Effect of Alternating Magnetic Field on the Fatigue Behaviour of EN8 Steel and 2014-T6 Aluminium Alloy

 , ,
, , 
Abstract
:1. Introduction
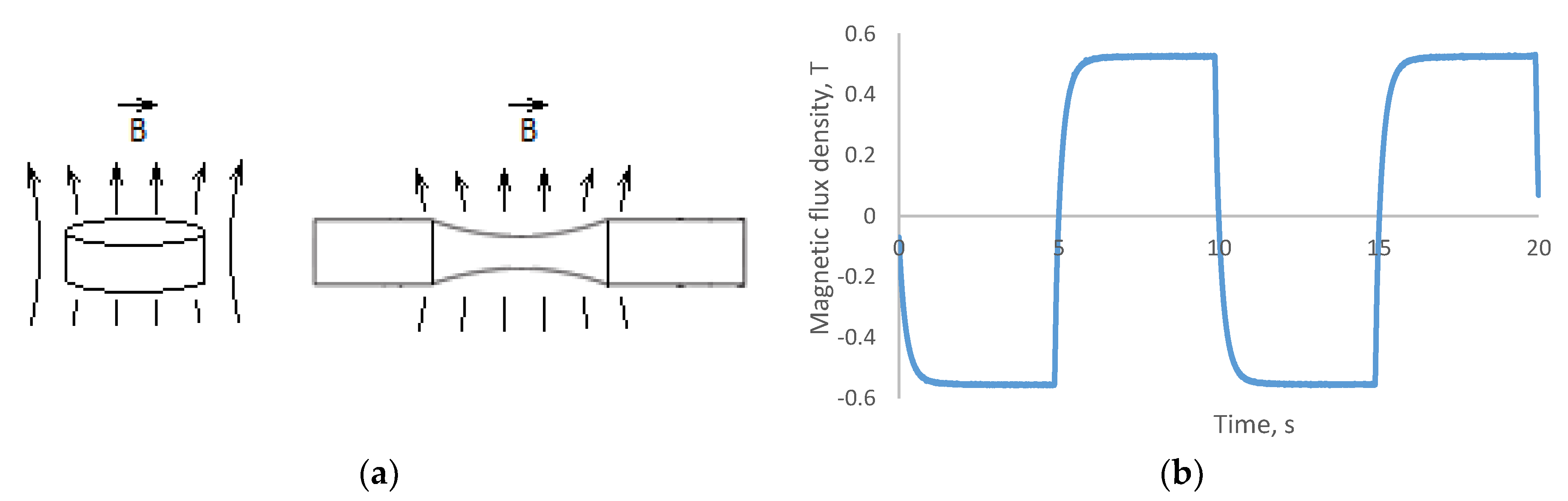
2. Experimental Methodology
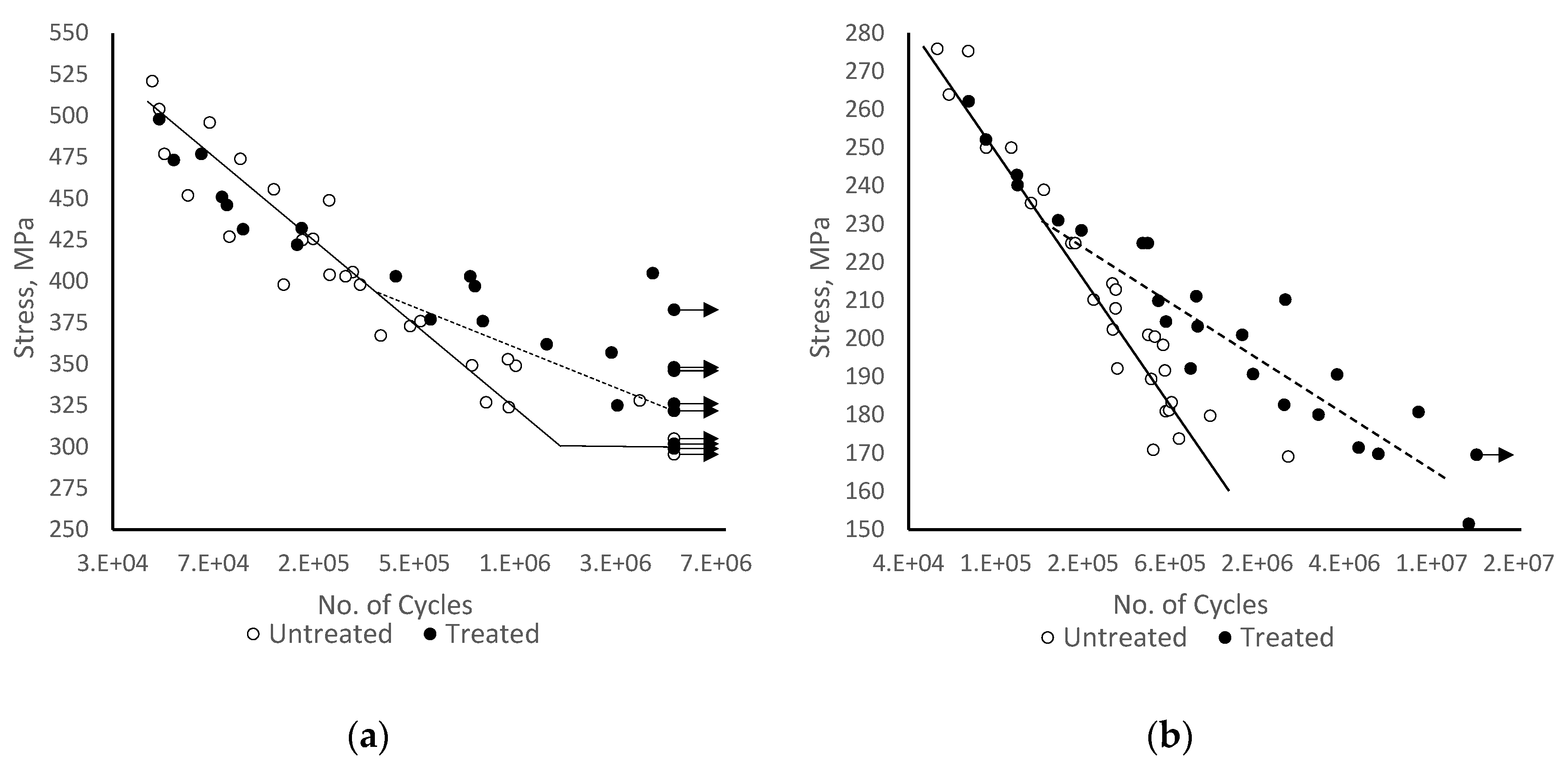
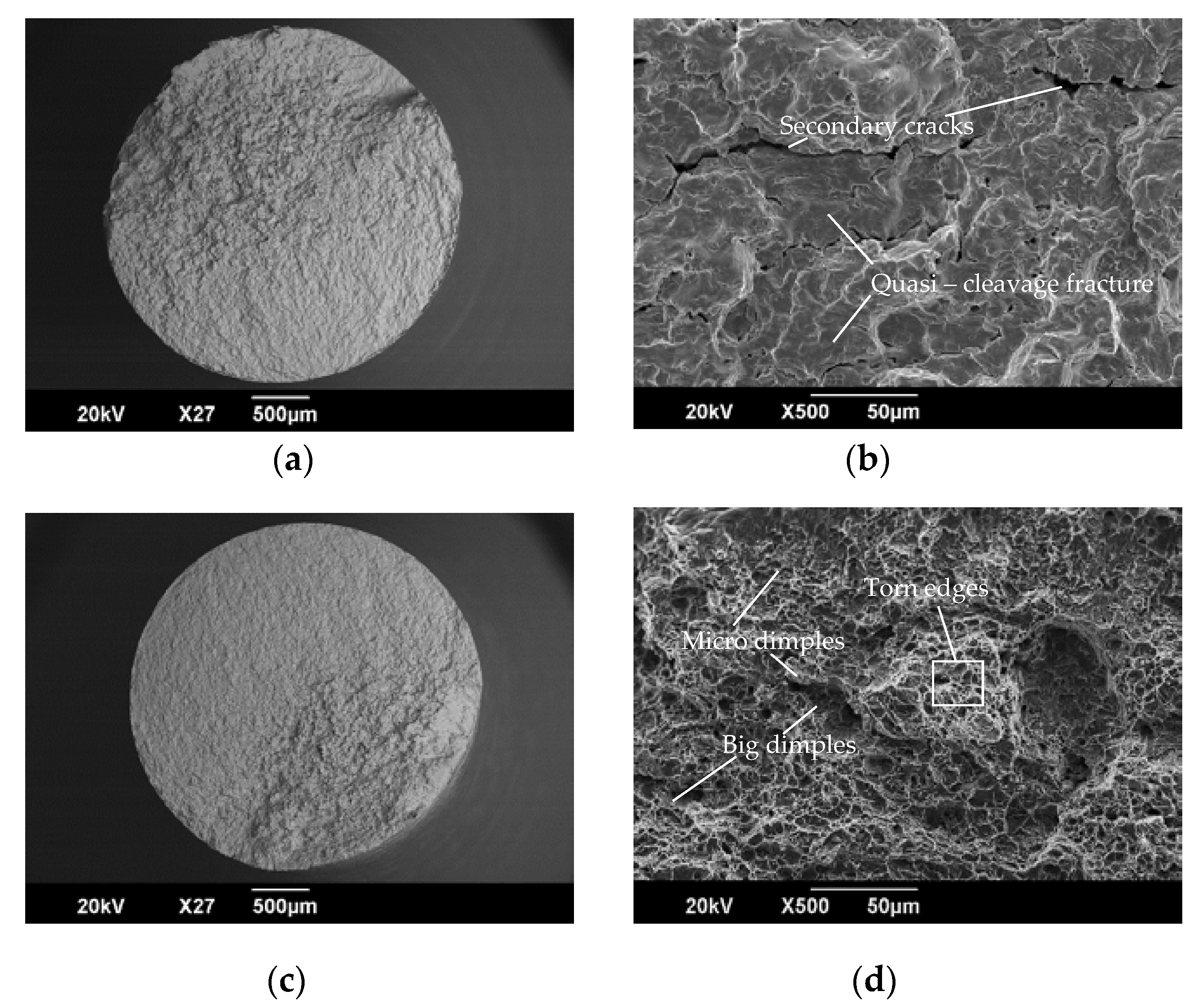
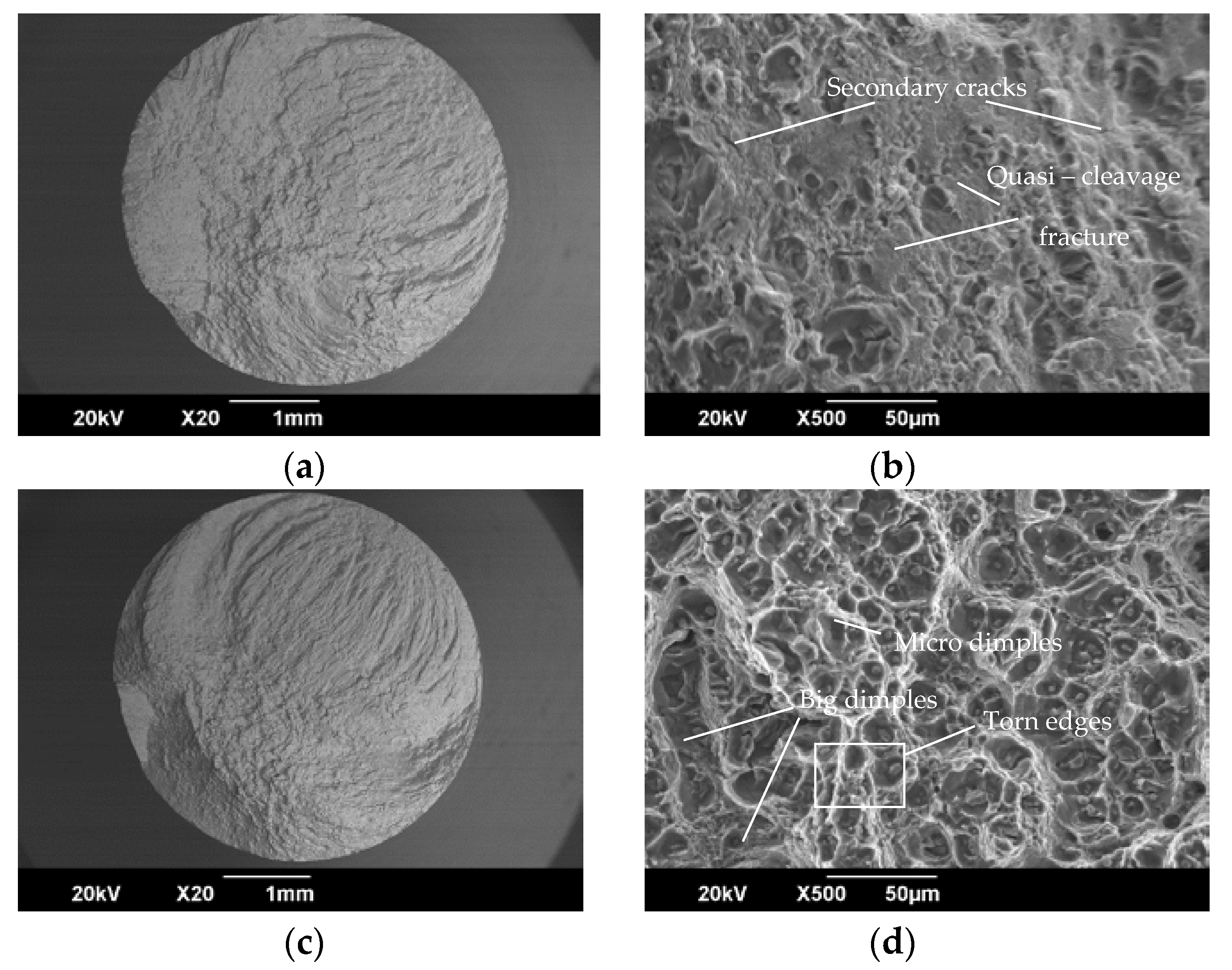
3. Results
4. Discussion
5. Conclusions
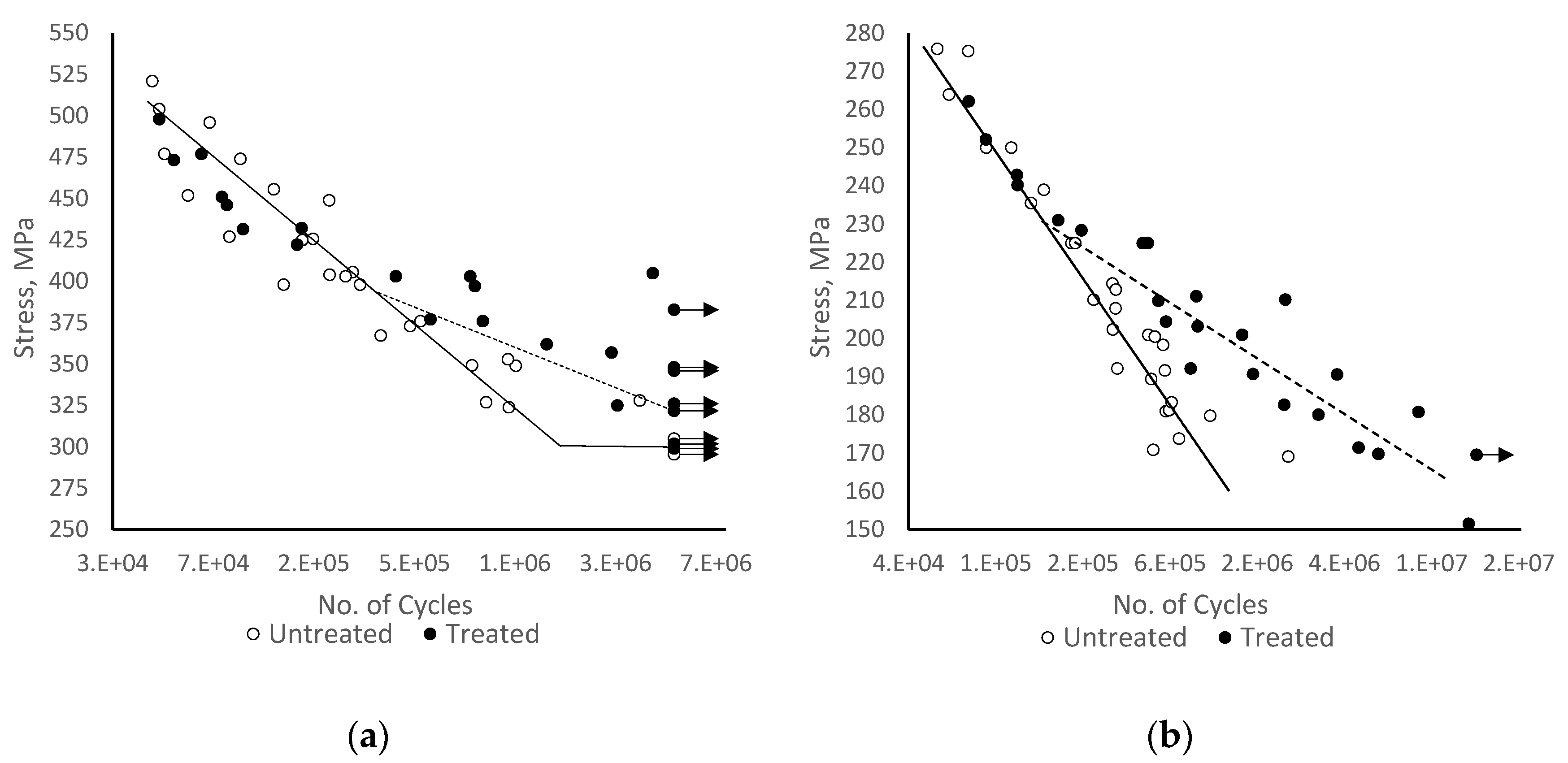
- Alternating magnetic field treatment led to substantial increase in the fatigue endurance for both alloys, but only minor increases in microhardness and tensile strength were achieved.
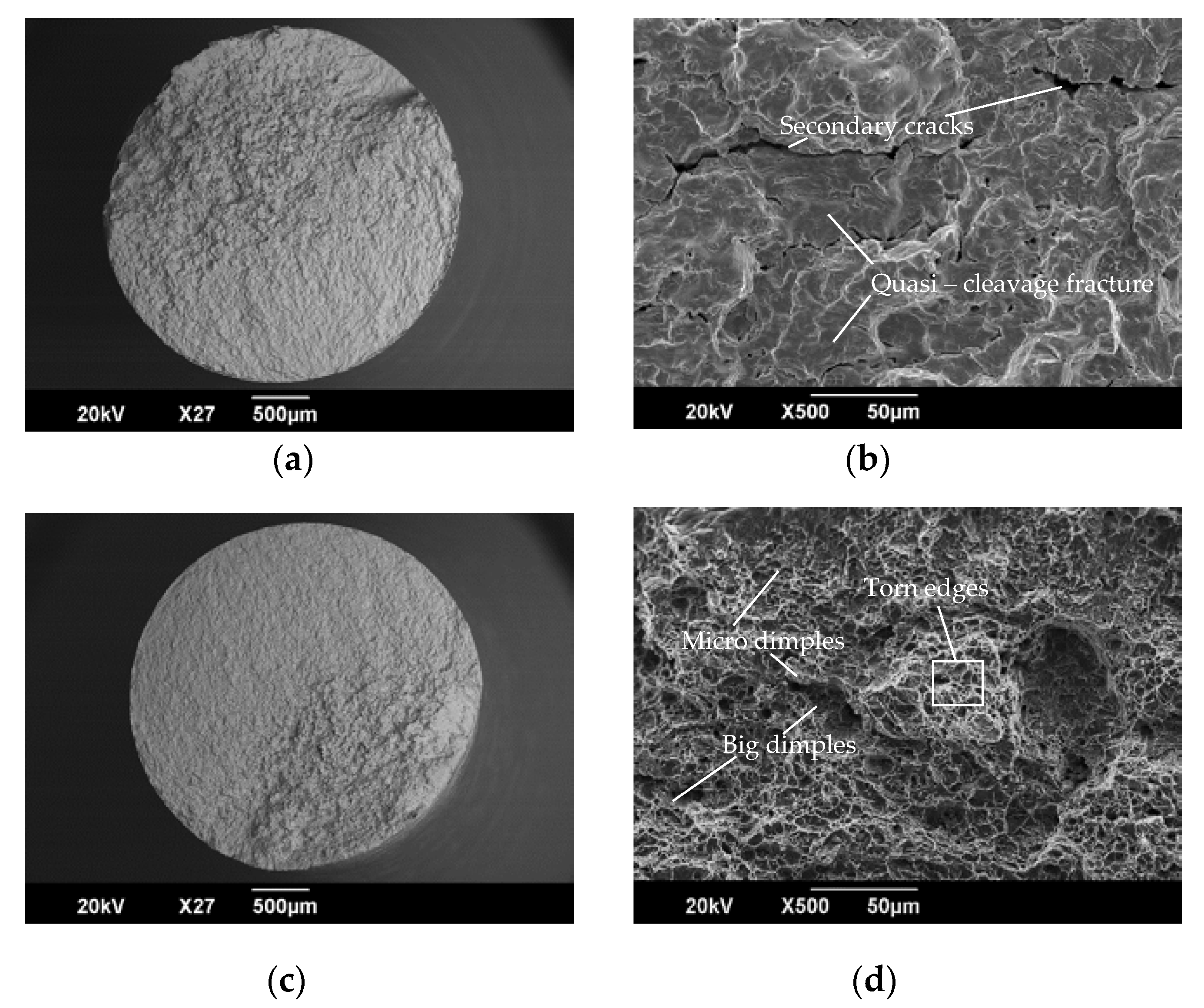
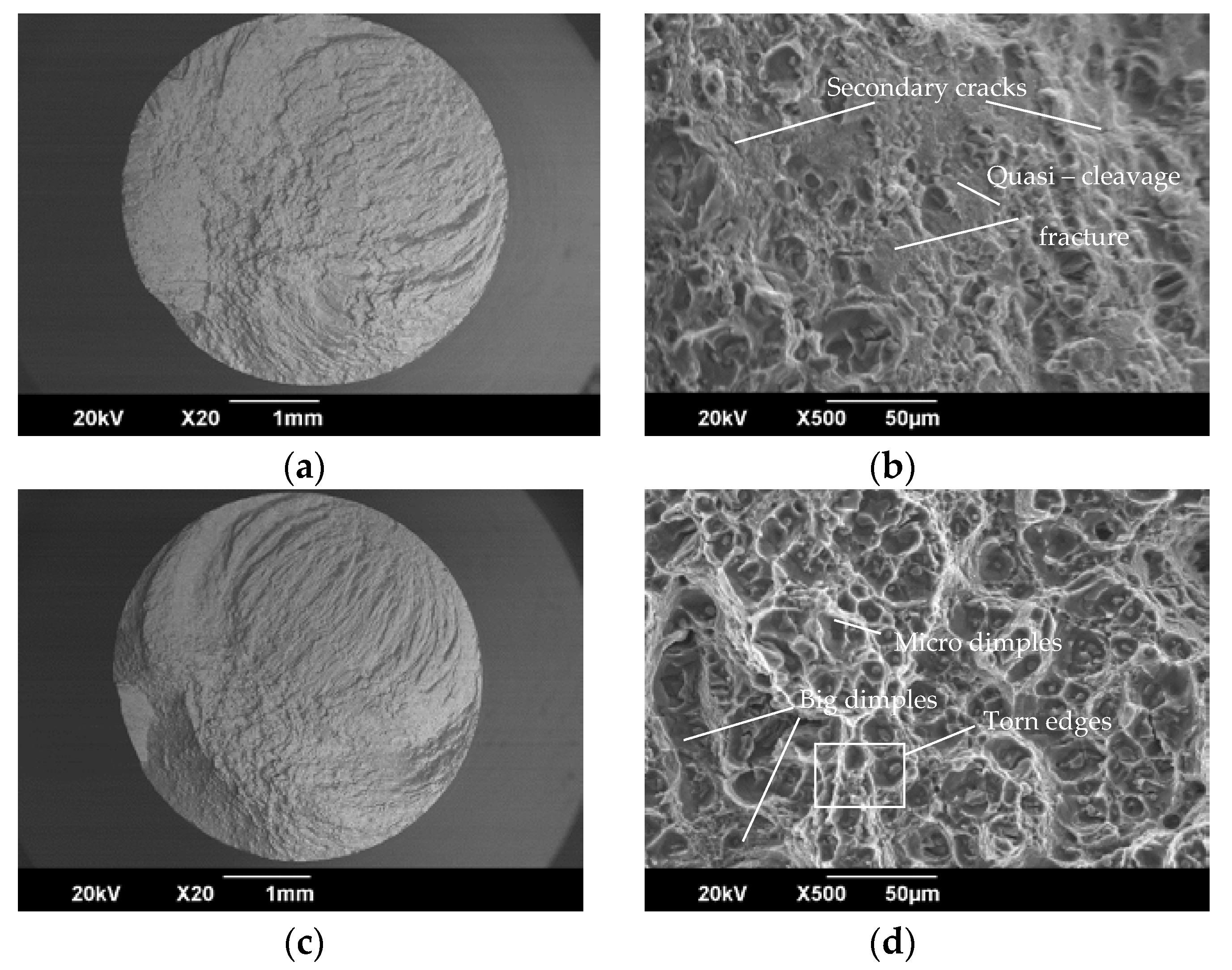
- SEM analysis indicated ductile fatigue fracture becoming dominant in the treated metals.
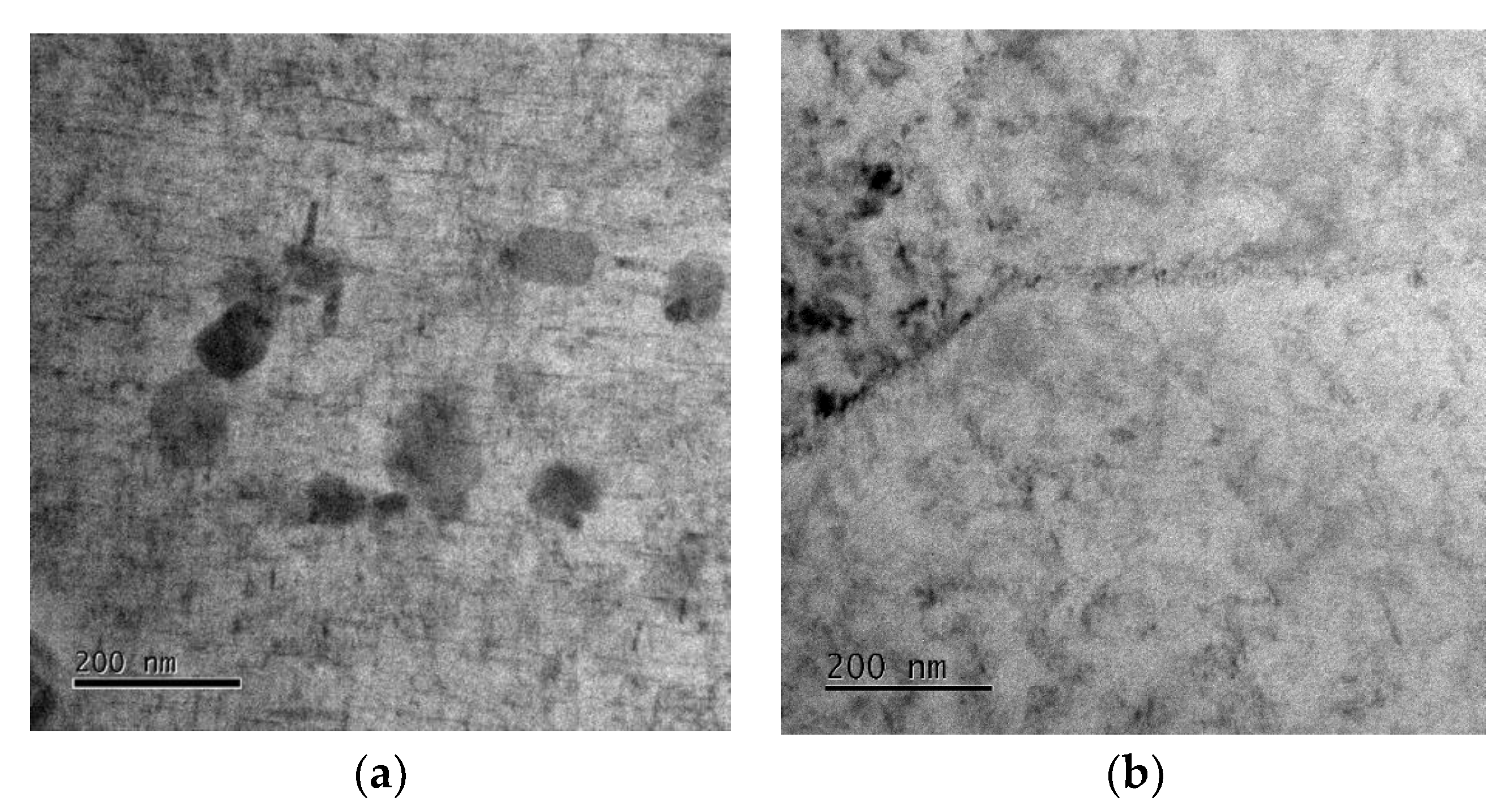
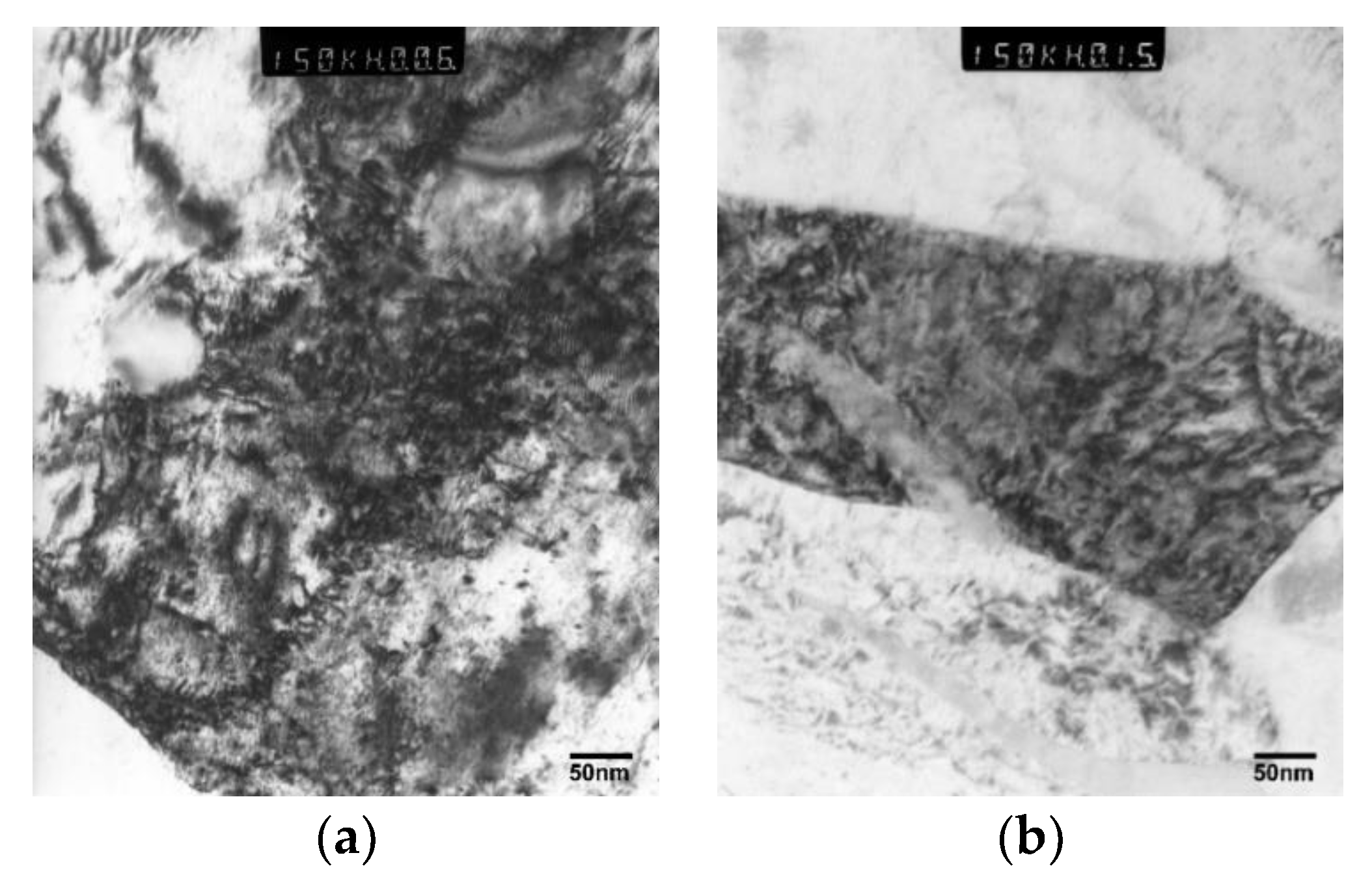
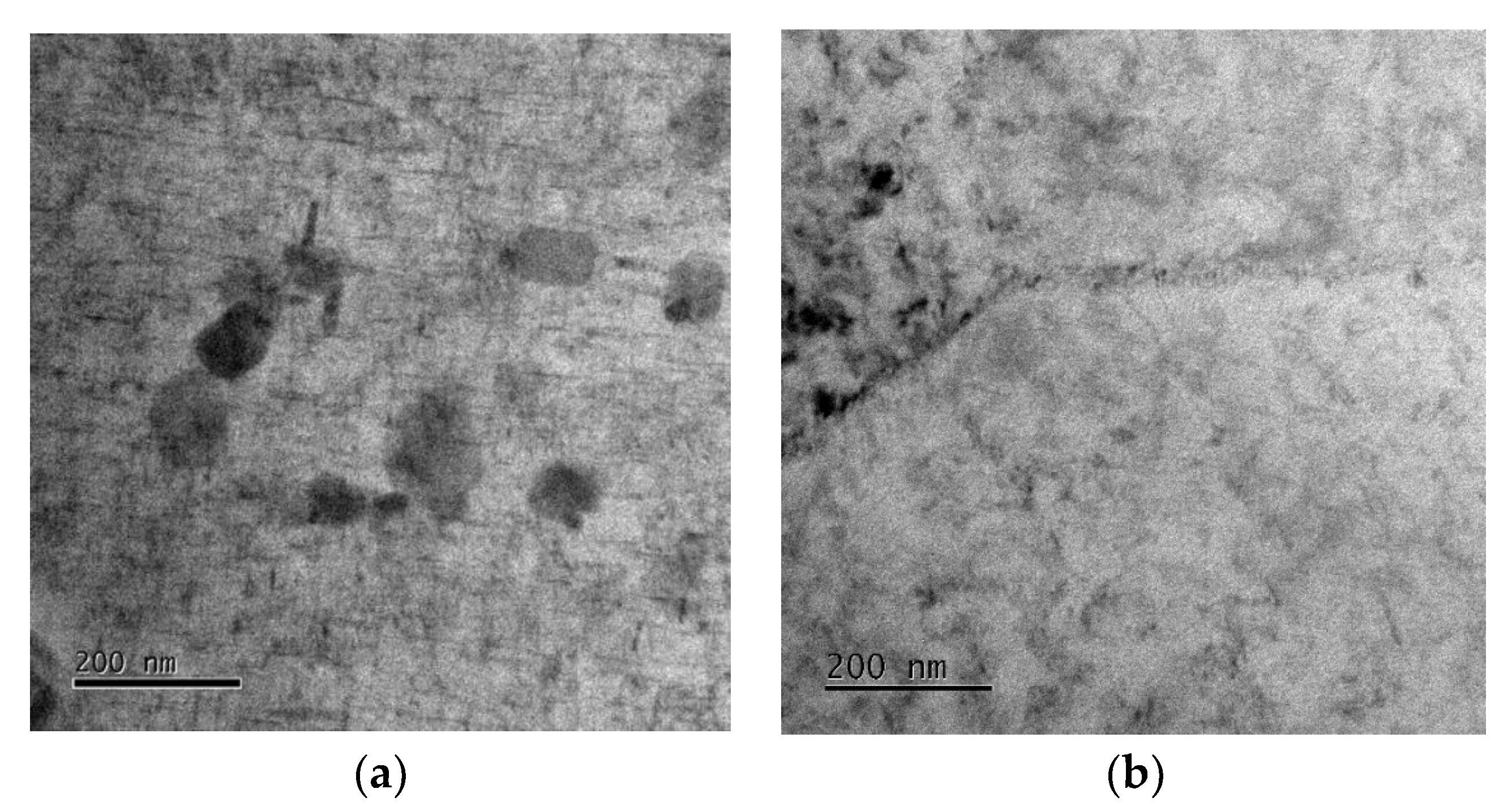
- TEM analysis indicated that there is a reduction in the dislocation pile-up after treatment for both EN8 steel and AA2014-T6 alloy. In the case of aluminium AA2014-T6, the treatment further generated strengthening precipates in the material.
- The improvement in fatigue endurance was due to an increase in compressive residual stresses in the near-surface layers of both metals as a result of the treatment. In the case of AA2014-T6 alloy, there was a further contribution from the precipitation of GP zones during the treatment.
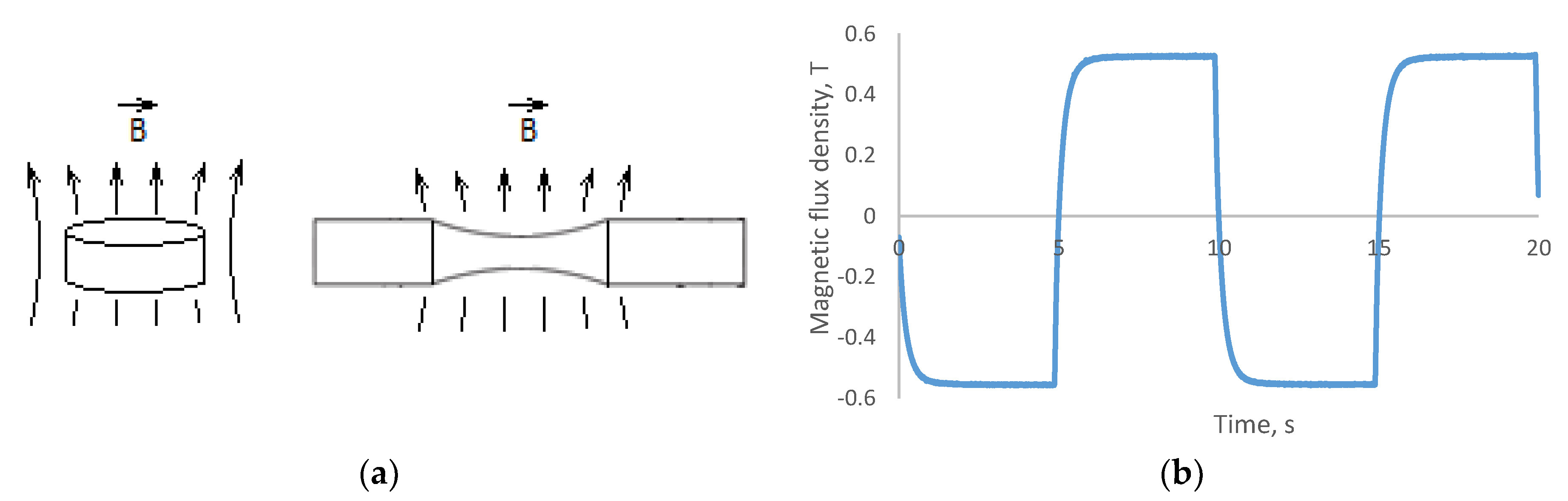
- The alternating magnetic treatment was accompanied by changes in magnetic field direction and in magnetic polarity and had a non-thermal effect on the two alloys, leading to dislocation depinning and increased mobility of dislocations, giving rise to an increase in the compressive stresses [36].
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nussbaumer, A.; Borges, L.; Davaine, L. Fatigue Design of Steel and Composite Structures: Eurocode 3: Design of Steel Structures, Part 1-9 Fatigue; Eurocode 4: Design of Composite Steel and Concrete Structures, 2nd ed.; Ernst & Sohn: Hoboken, NJ, USA, 2012. [Google Scholar]
- Suryanarayana, C. Experimental Techniques in Materials and Mechanics; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Suresh, S. Fatigue of Materials; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Çelik, A.; Yetim, A.F.; Alsaran, A.; Karakan, M. Effect of magnetic treatment on fatigue life of AISI 4140 steel. Mater. Des. 2005, 26, 700–704. [Google Scholar] [CrossRef]
- Lü, B.-T.; Qiao, S.-R.; Sun, X.-Y. Exploration on repairing fatigue damage of steel specimens with magnetic treatment. Scr. Mater. 1999, 40, 767–771. [Google Scholar]
- Tang, Y.; Hosoi, A.; Morita, Y.; Ju, Y. Restoration of fatigue damage in stainless steel by high-density electric current. Int. J. Fatigue 2013, 56, 69–74. [Google Scholar] [CrossRef]
- Yan, X.; Yang, D.; Liu, X. Influence of heat treatment on the fatigue life of a laser-welded NiTi alloy wire. Mater. Charact. 2007, 58, 262–266. [Google Scholar] [CrossRef]
- Fahmy, Y.; Hare, T.; Tooke, R.; Conrad, H. Effects of a pulsed magnetic treatment on the fatigue of low carbon steel. Scr. Mater. 1998, 38, 1355–1357. [Google Scholar] [CrossRef]
- Bhat, I.; Muju, M.; Mazumdar, P. Possible effects of magnetic fields in fatigue. Int. J. Fatigue 1993, 15, 93–97. [Google Scholar] [CrossRef]
- Conrad, H.; White, J.; Cao, W.; Lu, X.; Sprecher, A. Effect of electric current pulses on fatigue characteristics of polycrystalline copper. Mater. Sci. Eng. A 1991, 145, 1–12. [Google Scholar] [CrossRef]
- Roh, J.-H.; Seo, J.-J.; Hong, S.-T.; Kim, M.-J.; Han, H.N.; Roth, J.T. The mechanical behavior of 5052-H32 aluminum alloys under a pulsed electric current. Int. J. Plast. 2014, 58, 84–99. [Google Scholar] [CrossRef]
- Hosoi, A.; Nagahama, T.; Ju, Y. Fatigue crack healing by a controlled high density electric current field. Mater. Sci. Eng. A 2012, 533, 38–42. [Google Scholar] [CrossRef]
- Jung, J.; Ju, Y.; Morita, Y.; Toku, Y. Effect of pulsed electric current on the growth behavior of fatigue crack in Al alloy. Procedia Struct. Integrity 2016, 2, 2989–2993. [Google Scholar] [CrossRef] [Green Version]
- Hosoi, A.; Kishi, T.; Ju, Y. Healing of fatigue crack treated with surface activated pre-coating method by controlling high density electric current. In Proceedings of the 13th International Conference on Fracture, Beijing, China, 16–21 June 2013. [Google Scholar]
- Zhou, Y.; Guo, J.; Gao, M.; He, G. Crack healing in a steel by using electropulsing technique. Mater. Lett. 2004, 58, 1732–1736. [Google Scholar] [CrossRef]
- Faillace, E.; Chen, I.-W. The effect of a strong magnetic field on age-hardening of iron-chromium alloys. J. Nucl. Mater. 1985, 133–134, 343–346. [Google Scholar] [CrossRef]
- Song, Y.; Hua, L. Mechanism of residual stress reduction in low alloy steel by a low frequency alternating magnetic treatment. J. Mater. Sci. Technol. 2012, 28, 803–808. [Google Scholar] [CrossRef]
- Cseh, D.; Mertinger, V. X-Ray diffraction measurements of residual stress induced by surface compressing methods. Mater. Sci. Forum 2013, 729, 199–204. [Google Scholar] [CrossRef]
- Xie, C.; Yang, S.; Liu, H.; Zhang, Q.; Wang, Y.; Zou, Y. Microstructure and mechanical properties of robot cold metal transfer Al5.5Zn2.5Mg2.2Cu aluminium alloy joints. J. Mater. Process. Technol. 2018, 255, 507–515. [Google Scholar] [CrossRef]
- Dudrová, E.; Kabátová, M. Fractography of sintered iron and steels. Powder Metal. Prog. 2008, 8, 59–75. [Google Scholar]
- Moeser, M. Fractography with the SEM (failure analysis). In Materials Science Monographs 40: Electron Microscopy in Solid State Physics; Bethge, H., Heydenreich, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Zhou, J.; Xu, S.; Huang, S.; Meng, X.; Sheng, J.; Zhang, H.; Sun, Y.; Boateng, E.A. Tensile properties and microstructures of a 2024-T351 aluminum alloy subjected to cryogenic treatment. Metals 2016, 6, 279. [Google Scholar] [CrossRef]
- Li, G.-R.; Cheng, J.-F.; Wang, H.-M.; Li, P.-S.; Li, C.-Q. Influence of a high pulsed magnetic field on the tensile properties and phase transition of 7055 aluminum alloy. Mater. Res. Express 2016, 3, 106507. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.; Zhang, J.; Li, B.; Cai, W. Double-stage hardening behavior and fracture characteristics of a heavily alloyed Al-Si piston alloy during low-cycle fatigue loading. Mater. Sci. Eng. A 2013, 561, 26–33. [Google Scholar] [CrossRef]
- Jang, J.I. Estimation of residual stress by instrumented indentation: A review. J. Ceram. Process. Res. 2009, 10, 391–400. [Google Scholar]
- Levitin, V.V.; Loskutov, S.V. The effect of a current pulse on the fatigue of titanium alloy. Solid State Commun. 2004, 131, 181–183. [Google Scholar] [CrossRef]
- Nie, B.; Zhang, Z.; Zhao, Z.; Zhong, Q. Very high cycle fatigue behavior of shot-peened 3Cr13 high strength spring steel. Mater. Des. 2013, 50, 503–508. [Google Scholar] [CrossRef]
- Shimatani, Y.; Shiozawa, K.; Nakada, T.; Yoshimoto, T.; Lu, L. The effect of the residual stresses generated by surface finishing methods on the very high cycle fatigue behavior of matrix HSS. Int. J. Fatigue 2011, 33, 122–131. [Google Scholar] [CrossRef]
- Salazar-Guapuriche, M.A.; Zhao, Y.; Pitman, A.; Greene, A. Correlation of strength with hardness and electrical conductivity for aluminium alloy 7010. Mater. Sci. Forum 2006, 519, 853–858. [Google Scholar] [CrossRef]
- Murashkin, M.Y.; Sabirov, I.; Kazykhanov, V.; Bobruk, E.; Dubravina, A.; Valiev, R. Enhanced mechanical properties and electrical conductivity in ultrafine-grained Al alloy processed via ECAP-PC. J. Mater. Sci. 2013, 48, 4501–4509. [Google Scholar] [CrossRef]
- Tang, G.; Xu, Z.; Tang, M.; Chen, X.; Zhou, H.; Lu, A. Effect of a pulsed magnetic treatment on the dislocation substructure of a commercial high strength steel. Mater. Sci. Eng. A 2005, 398, 108–112. [Google Scholar] [CrossRef]
- Klamecki, B.E. Residual stress reduction by pulsed magnetic treatment. J. Mater. Process. Technol. 2003, 141, 85–94. [Google Scholar] [CrossRef]
- Free BH Curves. Available online: https://magweb.us/ (accessed on 5 January 2019).
- Baranov, Y.V.; Troitskii, O.; Avraamov, Y.S.; Shlyapin, A. Physical bases of electric-pulse and electroplastic treatments and new materials. Chap 2001, 1, 56–77. [Google Scholar]
- Troitskii, O.; Spitsyn, V.; Sokolov, N.; Ryzhkov, V. Application of high-density current in plastic working of metals. Phys. Status Solidi A 1979, 52, 85–93. [Google Scholar] [CrossRef]
- Cai, Z.; Huang, X. Residual stress reduction by combined treatment of pulsed magnetic field and pulsed current. Mater. Sci. Eng. A 2011, 528, 6287–6292. [Google Scholar] [CrossRef]
- Tang, F.; Lu, A.L.; Mei, J.F.; Fang, H.Z.; Luo, X.J. Research on residual stress reduction by a low frequency alternating magnetic field. J. Mater. Process. Technol. 1998, 74, 255–258. [Google Scholar] [CrossRef]
- Oliferuk, W.; Gadaj, S.P.; Grabski, M.W. Energy storage during the tensile deformation of armco iron and austenitic steel. Mater. Sci. Eng. 1985, 70, 131–141. [Google Scholar] [CrossRef]
- Molotskii, M.; Fleurov, V. Spin effects in plasticity. Phys. Rev. Lett. 1997, 78, 2779. [Google Scholar] [CrossRef]
- Hayashi, S.; Takahashi, S.; Yamamoto, M. Plastic deformation of nickel single crystals in an alternating magnetic field. J. Phys. Soc. Jpn. 1968, 25, 910. [Google Scholar] [CrossRef]
- Hayashi, S.; Takahashi, S.; Yamamoto, M. Magneto-plastic effect in nickel single crystals. J. Phys. Soc. Jpn. 1971, 30, 381–387. [Google Scholar] [CrossRef]
- Hayashi, S. Magneto-plastic effect in nickel and nickel-cobalt alloy single crystals. J. Phys. Soc. Jpn. 1972, 32, 949–957. [Google Scholar] [CrossRef]
- Tang, F.; Lu, A.L.; Fang, H.Z.; Mei, J.F. Effect of magnetic treatment on magnetostrictive behaviour of HT70 steel. Mater. Sci. Eng. A 1998, 248, 98–100. [Google Scholar] [CrossRef]
- Molotskii, M. Possible mechanism of the magnetoplastic effect. Sov. Phys. Solid State 1991, 33, 1760–1761. [Google Scholar]
- Molotskii, M. Negative magnetoplastic effect in nonmagnetic crystals. Phys. Solid State 1993, 35, 5–7. [Google Scholar]
- Molotskii, M.I. Theoretical basis for electro-and magnetoplasticity. Mater. Sci. Eng. A 2000, 287, 248–258. [Google Scholar] [CrossRef]
- Polmear, I. Light Alloys: From Traditional Alloys to Nanocrystals; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Fe | C | Mn | Mo | P | Si | S |
|---|---|---|---|---|---|---|---|
| Percentage (wt.%) | Bal. | 0.36–0.44 | 0.6–1.0 | 0.15 | 0.05 | 0.1–0.4 | 0.05 |
| Composition | Al | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| Percentage (wt.%) | Bal. | 0.5–1.2 | < 0.7 | 3.9–5.0 | 0.4–1.2 | 0.2–0.8 | 0.1 | 0.25 | 0.15 | 0.15 |
| Sample Condition | Microhardness, HV | UTS, MPa | Conductivity, MS/m | RS, MPa | |||||
|---|---|---|---|---|---|---|---|---|---|
| M | MSD | M | MSD | M | MSD | M | MSD | ||
| EN8 Steel | Untreated | 264 | 12.3 | 886 | 18.1 | N/A | −268 | 71.7 | |
| Treated | 270 | 7.6 | 914 | 15.5 | −320 | 39 | |||
| Aluminium alloy 2014-T6 | Untreated | 153 | 4.4 | 541 | 2.5 | 22.90 | 0.0074 | −99 | 40.5 |
| Treated | 158 | 2.8 | 550 | 3.6 | 22.38 | 0.0046 | −130 | 20.9 | |
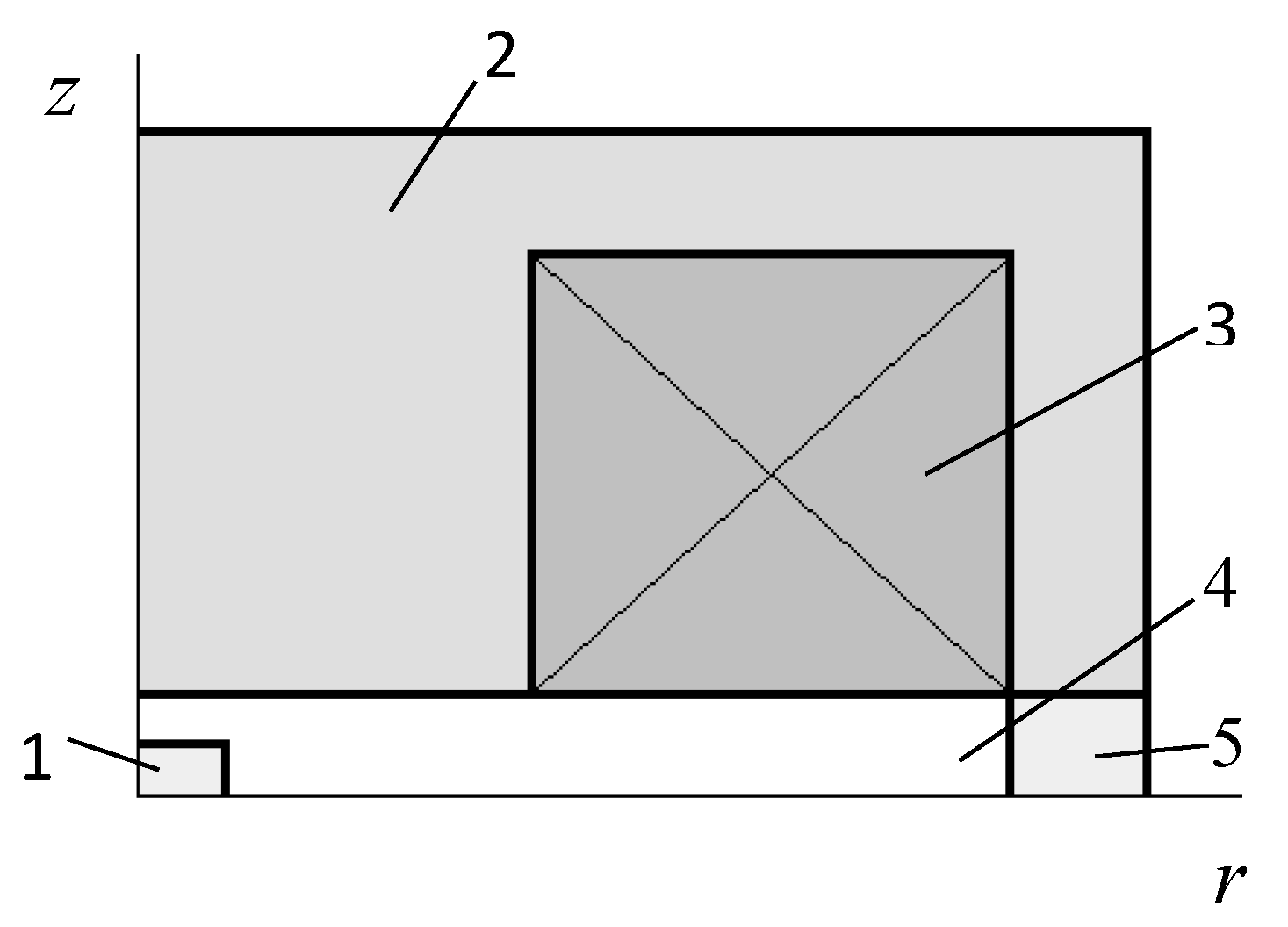
| Property | Core (Steel) | Spacer (Steel) | Winding Wire (Copper) | EN8 Sample | AA2014-T6 Sample | Surrounding Air |
|---|---|---|---|---|---|---|
| Conductivity, MS/m | 10 | 10 | 56 | 10 | 23 | 0 |
| Relative permeability | B–H curve * | B–H curve * | 1 | B–H curve * | 1 | 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akram, S.; Babutskyi, A.; Chrysanthou, A.; Montalvão, D.; Pizurova, N. Effect of Alternating Magnetic Field on the Fatigue Behaviour of EN8 Steel and 2014-T6 Aluminium Alloy. Metals 2019, 9, 984. https://doi.org/10.3390/met9090984
Akram S, Babutskyi A, Chrysanthou A, Montalvão D, Pizurova N. Effect of Alternating Magnetic Field on the Fatigue Behaviour of EN8 Steel and 2014-T6 Aluminium Alloy. Metals. 2019; 9(9):984. https://doi.org/10.3390/met9090984
Chicago/Turabian StyleAkram, Sufyan, Anatolii Babutskyi, Andreas Chrysanthou, Diogo Montalvão, and Nada Pizurova. 2019. "Effect of Alternating Magnetic Field on the Fatigue Behaviour of EN8 Steel and 2014-T6 Aluminium Alloy" Metals 9, no. 9: 984. https://doi.org/10.3390/met9090984
APA StyleAkram, S., Babutskyi, A., Chrysanthou, A., Montalvão, D., & Pizurova, N. (2019). Effect of Alternating Magnetic Field on the Fatigue Behaviour of EN8 Steel and 2014-T6 Aluminium Alloy. Metals, 9(9), 984. https://doi.org/10.3390/met9090984