The Effects of Electrochemical Hydrogen Charging on Room-Temperature Tensile Properties of T92/TP316H Dissimilar Weldments in Quenched-and-Tempered and Thermally-Aged Conditions

Abstract
1. Introduction
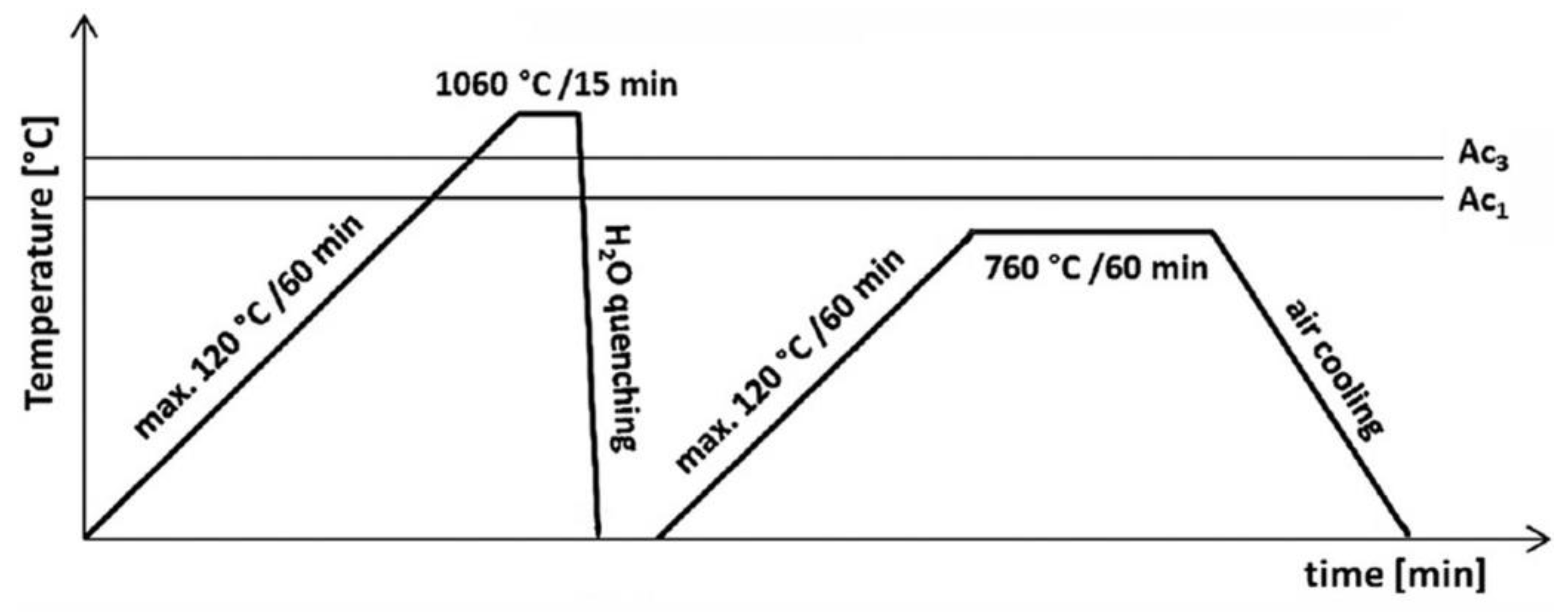
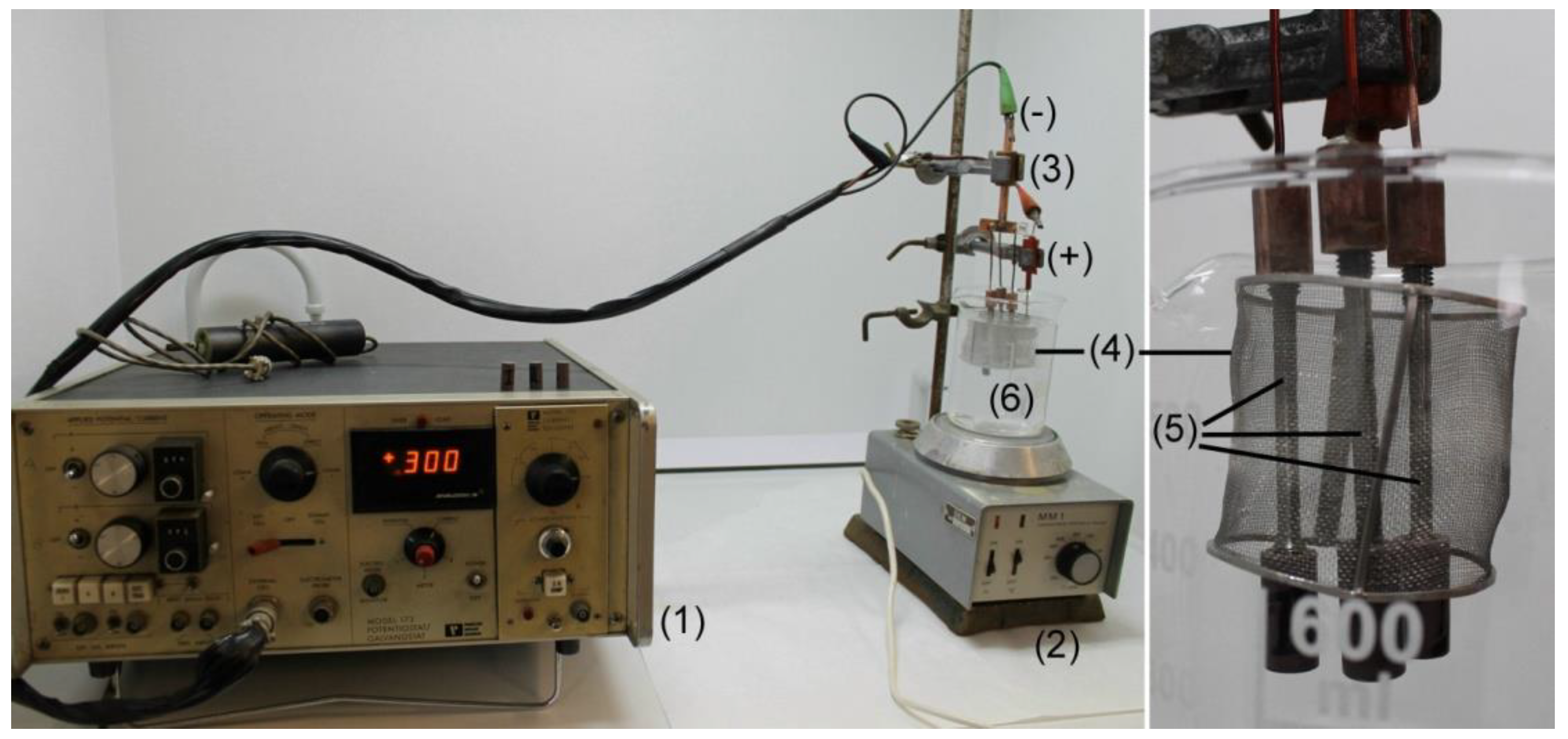
2. Experimental Materials and Methods
3. Results and Discussion
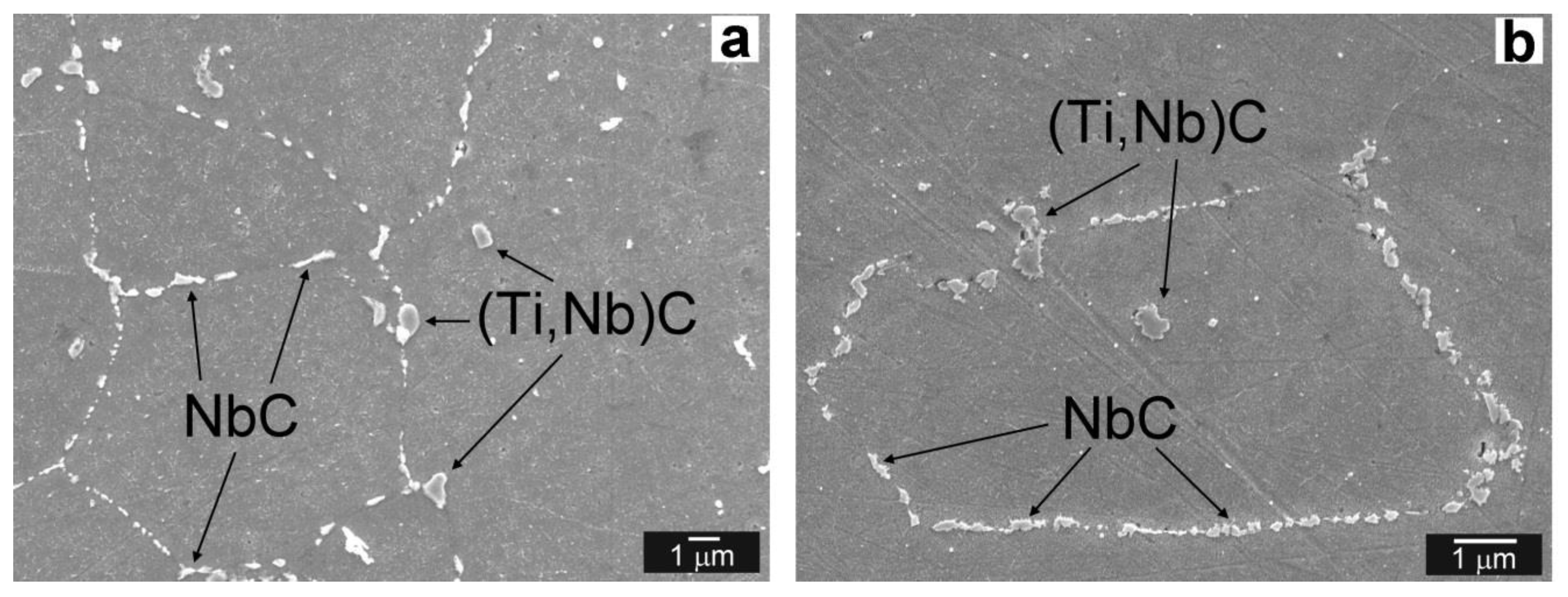
3.1. Microstructure
3.2. Mechanical Properties
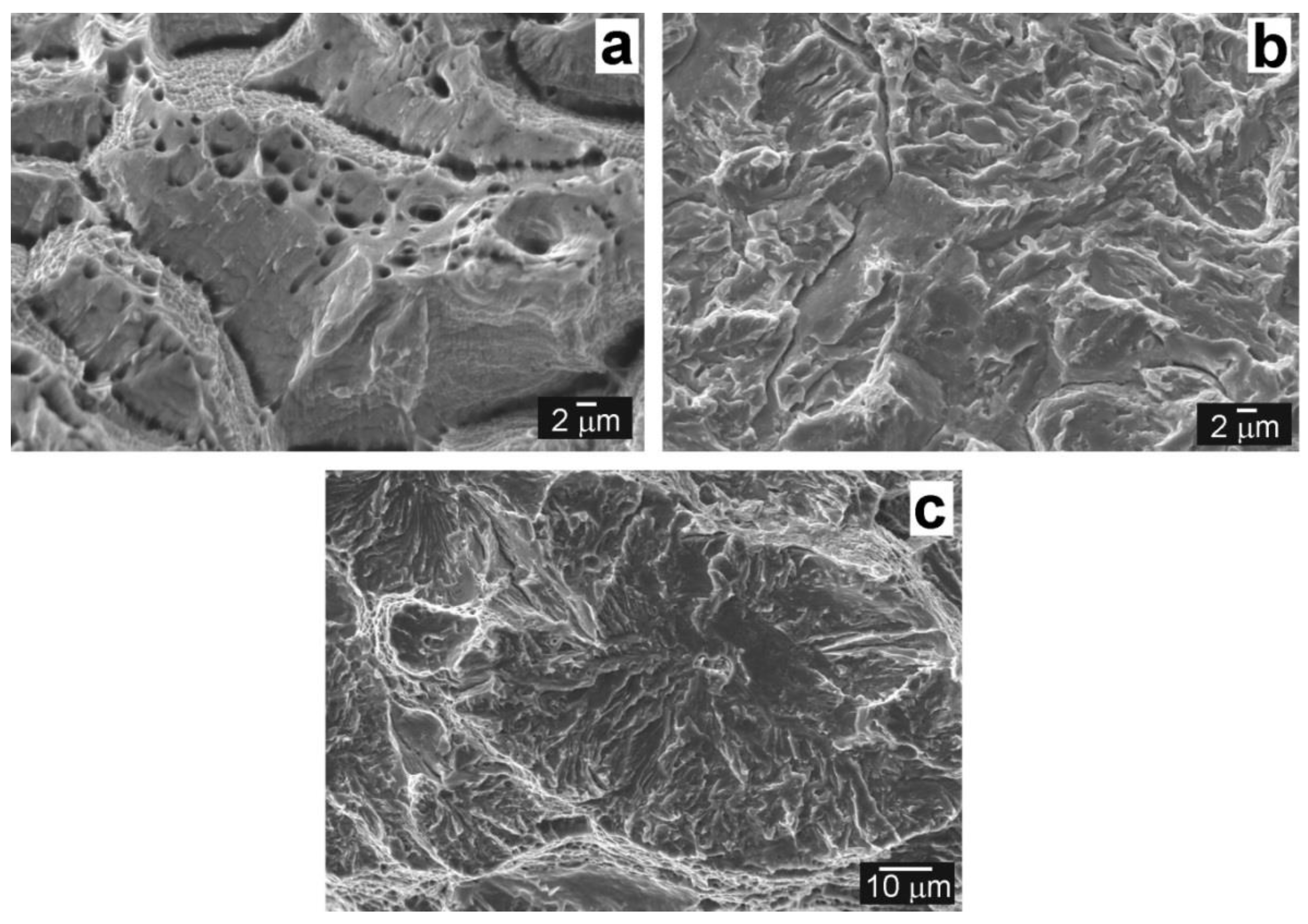
3.3. Fracture Behavior
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yin, Y.; Faulkner, R.; Starr, F. Austenitic steels and alloys for power plants. In Structural Alloys for Power Plants—Operational Challenges and High-Temperature Materials; Shirzadi, A., Jackson, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 105–152. [Google Scholar]
- Ennis, P.J. Ferritic and martensitic steels for power plants. In Structural Alloys for Power Plants—Operational Challenges and High-Temperature Materials; Shirzadi, A., Jackson, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 188–220. [Google Scholar]
- Abe, F. Research and development of heat-resistant materials for advanced USC power plants with steam temperatures of 700 °C and above. Engineering 2015, 1, 211–224. [Google Scholar] [CrossRef]
- Shin, K.Y.; Lee, J.W.; Han, J.M.; Lee, K.W.; Kong, B.O.; Hong, H.U. Transition of creep damage region in dissimilar welds between Inconel 740H Ni-based superalloy and P92 ferritic/martensitic steel. Mater. Charact. 2018, 139, 144–152. [Google Scholar] [CrossRef]
- Lee, S.H. A hot cracking on dissimilar metal weld between A106Gr.B and A312 TP316L with buttering ERNiCr-3. Metals 2019, 9, 533. [Google Scholar] [CrossRef]
- Mayr, P.; Schlacher, C.; Siefert, J.A.; Parker, J.D. Microstructural features, mechanical properties and high temperature failures of ferritic to ferritic dissimilar welds. Int. Mater. Rev. 2019, 64, 1–26. [Google Scholar] [CrossRef]
- Kim, M.Y.; Kwak, S.C.; Choi, I.S.; Lee, Y.K.; Suh, J.Y.; Fleury, E.; Jung, W.S.; Son, T.H. High-temperature tensile and creep deformation of cross-weld specimens of weld joint between T92 martensitic and Super304H austenitic steels. Mater. Charact. 2014, 97, 161–168. [Google Scholar] [CrossRef]
- Mittal, R.; Sidhu, B.S. Microstructures and mechanical properties of dissimilar T91/347H steel weldments. J. Mater. Process. Technol. 2015, 220, 76–86. [Google Scholar] [CrossRef]
- Mayr, P. Evolution of microstructure and mechanical properties of the heat-affected zone in 9Cr steels. Weld. World 2010, 54, R1–R11. [Google Scholar] [CrossRef]
- Wang, Y.; Li, L.; Kannan, R. Transition from Type IV to Type I cracking in heat-treated grade 91 steel weldments. Mater. Sci. Eng. A 2018, 714, 1–13. [Google Scholar] [CrossRef]
- Falat, L.; Výrostková, A.; Svoboda, M.; Milkovič, O. The influence of PWHT regime on microstructure and creep rupture behaviour of dissimilar T92/TP316H ferritic/austenitic welded joints with Ni-based filler metal. Kov. Mater. 2011, 49, 417–426. [Google Scholar] [CrossRef]
- Falat, L.; Čiripová, L.; Kepič, J.; Buršík, J.; Podstranská, I. Correlation between microstructure and creep performance of martensitic/austenitic transition weldment in dependence of its post-weld heat treatment. Eng. Fail. Anal. 2014, 40, 141–152. [Google Scholar] [CrossRef]
- Falat, L.; Kepič, J.; Čiripová, L.; Ševc, P.; Dlouhý, I. The effects of postweld heat treatment and isothermal aging on T92 steel heat-affected zone mechanical properties of T92/TP316H dissimilar weldments. J. Mater. Res. 2016, 31, 1532–1543. [Google Scholar] [CrossRef]
- Čiripová, L.; Falat, L.; Ševc, P.; Vojtko, M.; Džupon, M. Ageing effects on room-temperature tensile properties and fracture behavior of quenched and tempered T92/TP316H dissimilar welded joints with Ni-based weld metal. Metals 2018, 8, 791. [Google Scholar] [CrossRef]
- Michler, T.; Balogh, M.P. Hydrogen environment embrittlement of an ODS RAF steel—Role of irreversible hydrogen trap sites. Int. J. Hydrog. Energy 2010, 35, 9746–9754. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Basha, B.I.Y.; Rivera-Díaz-del-Castillo, P.E.J. Hydrogen transport in metals: Integration of permeation, thermal desorption and degassing. J. Mater. Sci. Technol. 2017, 33, 1433–1447. [Google Scholar] [CrossRef]
- Cheng, X.Y.; Li, H.; Cheng, X.B. Carbides and possible hydrogen irreversible trapping sites in ultrahigh strength round steel. Micron 2017, 103, 22–28. [Google Scholar] [CrossRef] [PubMed]
- Van den Eeckhout, E.; Depover, T.; Verbeken, K. The effect of microstructural characteristics on the hydrogen permeation transient in quenched and tempered martensitic alloys. Metals 2018, 8, 779. [Google Scholar] [CrossRef]
- Manimozhi, S.; Suresh, S.; Muthupandi, V. HAZ hydrogen cracking of 9Cr-0.5 Mo-1.7W steels. Int. J. Adv. Manuf. Technol. 2010, 51, 217–223. [Google Scholar] [CrossRef]
- Lynch, S.P. Environmentally assisted cracking: Overview of evidence for an adsorption-induced localised-slip process. Acta Metall. 1988, 36, 2639–2661. [Google Scholar] [CrossRef]
- Birnbaum, H.K.; Sofronis, P. Hydrogen-enhanced localized plasticity—a mechanism for hydrogen-related fracture. Mater. Sci. Eng. A 1994, 176, 191–202. [Google Scholar] [CrossRef]
- Hatano, M.; Fujinami, M.; Arai, K.; Fujii, H.; Nagumo, M. Hydrogen embrittlement of austenitic stainless steels revealed by deformation microstructures and strain-induced creation of vacancies. Acta Mater. 2014, 67, 342–353. [Google Scholar] [CrossRef]
- Koyama, M.; Tasan, C.C.; Akiyama, E.; Tsuzaki, K.; Raabe, D. Hydrogen-assisted decohesion and localized plasticity in dual-phase steel. Acta Mater. 2014, 70, 174–187. [Google Scholar] [CrossRef]
- Toribio, J. HELP versus HEDE in progressively cold-drawn pearlitic steels: Between Donatello and Michelangelo. Eng. Fail. Anal. 2018, 94, 157–164. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L.; Ševc, P. The influence of hydrogen charging on the notch tensile properties and fracture behaviour of dissimilar weld joints of advanced Cr–Mo–V and Cr–Ni–Mo creep-resistant steels. Eng. Fail. Anal. 2011, 18, 485–491. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L. The influence of thermal exposure and hydrogen charging on the notch tensile properties and fracture behaviour of dissimilar T91/TP316H weldments. High Temp. Mater. Proc. 2014, 33, 329–337. [Google Scholar] [CrossRef]
- Falat, L.; Čiripová, L.; Homolová, V.; Futáš, P.; Ševc, P. Hydrogen pre-charging effects on the notch tensile properties and fracture behaviour of heat-affected zones of thermally aged welds between T24 and T92 creep-resistant steels. Kov. Mater. 2016, 54, 417–427. [Google Scholar] [CrossRef]
- Falat, L.; Čiripová, L.; Homolová, V.; Kroupa, A. The influence of isothermal ageing and subsequent hydrogen charging at room temperature on local mechanical properties and fracture characteristics of martensitic-bainitic weldments for power engineering. J. Min. Metall. Sect. B-Metall. 2017, 53, 373–382. [Google Scholar] [CrossRef]
- Nguyen, L.T.H.; Hwang, J.S.; Kim, M.S.; Kim, H.H.; Kim, S.K.; Lee, J.M. Charpy impact properties of hydrogen-exposed 316L stainless steel at ambient and cryogenic temperatures. Metals 2019, 9, 625. [Google Scholar] [CrossRef]
- Völkl, J.; Alefeld, G. Diffusion of hydrogen in metals. Top. Appl. Phys. 1978, 28, 321–348. [Google Scholar] [CrossRef]
- Wang, W.; Yan, W.; Sha, W.; Shan, Y.Y.; Yang, K. Microstructural evolution and mechanical properties of short-term thermally exposed 9/12Cr heat-resistant steels. Metall. Mater. Trans. A 2012, 43, 4113–4122. [Google Scholar] [CrossRef]
- Zieliński, A.; Golański, G.; Sroka, M. Assessment of microstructure stability and mechanical properties of X10CrWMoVNb9-2 (P92) steel after long-term thermal ageing for high-temperature applications. Kov. Mater. 2016, 54, 61–70. [Google Scholar] [CrossRef]
- Zhang, J.; Du, B.S.; Li, X.M.; Qin, G.L.; Zou, Y. Microstructure evolution of P92 steel weld metal after service for 8000 h. Kov. Mater. 2017, 55, 115–121. [Google Scholar] [CrossRef]
- Sklenička, V.; Kuchařová, K.; Svoboda, M. Creep behaviour and microstructure evolution of advanced creep-resistant 9% Cr martensitic steels under cyclic thermal loading. Kov. Mater. 2018, 56, 1–13. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Comparative study of autogenous tungsten inert gas welding and tungsten arc welding with filler wire for dissimilar P91 and P92 steel weld joint. Mater. Sci. Eng. A 2018, 712, 720–737. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Kumar, P.; Saini, N.; Thakare, J.G.; Kumar, S. Study on effect of double austenitization treatment on fracture morphology tensile tested nuclear grade P92 steel. Eng. Fail. Anal. 2019, 96, 158–167. [Google Scholar] [CrossRef]
- Matsuda, F.; Nakagawa, H. Simulation test of disbonding between 2¼Cr-1Mo steel and overlaid austenitic stainless steel by electrolytic hydrogen charging technique. Trans. JWRI 1984, 13, 159–161. [Google Scholar]
- Morishige, N.; Kume, R.; Okabayashi, H. Influence of low-temperature hydrogen degassing on hydrogen-induced disbonding of cladding. Trans. Jpn. Weld. Soc. 1985, 16, 12–18. [Google Scholar]
- Karthick, K.; Malarvizhi, S.; Balasubramanian, V.; Krishnan, S.A.; Sasikala, G.; Albert, S.K. Tensile and impact toughness properties of various regions of dissimilar joints of nuclear grade steels. Nucl. Eng. Technol. 2018, 50, 116–125. [Google Scholar] [CrossRef]
- Nelson, T.W.; Lippold, J.C.; Mills, M.J. Nature and evolution of the fusion boundary in ferritic-austenitic dissimilar metal welds—Part 2: On-cooling transformations. Weld. J. 2000, 79, 267–277. [Google Scholar]
- Lippold, J.C.; Kotecki, D.J. Dissimilar welding of stainless steels. In Welding Metallurgy and Weldability of Stainless Steels; John Wiley & Sons: Hoboken, NJ, USA, 2005; pp. 287–308. [Google Scholar]
- Yoo, S.C.; Choi, K.J.; Bahn, C.B.; Kim, S.H.; Kim, J.Y.; Kim, J.H. Effects of thermal aging on the microstructure of Type-II boundaries in dissimilar metal weld joints. J. Nucl. Mater. 2015, 459, 5–12. [Google Scholar] [CrossRef]
- Záhumenský, P.; Ševc, P.; Janovec, J. Kinetics of growth of M23C6 intergranular precipitates in 18Cr-12Ni-2.5Mo austenitic stainless steel. Kov. Mater. 1999, 37, 108–119. [Google Scholar]
- Janovec, J.; Grman, D.; Országhová, J.; Ševc, P.; Záhumenský, P.; Patscheider, J.; Tuleja, S.; Pecha, J.; Bogyó, M.; Blach, J.; et al. Role of M23C6 carbide precipitation and phosphorus grain boundary segregation in intergranular fracture and corrosion of 18Cr-12Ni austenitic stainless steel. Can. Metall. Quart. 2002, 41, 357–364. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L.; Ševc, P. Fracture characteristics of thermally exposed 9Cr–1Mo steel after tensile and impact testing at room temperature. Eng. Fail. Anal. 2009, 16, 1397–1403. [Google Scholar] [CrossRef]
- Rosenberg, G.; Sinaiová, I. Evaluation of hydrogen induced damage of steels by different test methods. Mater. Sci. Eng. A 2017, 682, 410–422. [Google Scholar] [CrossRef]
- Dwivedi, S.K.; Vishwakarma, M. Hydrogen embrittlement in different materials: A review. Int. J. Hydrog. Energy 2018, 43, 21603–21616. [Google Scholar] [CrossRef]
- Valiente, A.; Toribio, J.; Cortes, R.; Caballero, L. Tensile failure of stainless-steel notched bars under hydrogen charging. J. Eng. Mater. Technol. 1996, 118, 186–191. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, M.; Liu, W.; Wei, X.; Xu, J.; Chen, J.; Lu, H.; Yu, C. Study of type-II boundary behavior during SA508-3/EQ309L overlay weld interfacial failure process. J. Mater. Process. Technol. 2017, 247, 64–72. [Google Scholar] [CrossRef]
- Pressouyre, G.M.; Bernstein, I.M. An example of the effect of hydrogen trapping on hydrogen embrittlement. Metall. Trans. A 1981, 12, 835–844. [Google Scholar] [CrossRef]
- Martin, M.L.; Somerday, B.P.; Ritchie, R.O.; Sofronis, P.; Robertson, I.M. Hydrogen-induced intergranular failure in nickel revisited. Acta Mater. 2012, 60, 2739–2745. [Google Scholar] [CrossRef]
- Grabke, H.J.; Riecke, E.M. Absorption and diffusion of hydrogen in steels. Mater. Tehnol. 2000, 34, 331–342. [Google Scholar]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N.; Srivastava, A. Microstructure and mechanical property relationship for different heat treatment and hydrogen level in multi-pass welded P91 steel joint. J. Manuf. Process. 2017, 28, 220–234. [Google Scholar] [CrossRef]
- Chen, G.; Song, Y.; Wang, J.; Liu, J.; Yu, X.; Hua, J.; Bai, X.; Zhang, T.; Zhang, J.; Tang, W. High-temperature short-term tensile test and creep rupture strength prediction of the T92/TP347H dissimilar steel weld joints. Eng. Fail. Anal. 2012, 26, 220–229. [Google Scholar] [CrossRef]
- Xu, L.; Wang, Y.; Jing, H.; Zhao, L.; Han, Y. Deformation mechanism and microstructure evolution of T92/S30432 dissimilar welded joint during creep. J. Mater. Eng. Perform. 2016, 25, 3960–3971. [Google Scholar] [CrossRef]
- Zhai, X.; Du, J.; Li, L.; Zhou, C.; Zhang, Z. Creep behavior and damage evolution of T92/Super304H dissimilar weld joints. J. Iron Steel Res. Int. 2019, 26, 751–760. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | N | Si | Mn | Cr | Mo | W | B | Ni | Ti | V | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T92 | 0.11 | 0.05 | 0.38 | 0.49 | 9.08 | 0.31 | 1.57 | 0.002 | 0.33 | - | 0.2 | 0.07 | rest |
| TP316H | 0.05 | - | 0.51 | 1.77 | 16.76 | 2.05 | - | - | 11.13 | - | - | - | rest |
| Ni WM * | 0.01 | - | 0.07 | 3.21 | 20.71 | 0.004 | - | - | rest | 0.37 | 2.6 | 0.31 |
| Specimen Number | Material State | YS [MPa] | UTS [MPa] | EL [%] | RA [%] | Failure Location |
|---|---|---|---|---|---|---|
| 1 | QT PWHT | 258 | 545 | 25 | 69 | TP316H BM |
| 2 | 265 | 562 | 27 | 74 | TP316H BM | |
| 3 | 285 | 561 | 27 | 74 | TP316H BM | |
| 1H | QT PWHT + H | 319 | 484 | 8 | 12 | T92/Ni WM interface |
| 2H | 306 | 429 | 5 | 11 | T92/Ni WM interface | |
| 3H | 297 | 580 | 28 | 73 | TP316H BM | |
| 7 | QT PWHT + 620°C/2500h | 274 | 602 | 25 | 61 | TP316H BM |
| 8 | 287 | 517 | 8 | 14 | T92/Ni WM interface | |
| 9 | 290 | 634 | 22 | 37 | Ni WM/TP316H interface | |
| 7H | QT PWHT + 620°C/2500h + H | 305 | 590 | 12 | 20 | T92/Ni WM interface |
| 8H | 291 | 636 | 19 | 21 | T92/Ni WM interface | |
| 9H | 292 | 545 | 9 | 24 | Ni WM/TP316H interface |
| Row | 0 | x | EI (0, x) [%] |
|---|---|---|---|
| 1 | QT PWHT | QT PWHT + H | 56 |
| 2 | QT PWHT | QT PWHT + 620 °C/2500 h | 49 |
| 3 | QT PWHT + 620 °C/2500 h | QT PWHT + 620 °C/2500 h + H | 41 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ševc, P.; Falat, L.; Čiripová, L.; Džupon, M.; Vojtko, M. The Effects of Electrochemical Hydrogen Charging on Room-Temperature Tensile Properties of T92/TP316H Dissimilar Weldments in Quenched-and-Tempered and Thermally-Aged Conditions. Metals 2019, 9, 864. https://doi.org/10.3390/met9080864
Ševc P, Falat L, Čiripová L, Džupon M, Vojtko M. The Effects of Electrochemical Hydrogen Charging on Room-Temperature Tensile Properties of T92/TP316H Dissimilar Weldments in Quenched-and-Tempered and Thermally-Aged Conditions. Metals. 2019; 9(8):864. https://doi.org/10.3390/met9080864
Chicago/Turabian StyleŠevc, Peter, Ladislav Falat, Lucia Čiripová, Miroslav Džupon, and Marek Vojtko. 2019. "The Effects of Electrochemical Hydrogen Charging on Room-Temperature Tensile Properties of T92/TP316H Dissimilar Weldments in Quenched-and-Tempered and Thermally-Aged Conditions" Metals 9, no. 8: 864. https://doi.org/10.3390/met9080864
APA StyleŠevc, P., Falat, L., Čiripová, L., Džupon, M., & Vojtko, M. (2019). The Effects of Electrochemical Hydrogen Charging on Room-Temperature Tensile Properties of T92/TP316H Dissimilar Weldments in Quenched-and-Tempered and Thermally-Aged Conditions. Metals, 9(8), 864. https://doi.org/10.3390/met9080864