
Concrete Modification for Hot Weather Using Crushed Dolomite Stone

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- -
- A Portland cement CEM I 52.5N “Heidelbergcement”, in accordance with [34] with a specific surface area of 377.3 m2/kg; density of 2.9 g/cm3; standard consistency of 30.2%; initial setting time 150 min; end of setting time 175 min; compressive strength at the age of 2 days 29.9 MPa; compressive strength at the age of 28 days 62.6 MPa. Table 1 shows the chemical and mineralogical composition of the clinker.
- -
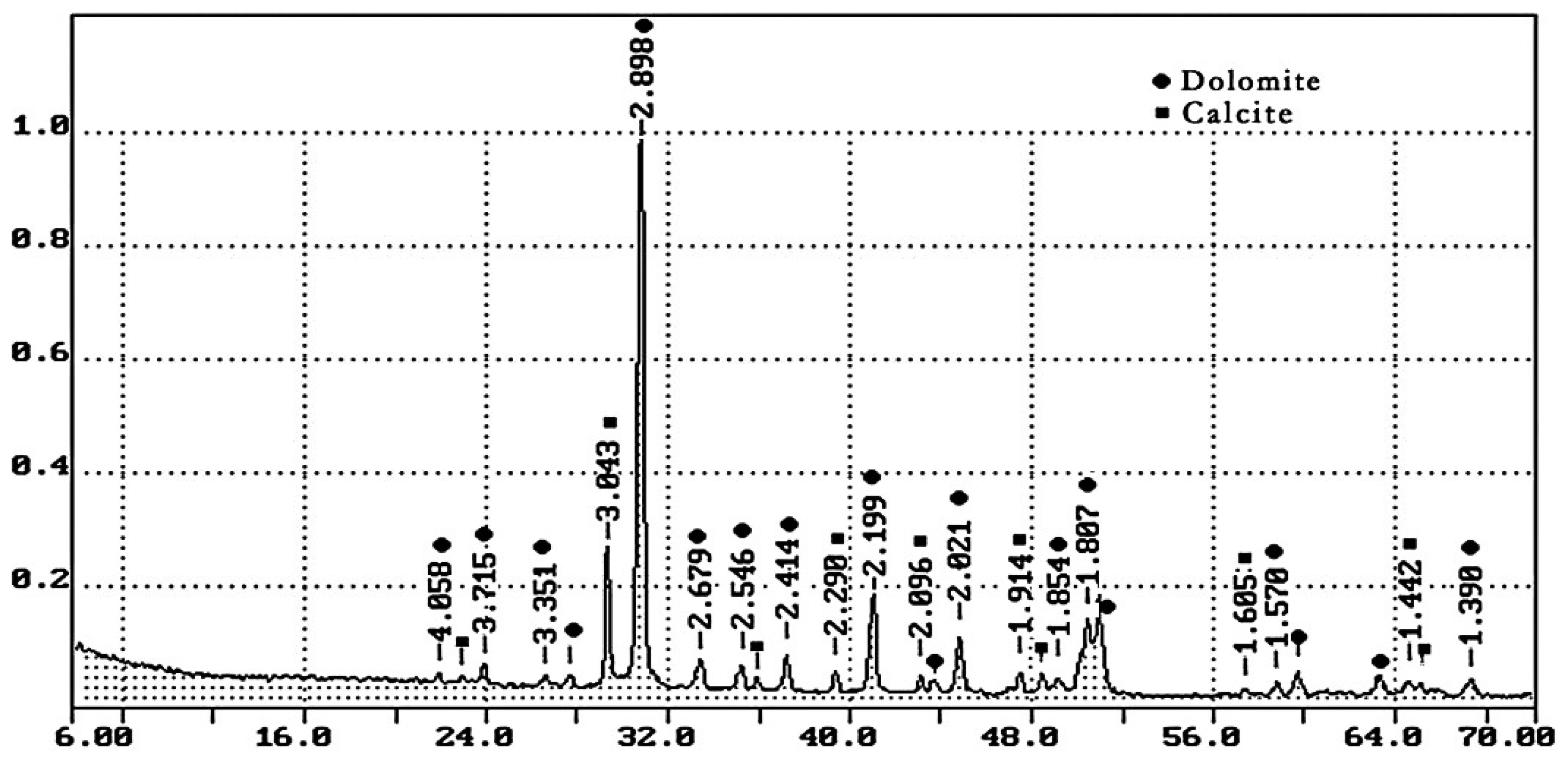
- Dolomite quarry waste was formed during the production of coarse aggregate in Kamensky Mining Quarry LLC with a density of 2.65 g/cm3. The particle size distribution of screenings is given in Table 2; the phase composition is shown in Figure 1. Crushed dolomite is a sedimentary carbonate rock; it consists of 90% mineral dolomite (CaCO3·MgCO3) and contains 10% calcite (calcium carbonate CaCO3). Table 3 shows the chemical composition of dolomite quarry waste.
2.2. Methods
3. Results and Discussion
3.1. Dolomite Quarry Waste
3.2. Particle Size
3.3. Water Demand
3.4. Setting Time
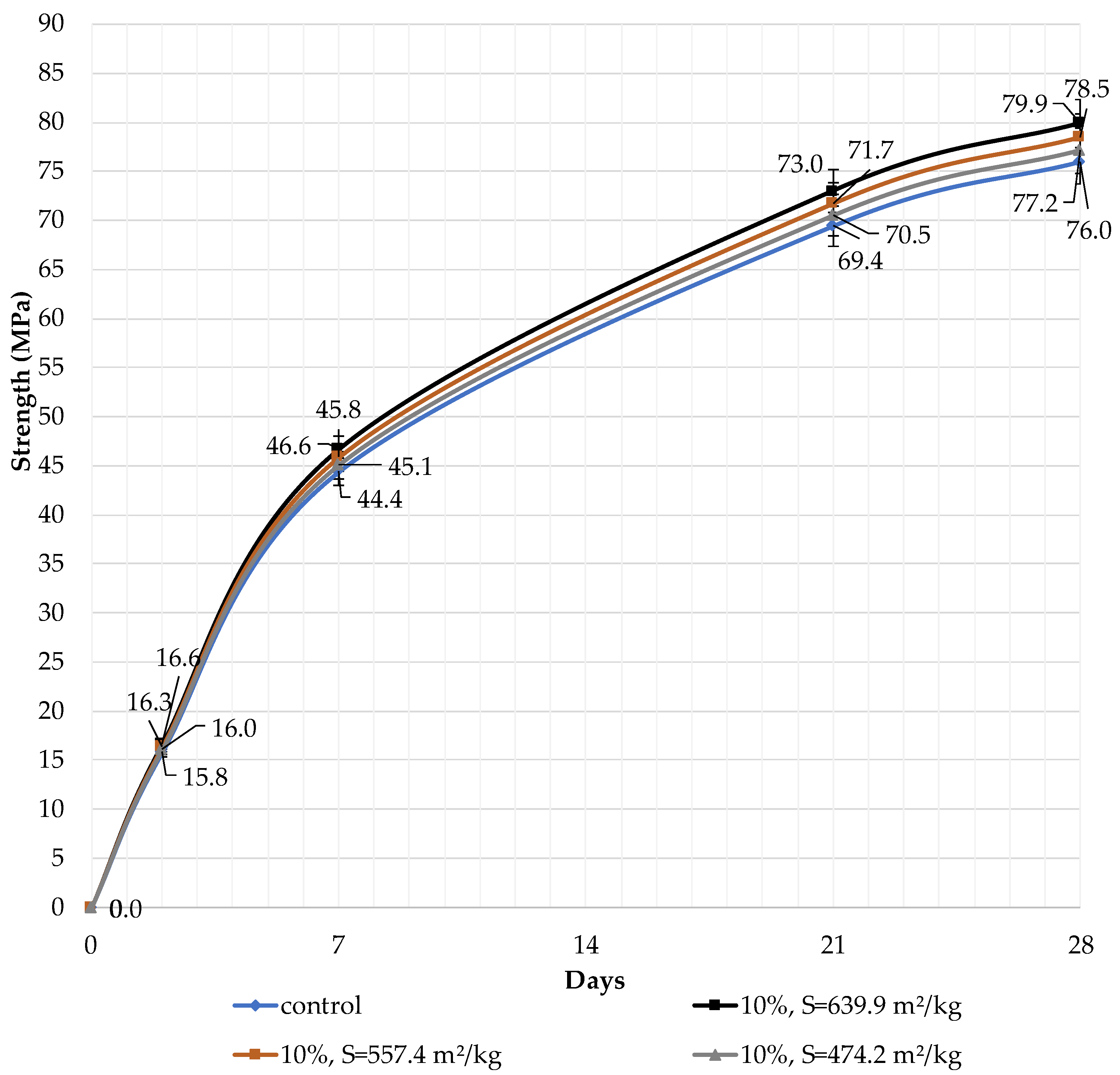
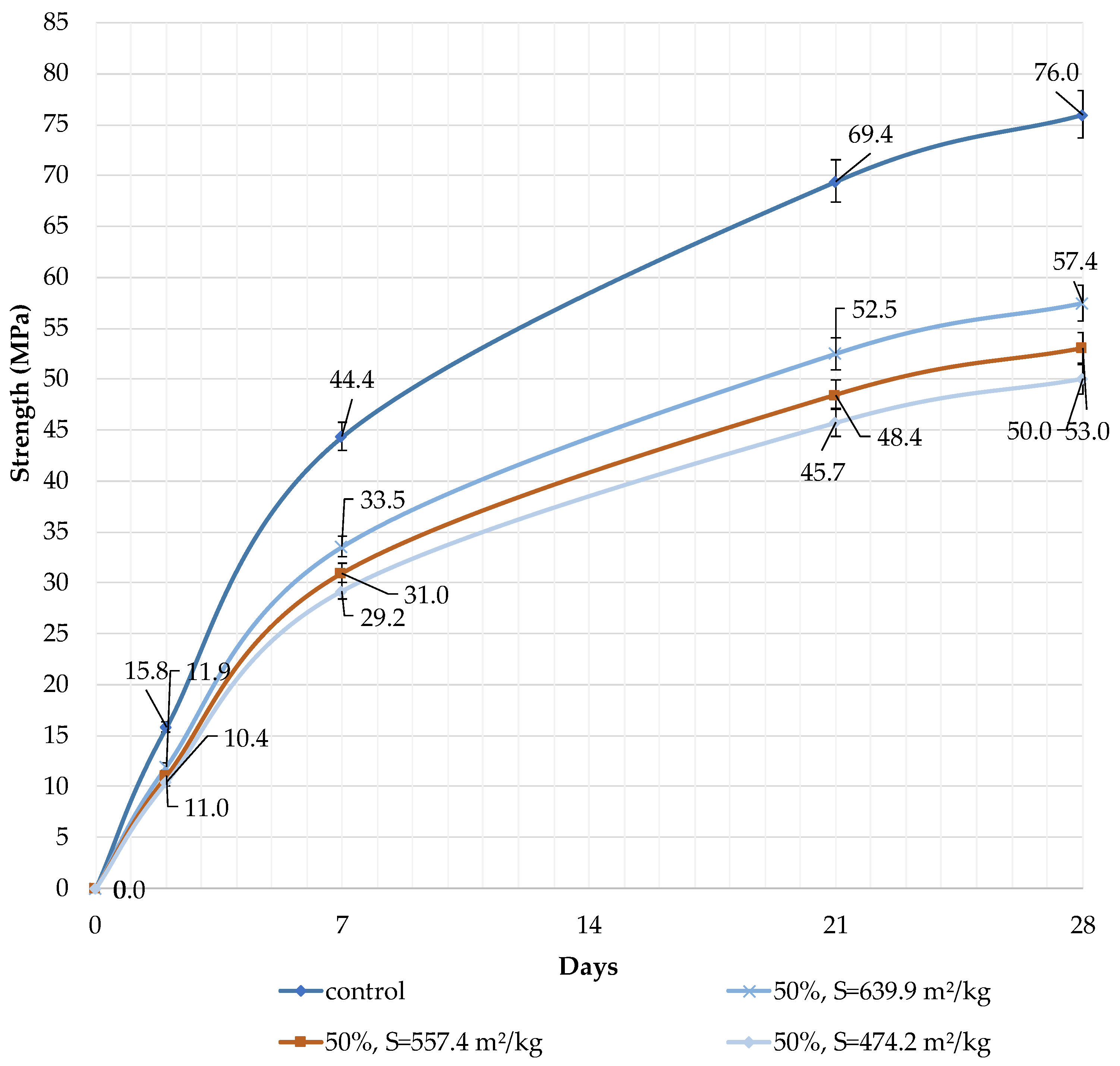
3.5. Compressive Strength
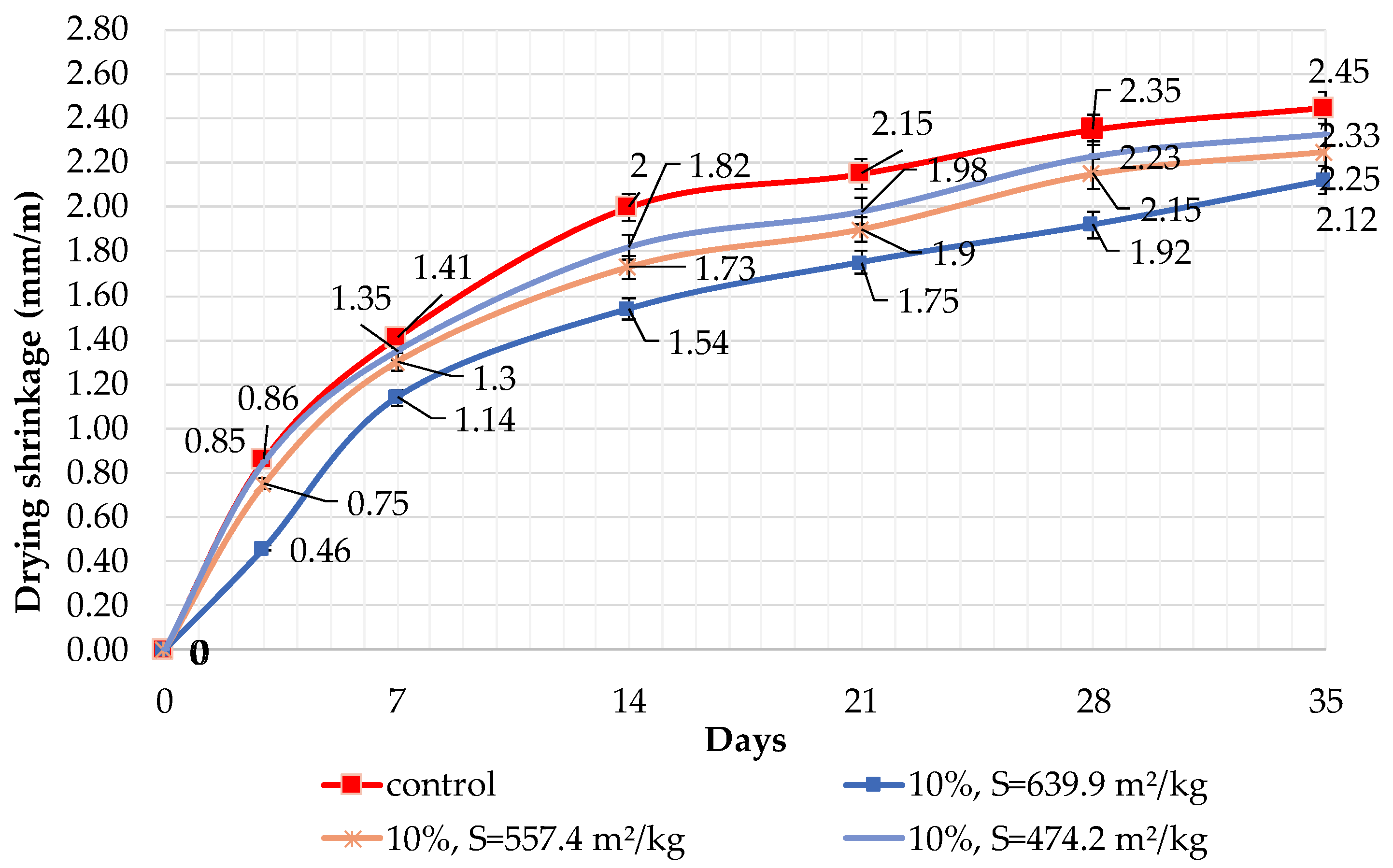
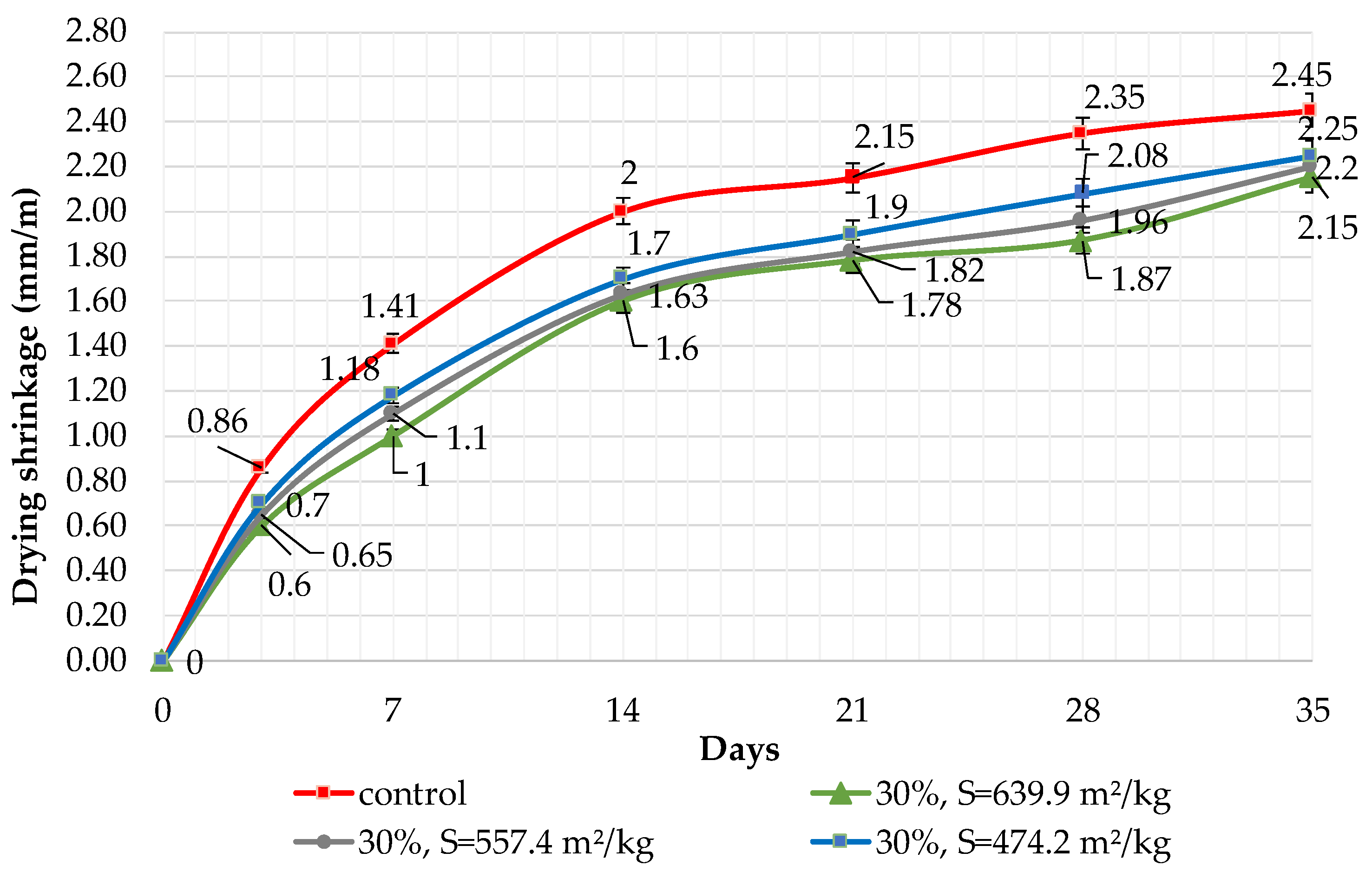
3.6. Drying Shrinkage
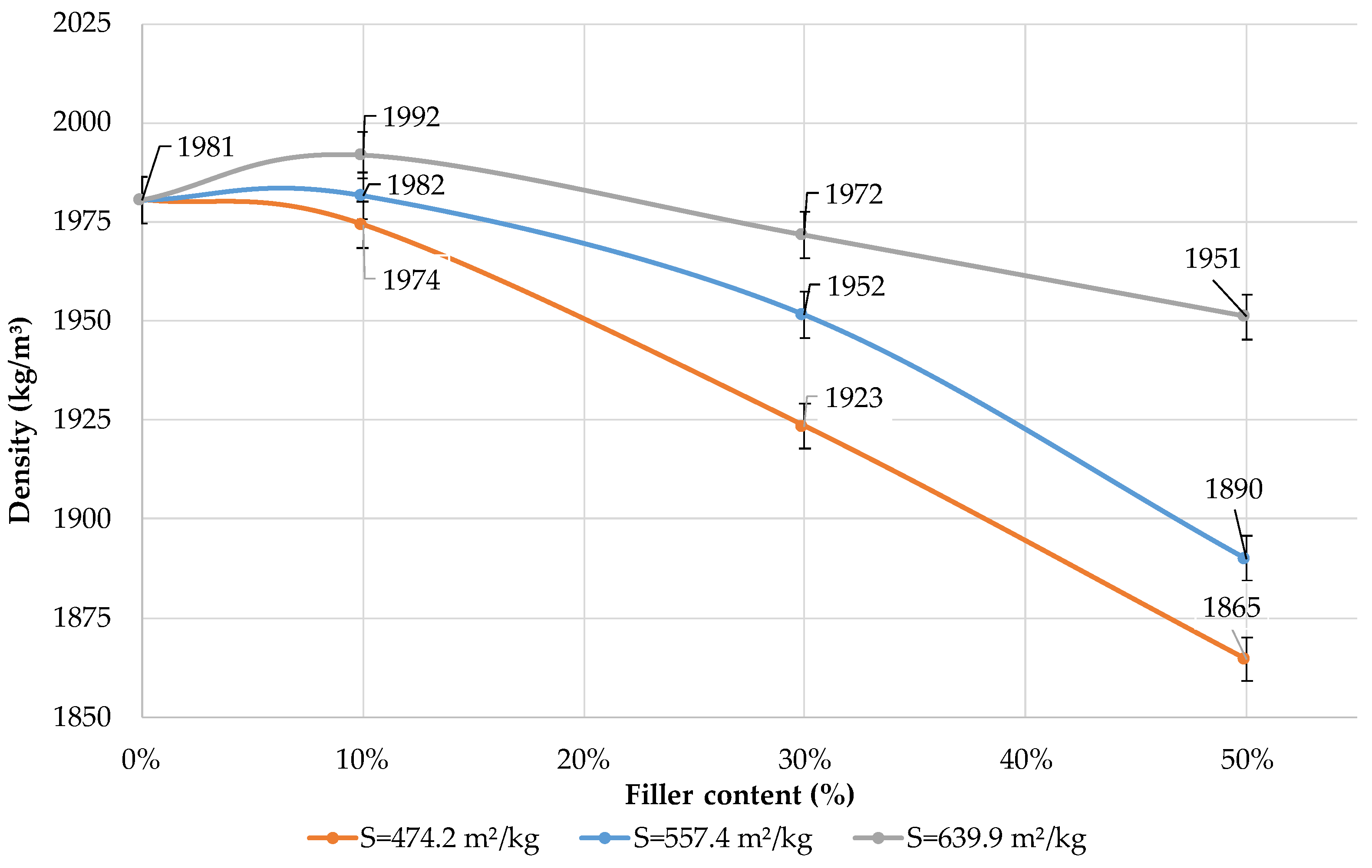
3.7. Average Density
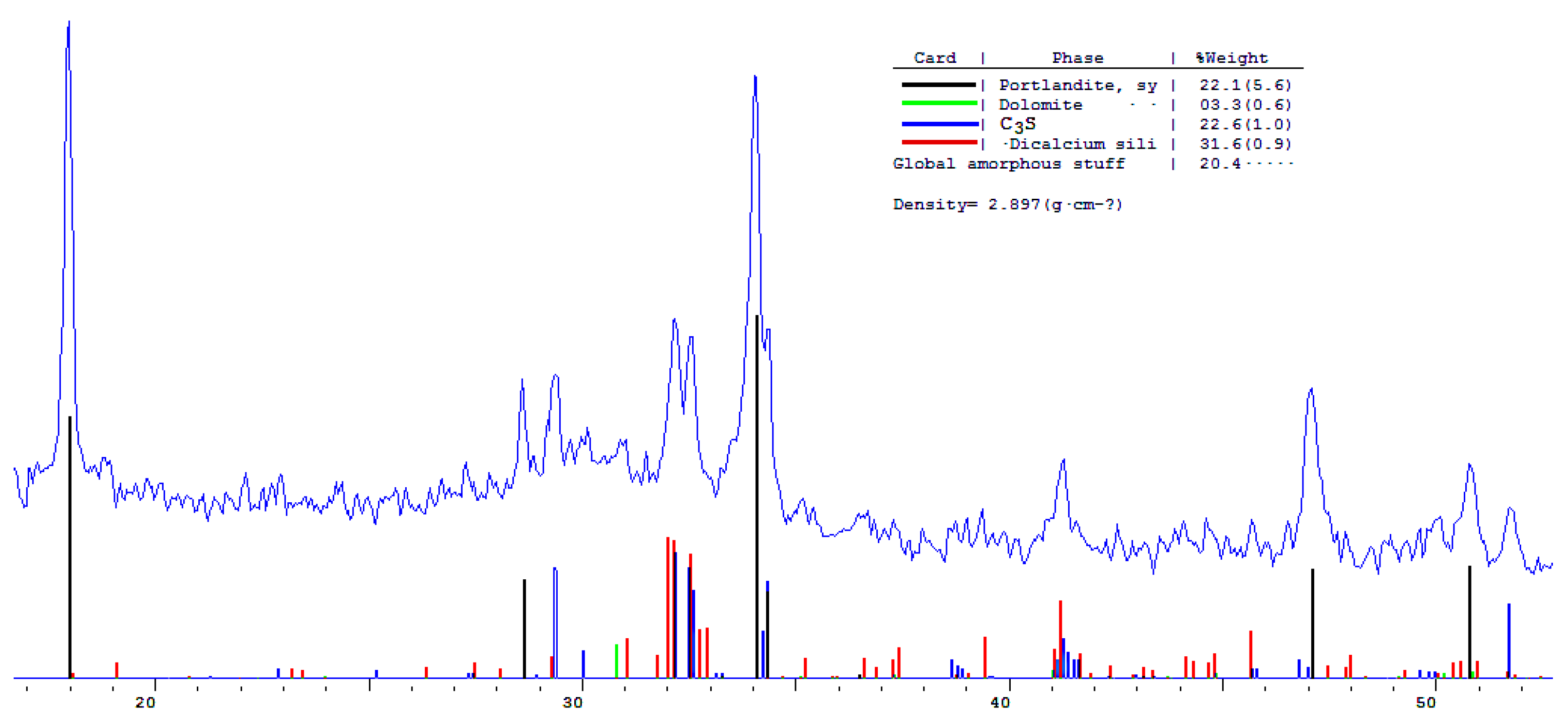
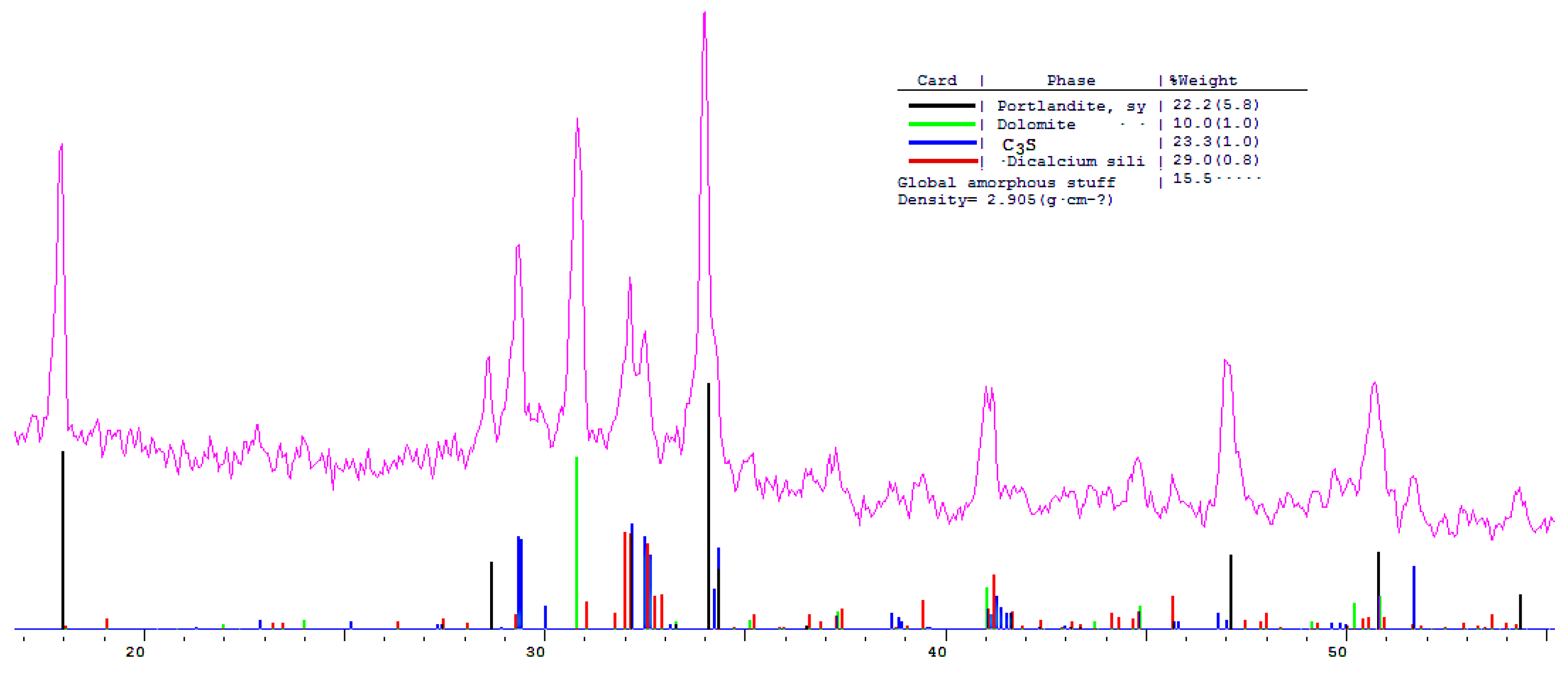
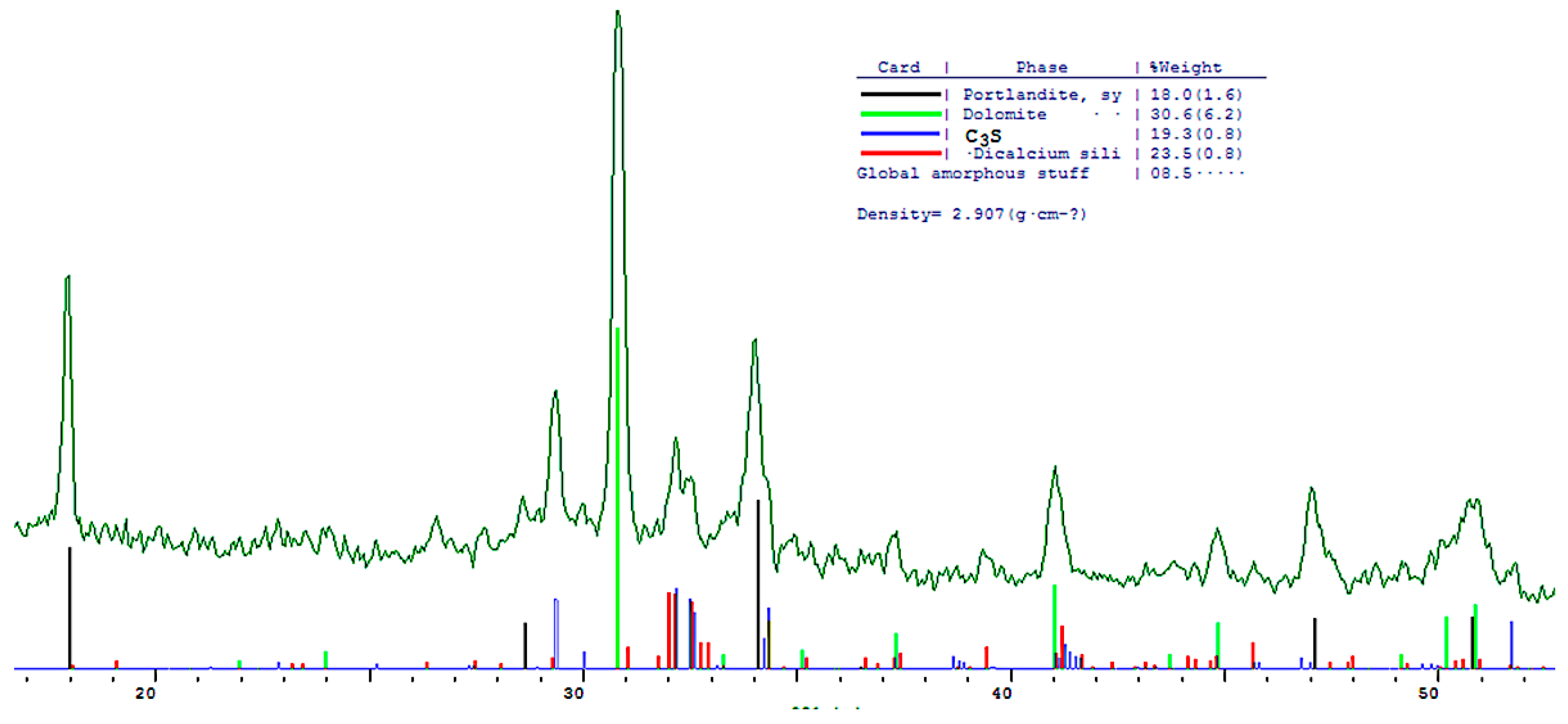
3.8. Hydration Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Soroka, I.; Ravina, D. Hot weather concreting with admixtures. Cem. Concr. Compos. 1998, 20, 129–136. [Google Scholar] [CrossRef]
- Abbas, Y.M.; Fares, G.; Khan, M.I. Impact of Hot Weather Conditions on the Performance of Supplementary Cementitious Materials Concrete. Sustainability 2023, 15, 8393. [Google Scholar] [CrossRef]
- Ahmadi, B.H. Initial and final setting time of concrete in hot weather. Mater. Struct. 2000, 33, 511–514. [Google Scholar] [CrossRef]
- Samchenko, S.V.; Larsen, O.A.; Alobaidi, D.A.N.; Naruts, V.V.; Bakhrah, A.M.; Solodov, A.A. Concrete based on carbonate raw materials for dry hot climate. Ind. Civ. Constr. 2022, 9, 74–79. [Google Scholar]
- Fawzy, A.; Elshami, A.; Ahmad, S. Investigating the Effects of Recycled Aggregate and Mineral Admixtures on the Mechanical Properties and Performance of Concrete. Materials 2023, 16, 5134. [Google Scholar] [CrossRef]
- Mailar, G.; Sujay Raghavendra, N.; Sreedhara, B.M.; Manu, D.S.; Hiremath, P.; Jayakesh, K. Investigation of concrete produced using recycled aluminium dross for hot weather concreting conditions. Resour.-Effic. Technol. 2016, 2, 68–80. [Google Scholar]
- Fraser, J.; McBride, R.A. The utility of aggregate processing fines in the rehabilitation of dolomite quarries. Land Degrad. Dev. 2000, 1, 1–17. [Google Scholar] [CrossRef]
- Javali, S.; Chandrashekar, A.R.; Raghavendra Naganna, S.; Manu, D.S.; Hiremath, P.; Preethi, H.G.N.; Kumar, V. Eco-concrete for sustainability: Utilizing aluminium dross and iron slag as partial replacement materials. Clean Technol. Environ. Policy 2017, 19, 2291–2304. [Google Scholar] [CrossRef]
- Li, X.; Qin, D.; Hu, Y.; Ahmad, W.; Ahmad, A.; Aslam, F.; Joyklad, P. A systematic review of waste materials in cement-based composites for construction applications. J. Build. Eng. 2022, 45, 103447. [Google Scholar] [CrossRef]
- Market Study: Fillers. 2018. Available online: www.ceresana.com/en (accessed on 14 May 2020).
- Thorpe, D.; Zhuge, Y. Advantages and disadvantages in using permeable concrete pavement as a pavement construction material. In Proceedings of the 26th Annual ARCOM Conference, Leeds, UK, 6–8 September 2010; pp. 1341–1350. [Google Scholar]
- Moosberg-Bustnes, H.; Lagerblad, B.; Forssberg, E. The function of fillers in concrete. Mater. Struct. 2004, 37, 74–81. [Google Scholar] [CrossRef]
- Garg, A.; Aggarwal, P.; Aggarwal, Y.; Belarbi, M.O.; Chalak, H.D.; Tounsi, A.; Gulia, R. Machine learning models for predicting the compressive strength of concrete containing nano silica. Comput. Concr. 2022, 30, 33–42. [Google Scholar] [CrossRef]
- Hunger, M. An Integral Design Concept for Ecological Self-Compacting Concrete. Ph.D. Thesis, Technische Universiteit Eindhoven, Eindhoven, The Netherlands, 2010. [Google Scholar] [CrossRef]
- Lawrence, M.C.; Ringot, E. Mineral admixtures in mortars. Effect of inert materials on short-term hydration. Cem. Concr. Res. 2003, 33, 1939–1947. [Google Scholar] [CrossRef]
- Michel, F.; Piérard, J.; Courard, L.; Pollet, V. Influence of physico-chemical characteristics of limestone fillers on fresh and hardened mortar performances. In 5th International RILEM Symposium on Self-Compacting Concrete, Proceedings PRO 54; CONFpnb ERENCE: SCC 2007 GHENT; RILEM Publications SARL: Bagneux, France, 2007. [Google Scholar]
- Samchenko, S.V.; Alexandrova, O.V.; Gurkin, A.Y. Properties of cement composites based on limestone depending on its granulometric composition. Bull. MGSU 2020, 15, 999–1006. [Google Scholar]
- Pera, J.; Husson, S.; Guilhot, B. Influence of finely ground limestone on cement hydration. Cem. Concr. Compos. 1999, 21, 99–105. [Google Scholar] [CrossRef]
- Ramachandran, V.S.; Chun-Mei, Z. Dependence of the fineness of carbonate on the hydration behaviour of tricalcium silicate. Durab. Build. Mater. 1986, 4, 45–66. [Google Scholar]
- Ramachandran, V.S.; Zhang, C. Cement with calcium carbonate additions. In Proceedings of the 8th International Congress on the Chemistry of Cement, Rıo de Janeiro, Brazil, 22–27 September 1986; pp. 178–187. [Google Scholar]
- Samchenko, S.V.; Kudryashov, N.I.; Gurkin, A.Y. Thermodynamic assessment of the effect of calcium carbonate on cement hydration. Tech. Technol. Silic. 2020, 27, 6–12. [Google Scholar]
- Balakrishnan, S.D.; Paulose, K.C. Workability and strength characteristics of self-compacting concrete containing fly ash and dolomite powder. Am. J. Eng. Res. 2013, 24, 43–47. [Google Scholar]
- Lothenbach, B.; Le Saout, G.; Gallucci, E.; Scrivener, K. Influence of limestone on the hydration of Portland cements. Cem. Concr. Res. 2008, 38, 848–860. [Google Scholar] [CrossRef]
- Korjakins, A.; Gaidukovs, S.; Sahmenko, G.; Bajare, D.; Pizele, D. Investigation of alternative dolomite filler properties and their application in concrete production. Sci. Proceedia Riga Tech. Univ. Constr. Sci. 2008, 2, 64–71. [Google Scholar]
- Ranjith Kumar, L.; Kiran, J.; Rangarajan, P. Properties of Concrete Incorporating Dolomite Powder. IOSR J. Mech. Civ. Eng. 2017, 14, 78–80. [Google Scholar] [CrossRef]
- Schöne, S.; Dienemann, W.; Wagner, E. Portland dolomite cement as an alternative to Portland limestone cement. In Proceedings of the 13th International Congress on the Chemistry of Cement (13th ICCC), Madrid, Spain, 3–8 July 2011. [Google Scholar]
- Lu, J.; Xu, A.; Xu, J.; Lu, D.; Xu, Z. Sulfate resistance of Portland dolomite cement: Performance and mechanisms. Mater. Struct. 2020, 53, 125. [Google Scholar] [CrossRef]
- Chyad Liejy, M.; Al Zand, A.W.; Mutalib, A.A.; Alghaaeb, M.F.; Abdulhameed, A.A.; Al-Attar, A.A.; Tawfeeq, W.M.; Hilo, S.J. Flexural Performance of a Novel Steel Cold-Formed Beam–PSSDB Slab Composite System Filled with Concrete Material. Buildings 2023, 13, 432. [Google Scholar] [CrossRef]
- Abdulhameed, A.A.; Al-Zuhairi, A.H.; Al Zaidee, S.R.; Hanoon, A.N.; Al Zand, A.W.; Hason, M.M.; Abdulhameed, H.A. The Behavior of Hybrid Fiber-Reinforced Concrete Elements: A New Stress-Strain Model Using an Evolutionary Approach. Appl. Sci. 2022, 12, 2245. [Google Scholar] [CrossRef]
- Courard, L.; Herfort, D.; Villagran, Y. Limestone powder. In Properties of Fresh and Hardened Concrete Containing Supplementary Cementitious Materials. State-of-the-Art Report of the RILEM Technical Committee 238-SCM, Working Group 4; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Gallias, J.L.; Kara-Ali, R.; Bigas, J.P. The effect of fine mineral admixtures on water requirement of cement pastes. Cem. Concr. Res. 2000, 30, 1543–1549. [Google Scholar] [CrossRef]
- Boos, P.; Hardtl, R. Experience Report Portland Limestone Cement; Report HeidelbergCement Technology Center: Heidelberg, Germany, 2004; p. 34. [Google Scholar]
- Bentz, D.P.; Jones, S.Z.; Lootens, D. Minimizing Paste Content in Concrete Using Limestone Powders—Demonstration Mixtures. National Institute of Standards and Technology; Technical Note; National Institute of Standards and Technology: Gaithersburg, MD, USA, 1906. [Google Scholar]
- GOST 31108-2020; Common Cements. Specifications Introduced. 1 March 2021. Standartinform: Moscow, Russia, 2016.
- GOST R 51795-2001; Cements. Methods for Determining the Content of Mineral Additives. Introduced 28 June 2001. Gosstroy of Russia: Moscow, Russia, 2001.
- Chung, F.H. Quantitative Interpretation of X-ray Diffraction Patterns of Mixtures. J. Appl. Crystallogr. 1974, 7, 519–525. [Google Scholar] [CrossRef]
- GOST 30744–2001; Cements. Test Methods Using Polyfraction Sand. Introduced. 1 March 2002. Gosstroy of Russia: Moscow, Russia, 2002.
- GOST 24544-2020; Concretes. Methods of Shrinkage and Creep Flow Determination Introduced. 1 June 2021. Standartinform: Moscow, Russia, 2021.
- GOST 31424-2010; Non-Metallic Construction Materials from Sifting of Crushing Solid Stone in Aggregate Manufacturing. Specifications Introduced 1 July 2011. Standartinform: Moscow, Russia, 2019.
- Mezhov, A.; Pott, U.; Stephan, D.; Kovler, K. Influence of mechanical activation of fly ash in presence of polynaphthalene sulfonate superplasticizer on rheology and hydration kinetics of cement—Fly ash pastes. Constr. Build. Mater. 2019, 210, 380–390. [Google Scholar] [CrossRef]
- Barbhuiya, S. Effects of fly ash and dolomite powder on the properties of self-compacting concrete. Constr. Build. Mater. 2011, 25, 3301–3305. [Google Scholar] [CrossRef]
- Dvorkin, L.I.; Solomatov, V.I.; Vyrovoy, V.N.; Chudnovsky, S.M. Cement Concretes with Mineral Fillers; Budivelnyk: Kyiv, Ukraine, 1991; p. 136. [Google Scholar]
- Basin, V.E. Adhesive Strength; Chemistry: Moscow, Russia, 1981; p. 208. [Google Scholar]
- Kumar, R.; Kumar, S.; Mehrotra, S.P. Towards sustainable solutions for fly ash through mechanical activation: Review. Resour. Conserv. Recycl. 2007, 52, 157–179. [Google Scholar] [CrossRef]
- Rajak, D.K.; Raj, A.; Guria, C.; Pathak, A.K. Grinding of Class-F fly ash using planetary ball mill: A simulation study to determine the breakage kinetics by direct- and back-calculation method. S. Afr. J. Chem. Eng. 2017, 24, 135–147. [Google Scholar] [CrossRef]
- Okamura, H.; Ouchi, M. Development of self-compacting concrete, present use and future. In 1st International Exhibition of Self–Compacting Concrete; Petersson, I.S., Ed.; RILEM Publications S.A.R.L.: Stockholm, Sweden, 1999; pp. 3–14. [Google Scholar]
- Puntke, W. Wasseranspruch von feinen Kornhaufwerken. Concrete 2002, 52, 242–248. [Google Scholar]
- Tsivilis, S.; Chaniotakis, E.; Badogiannis, E.; Pahoulasa, G.; Ilias, A. A study on the parameters affecting the properties of Portland limestone cements. Cem. Concr. Compos. 1999, 21, 107–116. [Google Scholar] [CrossRef]
- Schiller, B.; Ellerbrock, H.G. The grinding and properties of cements with several main constituents. Zement-Kalk-Gips 1992, 45, 223–231. [Google Scholar]
- Tobon, J.I.; Kazes Gomez, R. Behavior of Portland Cement blended with limestones of different purity degrees. Dyna 2008, 75, 177–184. [Google Scholar]
- Courard, L.; Degeimbre, R.; Darimont, A.; Michel, F.; Willem, X.; Flamant, S. Some effects of limestone aggregates as a partial replacement of cement in solutions of the composition. In Proceedings of the ConMat’05 Third International Conference on Building Materials: Performance, Innovation and Design Implications, Vancouver, BC, Canada, 22–24 August 2005. [Google Scholar]
- Voglis, N.; Kakali, G.; Chaniotakis, E.; Tsivilis, S. Portland-limestone cements. Their properties and hydration compared to those of other composite cements. Cem. Concr. Compos. 2005, 27, 191–196. [Google Scholar] [CrossRef]
- Topccu, I.B.; Baylavli, H. The use of concrete wastes as a limestone replacement in limestone-blended cement production. Kuwait J. Sci. 2019, 46, 67–73. [Google Scholar]
- Stark, J.; Moser, B.; Bellmann, F. Nucleation and growth of C-S-H phases on mineral admixtures. In Advances in Construction Materials; Springer: Berlin/Heidelberg, Germany, 2007; pp. 531–538. [Google Scholar]
- Brykov, A.S.; Voronkov, M.E.; Antonov, P.A. Influence of dolomite-containing fillers and fillers on the stability of Portland cement solutions in an alkaline medium. Cem. Its Appl. 2020, 3, 90–93. [Google Scholar]
- Zajac, M.; Rossberg, A.; Le Saout, G.; Lothenbach, B. Influence of limestone and anhydrite on thehydration of Portland cements. Cem. Concr. Compos. 2014, 46, 99–108. [Google Scholar] [CrossRef]
- Kouznetsova, T.V.; Samchenko, S.V. Resistance of the calcium sulphoaluminate phases to carbonation. Cem. Wapno Beton 2014, 5, 317–322. [Google Scholar]
- Briki, Y.; Zajac, M.; Haha, M.B.; Scrivener, K. Impact of limestone fineness on cement hydration at early age. Cem. Concr. Res. 2021, 147, 106515. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components [%] | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C3S | C2S | C3A | C4AF | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | Na2O | MnO | TiO2 | P2O5 | loi |
| 64 | 14 | 7 | 11 | 21.23 | 4.78 | 3.31 | 62.95 | 1.65 | 3.22 | 0.66 | 0.12 | 0.08 | 0.28 | 0.06 | 1.60 |
| Sieve No | Weight of Sample [g] | Partial Residues [%] | Total Residues [%] |
|---|---|---|---|
| 5 | 148.7 | 14.7 | 14.7 |
| 2.5 | 248.42 | 24.5 | 39.2 |
| 1.25 | 176.6 | 17.4 | 56.7 |
| 0.63 | 117.5 | 11.6 | 68.3 |
| 0.315 | 72.1 | 7.1 | 75.4 |
| 0.16 | 67.0 | 6.6 | 82.0 |
| <0.16 | 182.4 | 18.0 | 100.0 |
| Components [%] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | Na2O | MnO | TiO2 | P2O5 | loi |
| 2.12 | 0.6 | 0.32 | 35.56 | 17.38 | 0.15 | 0.19 | 0.08 | 0.01 | 0.03 | 0 | 45.16 |
| Sieve No | Weight of Sample [g] | Partial Residues [%] | Total Residues [%] |
|---|---|---|---|
| 10.00 | 0.00 | 0.00 | 0.00 |
| 5.00 | 0.00 | 0.00 | 0.00 |
| 2.50 | 802.30 | 40.12 | 40.12 |
| 1.25 | 496.40 | 24.82 | 64.94 |
| 0.63 | 323.40 | 16.17 | 81.11 |
| 0.32 | 198.60 | 9.93 | 91.04 |
| 0.16 | 149.10 | 7.46 | 98.49 |
| <0.160 | 30.20 | 1.51 | 100.00 |
| Total weight | 2000.00 | 100.00 |
| Specific Surface Area [m2/kg] | Composition, Portland Cement: Filler [%] | Water Demand [%] | Setting Time [min] | |
|---|---|---|---|---|
| Initial Setting | Final Setting | |||
| 377.3 | 100 | 30.2 | 150 | 175 |
| 474.2 | 90:10 | 30.0 | 170 | 230 |
| 70:30 | 28.2 | 195 | 265 | |
| 50:50 | 26.2 | 180 | 245 | |
| 557.4 | 90:10 | 29.2 | 150 | 200 |
| 70:30 | 27.2 | 155 | 210 | |
| 50:50 | 25.2 | 135 | 200 | |
| 639.9 | 90:10 | 28.0 | 140 | 180 |
| 70:30 | 26.2 | 150 | 190 | |
| 50:50 | 24.2 | 125 | 170 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samchenko, S.V.; Larsen, O.A.; Kozlova, I.V.; Alpackiy, D.G.; Alobaidi, D.A.N. Concrete Modification for Hot Weather Using Crushed Dolomite Stone. Buildings 2023, 13, 2462. https://doi.org/10.3390/buildings13102462
Samchenko SV, Larsen OA, Kozlova IV, Alpackiy DG, Alobaidi DAN. Concrete Modification for Hot Weather Using Crushed Dolomite Stone. Buildings. 2023; 13(10):2462. https://doi.org/10.3390/buildings13102462
Chicago/Turabian StyleSamchenko, Svetlana V., Oksana A. Larsen, Irina V. Kozlova, Dmitriy G. Alpackiy, and Dheyaa A. N. Alobaidi. 2023. "Concrete Modification for Hot Weather Using Crushed Dolomite Stone" Buildings 13, no. 10: 2462. https://doi.org/10.3390/buildings13102462
APA StyleSamchenko, S. V., Larsen, O. A., Kozlova, I. V., Alpackiy, D. G., & Alobaidi, D. A. N. (2023). Concrete Modification for Hot Weather Using Crushed Dolomite Stone. Buildings, 13(10), 2462. https://doi.org/10.3390/buildings13102462