Steel/Slag Interface Behavior under Multifunction Electromagnetic Driving in a Continuous Casting Slab Mold

Abstract
:1. Introduction
2. Mathematical Model
2.1. Basic Assumptions
- (1)
- The fluid flow in the mold is isothermal and incompressible.
- (2)
- The influence of the solidified shell on the molten steel flow are neglected.
- (3)
- The steel in the mold is considered to be homogenous phase medium, and only the liquid slag layer is considered.
- (4)
- Owing to the small magnetic Reynolds number (about 0.01), the influence of molten steel flow on the magnetic fields is ignored [13].
- (5)
- The mold and strand are assumed to be vertical, and mold taper and oscillation are neglected.
2.2. Governing Equations
2.2.1. Electromagnetic Field Equations
2.2.2. Flow Field Equations
2.2.3. VOF Model Equation
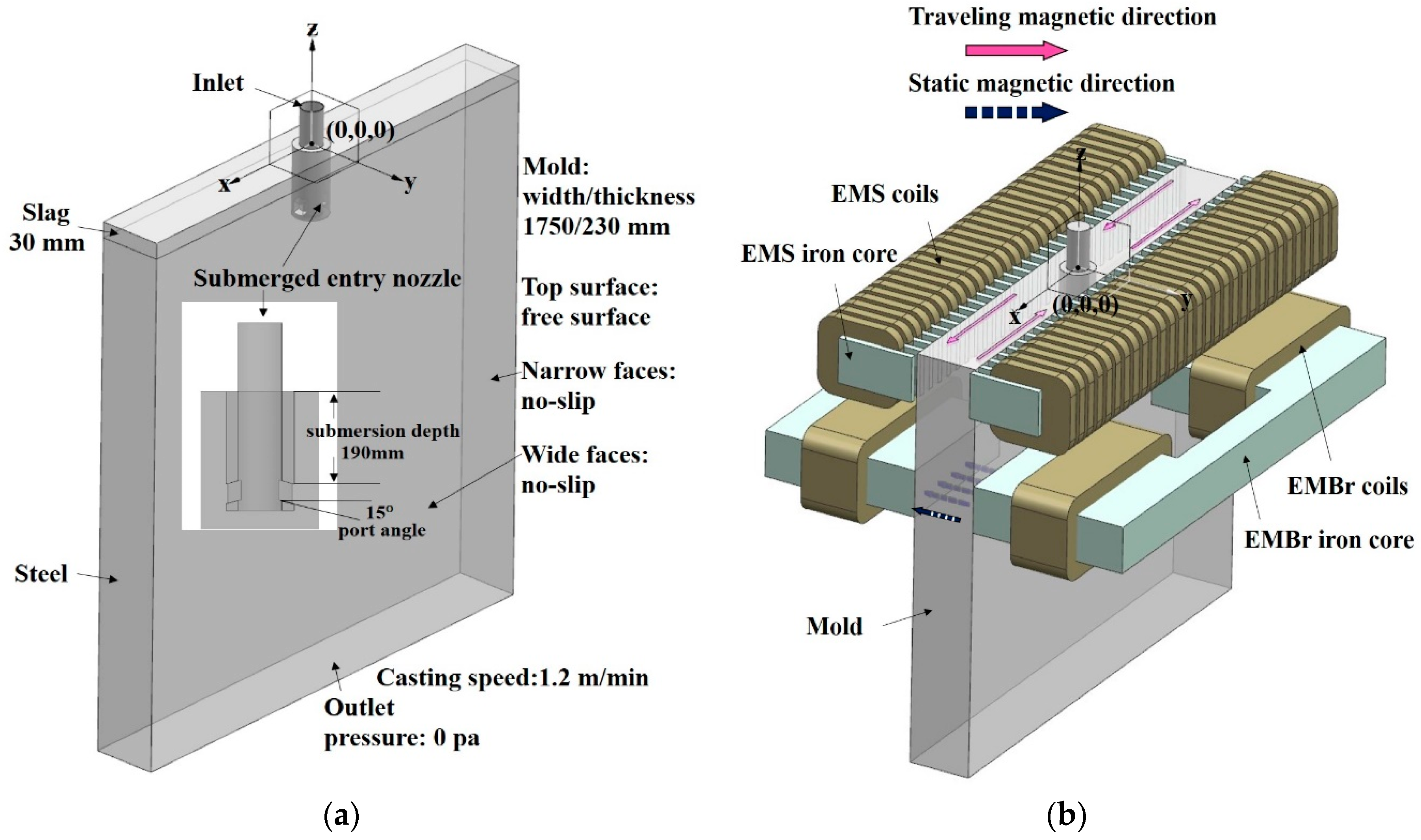
2.3. Configuration and Numerical Setup
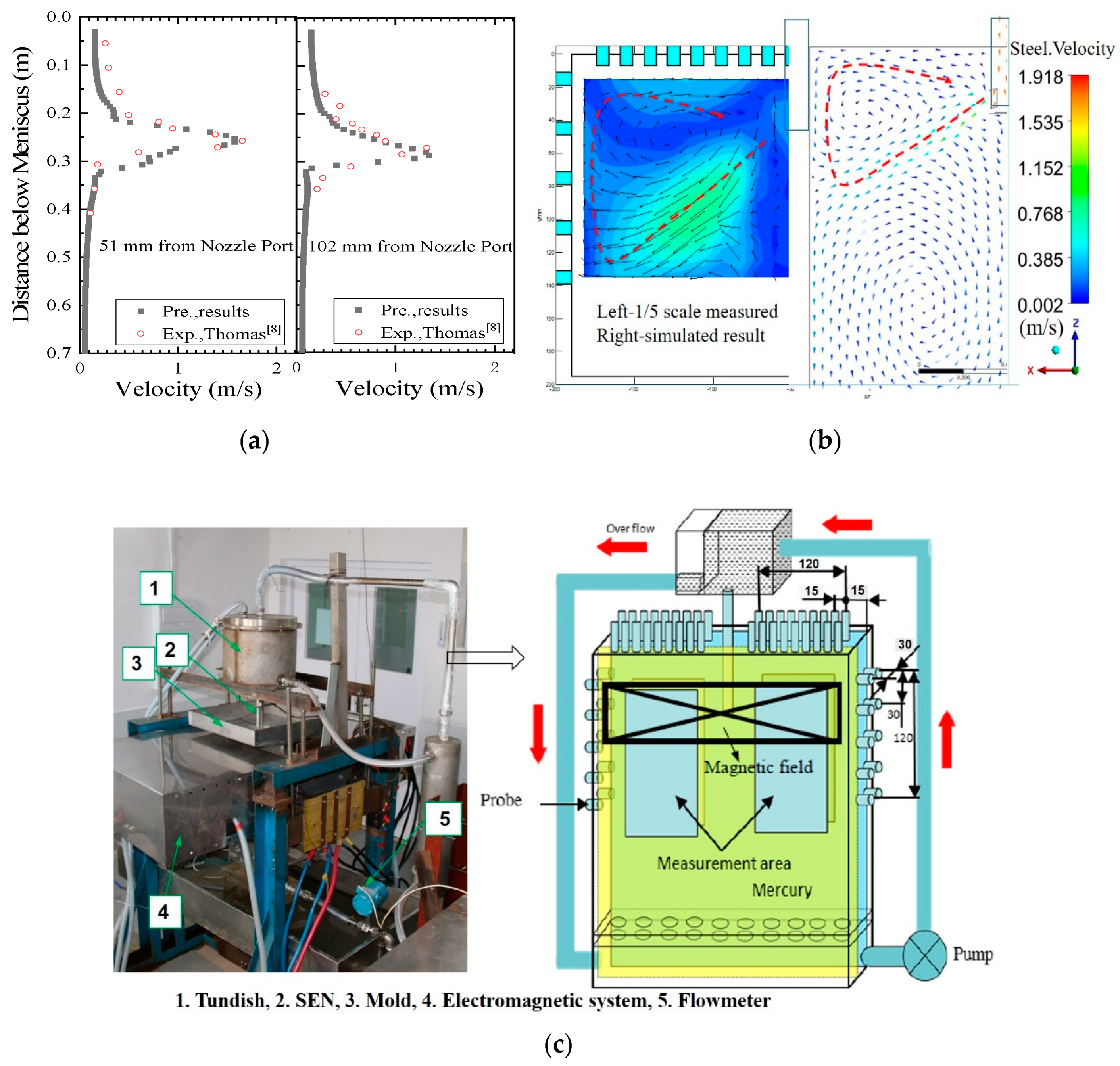
2.4. Mathematical Model Validation
3. Results and Discussion
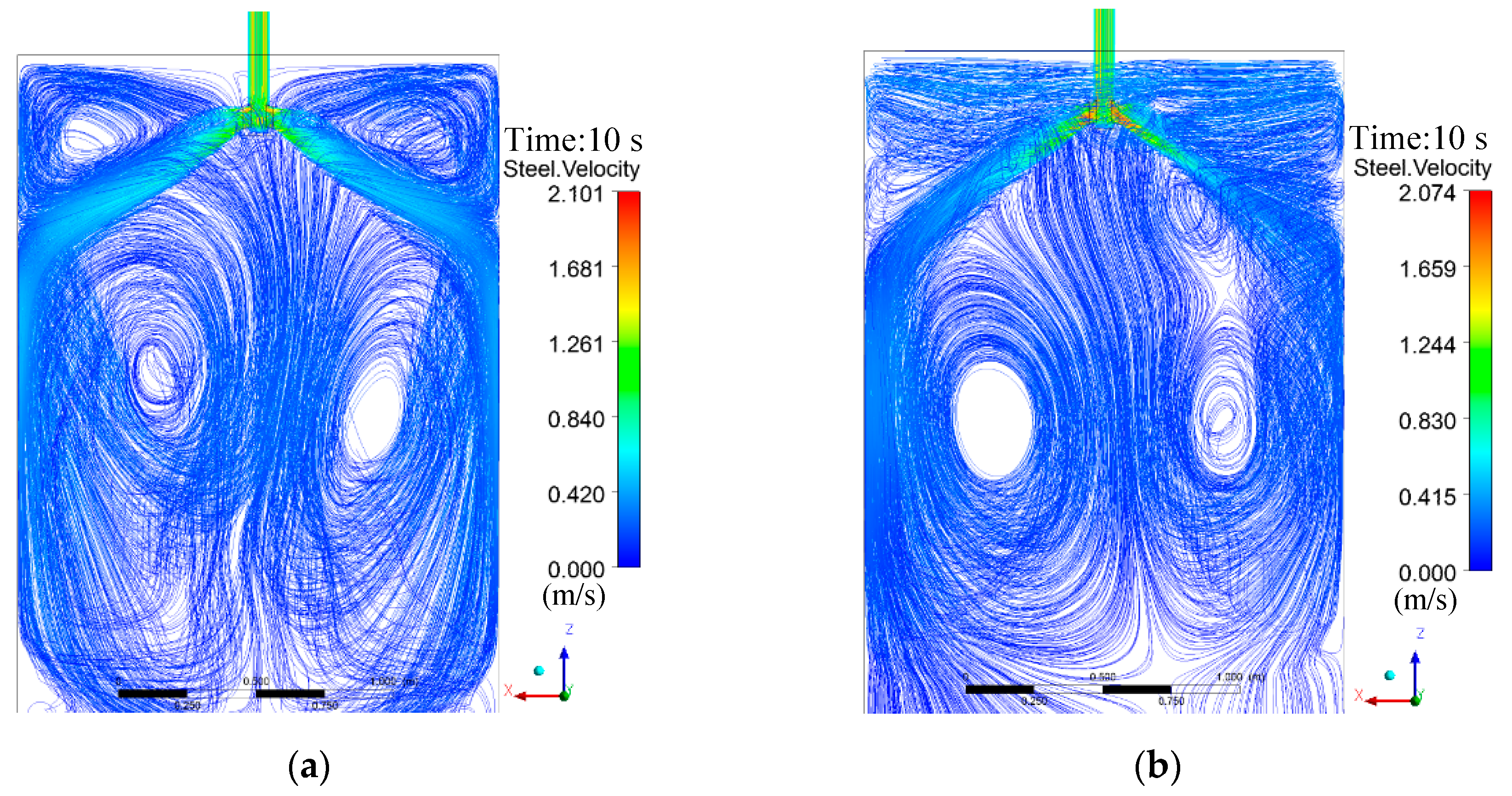
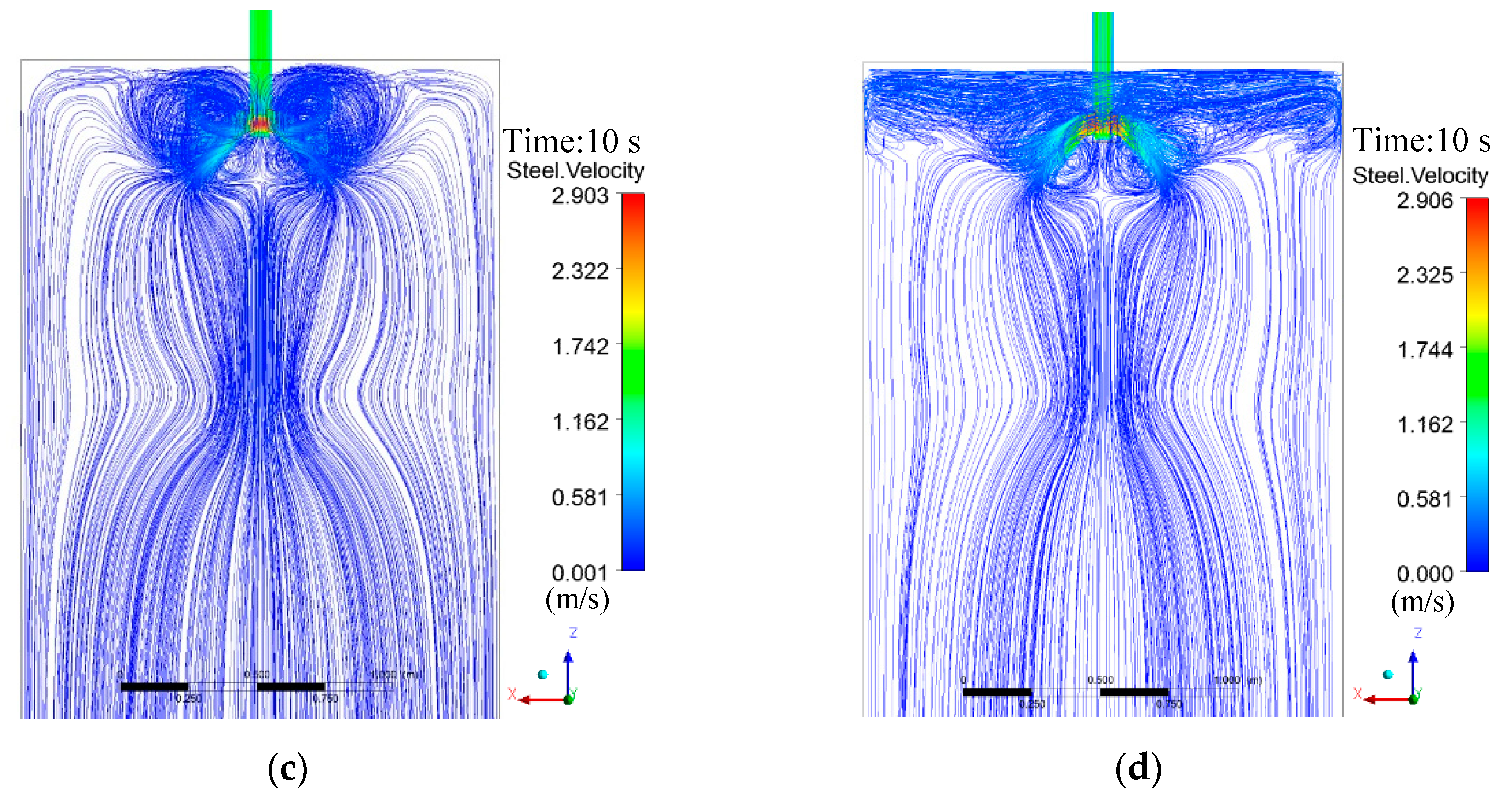
3.1. Analysis of Flow Pattern
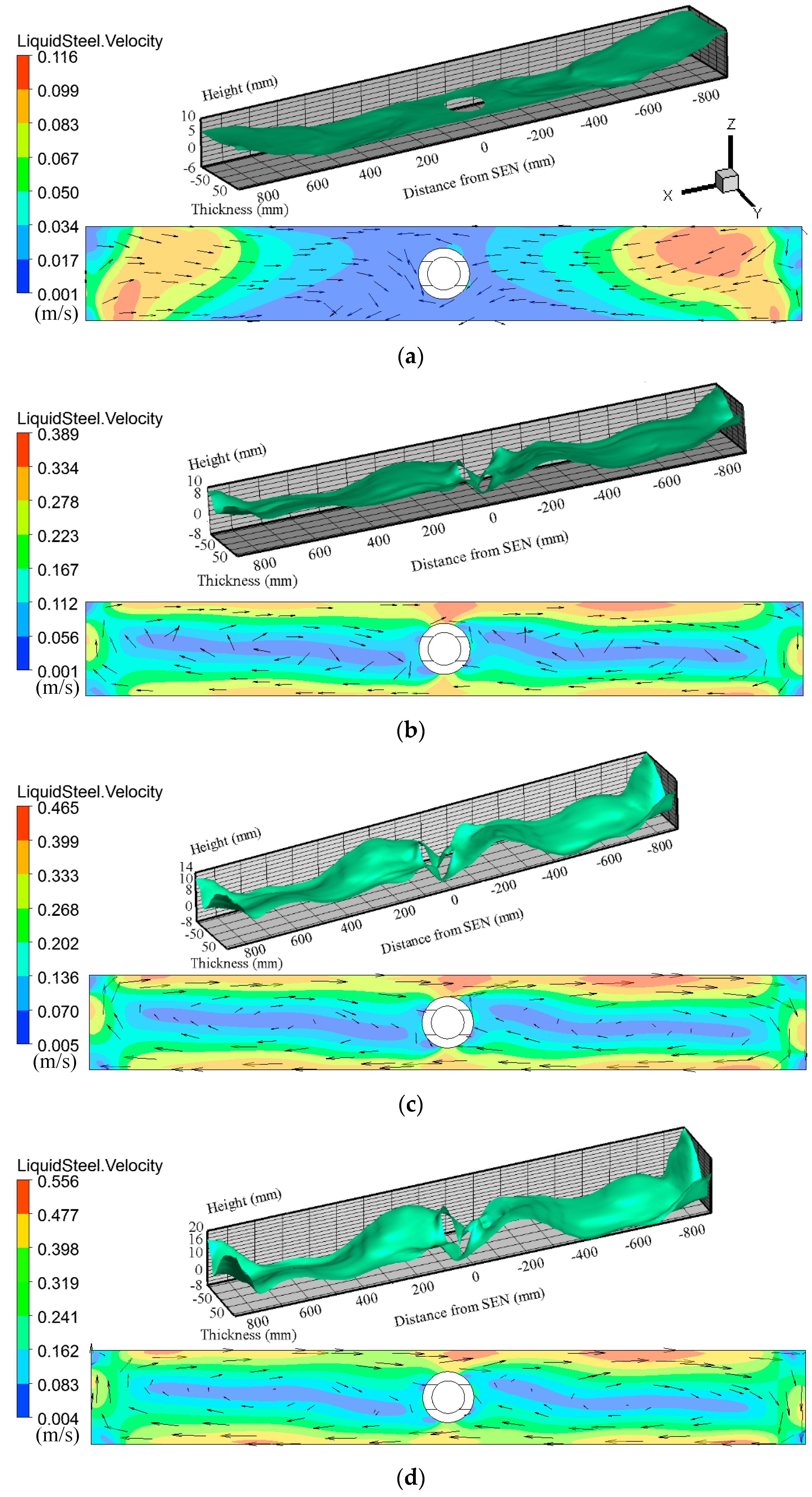
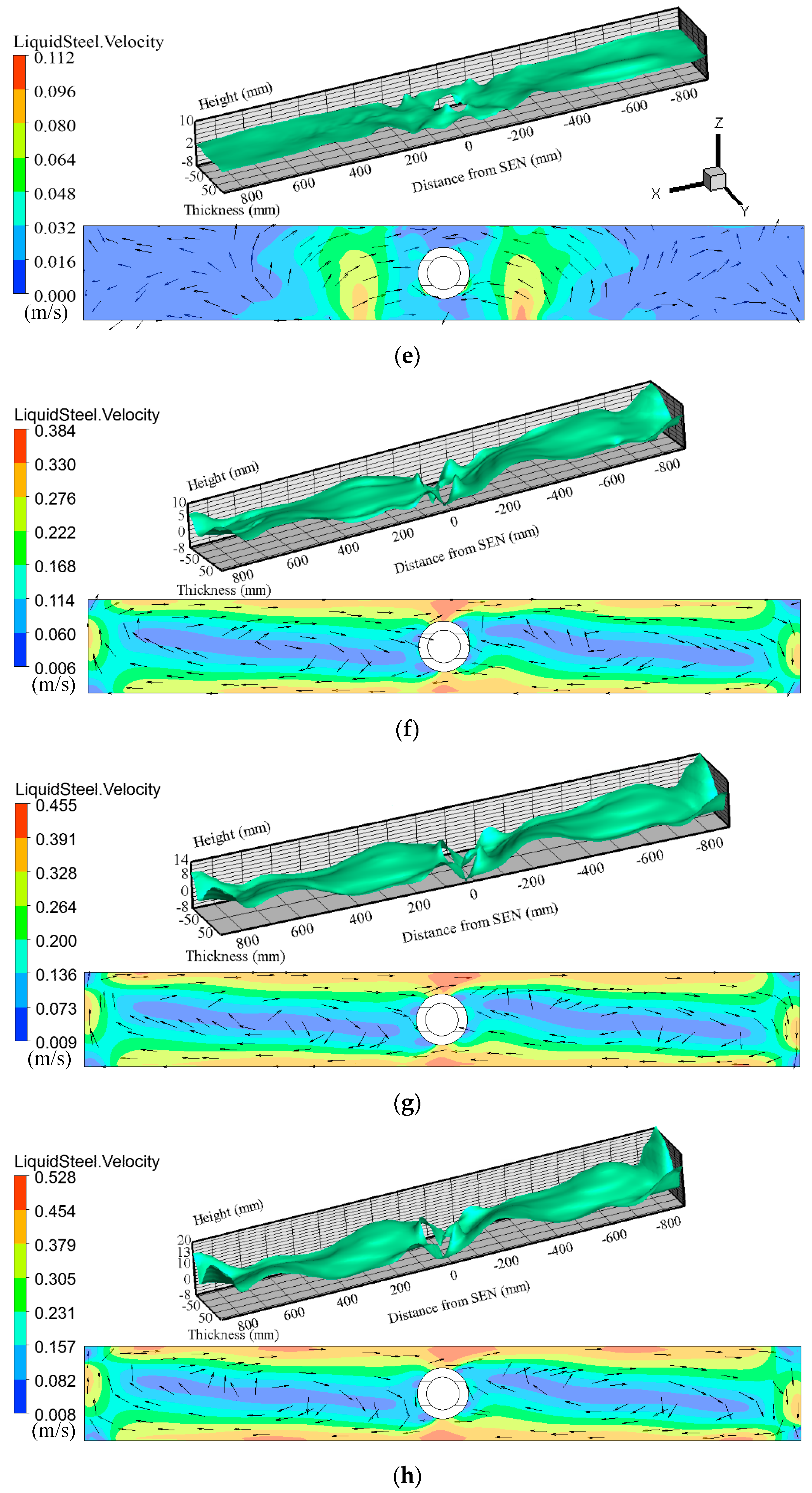
3.2. Analysis of Level Profile and Surface Velocity
3.3. Analysis of Level Fluctuation
4. Conclusions
- (1)
- Multifunction electromagnetic driving that combines electromagnetic stirring (EMS) and electromagnetic braking (EMBr) changes the flow pattern, which has the potential to simultaneously meet the requirements of the steel flow in the regions above and below the nozzle, ensuring the uniformity and activity of the molten steel in the upper region of the mold and reducing the penetration depth of inclusions.
- (2)
- EMS can change the level profile and form a deflective circulation at the steel/slag interface. After EMS, the distribution of surface velocity is more uniform. The surface velocity increases with stirring current. The fluctuation shapes of the steel/slag interface under multifunction electromagnetic driving are similar that when only EMS is applied, but the metallurgical action of EMBr on stabilizing steel/slag interface is still retained.
- (3)
- Taking wave height and wave amplitude as evaluation criteria, key points can be selected to predict the effect of EMS and EMBr on the steel/slag interface behavior, which has potential to provide some reference for online real-time control and optimization of the steel/slag interface behavior under electromagnetic driving.
Author Contributions
Funding
Conflicts of Interest
References
- Saldana-Salas, F.; Torres-Alonso, E.; Ramos-Banderas, J.; Solorio-Díaz, G.; Hernández-Bocanegra, C. Analysis of the Depth of Immersion of the Submerged Entry Nozzle on the Oscillations of the Meniscus in a Continuous Casting Mold. Metals 2019, 9, 596. [Google Scholar] [CrossRef]
- Deng, A.Y.; Xu, L.; Wang, E.G.; He, J.C. Numerical Analysis of Fluctuation Behavior of Steel/Slag Interface in Continuous Casting Mold with Static Magnetic Field. J. Iron Steel Res. Int. 2014, 21, 809–816. [Google Scholar] [CrossRef]
- Yu, H.Q.; Zhu, M.Y.; Wang, J. Interfacial Fluctuation Behavior of Steel/Slag in Medium-Thin Slab Continuous Casting Mold with Argon Gas Injection. J. Iron Steel Res. Int. 2010, 17, 5–11. [Google Scholar] [CrossRef]
- Shen, B.Z.; Shen, H.F.; Liu, B.C. Instability of fluid flow and level fluctuation in continuous thin slab casting mould. ISIJ Int. 2007, 47, 427–432. [Google Scholar] [CrossRef]
- Thomas, B.G. Review on Modeling and Simulation of Continuous Casting. Steel Res. Int. 2018, 89, 21. [Google Scholar] [CrossRef]
- Li, X.; Li, B.; Liu, Z.; Niu, R.; Liu, Y.; Zhao, C.; Huang, C.; Qiao, H.; Yuan, T. Large Eddy Simulation of Multi-Phase Flow and Slag Entrapment in a Continuous Casting Mold. Metals 2019, 9, 7. [Google Scholar] [CrossRef]
- Vynnycky, M. Applied Mathematical Modelling of Continuous Casting Processes: A Rev. Metals 2018, 8, 928. [Google Scholar] [CrossRef]
- Thomas, B.G.; Huang, X.; Sussman, R.C. Simulation of Argon Gas Flow Effects in a Continuous Slab Caster. Metall. Mater. Trans. B 1994, 25, 527–547. [Google Scholar] [CrossRef]
- Anagnostopoulos, J.; Bergeles, G. Three-dimensional modeling of the flow and the interface surface in a continuous casting mold model. Metall. Mater. Trans. B 1999, 30, 1095–1105. [Google Scholar] [CrossRef]
- Hagemann, R.; Schwarze, R.; Heller, H.P.; Scheller, P.R. Model Investigations on the Stability of the Steel-Slag Interface in Continuous Casting Process. Metall. Mater. Trans. B 2013, 44, 80–90. [Google Scholar] [CrossRef]
- Kunstreich, S. Electromagnetic stirring for continuous casting. Rev. Metall. 2003, 100, 395–408. [Google Scholar] [CrossRef]
- Kubota, J.; Kubo, N.; Ishii, T.; Suzuki, M.; Aramaki, N.; Nishimachi, R. Steel flow control in continuous slab caster mold by traveling magnetic field. NKK Tech. Rev. 2001, 85, 1–9. [Google Scholar]
- Zhang, W.; Luo, S.; Chen, Y.; Wang, W.; Zhu, M. Numerical Simulation of Fluid Flow, Heat Transfer, Species Transfer, and Solidification in Billet Continuous Casting Mold with M-EMS. Metals 2019, 9, 66. [Google Scholar] [CrossRef]
- Thomas, B.; Cho, S. Overview of Electromagnetic Forces to Control Flow During Continuous Casting of Steel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 424, 012027. [Google Scholar] [CrossRef]
- Okazawa, K.; Toh, T.; Fukuda, J.; Kawase, T.; Toki, M. Fluid flow in a continuous casting mold driven by linear induction motors. ISIJ Int. 2001, 41, 851–858. [Google Scholar] [CrossRef]
- Kubota, J.; Kubo, N.; Suzuki, M.; Ishii, T.; Nishimachi, R.; Aramaki, N. Steel flow control with traveling magnetic field for slab continuous caster mold. Tetsu-to-hagane 2000, 86, 271–277. [Google Scholar] [CrossRef]
- Cukierski, K.; Thomas, B.G. Flow Control with Local Electromagnetic Braking in Continuous Casting of Steel Slabs. Metall. Mater. Trans. B 2007, 39, 94–107. [Google Scholar] [CrossRef]
- Timmel, K.; Eckert, S.; Gerbeth, G. Experimental Investigation of the Flow in a Continuous Casting Mold under the Influence of a Transverse, Direct Current Magnetic Field. Metall. Mater. Trans. B 2011, 42, 68–80. [Google Scholar] [CrossRef]
- Liu, Z.; Vakhrushev, A.; Wu, M.; Karimi-Sibaki, E.; Kharicha, A.; Ludwig, A.; Li, B. Effect of an Electrically-Conducting Wall on Transient Magnetohydrodynamic Flow in a Continuous Casting Mold with an Electromagnetic Brake. Metals 2018, 8, 609. [Google Scholar] [CrossRef]
- Miao, X.; Timmel, K.; Lucas, D.; Ren, Z.; Eckert, S.; Gerbeth, G. Effect of an Electromagnetic Brake on the Turbulent Melt Flow in a Continuous Casting Mold. Metall. Mater. Trans. B 2012, 43, 954–972. [Google Scholar] [CrossRef]
- Li, Z.; Wang, E.; Zhang, L.; Xu, Y.; Deng, A. Influence of Vertical Electromagnetic Brake on the Steel/Slag Interface Behavior in a Slab Mold. Metall. Mater. Trans. B 2017, 48, 2389–2402. [Google Scholar] [CrossRef]
- Takatani, K. Effects of electromagnetic brake and meniscus electromagnetic stirrer on transient molten steel flow at meniscus in a continuous casting mold. ISIJ Int. 2003, 43, 915–922. [Google Scholar] [CrossRef]
- Kunstreich, S.; Dauby, P.H. Effect of molten steel flow pattern on slab quality and the need for dynamic electromagnetic control in the mould. Ironmak. Steelmak. 2005, 32, 80–86. [Google Scholar] [CrossRef]
- Yang, H.; Tehranchi, F.; Eriksson, J.-E.; Song, J. Water Modeling of Stirring and Braking Processes in a Slab Caster Mold. In Proceedings of the AISTech 2010, Pittsburgh, PA, USA, 3–6 May 2010; pp. 135–146. [Google Scholar]
- Han, S.-W.; Cho, H.-J.; Jin, S.-Y.; Sedén, M.; Lee, I.-B.; Sohn, I. Effects of Simultaneous Static and Traveling Magnetic Fields on the Molten Steel Flow in a Continuous Casting Mold. Metall. Mater. Trans. B 2018, 49, 2757–2769. [Google Scholar] [CrossRef]
- Okada, N.; Kawamoto, M.; Ohga, S. Development of EMBr/EMS Multifunction Mold. IOP Conf. Ser. Mater. Sci. Eng. 2018, 424, 012031. [Google Scholar] [CrossRef]
- Yang, H.; Seden, M.; Jacobson, N.; Eriksson, J.-E.; Hackl, H. Development of the Third-Generation FC Mold by Numerical and Water Model Simulations. In Proceedings of the AISTech 2012, Atlanta, GA, USA, 7–9 May 2012. [Google Scholar]
- Cho, S.-M.; Thomas, B.G. Electromagnetic Forces in Continuous Casting of Steel Slabs. Metals 2019, 9, 471. [Google Scholar] [CrossRef]
- Li, B.; Lu, H.B.; Shen, Z.; Sun, X.H.; Zhong, Y.B.; Ren, Z.M.; Lei, Z.S. Physical Modeling of Asymmetrical Flow in Slab Continuous Casting Mold due to Submerged Entry Nozzle Clogging with the Effect of Electromagnetic Stirring. ISIJ Int. 2019. accepted. [Google Scholar]
- Teshima, T.; Kubota, J.; Suzuki, M.; Ozawa, K.; Masaoka, T.; Miyahara, S. Influence of casting conditions on molten steel flow in continuous casting mold at high speed casting of slabs. Tetsu-to-hagane 1993, 79, 576–582. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Physical Properties | ||
|---|---|---|---|
| Mold width/thickness (mm) | 1750/230 | Steel density (kg/m3) | 7020 |
| domain height (mm) | 5000 | Slag density (kg/m3) | 2700 |
| SEN inner/outer diameter (mm) | 80/125 | Steel dynamic viscosity kg/(m∙s) | 0.005 |
| SEN port width/height (mm) | 60/80 | Slag dynamic viscosity kg/(m∙s) | 0.09315 |
| SEN submerged depth (mm) | 190 | Steel electrical conductivity (S/m) | 7.14 × 105 |
| SEN port angle (mm) | 15° | Slag electrical conductivity (S/m) | 2 × 10−5 |
| Inlet velocity (m/s) | 1.6 | Surface tension (N/m) | 1.6 |
| AC frequency (Hz) | 4.5 | - | - |
| Slag layer thickness (mm) | 30 | - | - |
| Case Number | Casting Speed (m/min) | Immersion Depth (mm) | EMS (A) | EMBr (T) |
|---|---|---|---|---|
| 1 | 1.2 | 190 | 0 | 0 |
| 2 | 1.2 | 190 | 400 | 0 |
| 3 | 1.2 | 190 | 500 | 0 |
| 4 | 1.2 | 190 | 600 | 0 |
| 5 | 1.2 | 190 | 0 | 0.3 |
| 6 | 1.2 | 190 | 400 | 0.3 |
| 7 | 1.2 | 190 | 500 | 0.3 |
| 8 | 1.2 | 190 | 600 | 0.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, X.; Li, B.; Lu, H.; Zhong, Y.; Ren, Z.; Lei, Z. Steel/Slag Interface Behavior under Multifunction Electromagnetic Driving in a Continuous Casting Slab Mold. Metals 2019, 9, 983. https://doi.org/10.3390/met9090983
Sun X, Li B, Lu H, Zhong Y, Ren Z, Lei Z. Steel/Slag Interface Behavior under Multifunction Electromagnetic Driving in a Continuous Casting Slab Mold. Metals. 2019; 9(9):983. https://doi.org/10.3390/met9090983
Chicago/Turabian StyleSun, Xiaohui, Bin Li, Haibiao Lu, Yunbo Zhong, Zhongming Ren, and Zuosheng Lei. 2019. "Steel/Slag Interface Behavior under Multifunction Electromagnetic Driving in a Continuous Casting Slab Mold" Metals 9, no. 9: 983. https://doi.org/10.3390/met9090983
APA StyleSun, X., Li, B., Lu, H., Zhong, Y., Ren, Z., & Lei, Z. (2019). Steel/Slag Interface Behavior under Multifunction Electromagnetic Driving in a Continuous Casting Slab Mold. Metals, 9(9), 983. https://doi.org/10.3390/met9090983