
Printable and Mechanical Performance of 3D Printed Concrete Employing Multiple Industrial Wastes

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Orthogonal Experimental Design of Mix Proportion
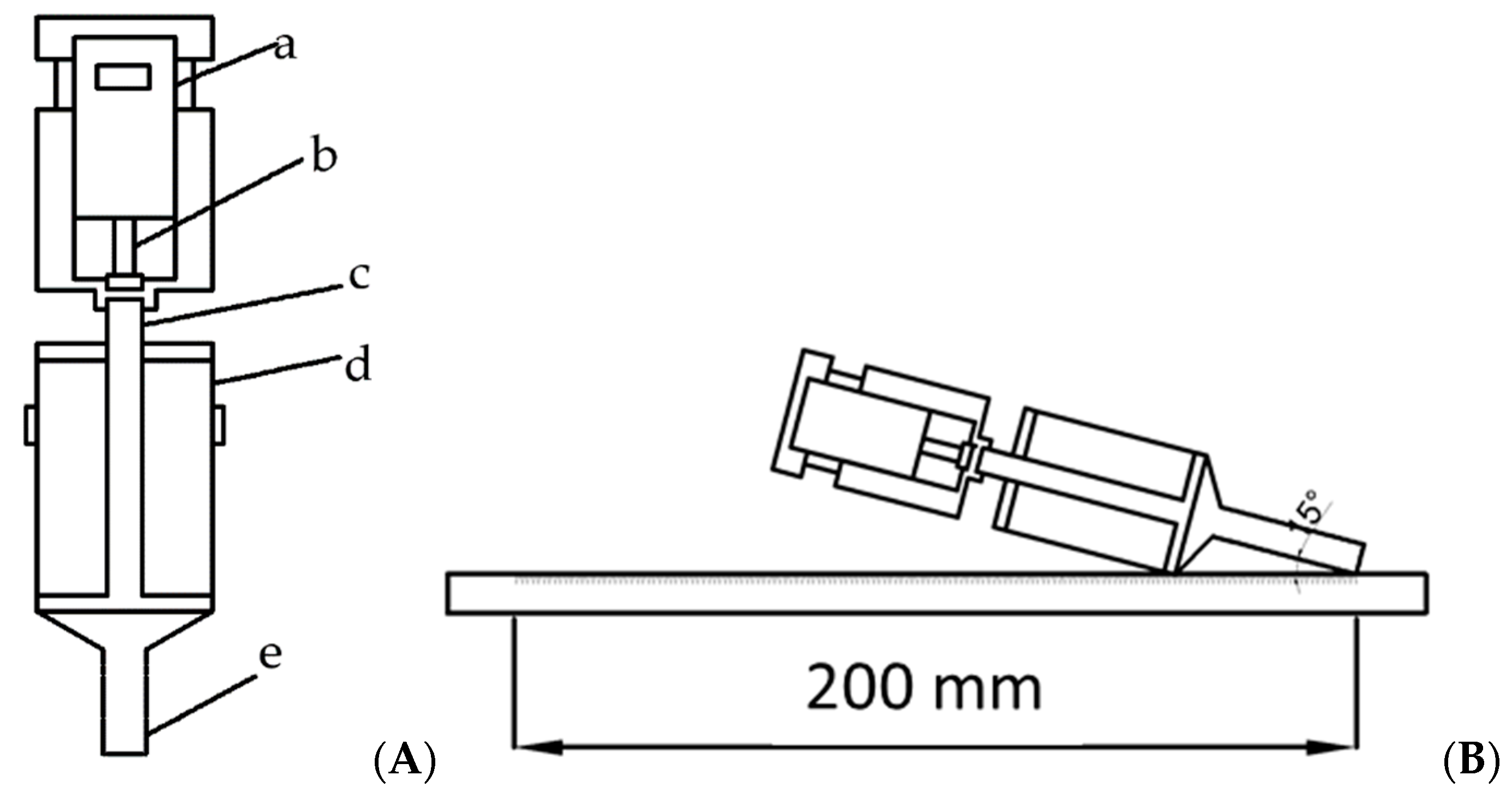
2.3. Flowability and Slump Test
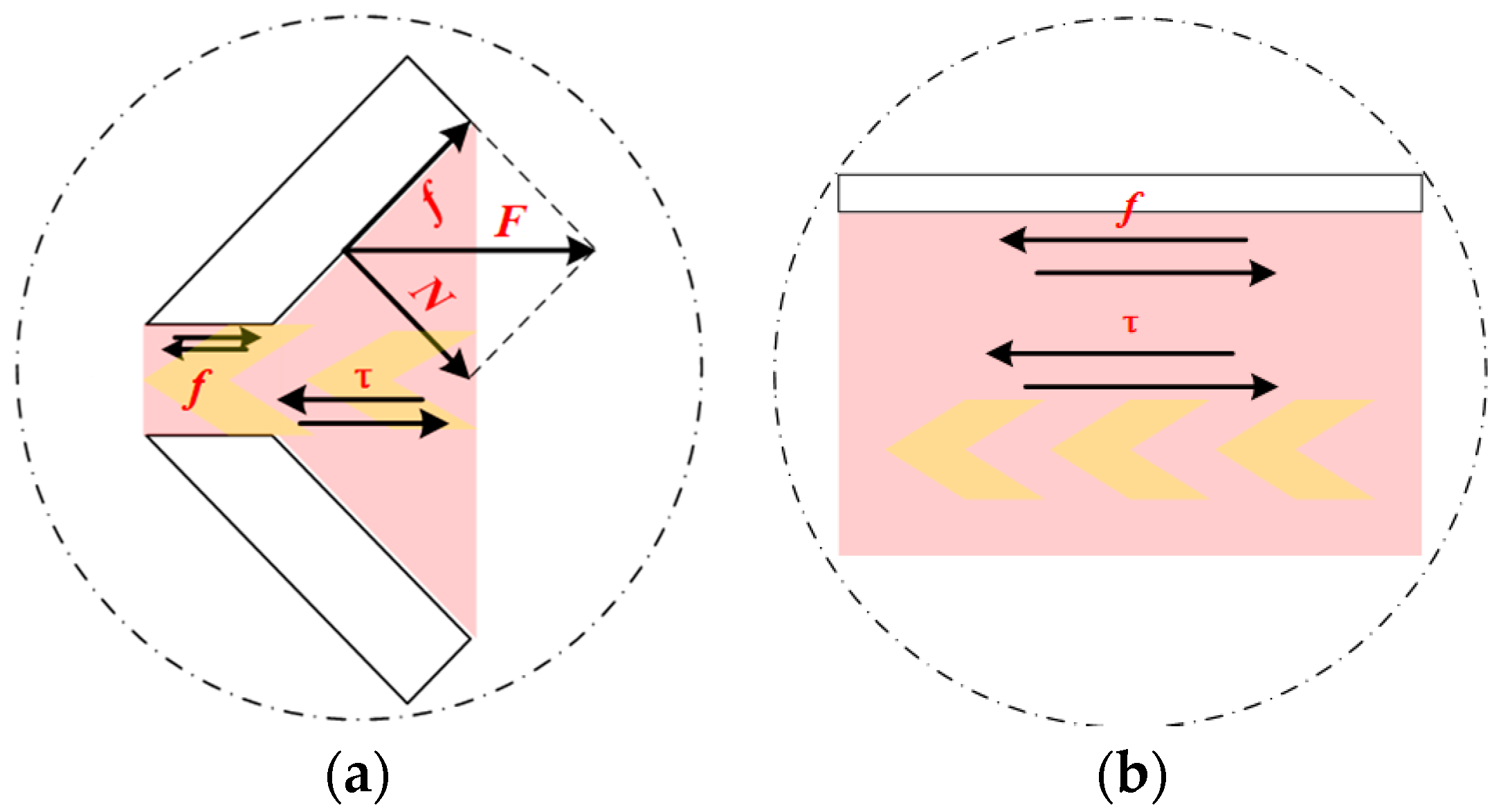
2.4. Printable Performance Evaluation Method
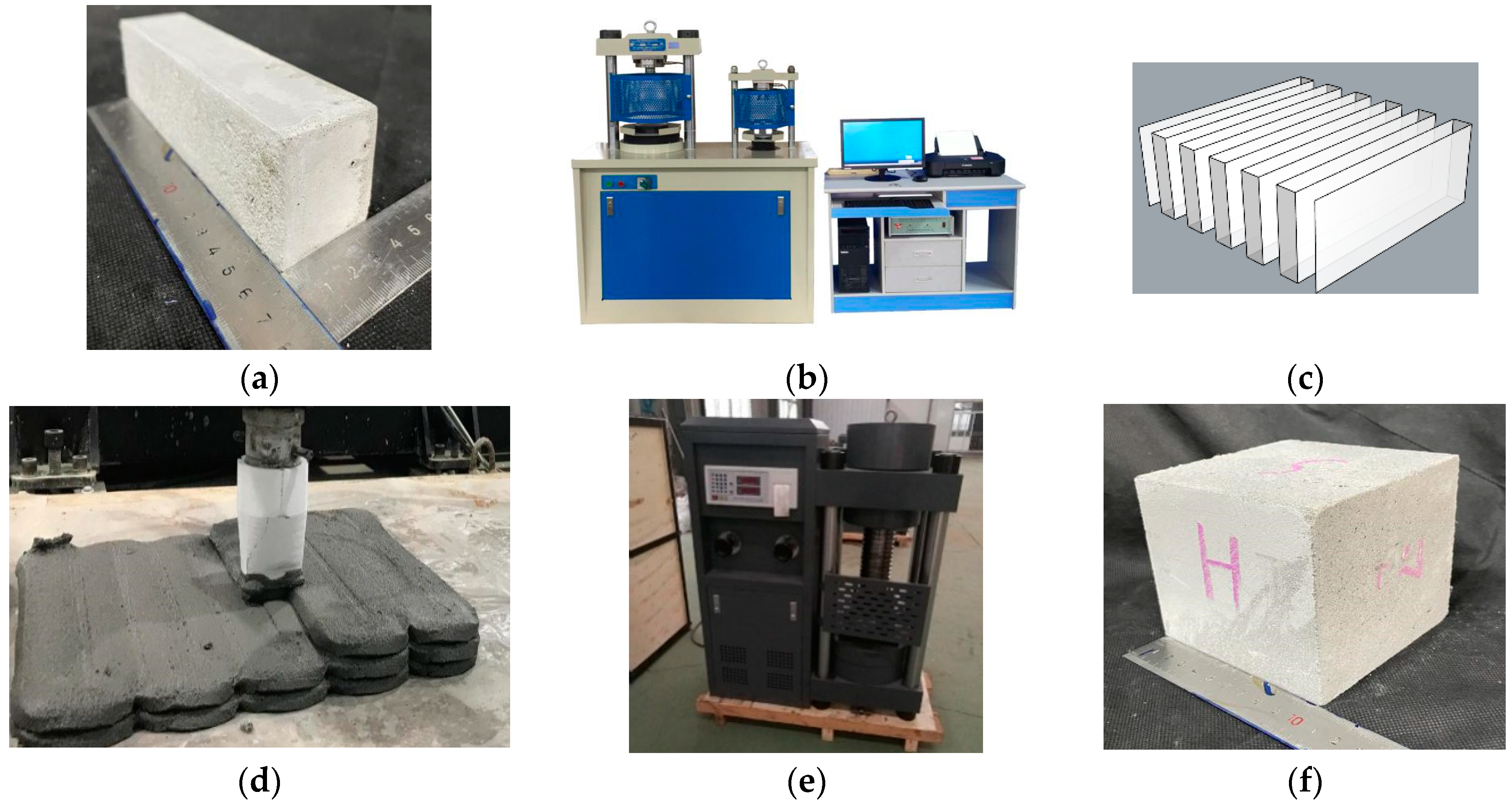
2.5. Mechanical Performance Test
3. Results and Discussion
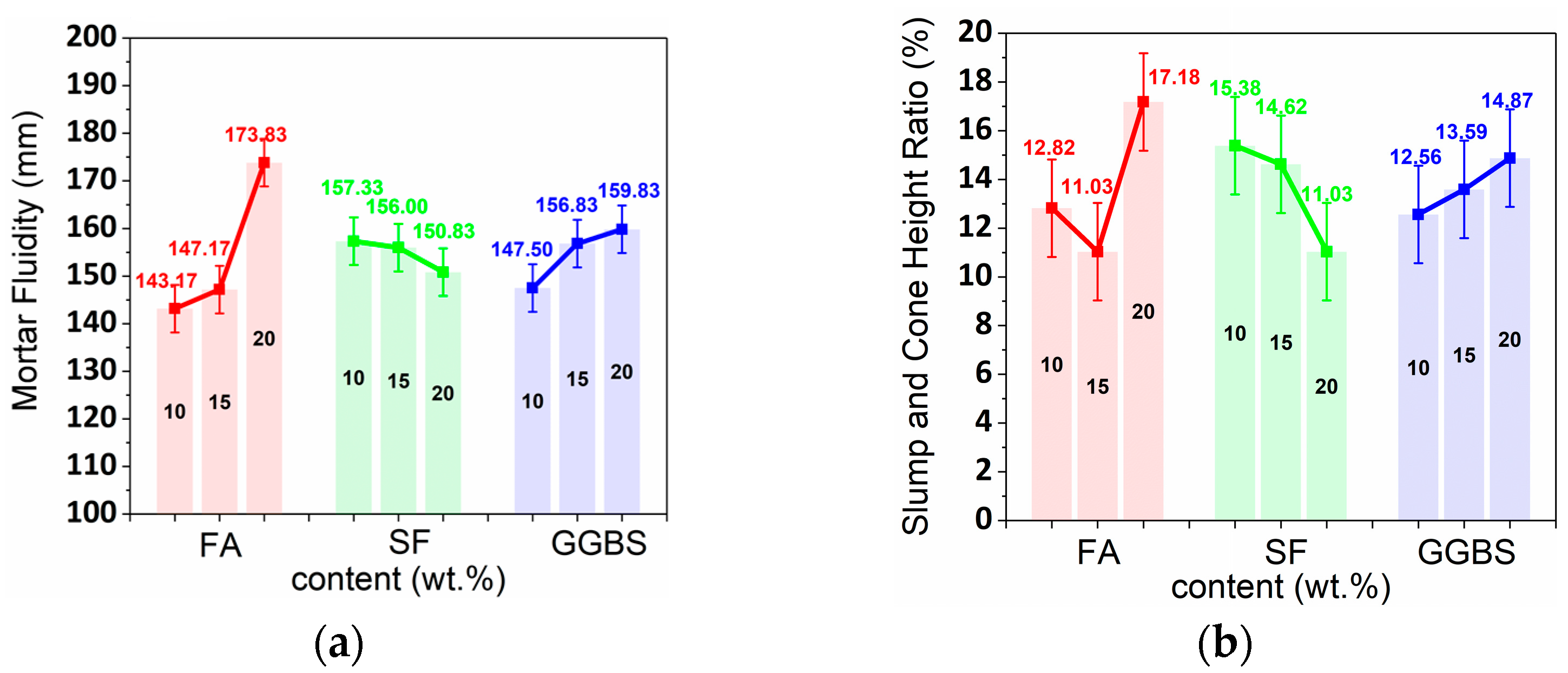
3.1. Analysis of Flowability and Slump
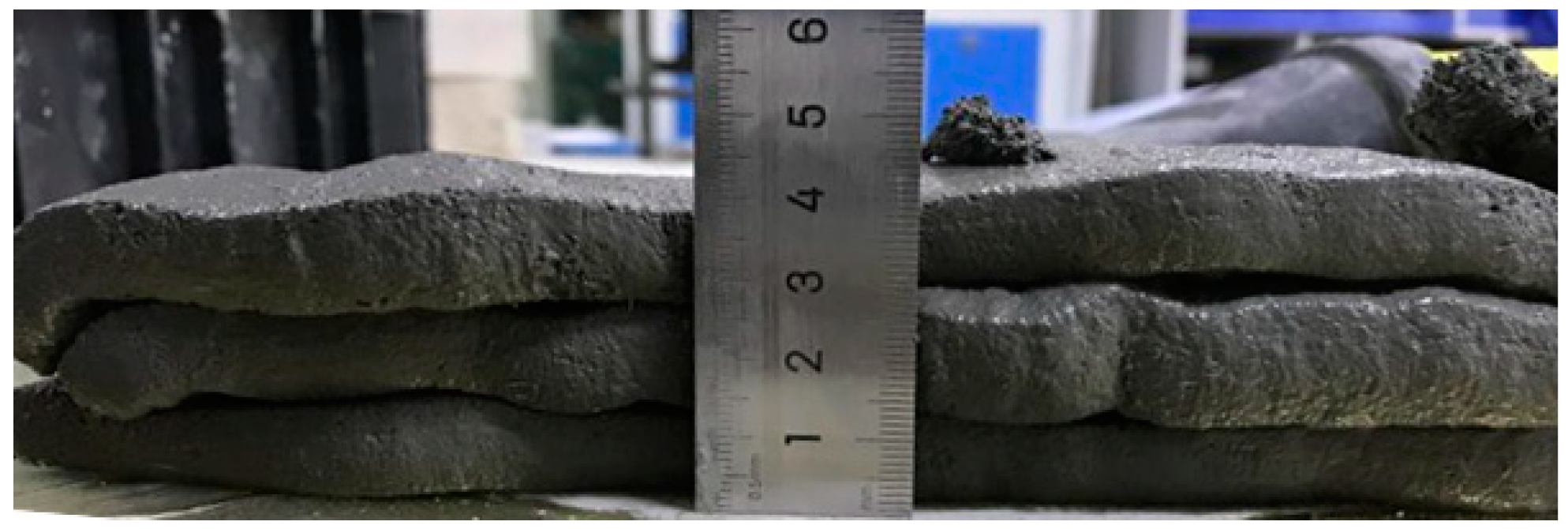
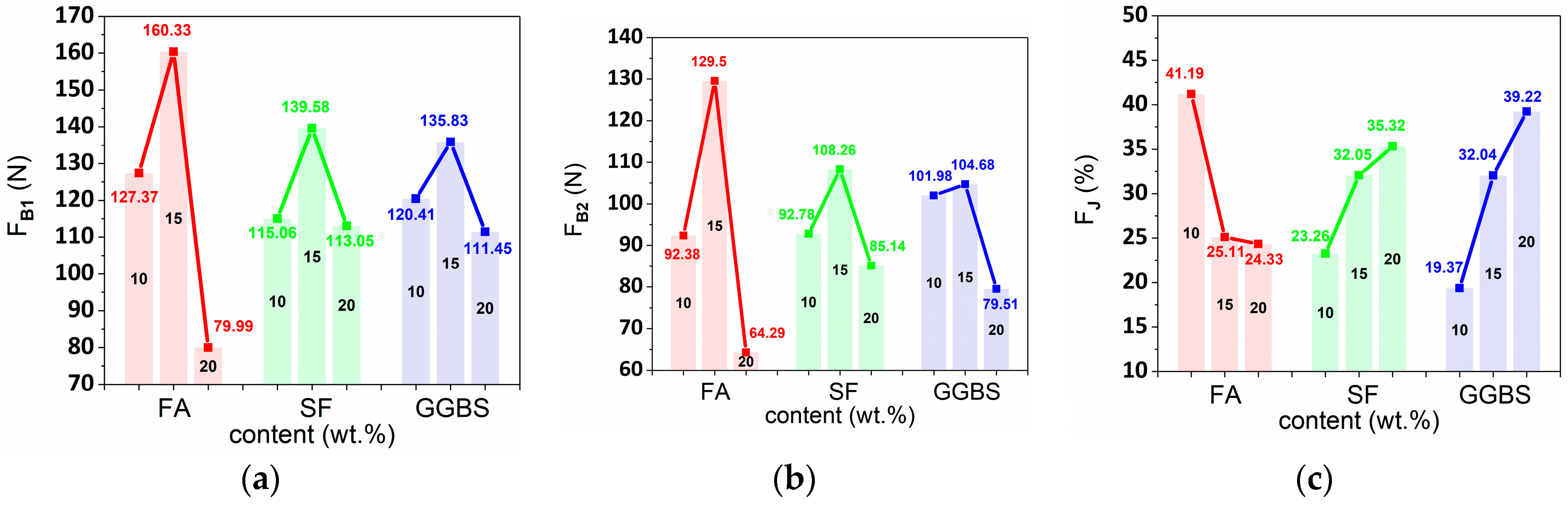
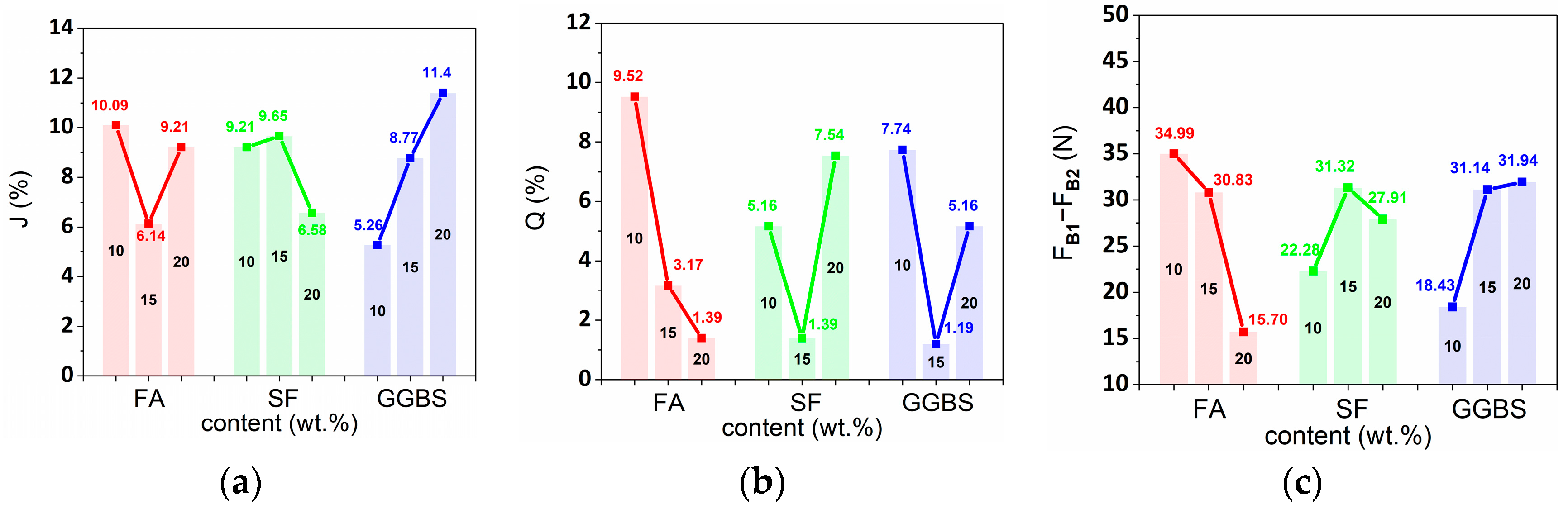
3.2. Analysis of Printable Performance
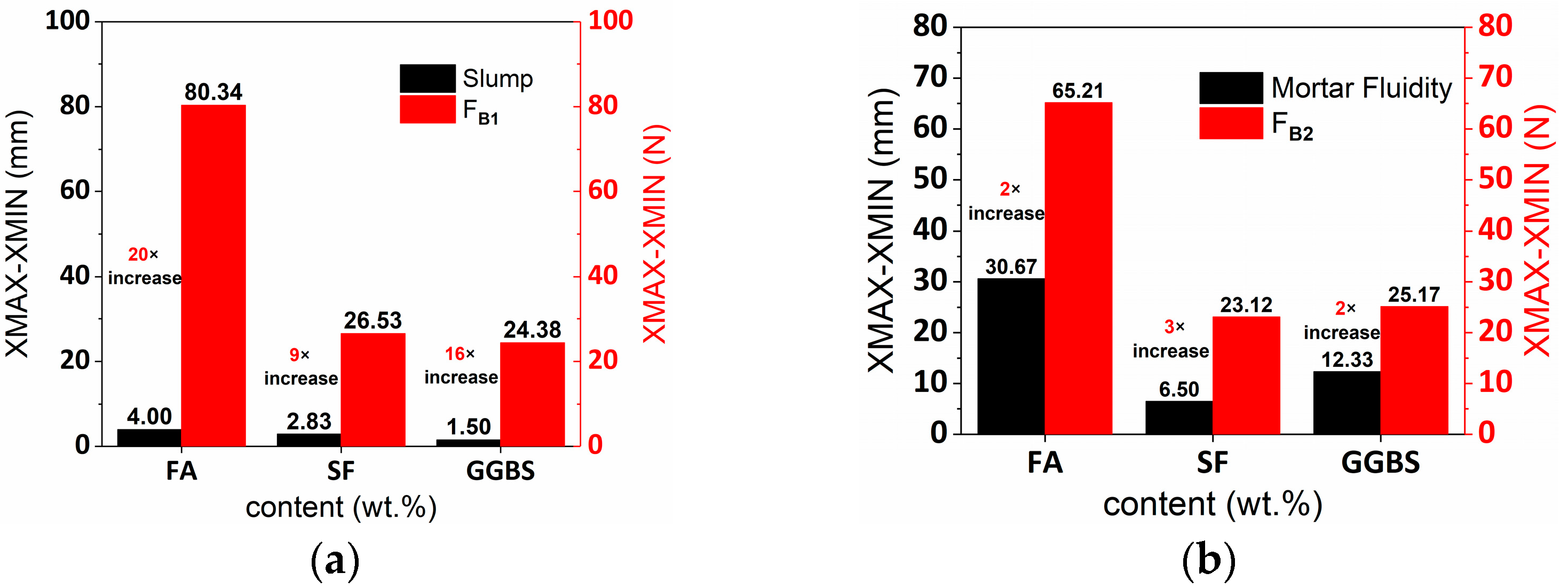
3.3. Sensitivity Comparison Analysis
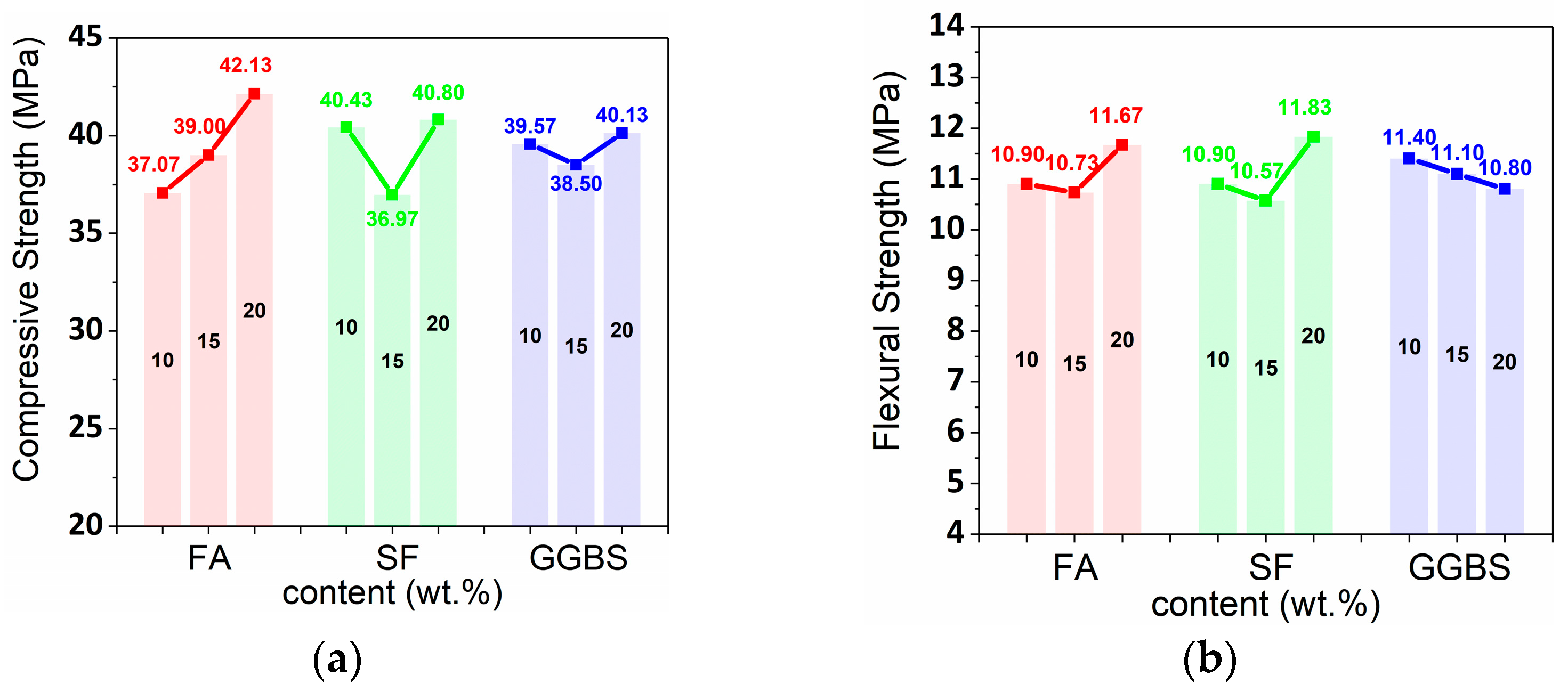
3.4. Analysis of Mechanical Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, W.; Tang, Z. Numerical modeling of response of CFRP–Concrete interfaces subjected to fatigue loading. J. Compos. Constr. 2021, 25, 04021043. [Google Scholar] [CrossRef]
- Huang, H.; Huang, M.; Zhang, W.; Yang, S. Experimental study of predamaged columns strengthened by HPFL and BSP under combined load cases. Struct. Infrastruct. Eng. 2021, 17, 1210–1227. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, Y.; Zhang, L.; Guo, B.; Fan, G.; Guan, X.; Zhao, R. Revealing the doping mechanism of barium in sulfoaluminate cement clinker phases. J. Clean. Prod. 2021, 295, 126405. [Google Scholar] [CrossRef]
- Sun, J.; Wang, X.; Zhang, J.; Xiao, F.; Sun, Y.; Ren, Z.; Zhang, G.; Liu, S.; Wang, Y. Multi-objective optimisation of a graphite-slag conductive composite applying a BAS-SVR based model. J. Build. Eng. 2021, 44, 103223. [Google Scholar] [CrossRef]
- Zhang, C.; Ali, A. The advancement of seismic isolation and energy dissipation mechanisms based on friction. Soil Dyn. Earthq. Eng. 2021, 146, 106746. [Google Scholar] [CrossRef]
- Zhao, R.; Zhang, L.; Guo, B.; Chen, Y.; Fan, G.; Jin, Z.; Guan, X.; Zhu, J. Unveiling substitution preference of chromium ions in sulphoaluminate cement clinker phases. Compos. Part B Eng. 2021, 222, 109092. [Google Scholar] [CrossRef]
- Xu, D.; Liu, Q.; Qin, Y.; Chen, B. Analytical Approach for Crack Identification of Glass Fiber Reinforced Polymer–Sea Sand Concrete Composite Structures Based on Strain Dissipations. Struct. Health Monit. 2020. Available online: https://journals.sagepub.com/doi/abs/10.1177/1475921720974290 (accessed on 9 February 2022). [CrossRef]
- Mou, B.; Bai, Y. Experimental investigation on shear behavior of steel beam-to-CFST column connections with irregular panel zone. Eng. Struct. 2018, 168, 487–504. [Google Scholar] [CrossRef]
- Wu, C.; Wu, P.; Wang, J.; Jiang, R.; Chen, M.; Wang, X. Ontological knowledge base for concrete bridge rehabilitation project management. Autom. Constr. 2021, 121, 103428. [Google Scholar] [CrossRef]
- Wu, C.; Wu, P.; Wang, J.; Jiang, R.; Chen, M.; Wang, X. Critical review of data-driven decision-making in bridge operation and maintenance. Struct. Infrastruct. Eng. 2020, 18, 47–70. [Google Scholar] [CrossRef]
- Hou, L.; Wu, S.; Zhang, G.; Tan, Y.; Wang, X. Literature review of digital twins applications in construction workforce safety. Appl. Sci. 2020, 11, 339. [Google Scholar] [CrossRef]
- Liu, J.; Wu, C.; Wu, G.; Wang, X. A novel differential search algorithm and applications for structure design. Appl. Math. Comput. 2015, 268, 246–269. [Google Scholar] [CrossRef]
- Wang, L.; Yuan, J.; Wu, C.; Wang, X. Practical algorithm for stochastic optimal control problem about microbial fermentation in batch culture. Optim. Lett. 2019, 13, 527–541. [Google Scholar] [CrossRef]
- Xu, S.; Wang, J.; Shou, W.; Ngo, T.; Sadick, A.-M.; Wang, X. Computer vision techniques in construction: A critical review. Arch. Comput. Methods Eng. 2021, 28, 3383–3397. [Google Scholar] [CrossRef]
- Singh, V.; Gu, N.; Wang, X. A theoretical framework of a BIM-based multi-disciplinary collaboration platform. Autom. Constr. 2011, 20, 134–144. [Google Scholar] [CrossRef]
- Tsai, Y.-H.; Wang, J.; Chien, W.-T.; Wei, C.-Y.; Wang, X.; Hsieh, S.-H. A BIM-based approach for predicting corrosion under insulation. Autom. Constr. 2019, 107, 102923. [Google Scholar] [CrossRef]
- Sun, J.; Ma, Y.; Li, J.; Zhang, J.; Ren, Z.; Wang, X. Machine learning-aided design and prediction of cementitious composites containing graphite and slag powder. J. Build. Eng. 2021, 43, 102544. [Google Scholar] [CrossRef]
- Sun, J.; Wang, F.; Yao, X.; Ren, Z.; Zhang, G.; Zhang, C.; Chen, X.; Ma, W.; Wang, X. Machine-Learning-Aided Prediction of Flexural Strength and ASR Expansion for Waste Glass Cementitious Composite. Appl. Sci. 2021, 11, 6686. [Google Scholar] [CrossRef]
- Sun, Y.; Li, G.; Zhang, J.; Sun, J.; Huang, J.; Taherdangkoo, R. New Insights of Grouting in Coal Mass: From Small-Scale Experiments to Microstructures. Sustainability 2021, 13, 9315. [Google Scholar] [CrossRef]
- Ma, W.; Wang, X.; Wang, J.; Xiang, X.; Sun, J. Generative Design in Building Information Modelling (BIM): Approaches and Requirements. Sensors 2021, 21, 5439. [Google Scholar] [CrossRef]
- Sun, J.; Wang, Y.; Liu, S.; Dehghani, A.; Xiang, X.; Wei, J.; Wang, X. Mechanical, chemical and hydrothermal activation for waste glass reinforced cement. Constr. Build. Mater. 2021, 301, 124361. [Google Scholar] [CrossRef]
- Tang, Y.; Feng, W.; Chen, Z.; Nong, Y.; Guan, S.; Sun, J. Fracture behavior of a sustainable material: Recycled concrete with waste crumb rubber subjected to elevated temperatures. J. Clean. Prod. 2021, 318, 128553. [Google Scholar] [CrossRef]
- Sun, J.; Lin, S.; Zhang, G.; Sun, Y.; Zhang, J.; Chen, C.; Morsy, A.M.; Wang, X. The effect of graphite and slag on electrical and mechanical properties of electrically conductive cementitious composites. Constr. Build. Mater. 2021, 281, 122606. [Google Scholar] [CrossRef]
- Sun, J.; Huang, Y.; Aslani, F.; Wang, X.; Ma, G. Mechanical enhancement for EMW-absorbing cementitious material using 3D concrete printing. J. Build. Eng. 2021, 41, 102763. [Google Scholar] [CrossRef]
- Sun, J.; Aslani, F.; Wei, J.; Wang, X. Electromagnetic absorption of copper fiber oriented composite using 3D printing. Constr. Build. Mater. 2021, 300, 124026. [Google Scholar] [CrossRef]
- Sun, J.; Aslani, F.; Lu, J.; Wang, L.; Huang, Y.; Ma, G. Fibre-reinforced lightweight engineered cementitious composites for 3D concrete printing. Ceram. Int. 2021, 47, 27107–27121. [Google Scholar] [CrossRef]
- Li, J.; Qin, Q.; Sun, J.; Ma, Y.; Li, Q. Mechanical and conductive performance of electrically conductive cementitious composite using graphite, steel slag, and GGBS. Struct. Concr. 2020, 23, 533–547. [Google Scholar] [CrossRef]
- Zhang, J.; Sun, Y.; Li, G.; Wang, Y.; Sun, J.; Li, J. Machine-Learning-Assisted Shear Strength Prediction of Reinforced Concrete Beams with and without Stirrups. Eng. Comput. 2020. Available online: https://link.springer.com/article/10.1007/s00366-020-01076-x (accessed on 9 February 2022). [CrossRef]
- Sun, Y.; Li, G.; Zhang, J.; Sun, J.; Xu, J. Development of an ensemble intelligent model for assessing the strength of cemented paste backfill. Adv. Civ. Eng. 2020, 2020, 1643529. [Google Scholar] [CrossRef]
- Aslani, F.; Sun, J.; Huang, G. Mechanical behavior of fiber-reinforced self-compacting rubberized concrete exposed to elevated temperatures. J. Mater. Civ. Eng. 2019, 31, 04019302. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Aslani, F.; Sun, J.; Bromley, D.; Ma, G. Fiber-reinforced lightweight self-compacting concrete incorporating scoria aggregates at elevated temperatures. Struct. Concr. 2019, 20, 1022–1035. [Google Scholar] [CrossRef]
- Aslani, F.; Hou, L.; Nejadi, S.; Sun, J.; Abbasi, S. Experimental analysis of fiber-reinforced recycled aggregate self-compacting concrete using waste recycled concrete aggregates, polypropylene, and steel fibers. Struct. Concr. 2019, 20, 1670–1683. [Google Scholar] [CrossRef]
- Sun, J.; Huang, Y.; Aslani, F.; Ma, G. Properties of a double-layer EMW-absorbing structure containing a graded nano-sized absorbent combing extruded and sprayed 3D printing. Constr. Build. Mater. 2020, 261, 120031. [Google Scholar] [CrossRef]
- Sun, J.; Huang, Y.; Aslani, F.; Ma, G. Electromagnetic wave absorbing performance of 3D printed wave-shape copper solid cementitious element. Cem. Concr. Compos. 2020, 114, 103789. [Google Scholar] [CrossRef]
- Arabshahi, M.; Wang, D.; Wang, Y.; Rahnamayiezekavat, P.; Tang, W.; Wang, X. A Governance Framework to Assist with the Adoption of Sensing Technologies in Construction. Sensors 2022, 22, 260. [Google Scholar] [CrossRef] [PubMed]
- Ma, G.; Sun, J.; Aslani, F.; Huang, Y.; Jiao, F. Review on electromagnetic wave absorbing capacity improvement of cementitious material. Constr. Build. Mater. 2020, 262, 120907. [Google Scholar] [CrossRef]
- Feng, W.; Wang, Y.; Sun, J.; Tang, Y.; Wu, D.; Jiang, Z.; Wang, J.; Wang, X. Prediction of thermo-mechanical properties of rubber-modified recycled aggregate concrete. Constr. Build. Mater. 2022, 318, 125970. [Google Scholar] [CrossRef]
- Zhang, G.; Chen, C.; Li, K.; Xiao, F.; Sun, J.; Wang, Y.; Wang, X. Multi-objective optimisation design for GFRP tendon reinforced cemented soil. Constr. Build. Mater. 2022, 320, 126297. [Google Scholar] [CrossRef]
- Arabshahi, M.; Wang, D.; Sun, J.; Rahnamayiezekavat, P.; Tang, W.; Wang, Y.; Wang, X. Review on Sensing Technology Adoption in the Construction Industry. Sensors 2021, 21, 8307. [Google Scholar] [CrossRef]
- GB175-2007; Common Portland Cement. China Standards Press: Beijing, China, 2007.
- GB/T 1596-2017; Fly Ash Used for Cement and Concrete. China Standards Press: Beijing, China, 2017.
- GB/T18046-2017; Granulated Blast Furnace Slag Powder for Cement, Mortar and Concrete. China Standards Press: Beijing, China, 2017.
- GB/T 18736-2002; Mineral Admixtures for High Strength and High Performance Concrete. China Standards Press: Beijing, China, 2002.
- GB/T 14684-2011; Sand for Construction. China Standards Press: Beijing, China, 2011.
- GB/T2419-2005; Chinese Standards, Test Method for Fluidity of Cement Mortar. Chinese Standards Association: Beijing, China, 2005.
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef] [Green Version]
- ISO 679:2009; Cement-Test Methods—Determination of Strength. International Organization for Standardization (ISO): Geneva, Switzerland, 2009.
- GB/T 50082-2009; Standard for Test Methods of Long-term Performance and Durability of Ordinary Concrete. China Standards Press: Beijing, China, 2009.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precursors | Content (wt.%) | Specific Surface Area (m2/kg) | Fineness of 45 μm Sieve Residue (%) | Density (kg/m3) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | Loss | MgO | SO3 | K2O | Na2O | Cl− | ||||
| cement | 19.4–21.5 | 4.1–4.9 | 2.8–2.9 | 61.9–64.2 | 1.9–2.0 | 1.1–1.2 | 3.0–3.2 | 0.6–0.7 | 0.1–0.2 | 0.01–0.02 | 350–400 | - | 2800–3200 |
| FA | 43–54 | 28–34 | 8–13 | 0.4–0.5 | 1.6–4.7 | 1.1–2.3 | 0.5–1.2 | 2–4 | 0.8–1.5 | 0.01–0.02 | - | 6.7–7.3 | 2400–2500 |
| SF | 93–97 | - | - | 0.26–0.28 | 1.0–1.1 | - | - | - | - | 0.01–0.02 | 20,000–27,000 | 2.2–4.1 | 320–380 |
| GGBS | 34.7–38.2 | 9.1–10.2 | 0.5–0.7 | 38.8–40.5 | 0.6–0.8 | 9.9–11.1 | 0.1–1.8 | 0.12–0.14 | 0.24–0.29 | 0.01–0.04 | 420–480 | 5.8–7.5 | 2800–2900 |
| Diameter (μm) | Length (mm) | Density (kg/m3) | Elastic Modulus (GPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|
| 30 | 6 | 1.2–1.3 | 40–42 | 1600–1640 | 4–6 |
| Number | Components (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Cement | FA | SF | GGBS | Sand | Water | Polycarboxylate Superplasticizer | PVA Fiber | Hydroxypropyl Methylcellulose | |
| 0 | 100 | 0 | 0 | 0 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 1 | 70 | 10 | 10 | 10 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 2 | 55 | 10 | 15 | 20 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 3 | 55 | 10 | 20 | 15 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 4 | 55 | 15 | 10 | 20 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 5 | 55 | 15 | 15 | 15 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 6 | 55 | 15 | 20 | 10 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 7 | 55 | 20 | 10 | 15 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 8 | 55 | 20 | 15 | 10 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| 9 | 40 | 20 | 20 | 20 | 130 | 36 | 0.23 | 0.21 | 0.016 |
| Test Group | Components (wt.%) | D (mm) | H (mm) | ||
|---|---|---|---|---|---|
| FA | SF | GGBS | |||
| 1 | 10 | 10 | 10 | 130.5 | 7.5 |
| 2 | 10 | 15 | 20 | 158 | 11.5 |
| 3 | 10 | 20 | 15 | 141 | 6 |
| 4 | 15 | 10 | 20 | 154.5 | 8.5 |
| 5 | 15 | 15 | 15 | 142.5 | 6.5 |
| 6 | 15 | 20 | 10 | 144.5 | 6.5 |
| 7 | 20 | 10 | 15 | 187 | 14 |
| 8 | 20 | 15 | 10 | 167.5 | 10.5 |
| 9 | 20 | 20 | 20 | 167 | 9 |
| Control | 0 | 0 | 0 | 172 | 10.5 |
| Test Group | Components (wt.%) | FB1 (N) | FB2 (N) | FJ (%) | J (%) | Q (%) | ||
|---|---|---|---|---|---|---|---|---|
| FA | SF | GGBS | ||||||
| 1 | 10 | 10 | 10 | 133.5 | 115.9 | 15.19% | 5.26% | 10.71% |
| 2 | 10 | 15 | 20 | 118.8 | 80.7 | 47.21% | 18.42% | 9.52% |
| 3 | 10 | 20 | 15 | 129.8 | 80.5 | 61.24% | 6.58% | 8.33% |
| 4 | 15 | 10 | 20 | 140.4 | 100.1 | 40.26% | 7.89% | 3.57% |
| 5 | 15 | 15 | 15 | 206.4 | 171.2 | 20.56% | 5.26% | −5.95% |
| 6 | 15 | 20 | 10 | 134.2 | 117.2 | 14.51% | 5.26% | 11.90% |
| 7 | 20 | 10 | 15 | 71.3 | 62.3 | 14.45% | 14.47% | 1.19% |
| 8 | 20 | 15 | 10 | 93.5 | 72.8 | 28.43% | 5.26% | 0.60% |
| 9 | 20 | 20 | 20 | 75.2 | 57.7 | 30.33% | 7.89% | 2.38% |
| Control | 0 | 0 | 0 | 233.0 | 185.9 | 25.34% | 13.16% | 0.00% |
| Test Group | Components (wt.%) | Compressive Strength (MPa) | Flexural Strength (MPa) | ||
|---|---|---|---|---|---|
| FA | SF | GGBS | |||
| 1 | 10 | 10 | 10 | 32.8 | 11.1 |
| 2 | 10 | 15 | 20 | 35.7 | 10.1 |
| 3 | 10 | 20 | 15 | 42.7 | 11.5 |
| 4 | 15 | 10 | 20 | 45.9 | 10.1 |
| 5 | 15 | 15 | 15 | 30.2 | 10.3 |
| 6 | 15 | 20 | 10 | 40.9 | 11.8 |
| 7 | 20 | 10 | 15 | 42.6 | 11.5 |
| 8 | 20 | 15 | 10 | 45.0 | 11.3 |
| 9 | 20 | 20 | 20 | 38.8 | 12.2 |
| Control | 0 | 0 | 0 | 25.9 | 9.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Zhai, M.; Yao, X.; Wu, Q.; Yang, M.; Wang, X.; Huang, J.; Zhao, H. Printable and Mechanical Performance of 3D Printed Concrete Employing Multiple Industrial Wastes. Buildings 2022, 12, 374. https://doi.org/10.3390/buildings12030374
Wang B, Zhai M, Yao X, Wu Q, Yang M, Wang X, Huang J, Zhao H. Printable and Mechanical Performance of 3D Printed Concrete Employing Multiple Industrial Wastes. Buildings. 2022; 12(3):374. https://doi.org/10.3390/buildings12030374
Chicago/Turabian StyleWang, Bolin, Mingang Zhai, Xiaofei Yao, Qing Wu, Min Yang, Xiangyu Wang, Jizhuo Huang, and Hongyu Zhao. 2022. "Printable and Mechanical Performance of 3D Printed Concrete Employing Multiple Industrial Wastes" Buildings 12, no. 3: 374. https://doi.org/10.3390/buildings12030374
APA StyleWang, B., Zhai, M., Yao, X., Wu, Q., Yang, M., Wang, X., Huang, J., & Zhao, H. (2022). Printable and Mechanical Performance of 3D Printed Concrete Employing Multiple Industrial Wastes. Buildings, 12(3), 374. https://doi.org/10.3390/buildings12030374