1. Introduction
Plate-like metals and their alloys have been widely applied, such as in aircraft fuselages, wings and cabin doors, ships and submarine shells, rails, and storage tanks, etc., due to their good physical and chemical properties and structural strength [
1]. In the process of mechanical manufacturing, the forged and shaped metal plates will inevitably have various defects such as cracks, inclusions, and delaminations [
2,
3,
4]. These metal plates will also endure long-term cyclic loading, temperature alternation, and mechanical vibration, leading to the formation of new defects and the further extension of the existing defects, which will then induce structural deterioration. Structural deterioration might cause huge economic loss and affect operating safety. To ensure the safety and reliability of equipment in long-term operation, structural health monitoring (SHM), fault damage early warning, and timely maintenance systems can help to eliminate safety hazards, avoid catastrophic accidents, and reduce maintenance costs [
5].
Various non-destructive testing (NDT) techniques have been applied to sheet metal defects, including eddy current testing, X-ray testing, ultrasonic testing, magnetic particle testing, infrared testing, and so on [
6,
7,
8]. The ultrasonic testing method can detect surface and internal defects and accurately determine the position and size of the defects, with simple operation, low cost, and high efficiency. At present, the main excitation method of ultrasound is piezoelectric ultrasound. In recent years, there have been some new excitation methods, such as electromagnetic ultrasound (EMUS), laser ultrasound, air-coupled ultrasound, and so on. Traditional piezoelectric ultrasonic technology needs to use a couplant, which is mainly used in the laboratory testing and is incapable of online testing [
9]. EMUS testing is a type of ultrasonic NDT technique that has developed since the 1960s. Unlike the generation mechanism of piezoelectric ultrasound, the excitation and reception process of EMUS is realized through the mutual transformation of electromagnetic force and mechanical force. Therefore, it does not need a couplant. The main detection device of EMUS is the electromagnetic acoustic transducer (EMAT). In addition to avoiding the use of a couplant, EMAT can also conveniently control the excitation parameters of the EMUS transducer to generate multiple modes of ultrasound and change its amplitude, frequency, and propagation direction. What is more, compared with the traditional piezoelectric transducer, the excitation method is more operable and flexible [
10].
For EMUS detection of structural defects, researchers have achieved a lot of scientific research results. EMUS technology has been used for pipeline defect detection since its inception. Thompson used Lamb waves excited by EMAT to detect gas pipelines, and the sensitivity of the detection to various design parameters is discussed as well as the amplitude of signals reflected from defects [
11]. Cawley considered that when ultrasound propagates along the axial direction of the pipeline, the guided wave can be regarded as a cylindrical Lamb wave. What is more, if the ultrasound propagates along the circumference of the pipeline and when the excitation and reception probes are relatively close, the pipeline under such conditions can be regarded as a flat sheet [
12]. Hirao et al. proposed using EMAT to generate shear-horizontal(SH) waves along the circumference of the pipeline to detect corrosion defects in the inner pipeline wall [
13]. The SH0 and SH1 waves generated by EMAT can be used to detect defects such as cracks, corrosion, and coating detachment. Gauthier et al. used EMAT to generate multiple modes of SH waves to detect groove defects on the outer surface of the pipeline and performed B-scan imaging of the results [
14]. Luo studied the pipeline axial crack detection and its description technology [
15]. Zhao studied the quantification of defect features and the mode selection of guided waves by establishing a three-dimensional boundary element model of EMUS. They used the boundary element method (BEM) to calculate the reflection and refraction coefficients of SH waves propagating through the crack. Then, they analyzed the characteristics of the received signal and used SH waves propagating along the pipeline wall to analyze and describe the pipeline pit defect [
16,
17,
18]. Wang found that the vibration amplitude of Rayleigh waves due to the dynamic magnetic field is almost proportional to the reciprocal of the ratio of wire width to spacing interval between neighboring wires (RWWSI), whereas that due to the static magnetic field decreases slowly with the increase of the RWWSI [
19]. Li established a three-dimensional model for Rayleigh wave electromagnetic acoustic transducers. Rayleigh waves generated by Lorentz forces due to the static magnetic field and the dynamic magnetic field were calculated [
20]. Thring used finite element analysis (FEA) to model the effects of the spatial width of the racetrack generation coil and focused geometry, and no significant difference was found between the focused and the unfocused EMAT response [
21]. Jozef developed a pulse excitation and reception system for EMAT, which can drive up to four EMAT coils with a programmable phase delay, to realize the diagnosis and detection of steel plates at high temperatures [
22]. Lsla analyzed the possibility of surface defects detection using EMUS phased array technology by combining theoretical derivation and model simulation [
23]. Jaime excited orthogonally polarized shear waves by designing an orthogonal coil. They studied different types of crack defects by finite element (FE) analysis and verified the feasibility of orthogonally polarized shear waves for thickness measurement and crack detection [
24]. Trushkevych used a small EMAT inspection system to detect surface corrosion defects, and the detection results showed that defects with a length of 1–11 mm and a depth of 0.5–2 mm could be measured [
25].
EMUS NDT has achieved a lot of results in excitation coil design, mode analysis, and relevant simulation and experimental research. It can be seen from the above research that one of the main factors restricting the accuracy of EMUS NDT is the corresponding relation between EMUS signals and defect features; on the other hand, the time difference measurement between EMUS wave packets is also an urgent need to solve in defect positioning.
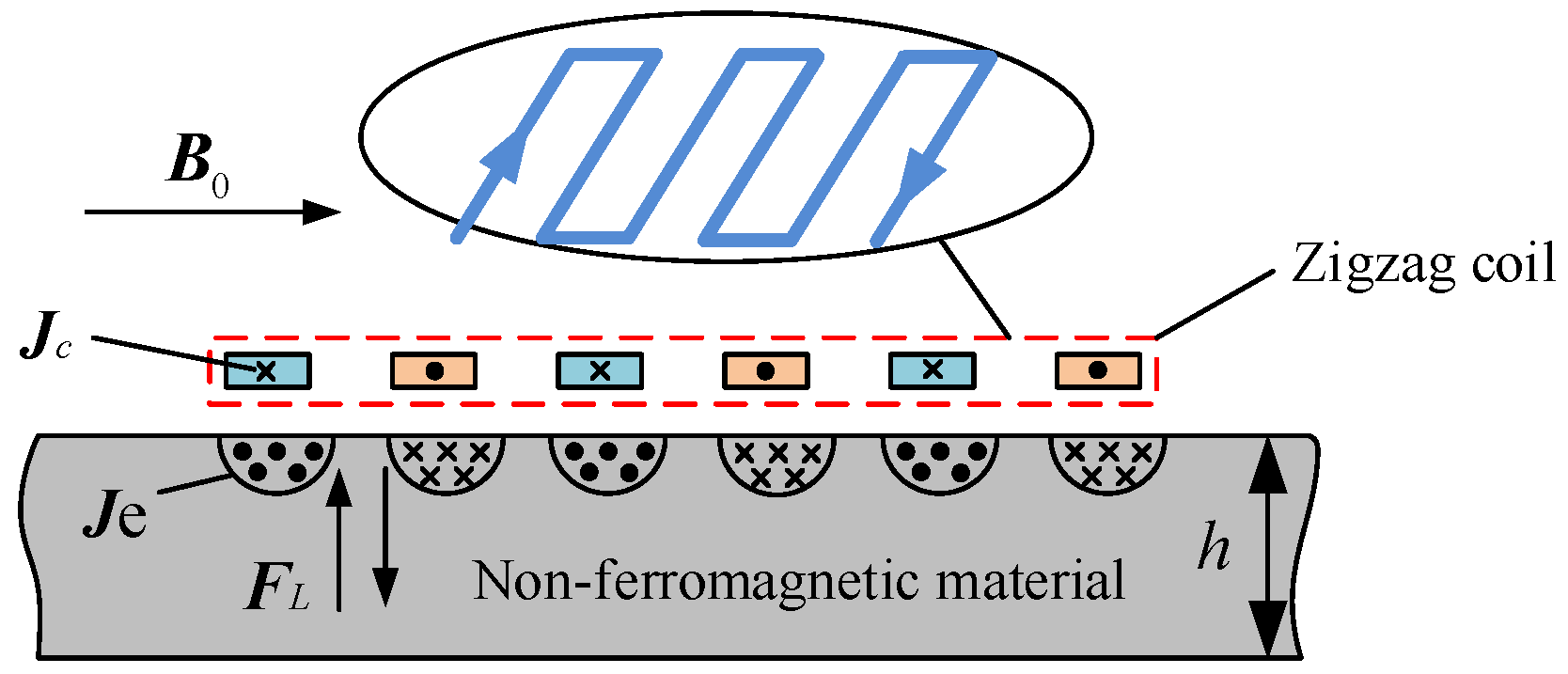
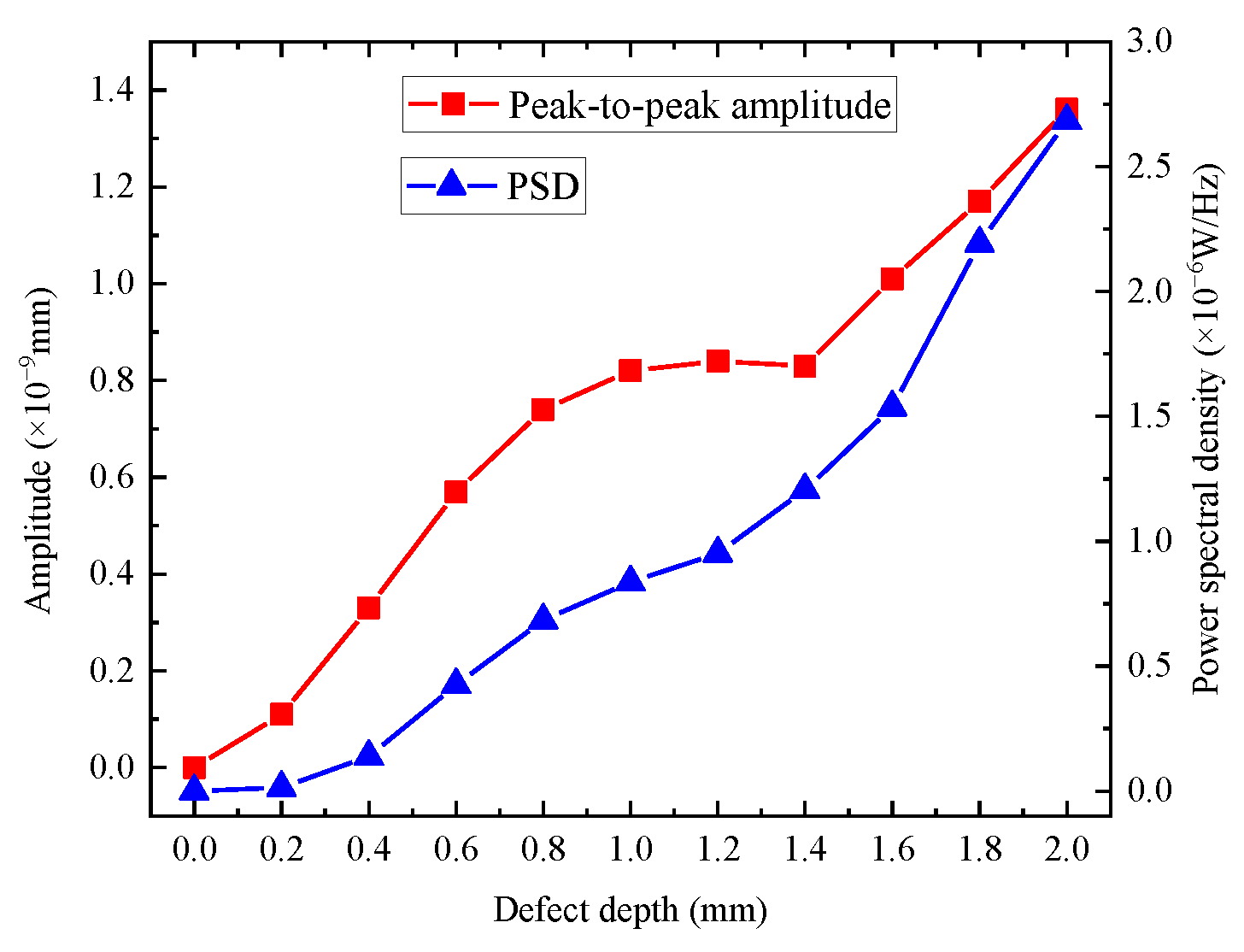
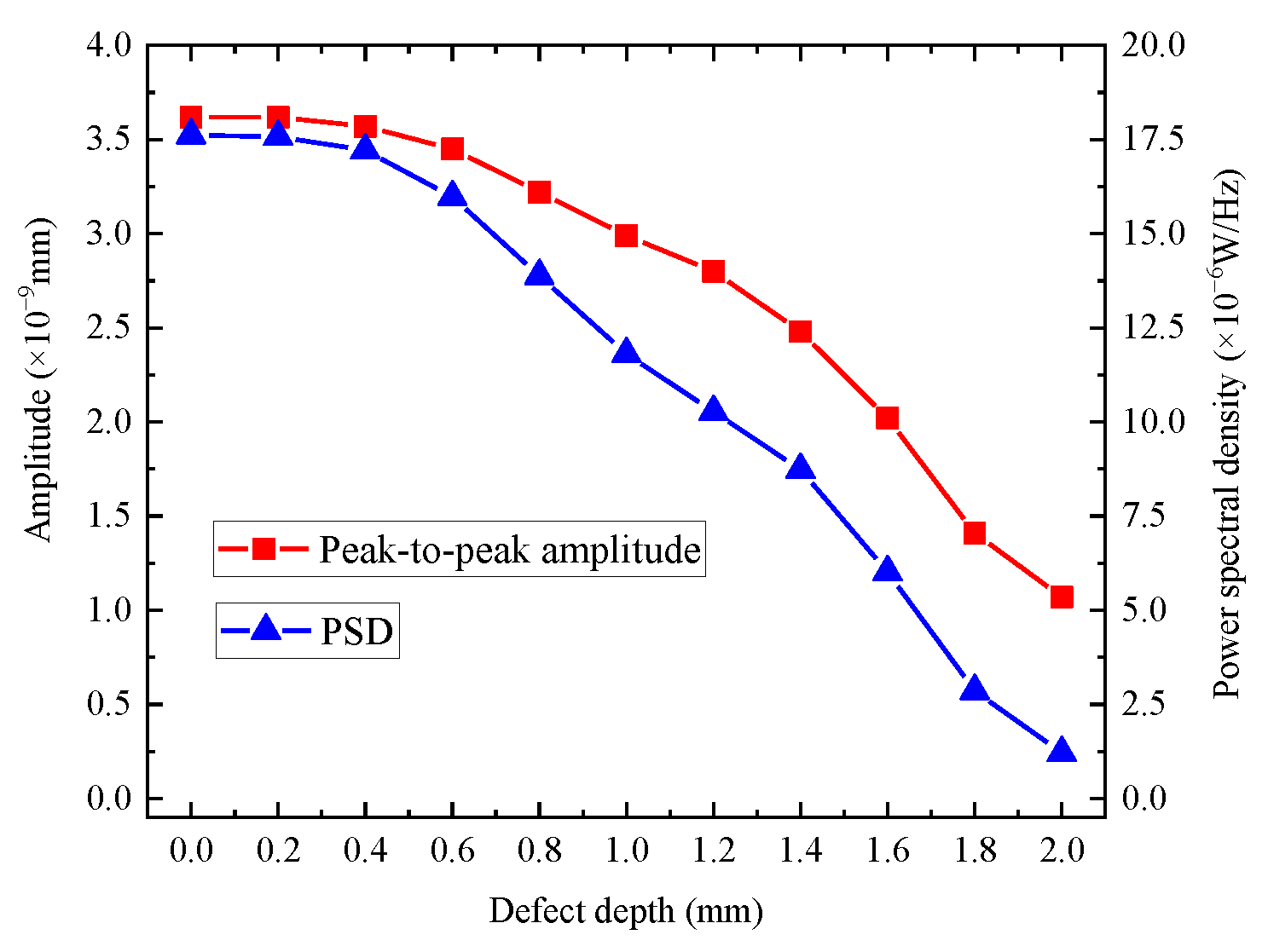
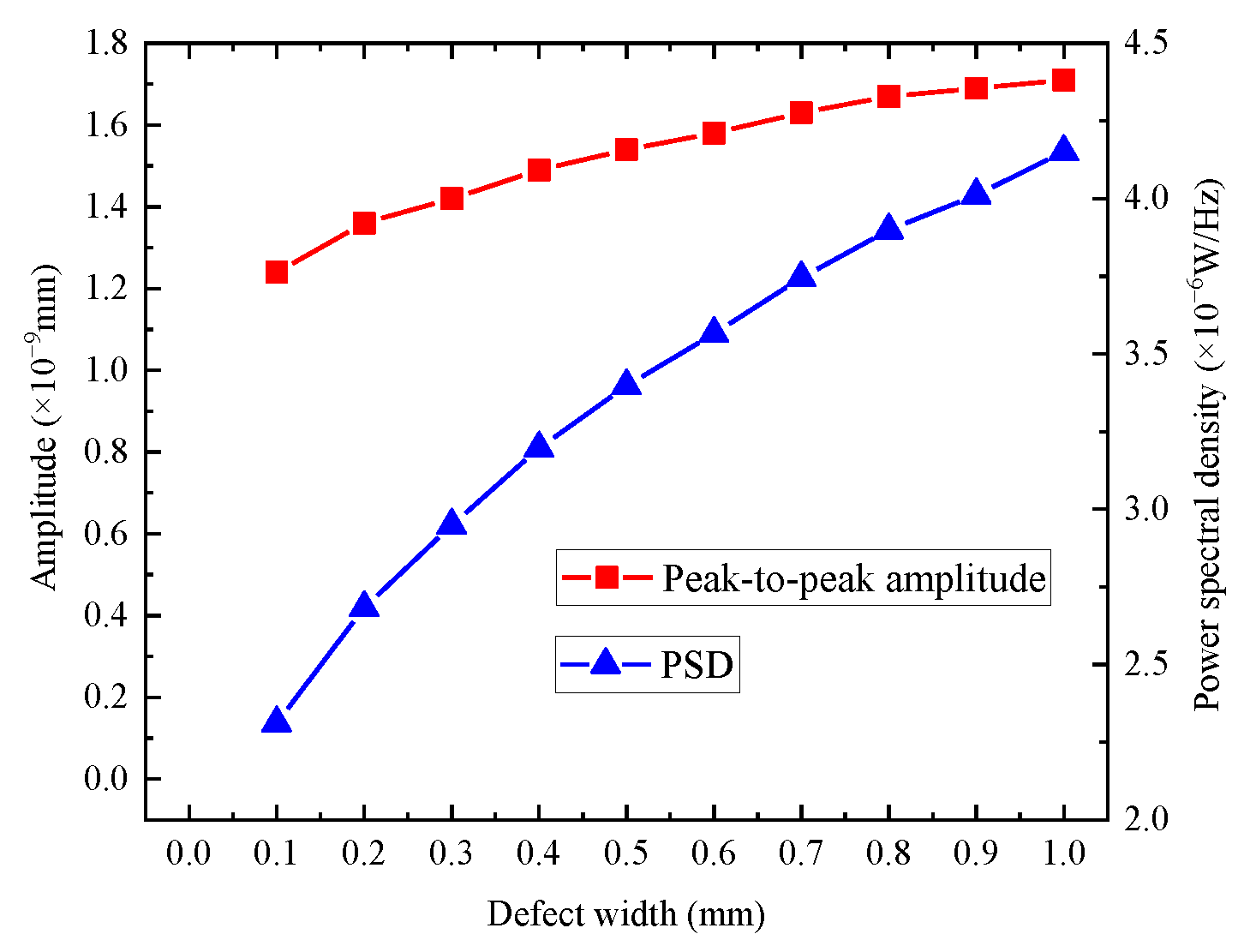
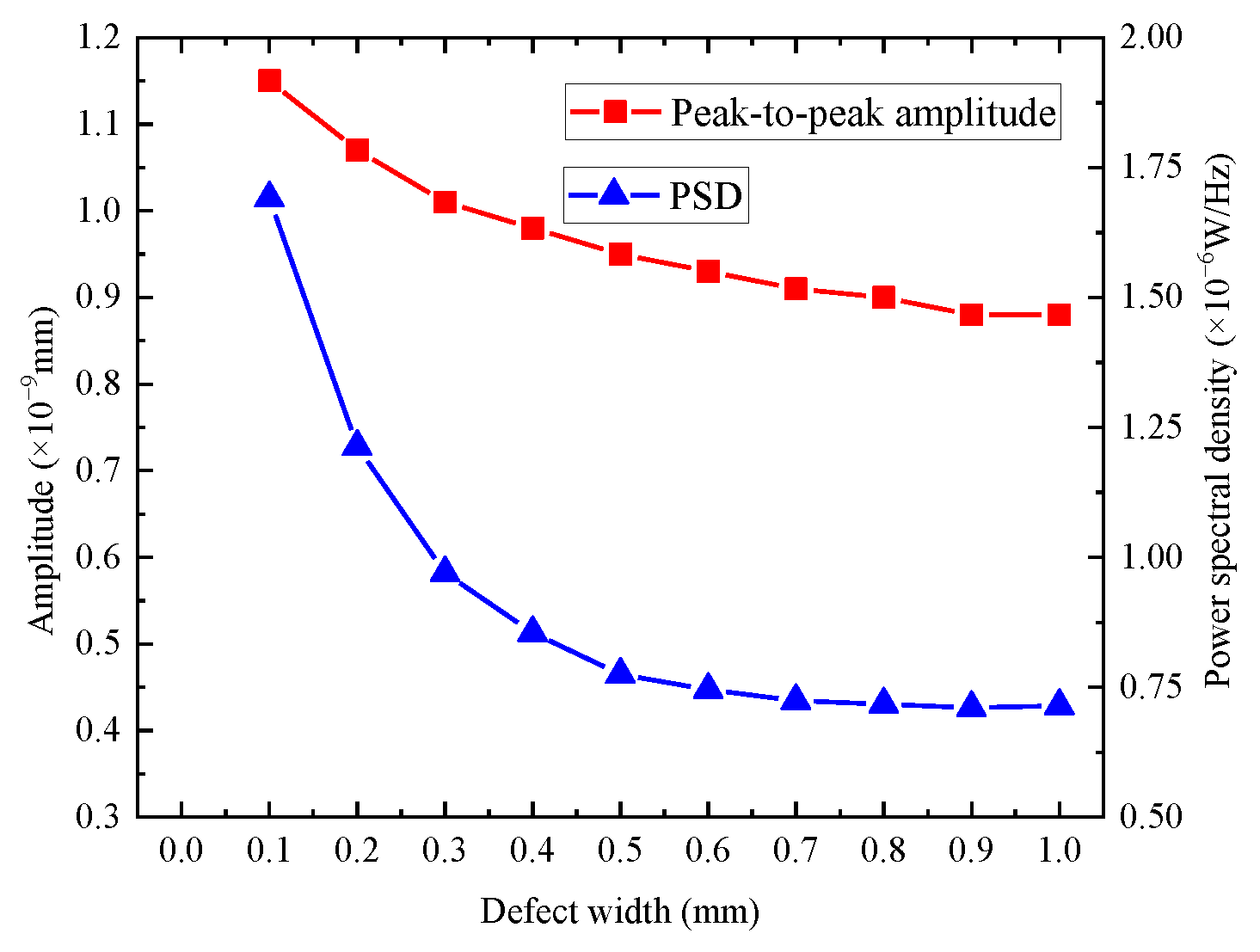
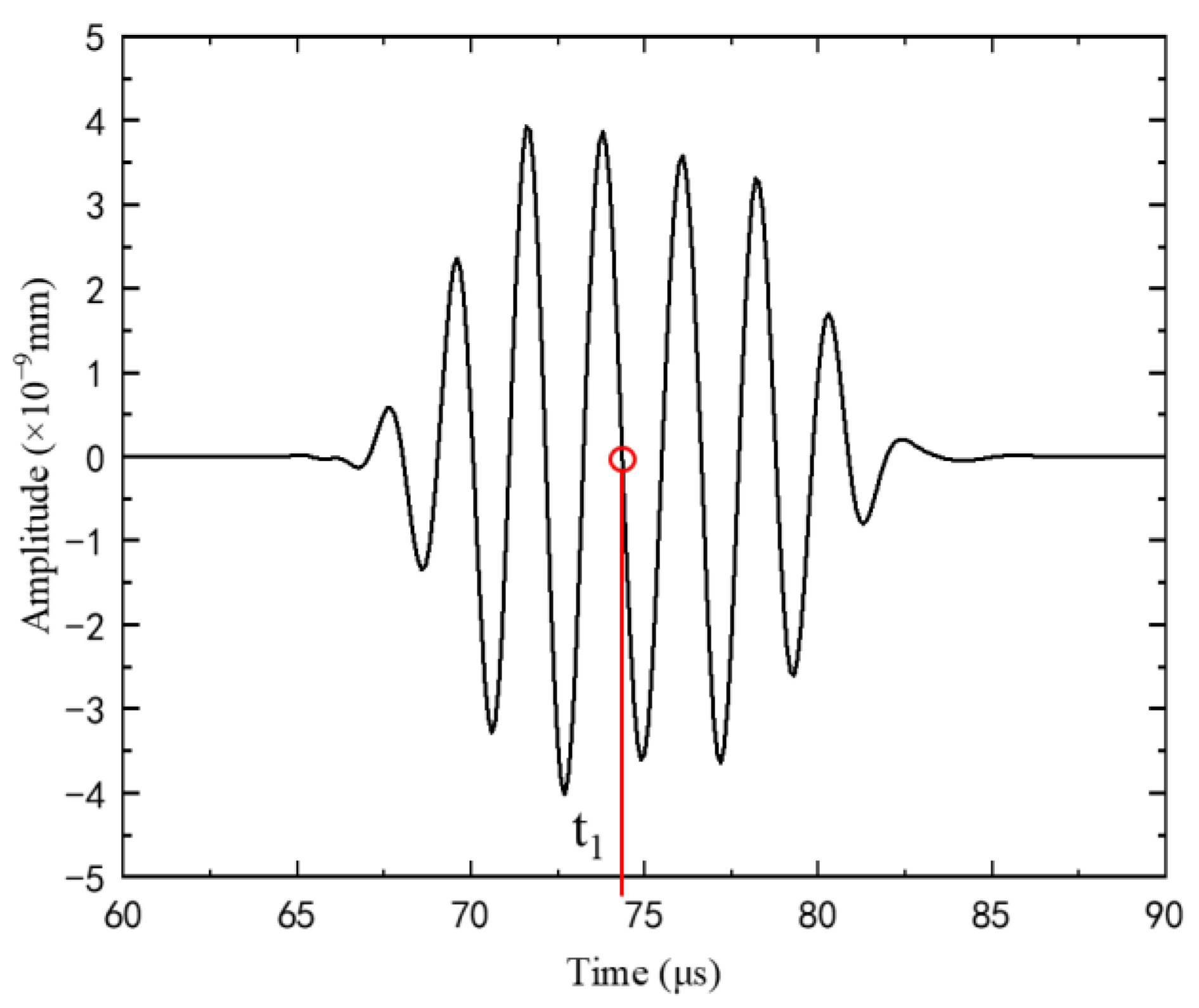
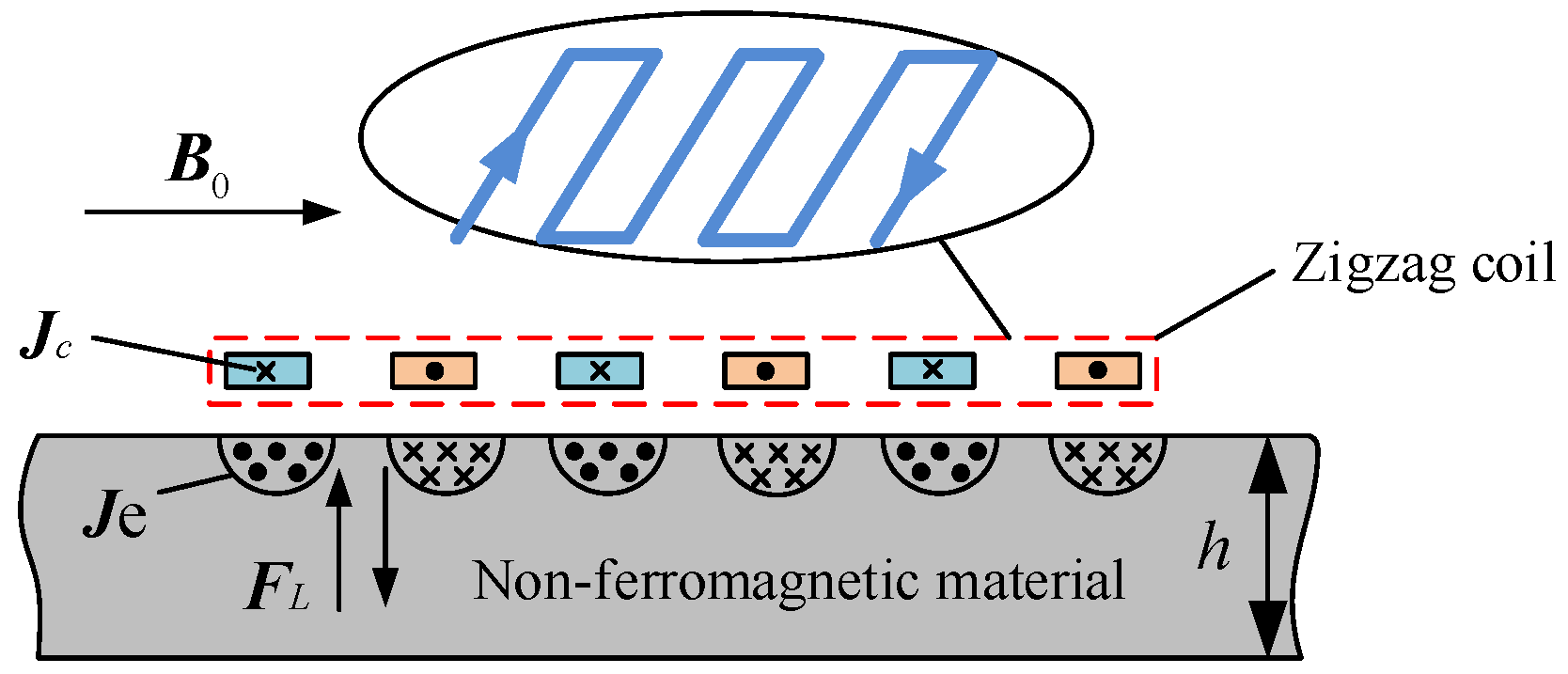
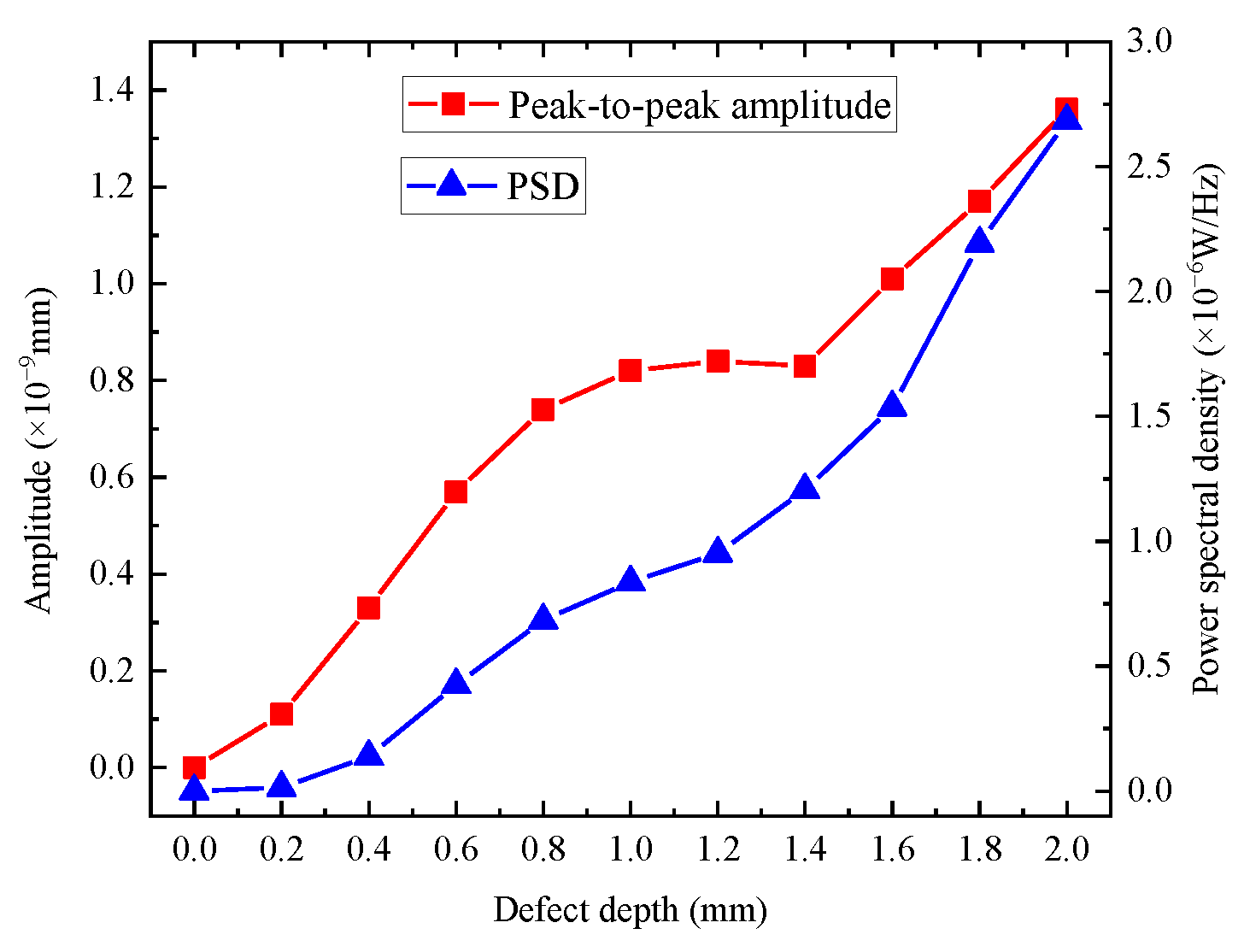
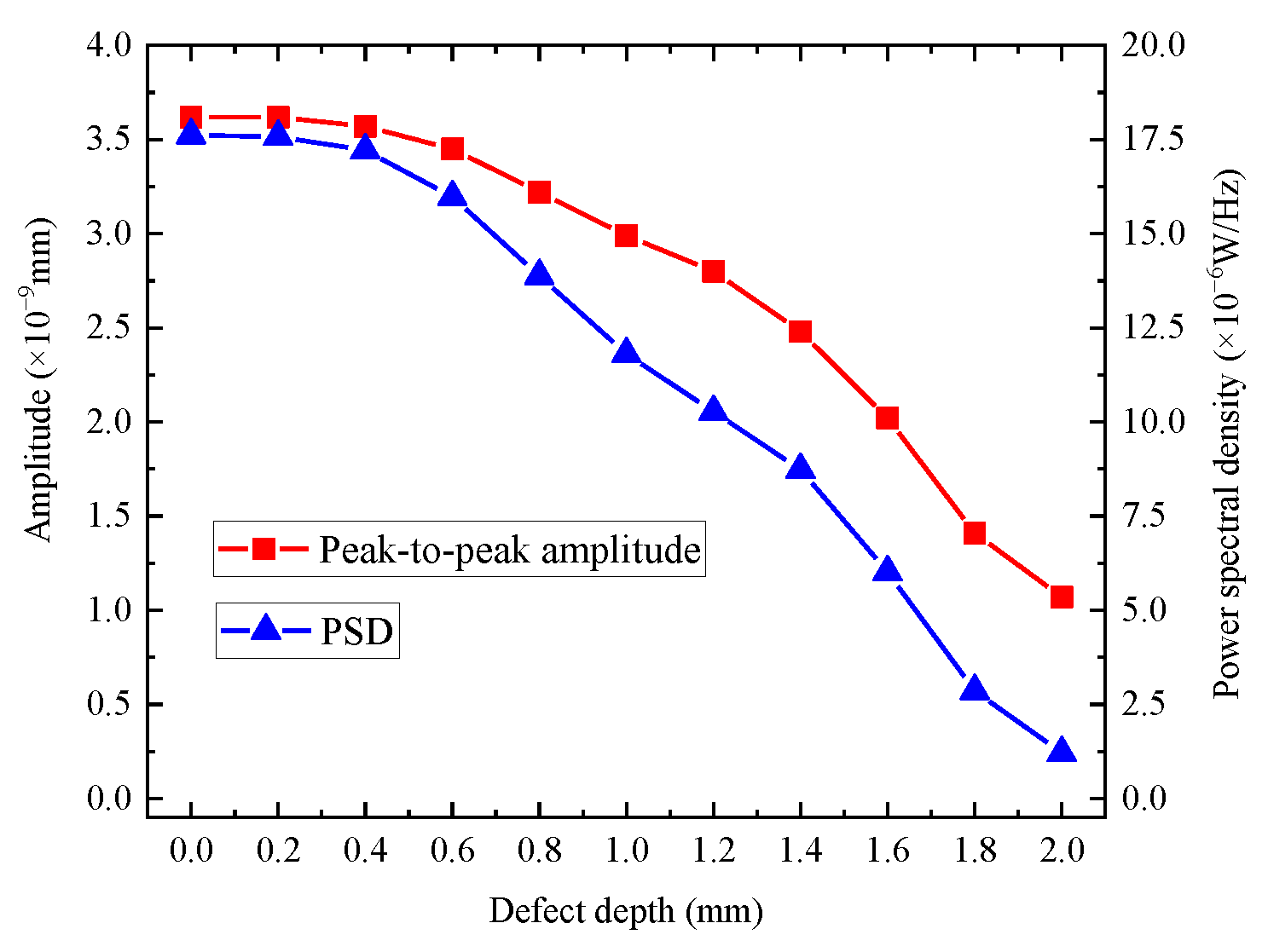
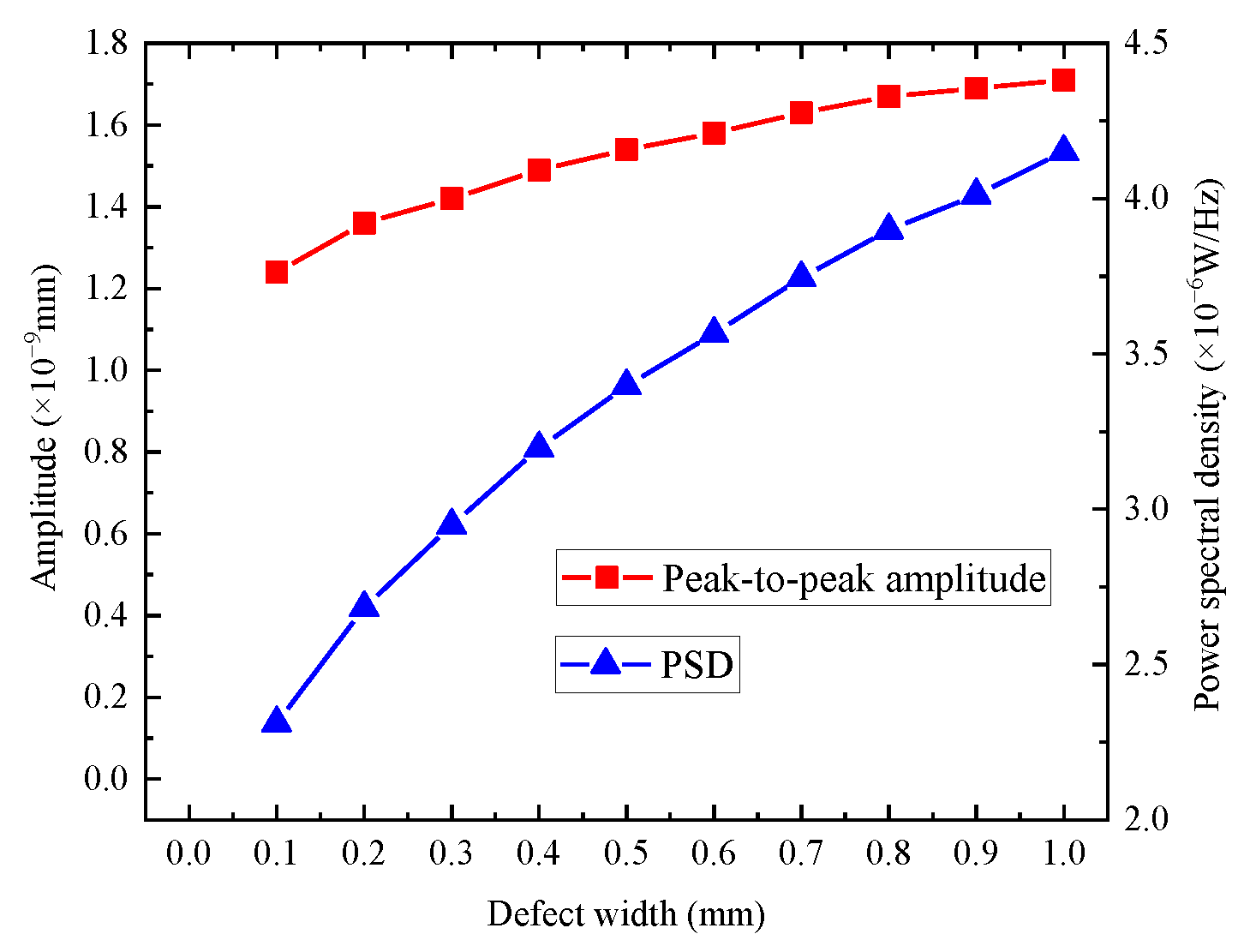
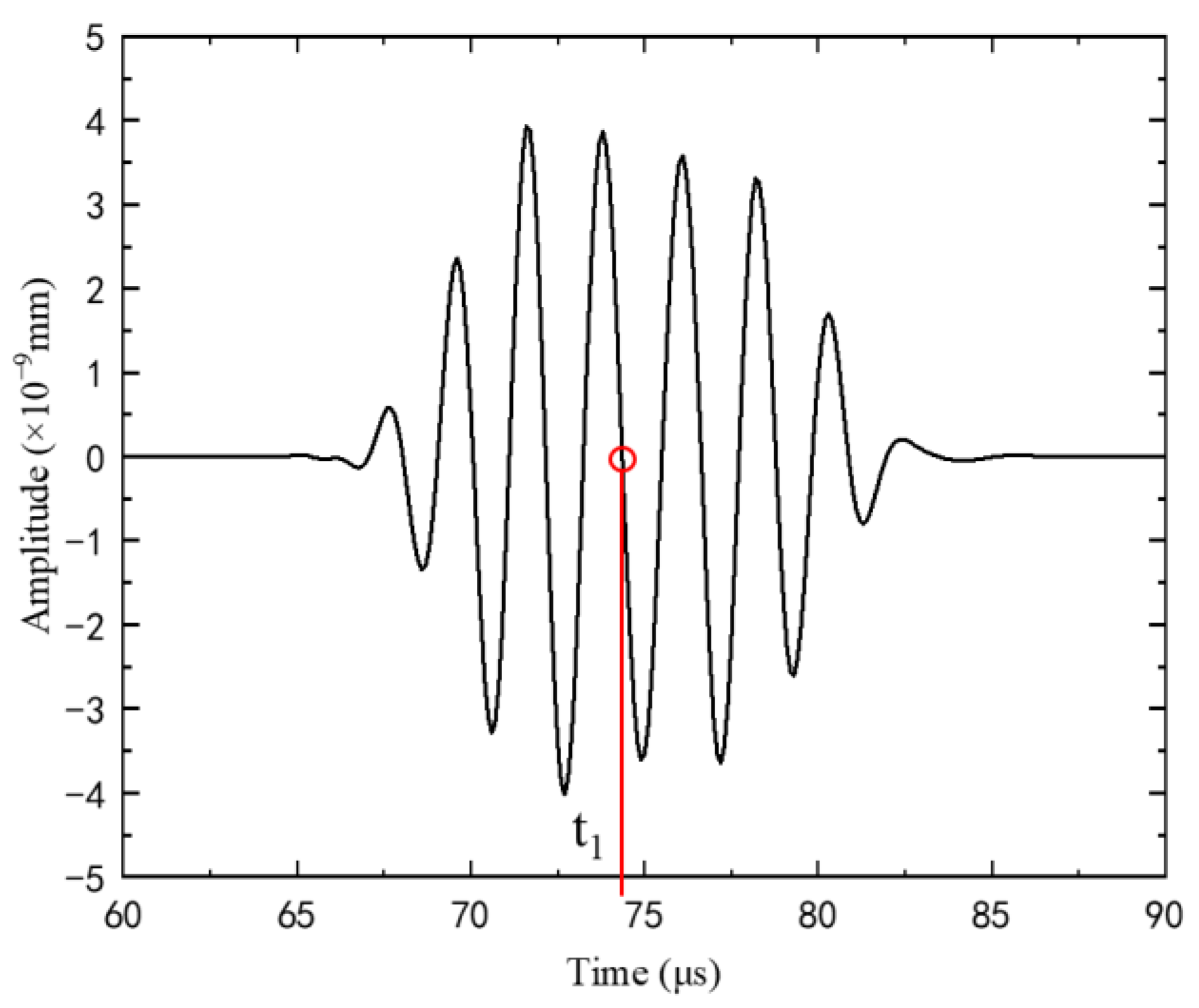
This study simulates the EMUS surface wave detection of metal sheet defects in an aluminum plate. The EMUS energy transduction mechanism of non-ferromagnetic materials based on Lorentz force and the design principle of EMUS surface wave zigzag coils are theoretically analyzed; the electromagnetic field distribution of the EMUS transducer, the propagation depth of surface waves, and the influence of grid accuracy on the EMUS excitation signal amplitude are analyzed based on orthogonal experimental design (OED), and the excitation parameters of the EMUS surface wave transducer are optimized; the comparison of peak-to-peak amplitude and power spectral density (PSD) of the EMUS signal in defect detection is analyzed; a “center zero point” method for measuring the time difference of EMUS wave packet is proposed, and comparisons with the “peak-to-peak” method, the “vibration starting point” method, and the “cross-correlation” method are conducted.
3. Model Description
Based on COMSOL Multiphysics software 5.4, a two-dimensional model for EMUS surface wave detection of metal sheet defects was established, as shown in
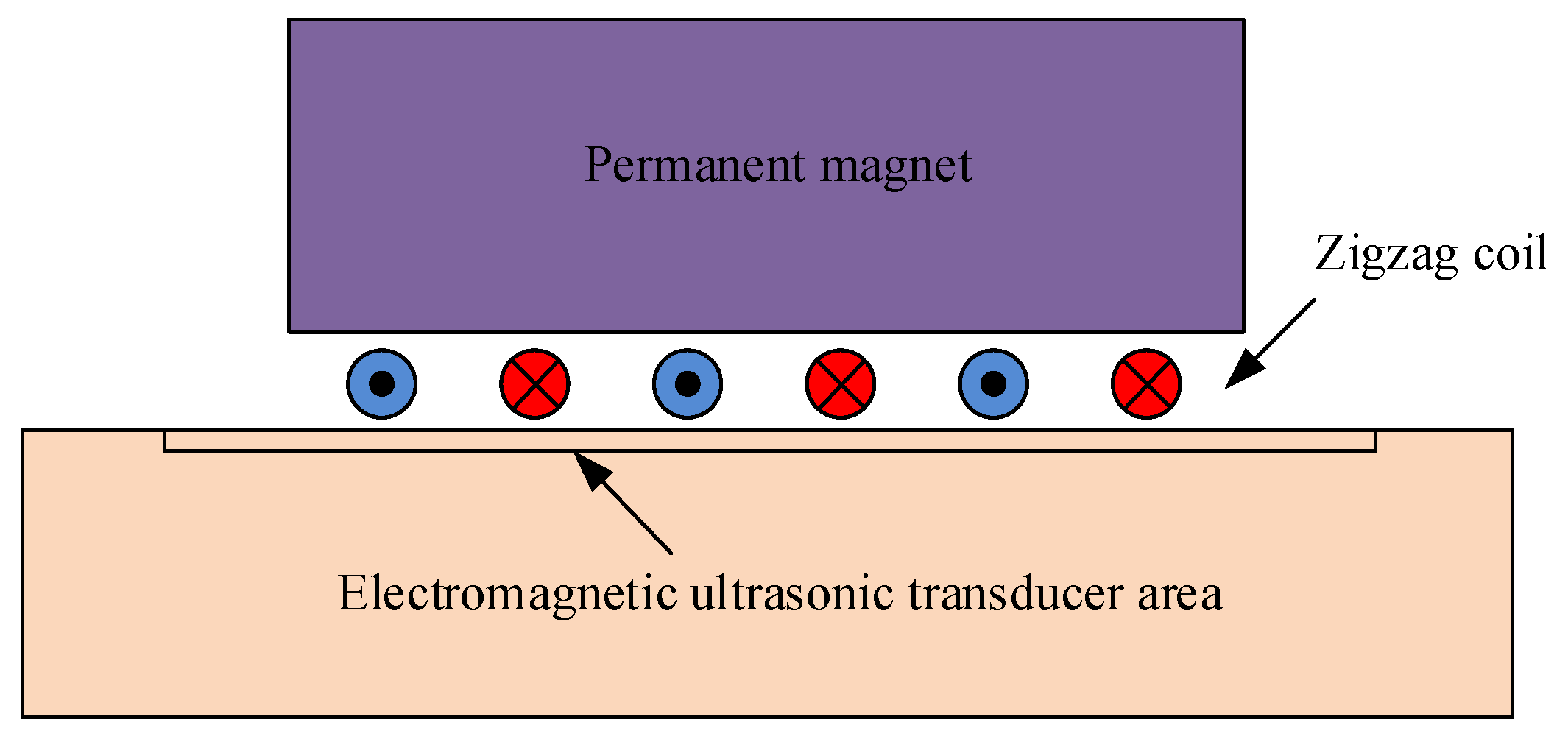
Figure 2. The model mainly includes a thin metal plate (aluminum plate), an EMAT module, and an air field. The size of the aluminum plate is 500 mm × 10 mm. The air field above the model is also 500 mm × 10 mm. The enlarged view of the EMAT module is shown in
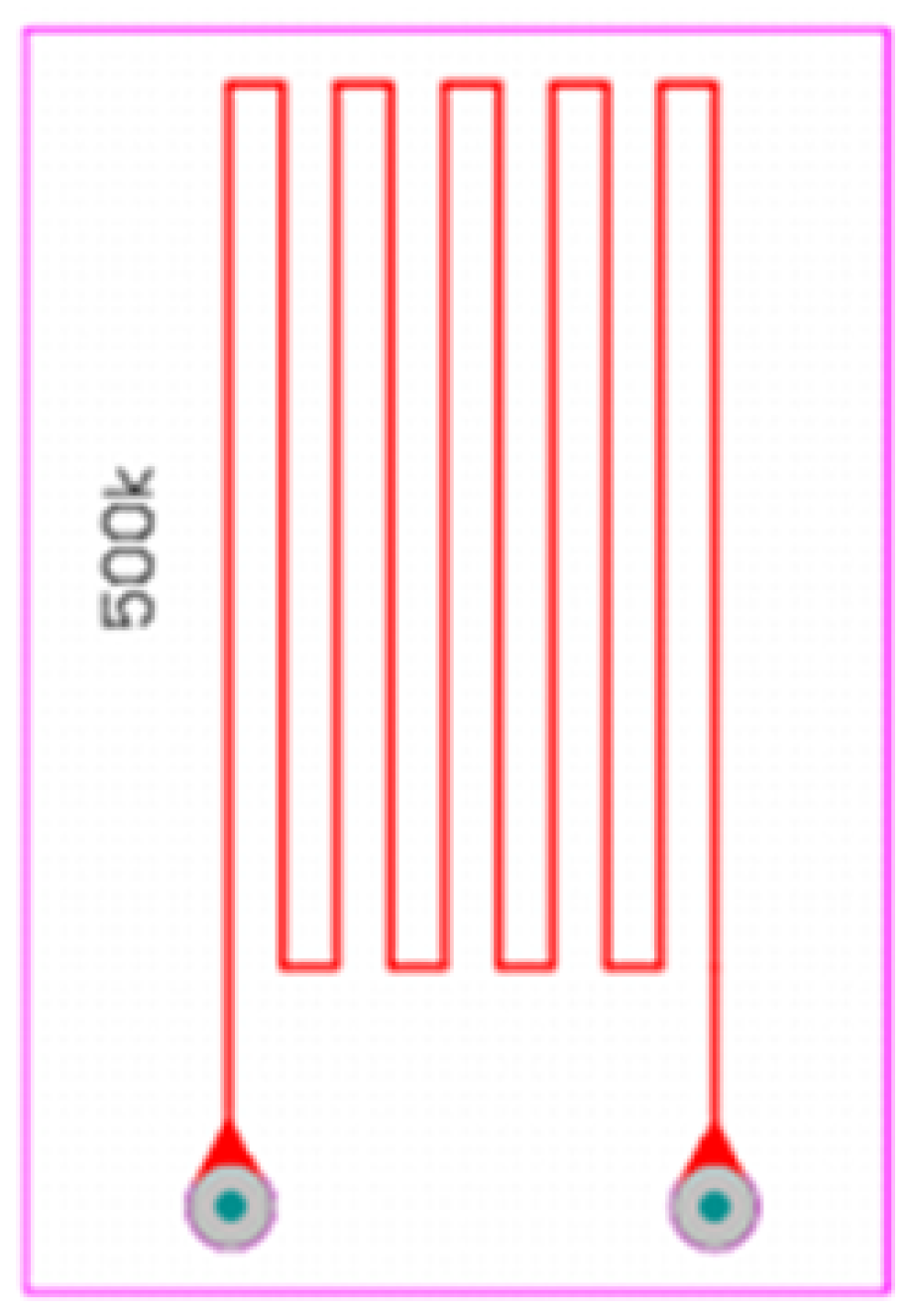
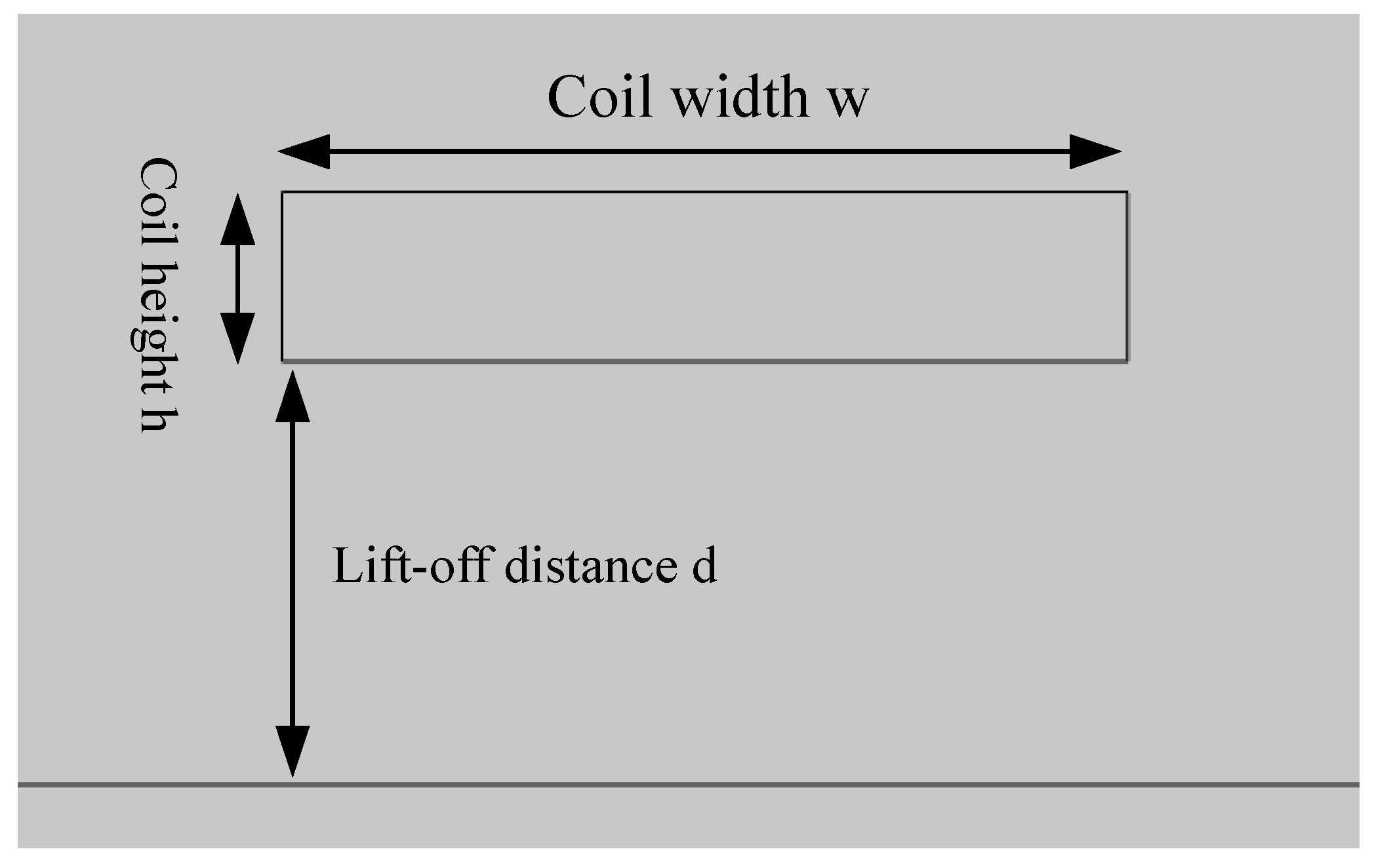
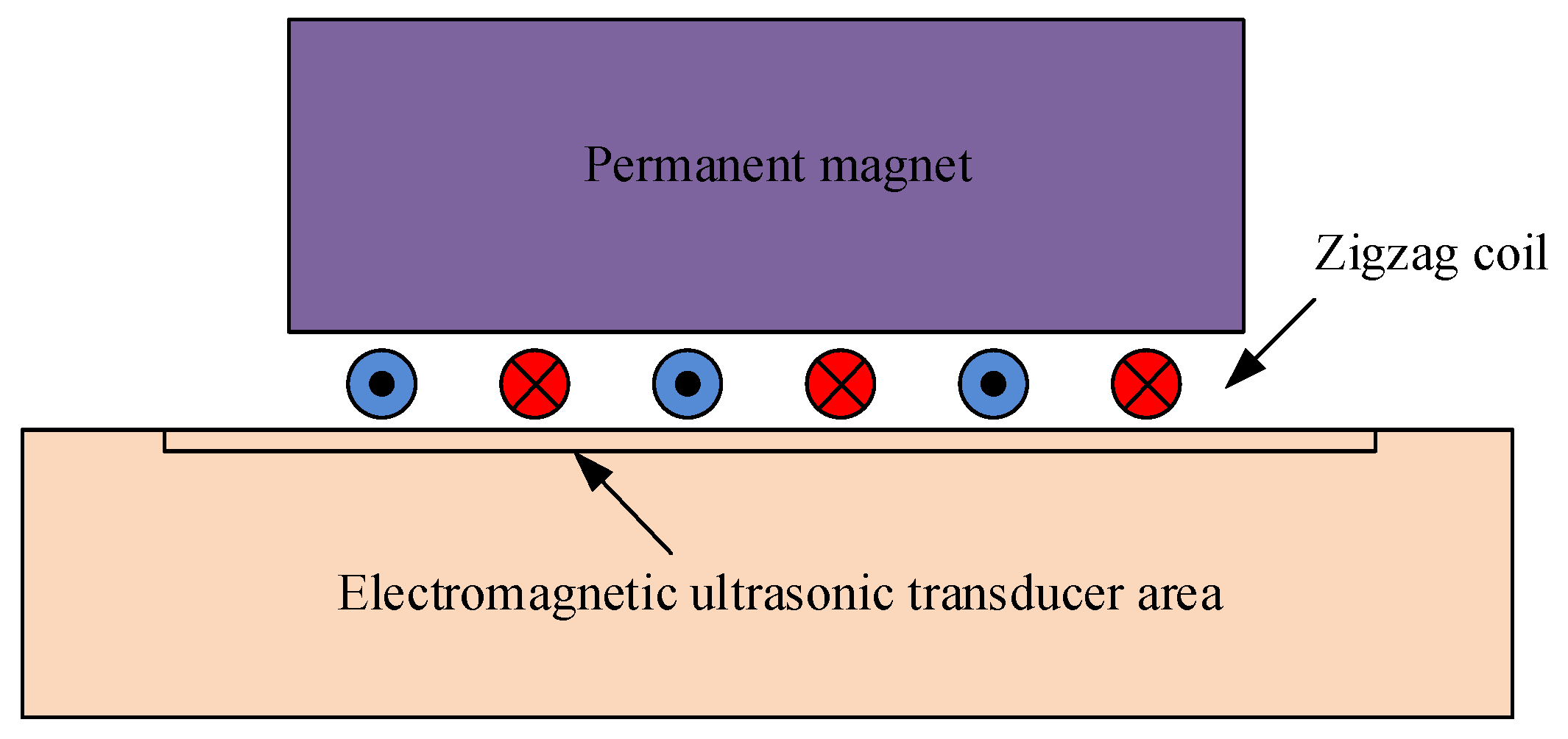
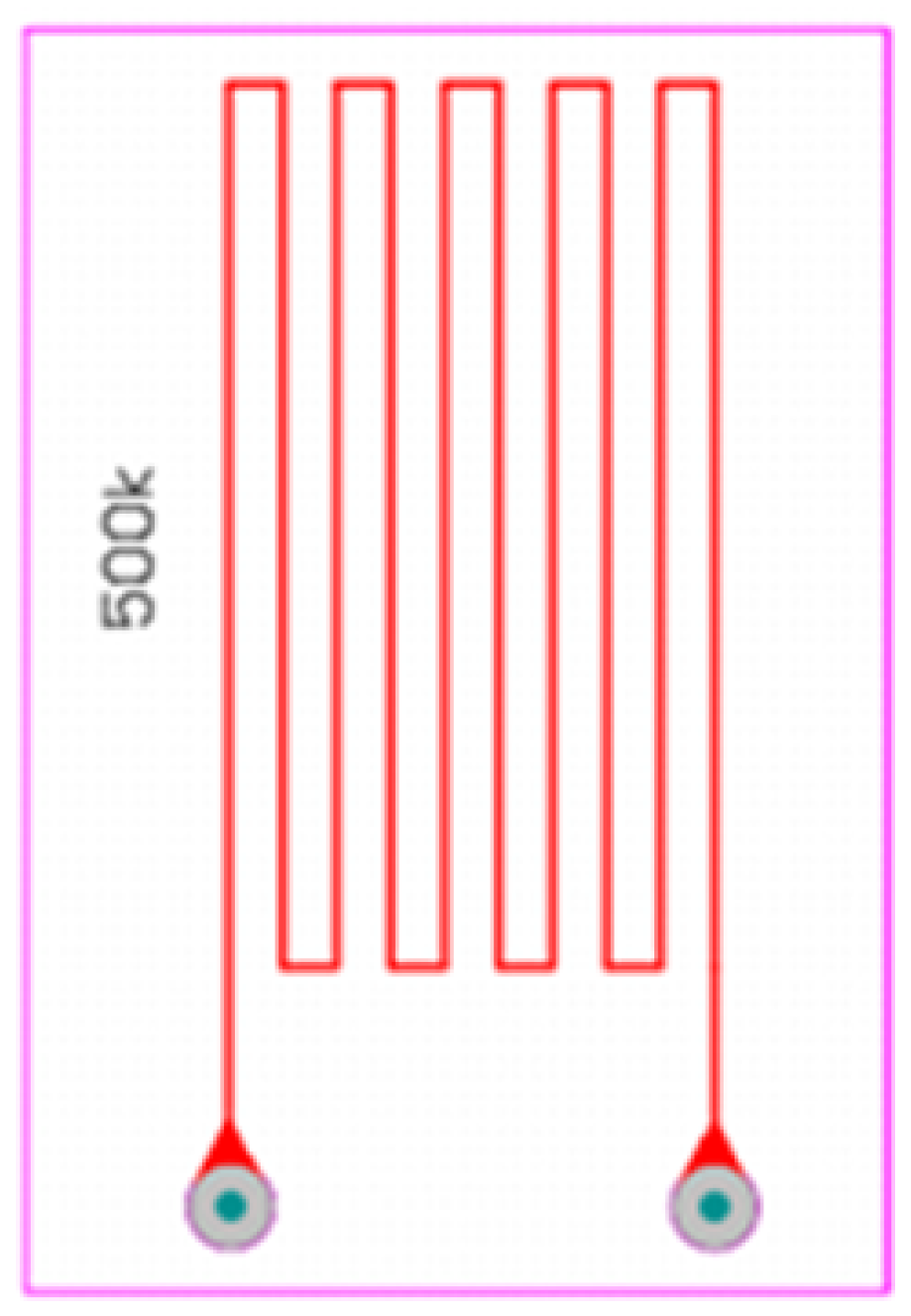
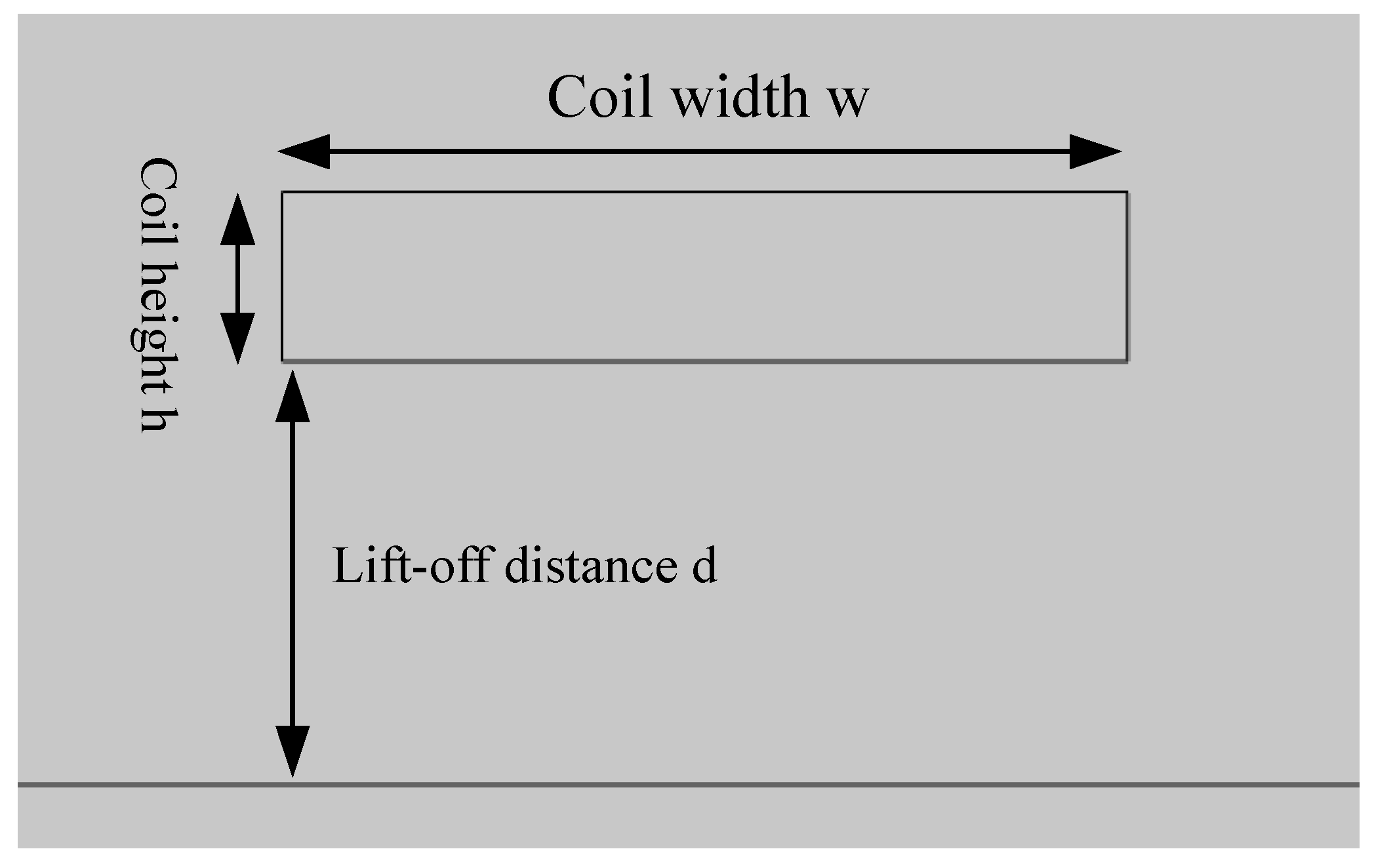
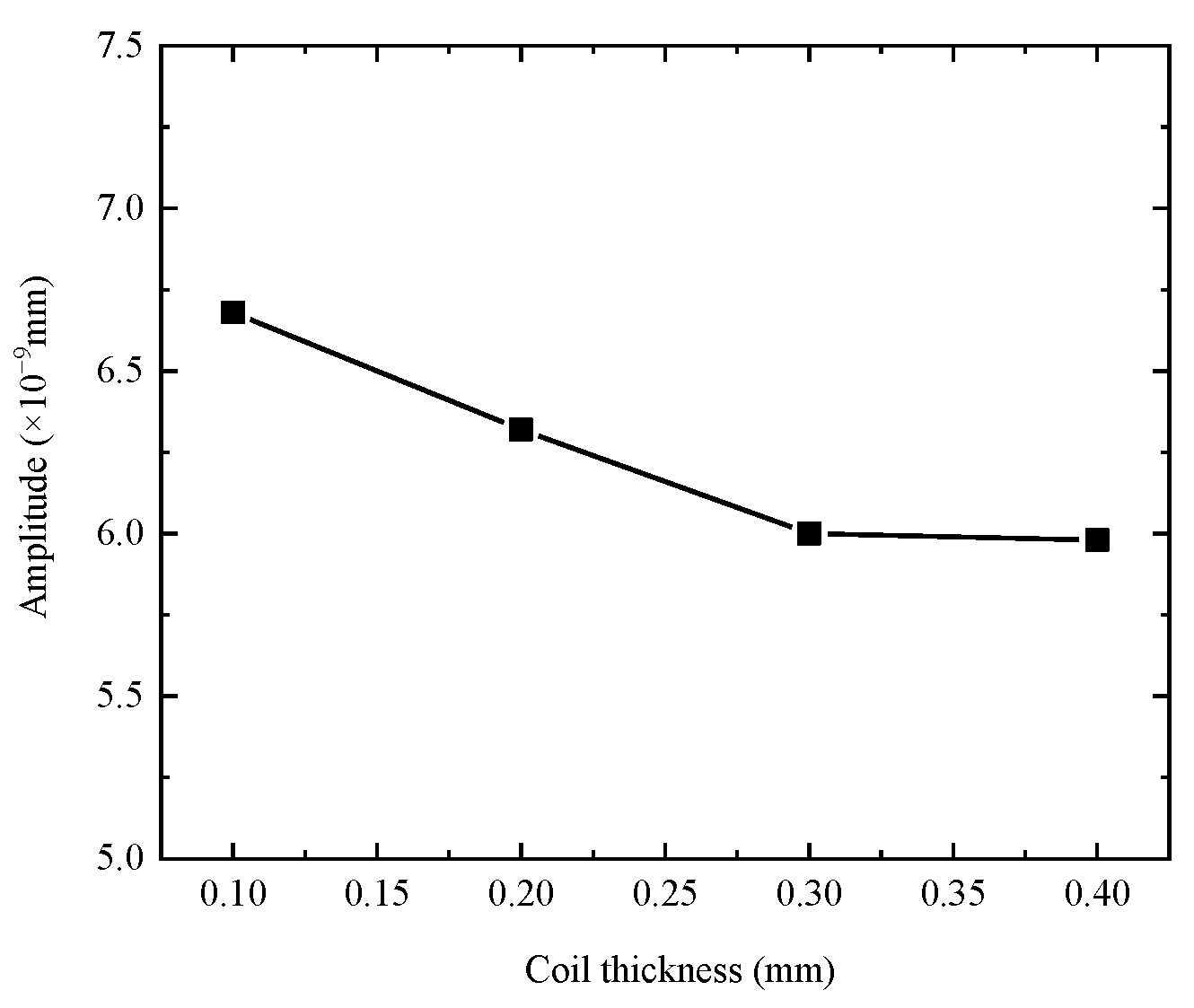
Figure 3. The EMAT module is composed of a permanent magnet and a zigzag excitation coil. The permanent magnet is made of NdFeB with a size of 30 mm × 7 mm. The excitation coil is a 3-turn zigzag coil with a turn width of 1.0 mm and a turn thickness of 0.2 mm, the lift-off distance is 0.5 mm, and the coil turn distance is 2.98 mm. A schematic of the coil geometry is shown in
Figure 4. Surface waves generally refer to signals propagating through the surface of a semi-unbounded area. To reduce the influence of the reflected echoes of the left, right, and bottom end faces on the received signals, the left, right, and bottom end faces are set as low reflection boundary.
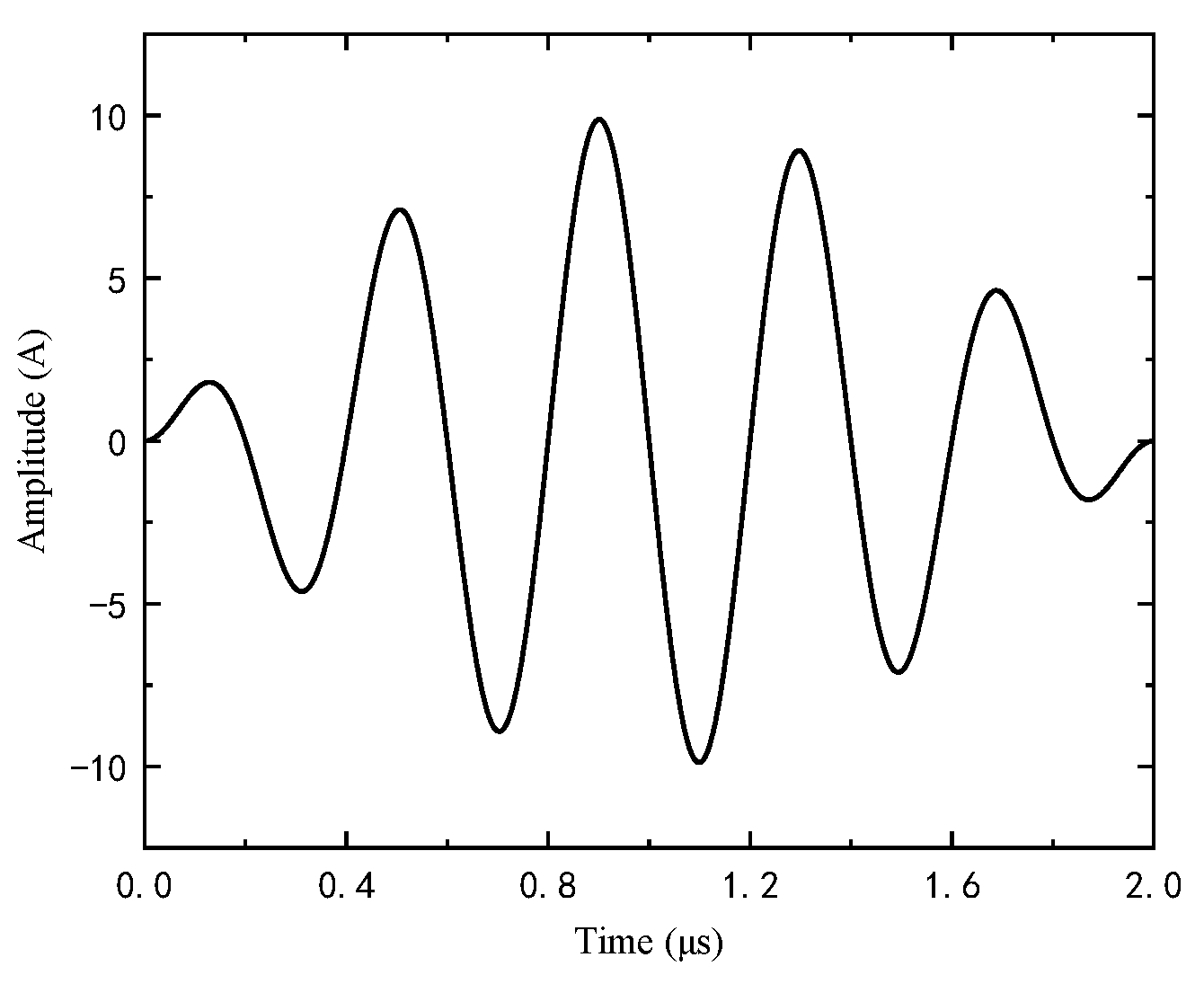
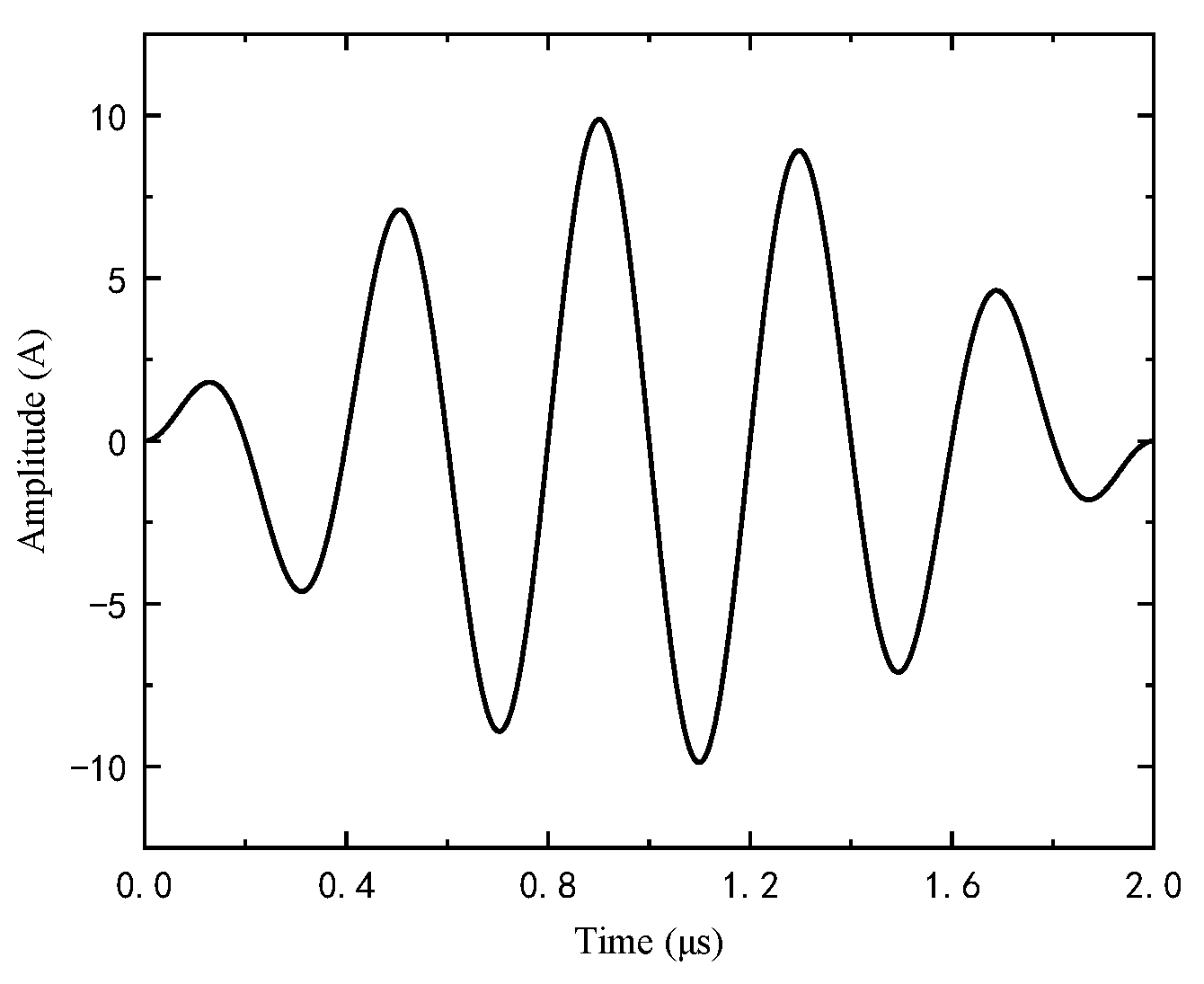
In the simulation, the calculation step is set to T/20; T is the time period of the excitation signal; the calculation time is 200 T; the “generalized alpha” method is selected in the solution process. The excitation current in the coil is a sinusoidally modulated tone-burst signal, as shown in
Figure 5. Each cycle contains five fundamental frequency signals;
Imax is the amplitude of the excitation signal;
Imax = 10
A; the current signal equation is as follows:
The density of the FE mesh directly determines the calculation accuracy of the FE model. The finer the mesh size is, the more accurate the calculation result will be. To improve the calculation accuracy, this study refined the skin depth area of the aluminum plate where the electromagnetic field energy is concentrated and changed drastically during the EMAT transduction process. The skin depth
δ of the aluminum plate is as follows:
where
ρm means resistivity of aluminum plate, and
ρm = 2.62 × 10
−8 Ω/m;
μ0 represents vacuum permeability, and
μ0 = 4
π × 10
−7 H/m;
μm denotes the relative permeability of the aluminum plate, and
μm = 1;
f indicates excitation current frequency, and
f = 500 kHz.
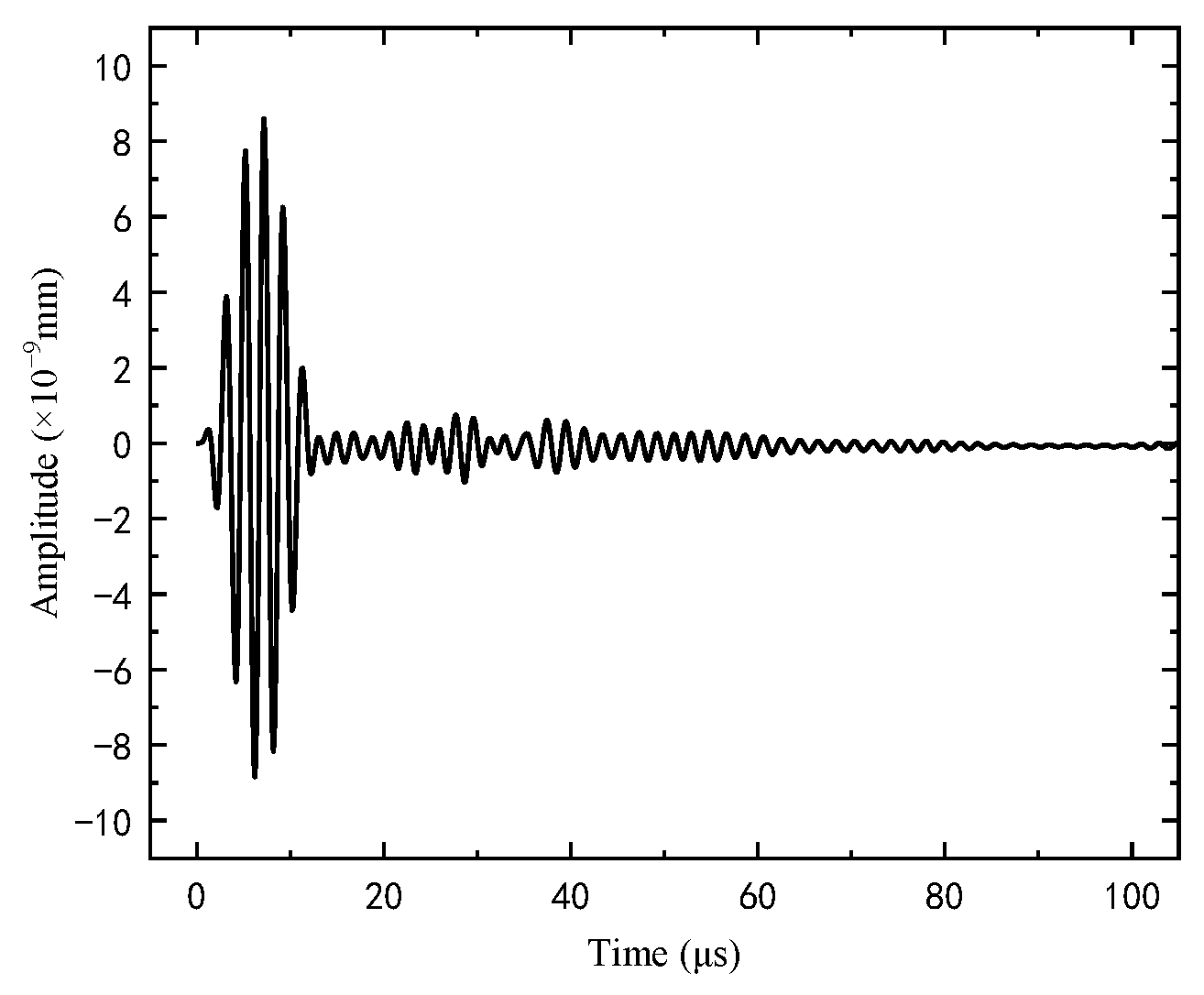
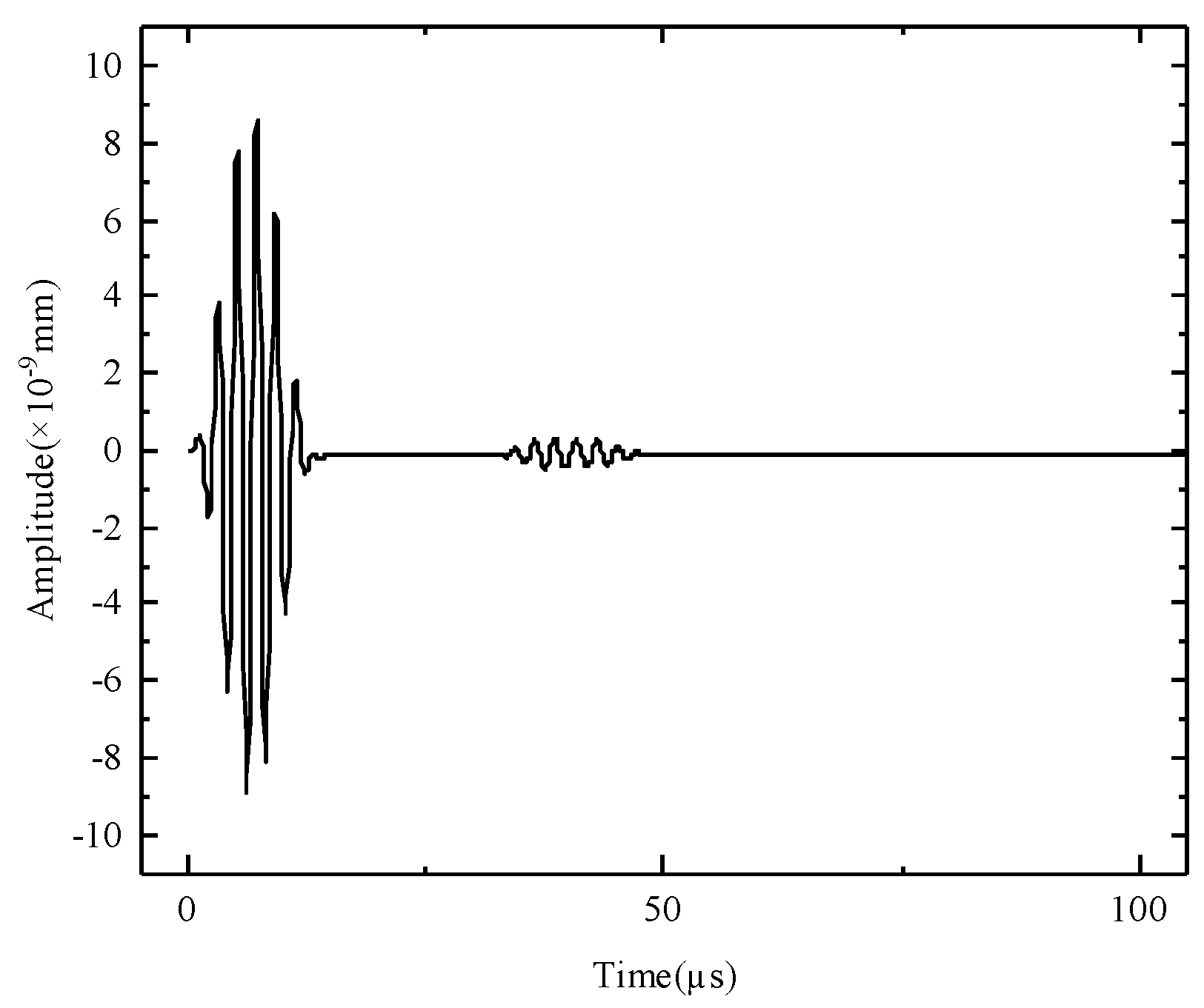
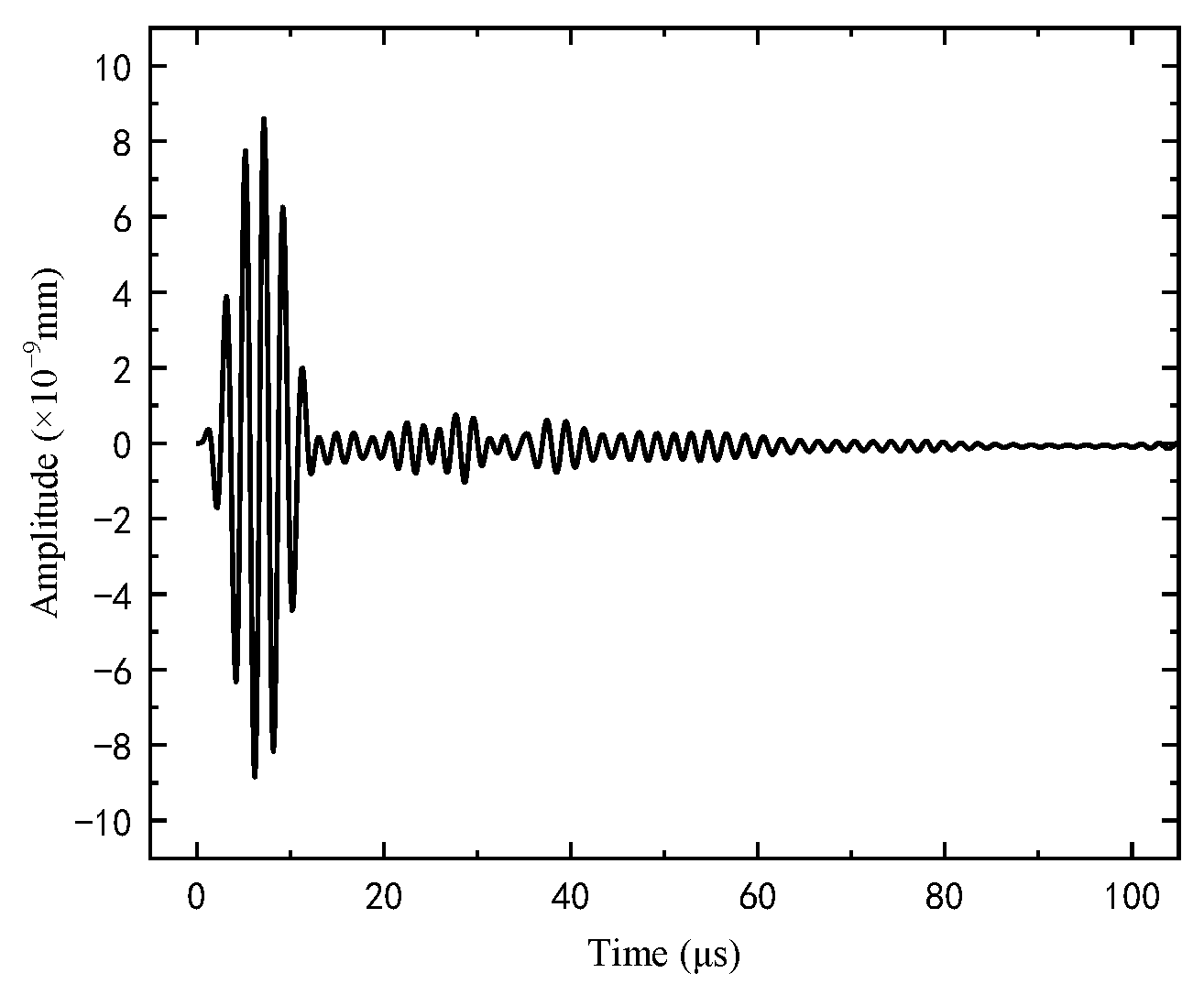
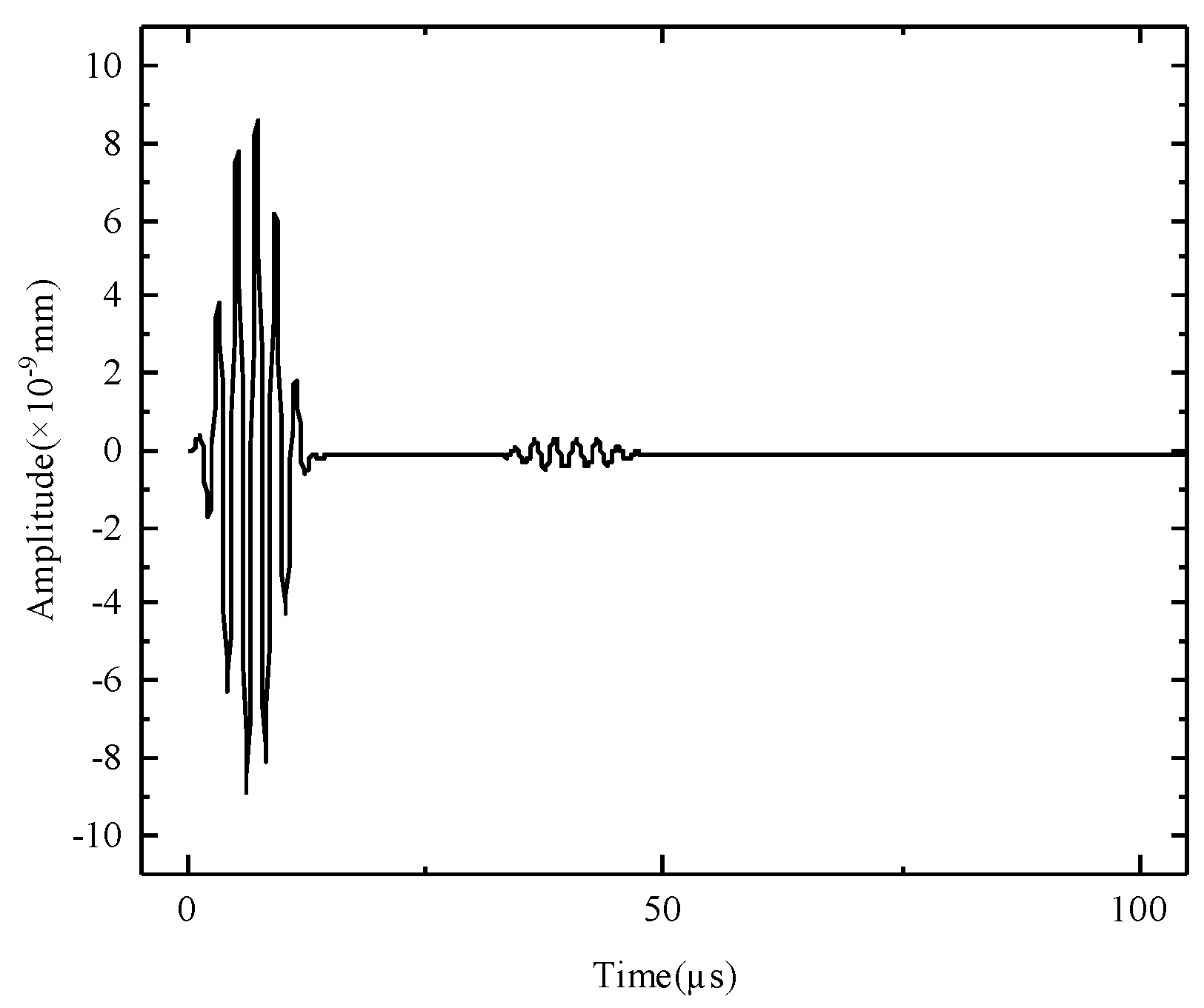
Substituting the above parameters into Equation (8), the skin depth in the aluminum plate is 115.2 μm. In the process of dividing the mesh grid, at least two layers of grids need to be set in the skin depth area. When the mesh size is set according to this principle, the mesh density of the skin depth area is extremely high. If the whole model is meshed according to this principle, the calculation amount will increase exponentially. The calculation accuracy requirement of the air domain is not high; thus, the mesh size of this part can be set larger. Therefore, the calculation complexity of the whole model is mainly determined by the mesh size of the aluminum plate domain. The influence of the mesh size of the aluminum plate domain on the calculation accuracy is mainly reflected in the wave packet shape, wave speed, and amplitude of the surface wave. From the comparison of the simulation results under different mesh accuracy, it can be obtained that when the grid is large, the wave packet composition of the surface wave is more complex, the wave velocity is smaller (compared with the actual wave velocity), and the wave amplitude is also smaller, as shown in
Figure 6 and
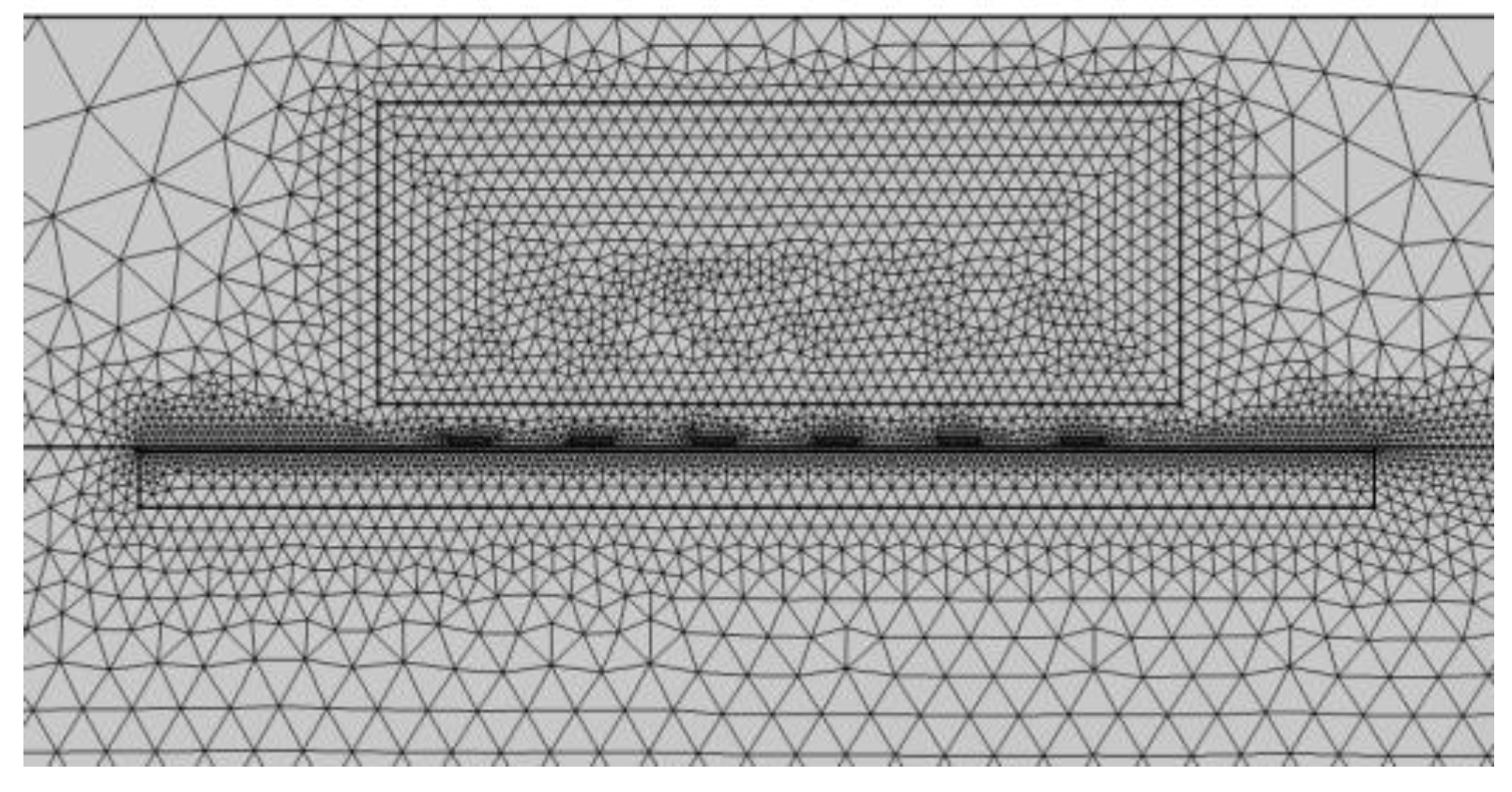
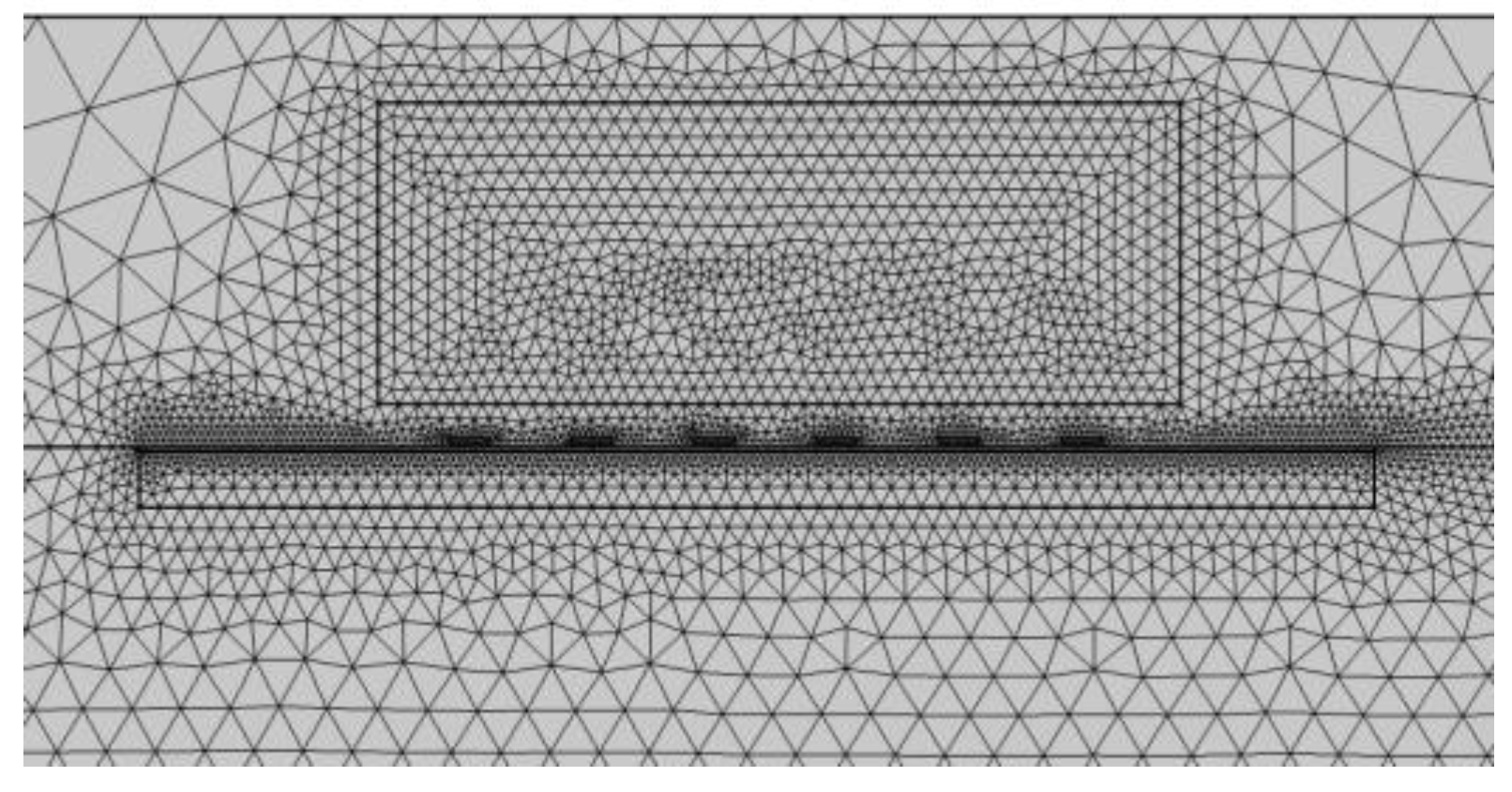
Figure 7. Comparing the results of different mesh size, the maximum size of the aluminum plate domain is set to 1.5 mm. When the mesh size is smaller than 1.5 mm, further refinement hardly affects the calculation result. Considering that the wavelength of the surface wave in this model is about 3 mm, it can be concluded that when the mesh size is less than half the wavelength of the surface wave, the calculation result is accurate. To reserve a certain margin, the maximum mesh size of the aluminum plate domain is set to 1.2 mm. The element number of the whole model is about 20,000 after the gradual refinement of different domains. If the mesh grid is divided according to the principle of skin layer, the element number of the whole model will reach 284,000. Gradual mesh grid refinement can ensure calculation accuracy, reducing the complexity of the model and the calculation amount. Considering the intensity and transduction severity of the electromagnetic field decrease rapidly as the plate depth increases, the mesh grid at a distance from the probe gradually becomes large. After the mesh grid is refined according to the above principle, the mesh division of the whole model is shown in
Figure 8.
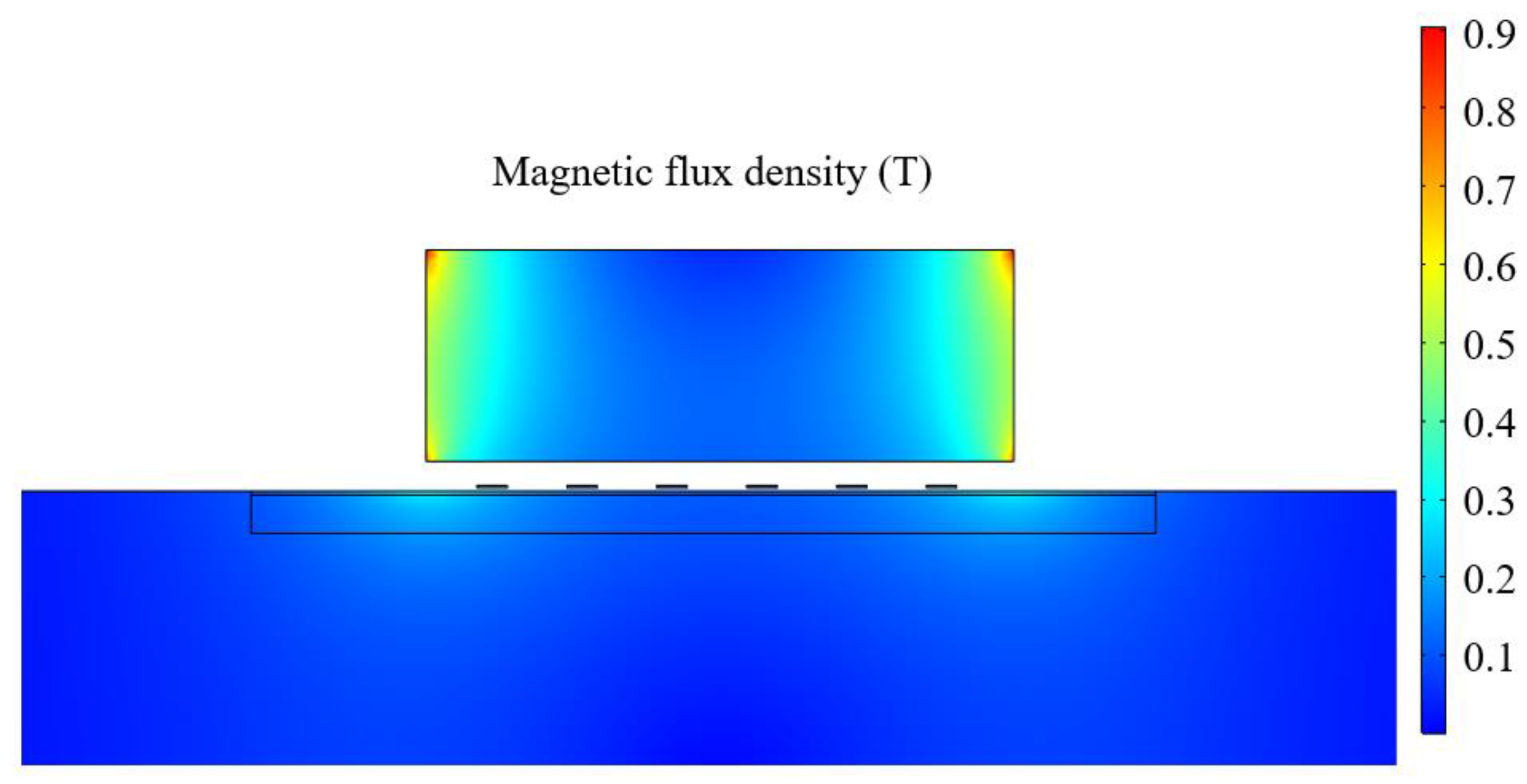
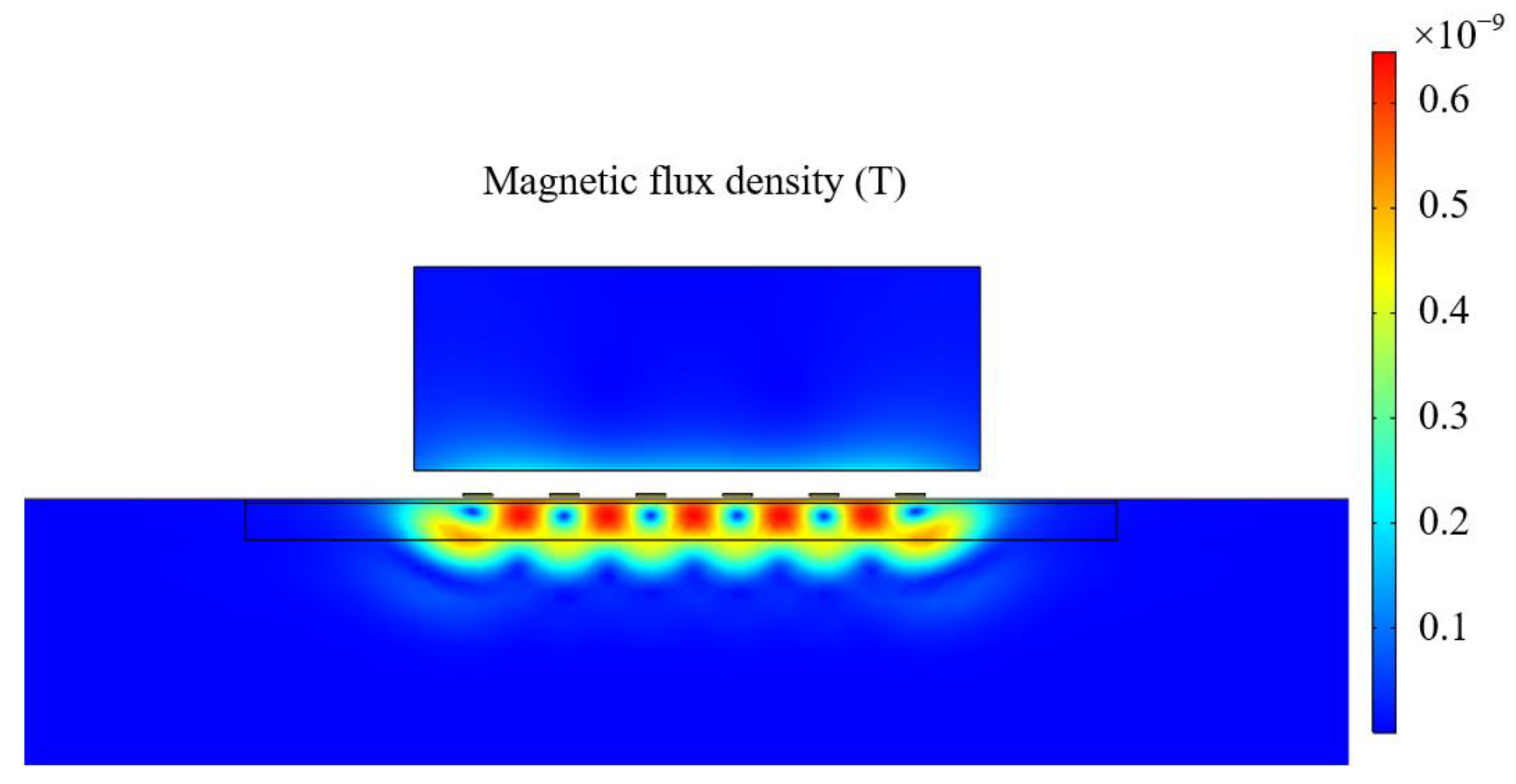
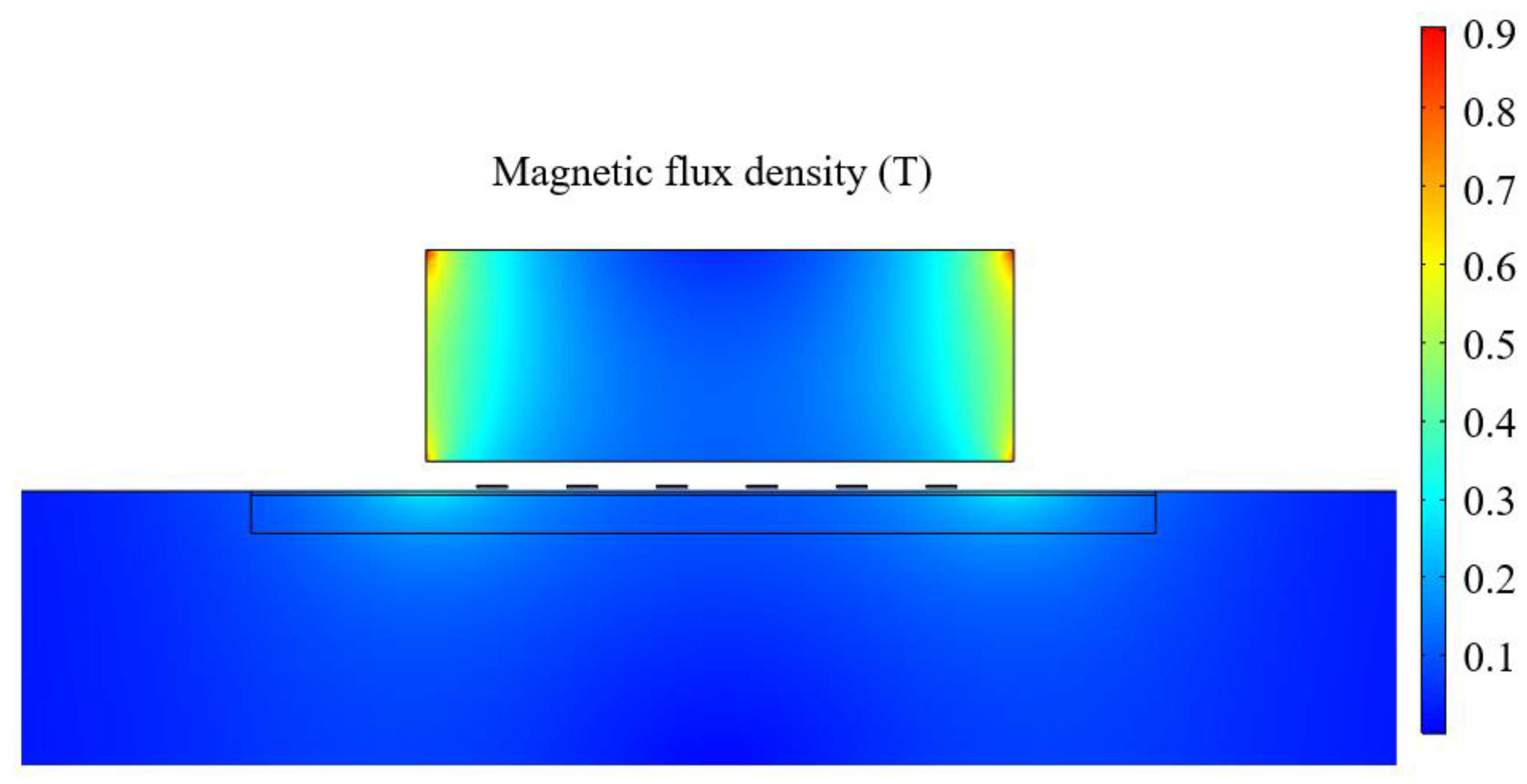
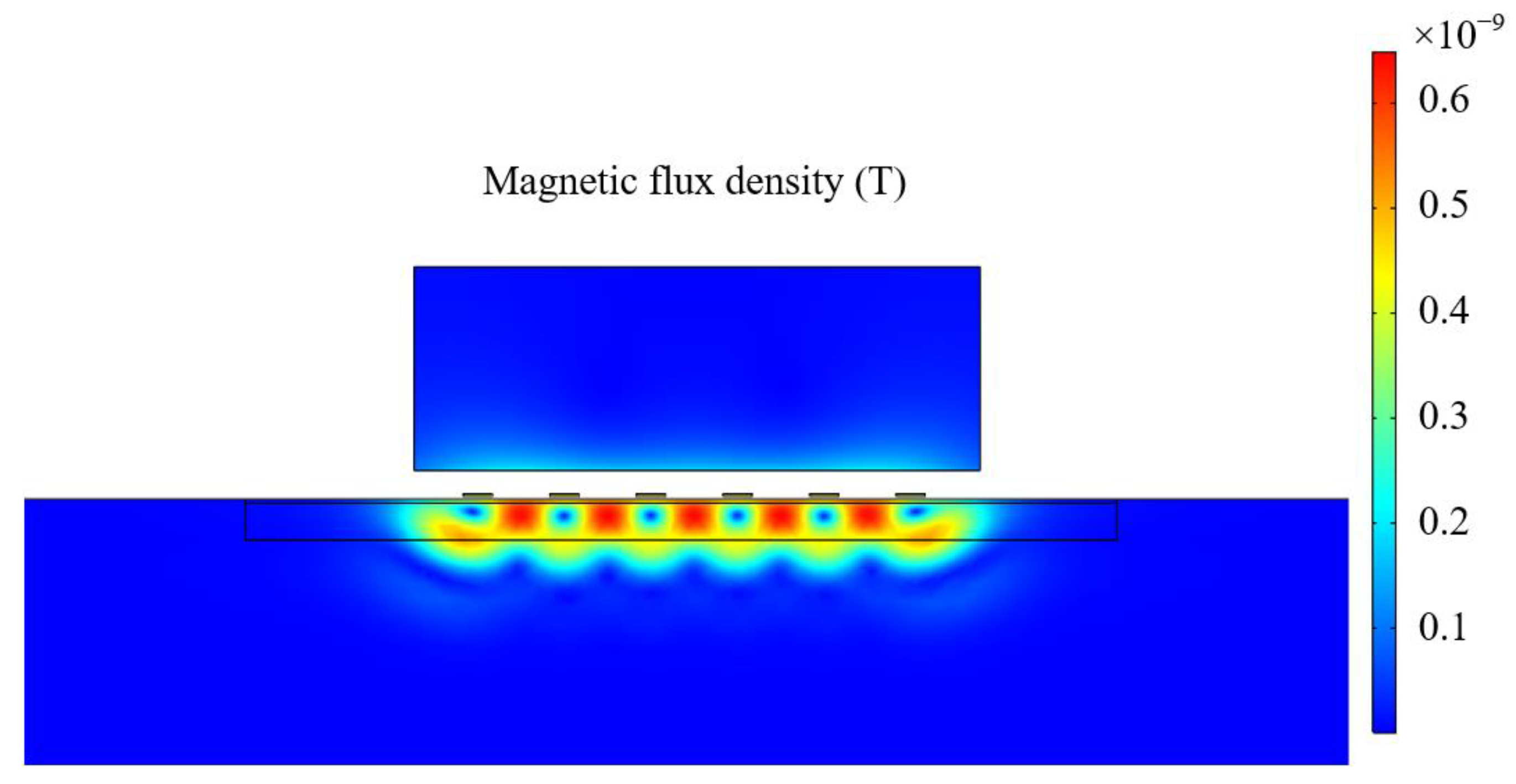
Figure 9 and
Figure 10 are the distribution diagrams of the magnetic field generated by the permanent magnet and the excitation coil separately. Comparing
Figure 9 and
Figure 10, the magnetic field generated by the permanent magnet in the aluminum plate is about (0.1, 0.4) T, while the magnetic field generated by the excitation coil in the aluminum plate is about 4 × 10
−9 T. The intensity of the magnetic field generated by the permanent magnet is much greater than that of the excitation coil. This is why the magnetic field of the excitation coil can be ignored when analyzing the particle vibration in the EMAT transduction process. It can be obtained from the magnetic field distribution of the permanent magnet that the magnetic field intensity in the area where the excitation coil is located is basically the same, which can eliminate the influence of the uneven bias magnetic field on the EMAT transduction process. What is more, it can be obtained from the magnetic field distribution of the excitation coil that the magnetic field below the coil turns is smaller than that of the region between two adjacent coil turns, since the magnetic field generated by the coil is distributed in a circular shape.
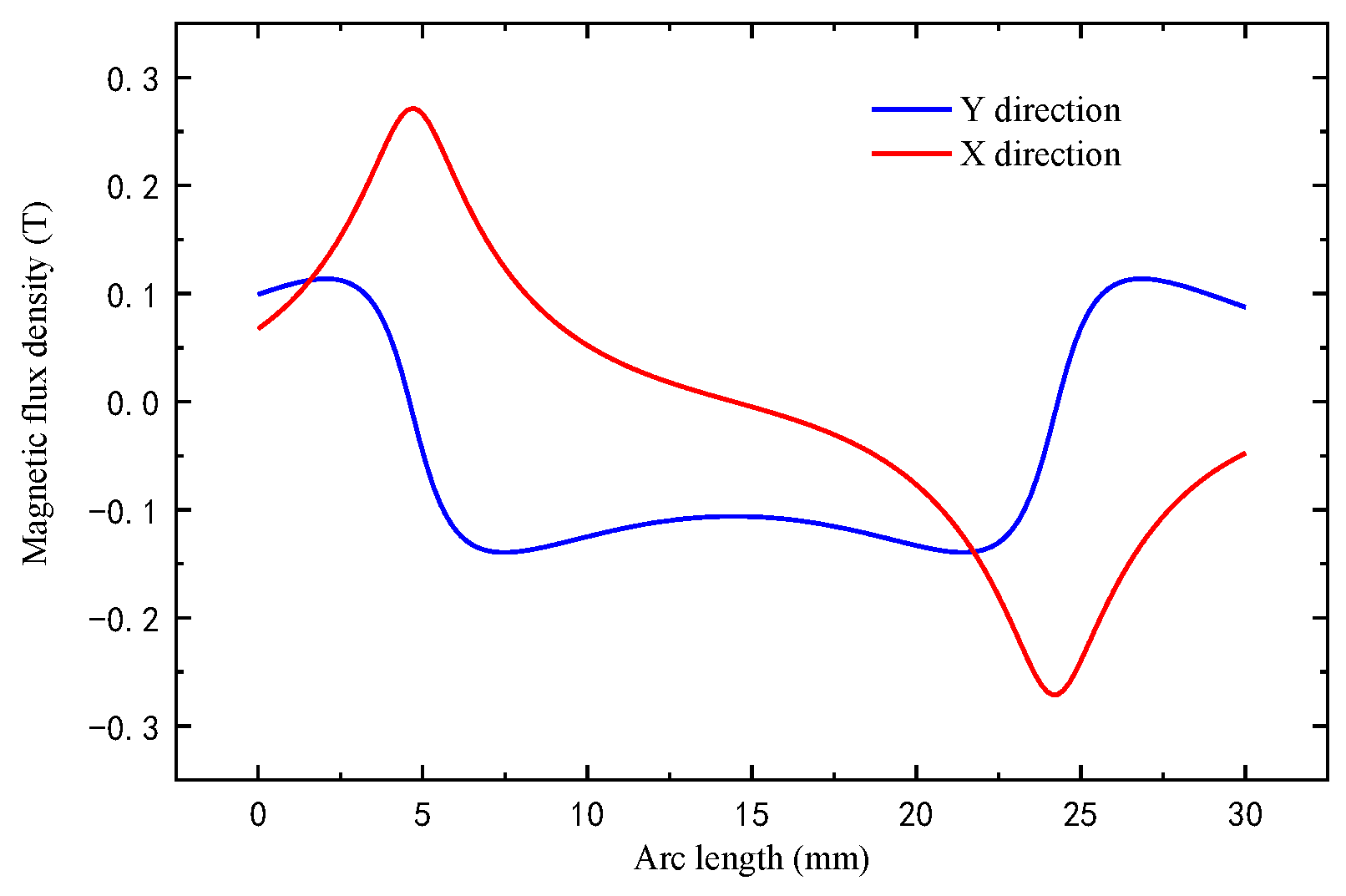
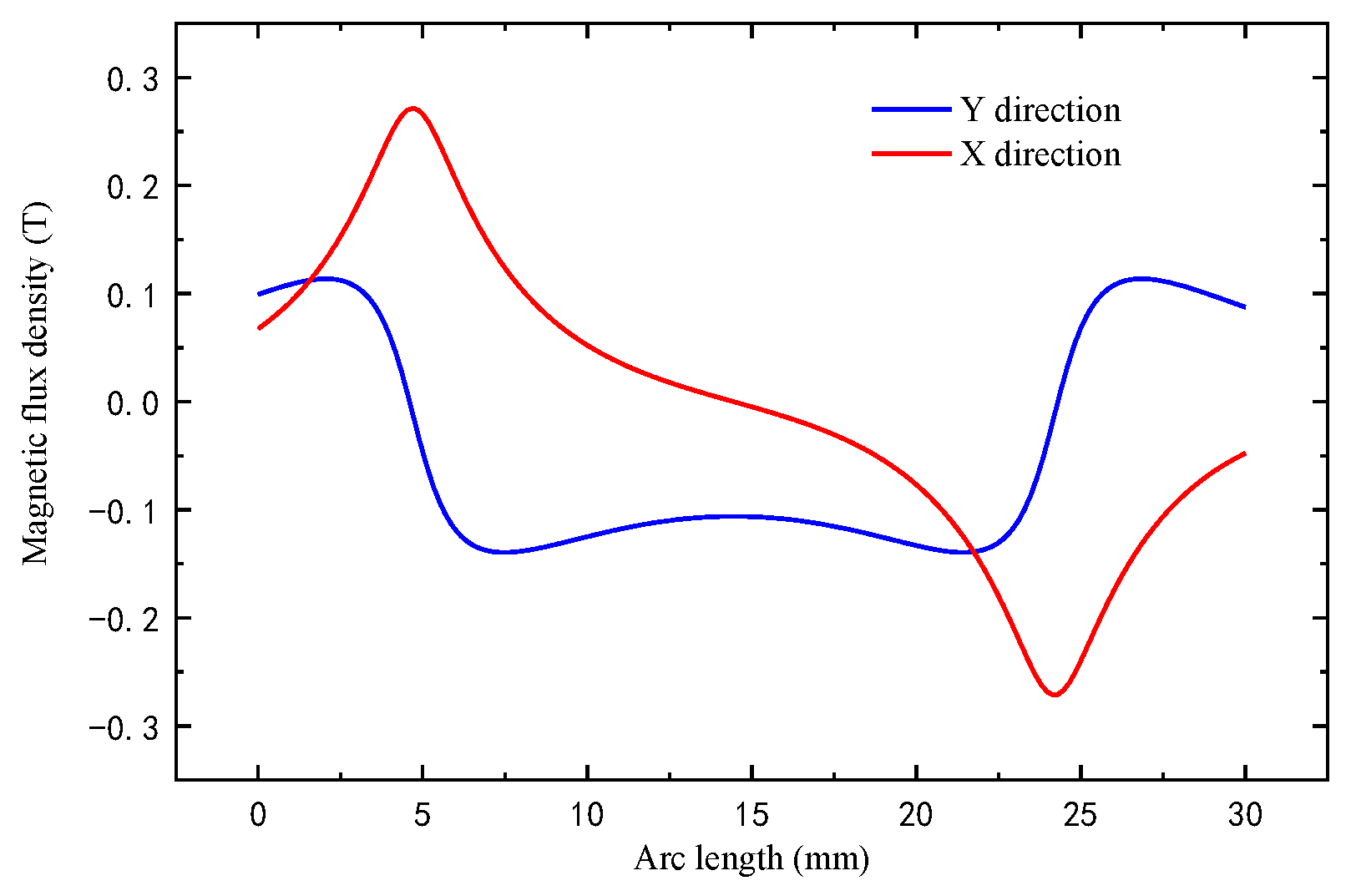
Figure 11 and
Figure 12 show the bias magnetic field and eddy current field of the EMAT. The width of the magnet is 20 mm.
Figure 11 shows the magnetic flux density in x and y directions of the magnet at 0.01 mm depth in the aluminum plate. It can be obtained from
Figure 11 that the middle part of the magnet mainly produces a vertical magnetic field, and the vertical magnetic density at the center position is the weakest and gradually increases to both sides. On both sides of the magnet, due to the edge effect, there are strong horizontal magnetic fields on the left and right sides of the magnet center with opposite directions. The surface wave includes in-plane displacement and out-plane displacement. The
x-direction magnetic field mainly produces out-plane displacement of the surface wave, and the
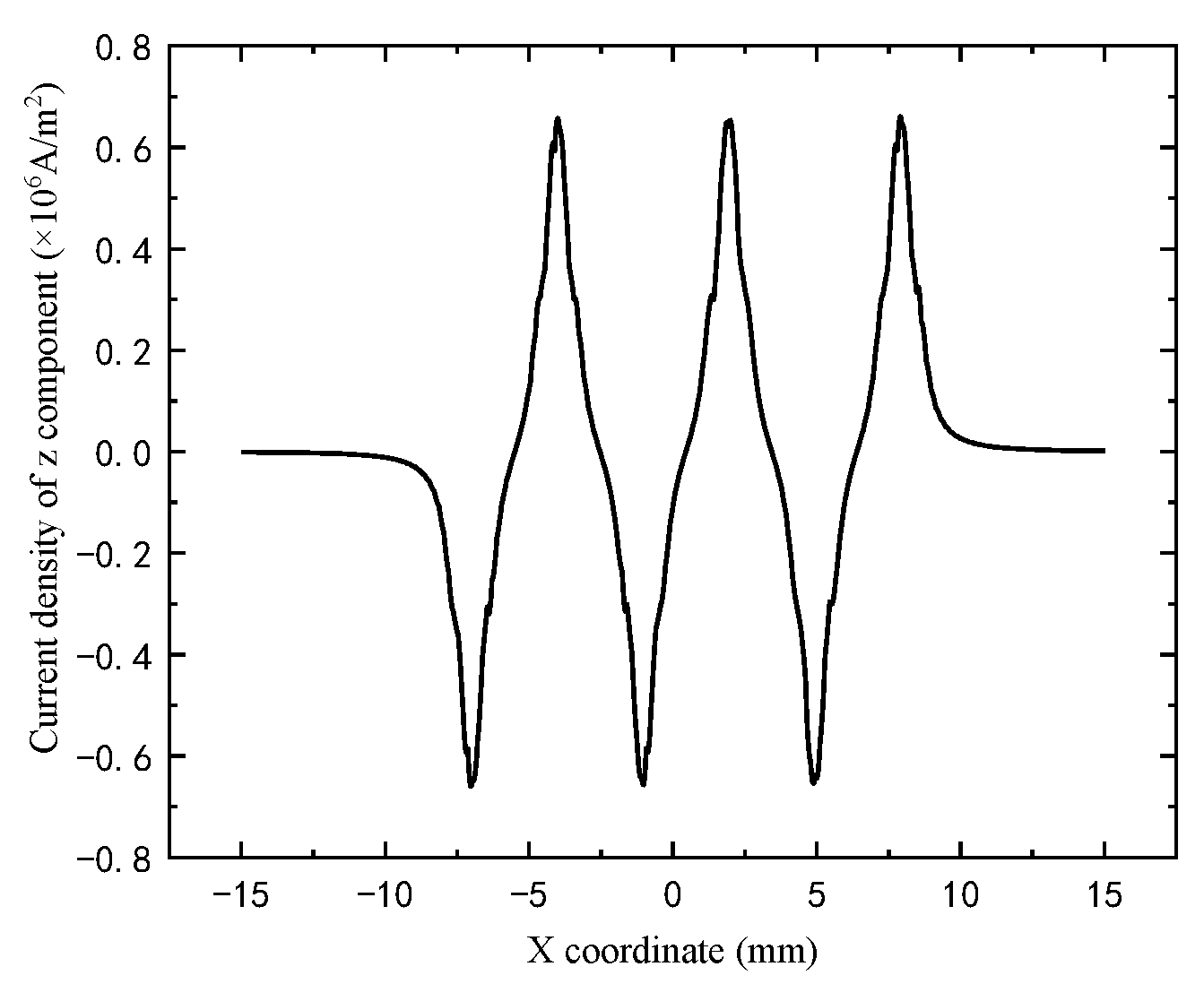
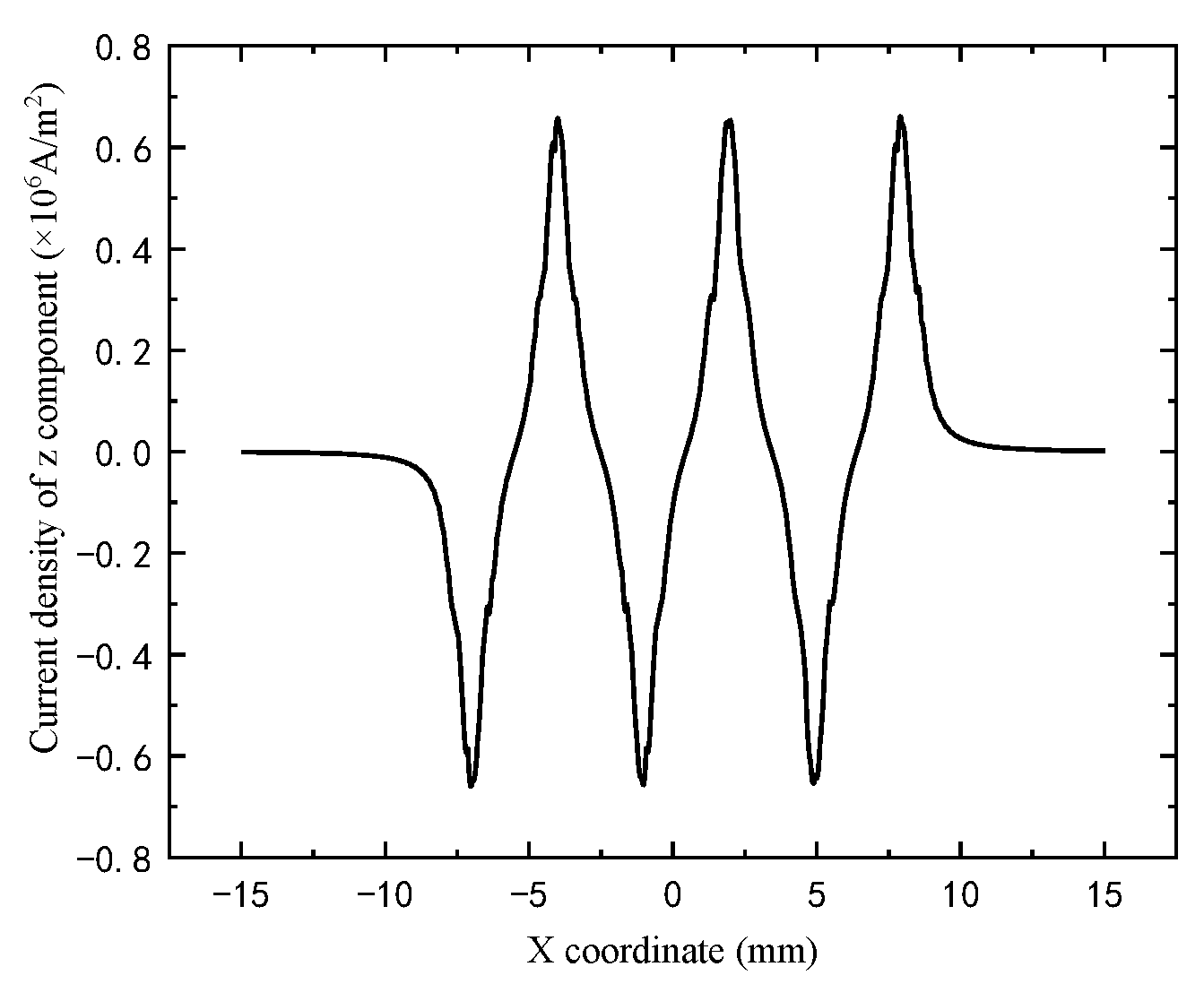
y-direction magnetic field mainly produces the in-plane displacement. The eddy current distribution in the aluminum plate under the excitation coil is shown in
Figure 12. Since the current direction of the two adjacent wires of the zigzag coil is opposite, the direction of the eddy current generated in the aluminum plate is also opposite, and the maximum value of the eddy current appears below each coil wire center.
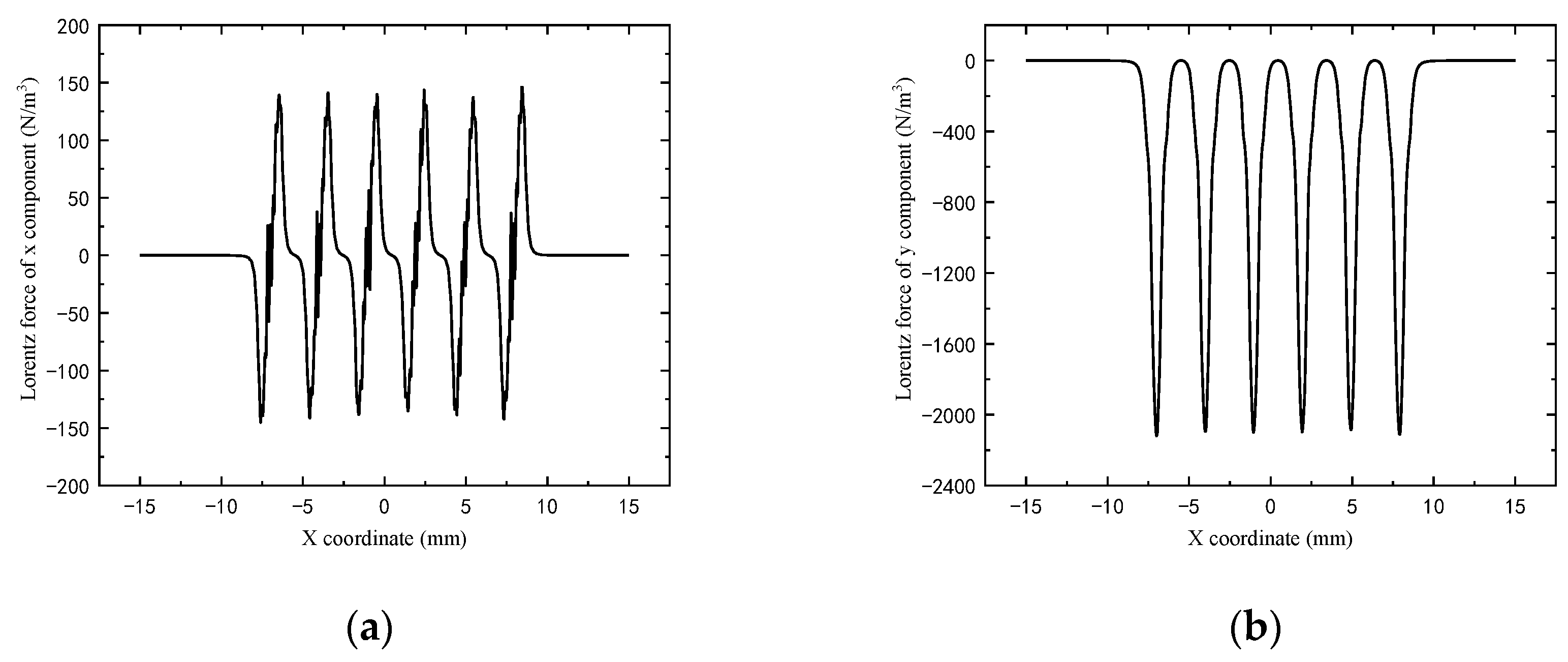
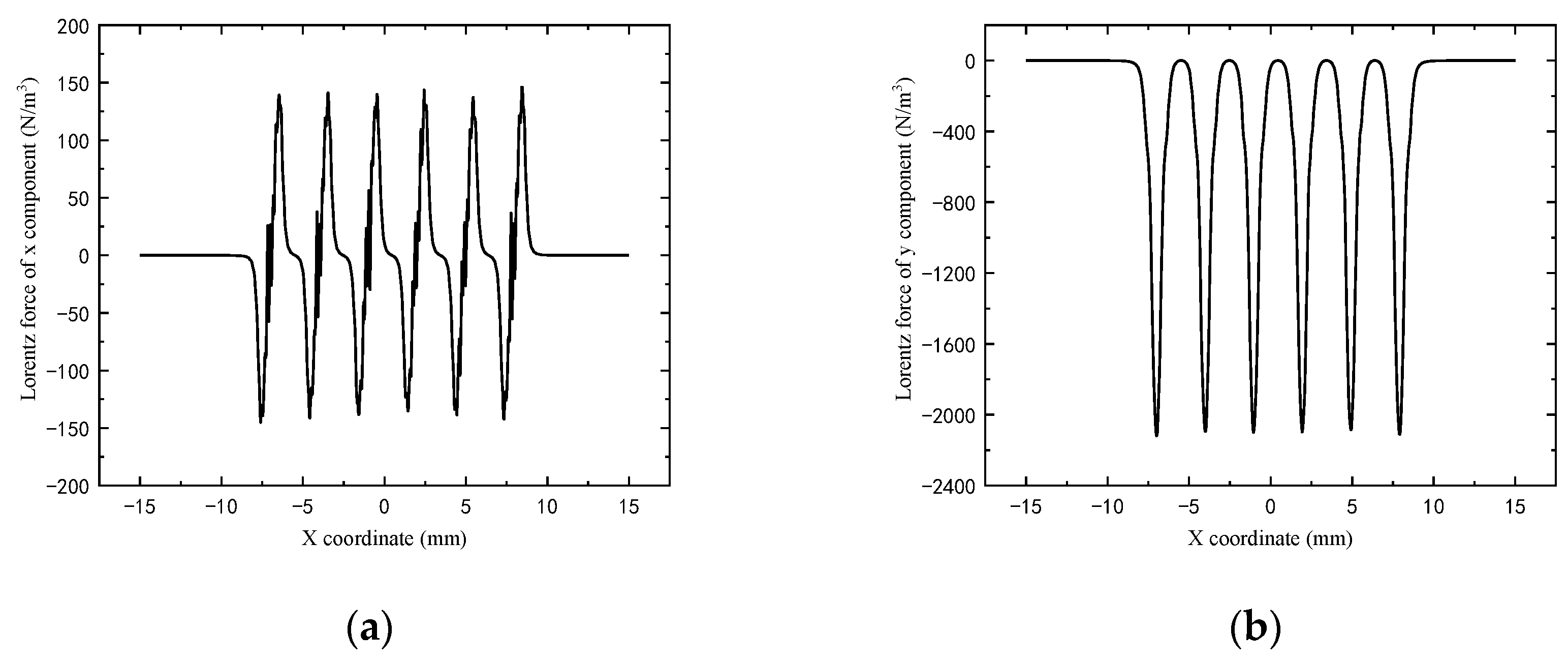
Figure 13 shows the distribution of the
Lorentz force in the
x-direction and
y-direction produced by the interaction of the induced eddy current and the magnetic field in the skin depth of the aluminum plate. The rectangular magnet mainly provides a vertical magnetic field, so the
Lorentz force generated in the aluminum plate by the EMAT is mainly in the
x direction. Moreover, due to the edge effect of the magnet, a large vertical
Lorentz force is generated in the aluminum plate below the edge of the magnet.
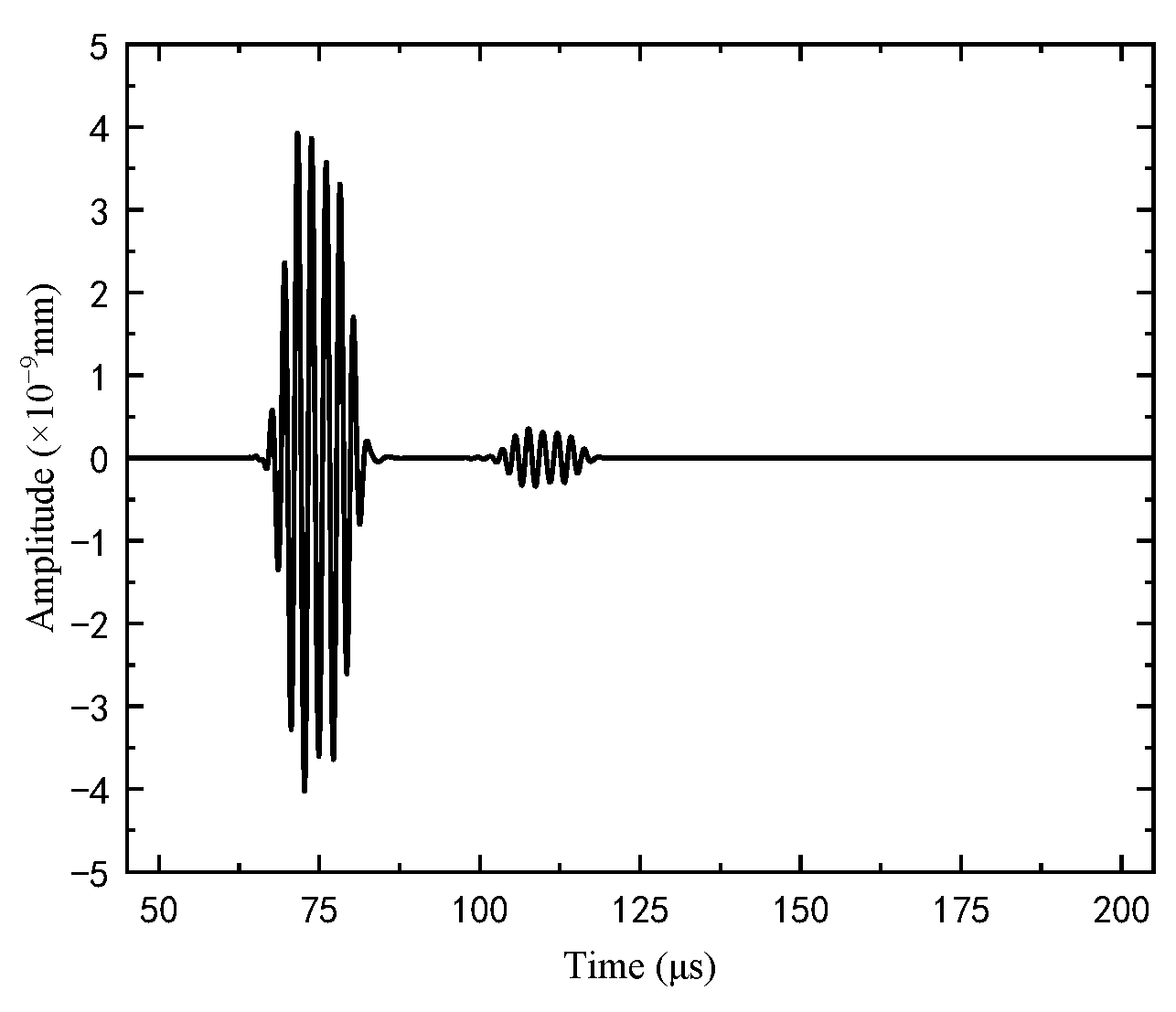
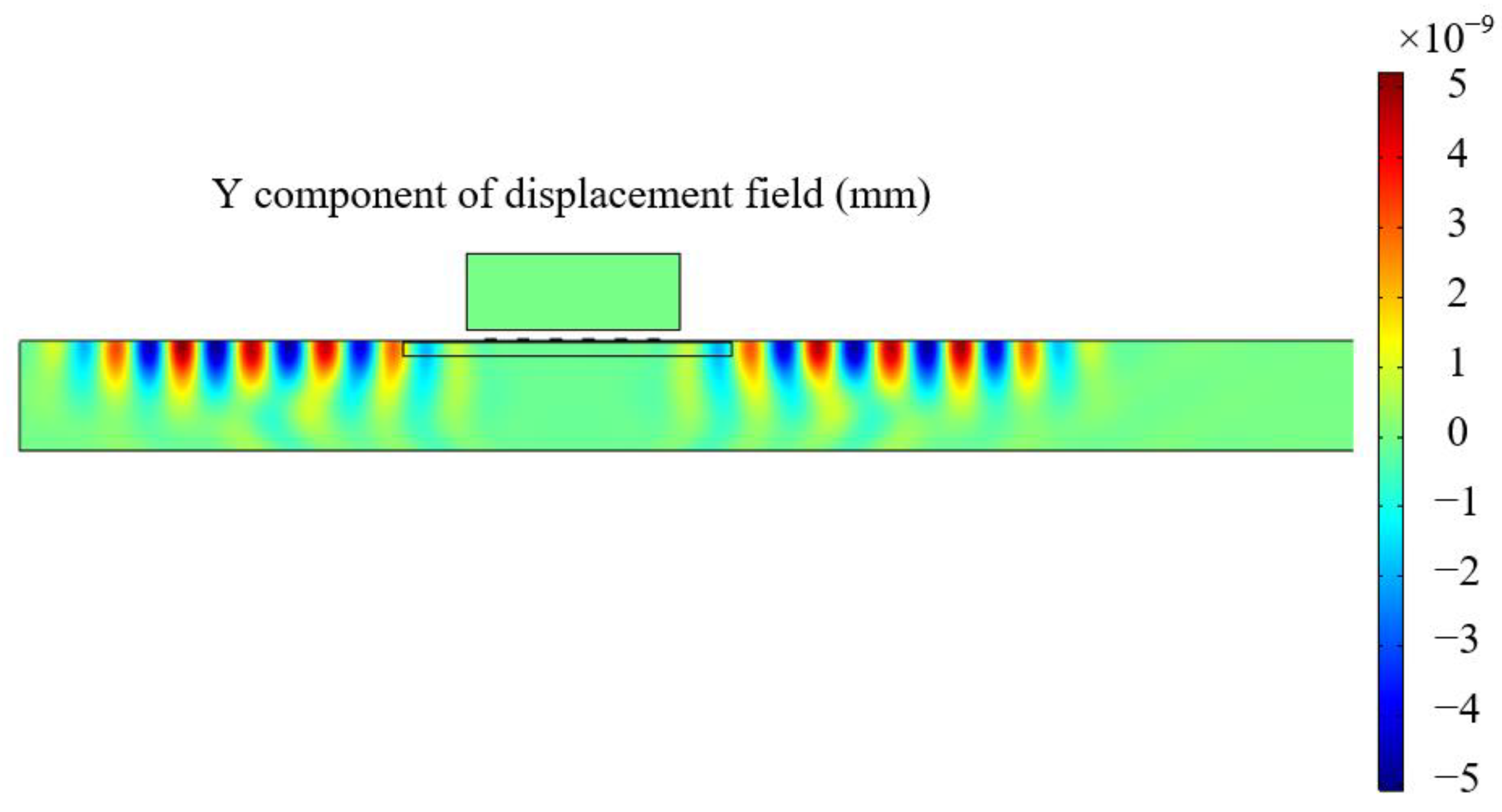
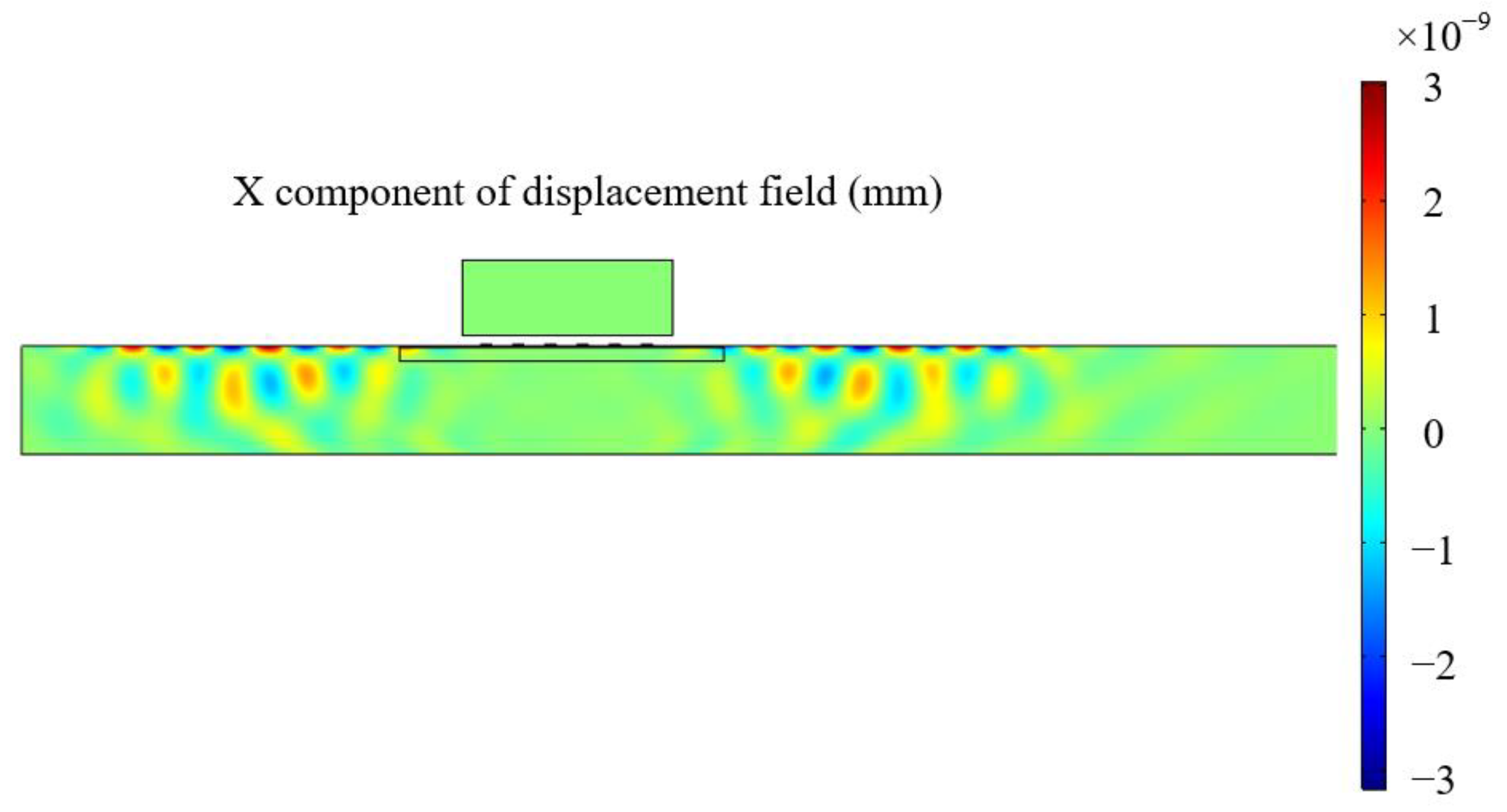
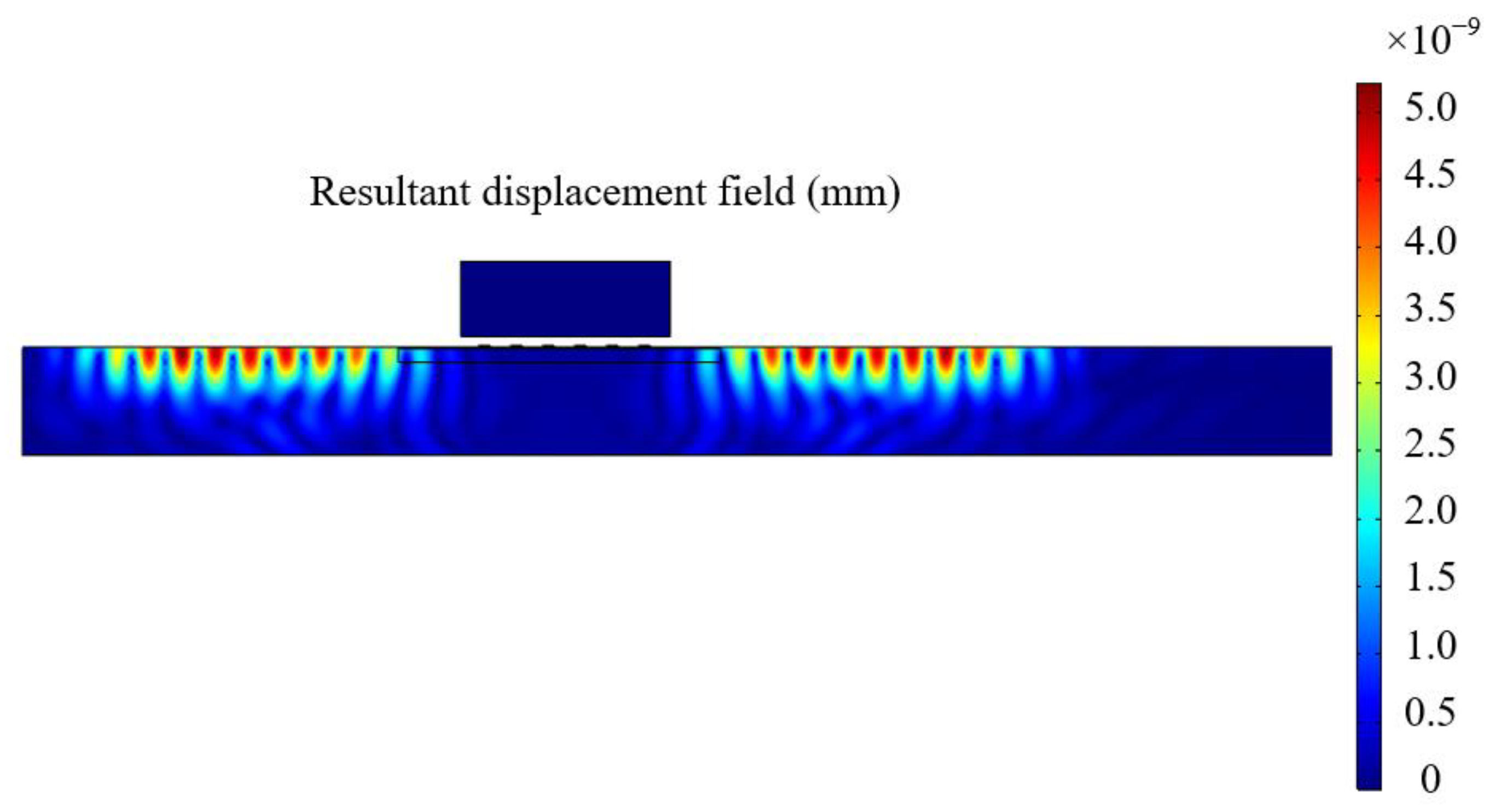
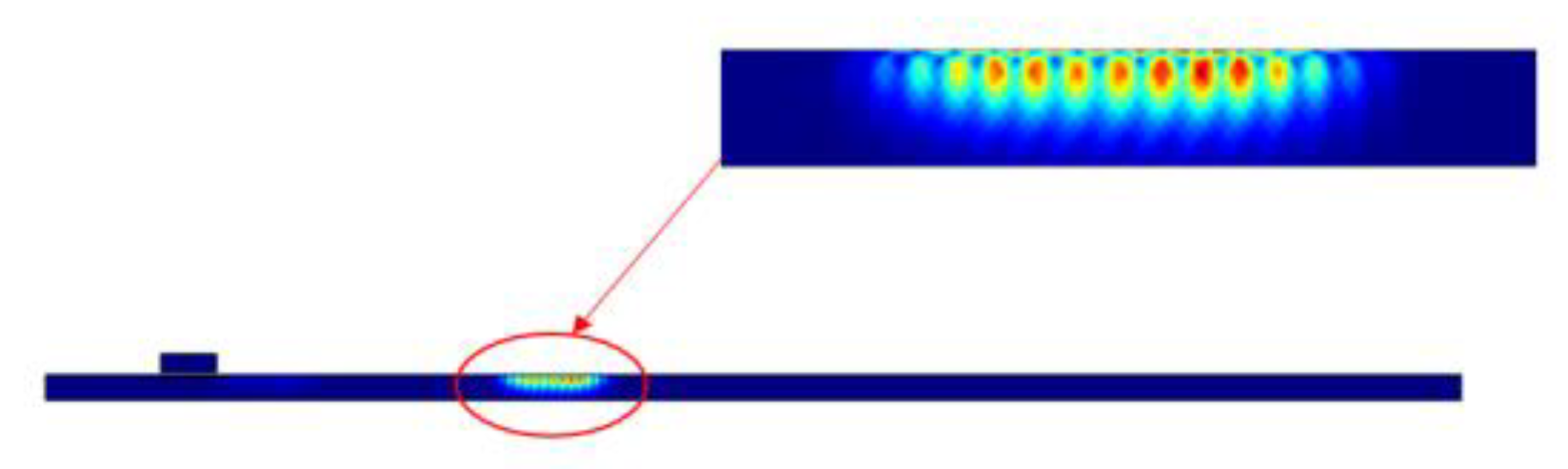
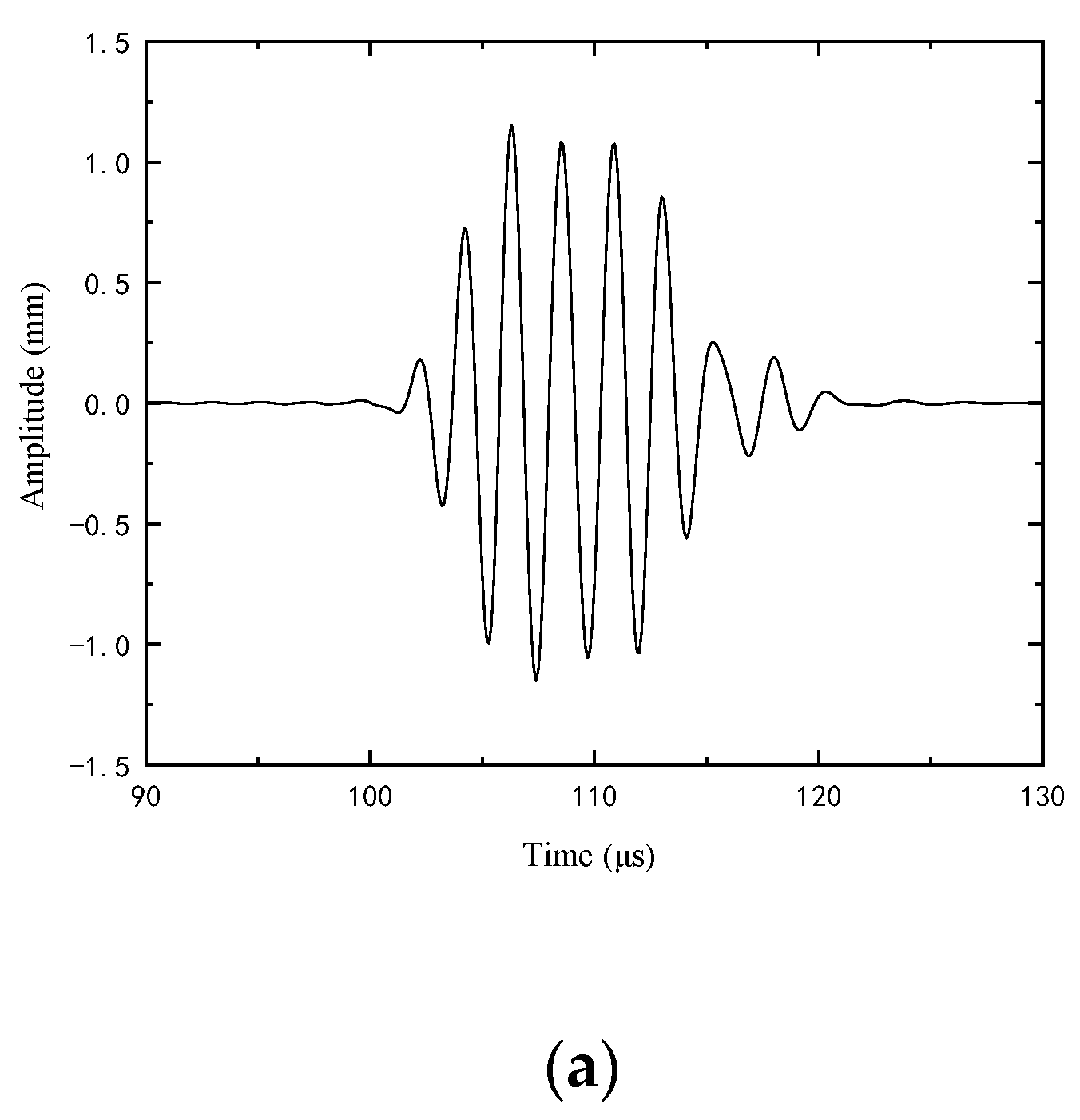
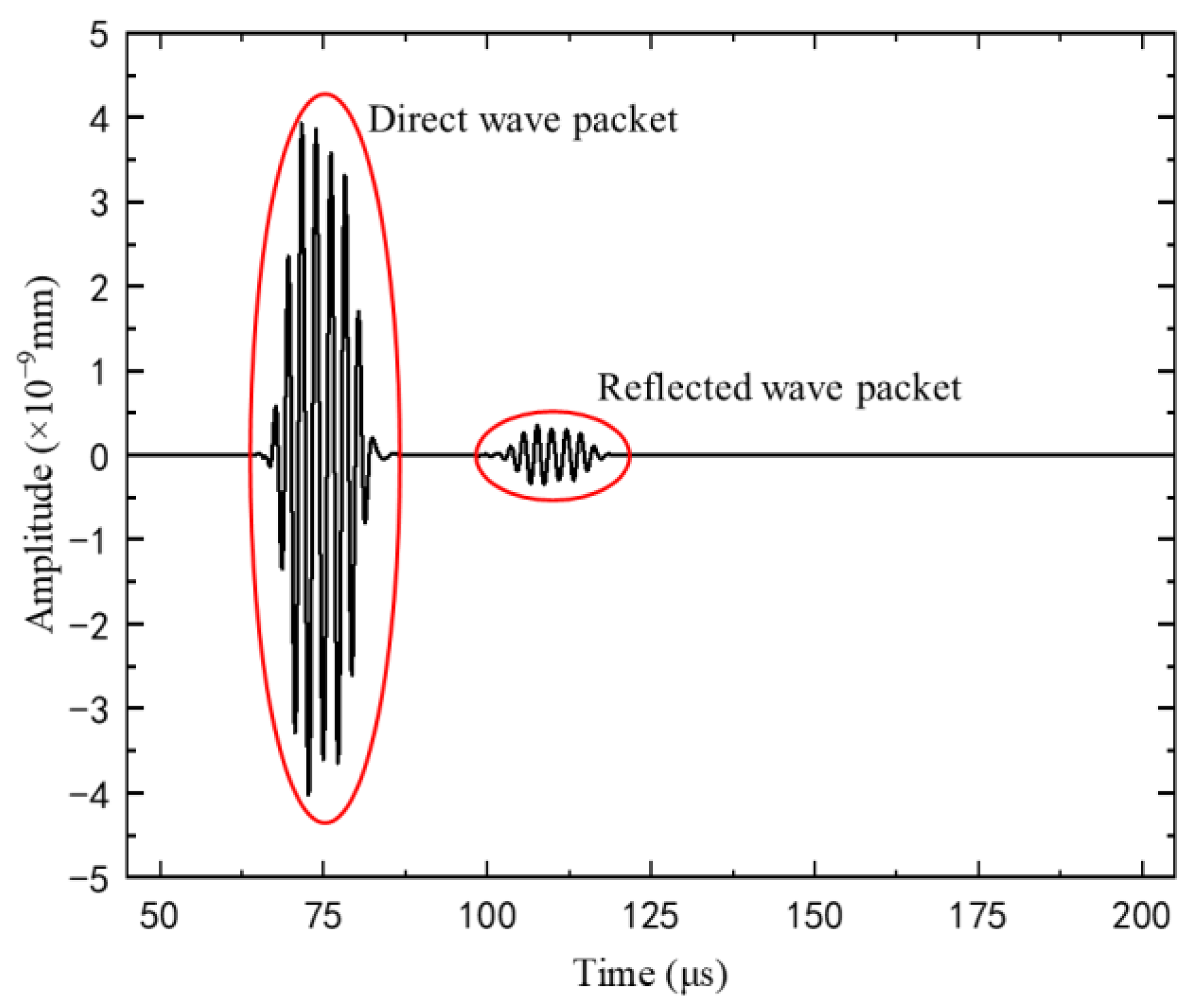
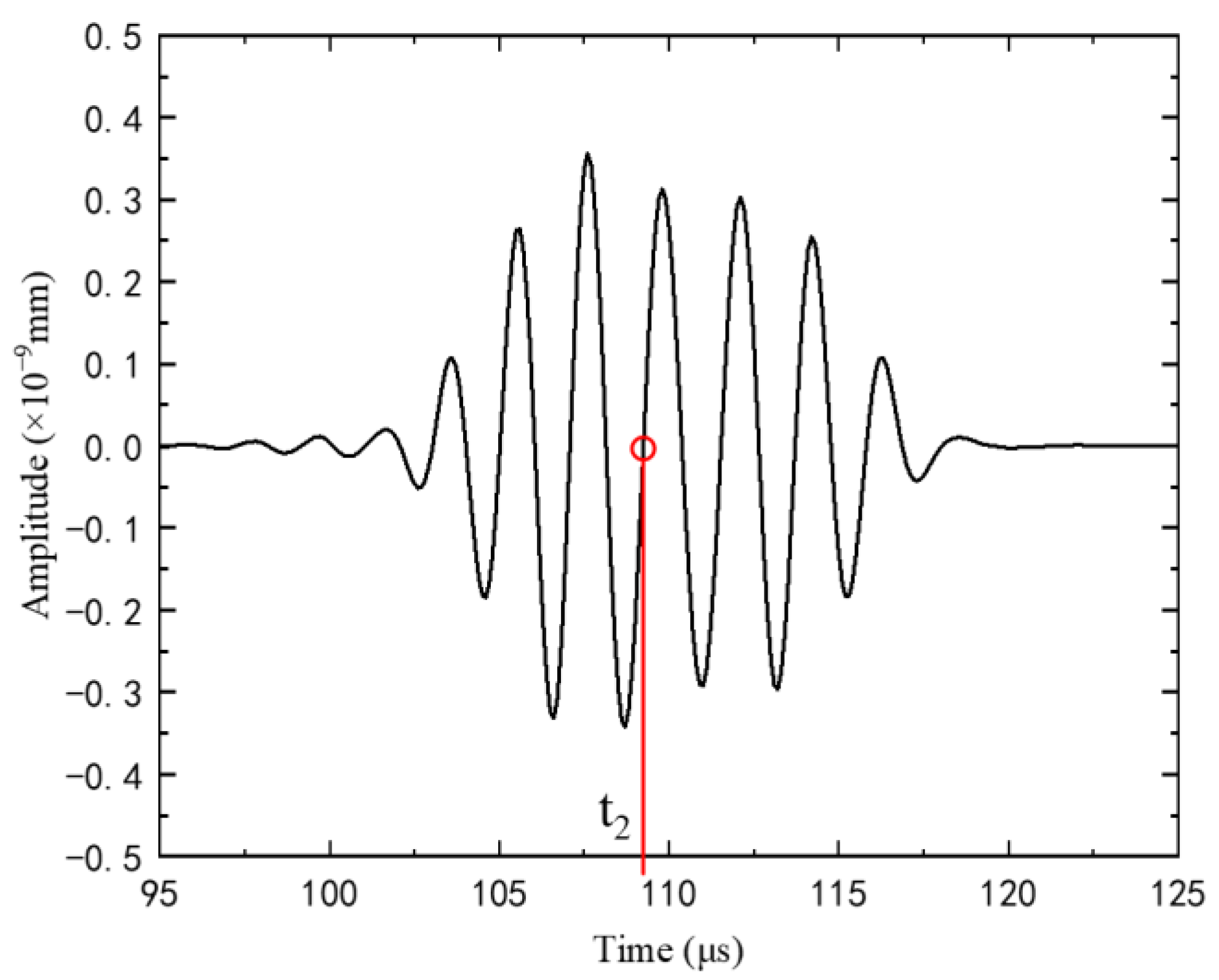
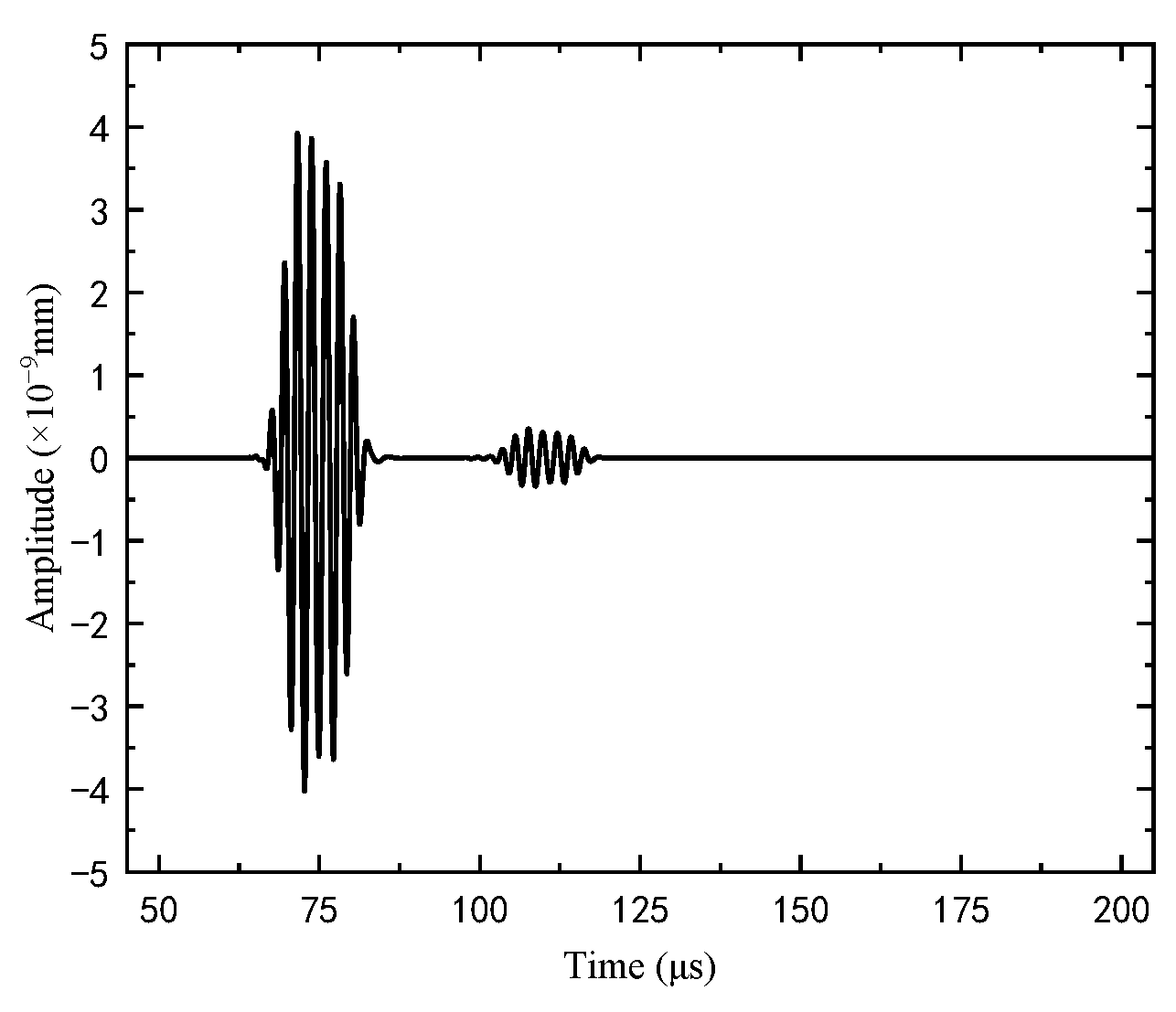
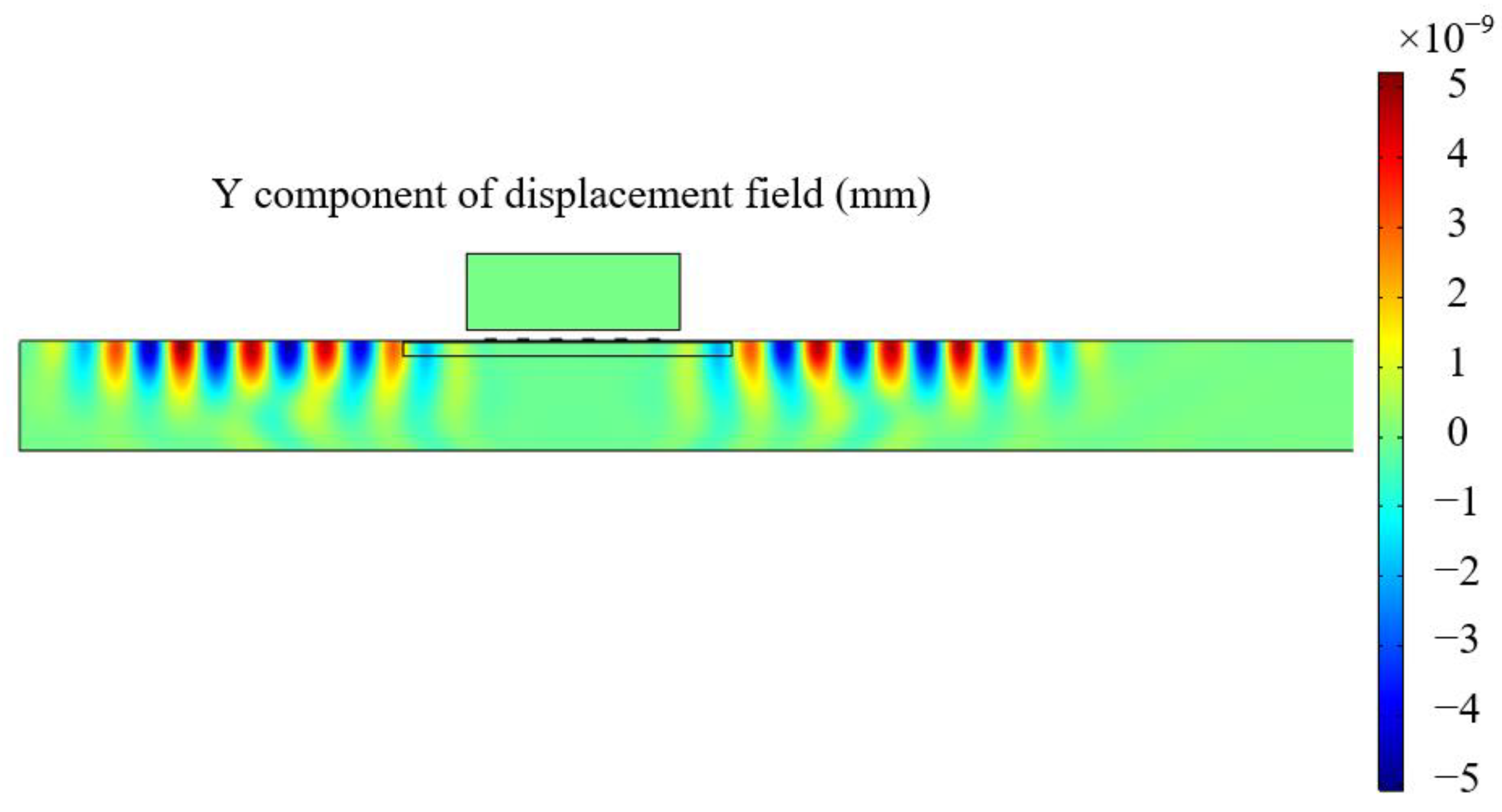
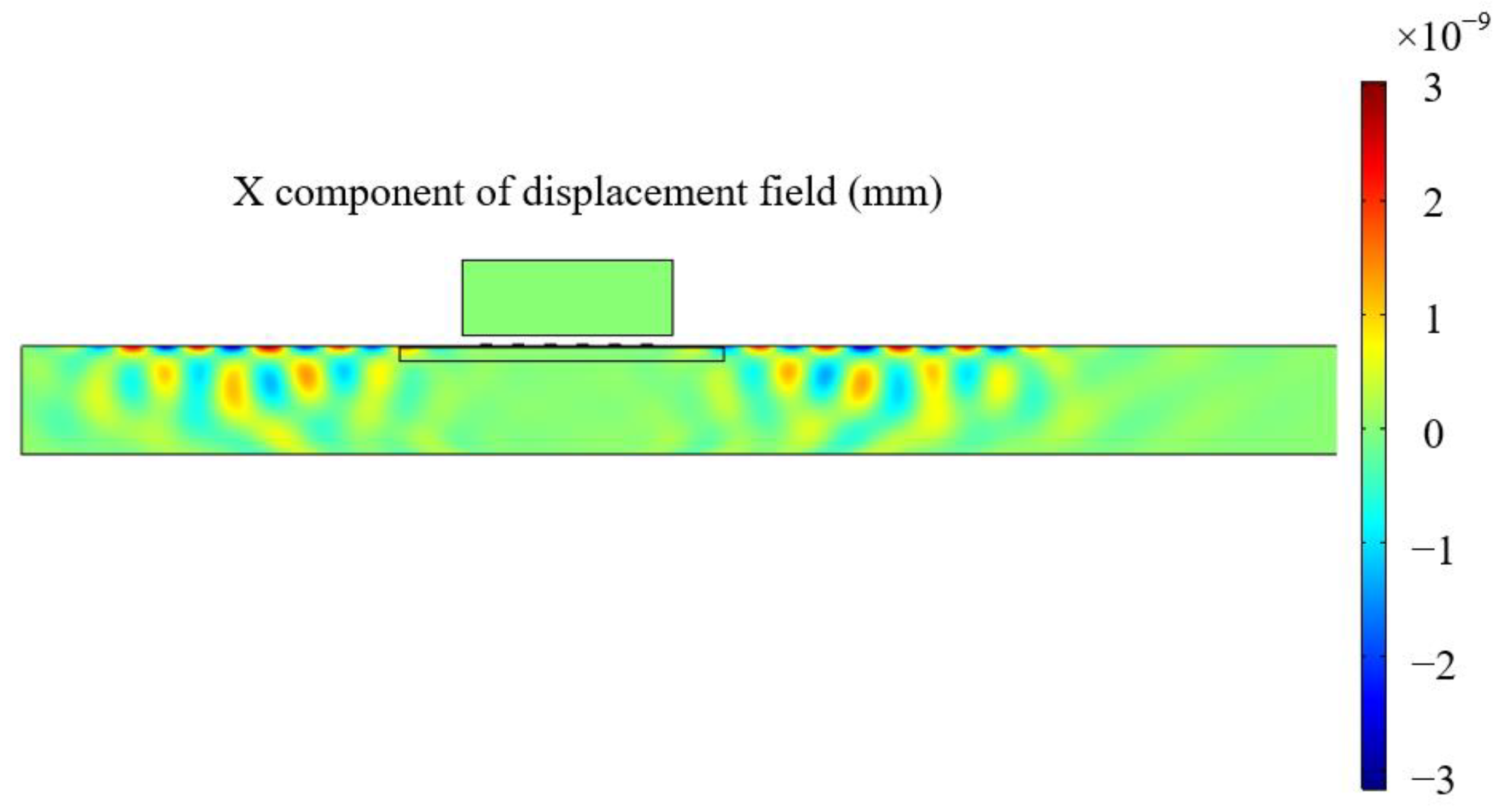
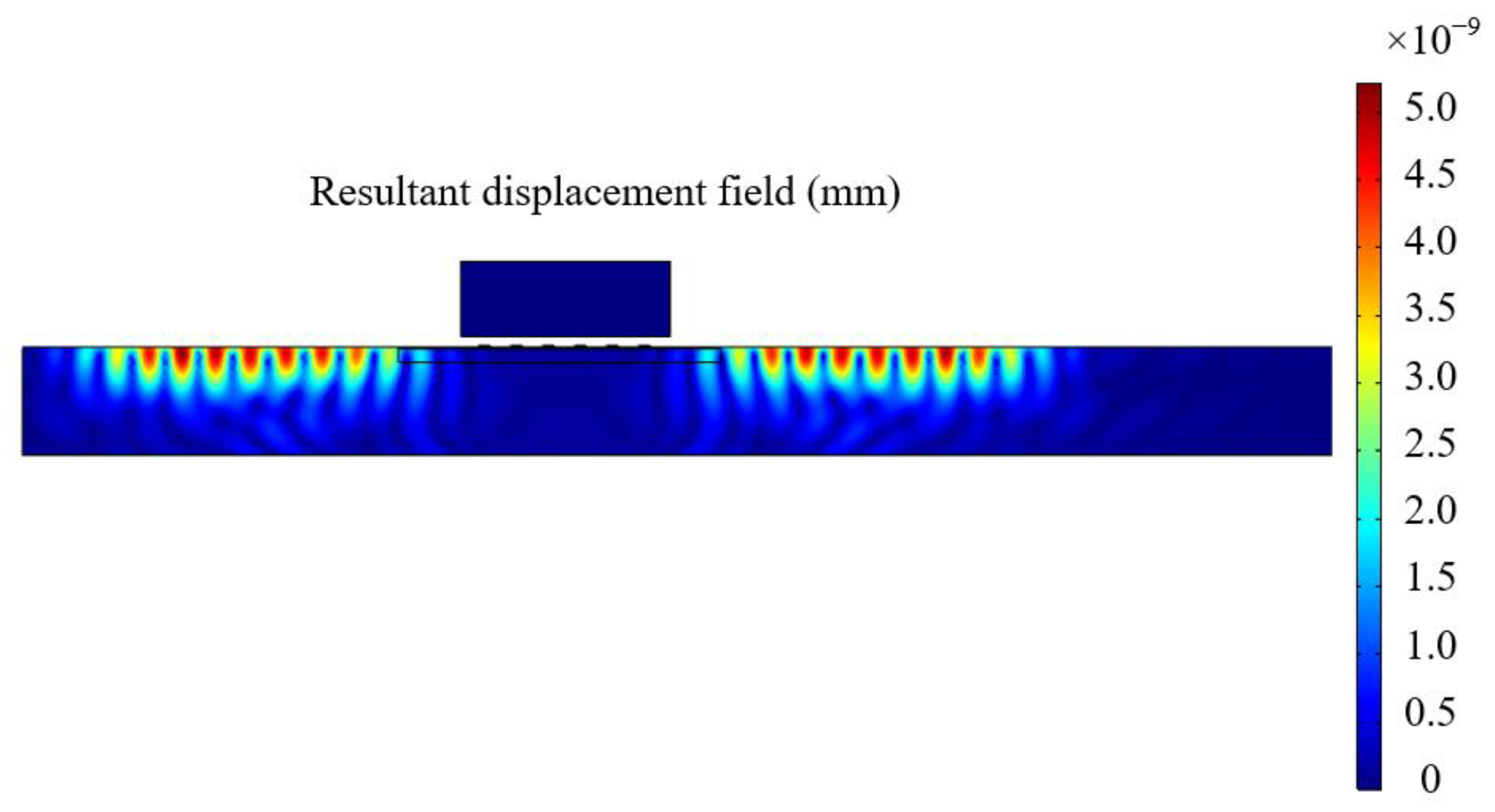
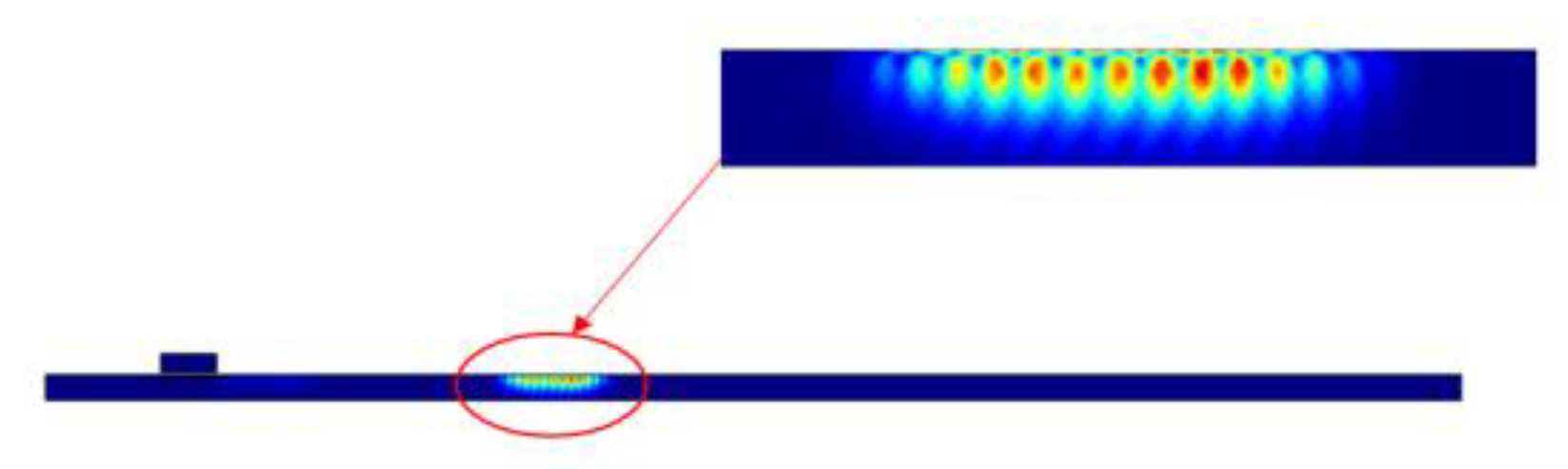
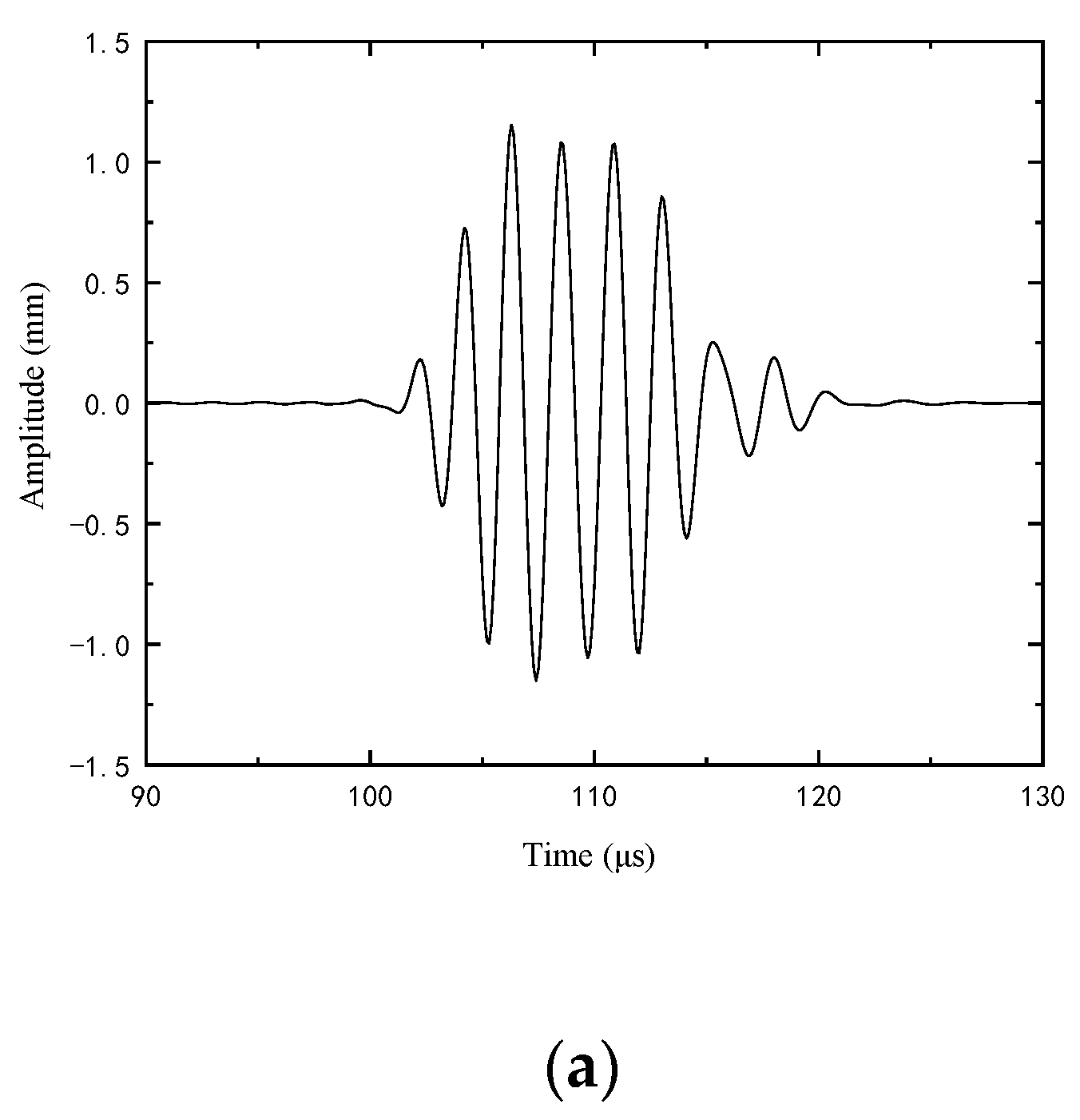
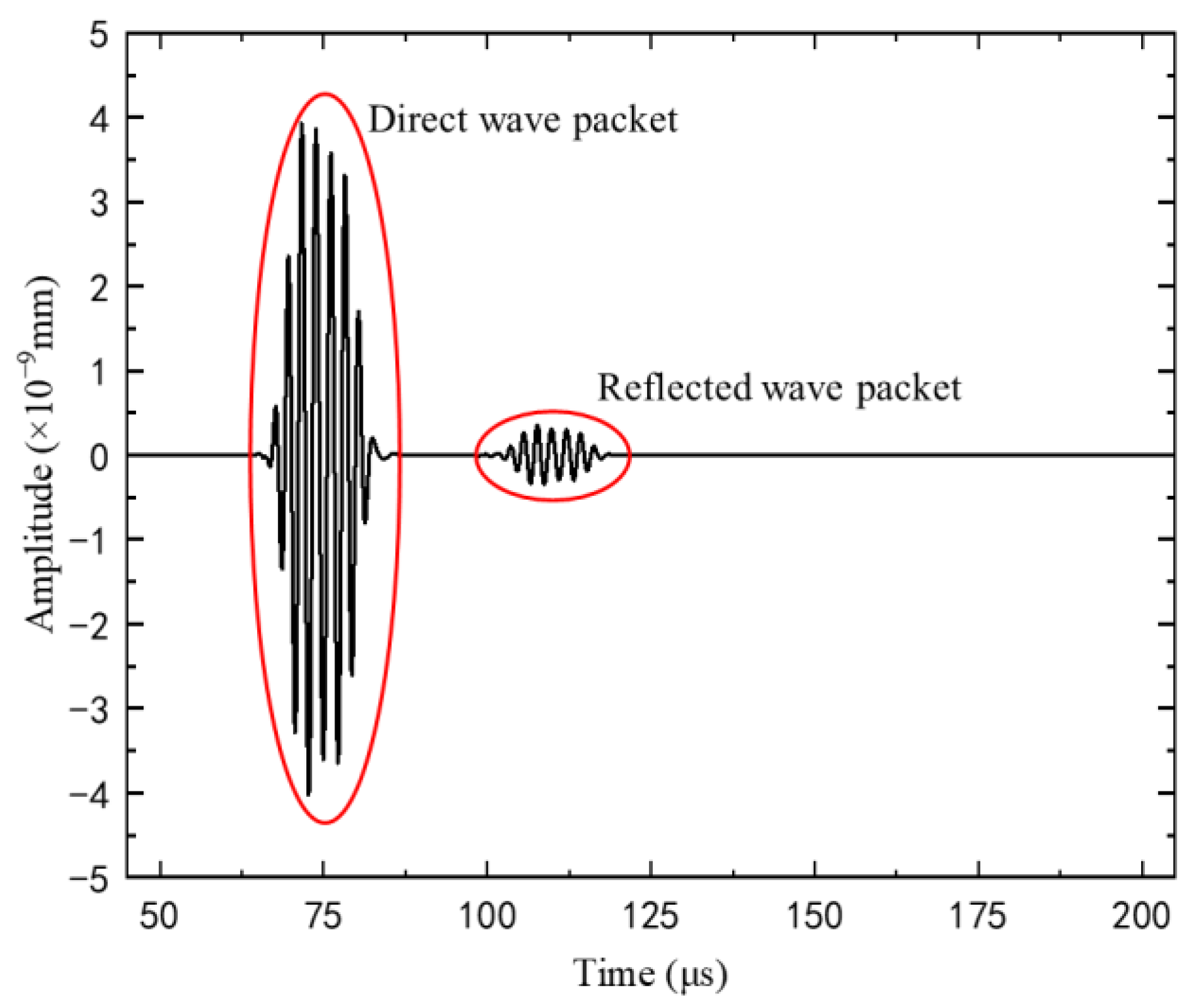
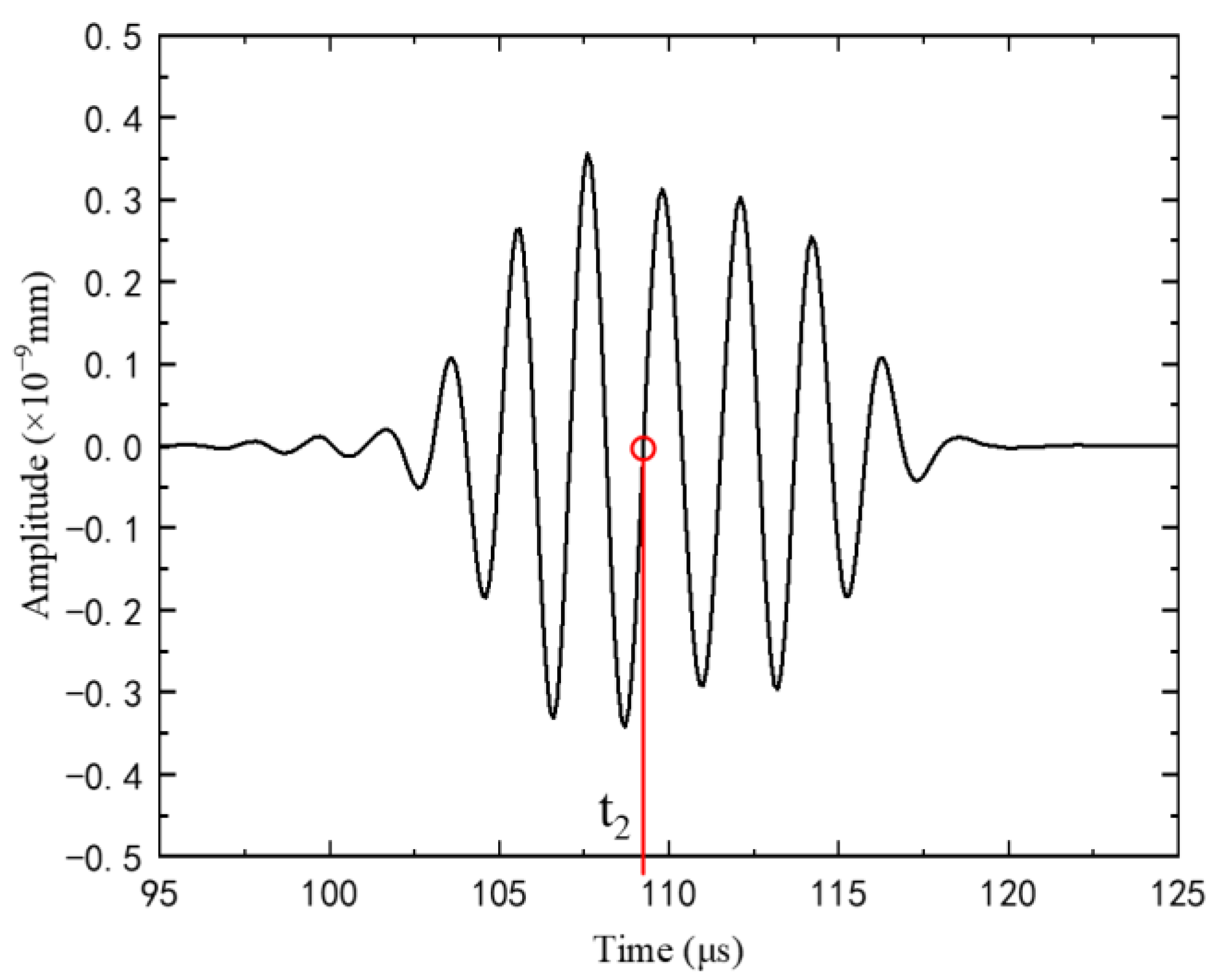
Figure 14 shows the time-domain waveform of the EMUS signal received at point (200, −1). The first wave packet is the direct wave of the excitation signal, and the second wave packet is the reflection wave from the left end surface. It can be calculated from the length of the aluminum plate and the model parameters that the propagation velocity of the surface wave in the aluminum plate is 2890 m/s. The acoustic field of the EMUS signal in the aluminum plate is shown in
Figure 15,
Figure 16 and
Figure 17 at time 1.5 × 10
−5 s.
Figure 15 is the out-plane displacement,
Figure 16 is the in-plane displacement, and
Figure 17 is the resultant displacement. The surface wave excited by this model is mainly out-plane displacement, and the in-plane displacement is small because the permanent magnet mainly provides a vertical magnetic field. Due to the edge effect of the permanent magnet, there is also little horizontal component in the magnetic field, which is the reason for the low-amplitude in-plane displacement in the acoustic field.
5. Conclusions
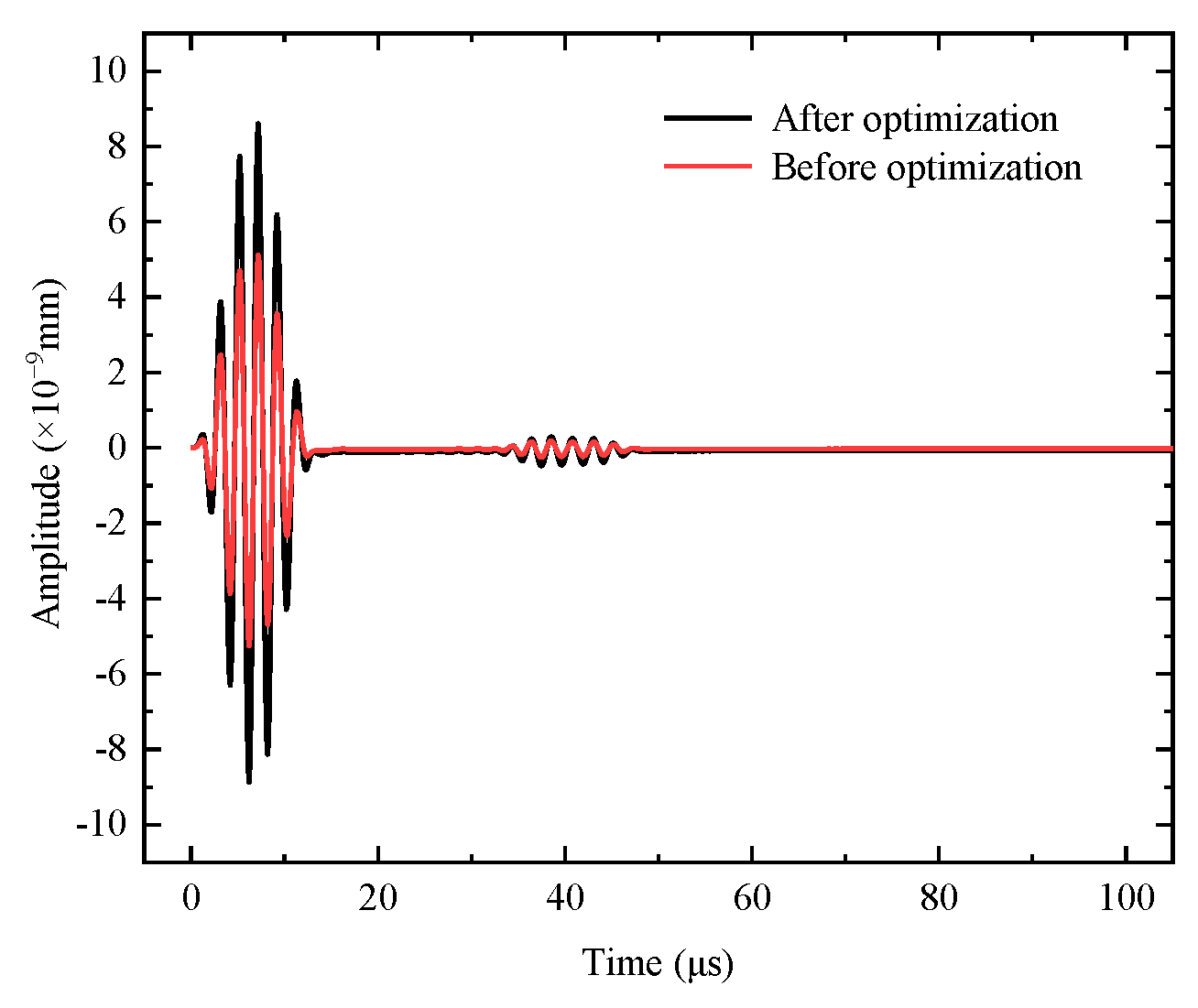
This study proposes EMUS surface wave detection of metal sheet defects aiming at improving the efficiency of the EMUS transducer, accuracy of the corresponding relation between ultrasonic signals and defect features, and measurement accuracy of the time delay between EMUS packets using an aluminum plate. The electromagnetic field distribution of the EMUS transducer, the propagation depth of the surface wave, and the influence of the grid accuracy on the EMUS excitation signal are analyzed; the orthogonal experimental design is used to optimize the excitation parameters of the EMUS surface wave transducer; the peak-to-peak value and PSD of the EMUS signal in defect detection are compared; a method for measuring the time delay of the EMUS signal wave packet is proposed; and the maximum value method and the cross-correlation method are compared. The following conclusions are drawn.
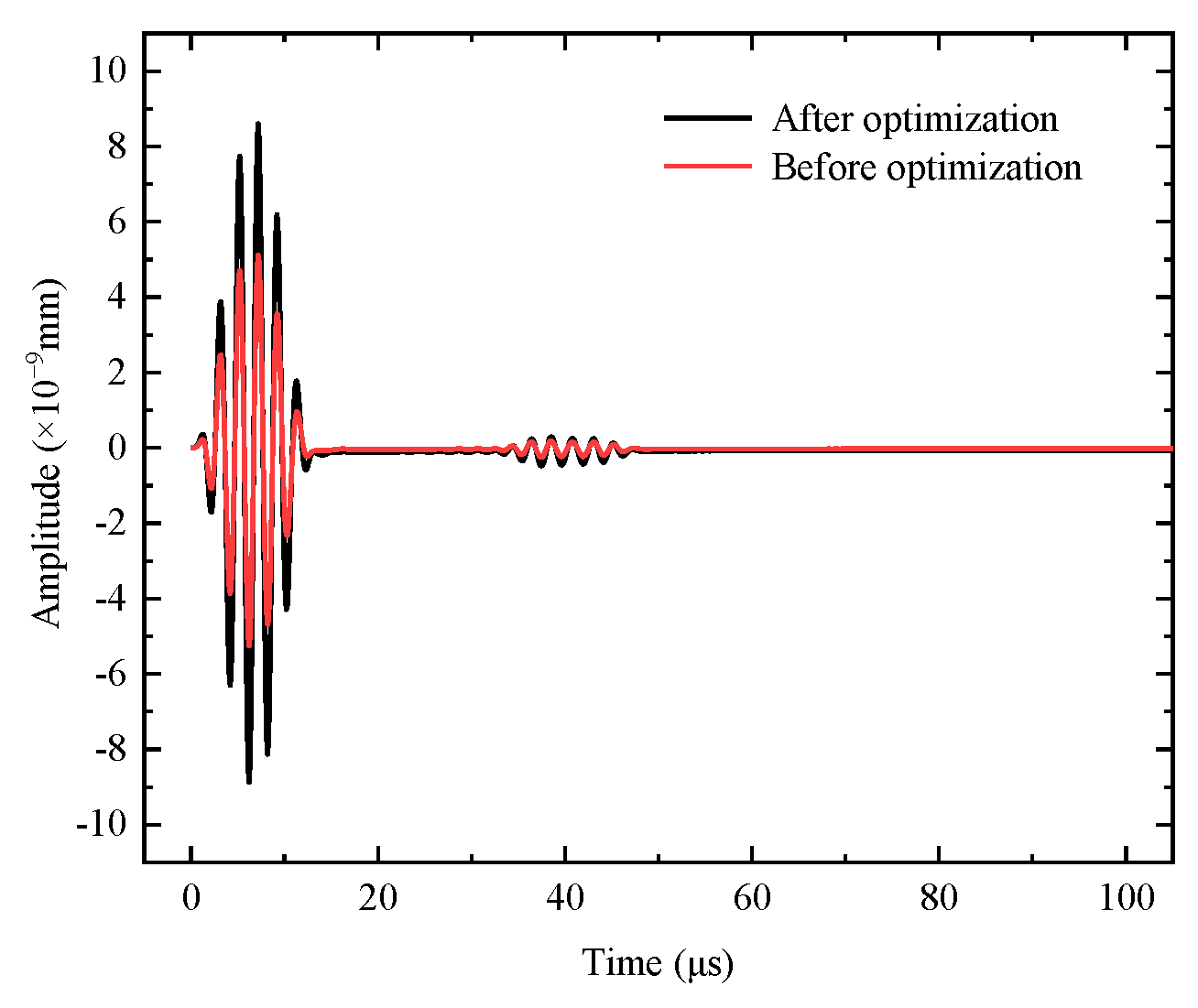
After optimizing the excitation parameters of the EMUS transducer through the orthogonal experiment design, the amplitude of the EMUS signal generated is increased by about 80%.
Using the PSD of the EMUS response signal to detect defects, the accuracy is higher than the peak-to-peak value detection, and the reliability is better; the measurement accuracy of the proposed "center zero-point method" for the EMUS signal wave packet time delay is higher than that of the peak-to-peak method and the starting point method, and the accuracy is close to that of the cross-correlation method. Certainly the boundary condition of this method should be further investigated and validated with experiments.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}