Influence of Heat Treatments on Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Material and Heat Treatments
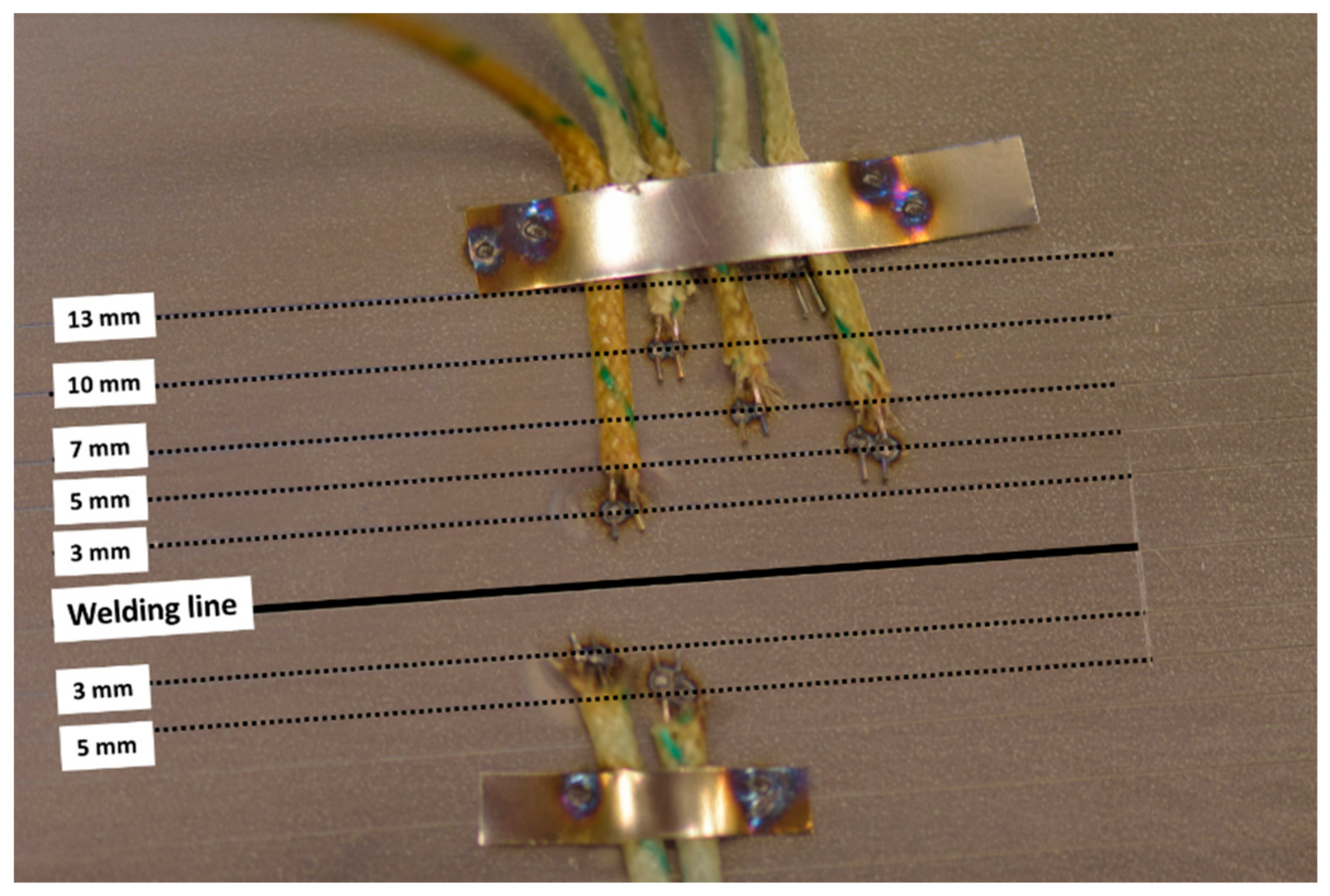
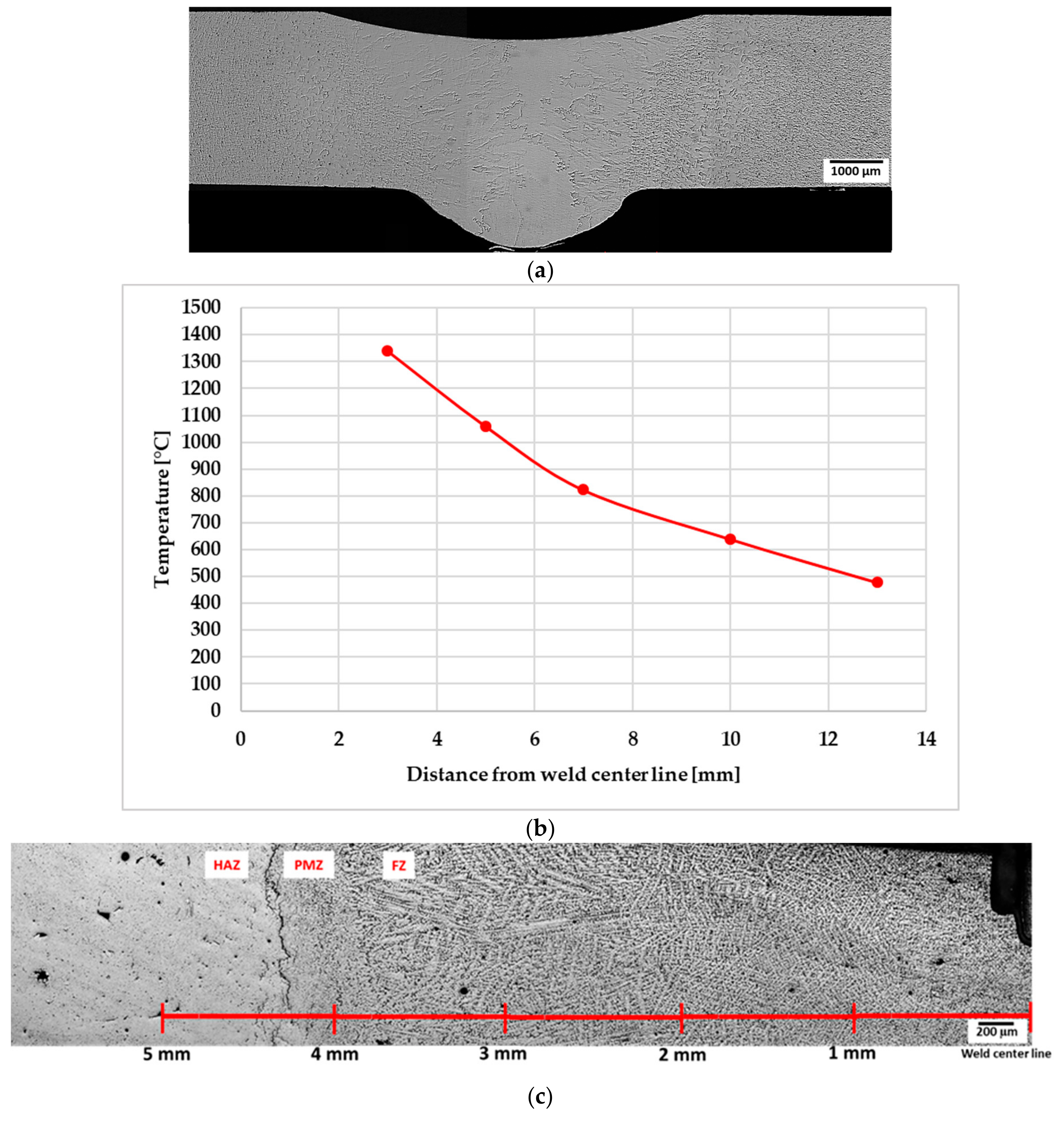
2.2. Temperature Distribution Tests
2.3. Welding Conditions, Sample Preparation, and Microscopic Examination
3. Results
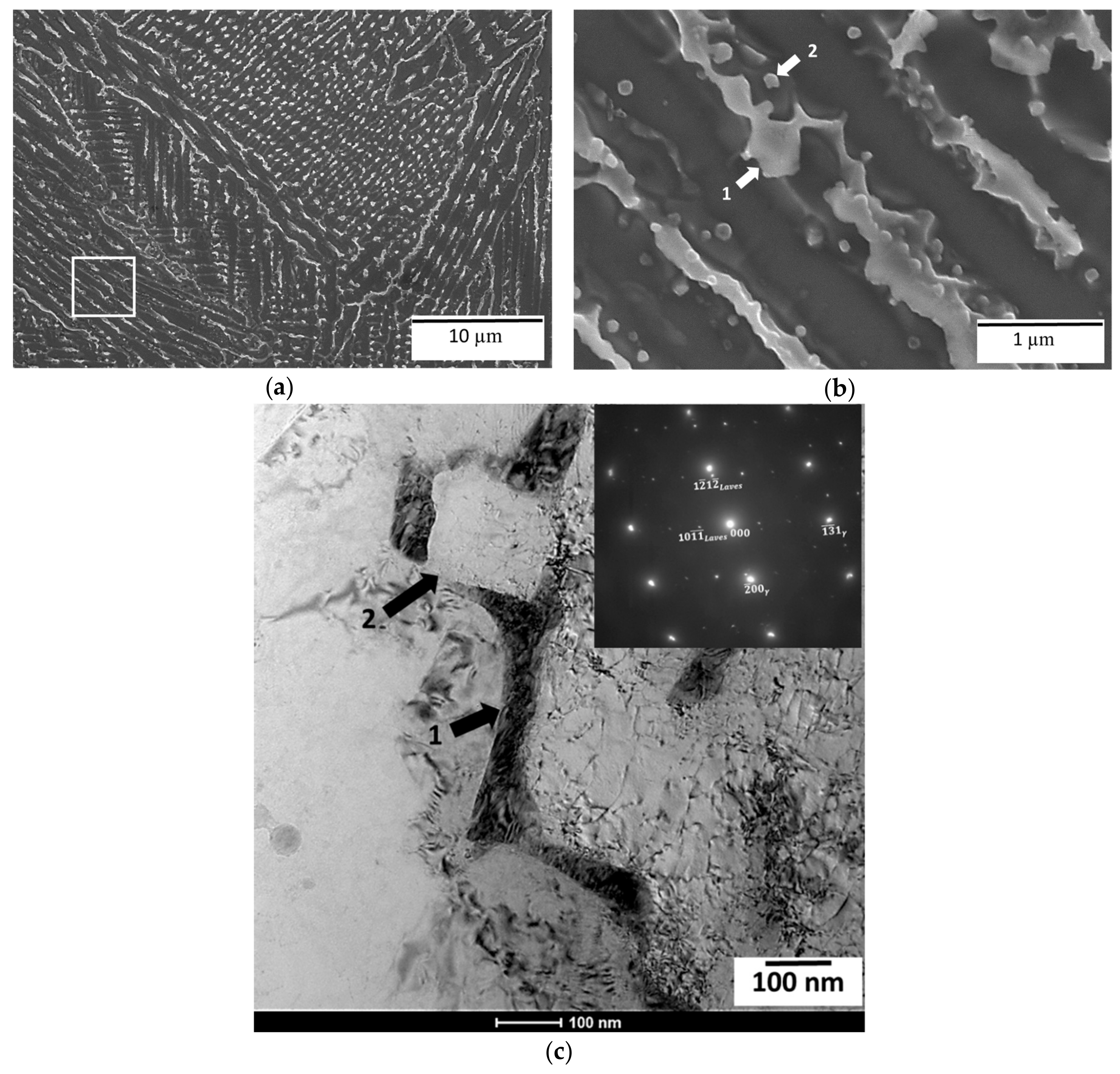
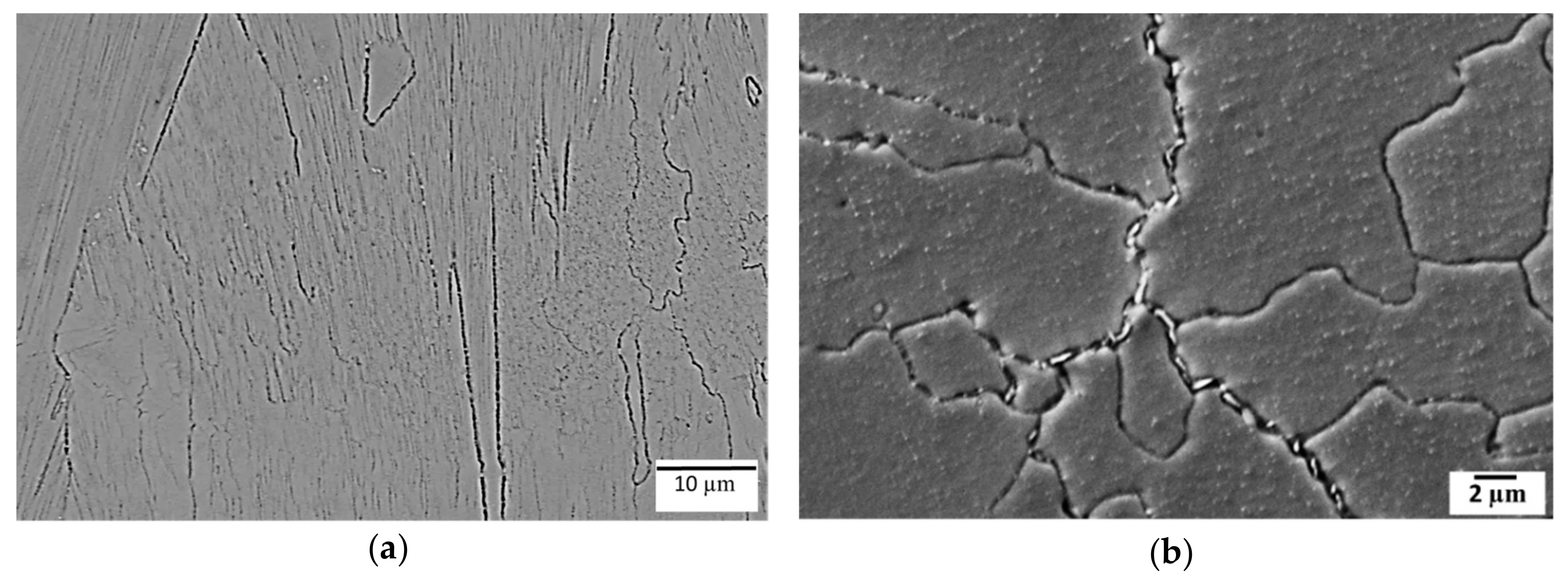
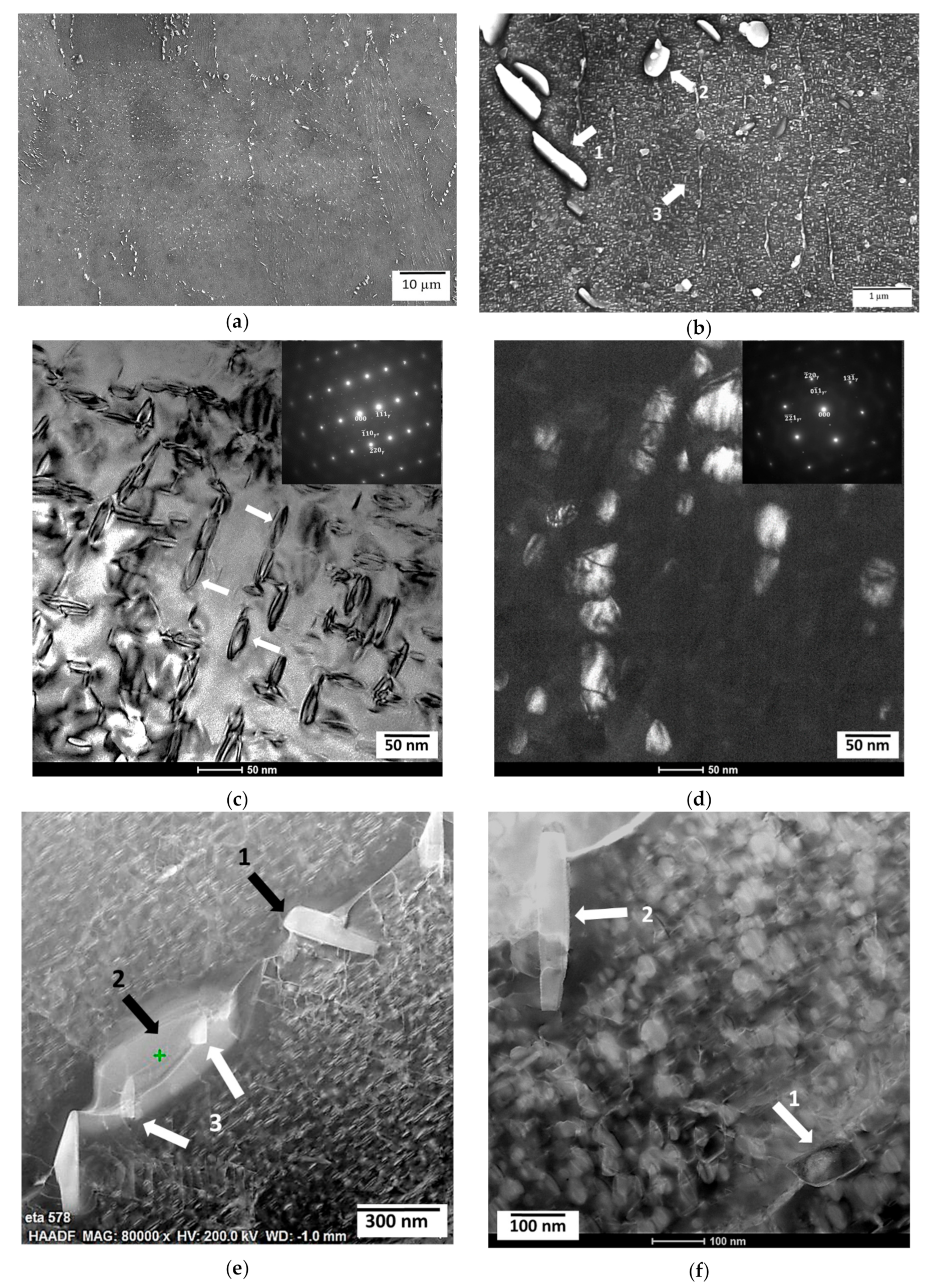
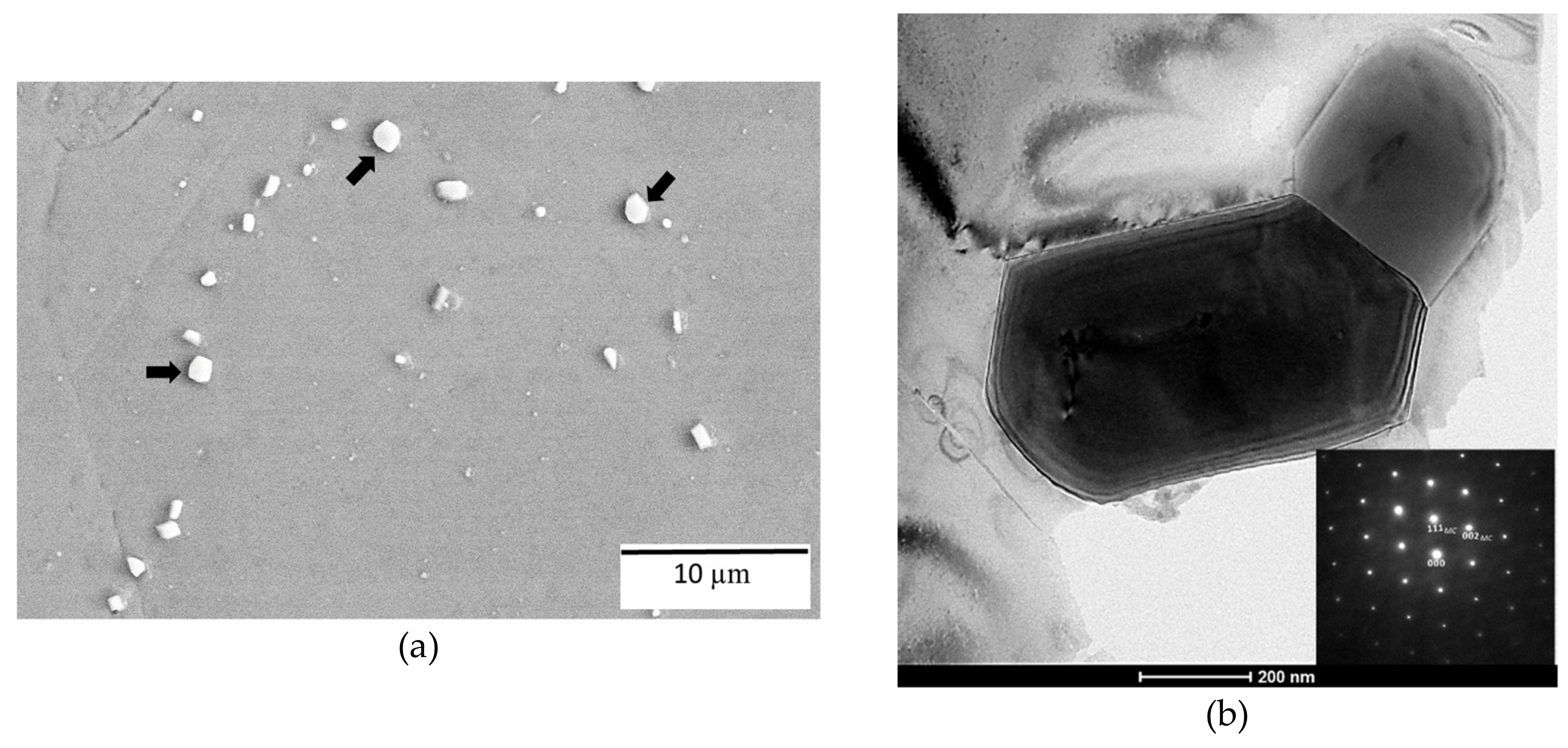
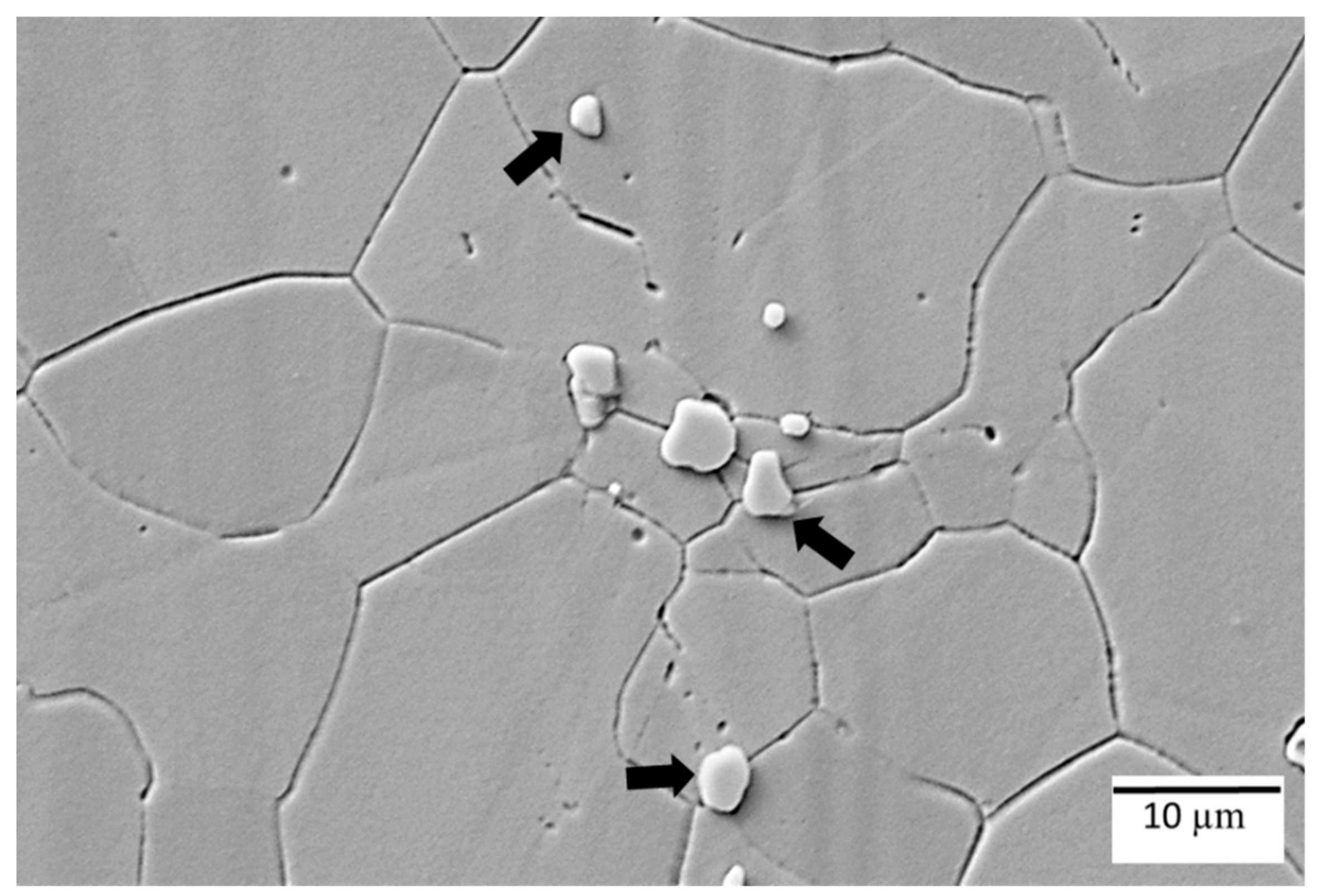
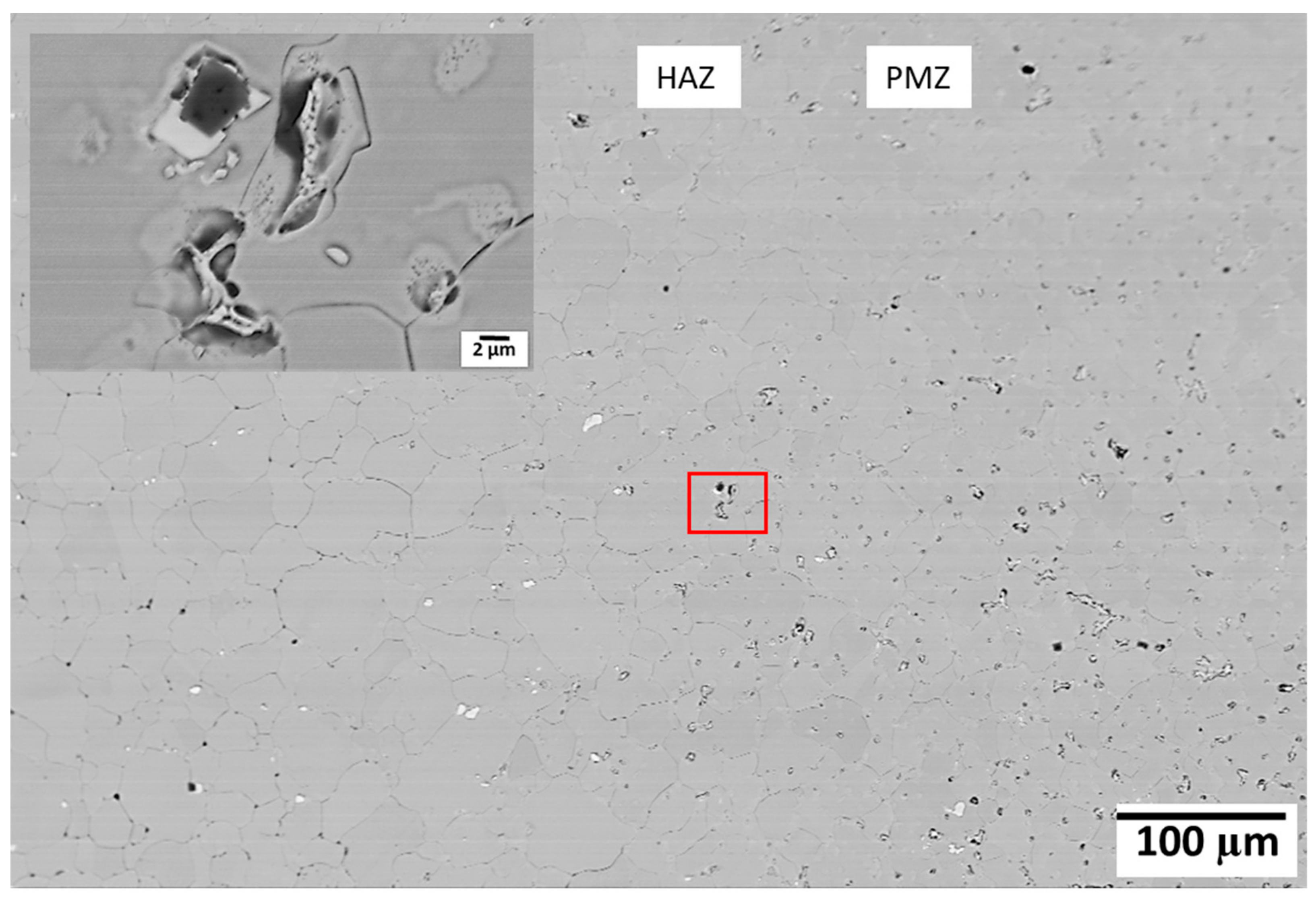
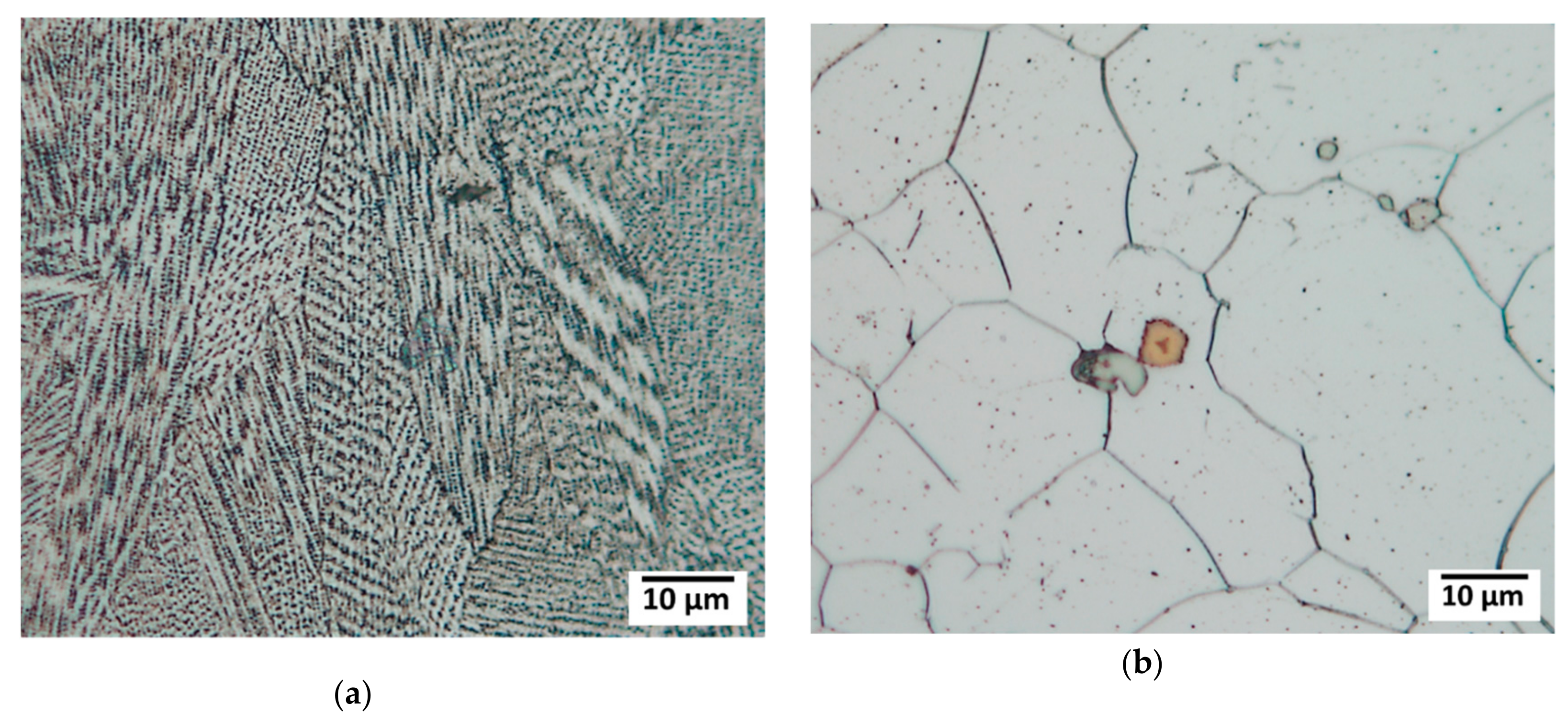
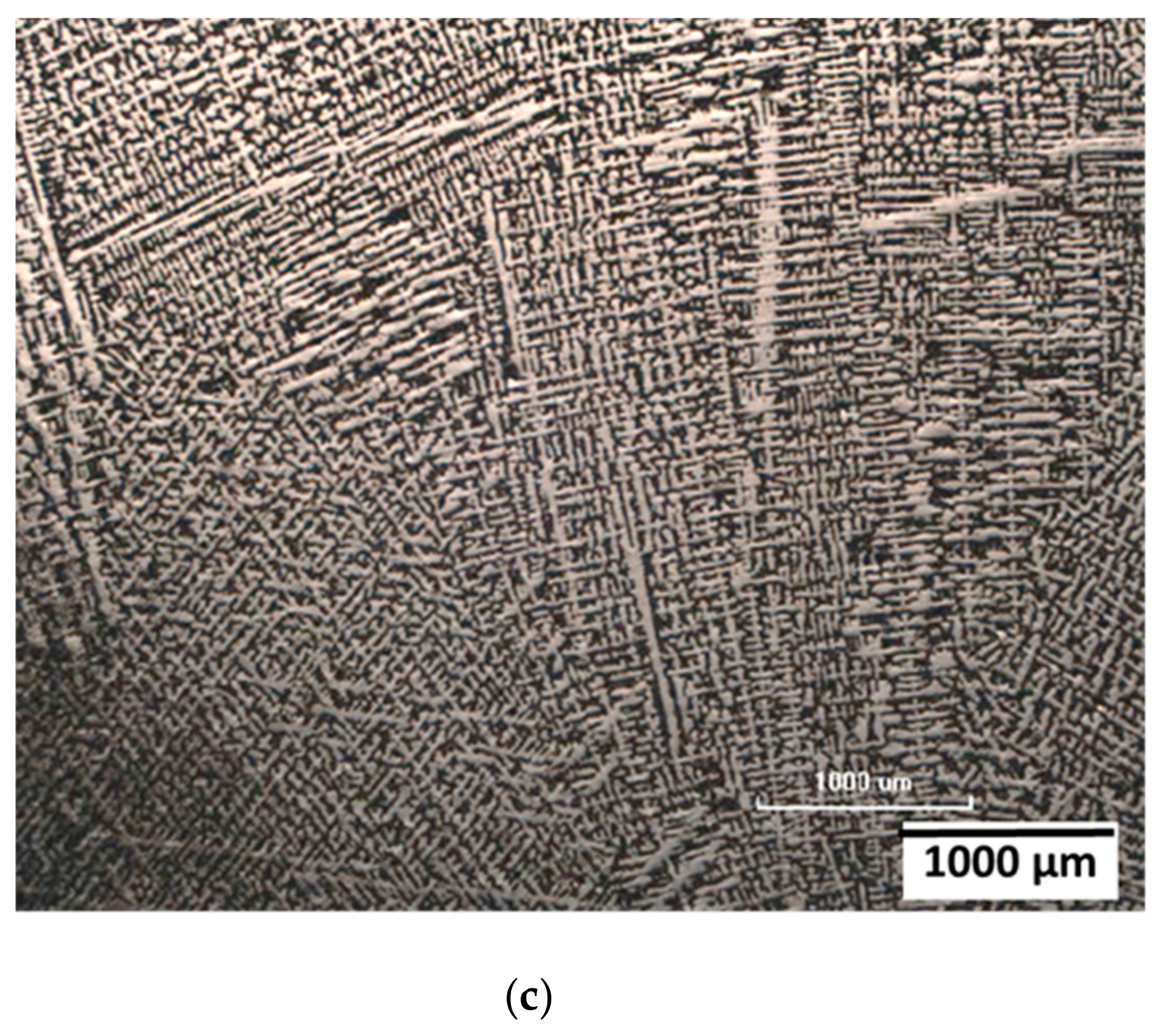
3.1. Base Metal Microstructure
3.2. Hardness Measurements
3.3. Temperature Measurements
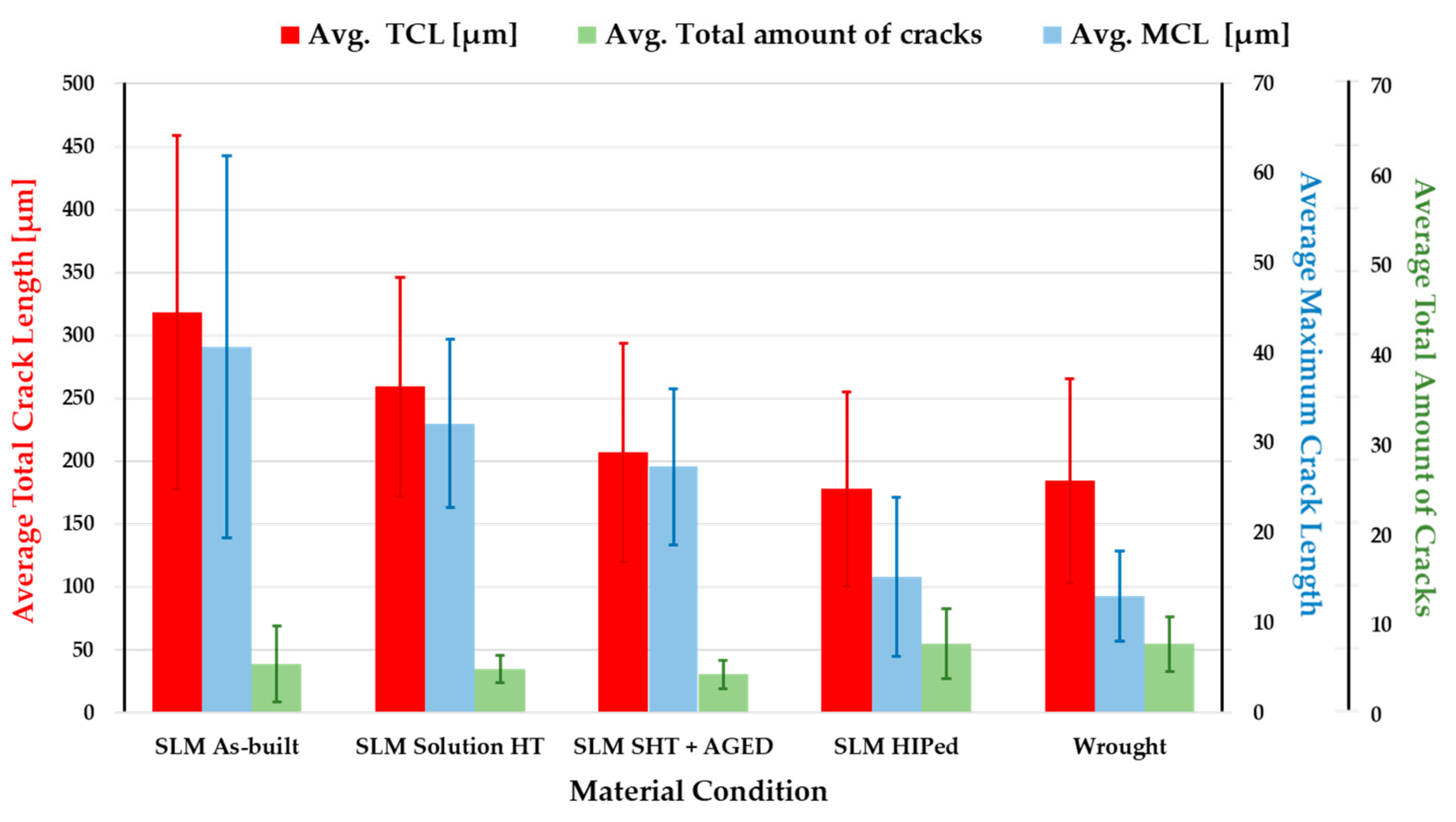
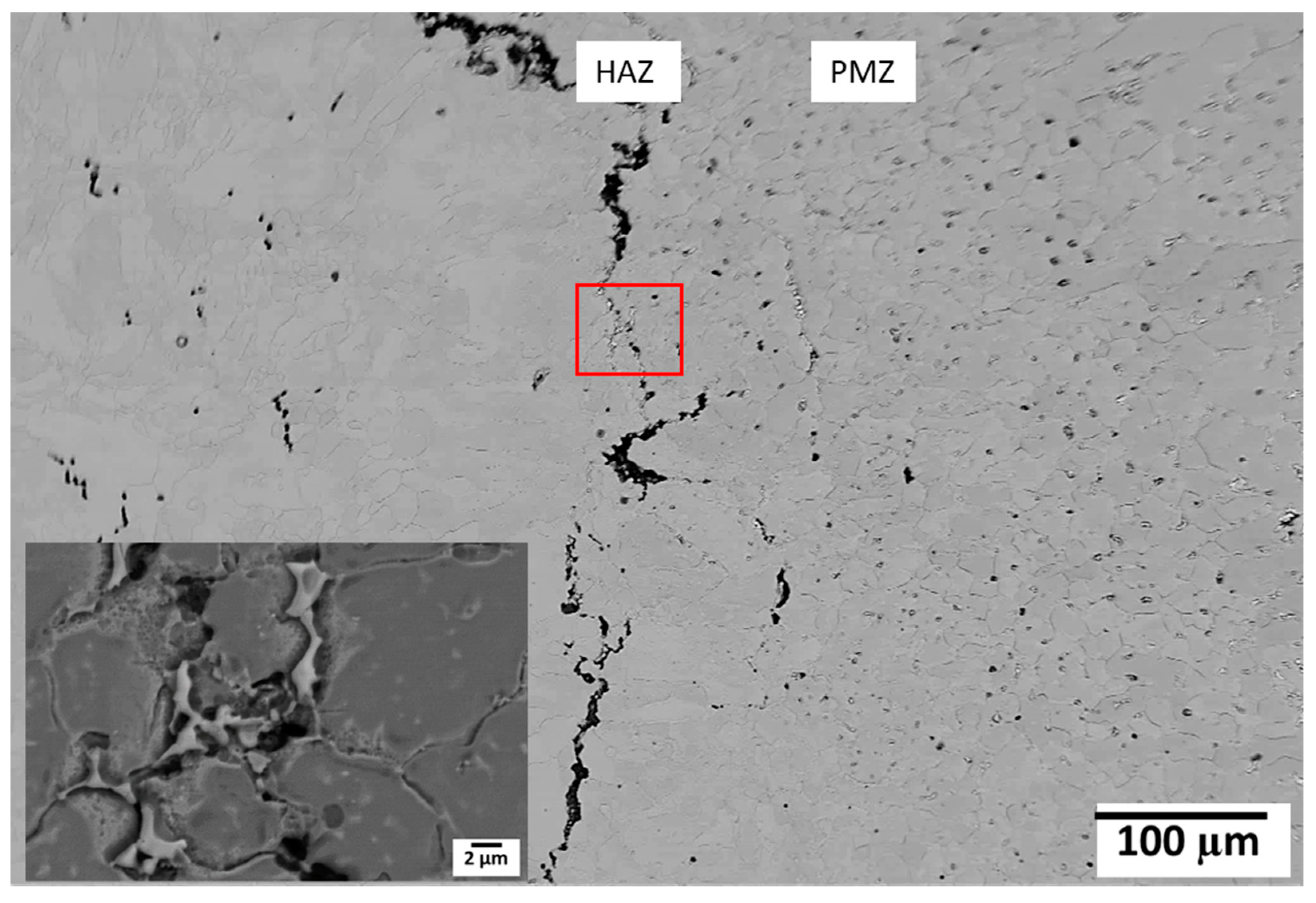
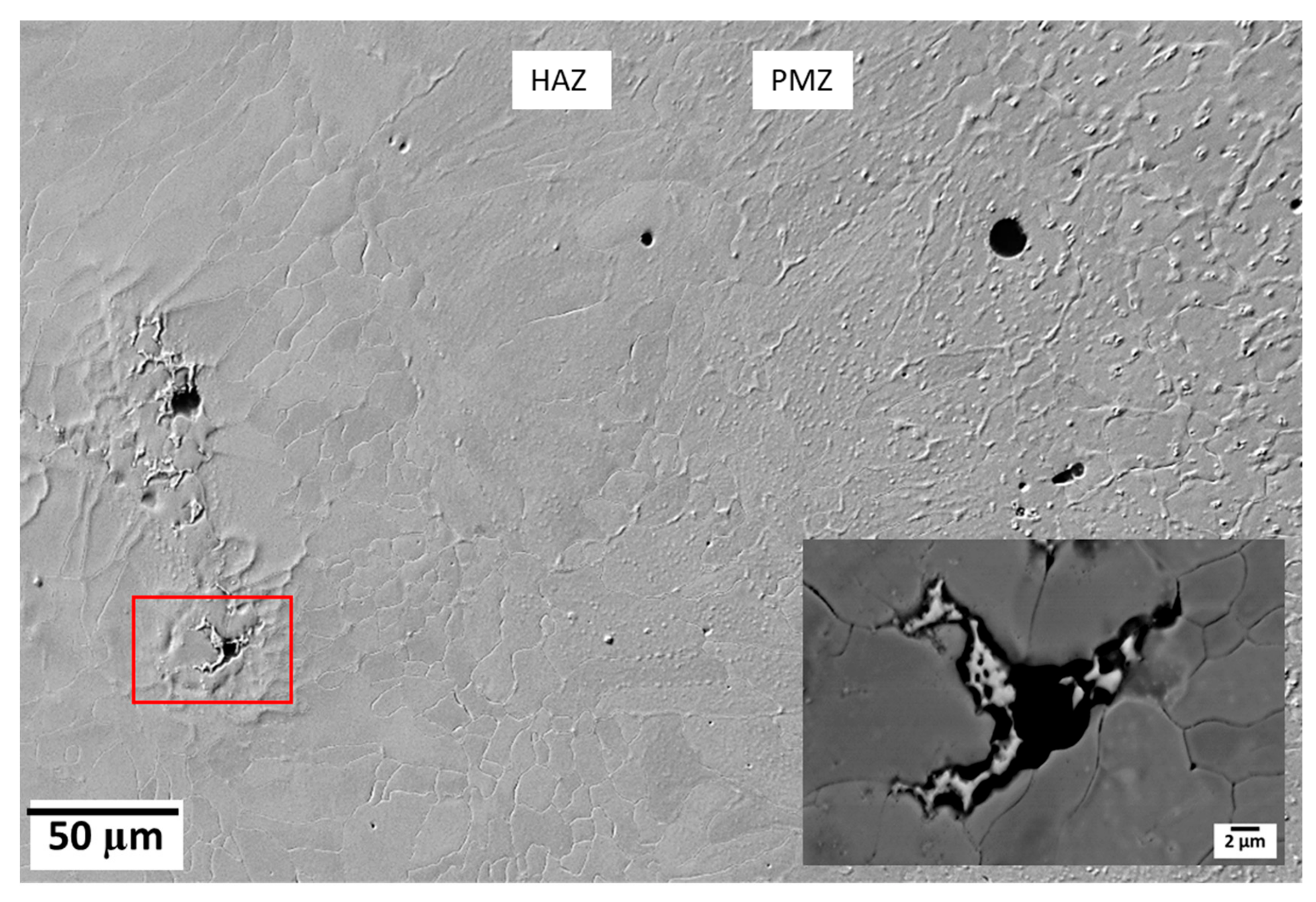
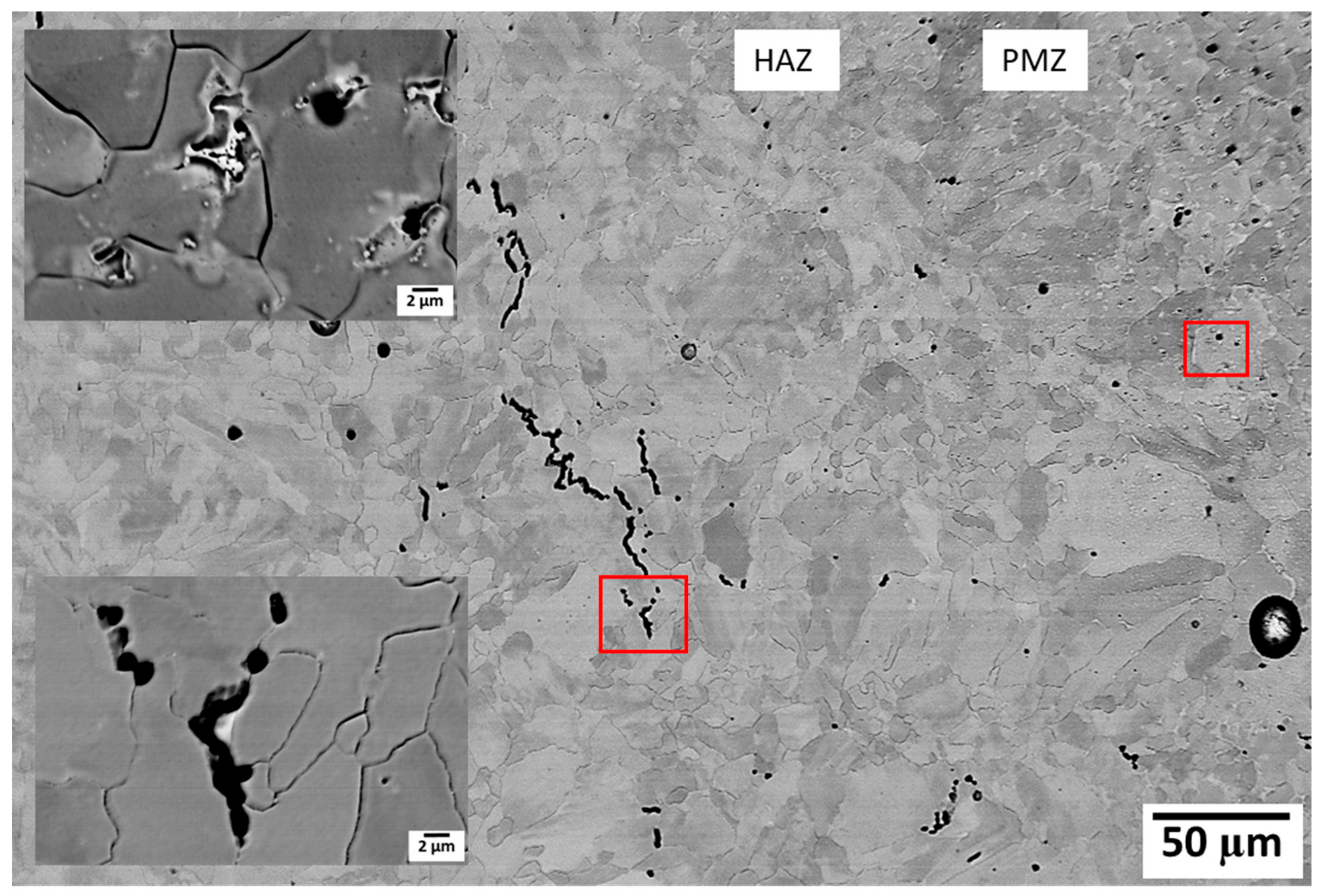
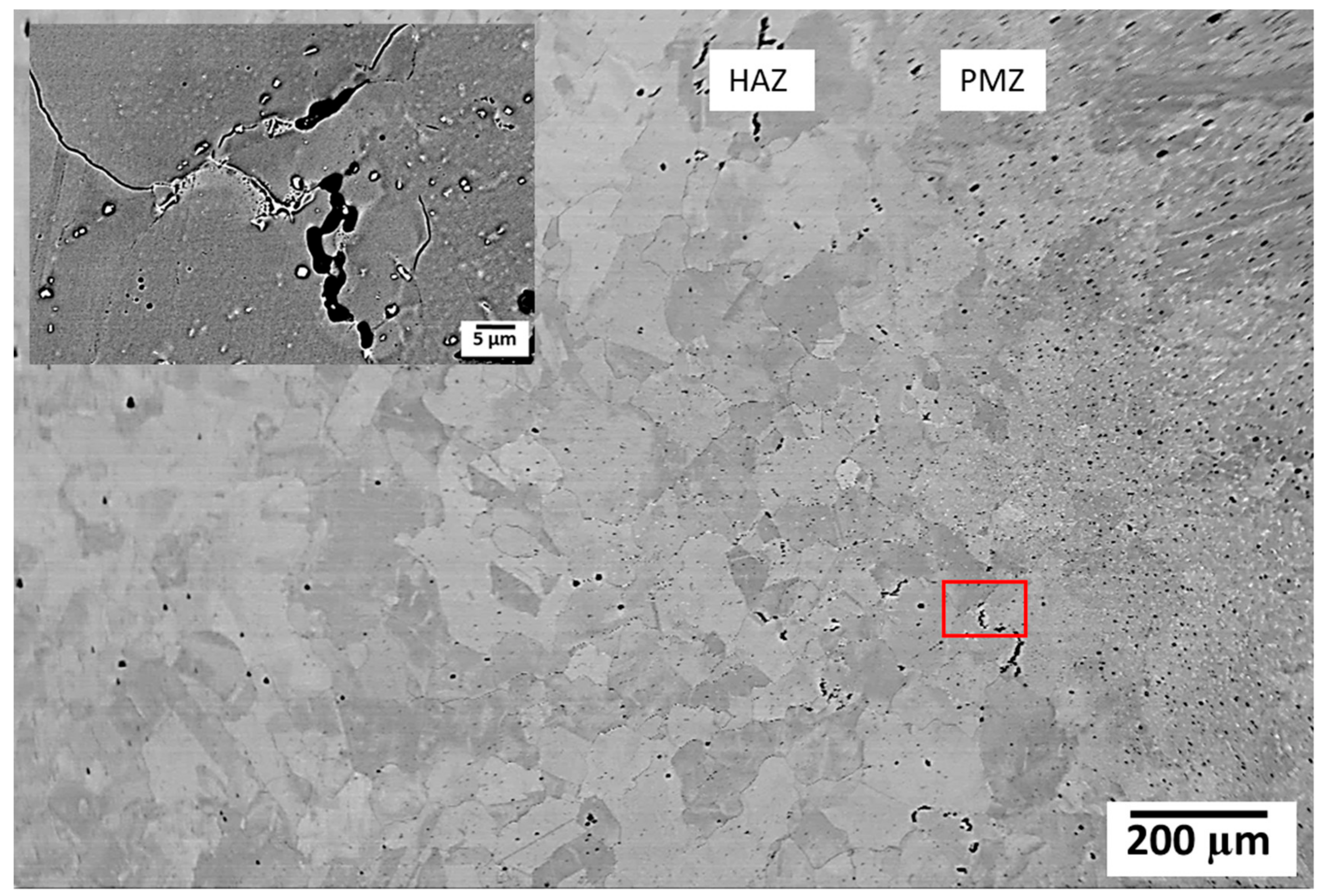
3.4. HAZ Cracking Susceptibility
4. Discussion
5. Conclusions
- SLM-manufactured Alloy 718 was susceptible to HAZ cracking in all material conditions, i.e., solution heat treated, solution and aging heat treated, and hot isostatic pressed.
- Cracks seen in the HAZ of the welded material were of two types; those with eutectic products surrounding the cracks and “clean” cracks without any apparent liquation product.
- Liquation cracks were due to the liquation of secondary constituents present in the SLM-manufactured material.
- Total crack lengths in HAZ were highest in the SLM as-built condition and decreased in samples that were solution heat treated before welding. Total crack lengths decreased further in the solution and aged samples and were lowest in hot isostatic pressed samples.
- As all heat treatment in the present study decreased the cracking susceptibility, it is recommended that the SLM material be welded in a heat-treated condition. However, the proper heat treatment must be designed to address fabricability challenges for the specific component at stake.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components – Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Sims, C.T.; Stoloff, N.S.; Hagel, W.C. (Eds.) Superalloys II; Wiley-Inter Science: Hoboken, NJ, USA, 1987. [Google Scholar]
- Baeslack, W.A.; Nelson, D.E. Morphology of Weld Heat-Affected Zone Liquation in Cast Alloy 718. Metallography 1986, 19, 371–379. [Google Scholar] [CrossRef]
- Radhakrishnan, B.; Thompson, R.G. A phase diagram approach to study liquation cracking in Alloy 718. Metall. Trans. A 1991, 22, 887–902. [Google Scholar] [CrossRef]
- Ahn, Y.; Yoon, B.; Kim, H.; Lee, C. Effect of dilution on the behavior of solidification cracking in PTAW overlay deposit on Ni-base superalloys. Met. Mater. Int. 2002, 8, 469–477. [Google Scholar] [CrossRef]
- DuPont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley and Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Oshobe, O.E. Fiber laser welding of nickel-based superalloy Inconel 718. Master Thesis, University of Manitoba, Winnipeg, MB, Canada, June 2012. [Google Scholar]
- Thompson, R.G.; Radhakrishnan, B.; Mayo, D.E. Intergranular liquid formation, distribution, and cracking in the haz of alloy 718 welds. In Proceedings of the International Symposium on the Metallurgy and Applications of Superalloy 718, Pittsburgh, PA, USA, 12–14 June 1989. [Google Scholar]
- Owczarski, W.A.; Duvall, D.S.; Sullivan, C.P. Model for Heat-Affected Zone Cracking in Nickel-Base Superalloys. Weld J. 1966, 45, 145–155. [Google Scholar]
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley and Sons: Hoboken, NJ, USA, 2015. [Google Scholar]
- American National Standard Institute. ANSI Class 2 American Standard: ANSI/MC 96.1. Temperature Measurement Thermocouples; ANSI: New York, NY, USA, 1982. [Google Scholar]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2002. [Google Scholar]
- Andersson, J.; Jacobsson, J.; Lundin, C. A historical perspective on Varestraint testing and the importance of testing parameters. In Cracking Phenomena in Welds IV; Springer International Publishing: Basel, Switzerland, 2016; pp. 3–23. [Google Scholar]
- Thompson, R.G.; Cassimus, J.J.; Mayo, D.E.; Dobbs, J.R. The Relationship between grain size and microfissuring in Alloy 718. Weld. J. 1985, 64, 91–96. [Google Scholar]
- Raza, T.; Andersson, J.; Svensson, L.-E. Varestraint weldability testing of additive manufactured alloy 718. Sci. Technol. Weld. Join. 2018, 23, 606–611. [Google Scholar] [CrossRef]
- Singh, S.; Andersson, J. Hot cracking in cast alloy 718. Sci. Technol. Weld. Join. 2018, 23, 568–574. [Google Scholar] [CrossRef]
- Huang, X.; Richards, N.L.; Chaturvedi, M.C. Effect of Grain Size on the Weldability of Cast Alloy 718. Mater. Manuf. Process. 2004, 19, 285–311. [Google Scholar] [CrossRef]
- Lingenfelter, A. Welding of Inconel alloy 718: a historical overview. In Superalloy 718 Metallurgy and Applications; Loria, E.A., Ed.; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 1989; pp. 673–683. [Google Scholar]
- Kelly, T.J. Welding Metallurgy of Investment Cast Nickel-based Superalloys. In Weldability of Materials; ASM International: Materials Park, OH, USA, 1990; pp. 151–157. [Google Scholar]
- Chen, W.; Chaturvedi, M.C.; Richards, N.L. Effect of boron segregation at grain boundaries on heat-affected zone cracking in wrought INCONEL 718. Metall. Mater. Trans. A 2001, 32, 931–939. [Google Scholar] [CrossRef]
- Segerstark, A. Laser Metal Deposition using Alloy 718 Powder: Influence of Process Parameters on Material Characteristics. Ph.D. Thesis, University West, Trollhättan, Sweden, December 2017. [Google Scholar]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by selective laser melting: a fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef]
- Tillmanna, W.; Schaak, C.; Nellesen, J.; Schaper, M.; Aydinöz, M.E.; Hoyer, K.-P. Hot isostatic pressing of IN718 components manufactured by selective laser melting. Addit. Manuf. 2017, 13, 93–102. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 2 – Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- ASTM International. F3301-18. Standard for Additive Manufacturing—Post Processing Methods—Standard Specification for Thermal Post-Processing Metal Parts Made Via Powder Bed Fusion; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | GA Powder | Wrought |
|---|---|---|
| Ni | Bal. | Bal. |
| Cr | 18.9 | 18.4 |
| Fe | 18.2 | 20.4 |
| Nb | 5.11 | 5.18 |
| Mo | 3.03 | 2.92 |
| Ti | 0.9 | 1.04 |
| Mn | 0.04 | 0.05 |
| C | 0.05 | 0.05 |
| Al | 0.48 | 0.38 |
| Co | 0.08 | 0.06 |
| Si | 0.04 | 0.07 |
| Cu | 0.02 | 0.01 |
| B | <0.006 | 0.003 |
| Ca | <0.01 | - |
| Mg | <0.01 | - |
| P | <0.015 | 0.008 |
| S | <0.01 | 0.0004 |
| Heat Treatment/Condition | Specification |
|---|---|
| As-built | SLM manufactured without any heat treatment |
| SHT | 954 °C–1 h |
| SHT + Aging | 954 °C–1 h + 760 °C–5 h + 649 °C–1 h |
| HIP | 1160 °C–105 MPa–4 h |
| Mill-annealed | 982 °C–4.5 min |
| Material Condition | Phases | Elements (wt. %) | ||||||
|---|---|---|---|---|---|---|---|---|
| Ni | Fe | Cr | Nb | Mo | Ti | Al | ||
| SLM-As-Built (TEM/EDS) | Laves | 41 | 12 | 14 | 23 | 5 | 1 | 0.3 |
| Carbide | 2 | 1 | 1 | 84 | 5 | 8 | 0.1 | |
| SLM–SHT (SEM/EDS) | Laves | 43 | 15 | 17 | 19 | 3 | 2 | 0.5 |
| SLM–SHT + AGE (TEM/EDS) | Laves | 58 | 15 | 15 | 11 | 4 | 1 | 0.5 |
| δ-phase | 68 | 3 | 3 | 24 | 3 | 2 | 0.6 | |
| Carbide | 2 | 0.4 | 1 | 82 | 5 | 12 | 0.1 | |
| SLM–HIP (TEM/EDS) | Carbide | 2 | 1 | 1 | 81 | 5 | 10 | 0.5 |
| As-Built | SHT | SHT + AGE | HIPed | Wrought |
|---|---|---|---|---|
| 300 ± 5 | 280 ± 4 | 470 ± 7 | 280 ± 9 | 230 ± 6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raza, T.; Hurtig, K.; Asala, G.; Andersson, J.; Svensson, L.-E.; Ojo, O.A. Influence of Heat Treatments on Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718. Metals 2019, 9, 881. https://doi.org/10.3390/met9080881
Raza T, Hurtig K, Asala G, Andersson J, Svensson L-E, Ojo OA. Influence of Heat Treatments on Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718. Metals. 2019; 9(8):881. https://doi.org/10.3390/met9080881
Chicago/Turabian StyleRaza, Tahira, Kjell Hurtig, Gbenga Asala, Joel Andersson, Lars-Erik Svensson, and Olanrewaju Akanbi Ojo. 2019. "Influence of Heat Treatments on Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718" Metals 9, no. 8: 881. https://doi.org/10.3390/met9080881
APA StyleRaza, T., Hurtig, K., Asala, G., Andersson, J., Svensson, L.-E., & Ojo, O. A. (2019). Influence of Heat Treatments on Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718. Metals, 9(8), 881. https://doi.org/10.3390/met9080881