
Cement Kiln Dust (CKD) as a Partial Substitute for Cement in Pozzolanic Concrete Blocks




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
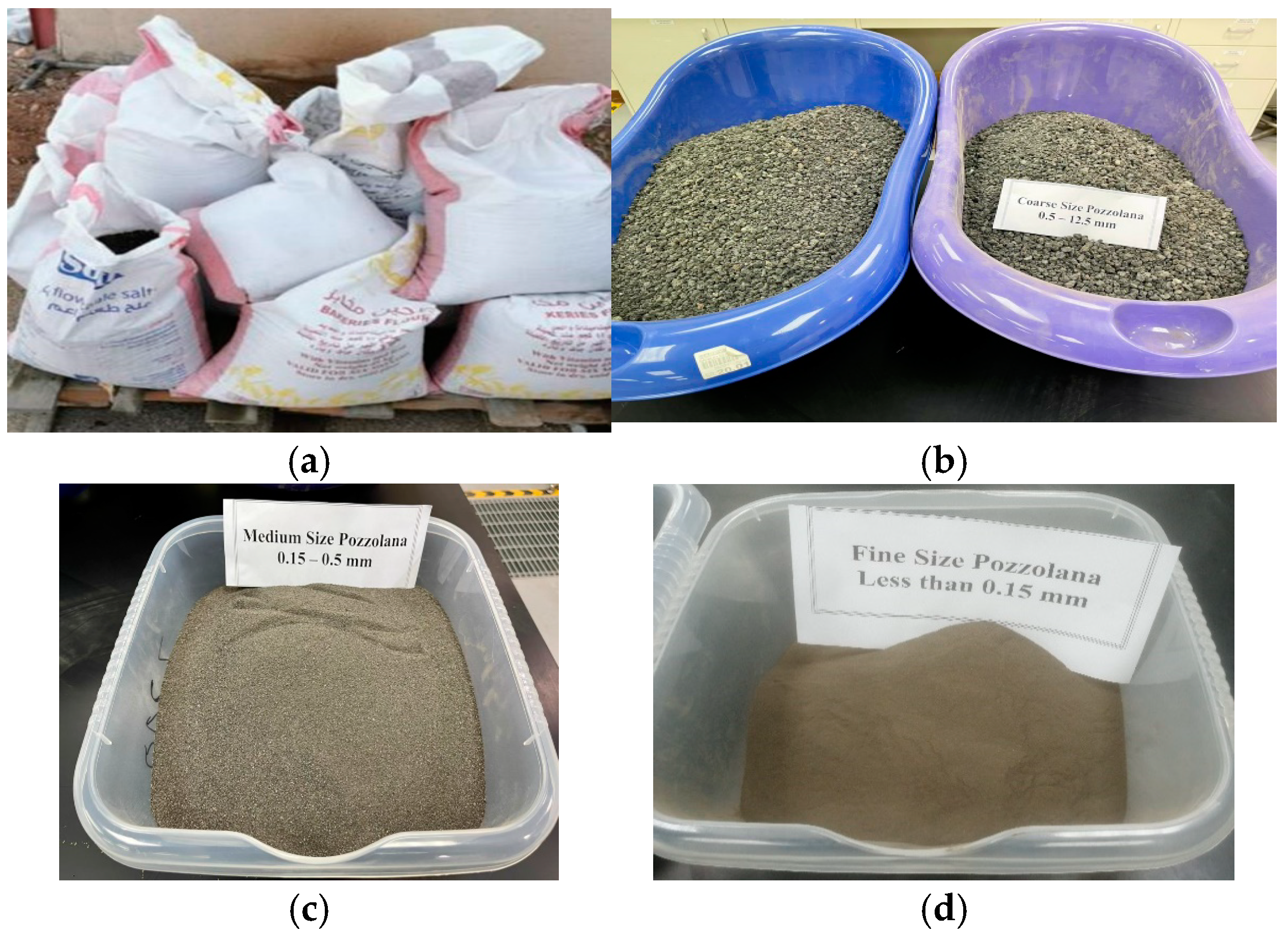
2.1.1. Natural Pozzolan
2.1.2. Ordinary Portland Cement
2.1.3. Cement Kiln Dust
2.1.4. Water
2.2. Sample Preparation
2.3. Testing Methodology
2.3.1. Water Adsorption and Voids
2.3.2. Compressive Strength
3. Results and Discussion
3.1. Slump Test
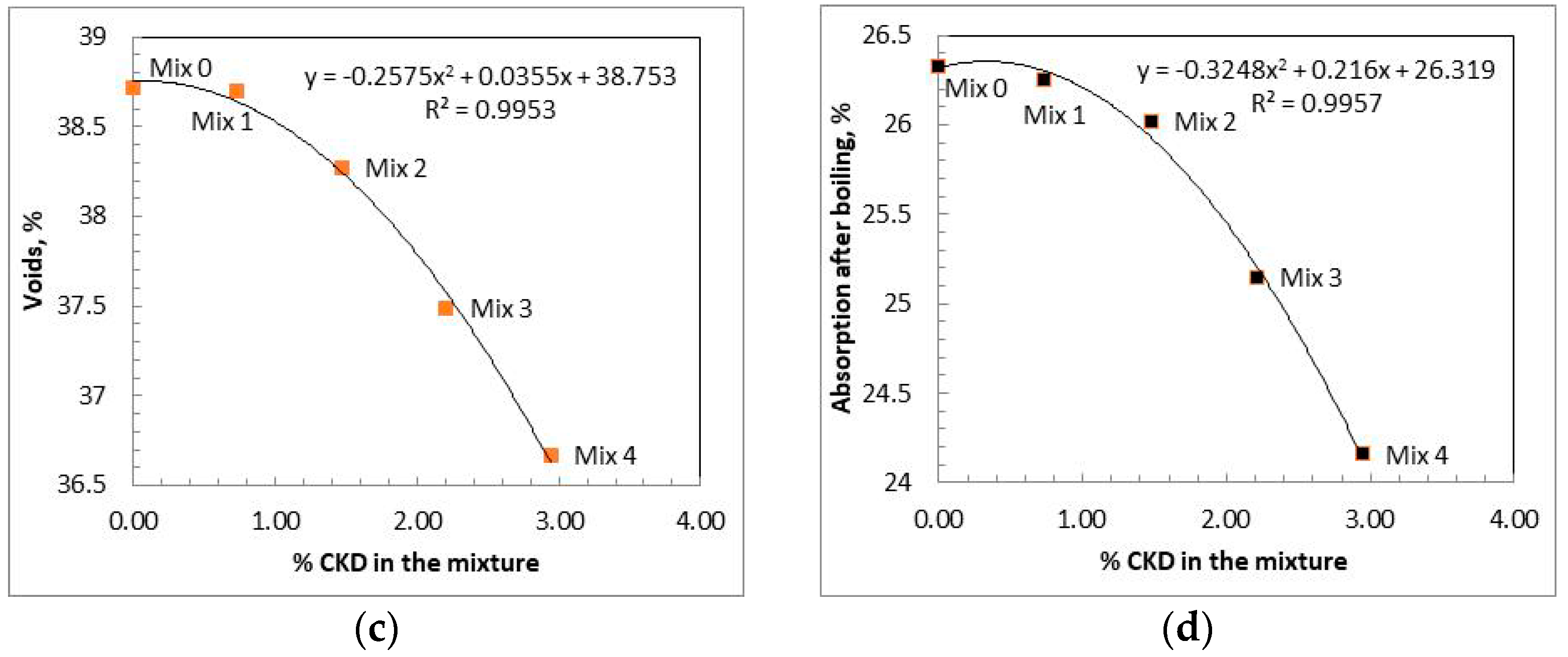
3.2. Voids and Water Absorption
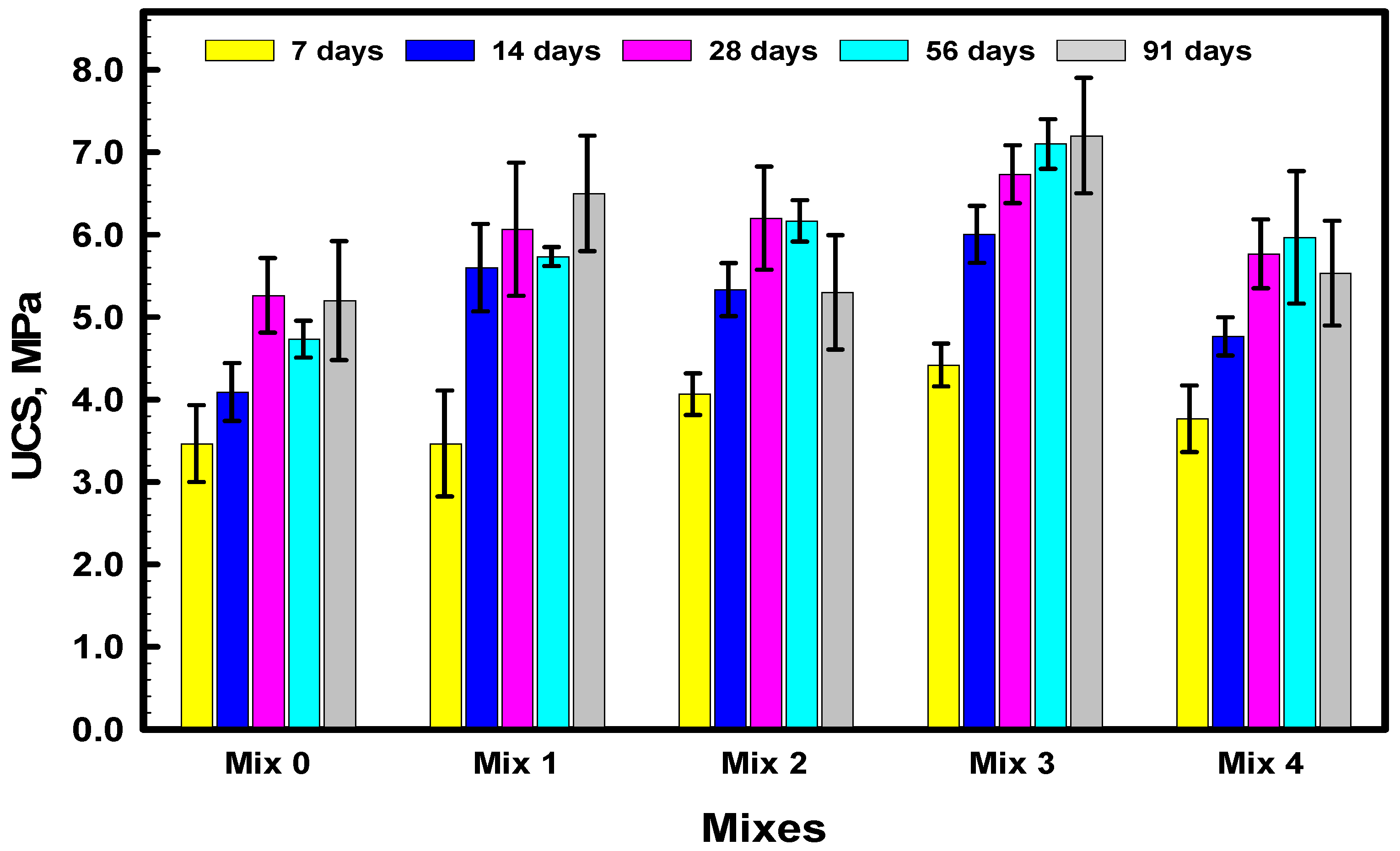
3.3. Compressive Strength and Density
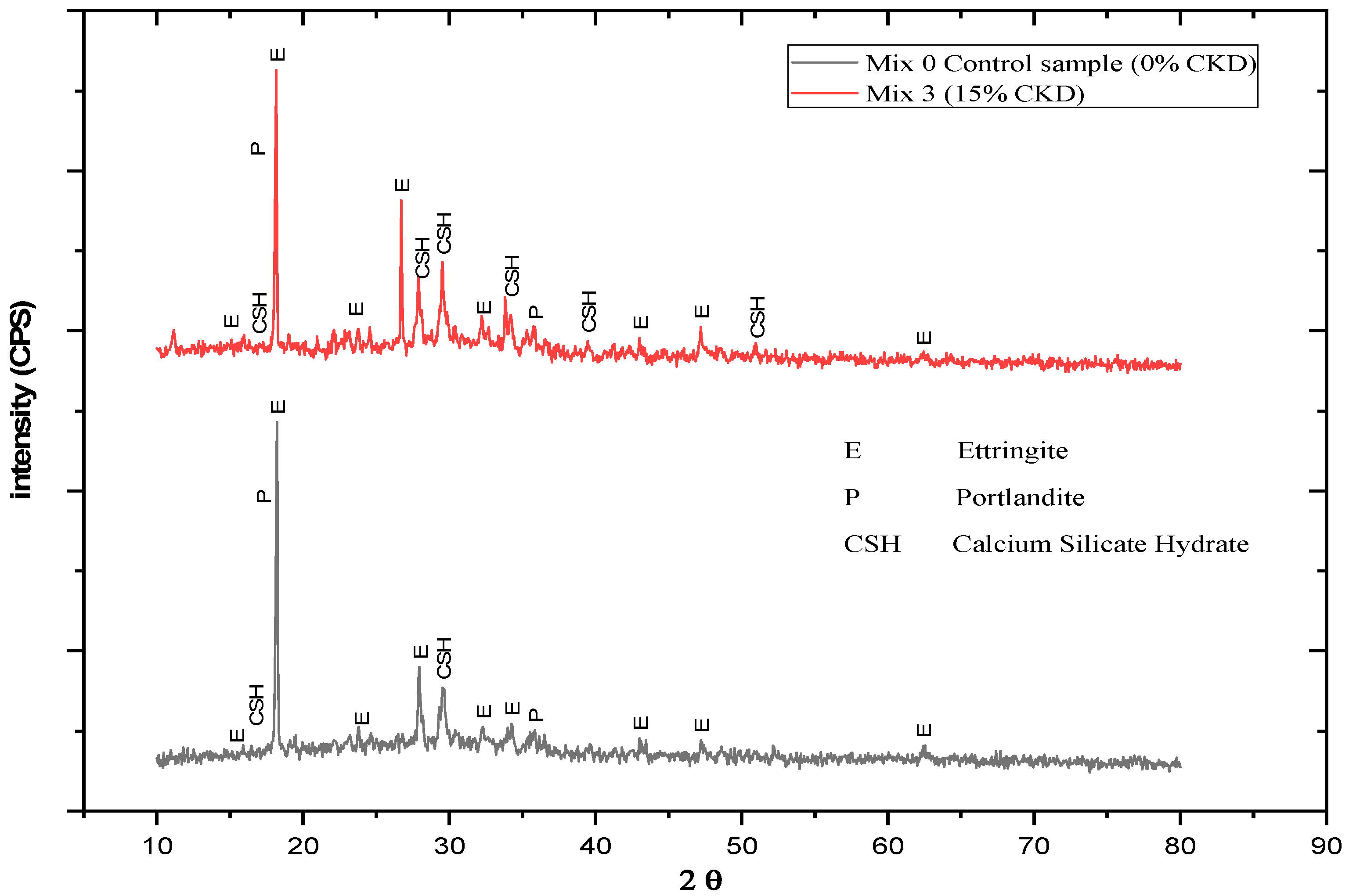
3.4. XRD of 28-Day Cured Samples from Mix 0 and Mix 3
3.5. Potential Application of the Studied Pozzolanic Concrete in Masonary Block Production
4. Conclusions
- (1)
- The higher the percentage of CKD in the mixture, the lower the sample voids; however, the higher is its absorption of water (cold or boiled);
- (2)
- The control samples (0% CKD) usually have the lowest compressive strength compared to samples prepared from mixtures with CKD replaced by OPC, regardless of the curing age;
- (3)
- At any curing age, the highest compressive strength was permanently met with samples from Mix 3 (15% CKD). It reached 7.2 MPa after 91 days curing, compared to 5.2 MPa (after 28-day curing) in the control samples (a 38.5% increase);
- (4)
- The addition of CKD causes a slight increase in the density because it plays the role of filler for voids;
- (5)
- The addition of CKD leads to a slight increase in the value of the slump as well as a result of weak cohesion due to the shortage of cement ratio. This can be explained by the fact that CKD tends to be a filler material and not a cementitious material;
- (6)
- Adding CKD to the concrete mixture reduces the chance of portlandite phase formation, which hampers the durability of concrete;
- (7)
- Adding CKD to the concrete mixture increases and enhances the formation of the calcium silicate hydrate phase, which is responsible for hydration and thus, for the compressive strength of concrete.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sreekrishnavilasam, A.; King, S.; Santagata, M. Characterization of fresh and landfilled cement kiln dust for reuse in construction applications. Eng. Geol. 2006, 85, 165–173. [Google Scholar] [CrossRef]
- Adewuyi, S.O.; Ahmed, H.A.M. Grinding Behaviour of Microwave-Irradiated Mining Waste. Energies 2021, 14, 3991. [Google Scholar] [CrossRef]
- Elbaz, A.A.; Aboulfotoh, A.M.; Dohdoh, A.M.; Wahba, A.M. Review of beneficial uses of cement kiln dust (CKD), fly ash (FA) and their mixture. J. Mater. Environ. Sci. 2019, 10, 1062–1073. [Google Scholar]
- Sreekrishnavilasam, A.; Santagata, M. Development of Criteria for the Utilization of Cement Kiln Dust (CKD) in Highway Infrastructures; Final Report (FHWA/IN/JTRP-2005/10); Purdue University: West Lafayette, IN, USA, 2005; pp. 1–278. [Google Scholar]
- Lanzerstorfer, C.; Feichtinger, K. Cement Kiln Dust: Characterization of Dust Collected in Various Fields of Electrostatic Precipitators. Environ. Eng. Sci. 2016, 33, 200–206. [Google Scholar] [CrossRef]
- Devi, K.S.; Lakshmi, V.V.; Alakanandana, A. Impact of Cement Industry on Environment—An Overview. Asia Pac. J. Res. I 2017, LVII, 156–161. [Google Scholar]
- ASTM D 5050-96; Standard Guide for Commercial Use of Lime Kiln Dusts and Portland Cement Kiln Dusts. ASTM International: West Conshohocken, PA, USA, 2002; pp. 1–3.
- Tangri, A. Effect of cement kiln dust and fly ash on clay soil—A review. Mater. Today Proc. 2021, 37, 2439–2440. [Google Scholar] [CrossRef]
- Konsta-Gdoutos, M.S.; Shah, S.P. Hydration and properties of novel blended cements based on cement kiln dust and blast furnace slag. Cem. Concr. Res. 2003, 33, 1269–1276. [Google Scholar] [CrossRef]
- Al-Bakri, A.Y.; Ahmed, H.M.; Hefni, M.A. Cement Kiln Dust (CKD): Potential Beneficial Applications and Eco-Sustainable Solutions. Sustainability 2022, 14, 7022. [Google Scholar] [CrossRef]
- Mohammadinia, A.; Arulrajah, A.; D’Amico, A.; Horpibulsuk, S. Alkali-activation of fly ash and cement kiln dust mixtures for stabilization of demolition aggregates. Constr. Build. Mater. 2018, 186, 71–78. [Google Scholar] [CrossRef]
- Soundararajan, R. The application of cement, flyash, and kiln dust for the stabilization/solidification of inorganic hazardous wastes. In Proceedings of the IEEE Cement Industry Technical Conference, Dallas, TX, USA, 10–14 May 1992. [Google Scholar] [CrossRef]
- Aboulfotoh, A.M.; Dohdoh, A.M. Enhancement of thickening and dewatering characteristics of sewage sludge using cement kiln dust. Desalination Water Treat. 2017, 81, 40–46. [Google Scholar] [CrossRef]
- Sharma, R.K. Laboratory study on stabilization of clayey soil with cement kiln dust and fiber. Geotech. Geol. Eng. 2017, 35, 2291–2302. [Google Scholar] [CrossRef]
- El-Awady, M.H.; Sami, T.M. Removal of Heavy Metals by Cement Kiln Dust. Bull. Environ. Contam. Toxicol. 1997, 59, 603–610. [Google Scholar] [CrossRef] [PubMed]
- Rahman, M.K.; Rehman, S.; Al-Amoudi, O.S.B. Literature Review on Cement Kiln Dust Usage in Soil and Waste Stabilization and Experimental Investigation. Int. J. Res. Rev. Appl. Sci. 2011, 7, 77–87. [Google Scholar]
- Adaska, W.S.P.E.; Taubert, D.H. Beneficial uses of cement kiln dust. In Proceedings of the 2008 IEEE Cement Industry Technical Conference Record, Miami, FL, USA, 18–22 May 2008; pp. 210–228. [Google Scholar] [CrossRef]
- Darweesh, H.H.M. Utilization of cement kiln by-pass dust waste as a source of CaO in ceramic industry. Silic. Ind. 2001, 66, 47–52. [Google Scholar]
- Siddique, R. Cement kiln dust. In Waste Materials and By-Products in Concrete, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2008; pp. 352–378. [Google Scholar]
- Seo, M.; Lee, S.Y.; Lee, C.; Cho, S.S. Recycling of Cement Kiln Dust as a Raw Material for Cement. Environments 2019, 6, 113. [Google Scholar] [CrossRef]
- Amjad, M.A.; Alsayed, S.H. Strength and elasticity of concrete bricks/blocks incorporation White and Red Sand. In Proceedings of the Fourth Saudi Engineering Conference, Riyadh, Saudi Arabia, 5–8 November 1995; Volume II, pp. 217–224. [Google Scholar]
- Al-Refeai, T.O.; Al-Karni, A.A. Experimental Study on the Utilization of Cement Kiln Dust for Ground Modification. J. King Saud Univ. Eng. Sci. 1998, 10, 163–181. [Google Scholar] [CrossRef]
- Ghazaly, M.H.; Almaghrabi, M.N.; Ebrahiem, E.E. A Study on the Reuse of Cement Kiln Dust in the Production of Cement Concerts. Minia J. Eng. Technol. 2012, 31, 63–68. [Google Scholar]
- Al-Harthy, A.S.; Taha, R.; Al-Maamary, F. Effect of cement kiln dust (CKD) on mortar and concrete mixtures. Constr. Build. Mater. 2003, 17, 353–360. [Google Scholar] [CrossRef]
- Sas, W. Application of recycled concrete aggregate in road engineering. Acta Sci. Pol. Archit. 2015, 14, 49–59. [Google Scholar]
- Roychoudhury, J. Saudi Arabian Cement Companies: Upgrading through Leveraging Overcapacity; General Authority for Statistics; KAPSARC: Riyadh, Saudi Arabia, 2020. [Google Scholar]
- Khater, G.A. Use of bypass cement dust for production of glass ceramic materials. Adv. Appl. Ceram. 2006, 105, 107–111. [Google Scholar] [CrossRef]
- El-Attar, M.M.; Sadek, D.M.; Salah, A.M. Recycling of high volumes of cement kiln dust in bricks industry. J. Clean. Prod. 2017, 143, 506–515. [Google Scholar] [CrossRef]
- Ahmari, S.; Zhang, L. Utilization of cement kiln dust (CKD) to enhance mine tailings-based geopolymer bricks. Constr. Build. Mater. 2013, 40, 1002–1011. [Google Scholar] [CrossRef]
- ASTM C618-17; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete, Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2017.
- Ahmad, A.; Al-Hadhrami, L. Thermal performance and economic assessment of masonry bricks. Therm. Sci. 2009, 13, 221–232. [Google Scholar] [CrossRef]
- Tchamdjou, W.H.J.; Cherradia, T.; Abidia, M.L.; de Oliveira, L.A.P. Influence of different amounts of natural pozzolan from volcanic scoria on the rheological properties of Portland cement pastes. Energy Procedia 2017, 139, 696–702. [Google Scholar] [CrossRef]
- ASTM D6913/D6913M-17; Standard Test Method for Particle-Size Distribution (Gradation) of Soils Using Sieve Analysis. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D2487-06; Standard Practice for Classification of Soils for Engineering Purposes (Unified Soil Classification System). ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–12.
- Tikou, B.; Benzaazoua, M. Design and application of underground mine paste backfill technology. Geotech. Geol. Eng. 2007, 26, 147–174. [Google Scholar] [CrossRef]
- Artêmio, F.; Machado, C.J.; Lima, O.A.; Roberto, P.L. A Mix Design Methodology for Concrete Block Units. In Proceedings of the 15th International Brick and Block Masonry Conference, Florianópolis, Santa Caterina, Brazil, 3–6 June 2012. [Google Scholar]
- SASO GSO 1914/2009 (E); Standard Specification for Portland Cement according Gulf Cooperation Standardization Organization. GCC Standardization Organization: Riyadh, Saudi Arabia, 2009.
- ASTM C150-04; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2004; pp. 1–8.
- ASTM C642-13; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2005; pp. 1–3.
- Christensen, G. Modelling the Flow of Fresh Concrete: The Slump Test. Ph.D. Thesis, Princeton University, Princeton, NJ, USA, 1991. [Google Scholar]
- ASTM-C143/C143M-12; Standard Test Method for Slump of Hydraulic Cement Concrete, Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2012.
- Liu, X.W.; Yang, J.B.; Xia, K.Q.; Zhang, P.; Li, Z.G. Capillary Absorption Dynamics for Cementitious Material Considering Water Evaporation and Tortuosity of Capillary Pores. Adv. Mater. Res. 2013, 821–822, 1213–1218. [Google Scholar] [CrossRef]
- Yilmaz, I.; Yildirim, M.; Marschalko, M. Effect of surface void percentage (SVP) on the unconfined compressive strength (UCS) of porous rocks. Q. J. Eng. Geol. Hydrogeol. 2017, 51, 108–112. [Google Scholar] [CrossRef]
- Ezerskiy, V.; Kuznetsova, N.V.; Seleznev, A.D. Justification of the Water-Cement Ratio Decision for Cement Mixtures Using CBPB Wastes. Mater. Sci. Forum 2019, 945, 1009–1015. [Google Scholar] [CrossRef]
- Higginson, E.C. The Effect of Cement Fineness on Concrete; ASTM International: West Conshohocken, PA, USA, 1970. [Google Scholar] [CrossRef]
- Häußler, F.; Hempel, M.; Baumbach, H.; Tritthart, J. Nanostructural investigations of hydrating cement pastes produced from cement with different fineness levels. Adv. Cem. Res. 2001, 13, 65–73. [Google Scholar] [CrossRef]
- ASTM C1437-03; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2005; pp. 1–2.
- ASTM C230/C 230M-03; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2005; pp. 1–7.
- IS: 2185 (Part-I); Indian standard, Specifications for Concrete Masonry. Units, Part-I Hollow and Solid Concrete Block (3rd print). Bureau of Indian Standards: New Delhi, India, 1990; p. 12. Available online: https://civilengineer.co.in/wp-content/uploads/2015/03/IS-2185-PART-1-1979-Concrete-Masonary-blocks-Hollow-and-Solid-1998.pdf (accessed on 13 February 2023).
- ASTM C140-15; Standard Test Methods for Sampling and Testing Concrete Masonry Units and Related Units. ASTM International: West Conshohocken, PA, USA, 2015.
- Bahurudeen, A.; Moorthi, P.V.P. Testing of Construction Materials, 1st ed.; CRC Press: Boca Raton, Fl, USA, 2020; pp. 273–316. [Google Scholar] [CrossRef]
- Black, L.; Breen, C.; Yarwood, J.; Deng, C.-S.; Phipps, J.; Maitland, G.A. Hydration of tricalcium aluminate (C3A) in the presence and absence of gypsum—Studied by Raman spectroscopy and X-ray Diffraction. J. Mater. Chem. 2006, 16, 1263–1272. [Google Scholar] [CrossRef]
- Hu, C.; Han, Y.; Gao, Y.; Zhang, Y.; Li, Z. Property investigation of calcium–silicate–hydrate (C–S–H) gel in cementitious composites. Mater. Charact. 2014, 95, 129–139. [Google Scholar] [CrossRef]
- Wild, S.; Knatib, J.M. Portlandite Consumption in Metakaolin Cement Pastes and Mortars. Cem. Concr. Res. 1997, 27, 137–146. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | Na2O | LOI |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 48.65 | 17.93 | 11.89 | 10.35 | 4.35 | 0.5 | 1.85 | 0.35 | 3.25 |
| Constituent | OPC Content (Wt.%) | Standard Maximum Limit (Wt.%) |
|---|---|---|
| SiO2 | 20.03 | |
| Al2O3 | 4.61 | |
| Fe2O3 | 3.74 | |
| CaO | 62.35 | |
| MgO | 4.28 | |
| SO3 | 2.40 | 4.0 |
| K2O | 0.17 | |
| Na2O | 0.20 | |
| Cl | 0.015 | 0.1 |
| Acid residue | 0.29 | 5.0 |
| Loss on ignition | 2.54 | 5.0 |
| Alkalinity equivalent | 0.31 | 0.6 |
| Constituent | Wt.% | Absolute Error % (1 Sigma) |
|---|---|---|
| SiO2 | 5.62 | 0.14 |
| Al2O3 | 2.53 | 0.09 |
| FeO | 1.36 | 0.06 |
| CaO | 65.39 | 1.33 |
| MgO | 3.75 | 0.16 |
| SO3 | 3.83 | 0.08 |
| K2O | 7.56 | 0.21 |
| Na2O | 3.75 | 0.22 |
| Cl | 6.23 | 0.23 |
| Mix | OPC | CKD |
|---|---|---|
| (%) | ||
| 0 (control) | 100 | 0 |
| 1 | 95 | 5 |
| 2 | 90 | 10 |
| 3 | 85 | 15 |
| 4 | 80 | 20 |
| Mix | Pozzolan * | OPC | CKD | Water |
|---|---|---|---|---|
| (wt.%) | ||||
| 0 (control) | 71.13 | 14.71 | 0.00 | 14.16 |
| 1 | 71.13 | 13.97 | 0.74 | 14.16 |
| 2 | 71.13 | 13.24 | 1.47 | 14.16 |
| 3 | 71.13 | 12.50 | 2.21 | 14.16 |
| 4 | 71.13 | 11.77 | 2.94 | 14.16 |
| Mix | Pozzolan + H2O | CKD × 100/(CKD + OPC) | CKD × 100/OPC | H2O/OPC | H2O/(OPC + CKD) |
|---|---|---|---|---|---|
| 0 | 85.29 | 0 | 0.0 | 0.96 | 0.96 |
| 1 | 85.29 | 5 | 5.3 | 1.01 | 0.96 |
| 2 | 85.29 | 10 | 11.1 | 1.07 | 0.96 |
| 3 | 85.29 | 15 | 17.6 | 1.13 | 0.96 |
| 4 | 85.29 | 20 | 25.0 | 1.20 | 0.96 |
| Mix | Oven-Dry Mass (A) *, g | Saturated Mass after Immersion (B) *, g | Saturated Mass after Boiling (C) *, g | Immersed Apparent Mass (D) *, g | Absorption before Boiling, % | Absorption after Boiling, % | Voids, % |
|---|---|---|---|---|---|---|---|
| 0 | 1356.2 | 1556.7 | 1713.3 | 791.1 | 14.78 | 26.33 | 38.72 |
| 1 | 1213.4 | 1372.9 | 1531.9 | 708.9 | 13.14 | 26.25 | 38.70 |
| 2 | 1318.4 | 1490.7 | 1661.4 | 765.1 | 13.07 | 26.02 | 38.27 |
| 3 | 1375.6 | 1544.2 | 1721.6 | 798.7 | 12.26 | 25.15 | 37.49 |
| 4 | 1395.3 | 1578.2 | 1732.4 | 813.2 | 13.11 | 24.16 | 36.67 |
| Mix | Sample no. | Compressive Strength, MPa | ||||
|---|---|---|---|---|---|---|
| Curing Age, Days | ||||||
| 7 | 14 | 28 | 56 | 91 | ||
| 0 | 1 | 3.26 | 4.46 | 5.60 | 4.99 | 6.00 |
| 2 | 4.00 | 4.06 | 4.75 | 4.58 | 4.60 | |
| 3 | 3.14 | 3.76 | 5.44 | 4.63 | 5.00 | |
| 1 | 1 | 4.20 | 6.00 | 5.20 | 5.80 | 7.30 |
| 2 | 3.20 | 5.00 | 6.80 | 5.80 | 6.20 | |
| 3 | 3.00 | 5.80 | 6.20 | 5.60 | 6.00 | |
| 2 | 1 | 3.80 | 5.20 | 6.00 | 6.20 | 5.70 |
| 2 | 4.30 | 5.10 | 5.70 | 6.40 | 4.50 | |
| 3 | 4.10 | 5.70 | 6.90 | 5.90 | 5.70 | |
| 3 | 1 | 4.15 | 5.84 | 6.40 | 7.40 | 7.70 |
| 2 | 4.67 | 6.40 | 7.10 | 7.10 | 7.50 | |
| 3 | 4.44 | 5.77 | 6.70 | 6.80 | 6.40 | |
| 4 | 1 | 4.00 | 4.90 | 6.10 | 5.20 | 4.80 |
| 2 | 4.00 | 4.90 | 5.90 | 5.90 | 5.90 | |
| 3 | 3.30 | 4.50 | 5.30 | 6.80 | 5.90 | |
| Mix | Compressive Strength (Standard Deviation), MPa | ||||
|---|---|---|---|---|---|
| Curing Age, Days | |||||
| 7 | 14 | 28 | 56 | 91 | |
| 0 | 3.47 (0.47) | 4.09 (0.35) | 5.26 (0.45) | 4.73 (0.22) | 5.20 (0.72) |
| 1 | 3.47 (0.64) | 5.60 (0.53) | 6.07 (0.61) | 5.73 (0.12) | 6.50 (0.70) |
| 2 | 4.07 (0.25) | 5.33 (0.32) | 6.20 (0.62) | 6.17 (0.25) | 5.30 (0.69) |
| 3 | 4.42 (0.26) | 6.00 (0.35) | 6.73 (0.35) | 7.10 (0.30) | 7.20 (0.70) |
| 4 | 3.77 (0.40) | 4.77 (0.23) | 5.77 (0.42) | 5.97 (0.50) | 5.53 (0.64) |
| Mix | Model | Coefficient of Determination (R²) |
|---|---|---|
| 1 | y = −1.0835x2 + 10.912x − 21.235 | 0.9314 |
| 2 | y = −1.0568x2 + 10.194x − 18.594 | 0.8321 |
| 3 | y = −1.1752x2 + 11.699x − 22.062 | 0.9762 |
| 4 | y = −0.8378x2 + 8.435x − 15.483 | 0.9414 |
| Mix | Sample No. | Density, Mg/m3 | ||||
|---|---|---|---|---|---|---|
| Curing Age, Days | ||||||
| 7 | 14 | 28 | 56 | 91 | ||
| 0 | 1 | 1.548 | 1.559 | 1.541 | 1.517 | 1.604 |
| 2 | 1.562 | 1.566 | 1.554 | 1.512 | 1.529 | |
| 3 | 1.560 | 1.538 | 1.550 | 1.523 | 1.575 | |
| 1 | 1 | 1.596 | 1.577 | 1.545 | 1.505 | 1.550 |
| 2 | 1.588 | 1.564 | 1.536 | 1.517 | 1.534 | |
| 3 | 1.515 | 1.555 | 1.556 | 1.508 | 1.536 | |
| 2 | 1 | 1.587 | 1.573 | 1.558 | 1.584 | 1.539 |
| 2 | 1.636 | 1.569 | 1.555 | 1.546 | 1.546 | |
| 3 | 1.557 | 1.571 | 1.578 | 1.537 | 1.522 | |
| 3 | 1 | 1.628 | 1.586 | 1.588 | 1.579 | 1.557 |
| 2 | 1.639 | 1.582 | 1.576 | 1.592 | 1.579 | |
| 3 | 1.652 | 1.573 | 1.554 | 1.566 | 1.533 | |
| 4 | 1 | 1.622 | 1.561 | 1.560 | 1.559 | 1.549 |
| 2 | 1.592 | 1.580 | 1.580 | 1.546 | 1.558 | |
| 3 | 1.604 | 1.563 | 1.556 | 1.546 | 1.553 | |
| Class ** | Group I | Group II | ||||
|---|---|---|---|---|---|---|
| Code | UCS *, MPa | Density, Mg/m3 | Code | UCS *, MPa | Density, Mg/m3 | |
| A | A(3.5) | 2.80 | ≥1.50 | A(7.0) | 5.60 | ≥1.50 |
| A(4.5) | 3.60 | ≥1.50 | A(8.5) | 7.00 | ≥1.50 | |
| A(5.5) | 4.40 | ≥1.50 | A(10) | 8.00 | ≥1.50 | |
| B | B(3.5) | 2.80 | 1.10–1.50 | Group III | ||
| B(5.0) | 4.00 | 1.10–1.50 | A(12.5) | 10.00 | ≥1.50 | |
| C | C(5.0) | 4.00 | ≥1.80 | A(15.0) | 12.00 | ≥1.50 |
| C(4.0) | 3.20 | ≥1.80 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, H.M.; Hefni, M.A.; Ahmed, H.A.M.; Saleem, H.A. Cement Kiln Dust (CKD) as a Partial Substitute for Cement in Pozzolanic Concrete Blocks. Buildings 2023, 13, 568. https://doi.org/10.3390/buildings13020568
Ahmed HM, Hefni MA, Ahmed HAM, Saleem HA. Cement Kiln Dust (CKD) as a Partial Substitute for Cement in Pozzolanic Concrete Blocks. Buildings. 2023; 13(2):568. https://doi.org/10.3390/buildings13020568
Chicago/Turabian StyleAhmed, Haitham M., Mohammed A. Hefni, Hussin A. M. Ahmed, and Hussein A. Saleem. 2023. "Cement Kiln Dust (CKD) as a Partial Substitute for Cement in Pozzolanic Concrete Blocks" Buildings 13, no. 2: 568. https://doi.org/10.3390/buildings13020568
APA StyleAhmed, H. M., Hefni, M. A., Ahmed, H. A. M., & Saleem, H. A. (2023). Cement Kiln Dust (CKD) as a Partial Substitute for Cement in Pozzolanic Concrete Blocks. Buildings, 13(2), 568. https://doi.org/10.3390/buildings13020568