
Development of Variable Side Mold for Free-Form Concrete Panel Production



Abstract
:1. Introduction
2. Literature Review
3. Development of Variable Side Mold
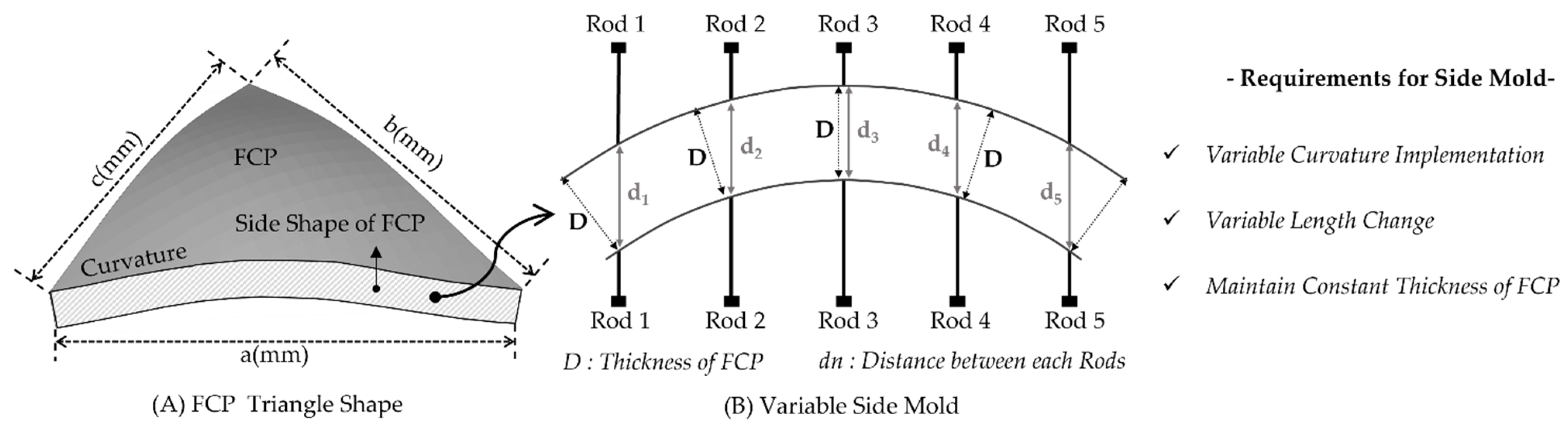
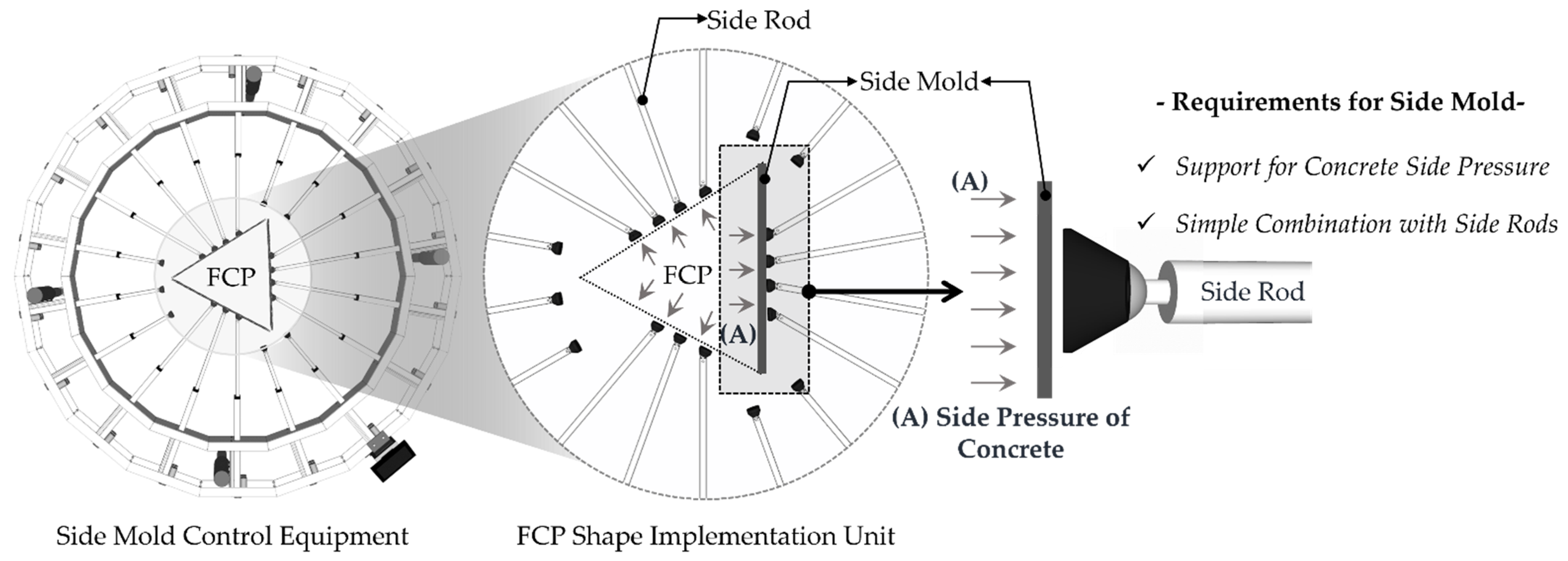
3.1. Requirement Analysis of Variable Side Mold
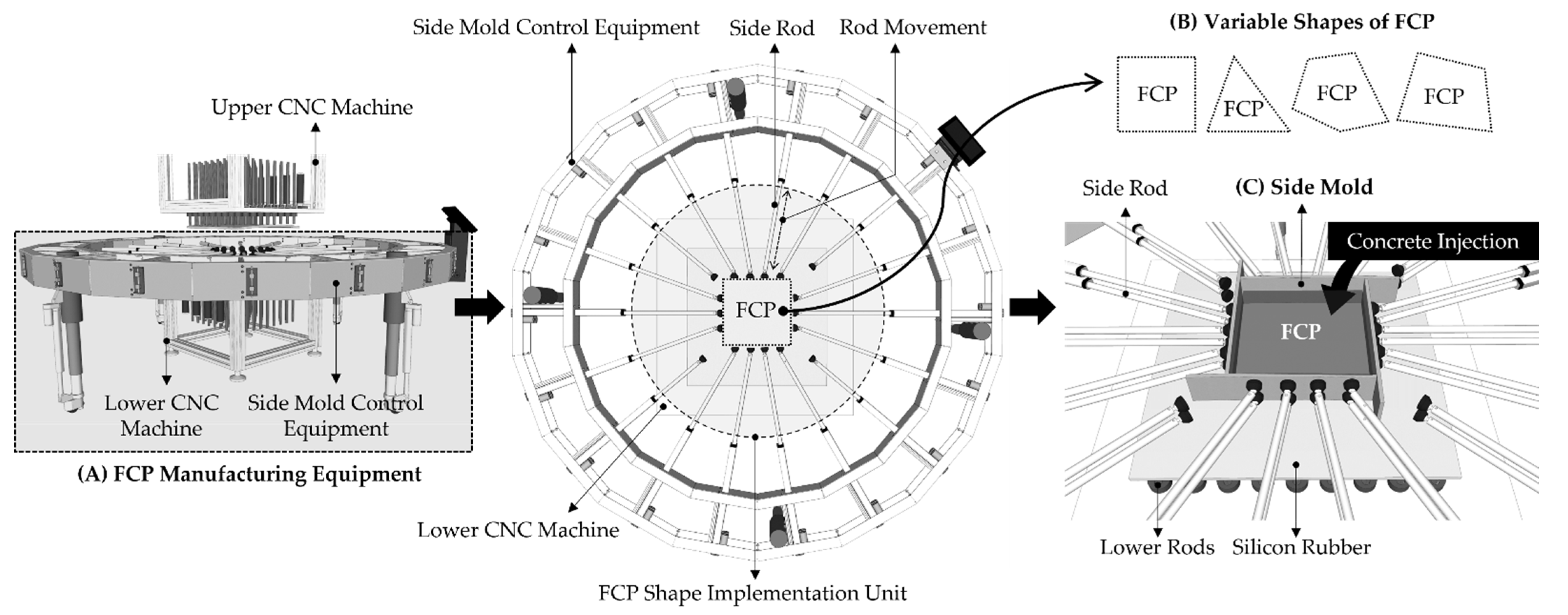
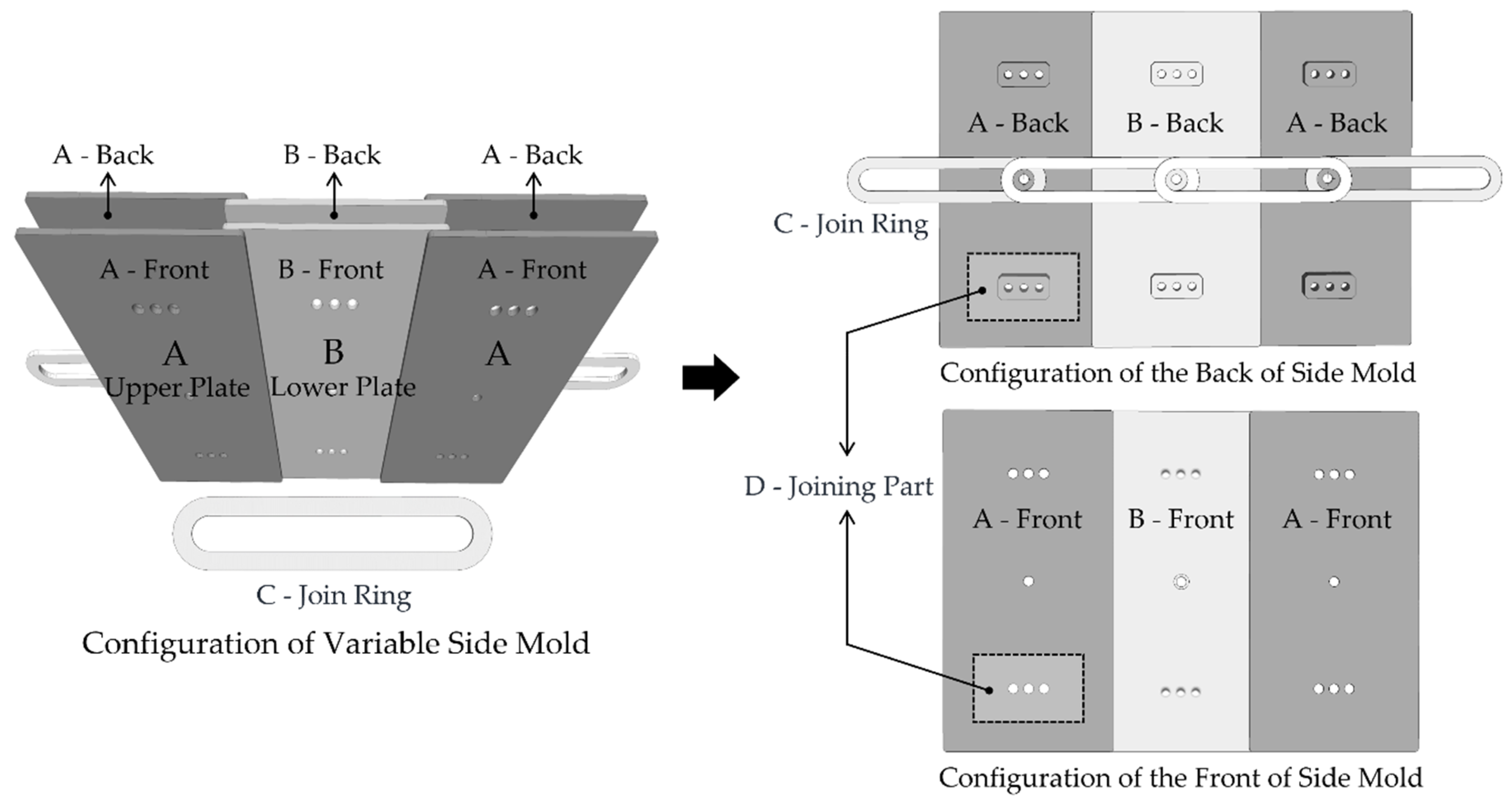
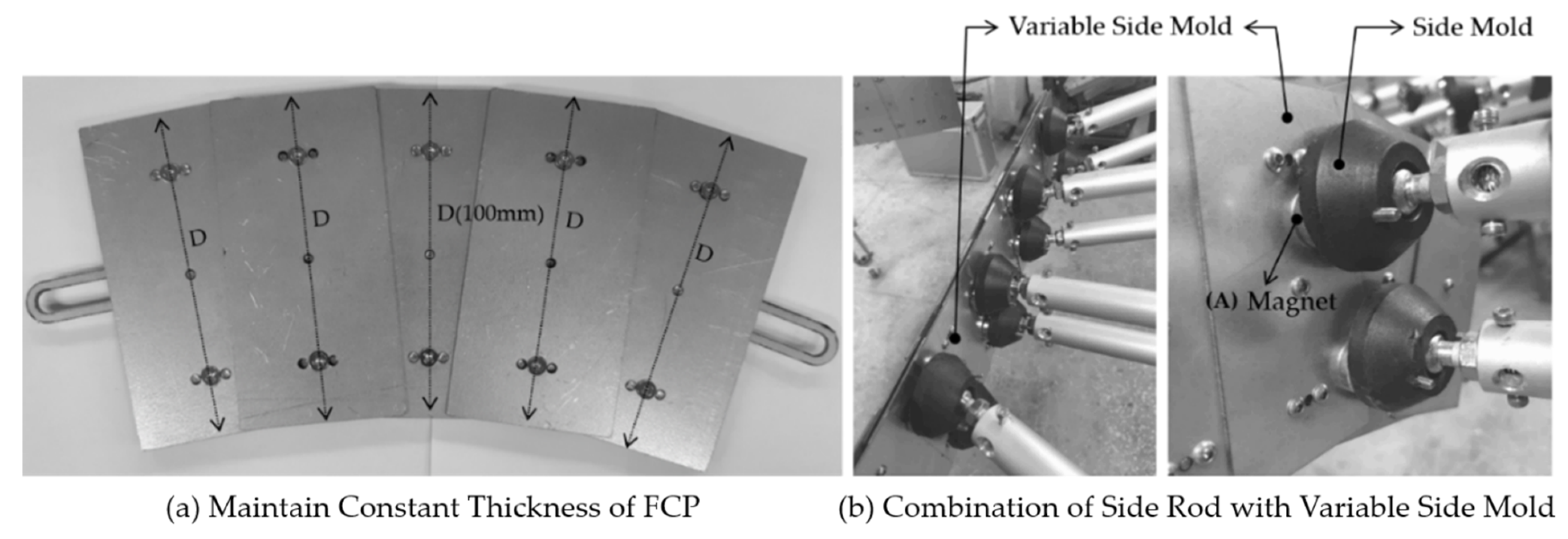
3.2. Equipment Design
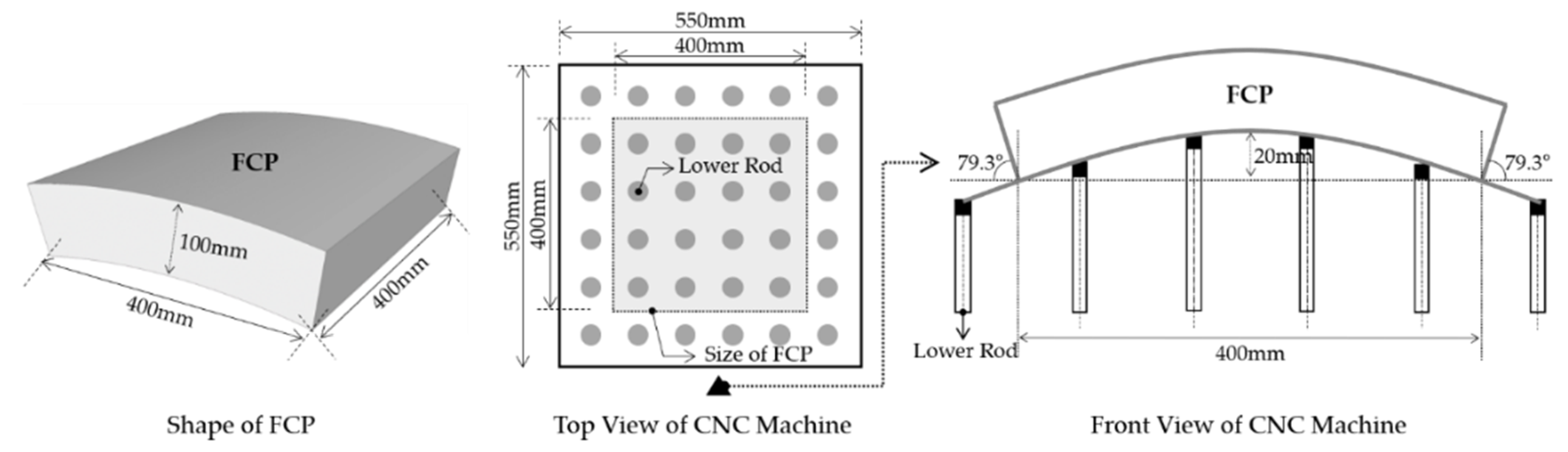
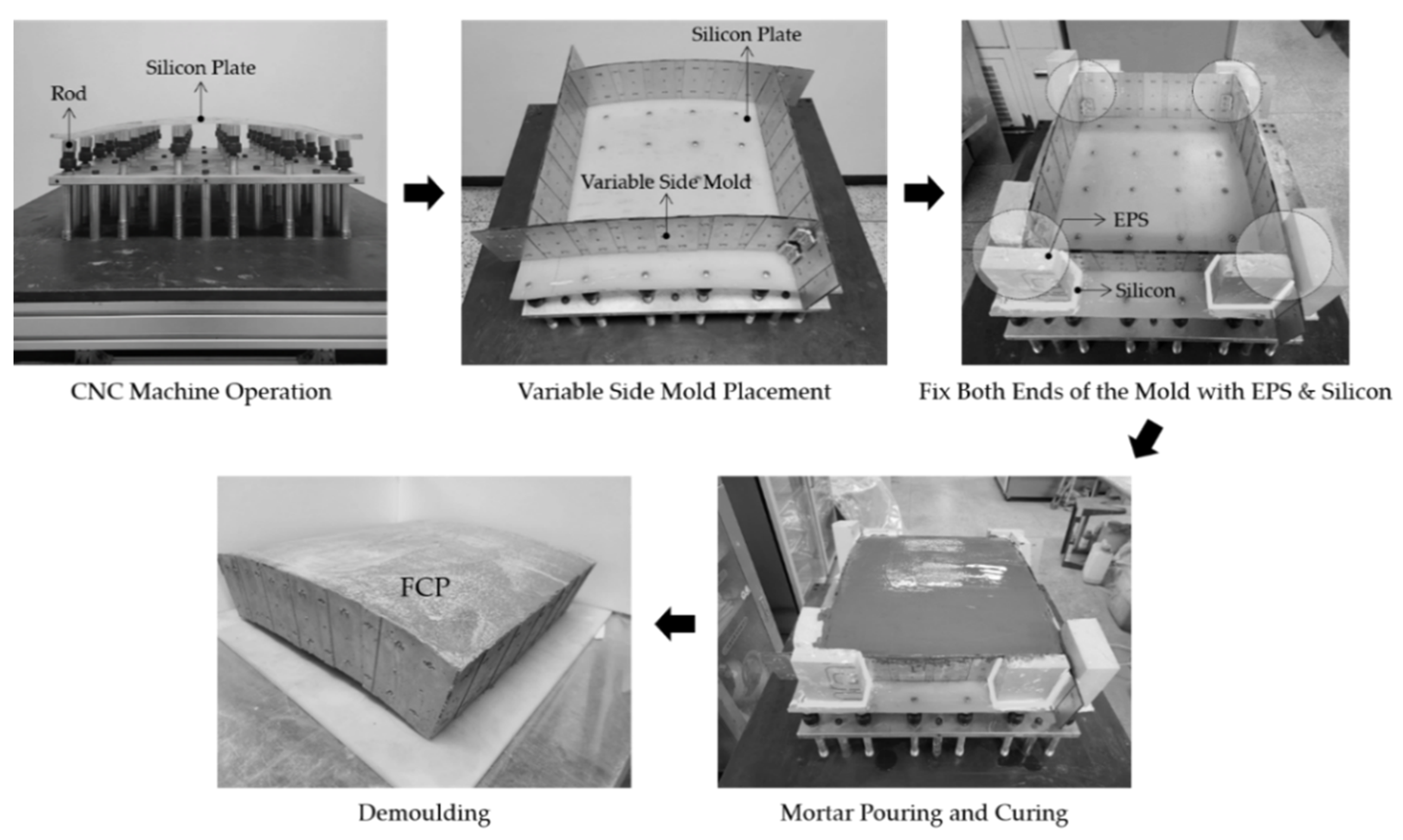
4. FCP Manufacturing Experiment Using Variable Side Mold
4.1. Variable Side Mold Testing Process
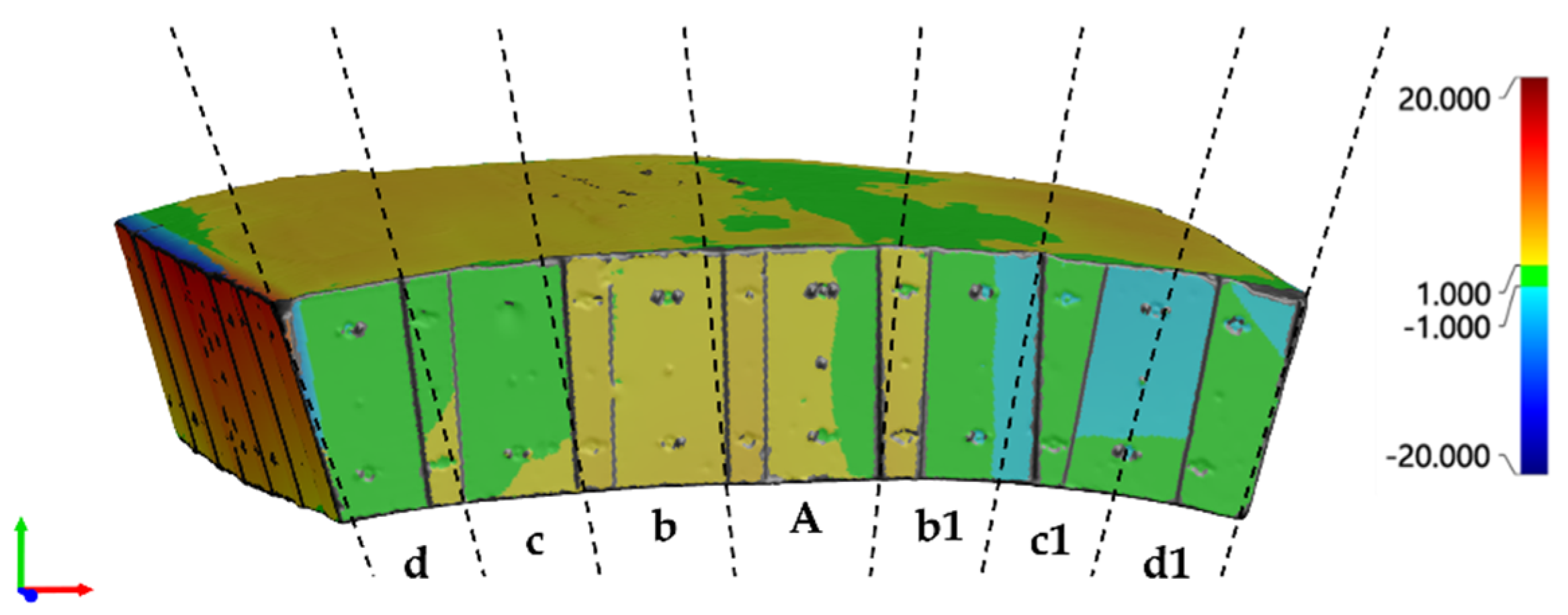
4.2. FCP Form Error Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lee, J.; Lee, K. A study on digital design process of the materialization of free form design architecture. J. Korean Digit. Archit. Inter. Assoc. 2011, 11, 13–19. Available online: https://www.koreascience.or.kr/article/JAKO201114348974665.page (accessed on 1 December 2021).
- Ryu, J. A study on evaluation index of the panelizing optimization for architectural freeform surfaces. J. Korea Acad.-Ind. Coop. Soc. 2017, 18, 287–294. [Google Scholar] [CrossRef]
- Lim, J.; Ock, J. A Study on the Optimization of the Free-Form Buildings Façade Panels. Korean J. Comput. Des. Eng. 2014, 19, 91–102. [Google Scholar] [CrossRef]
- Park, H. Use of concrete for iconic buildings. Rev. Archit. Build. Sci. 2016, 60, 34–39. Available online: http://www.dbpia.co.kr/journal/articleDetail?nodeId=NODE06598238 (accessed on 1 December 2021).
- Desert Rose Made of Concrete-National Museum of Qatar. Available online: https://www.bft-international.com/en/artikel/bft_Desert_rose_made_of_concrete_-_National_Museum_of_Qatar_3478877.html (accessed on 1 March 2020).
- Architectural Details: Jean Nouvel’s National Museum of Qatar. Available online: https://architizer.com/blog/practice/details/national-museum-of-qatar/ (accessed on 1 January 2020).
- All about the National Museum of Qatar: Museum with a Heart. Available online: https://www.designcommunication.net/architecture/all-about-the-national-museum-of-qatar-museum-with-a-heart (accessed on 1 March 2020).
- Lee, D. A Study of Construction and Management Technology of Free-Form Buildings. Ph.D. Thesis, Kyung Hee University of University of Architectural Engineering, Seoul, Korea, 2015. Available online: https://khis-primo.hosted.exlibrisgroup.com/permalink/f/mltik9/82KHU_ALMA21102907170004426 (accessed on 1 August 2020).
- Jeong, K.; Yun, J.; Kim, K.; Lee, D. Development of Operation Technology and Two-Sided Multi-Point Press Equipment for Improving Accuracy of FCP. Test Eng. Manag. 2020, 83, 4222–4233. Available online: https://scholar.google.com/scholar_lookup?title=Development+of+Operation+Technology+and+Two-Sided+Multi-Point+Press+Equipment+for+Improving+Accuracy+of+FCP&author=Jeong,+K.&author=Yun,+J.&author=Kim,+K.&author=Lee,+D.&publication_year=2020&journal=Test+Eng.+Manag.&volume=83&pages=59%E2%80%9364 (accessed on 1 December 2020).
- Mandle, P.; Winter, P.; Schmid, V. Free Forms in Composite Constructions, The New House of Music and Music Theatre in Graz; ECCS European Convention for Constructural Steelwork: Brussels, Belgium, 2008; pp. 1209–1214. Available online: https://scholar.google.com/scholar_lookup?title=Free+Forms+in+Composite+Constructions,+The+New+House+of+Music+and+Music+Theatre+in+Graz&author=Mandle,+P.&author=Winter,+P.&author=Schmid,+V.&publication_year=2008 (accessed on 1 December 2021).
- Lindsey, B.; Gehry, F.O. Digital Gehry. Englische Ausgabe: Material Resistance Digital Construction; Springer Science & Business Media: Berlin, Germany, 2001; pp. 19–22. Available online: https://scholar.google.com/scholar_lookup?title=Digital+Gehry.+Englische+Ausgabe.+Material+Resistance+Digital+Construction&author=Lindsey,+B.&author=Gehry,+F.&publication_year=2001 (accessed on 15 December 2021).
- Lee, D.; Jang, D.; Kim, S. Production Technology of Free-form Concrete Segments using Phase Change Material. Int. J. Adv. Comput. Sci. Appl. 2014, 4, 202–205. Available online: https://scholar.google.com/scholar_lookup?title=Production+Technology+of+Free-form+Concrete+Segments+using+Phase+Change+Material&author=Lee,+D.&author=Jang,+D.&author=Kim,+S.&publication_year=2014&journal=Int.+J.+Adv.+Comput.+Sci.+Appl.&volume=4&pages=202%E2%80%93205 (accessed on 1 August 2020).
- Lee, D.; Kim, S. Development of PCM-enabled a typical concrete segment production process. J. Reg. Assoc. Archit. Inst. Korea 2015, 17, 219–224. Available online: https://scholar.google.com/scholar?hl=ko&as_sdt=0%2C5&q=Development+of+PCM-enabled+a+typical+concrete+segment+production+process&btnG= (accessed on 1 August 2020).
- Lee, D.; Lee, S.; Kim, S. Composite Phase-Change Material Mold for Cost-Effective Production of Free-Form Concrete Panels. J. Constr. Eng. Manag. 2017, 143, 4017012. [Google Scholar] [CrossRef]
- Toyo Ito & Associates. Meiso no Mori Crematorium Gifu; SCRIBD: San Francisco, CA, USA, 2006; pp. 1–11. Available online: https://scholar.google.com/scholar_lookup?title=Meiso+no+Mori+Crematorium+Gifu&author=Toyo+Ito+%2526+Associates&publication_year=2006 (accessed on 1 December 2021).
- Schipper, H.; Janssen, B. Manufacturing Double-Curved Elements in Precast Concrete Using a Flexible Mould: First Experimental Results. In Proceedings of the FIB Symposium, Concrete Engineering for Excellence and Efficiency, Prague, Czech Republic, 8–10 June 2011; Available online: https://repository.tudelft.nl/islandora/object/uuid:fc718916-cecf-42a8-a3d9-0bb8c2c8fe02 (accessed on 15 December 2021).
- Verhaegh, R. Free Forms in Concrete Fabric. Master’s Thesis, Eindhoven University of Technology, Eindhoven, The Netherlands, 2010. Available online: https://scholar.google.com/scholar_lookup?title=Free+Forms+in+Concrete+Fabric&author=Verhaegh,+R.&publication_year=2010 (accessed on 1 December 2021).
- Sitnikov, V. Ice Formwork for High-Performance Concrete: A Model of Lean Production for Prefabricated Concrete Industry. Structures 2019, 18, 109–116. [Google Scholar] [CrossRef]
- Oesterle, S.; Vansteenkiste, A.; Mirjan, A. Zero Waste Free-Form Formwork. In Proceedings of the Second International Conference on Flexible Formwork, Bath, UK, 27–29 June 2012; Available online: https://www.research-collection.ethz.ch/handle/20.500.11850/62281 (accessed on 15 June 2021).
- Savvides, A. 3.F.S.T.(Free Form Formwork System Technology for Concrete Structures). Master’s Thesis, Budapest University of Technology and Economics, Budapest, Hungary, 2012. [Google Scholar]
- Yun, J.; Jeong, K.; Youn, J.; Lee, D. Development of Side Mold Control Equipment for Producing Free-Form Concrete Panels. Buildings 2021, 11, 175. [Google Scholar] [CrossRef]
- Jeong, K. Development of Two-Sided CNC and Side Mould Control Equipment for Automatic Manufacture of Free-Form Concrete Panel. Master’s Thesis, Hanbat National University, Daejeon, Korea, 2021. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Area | N | Mean | Std. Deviation | Std. Error | 95% Confidence Interval for Mean | Minimum | Maximum | |
|---|---|---|---|---|---|---|---|---|
| Lower Bound | Upper Bound | |||||||
| A | 40 | 0.4309 | 0.4036 | 0.0638 | 0.3019 | 0.5600 | 0.01 | 1.34 |
| B | 40 | 0.4998 | 0.3927 | 0.0621 | 0.3742 | 0.6254 | 0.01 | 1.34 |
| C | 40 | 0.5905 | 0.3253 | 0.0514 | 0.4864 | 0.6945 | 0.06 | 1.51 |
| D | 40 | 0.7079 | 0.3567 | 0.0564 | 0.5938 | 0.8219 | 0.27 | 1.60 |
| Total | 160 | 0.5573 | 0.3818 | 0.0302 | 0.4976 | 0.6169 | 0.01 | 1.60 |
| t | df | Sig (2-Tailed) | Mean Difference | Std. Error Difference | 95% Confidence Interval of the Difference | |
|---|---|---|---|---|---|---|
| Lower | Upper | |||||
| −3.252 | 78 | 0.002 | −0.27695 | 0.08516 | −0.44648 | −0.10742 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Youn, J.; Yun, J.; Kim, J.; Lee, D. Development of Variable Side Mold for Free-Form Concrete Panel Production. Buildings 2022, 12, 728. https://doi.org/10.3390/buildings12060728
Youn J, Yun J, Kim J, Lee D. Development of Variable Side Mold for Free-Form Concrete Panel Production. Buildings. 2022; 12(6):728. https://doi.org/10.3390/buildings12060728
Chicago/Turabian StyleYoun, Jongyoung, Jiyeong Yun, Jihye Kim, and Donghoon Lee. 2022. "Development of Variable Side Mold for Free-Form Concrete Panel Production" Buildings 12, no. 6: 728. https://doi.org/10.3390/buildings12060728
APA StyleYoun, J., Yun, J., Kim, J., & Lee, D. (2022). Development of Variable Side Mold for Free-Form Concrete Panel Production. Buildings, 12(6), 728. https://doi.org/10.3390/buildings12060728