
Study on Mechanical Properties and Mechanism of Recycled Brick Powder UHPC


Abstract
:1. Introduction
2. Materials and Experimental Program
2.1. Raw Materials and Mix Proportion
2.2. Specimen Preparation
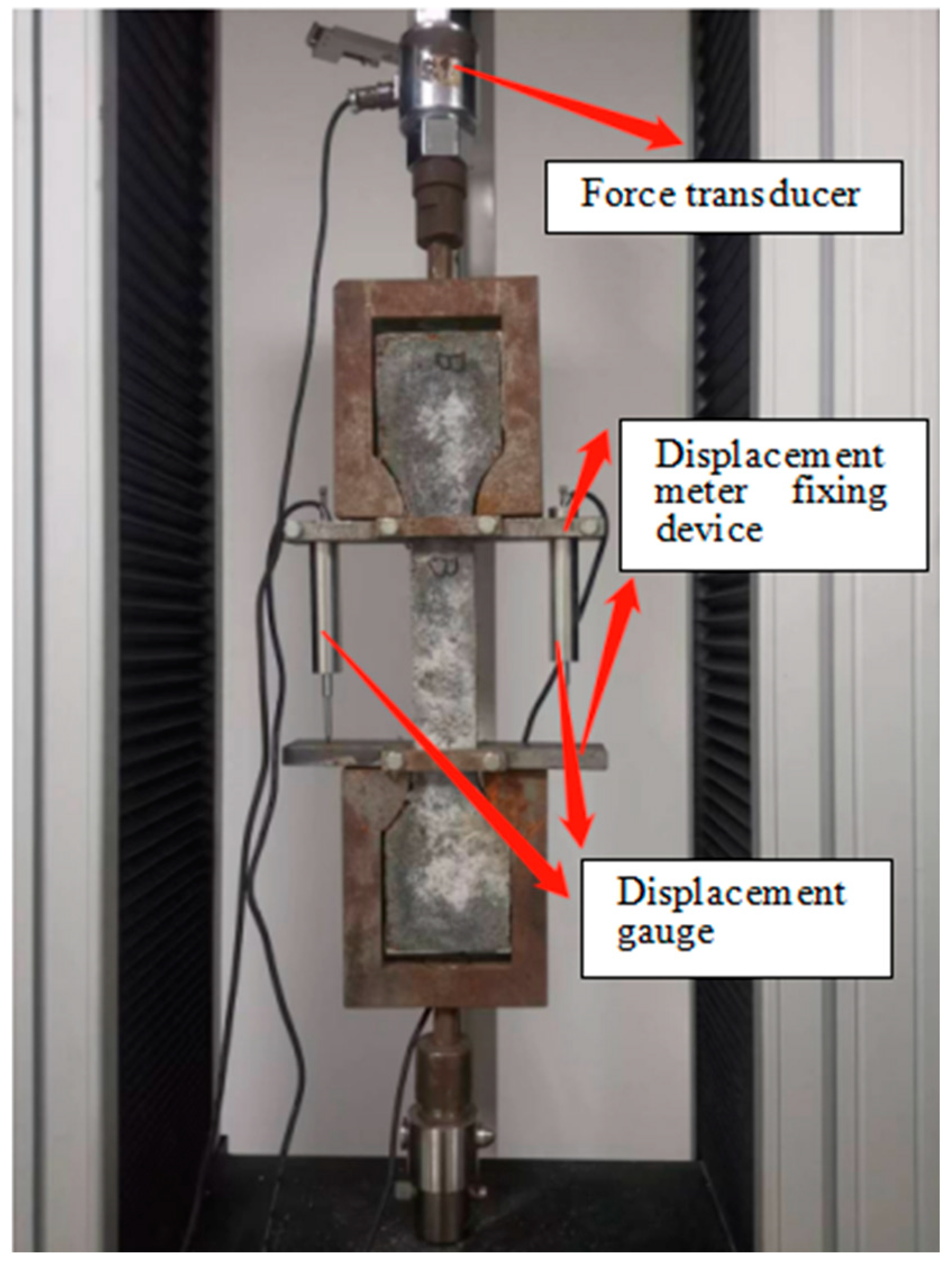
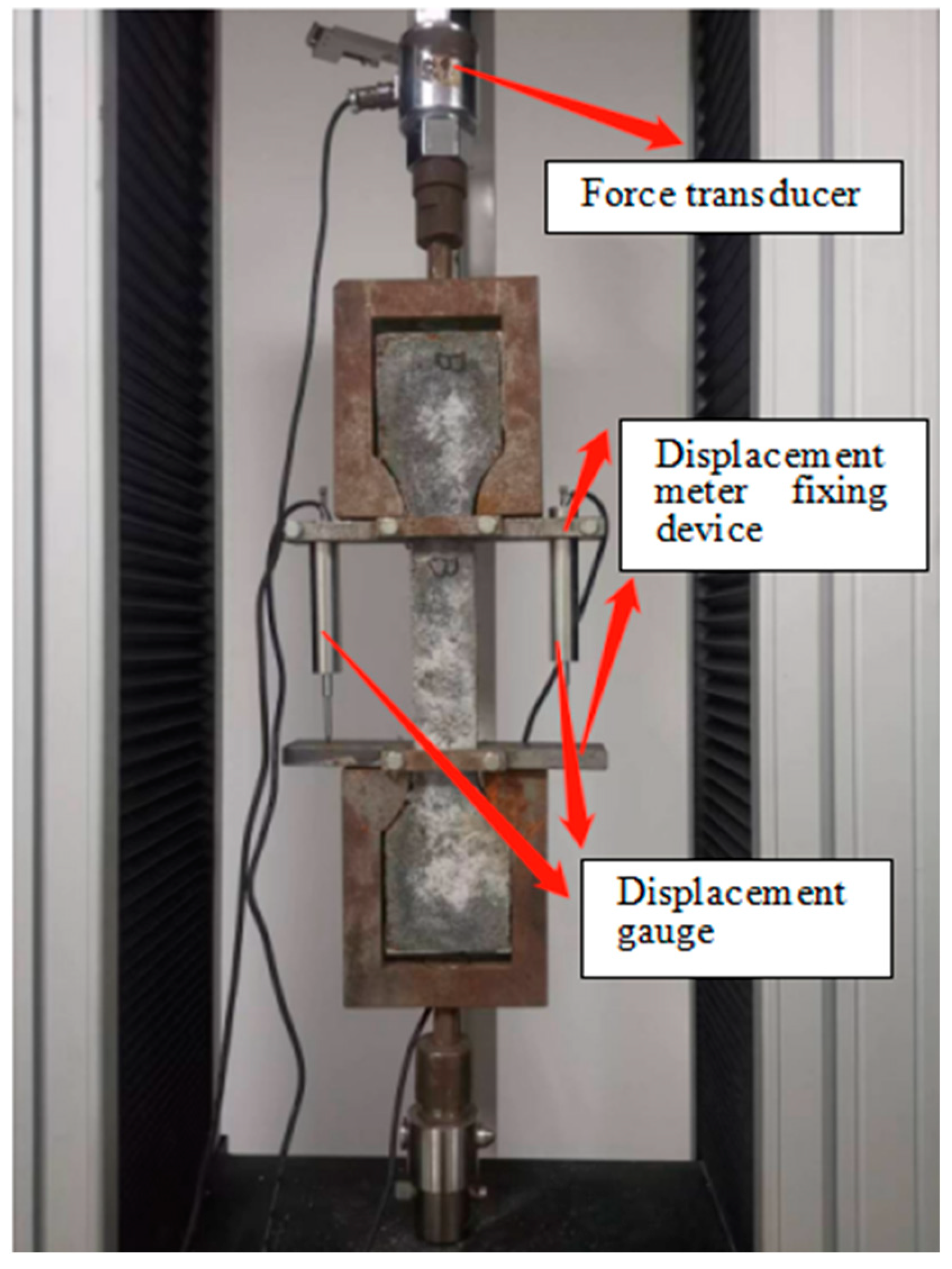
2.3. Testing Methods
3. Results and Discussion
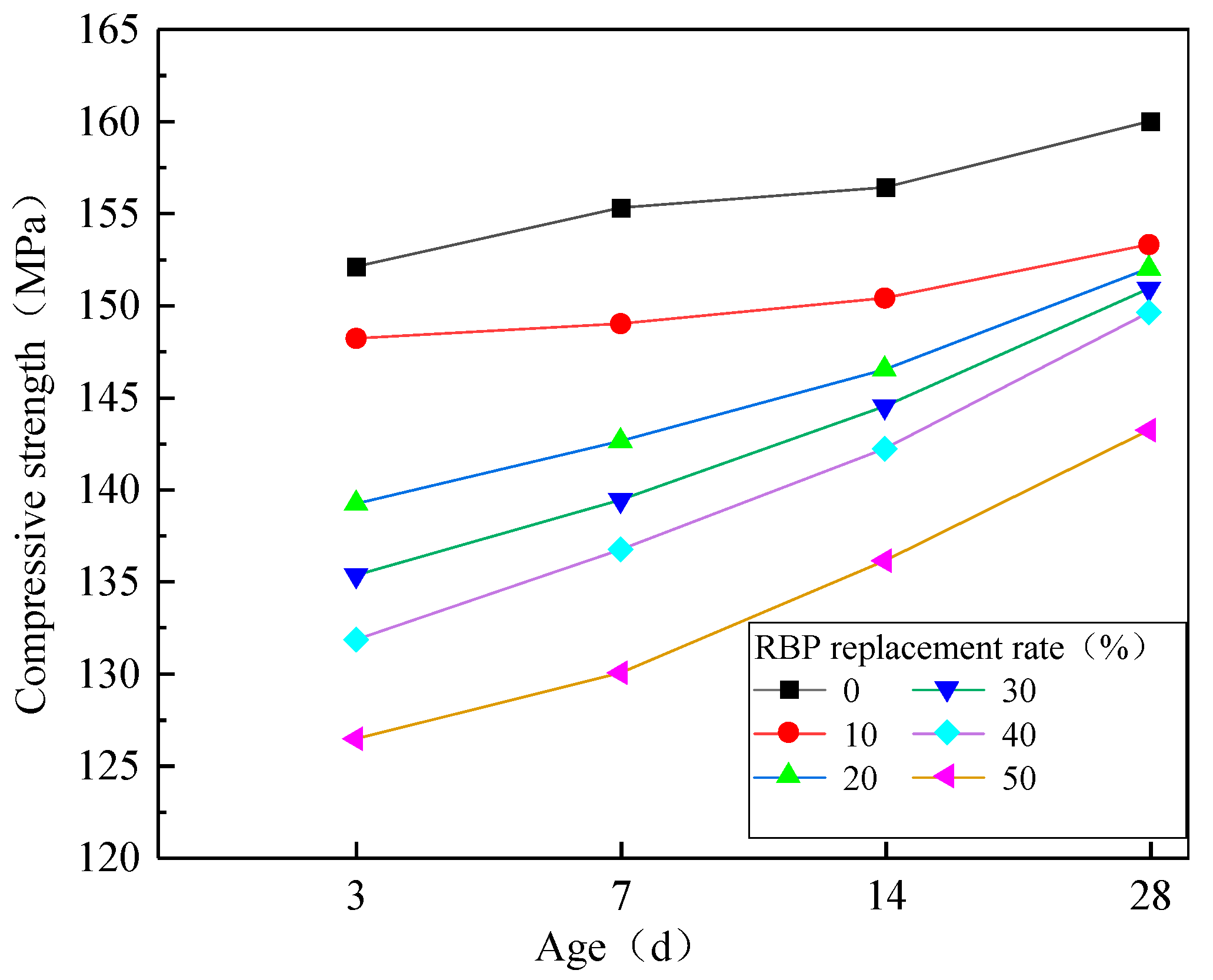
3.1. Compressive Strength
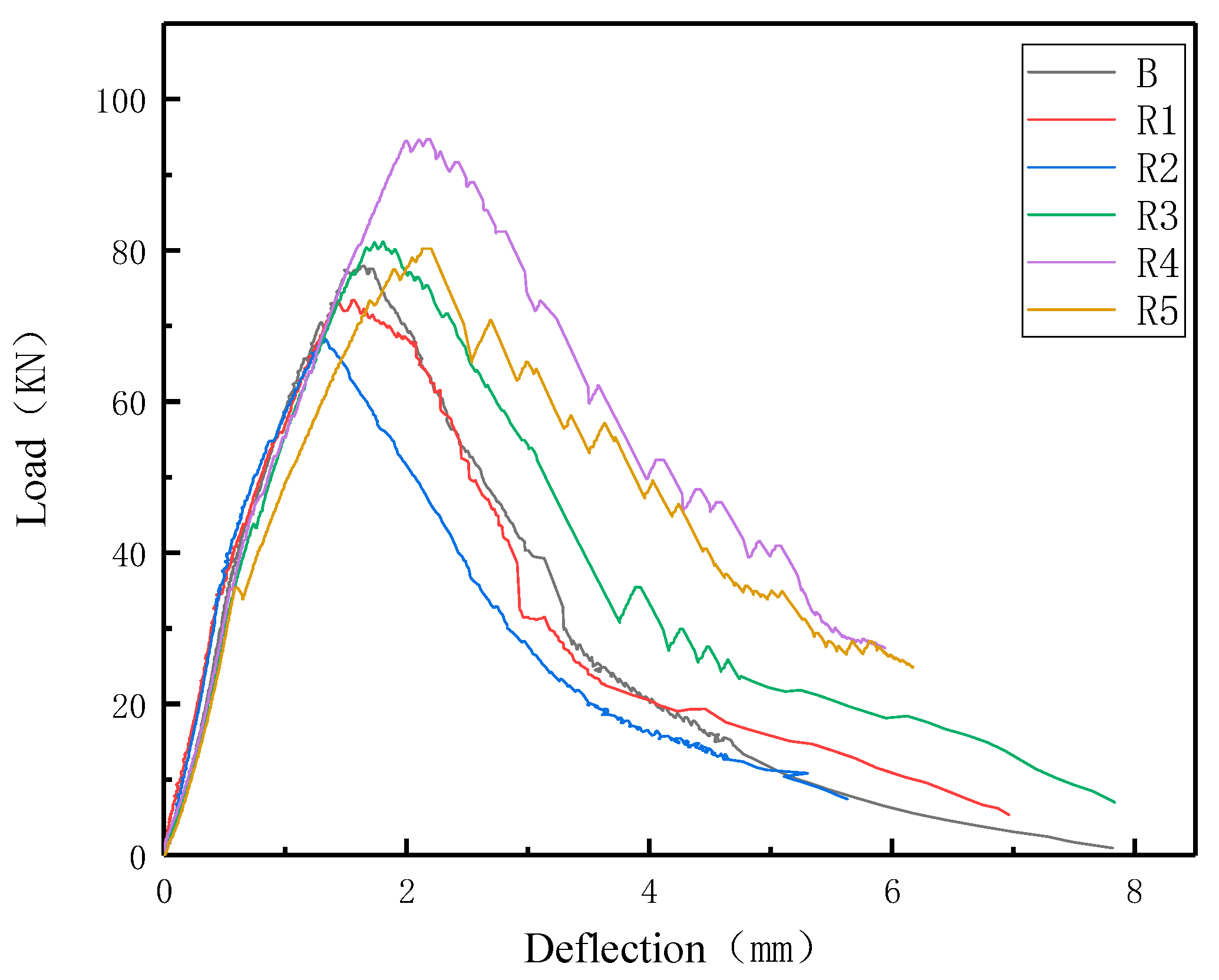
3.2. Flexural Strength
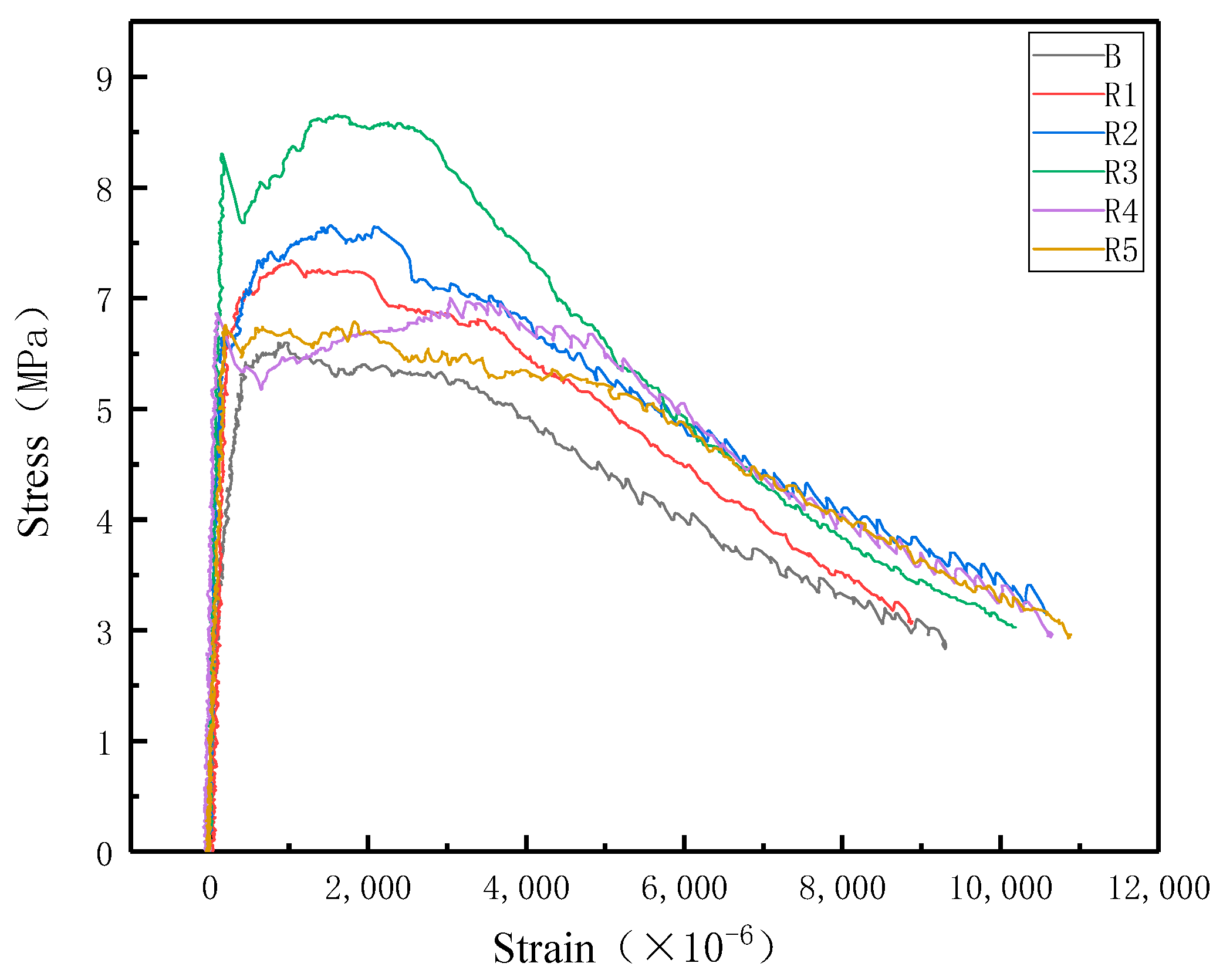
3.3. Uniaxial Tensile Property
3.4. Bonding Properties of Fiber and Matrix
4. Microstructure of the UHPC
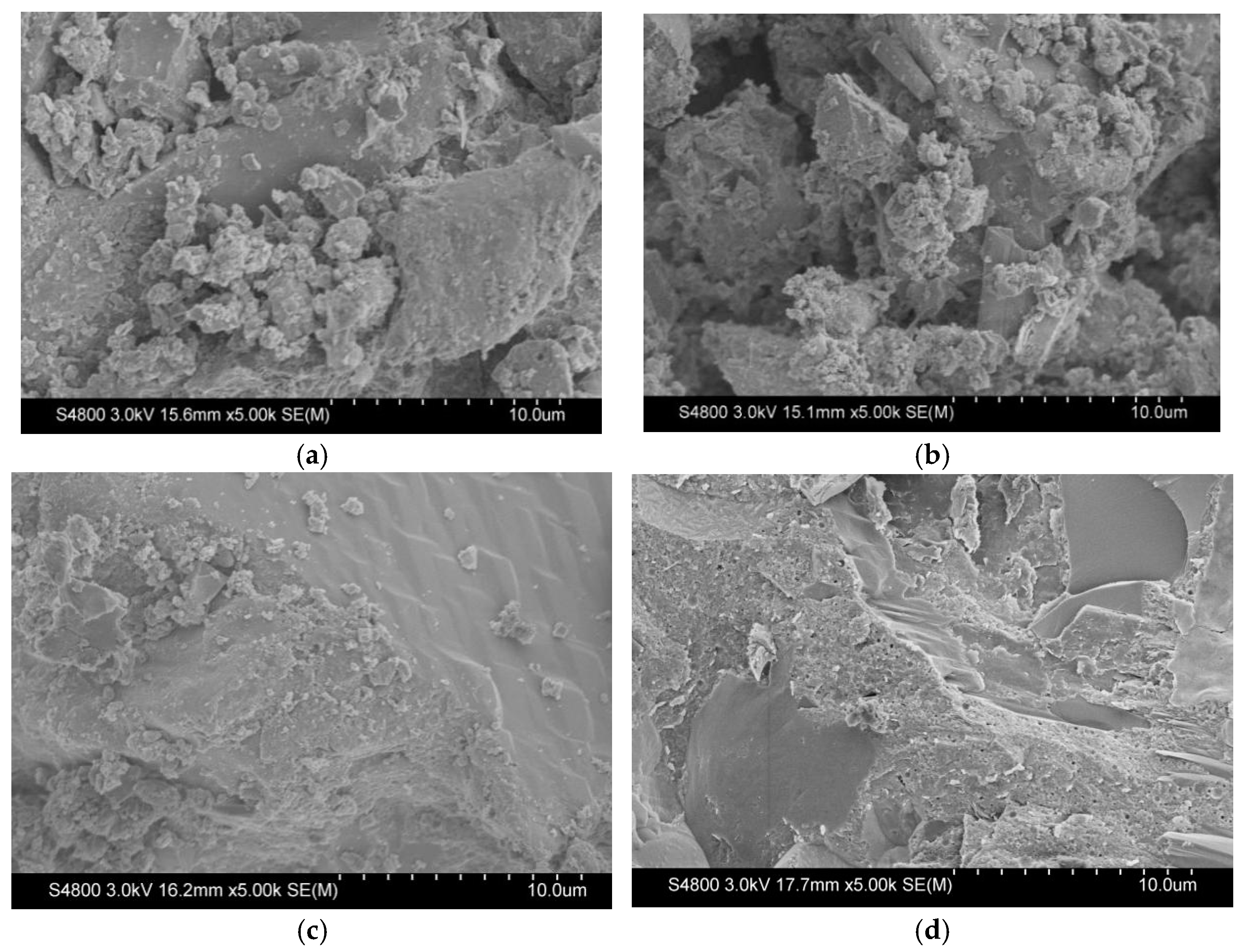
4.1. SEM Test
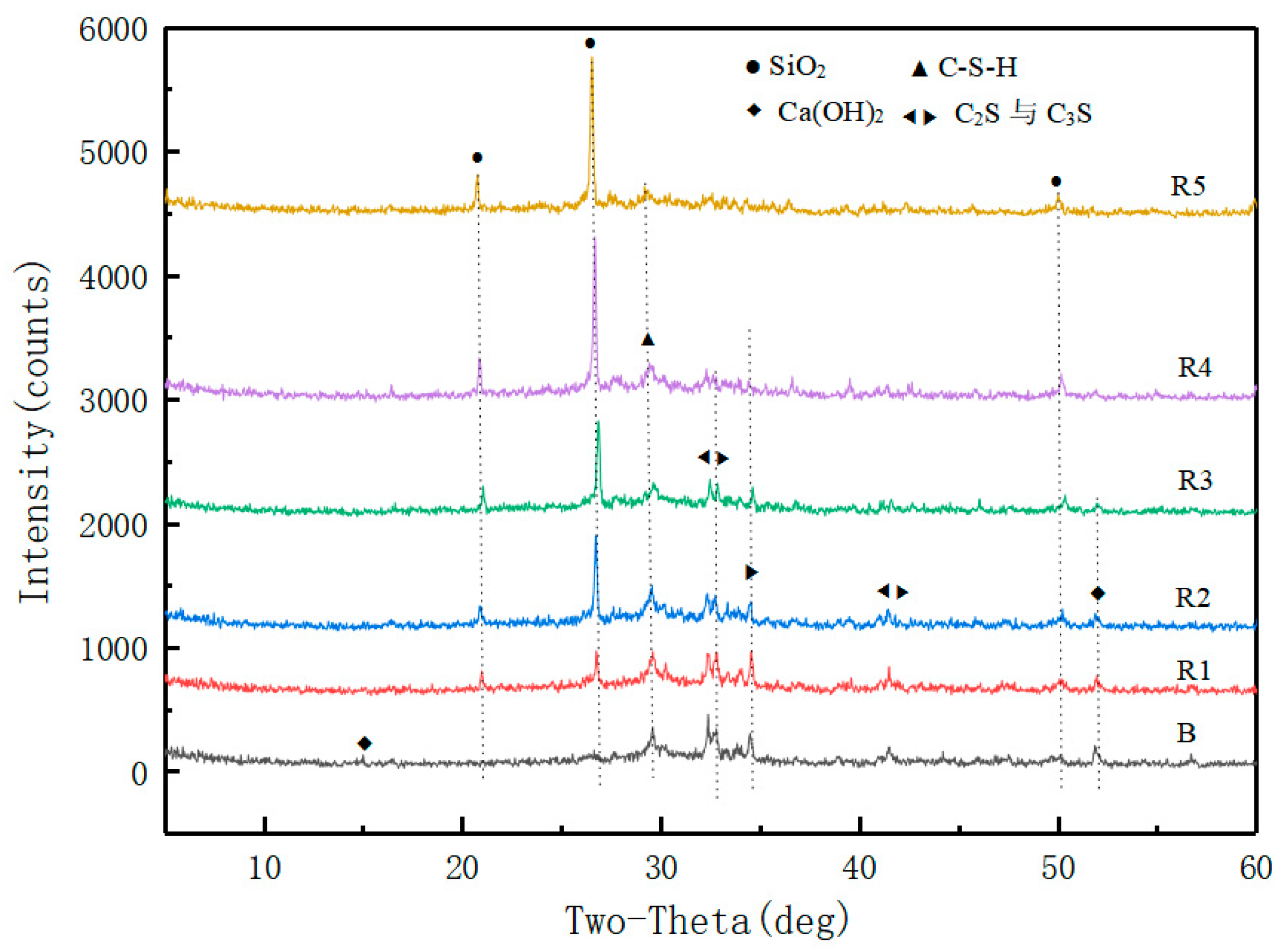
4.2. XRD Test
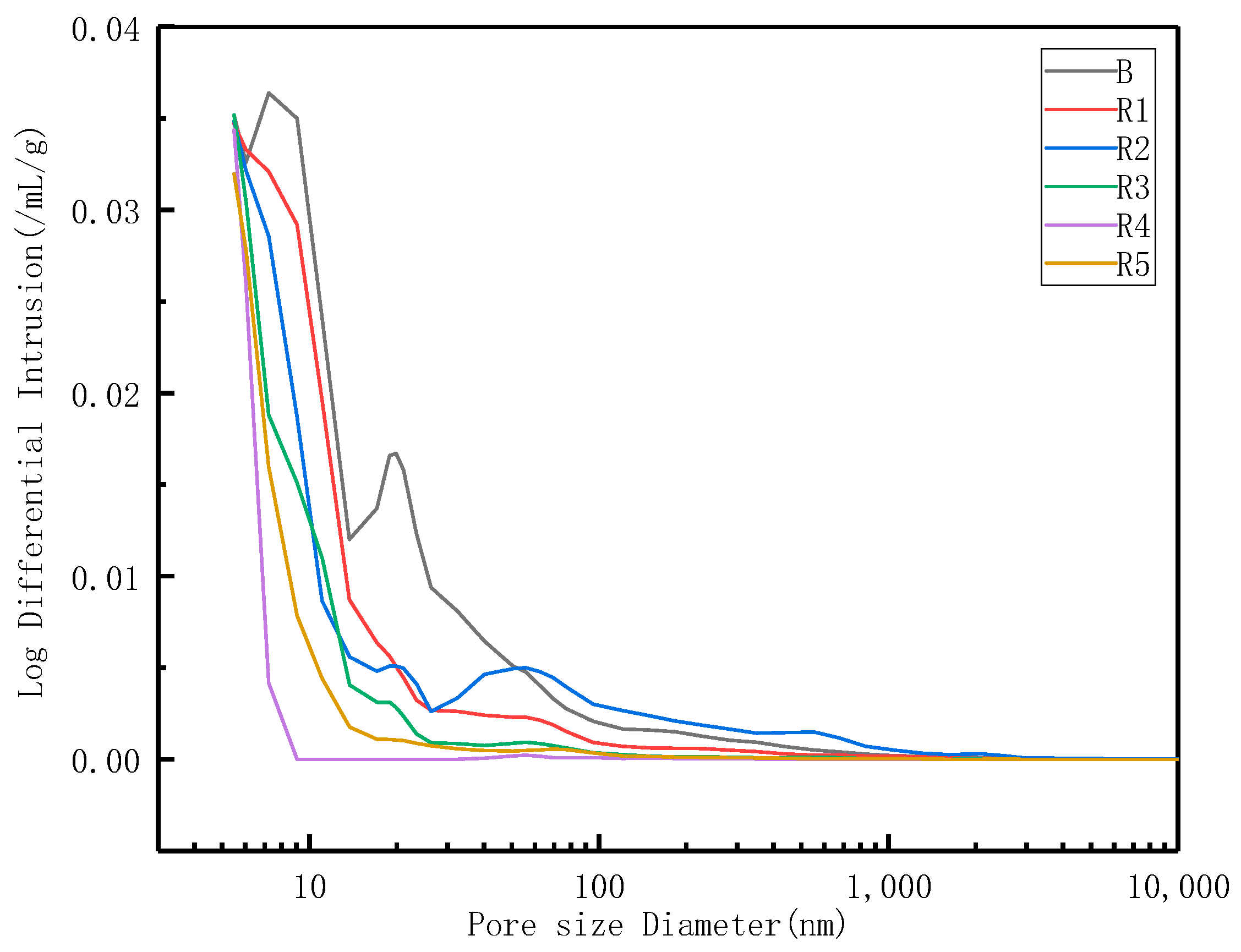
4.3. MIP Test
5. Conclusions
- The RBP has a certain weakening effect on the compressive strength development of UHPC. The compressive strength of UHPC decreases with the increase in RBP substitution rate, but the 28 d compressive strength of each group of specimens is not less than 140 MPa.
- The initial cracking load of UHPC decreases with the increase in brick powder replacement rate. When the replacement rate of RBP was ≥30%, the bending ultimate load of UHPC was higher than that of the reference group. When the replacement rate is 40%, the flexural toughness of UHPC is optimal.
- The tensile elastic modulus and tensile strain of UHPC with RBP at different substitution rates first increase and then decrease with the increase in brick powder substitution rate and reach the maximum value at 40%. With the increase in replacement rate of RBP, the tensile strength of UHPC increases first and then decreases and reaches the maximum 8.87 MPa when the replacement rate is 30%.
- Adding recycled brick powder as cementitious material into UHPC can improve the bonding ability of steel fiber matrix and improve the energy dissipation capacity of the material. With the increase in RBP substitution rate, the ultimate bond strength of the specimen increases first and then decreases. The work at the maximum load increases continuously when the fiber is pulled out. When the replacement rate is 40%, the ultimate bond strength of RBP UHPC reaches the maximum value of 10.9 MPa.
- The incorporation of RBP refines the pore structure of the UHPC matrix. In addition, RBP can increase the hydration degree of the cement paste and reduce the content of unhydrated cement particles. Meanwhile, the pozzolanic reactivity of RBP can also promote the further improvement of the hydration degree of the cementitious material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- NPCSC. Implementation Report on the Republic of Solid Waste Pollution Prevention Law; NPCSC 444; NPCSC: Beijing, China, 2017. [Google Scholar]
- Kırgız, M. Fresh and hardened properties of green binder concrete containing marble powder and brick powder. Eur. J. Environ. Civ. Eng. 2016, 20, 1–38. [Google Scholar] [CrossRef]
- Huang, B.; Wang, X.; Kua, H.; Geng, Y.; Bleischwitz, R.; Ren, J. Construction and demolition waste management in china through the 3r principle. Resour. Conserv. Recycl. 2018, 129, 36–44. [Google Scholar] [CrossRef]
- Batayneh, M.; Marie, I.; Asi, I. Use of selected waste materials in concrete mixes. Waste Manag. 2007, 27, 1870–1876. [Google Scholar] [CrossRef]
- Nigri, G.; Cherait, Y.; Nigri, S. Physical characterization and durability of blended cements based on brick powder. Civ. Environ. Eng. Rep. 2020, 30, 201–213. [Google Scholar] [CrossRef]
- Kirgiz, M.S. Use of ultrafine marble and brick particles as raw materials in cement manufacturing. Mater. Struct. 2015, 48, 2929–2941. [Google Scholar] [CrossRef]
- Wild, S.; Gailius, A.; Hansen, H.; Pederson, L.; Szwabowski, J. Pozzolanic properties of a variety of european clay bricks. Build. Res. Inf. 1997, 25, 170–175. [Google Scholar] [CrossRef]
- He, Z.H.; Zhu, H.N.; Zhang, M.Y.; Shi, J.Y.; Du, S.G.; Liu, B. Autogenous shrinkage and nano-mechanical properties of uhpc containing waste brick powder derived from construction and demolition waste. Constr. Build. Mater. 2021, 306, 124869. [Google Scholar] [CrossRef]
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Schmidt, M.; Fehling, E. Ultra-High-Performance Concrete: Research, Development and Application in Europe. Symp. Pap. 2005, 228, 51–78. [Google Scholar]
- Soliman, N.A.; Omran, A.F.; Tagnit-Hamou, A. Laboratory characterization and field application of novel ultra-high-performance glass concrete. ACI Mater. J. 2016, 113, 307–316. [Google Scholar] [CrossRef]
- Klemens, T. Flexible concrete offers new solutions. Concr. Constr. 2004, 49, 72–74. [Google Scholar]
- Zhang, Y.; Wei, S.; Liu, S.; Jiao, C.; Lai, J. Preparation of c200 green reactive powder concrete and its static–dynamic behaviors—Sciencedirect. Cem. Concr. Compos. 2008, 30, 831–838. [Google Scholar]
- Wang, D.; Shi, C.; Wu, Z.; Xiao, J.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part II. hydration, microstructure and properties. Constr. Build. Mater. 2015, 96, 368–377. [Google Scholar] [CrossRef]
- Korpa, A.; Kowald, T.; Trettin, R. Phase development in normal and ultra high performance cementitious systems by quantitative X-ray analysis and thermoanalytical methods. Cem. Concr. Res. 2009, 39, 69–76. [Google Scholar] [CrossRef]
- Wang, X.; Yu, R.; Shui, Z.; Song, Q.; Zhang, Z. Mix design and characteristics evaluation of an eco-friendly ultra-high performance concrete incorporating recycled coral based materials. J. Clean. Prod. 2017, 165, 70–80. [Google Scholar] [CrossRef]
- El-Dieb, A.S. Mechanical, durability and microstructural characteristics of ultra-high-strength self-compacting concrete incorporating steel fibers. Mater. Des. 2009, 30, 4286–4292. [Google Scholar] [CrossRef]
- Juenger, M.; Siddique, R. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- Ding, M.; Yu, R.; Feng, Y.; Wang, S.; Chen, L. Possibility and advantages of producing an ultra-high performance concrete (uhpc) with ultra-low cement content. Constr. Build. Mater. 2021, 273, 122023. [Google Scholar]
- Yalnkaya, A.; Opurolu, O. Hydration heat, strength and microstructure characteristics of uhpc containing blast furnace slag. J. Build. Eng. 2020, 34, 101915. [Google Scholar] [CrossRef]
- Ma, Z.; Tang, Q.; Wu, H.; Xu, J.; Liang, C. Mechanical properties and water absorption of cement composites with various fineness and contents of waste brick powder from c&d waste. Cem. Concr. Compos. 2020, 114, 103758. [Google Scholar]
- Zhao, Y.; Gao, J.; Liu, C.; Chen, X.; Xu, Z. The particle-size effect of waste clay brick powder on its pozzolanic activity and properties of blended cement. J. Clean. Prod. 2020, 242, 118521. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Xu, Z.; Li, S.; Chen, G. Long-term hydration and microstructure evolution of blended cement containing ground granulated blast furnace slag and waste clay brick. Cem. Concr. Compos. 2021, 118, 103982. [Google Scholar] [CrossRef]
- Lin, K.L.; Chen, B.Y.; Chiou, C.S.; Cheng, A. Waste brick’s potential for use as a pozzolan in blended portland cement. Waste Manag. Res. J. Int. Solid Wastes Public Clean. Assoc. Iswa 2010, 28, 647–652. [Google Scholar] [CrossRef] [PubMed]
- Cui, Z.; Ai, Q.; Yan, T.; Dong, L. The Study of the Construction Waste Brick Powder’s Activity. Adv. Mater. Res. 2014, 1079–1080, 309–311. [Google Scholar]
- Goncalves, J.P.; Tavares, L.M.; Filho, R.; Fairbairn, E. Performance evaluation of cement mortars modified with metakaolin or ground brick. Constr. Build. Mater. 2009, 23, 1971–1979. [Google Scholar] [CrossRef]
- Wu, H.; Liang, C.; Xiao, J.; Xu, J.; Ma, Z. Early-age behavior and mechanical properties of cement-based materials with various types and fineness of recycled powder. Struct. Concr. 2022, 23, 1253–1272. [Google Scholar] [CrossRef]
- Xiao, J.; Ma, Z.; Sui, T.; Ali, A.; Duan, Z. Mechanical properties of concrete mixed with recycled powder produced from construction and demolition waste. J. Clean. Prod. 2018, 188, 720–731. [Google Scholar] [CrossRef]
- He, Z.H.; Han, X.D.; Zhang, M.Y.; Yuan, Q.; Shi, J.Y.; Zhan, P.M. A novel development of green UHPC containing waste concrete powder derived from construction and demolition waste—ScienceDirect. Powder Technol. 2022, 398, 117075. [Google Scholar] [CrossRef]
- Tang, Q.; Ma, Z.; Wu, H.; Wang, W. The utilization of eco-friendly recycled powder from concrete and brick waste in new concrete: A critical review. Cem. Concr. Compos. 2020, 114, 103807. [Google Scholar] [CrossRef]
- Duan, Z.; Hou, S.; Xiao, J.; Li, B. Study on the essential properties of recycled powders from construction and demolition waste—Sciencedirect. J. Clean. Prod. 2020, 253, 119865. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H. Investigation of mechanical properties and shrinkage of ultra-high performance concrete: Influence of steel fiber content and shape. Composites 2019, 174, 107021.1–107021.12. [Google Scholar] [CrossRef]
- Gao, D.; Zhao, L.; Feng, H. Flexural toughness of steel fiber reinforced concrete and its evaluation method. J. Build. Mater. 2014, 17, 783–789. (In Chinese) [Google Scholar]
- Abdallah, S.; Fan, M.; Zhou, X. Pull-Out Behaviour of Hooked End Steel Fibres Embedded in Ultra-high Performance Mortar with Various W/B Ratios. Int. J. Concr. Struct. Mater. 2017, 11, 301–313. [Google Scholar] [CrossRef]
- Lin, K.L.; Wu, H.H.; Shie, J.L.; Hwang, C.L.; Cheng, A. Recycling waste brick from construction and demolition of buildings as pozzolanic materials. Waste Manag. Res. 2010, 28, 653–659. [Google Scholar] [CrossRef] [PubMed]
- Ma, Z.; Liu, M.; Duan, Z.; Liang, C.; Wu, H. Effects of active waste powder obtained from c&d waste on the microproperties and water permeability of concrete. J. Clean. Prod. 2020, 257, 120518. [Google Scholar]
- Sun, Z.; Liu, F.; Tong, T.; Qi, C.; Yu, Q. Hydration of Concrete Containing Hybrid Recycled Demolition Powders. J. Mater. Civ. Eng. 2017, 29, 1–7. [Google Scholar] [CrossRef]
- Shao, J.; Gao, J.; Zhao, Y. Characteristics of recycled clay brick powder-cement cementitious system. J. Southeast Univ. 2019, 49, 375–379. (In Chinese) [Google Scholar]
- Langan, B.W.; Weng, K.; Ward, M.A. Effect of silica fume and fly ash on heat of hydration of portland cement. Cem. Concr. Res. 2002, 37, 1045–1051. [Google Scholar] [CrossRef]
- Metin, D.; Hakan, C.; IlkerBekir, T.; Tayfun, U. Pozzolanic effect of andesite waste powder on mechanical properties of high strength concrete. Constr. Build. Mater. 2018, 165, 494–503. [Google Scholar]
- Lian, C.; Zhuge, Y.; Beechama, S. The relationship between porosity and strength for porous concrete. Constr. Build. Mater. 2011, 25, 4294–4298. [Google Scholar] [CrossRef]
- Xue, S.; Zhang, P.; Bao, J.; He, L.; Yang, S. Comparison of mercury intrusion porosimetry and multi-scale x-ray ct on characterizing the microstructure of heat-treated cement mortar. Mater. Charact. 2019, 160, 110085. [Google Scholar] [CrossRef]
- Liang, C.; Pan, B.; Ma, Z.; He, Z.; Duan, Z. Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review. Cem. Concr. Compos. 2019, 105, 103446. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Surface Area/m2·kg−1 | Stability | SO3/% | Cl−/% | MgO/% | Ignition Loss/% | Setting Time/min | 28 d Strength/MPa | ||
|---|---|---|---|---|---|---|---|---|---|
| Initial Set | Final Set | Break off Strength | Compressive Strength | ||||||
| 386 | qualification | 2.38 | 0.046 | 3.93 | 3.06 | 150 | 200 | 8.9 | 63.4 |
| Component | SiO2 | Al2O3 | Fe2O3 | CaO | TiO2 | SO3 |
|---|---|---|---|---|---|---|
| content/% | 54.76 | 24.56 | 6.54 | 4.85 | 1.85 | 1.32 |
| Component | SiO2 | Al2O3 | Fe2O3 | CaO | NaO2 | MgO |
|---|---|---|---|---|---|---|
| content/% | 96.76 | 0.31 | 0.07 | 0.10 | 0.97 | 0.11 |
| Specific Surface Area m2·kg−1 | Moisture Content/% | Major Contents of Components/% | |||||
|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | ||
| 600 | ≤0.50 | 68.15 | 16.51 | 7.20 | 1.80 | 0.94 | 0.65 |
| Length/mm | Diameter/mm | Density/g·cm−3 | Form | Tensile Strength/MPa |
|---|---|---|---|---|
| 12.0 | 0.2 | 7.8 | formed straight and smooth | >2000.0 |
| Group | Replacement Ratio (%) | Cement | RBP | Fly Ash | Silica Fume | River Sand | Water Reducing Admixture | Water |
|---|---|---|---|---|---|---|---|---|
| B | 0 | 700 | 0 | 100 | 200 | 1000 | 30 | 170 |
| R1 | 10 | 630 | 70 | 100 | 200 | 1000 | 30 | 170 |
| R2 | 20 | 560 | 140 | 100 | 200 | 1000 | 30 | 170 |
| R3 | 30 | 490 | 210 | 100 | 200 | 1000 | 30 | 170 |
| R4 | 40 | 420 | 280 | 100 | 200 | 1000 | 30 | 170 |
| R5 | 50 | 350 | 350 | 100 | 200 | 1000 | 30 | 170 |
| Group | Cracking Load (Fcr/KN) | Initial Crack Deflection (δ/mm) | Initial Rupture Strength (fcr/MPa) | Ultimate Load (F/KN) | I5 | I10 | I20 | Equivalent Bending Strength (fe/MPa) | Flexural Toughness Ratio Re |
|---|---|---|---|---|---|---|---|---|---|
| B | 45.532 | 0.709 | 13.660 | 77.965 | 7.185 | 11.822 | 13.935 | 15.323 | 1.122 |
| R1 | 43.793 | 0.654 | 13.138 | 73.423 | 6.387 | 10.973 | 14.052 | 15.277 | 1.163 |
| R2 | 39.852 | 0.516 | 11.956 | 68.235 | 7.303 | 13.710 | 18.377 | 14.320 | 1.197 |
| R3 | 43.620 | 0.741 | 13.146 | 81.110 | 7.536 | 13.303 | 17.810 | 15.129 | 1.151 |
| R4 | 35.192 | 0.545 | 10.558 | 94.727 | 8.569 | 22.507 | 38.169 | 15.862 | 1.502 |
| R5 | 35.358 | 0.585 | 10.607 | 80.252 | 8.231 | 20.025 | 33.149 | 13.702 | 1.292 |
| Group | Elastic Ultimate Tensile Strength (fte/MPa) | Elasticity Ultimate Strain (μte/×10−6) | Modulus of Elongation (Ete/GPa) | Tensile Strength (ftu/MPa) | Tensile Strain (μtu/×10−6) |
|---|---|---|---|---|---|
| B | 5.89 | 390 | 15.10 | 6.13 | 975 |
| R1 | 6.27 | 221 | 28.37 | 7.11 | 1026 |
| R2 | 6.19 | 153 | 40.45 | 7.55 | 1528 |
| R3 | 8.41 | 155 | 54.25 | 8.87 | 1617 |
| R4 | 6.48 | 88 | 73.63 | 6.67 | 3045 |
| R5 | 6.34 | 197 | 32.18 | 6.38 | 1830 |
| Group | Load when Sliding Begins (Fuf/N) | Maximum Load (Fmax/N) | Work at Maximum Load (WFmax/N·mm) | Ultimate Bond Strength between Steel Fiber and Matrix (ffb/MPa) |
|---|---|---|---|---|
| B | 71.5 | 78.4 | 29.0 | 6.50 |
| R1 | 63.1 | 98.2 | 35.9 | 8.1 |
| R2 | 57.4 | 107.4 | 33.3 | 8.9 |
| R3 | 60.1 | 126.3 | 42.3 | 10.5 |
| R4 | 84.0 | 131.5 | 58.6 | 10.9 |
| R5 | 106.8 | 113.4 | 79.7 | 9.4 |
| Group | Porosity (%) | Average Pore Size (nm) | Median Pore Diameter (nm) | Most Probable Pore Size (nm) | Apparent Density (g/mL) |
|---|---|---|---|---|---|
| B | 4.86 | 43.10 | 136.74 | 7.43 | 2.306 |
| R1 | 4.49 | 39.20 | 74.29 | 5.43 | 2.342 |
| R2 | 4.63 | 34.10 | 122.86 | 5.39 | 2.239 |
| R3 | 4.77 | 20.72 | 7.92 | 5.32 | 2.336 |
| R4 | 4.80 | 16.06 | 5.90 | 5.30 | 2.206 |
| R5 | 5.71 | 20.49 | 6.96 | 5.34 | 2.270 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, C.; Fu, W.; Raza, A.; Li, H. Study on Mechanical Properties and Mechanism of Recycled Brick Powder UHPC. Buildings 2022, 12, 1622. https://doi.org/10.3390/buildings12101622
Yuan C, Fu W, Raza A, Li H. Study on Mechanical Properties and Mechanism of Recycled Brick Powder UHPC. Buildings. 2022; 12(10):1622. https://doi.org/10.3390/buildings12101622
Chicago/Turabian StyleYuan, Chengfang, Weicheng Fu, Ali Raza, and Haofei Li. 2022. "Study on Mechanical Properties and Mechanism of Recycled Brick Powder UHPC" Buildings 12, no. 10: 1622. https://doi.org/10.3390/buildings12101622
APA StyleYuan, C., Fu, W., Raza, A., & Li, H. (2022). Study on Mechanical Properties and Mechanism of Recycled Brick Powder UHPC. Buildings, 12(10), 1622. https://doi.org/10.3390/buildings12101622