Effect of Grain Size and Density of Abrasive on Surface Roughness, Material Removal Rate and Acoustic Emission Signal in Rough Honing Processes



Abstract
1. Introduction
2. Materials and Methods
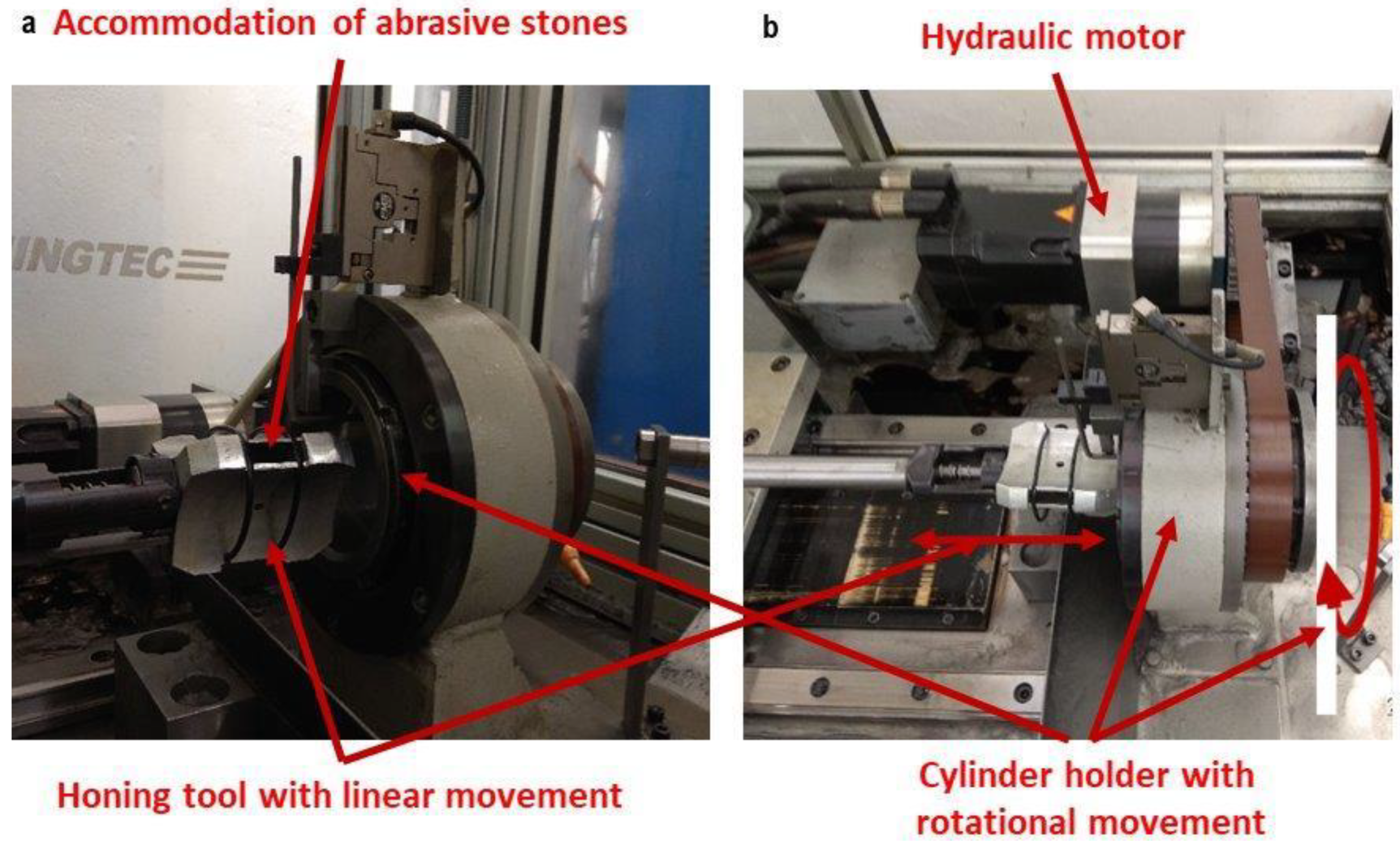
2.1. Honing Experiments
2.2. Roughness Measurement
2.3. Material Removal Rate and Tool Wear Measurement
2.4. Acoustic Signal Measurement
2.5. Acoustic Signal Treatment
3. Results
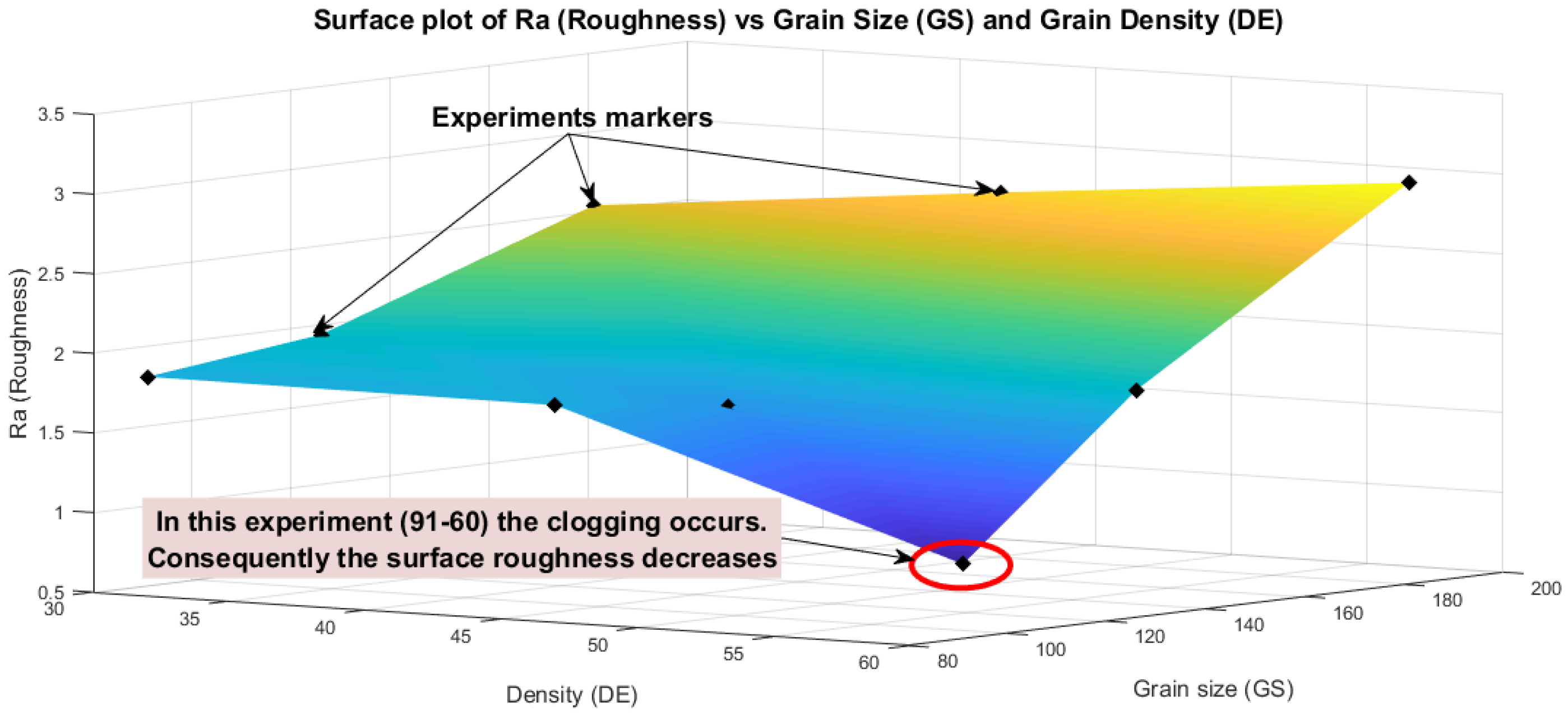
3.1. Roughness
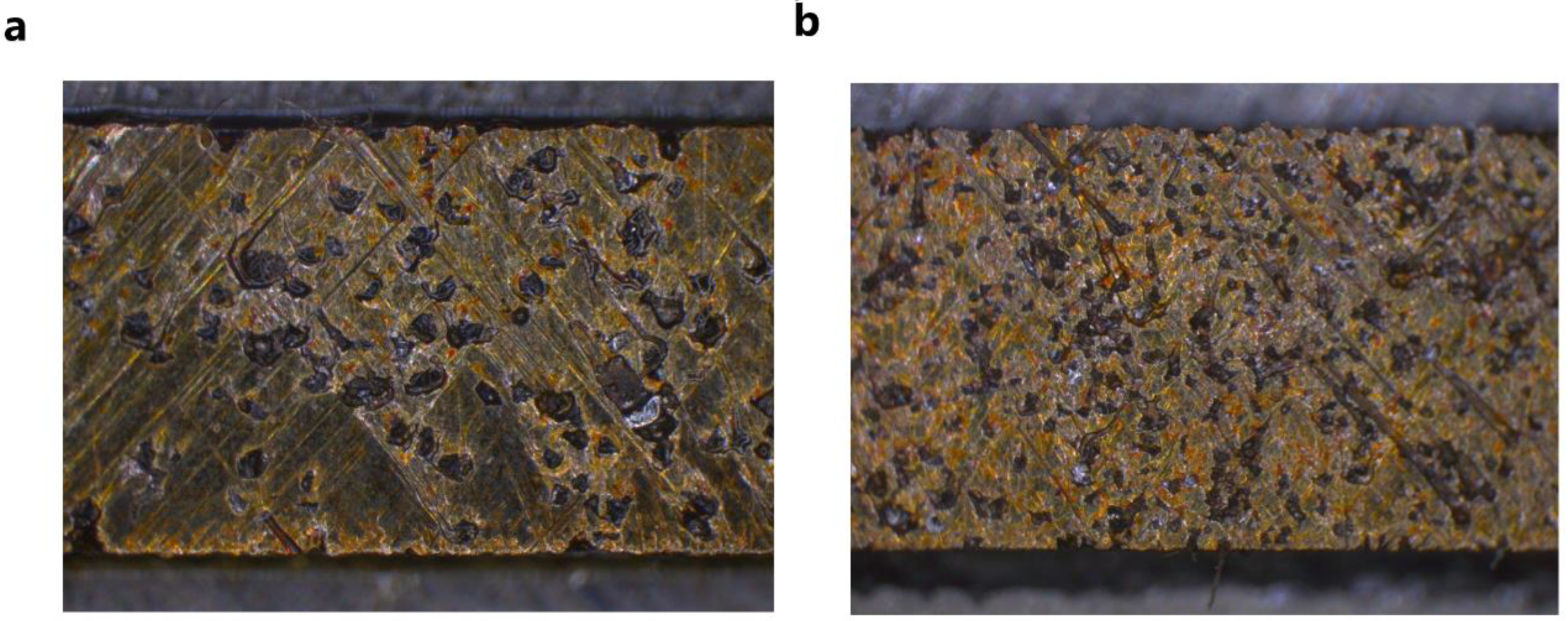
3.2. Material Removal Rate and Tool Wear
3.3. Acoustic Signal Analysis
3.3.1. Initial Signal Treatment
3.3.2. Application of a Homomorphous Filter
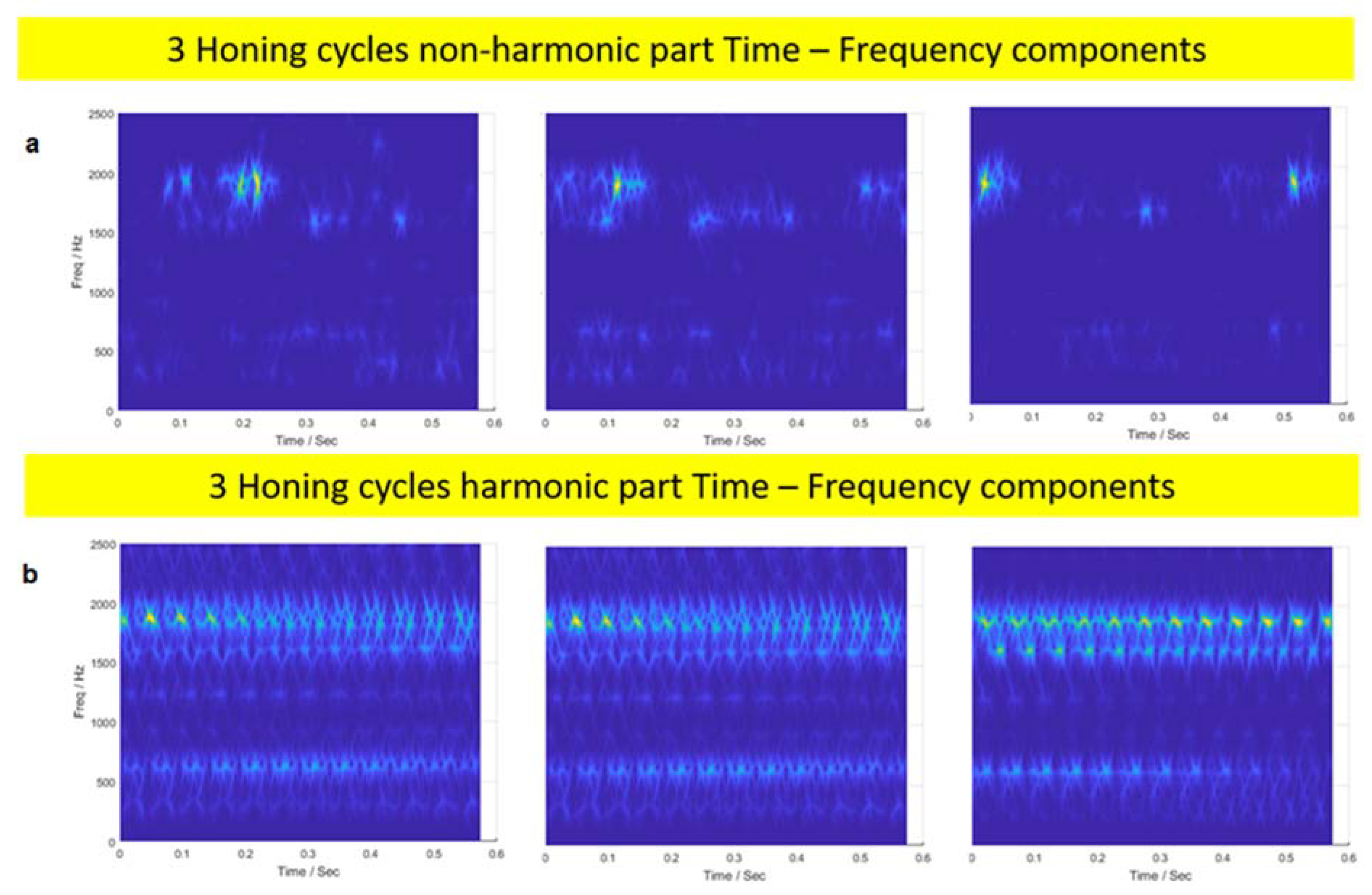
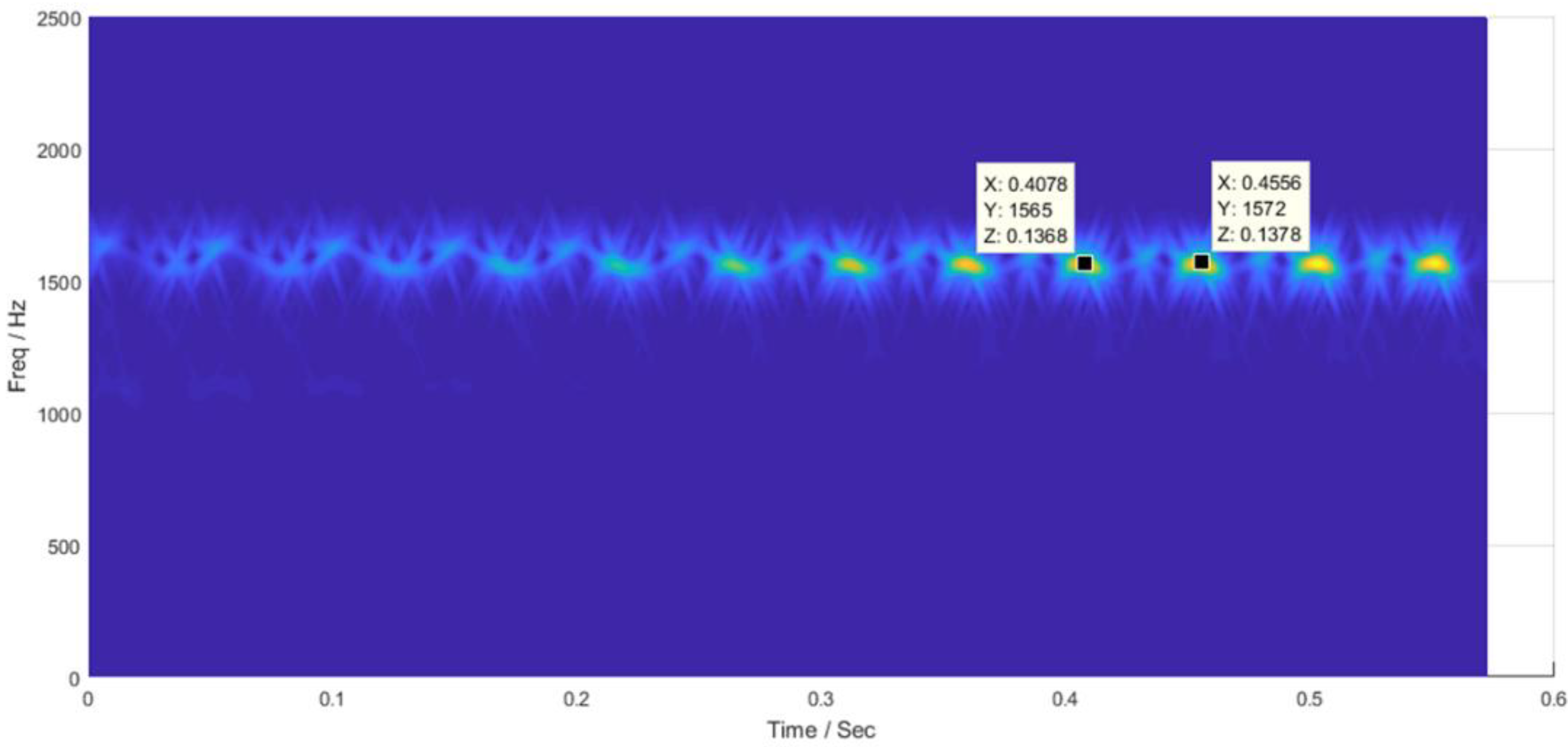
3.3.3. Application of the Chirplet Transform
4. Discussion
5. Conclusions
- -
- As a general trend, roughness, material removal rate, and tool wear increase with the grain size and density of the abrasive. However, when high density is combined with medium or low grain size, both roughness and material removal rate decrease, suggesting that clogging occurs.
- -
- AE signals vary for different cutting conditions. A new methodology, based on chirplet transform, is proposed here to analyze the acoustic emission signals. It consists of resampling the signals, and filtering them with a homomorphous filter to decompose the signal into harmonic and non-harmonic components. Afterwards, chirplet transform is applied to the decomposed signals.
- -
- Two different experiments were compared: one in which the honing operation was correct (grain size 181 and density 45), and another one with clogging (grain size 91 and density 60). When clogging starts, in both harmonic and non-harmonic chirplet diagrams, the patterns become non-stable. In the harmonic pattern, main frequencies decrease with clogging, and the amplitude of the pattern decreases. The results show that it is possible to successfully apply the chirplet analysis to detect the incorrect working of the honing operation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Golloch, R.; Merker, G.P.; Kessen, U.; Brinkmann, S. Functional properties of microstructured cylinder liner surfaces for internal combustion engines. Tribotest J. 2005, 11, 307–324. [Google Scholar] [CrossRef]
- Deepak Lawrence, K.; Shanmugamani, R.; Ramamoorthy, B. Evaluation of image based Abbott–Firestone curve parameters using machine vision for the characterization of cylinder liner surface topography. Measurement 2014, 55, 318–334. [Google Scholar] [CrossRef]
- Lee, D.E.; Hwang, I.; Valente, C.M.O.; Oliveira, J.F.G.; Dornfeld, D.A. Precision manufacturing process monitoring with acoustic emission. In Condition Monitoring and Control for Intelligent Manufacturing; Wang, L., Gao, R.X., Eds.; Springer: London, UK, 2006; pp. 33–54. [Google Scholar]
- Ma, S.; Liu, Y.; Wang, Z.; Wang, Z.; Huang, R.; Xu, J.; Ma, S.; Liu, Y.; Wang, Z.; Wang, Z.; et al. The effect of honing angle and roughness height on the tribological performance of cunicr iron liner. Metals 2019, 9, 487. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Handbook of Surface and Nanometrology; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Petropoulos, G.P.; Pandazaras, C.N.; Davim, J.P. Surface texture characterization and evaluation related to machining. In Surface Integrity in Machining; Springer London: London, UK, 2010; pp. 37–66. [Google Scholar]
- ISO 13565-2:1996. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method; Surfaces Having Stratified Functional Properties—Part 2: Height Characterization Using the Linear Material Ratio Curve; ISO: Geneva, Switzerland, 1996; pp. 1–6.
- Feng, C.-X.; Wang, X.; Yu, Z. Neural networks modeling of honing surface roughness parameters defined by ISO 13565. J. Manuf. Syst. 2002, 21, 395–408. [Google Scholar] [CrossRef]
- Tribology and Dynamics of Engine and Powertrain: Fundamentals, Applications and Future Trends; Rahnejat, H., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2010. [Google Scholar]
- Computational Methods for Optimizing Manufacturing Technology: Models and Techniques; Davim, J.P., Ed.; Engineering Science Reference: Hershey, PA, USA, 2012. [Google Scholar]
- El Mansori, M.; Goeldel, B.; Sabri, L. Performance impact of honing dynamics on surface finish of precoated cylinder bores. Surf. Coat. Technol. 2013, 215, 334–339. [Google Scholar] [CrossRef]
- Szabo, O. Examination of material removal process in honing: EBSCOhost. Acta Tech. Corviniensis-Bull. Eng. 2014, 7, 35–38. [Google Scholar]
- Vrac, D.; Sidjanin, L.; Balos, S. The effect of honing speed and grain size on surface roughness and material removal rate during honing. Acta Polytech. Hung. 2014, 11, 163–175. [Google Scholar]
- Liu, Q.; Chen, X.; Gindy, N. Fuzzy pattern recognition of AE signals for grinding burn. Int. J. Mach. Tools Manuf. 2005, 45, 811–818. [Google Scholar] [CrossRef]
- Lee, W.K.; Ratnam, M.M.; Ahmad, Z.A. Detection of chipping in ceramic cutting inserts from workpiece profile during turning using fast Fourier transform (FFT) and continuous wavelet transform (CWT). Precis. Eng. 2017. [Google Scholar] [CrossRef]
- Câmara, M.A.; Abrão, A.M.; Campos Rubio, J.C.; Godoy, G.C.D.; Cordeiro, B.S. Determination of the critical undeformed chip thickness in micromilling by means of the acoustic emission signal. Precis. Eng. 2016, 46, 377–382. [Google Scholar] [CrossRef]
- Bifano, T.G.; Yi, Y. Acoustic emission as an indicator of material-removal regime in glass micro-machining. Precis. Eng. 1992, 14, 219–228. [Google Scholar] [CrossRef]
- Webb, A.R. Statistical Pattern Recognition, 2nd ed.; Wiley: Chichester, UK, 2003. [Google Scholar]
- Belsak, A.; Flasker, J. Wavelet analysis for gear crack identification. Eng. Fail. Anal. 2009, 16, 1983–1990. [Google Scholar] [CrossRef]
- El-Thalji, I.; Jantunen, E. Fault analysis of the wear fault development in rolling bearings. Eng. Fail. Anal. 2015, 57, 470–482. [Google Scholar] [CrossRef]
- Sejdić, E.; Djurović, I.; Jiang, J. Time–frequency feature representation using energy concentration: An overview of recent advances. Digit. Signal Process. 2009, 19, 153–183. [Google Scholar] [CrossRef]
- Kanthababu, M.; Shunmugam, M.S.; Singaperumal, M. Identification of significant parameters and appropriate levels in honing of cylinder liners. Int. J. Mach. Mach. Mater. 2009, 5, 80–96. [Google Scholar] [CrossRef]
- Auger, F.; Flandrin, P. Improving the readability of time-frequency and time-scale representations by the reassignment method. IEEE Trans. Signal Process. 1995, 43, 1068–1089. [Google Scholar] [CrossRef]
- Yang, Y.; Dong, X.J.; Peng, Z.K.; Zhang, W.M.; Meng, G. Vibration signal analysis using parameterized time–frequency method for features extraction of varying-speed rotary machinery. J. Sound Vib. 2015, 335, 350–366. [Google Scholar] [CrossRef]
- Tse, P.W.; Wang, D. The design of a new sparsogram for fast bearing fault diagnosis: Part 1 of the two related manuscripts that have a joint title as “Two automatic vibration-based fault diagnostic methods using the novel sparsity measurement—Parts 1 and 2”. Mech. Syst. Signal Process. 2013, 40, 499–519. [Google Scholar] [CrossRef]
- Bianchi, D.; Mayrhofer, E.; Gröschl, M.; Betz, G.; Vernes, A. Wavelet packet transform for detection of single events in acoustic emission signals. Mech. Syst. Signal Process. 2015, 64–65, 441–451. [Google Scholar] [CrossRef]
- Hariharan, G.; Kannan, K. Review of wavelet methods for the solution of reaction–diffusion problems in science and engineering. Appl. Math. Model. 2014, 38, 799–813. [Google Scholar] [CrossRef]
- Cohen, L. Generalized phase-space distribution functions. J. Math. Phys. 1966, 7, 781–786. [Google Scholar] [CrossRef]
- Ashino, R.; Nagase, M.; Vailllancourt, R. Gabor, wavelet and chirplet transforms in the study of pseudodifferential operators (structure of solutions for partial differential equations). Surikaisekikenkyusho Kokyuroku 1998, 1036, 23–45. [Google Scholar]
- Luo, J.; Yu, D.; Liang, M. Application of multi-scale chirplet path pursuit and fractional Fourier transform for gear fault detection in speed up and speed-down processes. J. Sound Vib. 2012, 331, 4971–4986. [Google Scholar] [CrossRef]
- Peng, F.; Yu, D.; Luo, J. Sparse signal decomposition method based on multi-scale chirplet and its application to the fault diagnosis of gearboxes. Mech. Syst. Signal Process. 2011, 25, 549–557. [Google Scholar] [CrossRef]
- FEPA 61/97—FEPA Standard for Superabrasives Grain Sizes; Federation of European Producers of Abrasives: Darmstadt, Germany, 1997.
- Chatterjee, S.; Chatterjee, R.; Pal, K.; Pal, S.; Pal, S.K. Accurate Detection of Weld Defects Using Chirplet Transform. In International Conference on Computer and Automation Engineering, 4th (ICCAE 2012); ASME: New York, NY, USA, 2012; pp. 49–54. [Google Scholar]
- DIN 2391-Seamless Precision Steel Tubes, for Lines, Construction and Riveting, Cold Drawn, Unalloyed; Dimensions; DIN: Berlin, Germany, 1988.
- ISO 6104:2005—Superabrasive Products—Rotating Grinding Tools with Diamond or Cubic Boron Nitride—General Survey, Designation and Multilingual Nomenclature; ISO: Geneva, Switzerland, 2005.
- Mann, S.; Haykin, S. The chirplet transform: physical considerations. IEEE Trans. Signal Process. 1995, 43, 2745–2761. [Google Scholar] [CrossRef]
- Li, X. A brief review: Acoustic emission method for tool wear monitoring during turning. Int. J. Mach. Tools Manuf. 2002, 42, 157–165. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Vivancos-Calvet, J.; Rodero-De-Lamo, L.; Marco-Almagro, L. Comparison between mathematical models for roughness obtained in test machine and in industrial machine in semifinish honing processes. Procedia Eng. 2015, 132, 545–552. [Google Scholar] [CrossRef][Green Version]
- Sivatte-Adroer, M.; Llanas-Parra, X.; Buj-Corral, I.; Vivancos-Calvet, J. Indirect model for roughness in rough honing processes based on artificial neural networks. Precis. Eng. 2016, 43, 505–513. [Google Scholar] [CrossRef]
- Lei, X.; Song, H.; Xue, Y.; Li, J.; Zhou, J.; Duan, M. Method for cylindricity error evaluation using Geometry Optimization Searching Algorithm. Measurement 2011, 44, 1556–1563. [Google Scholar] [CrossRef]
- Bell, S.B.; Maden, H.; Needham, G. The influence of grit size and stone pressure on honing. Precis. Eng. 1981, 3, 47. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Vivancos-Calvet, J.; Coba-Salcedo, M. Modelling of surface finish and material removal rate in rough honing. Precis. Eng. 2014, 38, 100–108. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Rodero-De-Lamo, L.; Marco-Almagro, L. Use of results from honing test machines to determine roughness in industrial honing machines. J. Manuf. Process. 2017, 28, 60–69. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Álvarez-Flórez, J.; Domínguez-Fernández, A. Acoustic emission analysis for the detection of appropriate cutting operations in honing processes. Mech. Syst. Signal Process. 2018, 99, 873–885. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | GS | DE |
|---|---|---|
| 1 | 181 | 60 |
| 2 | 181 | 45 |
| 3 | 181 | 30 |
| 4 | 126 | 60 |
| 5 | 126 | 45 |
| 6 | 126 | 30 |
| 7 | 91 | 60 |
| 8 | 91 | 45 |
| 9 | 91 | 30 |
| Experiment | Ra (μm) | Rz (μm) | Rk (μm) | Rpk (μm) | Rvk (μm) | Mr1 (%) | Mr2 (%) | Sa (μm) | Sz (μm) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 3.02 | 18.02 | 9.17 | 4.79 | 3.67 | 10.78 | 89.50 | 3.27 | 27.82 |
| 2 | 2.79 | 16.57 | 8.73 | 4.02 | 3.65 | 11.28 | 89.37 | 2.77 | 23.48 |
| 3 | 2.54 | 15.45 | 7.85 | 4.09 | 2.71 | 12.35 | 91.20 | 2.61 | 22.89 |
| 4 | 1.93 | 12.64 | 5.89 | 2.87 | 2.47 | 10.71 | 88.17 | 2.00 | 17.70 |
| 5 | 1.66 | 10.90 | 5.06 | 2.45 | 2.38 | 9.59 | 88.70 | 1.76 | 15.37 |
| 6 | 1.94 | 12.44 | 5.85 | 2.81 | 2.77 | 10.72 | 89.46 | 1.93 | 18.35 |
| 7 | 0.97 | 6.58 | 2.86 | 1.27 | 1.32 | 9.89 | 87.94 | 0.97 | 10.93 |
| 8 | 1.80 | 11.66 | 5.43 | 2.80 | 2.31 | 11.78 | 89.15 | 1.76 | 15.71 |
| 9 | 1.81 | 11.67 | 5.61 | 2.62 | 2.00 | 11.40 | 90.05 | 1.91 | 15.74 |
| Experiment | Qm (cm/min) | Qp (cm3/min) |
|---|---|---|
| 1 | 0.35 | 0.0008 |
| 2 | 0.26 | 0.0008 |
| 3 | 0.20 | 0.0006 |
| 4 | 0.19 | 0.0001 |
| 5 | 0.23 | 0.0002 |
| 6 | 0.15 | 0.0002 |
| 7 | 0.15 | 0.0002 |
| 8 | 0.24 | 0.0005 |
| 9 | 0.21 | 0.0006 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buj-Corral, I.; Álvarez-Flórez, J.; Domínguez-Fernández, A. Effect of Grain Size and Density of Abrasive on Surface Roughness, Material Removal Rate and Acoustic Emission Signal in Rough Honing Processes. Metals 2019, 9, 860. https://doi.org/10.3390/met9080860
Buj-Corral I, Álvarez-Flórez J, Domínguez-Fernández A. Effect of Grain Size and Density of Abrasive on Surface Roughness, Material Removal Rate and Acoustic Emission Signal in Rough Honing Processes. Metals. 2019; 9(8):860. https://doi.org/10.3390/met9080860
Chicago/Turabian StyleBuj-Corral, Irene, Jesús Álvarez-Flórez, and Alejandro Domínguez-Fernández. 2019. "Effect of Grain Size and Density of Abrasive on Surface Roughness, Material Removal Rate and Acoustic Emission Signal in Rough Honing Processes" Metals 9, no. 8: 860. https://doi.org/10.3390/met9080860
APA StyleBuj-Corral, I., Álvarez-Flórez, J., & Domínguez-Fernández, A. (2019). Effect of Grain Size and Density of Abrasive on Surface Roughness, Material Removal Rate and Acoustic Emission Signal in Rough Honing Processes. Metals, 9(8), 860. https://doi.org/10.3390/met9080860