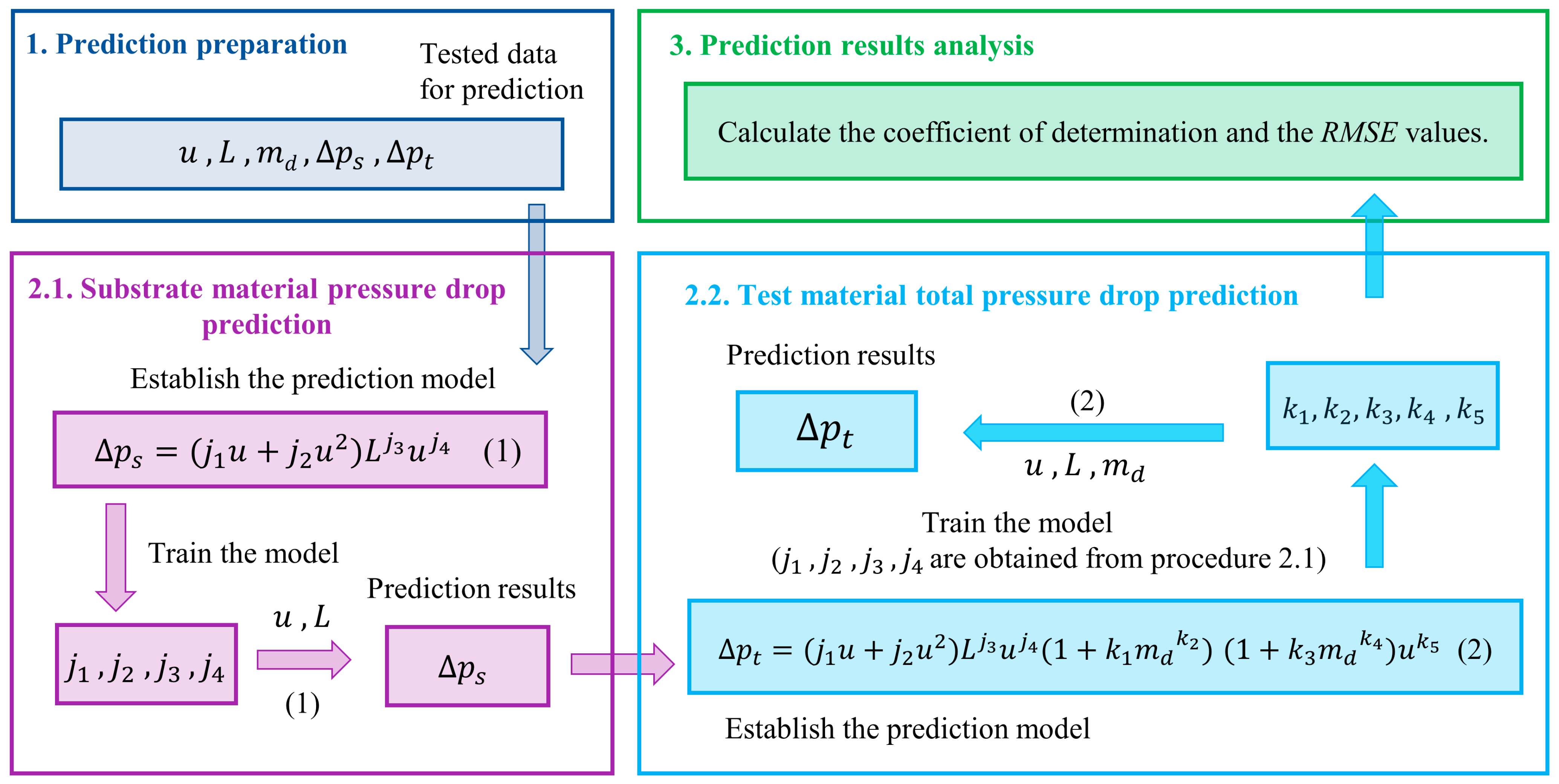
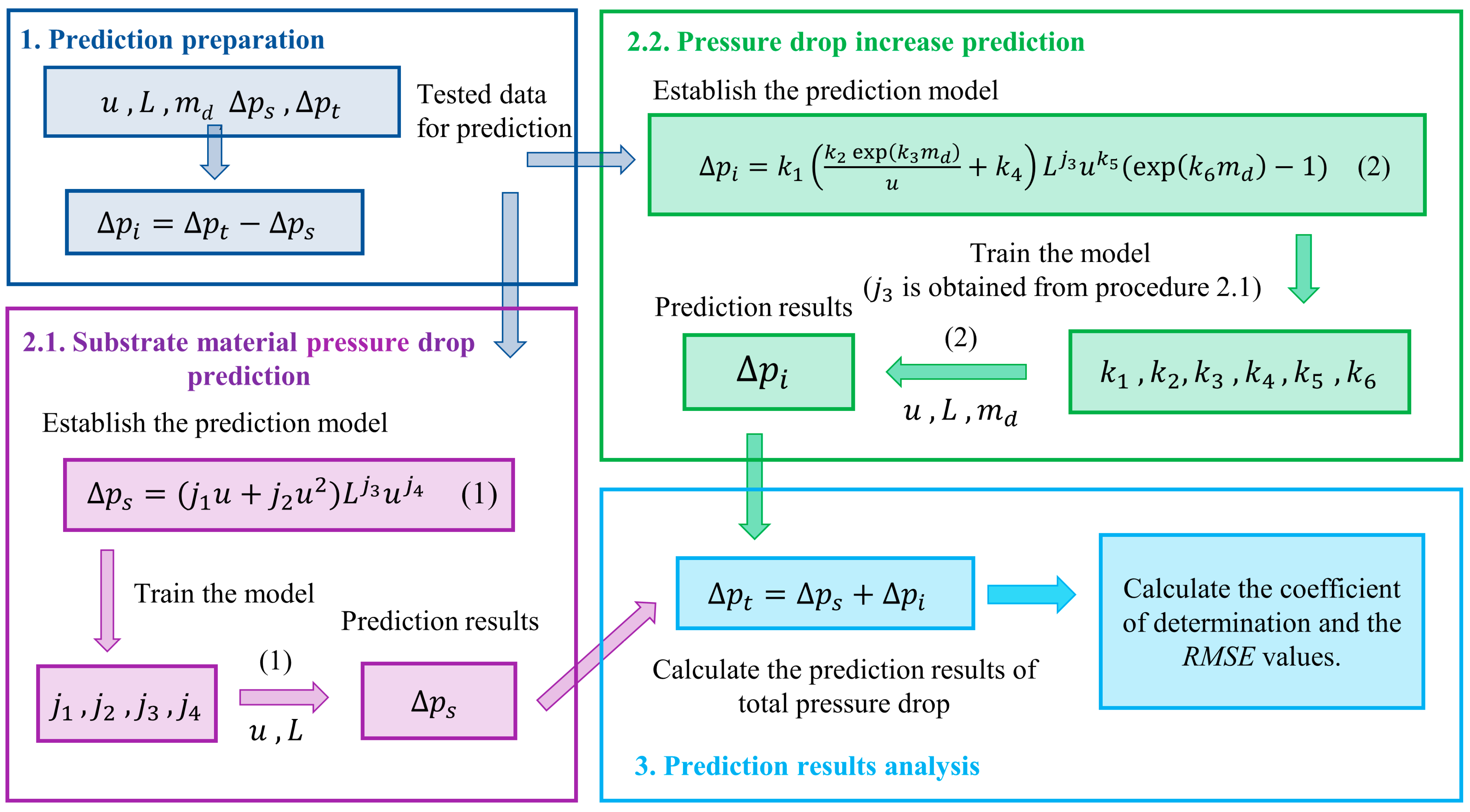
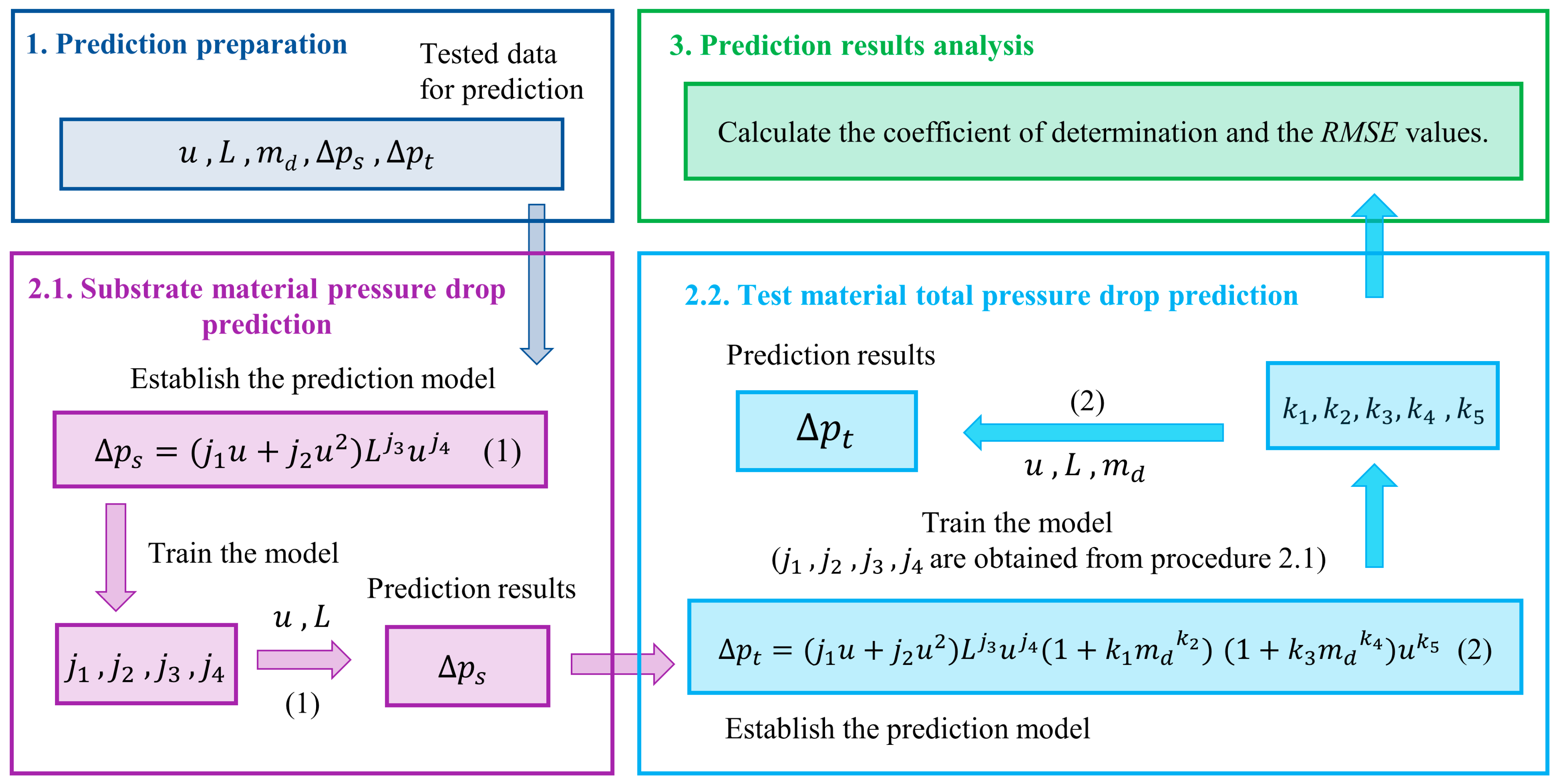
The total pressure drop of the tested material can be predicted following the steps below:
- A.
Obtain the tested data for prediction () and calculate .
- B.
Train the substrate material pressure drop prediction model and obtain the coefficient s.
- C.
Calculate with the trained model.
- D.
Train the adsorption material pressure drop prediction model and obtain the coefficients s.
- E.
Calculate with the trained model and calculate the predicted .
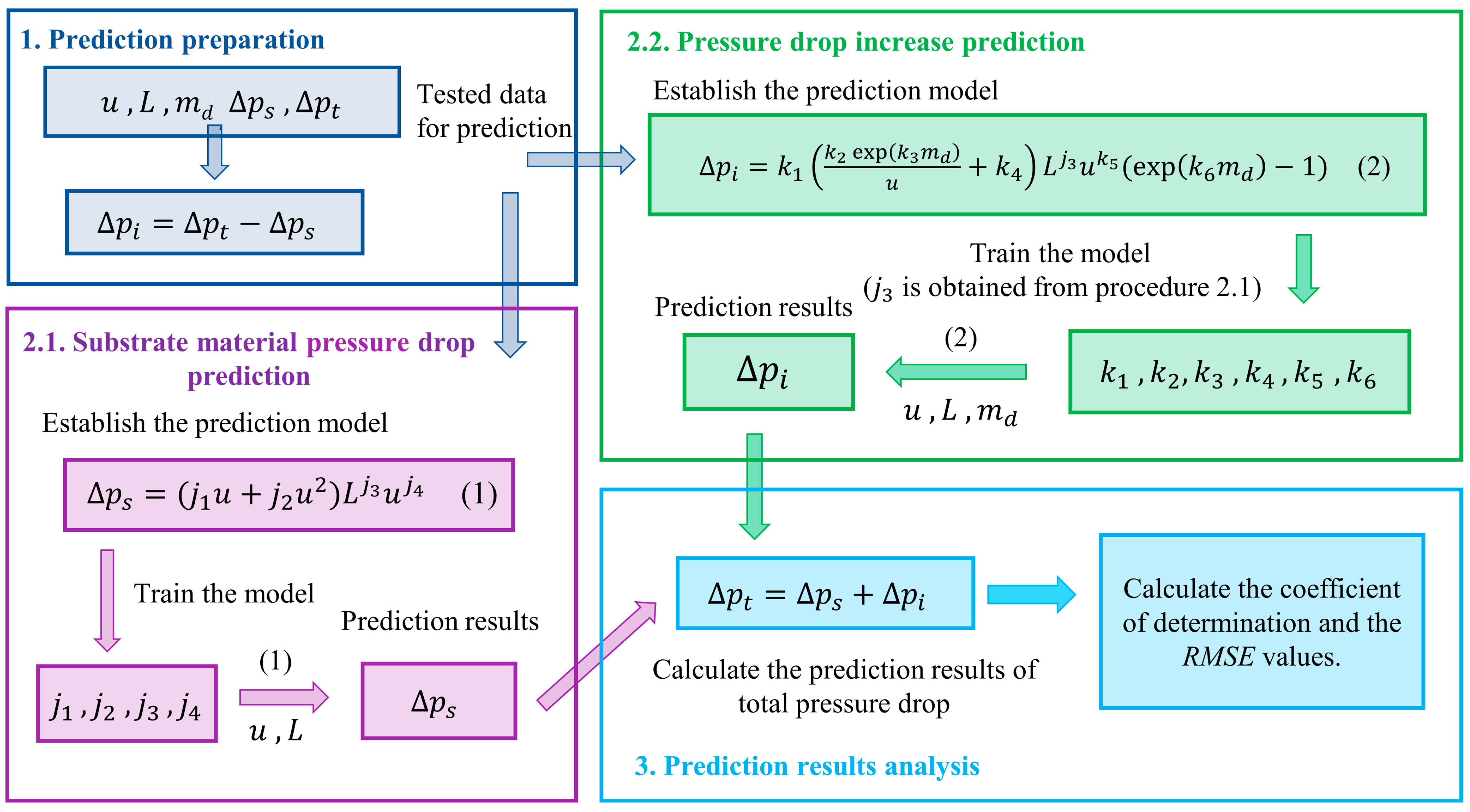
The above prediction process is depicted specifically in
Figure 5. The input parameters required for training the model are specified in
Table 1.
Experimental data are used to train the
and
prediction model, and the parameters shown in
Table 1 serve as the model inputs. With the help of the nonlinear regression method, the unknown coefficients
and
in the model can be obtained. Coefficients
are the unknown coefficients of the substrate material pressure drop prediction model, and
are the unknown coefficients of the pressure drop increase prediction model. In the prediction process, coefficients
and input parameters
u and
L are used to calculate the predicted substrate material pressure drop, while coefficients
and
and input parameters
u,
L, and
are used to calculate the predicted pressure drop increase. The predicted
and
are the outputs of the substrate material pressure drop prediction model and the pressure drop increase prediction model, respectively.
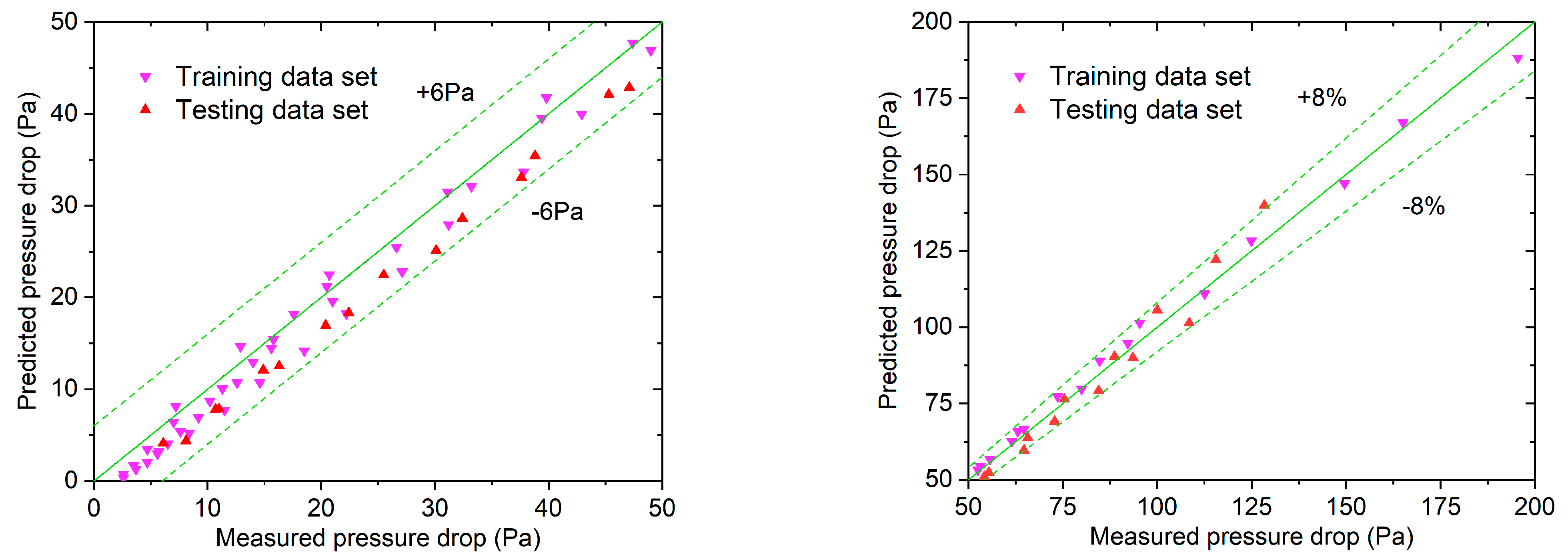
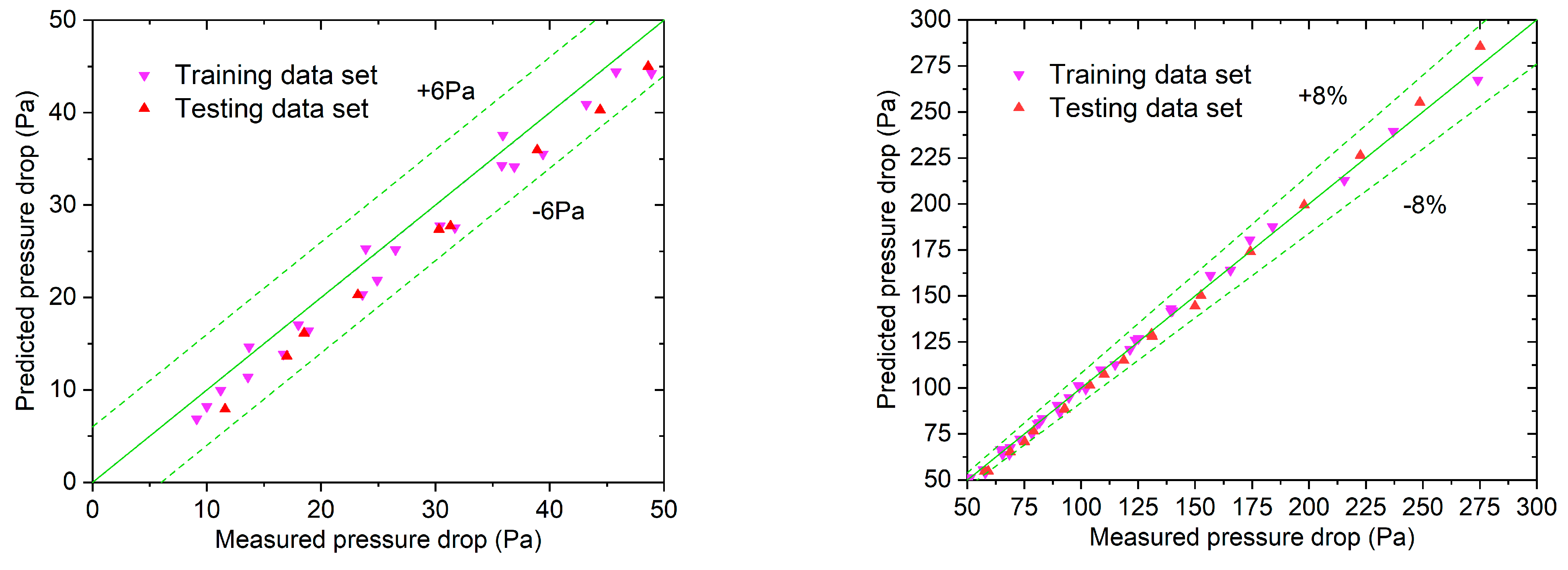
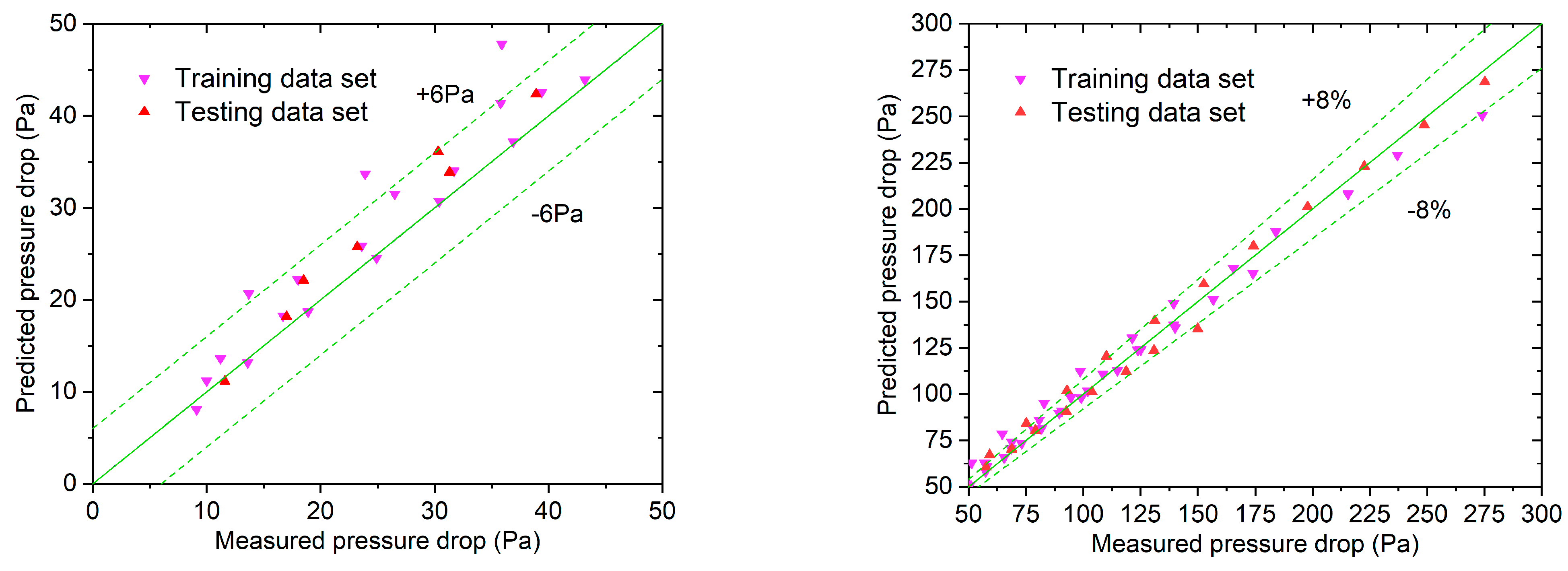
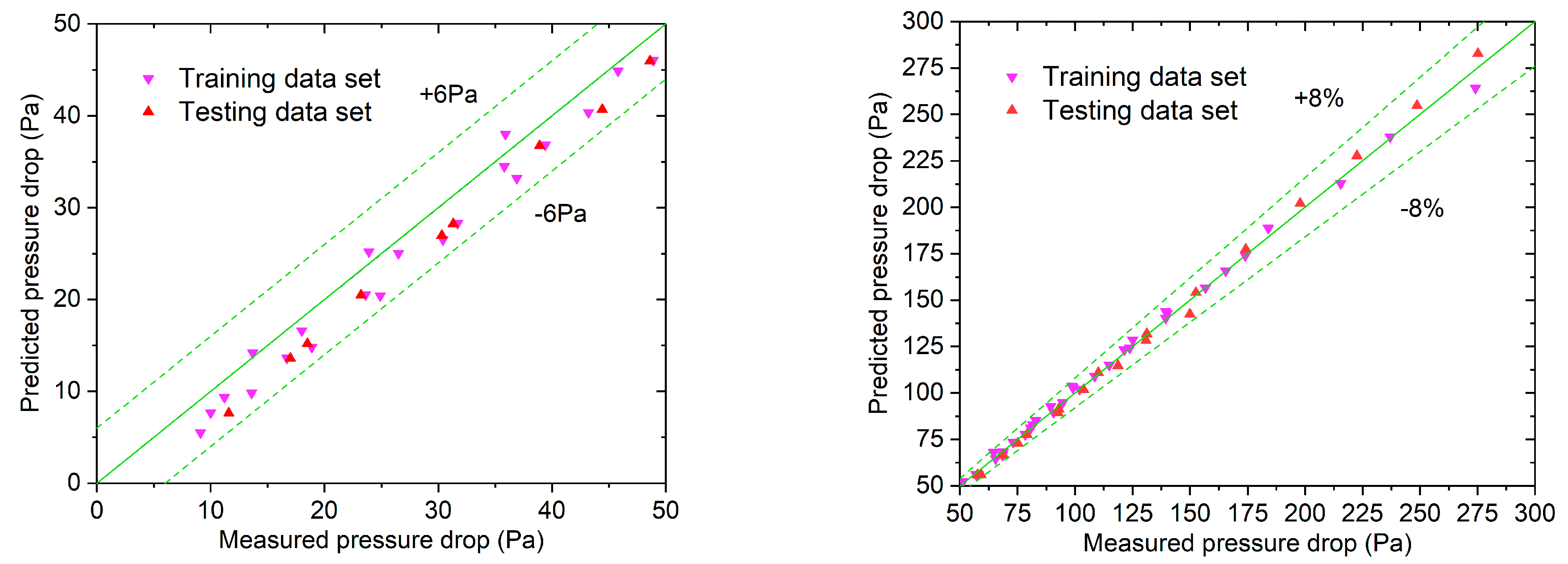
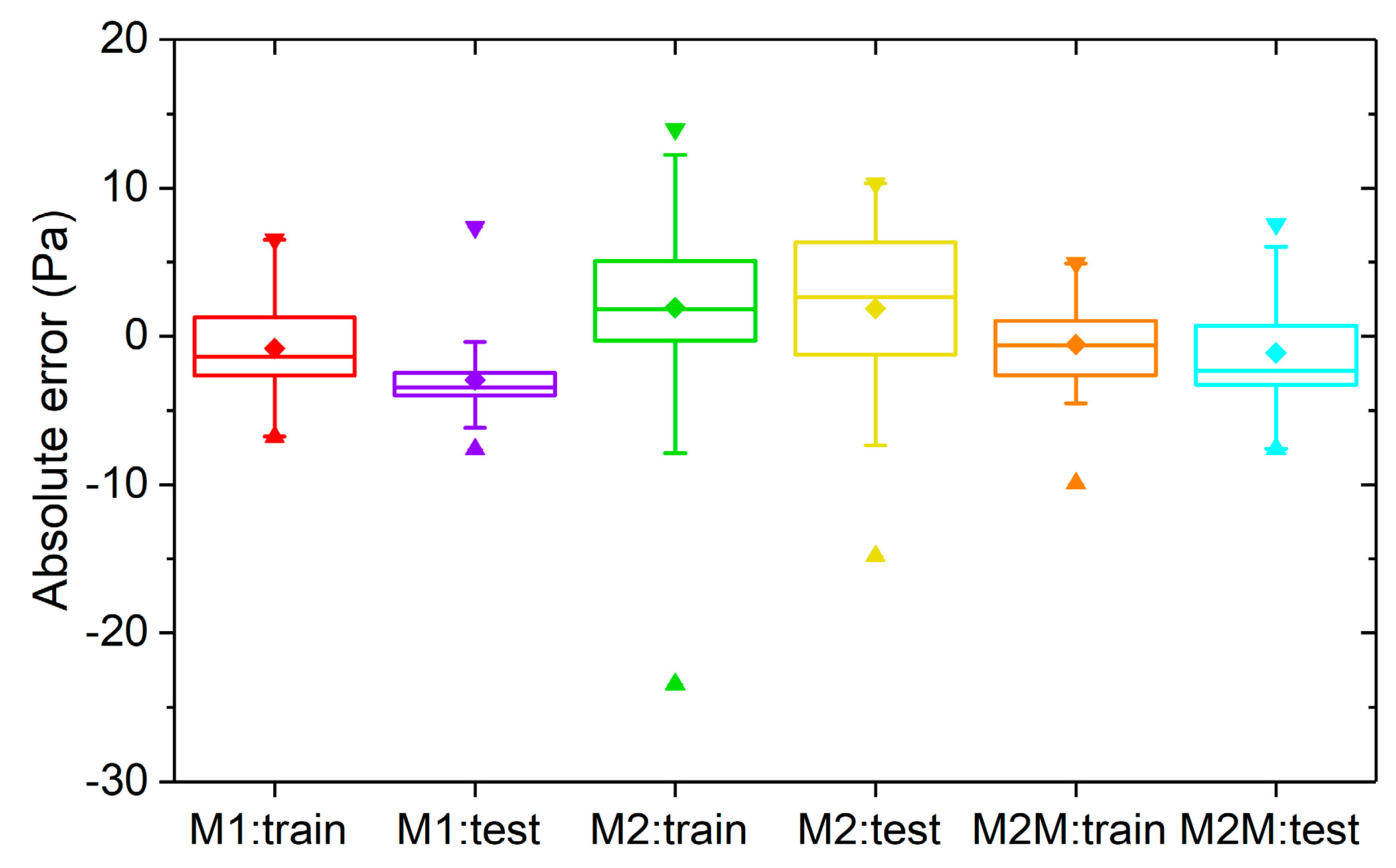
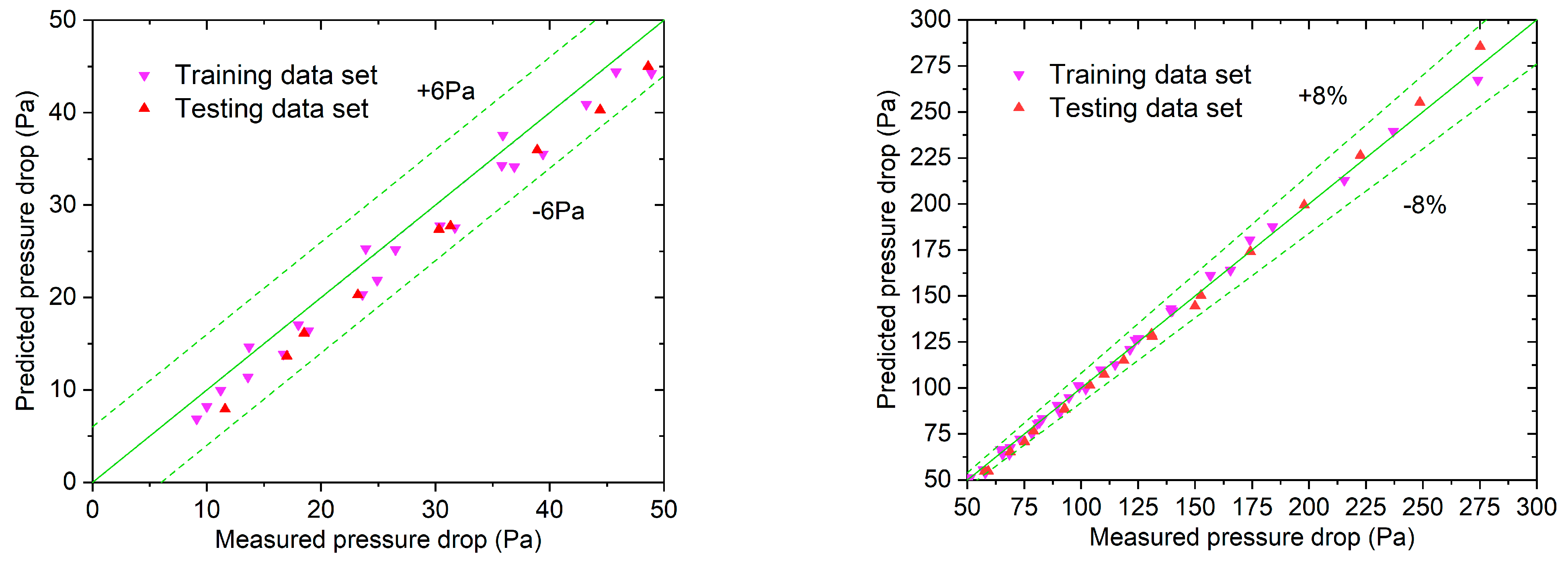
In the prediction process, the model is trained with the pressure drop data obtained from a series of experiments, which are called training data sets. The difference between the predicted and measured pressure drop results can be utilized to analyze the prediction accuracy of the model. In order to further validate the prediction accuracy of the model, the experimental data, which are called testing data sets, are obtained independently of the training sets. This part of the data can be used to independently validate the prediction accuracy of the model.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}