
Mechanical Properties and Absorption of High-Strength Fiber-Reinforced Concrete (HSFRC) with Sustainable Natural Fibers



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
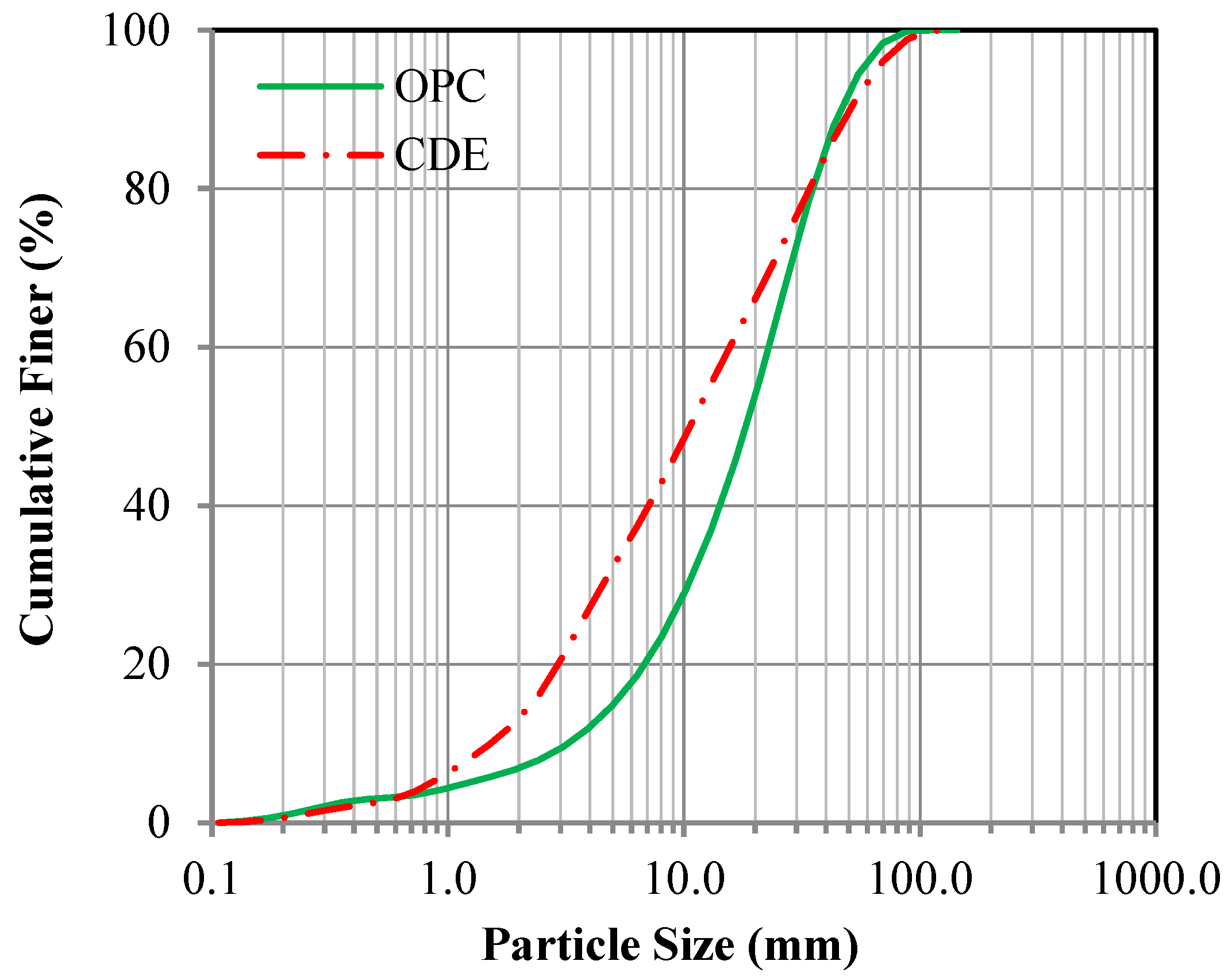
2.1.1. Cement
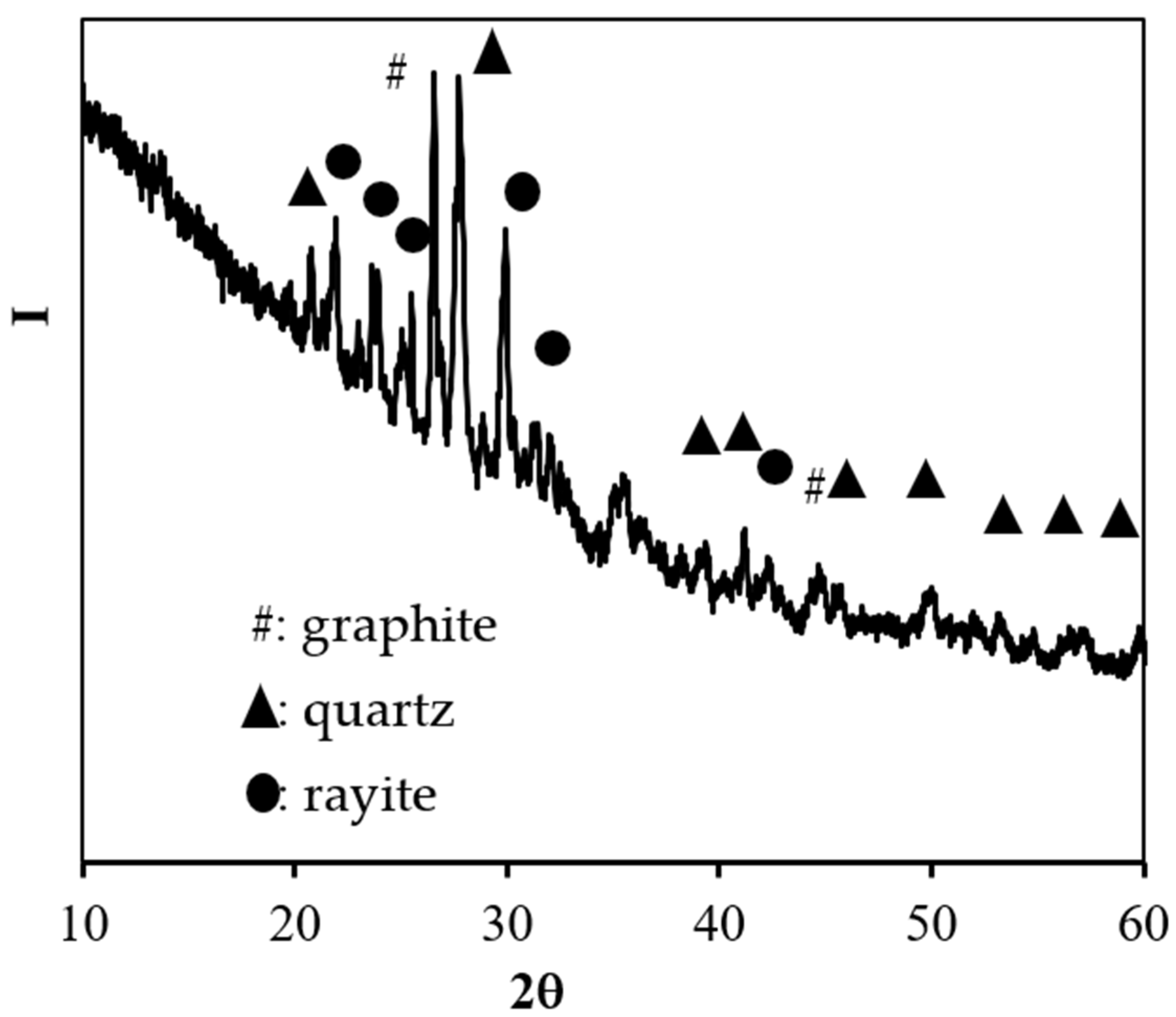
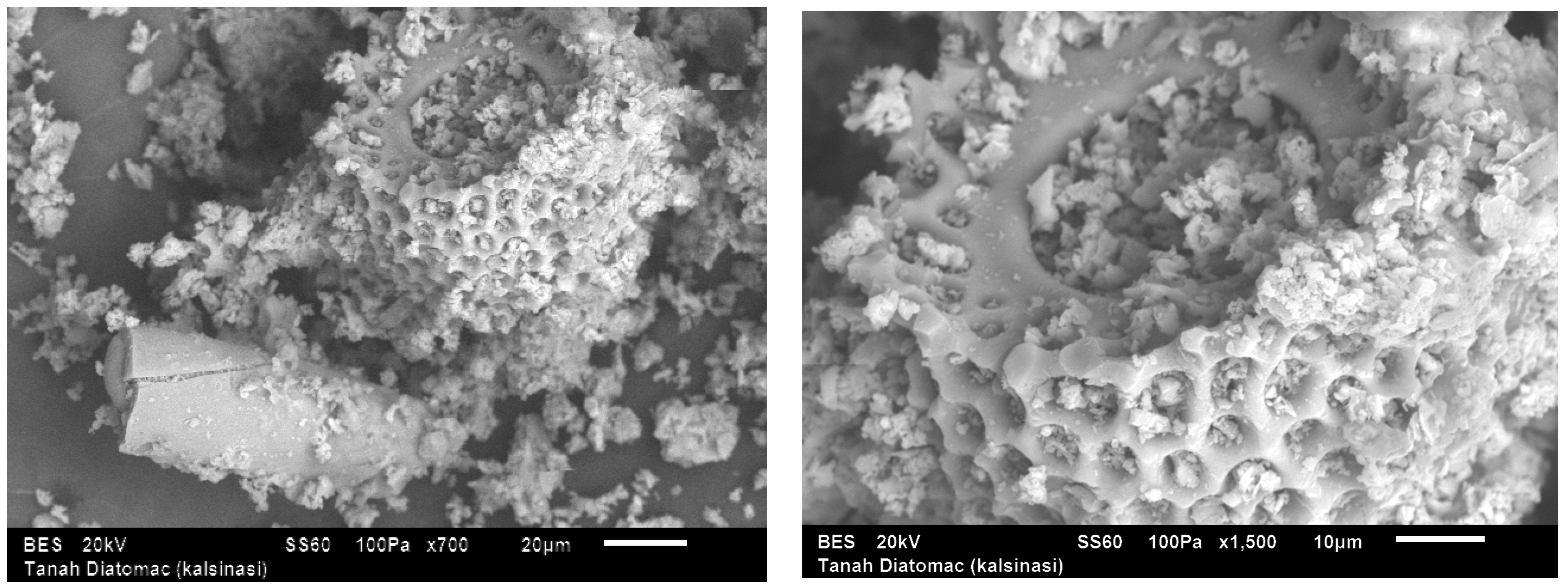
2.1.2. Diatomaceous Earth
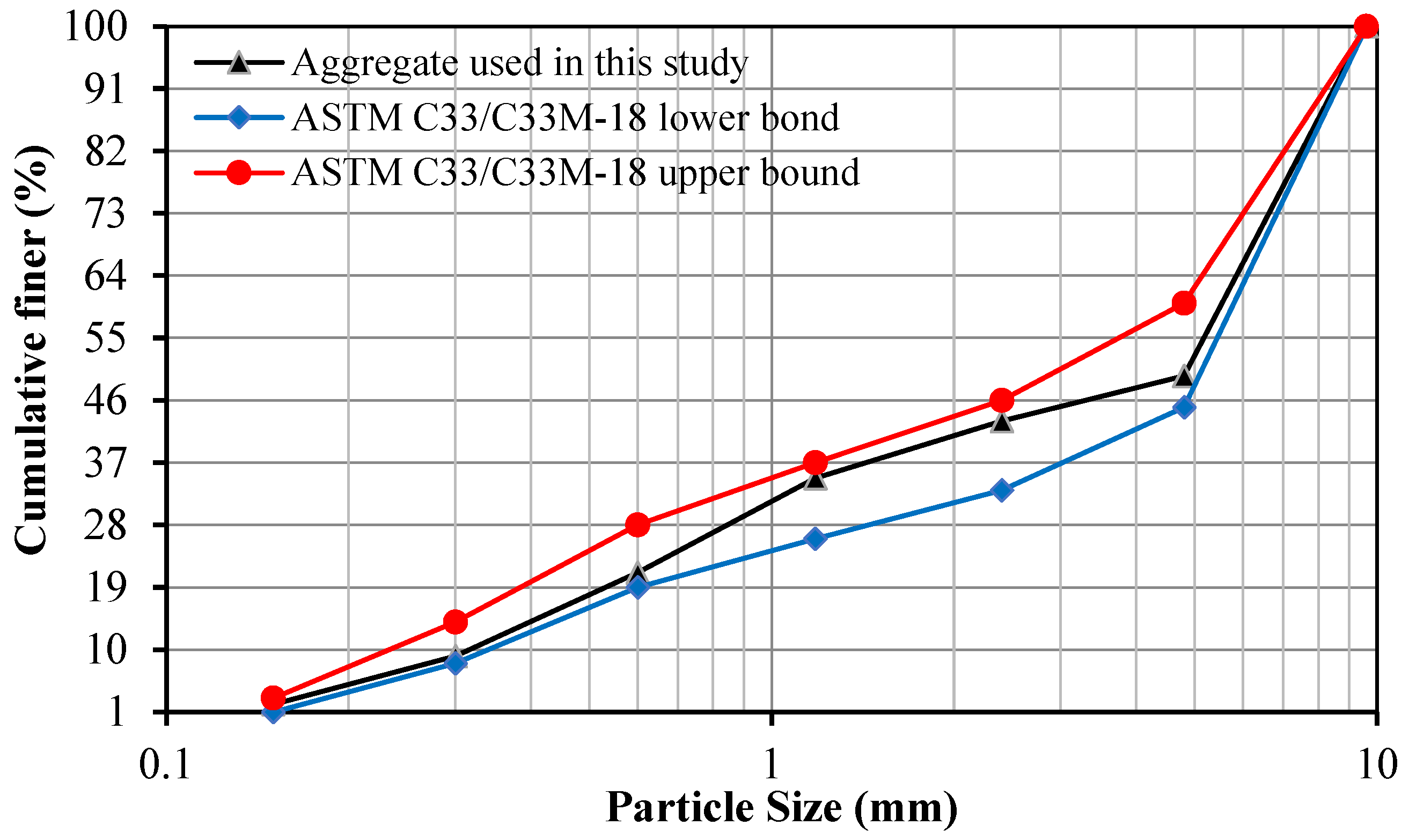
2.1.3. Aggregates
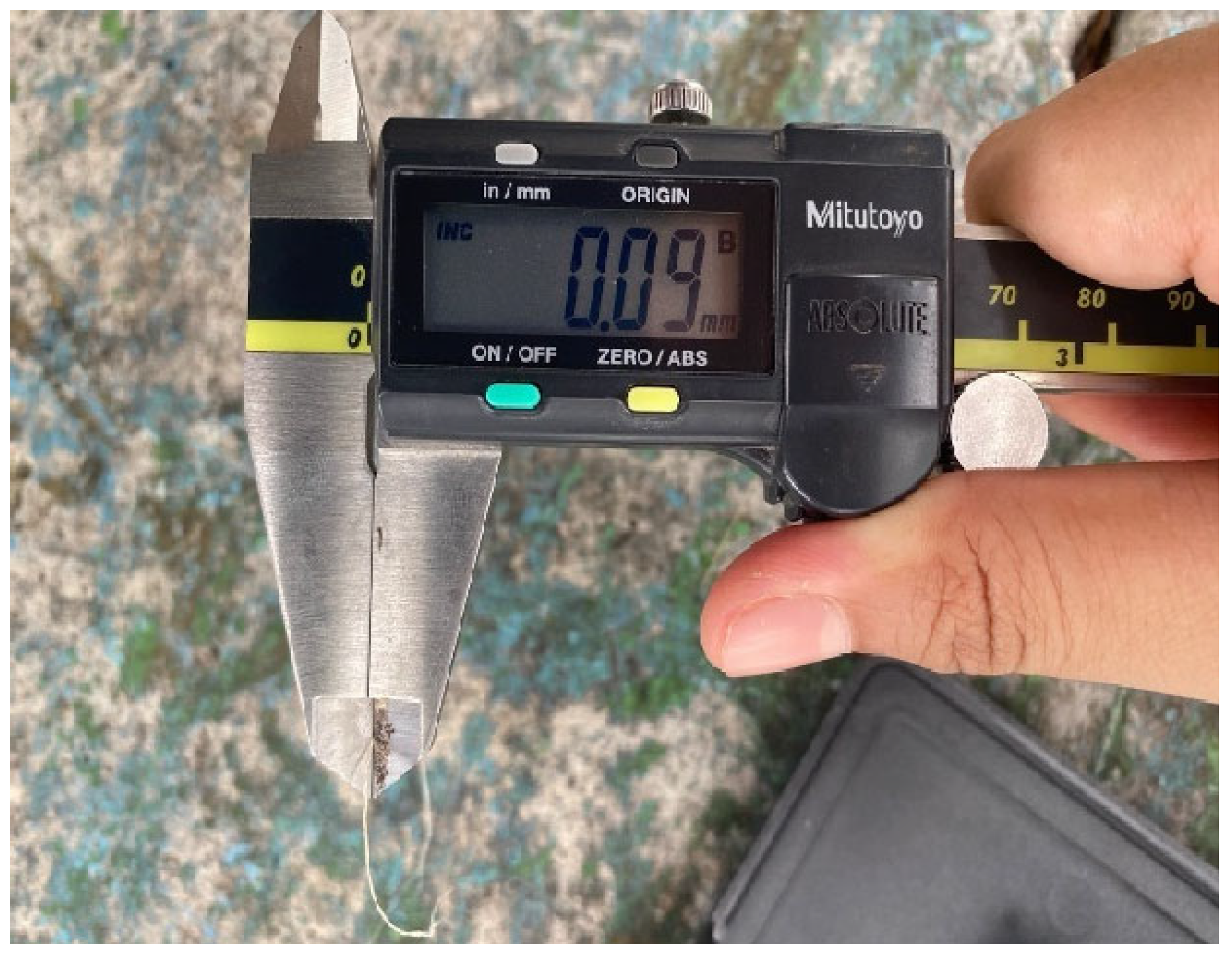
2.1.4. Fibers
2.1.5. Water
2.1.6. Superplasticizer
2.2. Method
2.2.1. Mixture Proportion
2.2.2. Specimen Preparation
2.2.3. Flow Test
2.2.4. Compression Test
2.2.5. Flexural Test
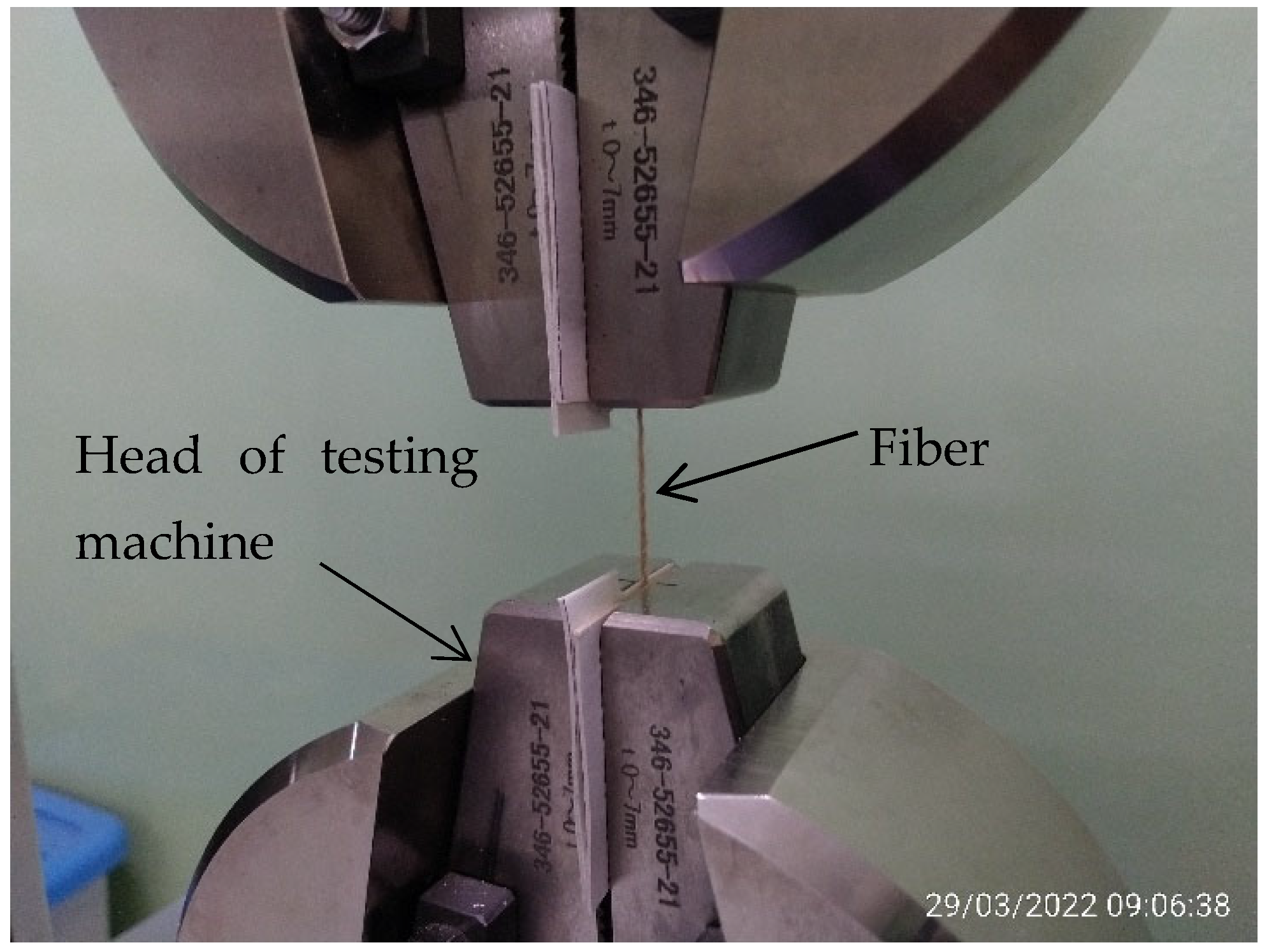
2.2.6. Splitting Tensile Test
2.2.7. Absorption Test
3. Results and Discussion
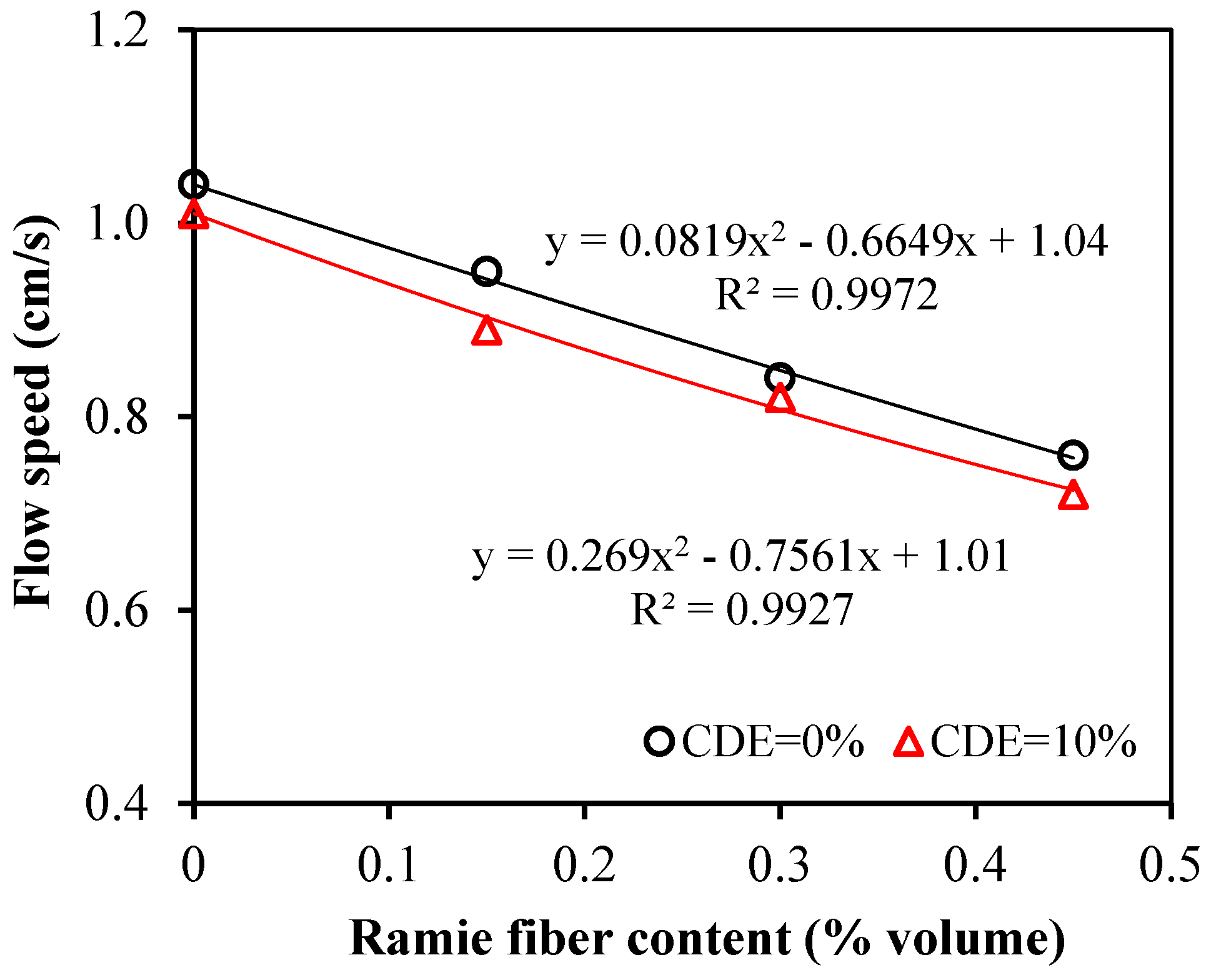
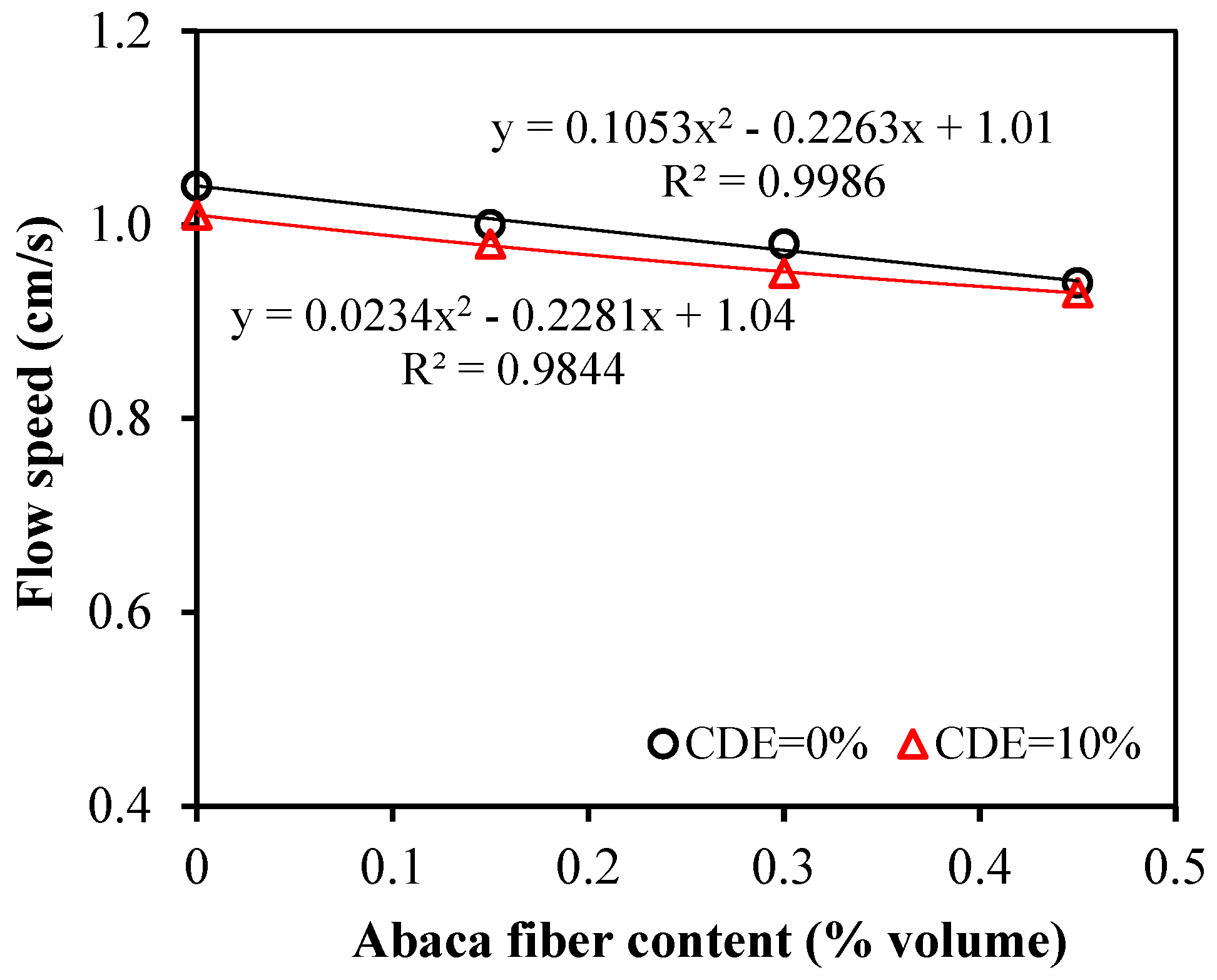
3.1. Flow
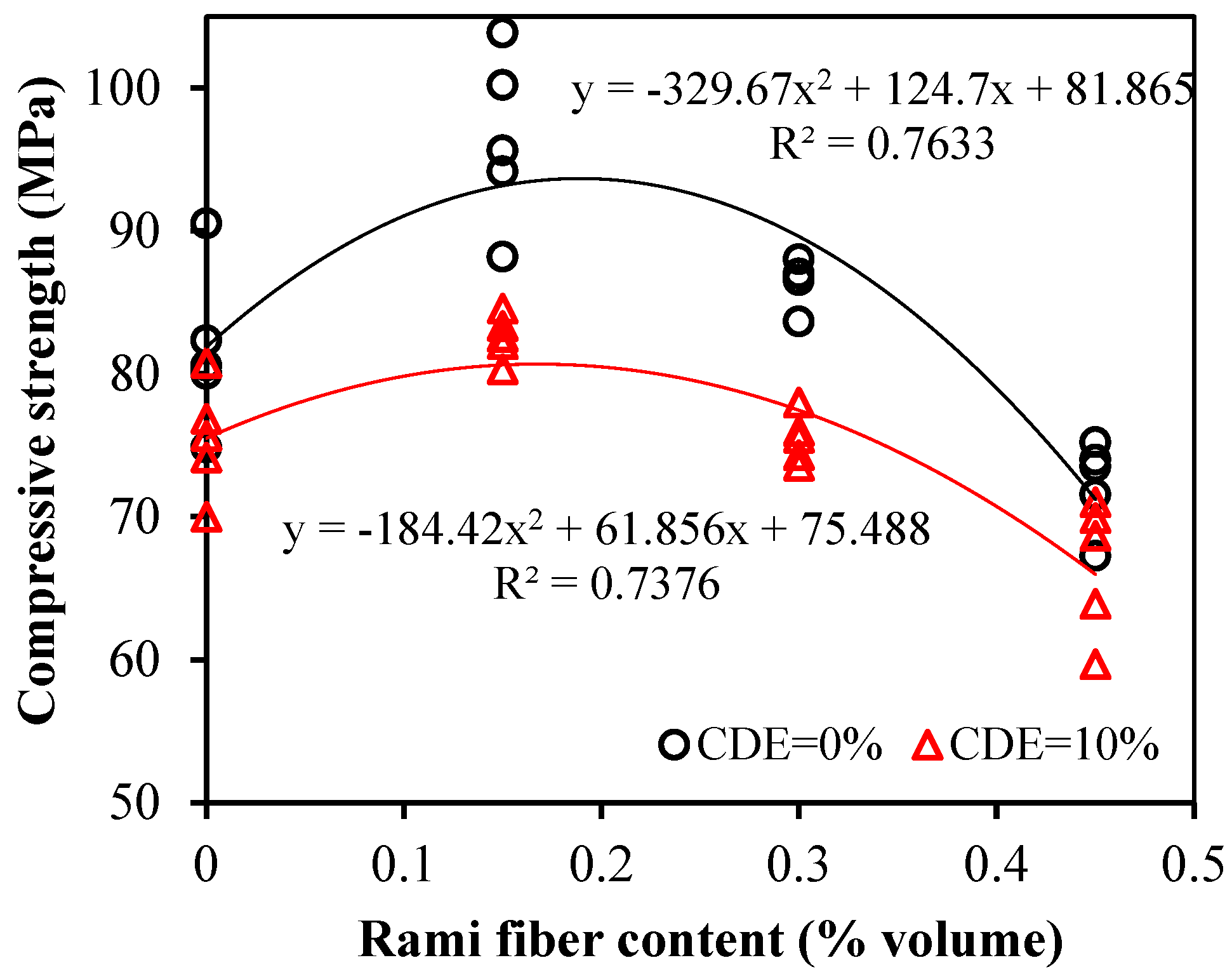
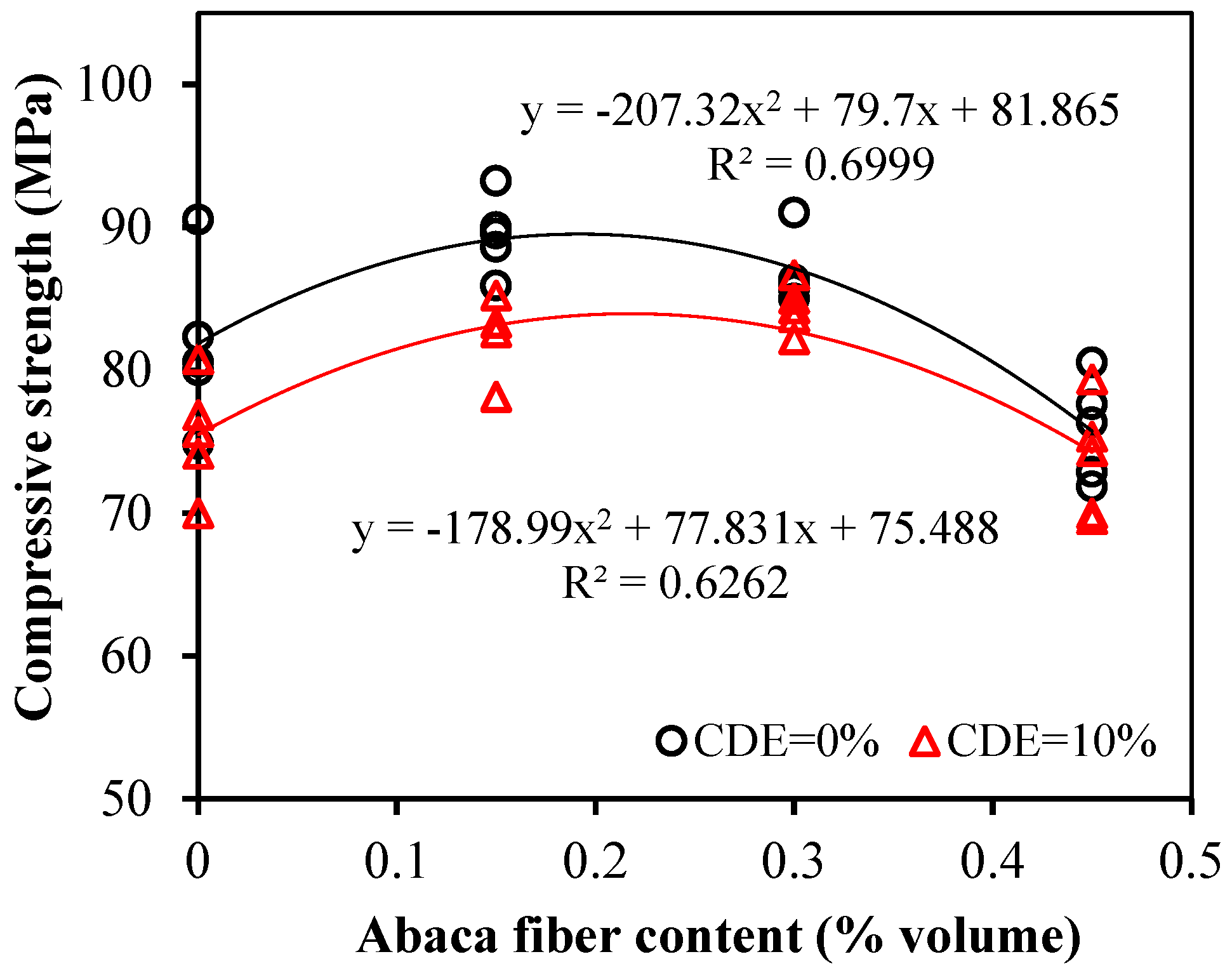
3.2. Compressive Strength
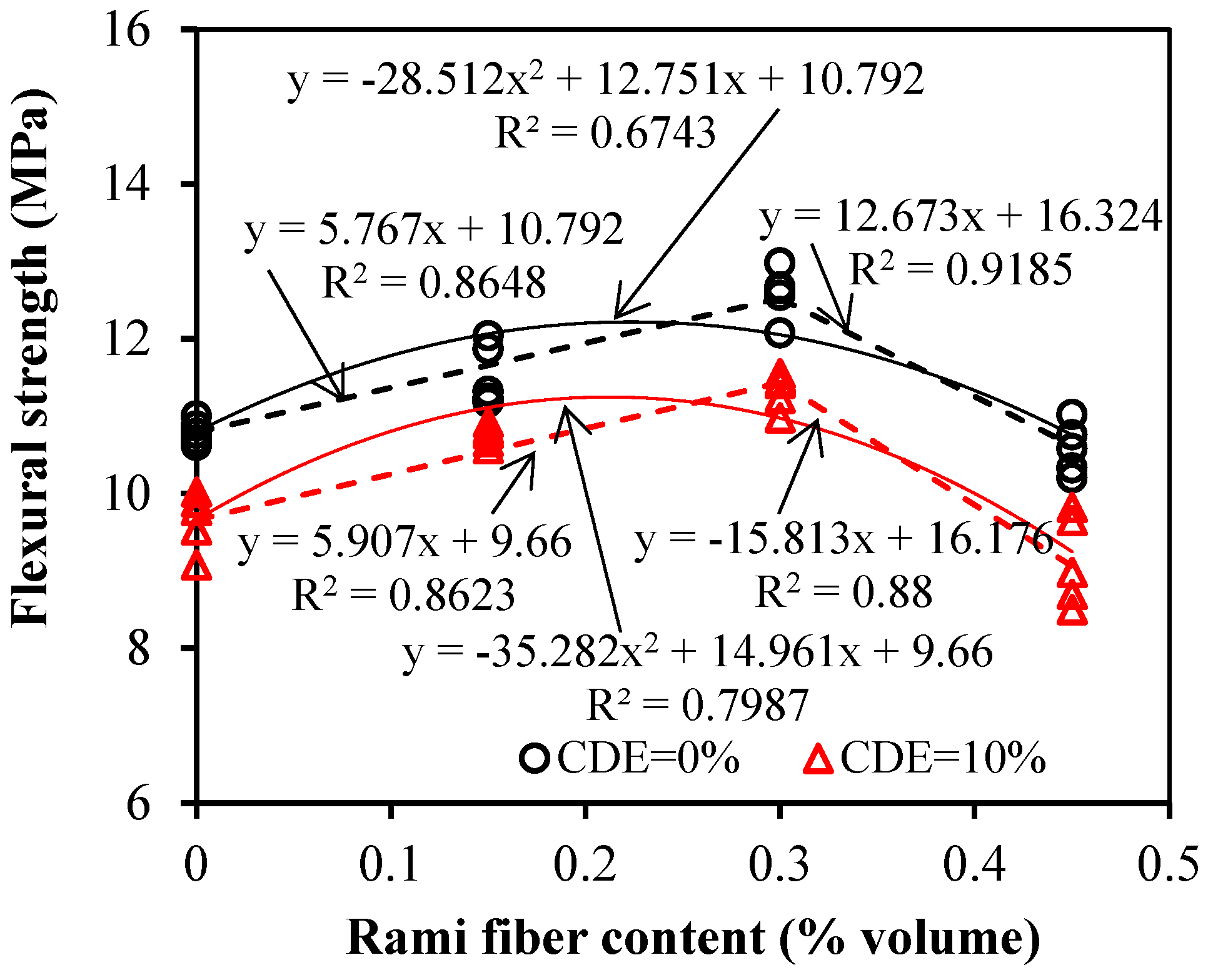
3.3. Flexural Strength
3.4. Splitting Tensile Strength
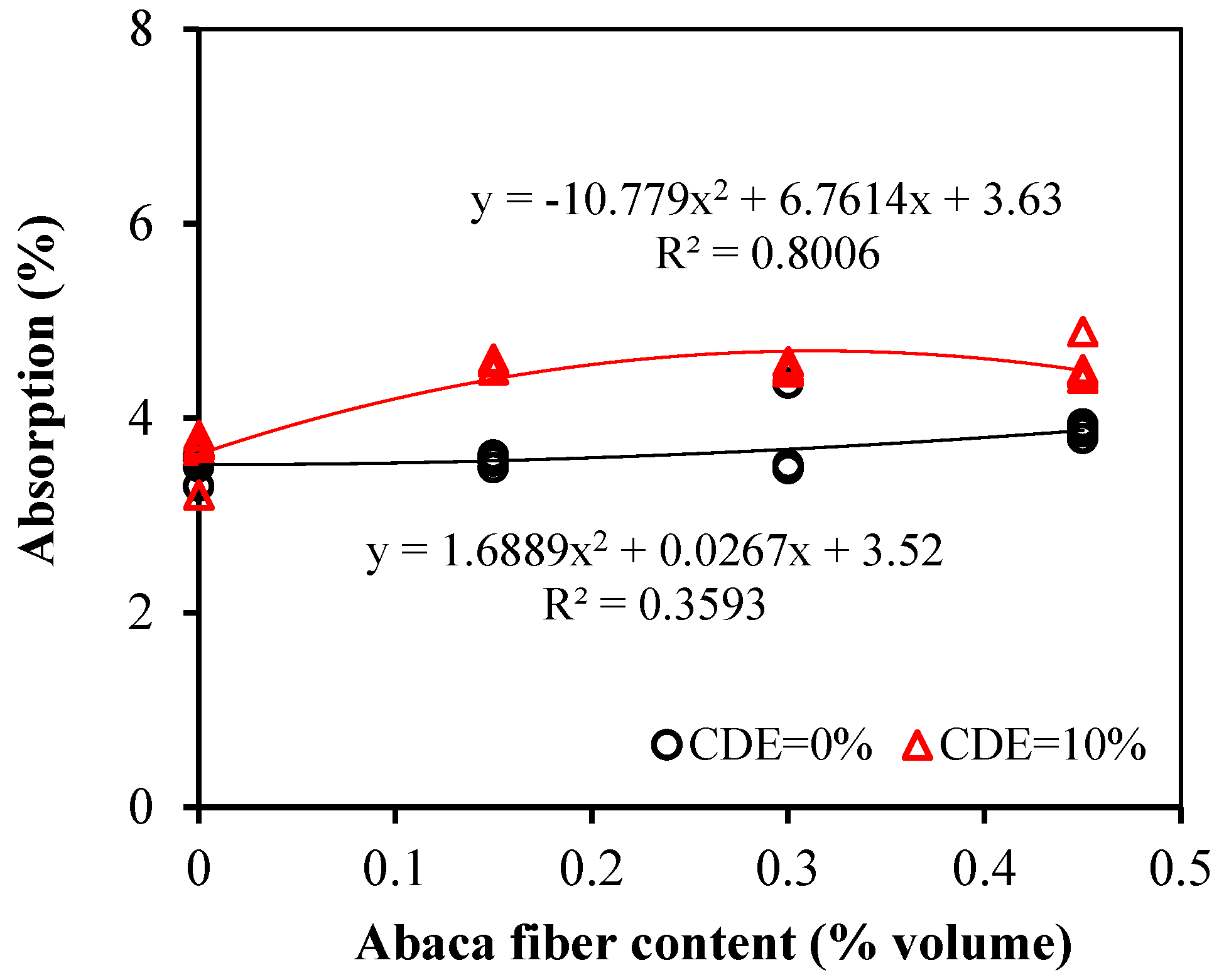
3.5. Absorption
4. Conclusions
- The addition of ramie and abaca fibers (RF and AF) to the mixture of high-strength concrete reduced the flow speed of fresh HSFRC, which then, subsequently, decreased with increasing fibrous volumetric content. The use of CDE as a cement substitute also reduced the flow speed of the fresh material.
- The additions of RF and AF of 0.15% and 0.3% increased the compressive strength (CS) of HSFRC. For the 0.15% ramie fiber, the CS increased to 18% and 9.4% for the HSFRC without and with CDE, respectively. Meanwhile, the use of 0.15% and 0.3% abaca fiber increased CS to 9.6% and 11.8% for the mixtures without and with CDE, respectively.
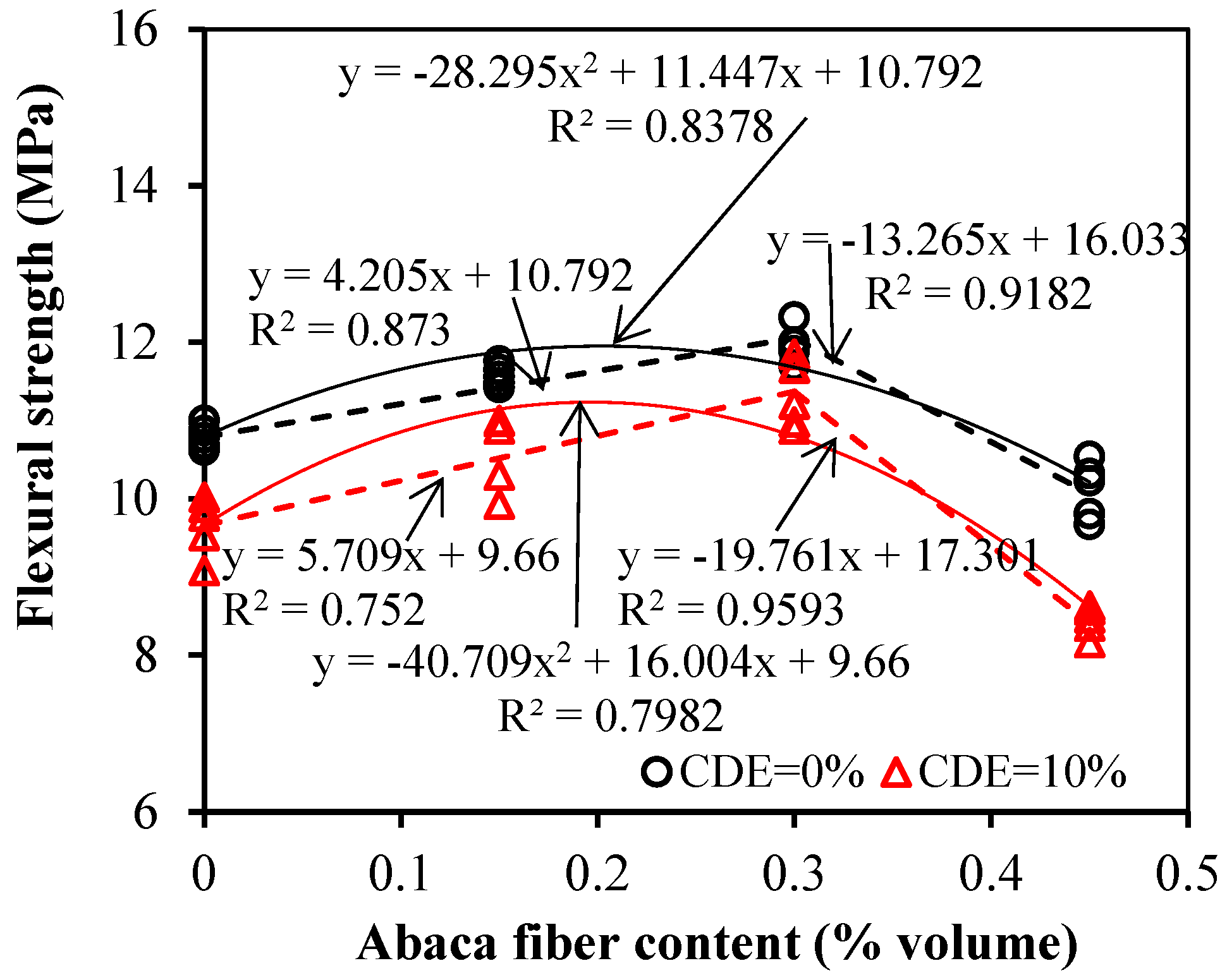
- The addition of ramie and abaca fibers up to 0.3% also increased the flexural strength (FS) of HSFRC. For RF, the FS increased to 16.6% and 17.3% for the HSFRC without and with CDE, respectively. However, the abaca fiber increased this strength to 17.2% and 9.4% for the mixtures without and with CDE, respectively.
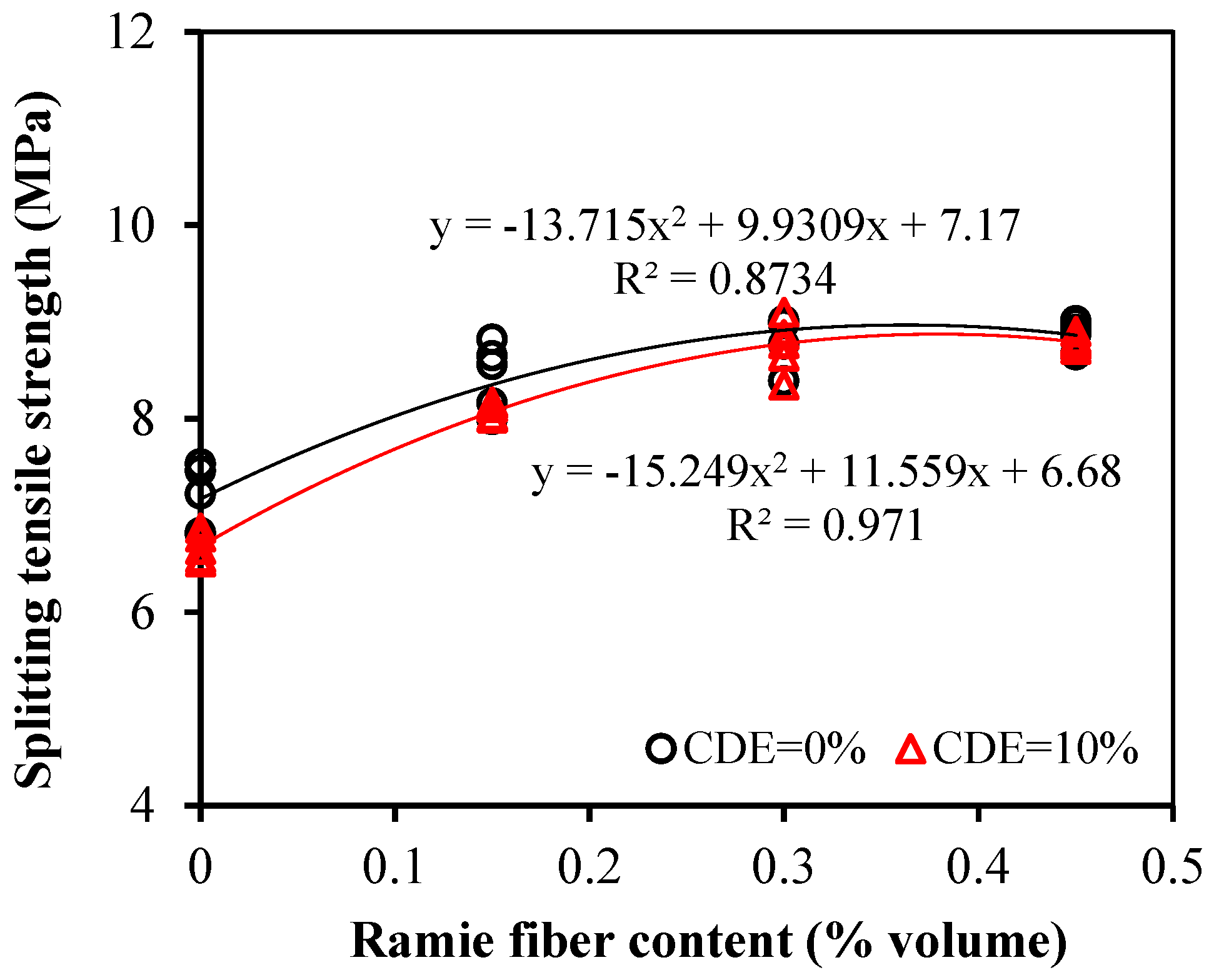
- Regarding the addition of RF and AF, the splitting tensile strength of HSFRC was also increased. This indicated that the largest increase for ramie fiber occurred at 0.45%, with the STS elevated to 24% and 31.8% for the HSFRC with and without CDE, respectively. Meanwhile, the largest increase for abaca fiber occurred at 0.3%, with the STS elevated to 36.8% and 38.1% for the mixtures without and with CDE.
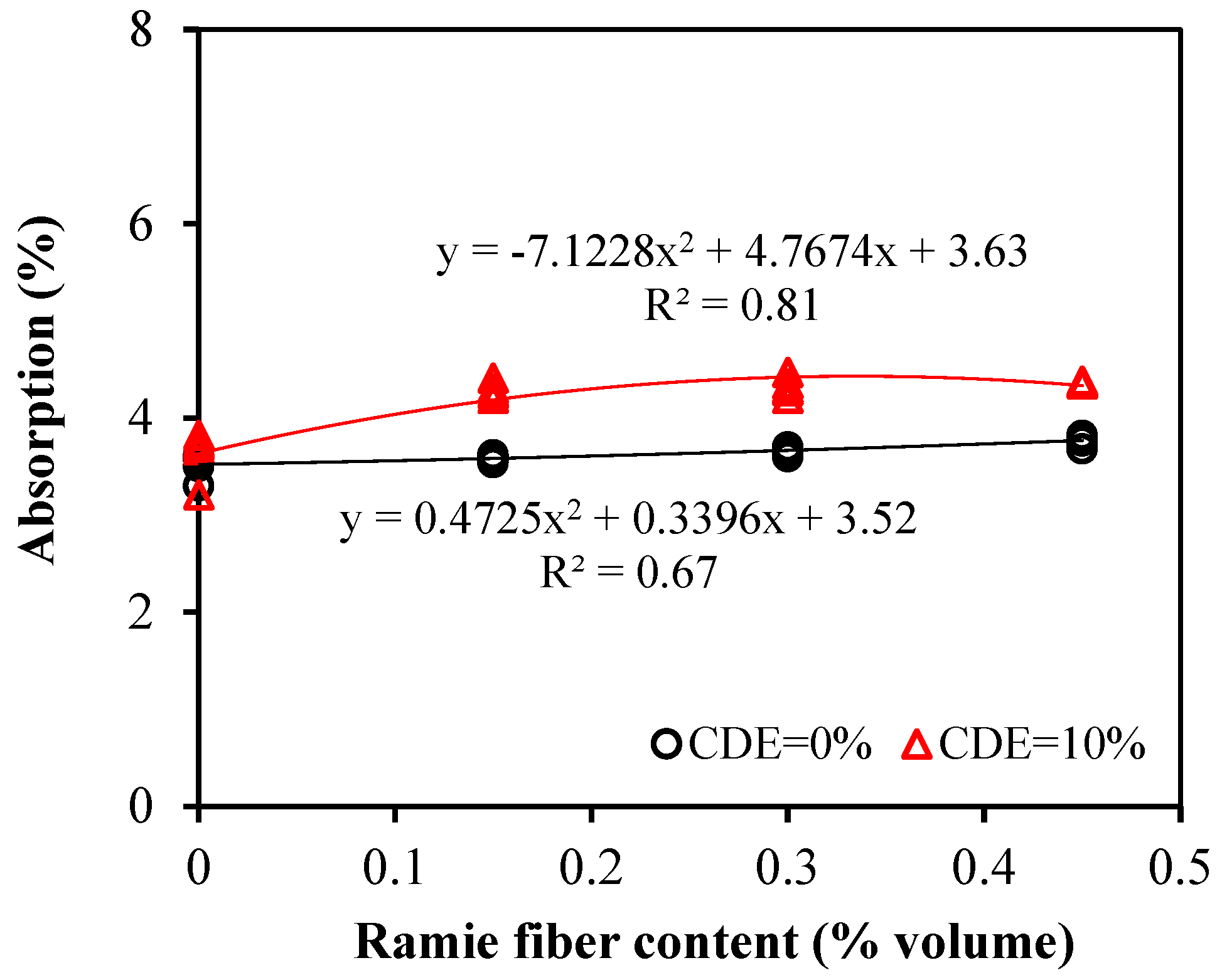
- Using the ramie and abaca fibers, the elevations in the absorption value of the HSFRC without and with CDE were insignificant and significant, respectively. This indicated that the mixtures with CDE had greater values, which were all below 5%.
- Since in this paper only the mechanical properties of HSFRC with ramie and abaca fibers were studied, it is recommended to conduct further study on the micro-structures and pore distribution of HSFRC with the same fibers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | CDE Content (% Binder Weight) | Fiber Type | Fiber Content (% Volume) | Compressive Strength (MPa) | CV (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| #1 | #2 | #3 | #4 | #5 | Average | SD | |||||
| HSC00F00 | 0 | - | 0 | 90.53 | 74.84 | 79.99 | 80.56 | 82.34 | 81.65 | 5.69 | 6.97 |
| HSC10F00 | 10 | - | 0 | 80.77 | 74.14 | 70.00 | 75.67 | 76.86 | 75.49 | 3.93 | 5.20 |
| HSC00RF15 | 0 | RF | 0.15 | 94.17 | 103.86 | 88.18 | 100.20 | 95.63 | 96.41 | 5.98 | 6.21 |
| HSC00RF30 | 0 | RF | 0.30 | 88.00 | 87.00 | 86.56 | 83.65 | 86.54 | 86.35 | 1.62 | 1.88 |
| HSC00RF45 | 0 | RF | 0.45 | 73.50 | 73.99 | 67.27 | 75.22 | 71.56 | 72.31 | 3.11 | 4.30 |
| HSC00AF15 | 0 | AF | 0.15 | 85.91 | 93.24 | 88.62 | 90.00 | 89.56 | 89.47 | 2.64 | 2.95 |
| HSC00AF30 | 0 | AF | 0.30 | 91.02 | 85.00 | 86.00 | 86.34 | 85.67 | 86.81 | 2.41 | 2.77 |
| HSC00AF45 | 0 | AF | 0.45 | 80.54 | 72.89 | 71.87 | 76.34 | 77.62 | 75.85 | 3.53 | 4.66 |
| HSC10RF15 | 10 | RF | 0.15 | 82.60 | 82.09 | 80.33 | 83.34 | 84.56 | 82.58 | 1.57 | 1.90 |
| HSC10RF30 | 10 | RF | 0.30 | 73.57 | 75.52 | 76.00 | 74.31 | 78.00 | 75.48 | 1.71 | 2.26 |
| HSC10RF45 | 10 | RF | 0.45 | 59.68 | 71.01 | 63.91 | 69.90 | 68.67 | 66.63 | 4.74 | 7.11 |
| HSC10AF15 | 10 | AF | 0.15 | 78.17 | 82.65 | 78.12 | 85.23 | 83.33 | 81.50 | 3.21 | 3.93 |
| HSC10AF30 | 10 | AF | 0.30 | 83.69 | 85.00 | 82.16 | 86.65 | 84.32 | 84.36 | 1.65 | 1.96 |
| HSC10AF45 | 10 | AF | 0.45 | 69.98 | 69.58 | 79.36 | 75.34 | 74.35 | 73.72 | 4.06 | 5.51 |
| Mixture | CDE Content (% Binder Weight) | Fiber Type | Fiber Content (% Volume) | Flexural Strength (MPa) | CV (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| #1 | #2 | #3 | #4 | #5 | Average | SD | |||||
| HSC00F00 | 0 | - | 0 | 10.62 | 10.69 | 11.00 | 10.78 | 10.87 | 10.79 | 0.15 | 1.39 |
| HSC10F00 | 10 | - | 0 | 9.53 | 9.08 | 10.02 | 9.89 | 9.78 | 9.66 | 0.37 | 3.84 |
| HSC00RF15 | 0 | RF | 0.15 | 11.18 | 12.04 | 11.23 | 11.32 | 11.87 | 11.53 | 0.40 | 3.45 |
| HSC00RF30 | 0 | RF | 0.30 | 12.56 | 12.65 | 12.67 | 12.07 | 12.98 | 12.59 | 0.33 | 2.62 |
| HSC00RF45 | 0 | RF | 0.45 | 11.02 | 10.58 | 10.20 | 10.33 | 10.76 | 10.58 | 0.33 | 3.11 |
| HSC00AF15 | 0 | AF | 0.15 | 11.65 | 11.42 | 11.76 | 11.56 | 11.48 | 11.57 | 0.14 | 1.17 |
| HSC00AF30 | 0 | AF | 0.30 | 11.70 | 12.00 | 11.98 | 12.32 | 11.89 | 11.98 | 0.22 | 1.88 |
| HSC00AF45 | 0 | AF | 0.45 | 9.81 | 9.67 | 10.23 | 10.54 | 10.32 | 10.11 | 0.36 | 3.59 |
| HSC10RF15 | 10 | RF | 0.15 | 10.67 | 10.92 | 10.83 | 10.58 | 10.78 | 10.76 | 0.13 | 1.24 |
| HSC10RF30 | 10 | RF | 0.30 | 10.98 | 11.45 | 11.23 | 11.55 | 11.42 | 11.33 | 0.23 | 1.99 |
| HSC10RF45 | 10 | RF | 0.45 | 9.82 | 8.70 | 8.50 | 8.98 | 9.65 | 9.13 | 0.58 | 6.36 |
| HSC10AF15 | 10 | AF | 0.15 | 9.93 | 10.30 | 10.99 | 11.00 | 10.89 | 10.62 | 0.48 | 4.55 |
| HSC10AF30 | 10 | AF | 0.30 | 11.21 | 11.67 | 11.85 | 10.98 | 10.89 | 11.32 | 0.42 | 3.74 |
| HSC10AF45 | 10 | AF | 0.45 | 8.63 | 8.58 | 8.16 | 8.37 | 8.48 | 8.44 | 0.19 | 2.22 |
| Mixture | CDE Content (% Binder Weight) | Fiber Type | Fiber Content (% Volume) | Splitting Tensile Strength (MPa) | CV (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| #1 | #2 | #3 | #4 | #5 | Average | SD | |||||
| HSC00F00 | 0 | - | 0 | 6.81 | 6.82 | 7.46 | 7.22 | 7.53 | 7.17 | 0.34 | 4.77 |
| HSC10F00 | 10 | - | 0 | 6.87 | 6.56 | 6.52 | 6.78 | 6.65 | 6.68 | 0.15 | 2.21 |
| HSC00RF15 | 0 | RF | 0.15 | 8.82 | 7.99 | 8.16 | 8.65 | 8.56 | 8.44 | 0.35 | 4.12 |
| HSC00RF30 | 0 | RF | 0.30 | 8.39 | 8.77 | 9.01 | 9.00 | 8.98 | 8.83 | 0.27 | 3.00 |
| HSC00RF45 | 0 | RF | 0.45 | 8.92 | 8.66 | 9.01 | 8.99 | 8.87 | 8.89 | 0.14 | 1.58 |
| HSC00AF15 | 0 | AF | 0.15 | 8.70 | 9.51 | 8.65 | 8.88 | 8.90 | 8.93 | 0.34 | 3.84 |
| HSC00AF30 | 0 | AF | 0.30 | 9.60 | 9.78 | 9.80 | 9.90 | 9.96 | 9.81 | 0.14 | 1.40 |
| HSC00AF45 | 0 | AF | 0.45 | 8.32 | 8.94 | 8.28 | 8.65 | 8.54 | 8.55 | 0.27 | 3.14 |
| HSC10RF15 | 10 | RF | 0.15 | 8.17 | 8.01 | 8.03 | 8.15 | 8.12 | 8.10 | 0.07 | 0.89 |
| HSC10RF30 | 10 | RF | 0.30 | 9.10 | 8.65 | 8.35 | 8.78 | 8.87 | 8.75 | 0.28 | 3.17 |
| HSC10RF45 | 10 | RF | 0.45 | 8.90 | 8.77 | 8.72 | 8.80 | 8.82 | 8.80 | 0.07 | 0.76 |
| HSC10AF15 | 10 | AF | 0.15 | 8.55 | 8.54 | 7.92 | 8.32 | 8.62 | 8.39 | 0.29 | 3.41 |
| HSC10AF30 | 10 | AF | 0.30 | 8.99 | 9.08 | 9.24 | 9.33 | 9.45 | 9.22 | 0.19 | 2.01 |
| HSC10AF45 | 10 | AF | 0.45 | 8.45 | 8.13 | 8.55 | 8.67 | 8.29 | 8.42 | 0.21 | 2.53 |
| Mixture | CDE Content (% Binder Weight) | Fiber Type | Fiber Content (% Volume) | Absorption (%) | CV (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| #1 | #2 | #3 | #4 | #5 | Average | SD | |||||
| HSC00F00 | 0 | - | 0 | 3.61 | 3.58 | 3.30 | 3.59 | 3.50 | 3.52 | 0.13 | 3.63 |
| HSC10F00 | 10 | - | 0 | 3.21 | 3.72 | 3.82 | 3.75 | 3.67 | 3.63 | 0.24 | 6.69 |
| HSC00RF15 | 0 | RF | 0.15 | 3.62 | 3.54 | 3.56 | 3.60 | 3.58 | 3.58 | 0.03 | 0.88 |
| HSC00RF30 | 0 | RF | 0.30 | 3.60 | 3.70 | 3.70 | 3.65 | 3.68 | 3.67 | 0.04 | 1.15 |
| HSC00RF45 | 0 | RF | 0.45 | 3.76 | 3.82 | 3.68 | 3.80 | 3.78 | 3.77 | 0.05 | 1.43 |
| HSC00AF15 | 0 | AF | 0.15 | 3.62 | 3.49 | 3.56 | 3.58 | 3.59 | 3.57 | 0.05 | 1.36 |
| HSC00AF30 | 0 | AF | 0.30 | 4.36 | 3.48 | 3.51 | 3.50 | 3.52 | 3.67 | 0.38 | 10.45 |
| HSC00AF45 | 0 | AF | 0.45 | 3.91 | 3.79 | 3.94 | 3.88 | 3.86 | 3.88 | 0.06 | 1.47 |
| HSC10RF15 | 10 | RF | 0.15 | 4.41 | 4.20 | 4.26 | 4.25 | 4.30 | 4.28 | 0.08 | 1.84 |
| HSC10RF30 | 10 | RF | 0.30 | 4.47 | 4.20 | 4.35 | 4.30 | 4.28 | 4.32 | 0.10 | 2.31 |
| HSC10RF45 | 10 | RF | 0.45 | 4.37 | 4.36 | 4.37 | 4.35 | 4.38 | 4.37 | 0.01 | 0.26 |
| HSC10AF15 | 10 | AF | 0.15 | 4.58 | 4.60 | 4.61 | 4.50 | 4.59 | 4.58 | 0.04 | 0.96 |
| HSC10AF30 | 10 | AF | 0.30 | 4.58 | 4.48 | 4.52 | 4.50 | 4.49 | 4.51 | 0.04 | 0.88 |
| HSC10AF45 | 10 | AF | 0.45 | 4.89 | 4.48 | 4.41 | 4.46 | 4.50 | 4.55 | 0.19 | 4.27 |
References
- ACI 363-10: Report on High-Strength Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2010.
- Wang, P.; Xie, M.; Liu, L. Studi on eraly shrinkage and mechanical properties of concrete with various cementitious materials. Buildings 2022, 12, 1543. [Google Scholar] [CrossRef]
- Hakeem, I.Y.; Althoey, F.; Hosen, A. Mechanical and durability performance of ultra-high-performance concrete incorporating SCMs. Constr. Build. Mater. 2022, 359, 129430. [Google Scholar] [CrossRef]
- Ali, T.; Buller, A.S.; Abro, F.R.; Ahmed, Z.; Shabbir, S.; Lashari, A.R.; Hussain, G. Investigation on mechanical and durability properties of concrete mixed with silica fume as cementitious material and coal buttom ash as fine aggregate replacement material. Buildings 2022, 12, 44. [Google Scholar] [CrossRef]
- Shao, J.; Gao, J.; Zhao, Y.; Chen, X. Study on the pozzolanic reaction of clay brick powder in blended cement pastes. Constr. Build. Mater. 2019, 213, 209–215. [Google Scholar] [CrossRef]
- Balasubramaniam, T.; Stephen, S.J. Influence of industrial wastes on the mechanical and durability characteristics of high strength concrete. Constr. Build. Mater. 2022, 317, 126202. [Google Scholar] [CrossRef]
- Sosa, I.; Thomas, C.; Polanco, J.A.; Setién, J.; Sainz-Aja, J.A.; Tamayo, P. Durability of high-performance self-compacting concrete using electric arc furnace slag aggregate and cupola slag powder. Cem. Concr. Compos. 2022, 127, 104399. [Google Scholar] [CrossRef]
- Sadrolodabaee, P.; Claramunt, J.; Ardanuy, M.; de la Fuente, A. Effect of accelerated aging and silica fume addition on the mechanical and microstructural properties of hybrid textile waste-flax fabric-reinforced cement composites. Cem. Concr. Compos. 2023, 135, 104829. [Google Scholar] [CrossRef]
- Sadrmomtazi, A.; Tahmouresi, B.; Khoshkbijari, R.K. Effect of fly ash and silica fume on transition zone, pore structure and permeability of concrete. Mag. Concr. Res. 2018, 70, 519–532. [Google Scholar] [CrossRef]
- Hamou, A.T.; Petrov, N.; Luke, K. Properties of concrete containing diatomaceous earth. ACI Mater. J. 2003, 100, 73–78. [Google Scholar]
- Hasan, M.; Muyasir, A.; Saidi, T.; Husaini; Azzahra, R. Properties of high strength concrete with calcined diatomaceous earth as cement replacement under compression. Defect Diffus. Forum 2020, 402, 7–13. [Google Scholar] [CrossRef]
- Hasan, M.; Riski, D.D.R.; Saidi, T.; Husaini; Rahman, P.N. Flexural and splitting tensile strength of high strength concrete with diatomite micro particles as mineral additive. Defect Diffus. Forum 2020, 402, 50–55. [Google Scholar] [CrossRef]
- ASTM C618-19; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- Soroushian, P.; Tlili, A.; Alhozaimy, A.; Khan, A. Development and characterization of hybrid polyethylene-fibre-reinforced cement composites. Constr. Build. Mater. 1993, 7, 221–229. [Google Scholar] [CrossRef]
- Komloš, K.; Babál, B.; Nürnbergerová, T. Hybrid fibre-reinforced concrete under repeated loading. Nucl. Eng. Des. 1995, 156, 195–200. [Google Scholar] [CrossRef]
- Zollo, R.F. Fiber-reinforced concrete: An overview after 30 years of development. Cem. Concr. Compos. 1997, 19, 107–122. [Google Scholar] [CrossRef]
- Dushimimana, A.; Niyonsenga, A.A.; Nzamurambaho, F. A review on strength development of high performance concrete. Constr. Build. Mater. 2021, 307, 124865. [Google Scholar] [CrossRef]
- Nikbin, I.M.; Dezhampanah, S.; Charkhtab, S.; Mehdipour, S.; Shahvareh, I.; Ebrahimi, M.; Pournasir, A.; Pourghorban, H. Life cycle assessment and mechanical properties of high strength steel fiber reinforced concrete containing waste PET bottle. Constr. Build. Mater. 2022, 337, 127553. [Google Scholar] [CrossRef]
- Yao, X.; Pei, Z.; Zheng, H.; Guan, Q.; Wang, F.; Wang, S.; Ji, Y. Review of mechanical and temperature properties of fiber reinforced recycled aggregate concrete. Buildings 2022, 12, 1224. [Google Scholar] [CrossRef]
- Moradllo, M.K.; Qiao, C.; Isgor, B.; Reese, S.; Weiss, W.J. Relating formation factor of concrete to water absorption. ACI Mater. J. 2018, 115, 887–898. [Google Scholar] [CrossRef]
- Xie, T.; Visintin, P. A unified approach for mix design of concrete containing supplementary cementitious materials based on reactivity moduli. J. Clean. Prod. 2018, 203, 68–82. [Google Scholar] [CrossRef]
- Xie, T.; Fang, C.; Ali, M.M.; Visintin, P. Characterizations of autogenous and drying shrinkage of ultra-high performance concrete (UHPC): An experimental study. Cem. Concr. Compos. 2018, 91, 156–173. [Google Scholar] [CrossRef]
- Song, P.S.; Hwang, S. Mechanical properties of high-strength steel fiber reinforced concrete. Constr. Build. Mater. 2004, 18, 669–673. [Google Scholar] [CrossRef]
- Silva, R.V.; De Brito, J.; Dhir, R.K. Tensile strength behaviour of recycled aggregate concrete. Constr. Build. Mater. 2015, 83, 108–118. [Google Scholar] [CrossRef]
- Shen, D.; Liu, X.; Li, Q.; Sun, L.; Wang, W. Early-age behavior and cracking resistance of high-strength concrete reinforced with Dramix 3D steel fiber. Constr. Build. Mater. 2019, 196, 307–316. [Google Scholar] [CrossRef]
- Usman, M.; Farooq, S.H.; Umair, M.; Hanif, A. Axial compressive behavior of confined steel fiber reinforced high strength concrete. Constr. Build. Mater. 2020, 230, 117043. [Google Scholar] [CrossRef]
- Cui, K.; Chang, J.; Sabri, M.M.S.; Huang, J. Toughness, reinforcing mechanism, and durability of hybrid steel fiber reinforced sulfoaluminate cement composites. Buildings 2022, 12, 1243. [Google Scholar] [CrossRef]
- Vafaei, D.; Ma, X.; Hassanli, R.; Duan, J.; Zhuge, Y. Microstructural behaviour and shrinkage properties of high-strength fiber-reinforced seawater sea-sand concrete. Constr. Build. Mater. 2022, 320, 126222. [Google Scholar] [CrossRef]
- Shen, D.; Wena, C.; Kang, J.; Shi, H.; Xu, Z. Early-age stress relaxation and cracking potential of high-strength concrete reinforced with Barchip fiber. Constr. Build. Mater. 2020, 258, 119538. [Google Scholar] [CrossRef]
- Li, K.F.; Yang, C.Q.; Huang, W.; Zhao, Y.B.; Wang, Y.; Pan, Y.; Xub, F. Effects of hybrid fibers on workability, mechanical, and time-dependent properties of high strength fiber-reinforced self-consolidating concrete. Constr. Build. Mater. 2021, 277, 122325. [Google Scholar] [CrossRef]
- Shoaib, S.; El-Maaddawy, T.; El-Hassan, H.; El-Ariss, B.; Alsalami, M. Fresh and hardened properties of concrete reinforced with basalt macro-fibers. Buildings 2022, 12, 1136. [Google Scholar] [CrossRef]
- Akeed, M.H.; Qaidi, S.; Ahmed, H.U.; Faraj, R.H.; Mohammed, A.S.; Emad, W.; Tayeh, B.A.; Azevedo, A.R.G. Ultra-high-performance fiber-reinforced concrete. Part IV: Durability properties, cost assessment, applications, and challenges. Case Stud. Constr. Mater. 2022, 17, e01271. [Google Scholar] [CrossRef]
- Lee, M.G.; Wang, W.C.; Wang, Y.C.; Hsieh, Y.C.; Lin, Y.C. Mechanical properties of high-strength pervious concrete with steel fiber or glass fiber. Buildings 2022, 12, 620. [Google Scholar] [CrossRef]
- Wang, L.; Zeng, X.; Li, Y.; Yang, H.; Tang, S. Influences of MgO and PVA fiber on the abrasion and cracking resistance, pore structure and fractal features of hydraulic concrete. Fractal Fract. 2022, 6, 674. [Google Scholar] [CrossRef]
- Wang, L.; Guo, F.; Yang, H.; Wang, Y.; Tang, S. Comparison of fly ash, PVA fiber, MGO and shrinkage-reducing admixture on the frost resistance of face slab concrete via pore structural and fractal analysis. Fractal 2021, 29, 2140002. [Google Scholar] [CrossRef]
- Wang, L.; He, T.; Zhou, Y.; Tang, S.; Tan, J.; Liu, Z.; Su, J. The influence of fiber type and length on the cracking resistance, durability and pore structure of face slab concrete. Constr. Build. Mater. 2021, 282, 122706. [Google Scholar] [CrossRef]
- Mínguez, J.; González, D.C.; Vicente, M.A. Fiber geometrical parameters of fiber-reinforced high strength concrete and their influence on the residual post-peak flexural tensile strength. Constr. Build. Mater. 2018, 168, 906–922. [Google Scholar] [CrossRef]
- Abid, S.R.; Abbass, A.A.; Murali, G.; Al-Sarray, M.L.J.; Nader, I.A.; Ali, S.H. Post-high-temperature exposure repeated impact response of steel-fiber-reinforced concrete. Buildings 2022, 12, 1364. [Google Scholar] [CrossRef]
- Ding, X.; Li, C.; Zhao, M.; Wang, H.; Dang, J.; Zhao, S. Bond performance of hook-end steel fiber to the mortars cured for 360 days. Buildings 2022, 12, 1424. [Google Scholar] [CrossRef]
- He, J.; Chen, W.; Zhang, B.; Yu, J.; Liu, H. The mechanical properties and damage evolution of UHPC reinforced with glass fibers and high-performance polypropylene fibers. Materials 2021, 14, 2455. [Google Scholar] [CrossRef]
- Ahmad, J.; González-Lezcano, R.A.; Majdi, A.; Kahla, N.B.; Deifalla, A.F.; El-Shorbagy, M.A. Glass fibers reinforced concrete: Overview on mechanical, durability and microstructure analysis. Materials 2022, 15, 5111. [Google Scholar] [CrossRef]
- Hussaina, I.; Alib, B.; Akhtarb, T.; Jameela, M.S.; Raza, S.S. Comparison of mechanical properties of concrete and design thickness of pavement with different types of fiber-reinforcements (steel, glass, and polypropylene). Case Stud. Constr. Mater. 2020, 13, e00429. [Google Scholar] [CrossRef]
- Cui, K.; Liang, K.; Chang, J.; Lau, D. Investigation of the macro performance, mechanism, and durability of multiscale steel fiber reinforced low-carbon ecological UHPC. Constr. Build. Mater. 2022, 327, 126921. [Google Scholar] [CrossRef]
- Jhatial, A.A.; Goh, W.I.; Mastoi, A.K.; Traore, A.F.; Oad, M. Environmental assessment and mechanical properties of polypropylene fibres reinforced ternary binder foamed concrete. Environ. Sci. Pollut. Res. 2022, 29, 2985–3007. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.W.; Jang, S.J.; Kang, D.H.; Ahn, K.L.; Yun, H.D. Mechanical properties and eco-efficiency of steel fiber reinforced alkali-activated slag concrete. Materials 2015, 8, 7309–7321. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hu, P.; Li, Y.; Zhang, X.; Guo, Z.; Zhang, P. CO2 emission from container glass in China, and emission reduction strategy analysis. Carbon Manag. 2018, 9, 303–310. [Google Scholar] [CrossRef]
- Hamdaoui, O.; Limam, O.; Ibos, L.; Mazioud, A. Thermal and mechanical properties of hardened cement paste reinforced with Posidonia-Oceanica natural fibers. Constr. Build. Mater. 2021, 269, 121339. [Google Scholar] [CrossRef]
- Stapper, J.L.; Gauvin, F.; Brouwers, H.J.H. Influence of short-term degradation on coir in natural fibre-cement composites. Constr. Build. Mater. 2021, 306, 124906. [Google Scholar] [CrossRef]
- Choi, H.; Choi, Y.C. Setting characteristics of natural cellulose fiber reinforced cement composite. Constr. Build. Mater. 2021, 271, 121910. [Google Scholar] [CrossRef]
- Suwan, T.; Maichin, P.; Fan, M.; Jitsangiam, P.; Tangchirapat, W.; Chindaprasirt, P. Influence of alkalinity on self-treatment process of natural fiber and properties of its geopolymeric composites. Constr. Build. Mater. 2022, 316, 125817. [Google Scholar] [CrossRef]
- Sadrolodabaee, P.; Claramunt, J.; Ardanuy, M.; de la Fuente, A. A textile waste fiber-reinforced cement composite: Comparison between short random fiber and textile reinforcement. Materials 2021, 14, 3742. [Google Scholar] [CrossRef]
- Ardanuy, M.; Claramunt, J.; Filho, R.D.T. Cellulosic fiber reinforced cement-based composites: A review of recent research. Constr. Build. Mater. 2015, 79, 115–128. [Google Scholar] [CrossRef] [Green Version]
- Gholampour, A.; Danish, A.; Ozbakkaloglu, T.; Yeon, J.H.; Gencel, O. Mechanical and durability properties of natural fiber-reinforced geopolymers containing lead smelter slag and waste glass sand. Constr. Build. Mater. 2022, 352, 129043. [Google Scholar] [CrossRef]
- More, F.M.D.S.; Subramanian, S.S. Impact of fibres on the mechanical and durable behaviour of fibre-reinforced concrete. Buildings 2022, 12, 1436. [Google Scholar] [CrossRef]
- Katman, H.Y.B.; Khai, W.J.; Bheel, N.; Kırgız, M.S.; Kumar, A.; Benjeddou, O. Fabrication and characterization of cement-based hybrid concrete containing coir fiber for advancing concrete construction. Buildings 2022, 12, 1450. [Google Scholar] [CrossRef]
- Parlato, M.C.M.; Cuomo, M.; Porto, S.M.C. Natural fibers reinforcement for earthen building components: Mechanical performances of a low quality sheep wool (“Valle del Belice” sheep). Constr. Build. Mater. 2022, 326, 126855. [Google Scholar] [CrossRef]
- Habibie, S.; Suhendra, N.; Setiawan, B.A.; Hamzah, M.; Aisah, N.; Fitriani, D.A.; Tasomara, R.; Anggaravidya, M. Prospect of ramie fiber development in Indonesia and manufacturing of ramie fiber textile-based composites for industrial needs, an overview. Int. J. Compos. Mater. 2021, 11, 43–53. [Google Scholar] [CrossRef]
- Jamilah, U.L.; Sujito. The improvement of ramie fiber properties as composite materials using alkalization treatment: NaOH concentration. J. Sci. Mater. Indo. 2021, 22, 62–70. [Google Scholar] [CrossRef]
- Li, Z.; Zou, Y.; Li, S.; Guo, Y.; Zeng, X.; Zhu, J.; Zhang, S. Direct extraction of fibre from a ramie bark. J. Eng. Fibers Fabrics. 2020, 15, 1–7. [Google Scholar] [CrossRef]
- Jose, S.; Rajna, S.; Ghosh, P. Ramie fiber processing and value addition. Asian J. Textile. 2017, 7, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Sathish, T.; Palani, K.; Natrayan, L.; Merneedi, A.; De Poures, M.V.; Singaravelu, D.K. Shinthesis and characterization of polypropylene/ramie fiber with hemp fiber and coir fiber natural biopolymer composite for biomedical application. Int. J. Polym. Sci. 2021, 2021, 2462878. [Google Scholar] [CrossRef]
- Shibata, M.; Ozawa, K.; Teramoto, N.; Yosomiya, R.; Takeishi, H. Biocomposites made from short abaca fiber and biodegradable polyesters. Macromol. Mater. Eng. 2003, 288, 35–43. [Google Scholar] [CrossRef]
- Barba, B.J.D.; Madrid, J.F.; Penaloza, D.P., Jr. A review of abaca fiber-reinforced polymer composites: Different modes of preparation and their applications. J. Chil. Chem. Soc. 2020, 65, 4919–4924. [Google Scholar] [CrossRef]
- Alshgari, R.A.; Hemalatha, N.; Suryavanshi, A.; Prasad, D.V.S.S.S.V.; Subalakshmi, R.; Abirami, M.; Amudha, M.J.R.; Wabaidur, S.M.; Islam, M.A.; Christopher, D. Investigation on physical and mechanical properties of abaca fiber composites using filament winding. Adv. Polym. Technol. 2022, 2022, 5000547. [Google Scholar] [CrossRef]
- Saidi, T.; Hasan, M.; Amalia, Z.; Iqbal, M. Behaviour analysis of strengthened-RC beam with natural fiber reinforced polymer (NFRP) based on abaca fiber by using finite element method. Aceh Int. J. Sci. Technol. 2022, 11, 155–164. [Google Scholar] [CrossRef]
- Saidi, T.; Hasan, M.; Amalia, Z. Tensile strength of natural fiber in different types of matrix. Aceh Int. J. Sci. Technol. 2022, 11, 136–144. [Google Scholar] [CrossRef]
- Malenab, R.A.J.; Ngo, J.P.S.; Promentilla, M.A.B. Chemical treatment of waste abaca for natural fiber-reinforced geopolymer composite. Materials 2017, 10, 579. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Valášek, P.; Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; D’Amato, R.; Ruggiero, A. Influence of alkali treatment on the microstructure and mechanical properties of coir and abaca fibers. Materials 2021, 14, 2636. [Google Scholar] [CrossRef]
- ASTM C150/C150M-22; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2022.
- Hasan, M.; Saidi, T.; Muyasir, A.; Alkhaly, Y.R.; Muslimsyah, M. Characteristics of calcined diatomaceous earth from Aceh Besar District–Indonesia as cementitious binder. IOP Conf. Ser. Mater. Sci. Eng. 2020, 933, 012008. [Google Scholar] [CrossRef]
- Hasan, M.; Saidi, T. Properties of blended cement paste with diatomite from Aceh Province Indonesia. IOP Conf. Ser. Mater. Sci. Eng. 2020, 796, 012034. [Google Scholar] [CrossRef]
- Hasan, M.; Saidi, T.; Husaini, H. Properties and microstructure of composite cement paste with diatomaceous earth powder (DEP) from Aceh Besar district–Indonesia. Asia-Pacific J. Sci Technol. 2022, 27, APST-27-01-03. [Google Scholar] [CrossRef]
- ASTM C33/C33M-18; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D3822/D3822M-14; Standard Test Method for Tensile Properties of Single Textile Fibers. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C1602/C1602M-22; Standard Specification for Mixing Water Used in the Production of Hydraulic Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2022.
- ACI 211.4R-93; Guide for Selecting Proportions for High-Strength Concrete with Portland Cement and Fly Ash. American Concrete Institute: Farmington Hills, MI, USA, 1998.
- ASTM C39/C39M-21; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C78/C78M-22; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C642-21; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2021.
- Özcan, F.; Emin Koç, M. Influence of ground pumice on compressive strength and air content of both non-air and air entrained concrete in fresh and hardened state. Constr. Build. Mater. 2018, 187, 382–393. [Google Scholar] [CrossRef]
- Vimonsatit, V.; Chindaprasirt, P.; Ruangsiriyakul, S.; Sata, V. Influence of fly ash fineness on water requirement and shrinkage of blended cement mortars. KKU Eng. J. 2015, 42, 311–316. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H.; Wan, S. Effects of different nanomaterials on hardening and performance of ultra-high strength concrete (UHSC). Cem. Concr. Compos. 2016, 70, 24–34. [Google Scholar] [CrossRef] [Green Version]
- Grünewald, S. Performance-Based Design of Self-Compacting Fibre Reinforced Concrete; Delft University of Technology: Delft, the Netherlands, 2004. [Google Scholar]
- Edgington, J.; Hannant, D.J.; Williams, R.I.T. Steel Fibre Reinforced Concrete, Fibre Reinforced Materials; The Construction Press: Lancaster, UK; pp. 112–128.
- Yu, R.; Tang, P.; Spiesz, P.; Brouwers, H.J.H. A study of multiple effects of nano-silica and hybrid fibres on the properties of ultra-high performance fibre reinforced concrete (UHPFRC) incorporating waste bottom ash (WBA). Constr. Build. Mater. 2014, 60, 98–110. [Google Scholar] [CrossRef] [Green Version]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- ACI 318-19. Building Code Requirements for Structural Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2019.
- Nagai, K.; Sato, Y.; Ueda, T. Mesoscopic simulation of failure of mortar and concrete by 2D RMSM. J. Adv. Concr. Technol. 2004, 2, 359–374. [Google Scholar] [CrossRef] [Green Version]
- Hasan, M.; Okuyama, H.; Sato, Y.; Ueda, T. Stress-strain model of concrete damaged by freezing and thawing cycles. J. Adv. Concr. Technol. 2004, 2, 89–99. [Google Scholar] [CrossRef] [Green Version]
- Nagai, K.; Sato, Y.; Ueda, T. Mesoscopic simulation of failure of mortar and concrete by 3D RMSM. J. Adv. Concr. Technol. 2005, 3, 385–402. [Google Scholar] [CrossRef] [Green Version]
- Ueda, T.; Hasan, M.; Nagai, K.; Sato, Y.; Wang, L. Mesoscale simulation of influence of frost damage on mechanical properties of concrete. J. Mater. Civ. Eng. 2009, 21, 244–252. [Google Scholar] [CrossRef] [Green Version]
- Saidi, T.; Hasan, M. The effect of partial replacement of cement with diatomaceous earth (DE) on the compressive strength and absorption of mortar. J. King Saud Univ. Eng. Sci. 2022, 34, 250–259. [Google Scholar] [CrossRef]









| Binder | Specific Gravity | Absorption (%) | Specific Surface Area (m2/kg) | Fineness Characteristics | ||
|---|---|---|---|---|---|---|
| d20 (μm) | d50 (μm) | d80 (μm) | ||||
| OPC | 3.15 | NA | 539.80 | 2.42 | 10.62 | 34.20 |
| CDE | 2.00 | 6.54 | 675.60 | 5.42 | 18.35 | 38.69 |
| Chemical Composition | OPC (%) | CDE (%) |
|---|---|---|
| SiO2 | 17.25 | 78.73 |
| Al2O3 | 2.32 | 0.39 |
| Fe2O3 | 4.67 | 2.89 |
| MgO | 2.13 | 1.11 |
| SO3 | 2.56 | 0.39 |
| CaO | 70.34 | 16.34 |
| K2O | 0.73 | 0.15 |
| Type of Aggregate | Bulk Density (kg/m3) | Specific Gravity | Absorption (%) | Fineness Modulus | |
|---|---|---|---|---|---|
| Saturated Surface Dry | Oven Dry | ||||
| RS | 1.62 | 2.70 | 2.65 | 1.87 | 3.37 |
| SS | 1.41 | 2.80 | 2.78 | 0.66 | 5.70 |
| Type of Fiber | Diameter (mm) | Length (mm) | L/D | Specific Gravity | Tensile Strength (MPa) | Ultimate Strain (%) |
|---|---|---|---|---|---|---|
| RF | 0.09 | 9 | 100 | 1.44 | 282.09 | 5.46 |
| AF | 0.17 | 17 | 100 | 1.50 | 1760.22 | 3.75 |
| Mixture | CDE Content (% Binder Weight) | Fiber Content (% Concrete Volume) | OPC (kg) | CDE (kg) | RS (kg) | SS (kg) | Water (kg) | SP (kg) | RF (kg) | AF (kg) |
|---|---|---|---|---|---|---|---|---|---|---|
| HSC00F00 | 0 | 0 | 758.31 | 0.00 | 565.15 | 901.72 | 205.05 | 11.37 | - | - |
| HSC10F00 | 10 | 0 | 682.48 | 75.83 | 565.15 | 901.72 | 205.05 | 11.37 | - | - |
| HSC00RF15 | 0 | 0.15 | 758.31 | 0.00 | 565.15 | 901.72 | 205.05 | 11.37 | 2.16 | - |
| HSC00RF30 | 0 | 0.30 | 758.31 | 0.00 | 565.15 | 901.72 | 205.05 | 11.37 | 4.32 | - |
| HSC00RF45 | 0 | 0.45 | 758.31 | 0.00 | 565.15 | 901.72 | 205.05 | 11.37 | 6.48 | - |
| HSC00AF15 | 0 | 0.15 | 758.31 | 0.00 | 565.15 | 901.72 | 205.05 | 11.37 | - | 2.25 |
| HSC00AF30 | 0 | 0.30 | 758.31 | 0.00 | 565.15 | 901.72 | 205.05 | 11.37 | - | 4.50 |
| HSC00AF45 | 0 | 0.45 | 758.31 | 0.00 | 565.15 | 901.72 | 205.05 | 11.37 | - | 6.75 |
| HSC10RF15 | 10 | 0.15 | 682.48 | 75.83 | 565.15 | 901.72 | 205.05 | 11.37 | 2.16 | - |
| HSC10RF30 | 10 | 0.30 | 682.48 | 75.83 | 565.15 | 901.72 | 205.05 | 11.37 | 4.32 | - |
| HSC10RF45 | 10 | 0.45 | 682.48 | 75.83 | 565.15 | 901.72 | 205.05 | 11.37 | 6.48 | - |
| HSC10AF15 | 10 | 0.15 | 682.48 | 75.83 | 565.15 | 901.72 | 205.05 | 11.37 | - | 2.25 |
| HSC10AF30 | 10 | 0.30 | 682.48 | 75.83 | 565.15 | 901.72 | 205.05 | 11.37 | - | 4.50 |
| HSC10AF45 | 10 | 0.45 | 682.48 | 75.83 | 565.15 | 901.72 | 205.05 | 11.37 | - | 6.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hasan, M.; Saidi, T.; Jamil, M.; Amalia, Z.; Mubarak, A. Mechanical Properties and Absorption of High-Strength Fiber-Reinforced Concrete (HSFRC) with Sustainable Natural Fibers. Buildings 2022, 12, 2262. https://doi.org/10.3390/buildings12122262
Hasan M, Saidi T, Jamil M, Amalia Z, Mubarak A. Mechanical Properties and Absorption of High-Strength Fiber-Reinforced Concrete (HSFRC) with Sustainable Natural Fibers. Buildings. 2022; 12(12):2262. https://doi.org/10.3390/buildings12122262
Chicago/Turabian StyleHasan, Muttaqin, Taufiq Saidi, Muhammad Jamil, Zahra Amalia, and Azzaki Mubarak. 2022. "Mechanical Properties and Absorption of High-Strength Fiber-Reinforced Concrete (HSFRC) with Sustainable Natural Fibers" Buildings 12, no. 12: 2262. https://doi.org/10.3390/buildings12122262
APA StyleHasan, M., Saidi, T., Jamil, M., Amalia, Z., & Mubarak, A. (2022). Mechanical Properties and Absorption of High-Strength Fiber-Reinforced Concrete (HSFRC) with Sustainable Natural Fibers. Buildings, 12(12), 2262. https://doi.org/10.3390/buildings12122262