Fatigue Behavior of Non-Optimized Laser-Cut Medical Grade Ti-6Al-4V-ELI Sheets and the Effects of Mechanical Post-Processing



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
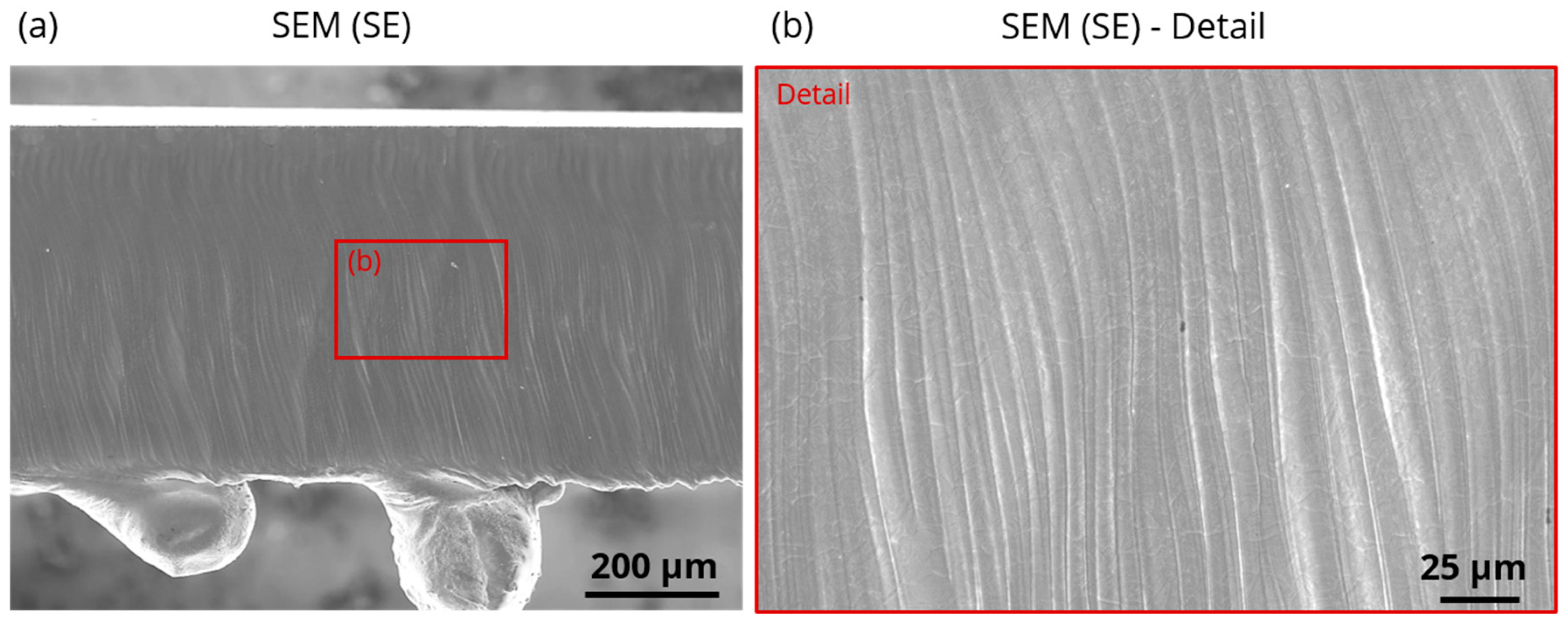
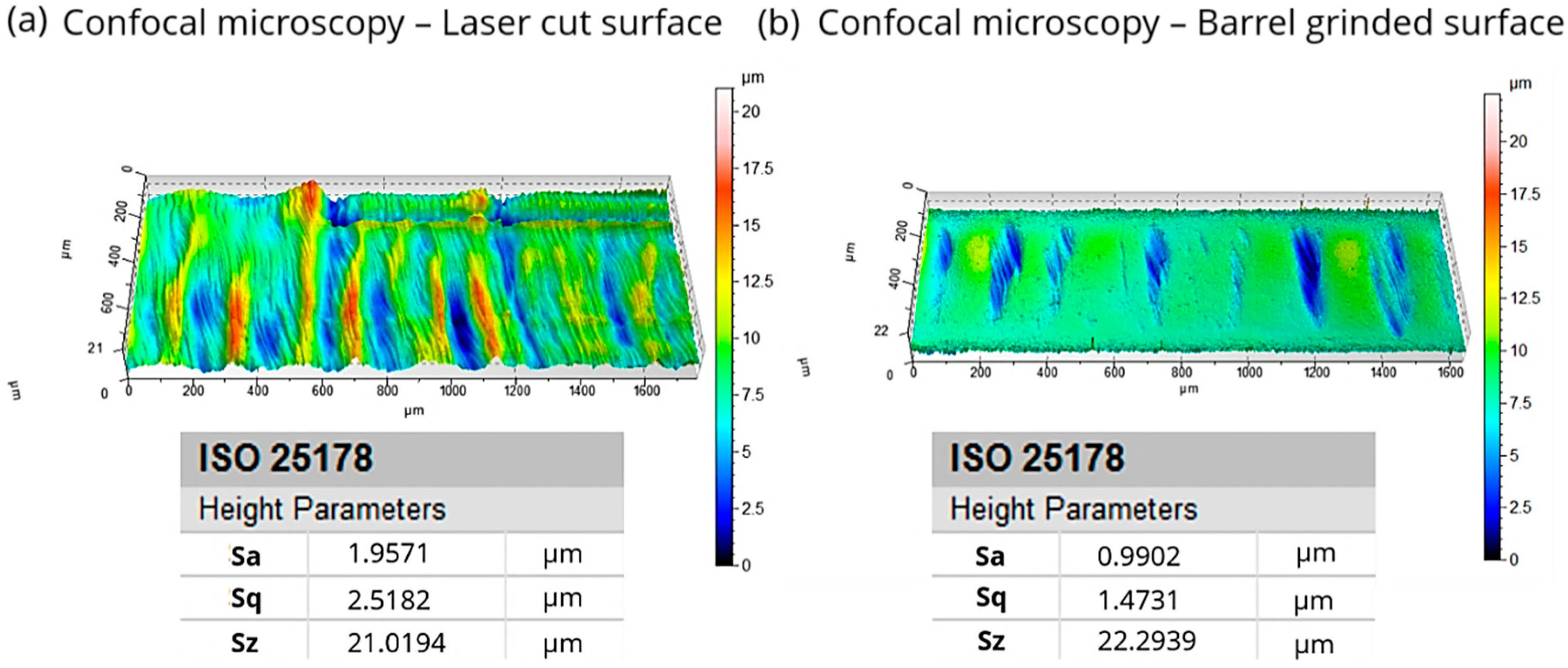
3.1. Surface Quality
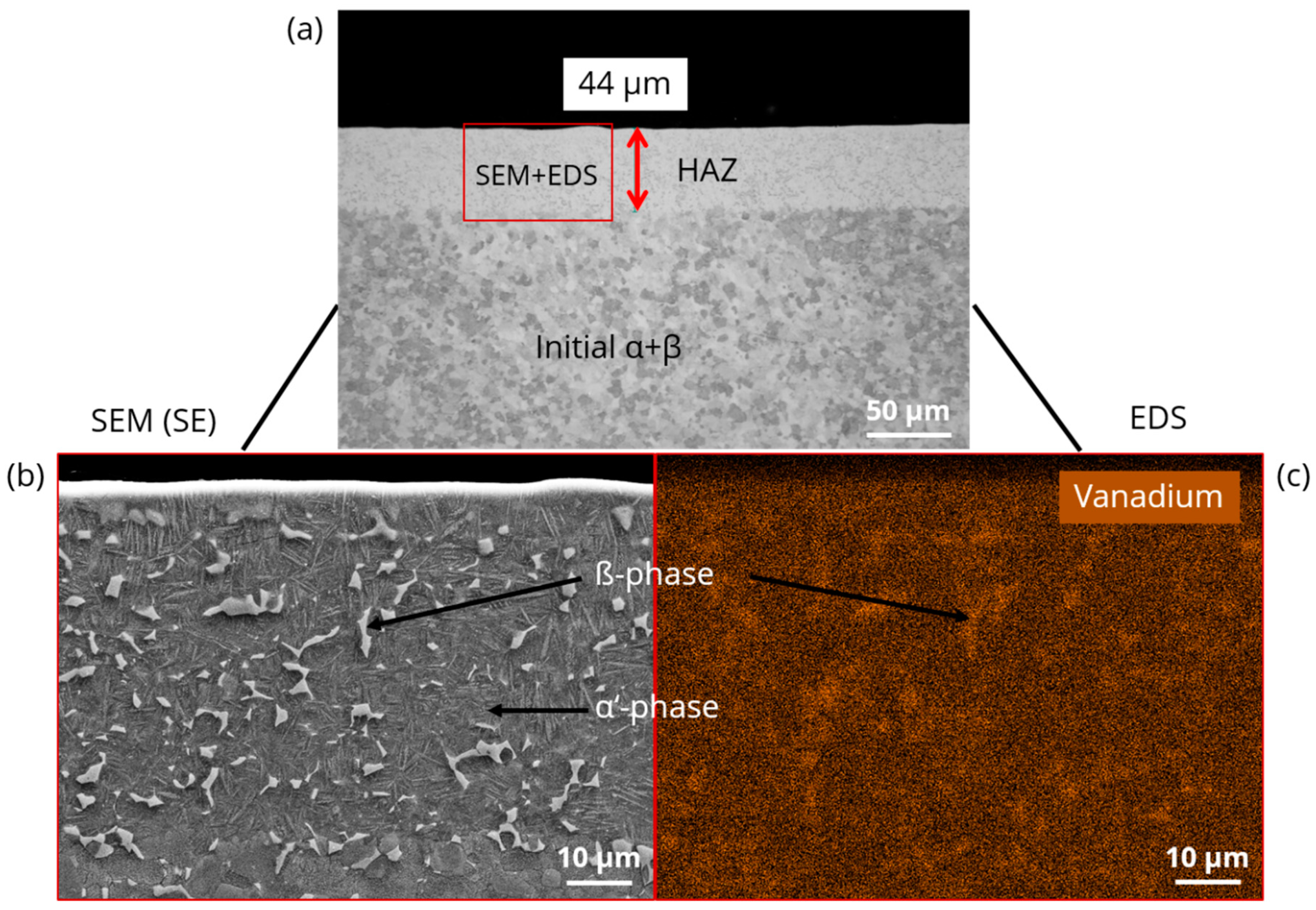
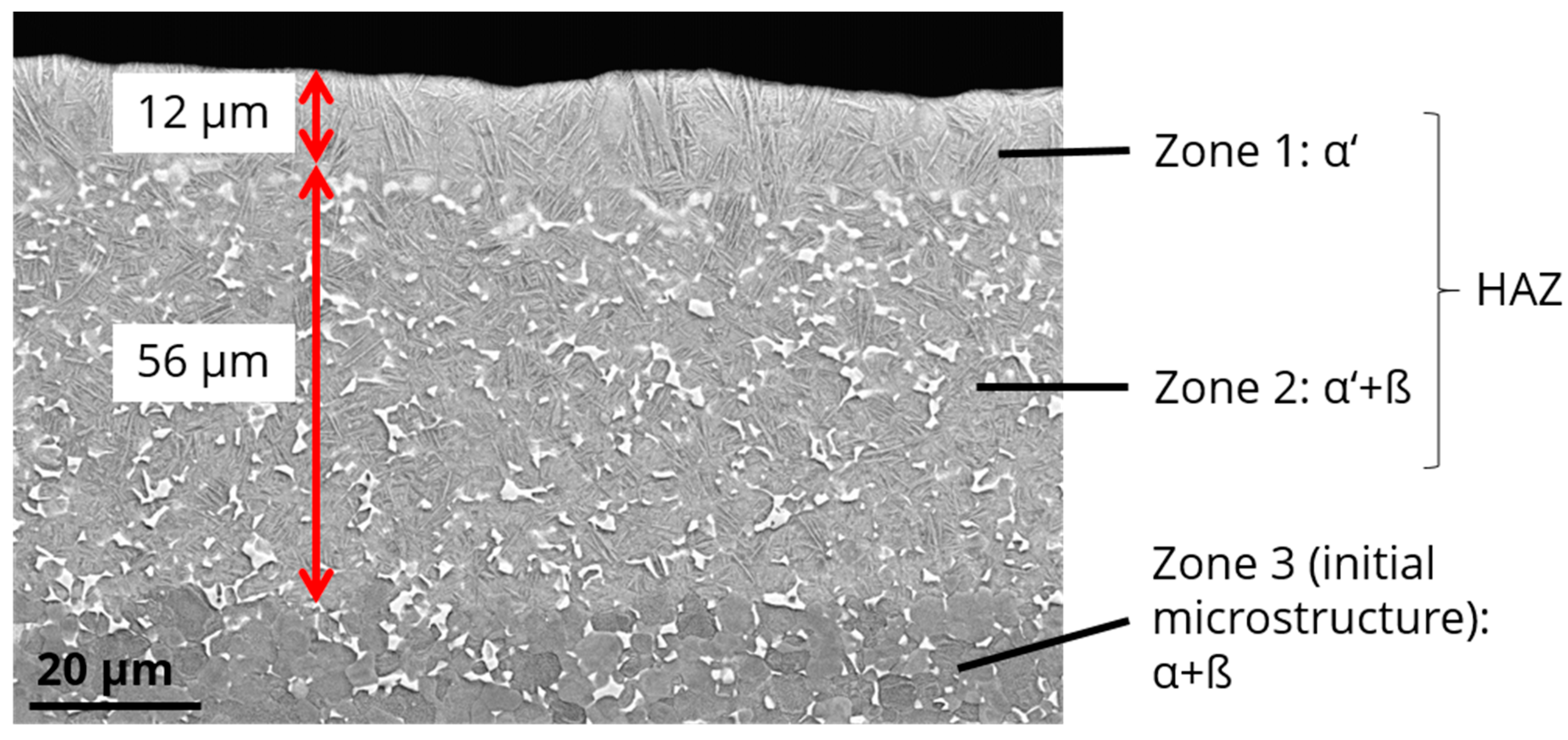
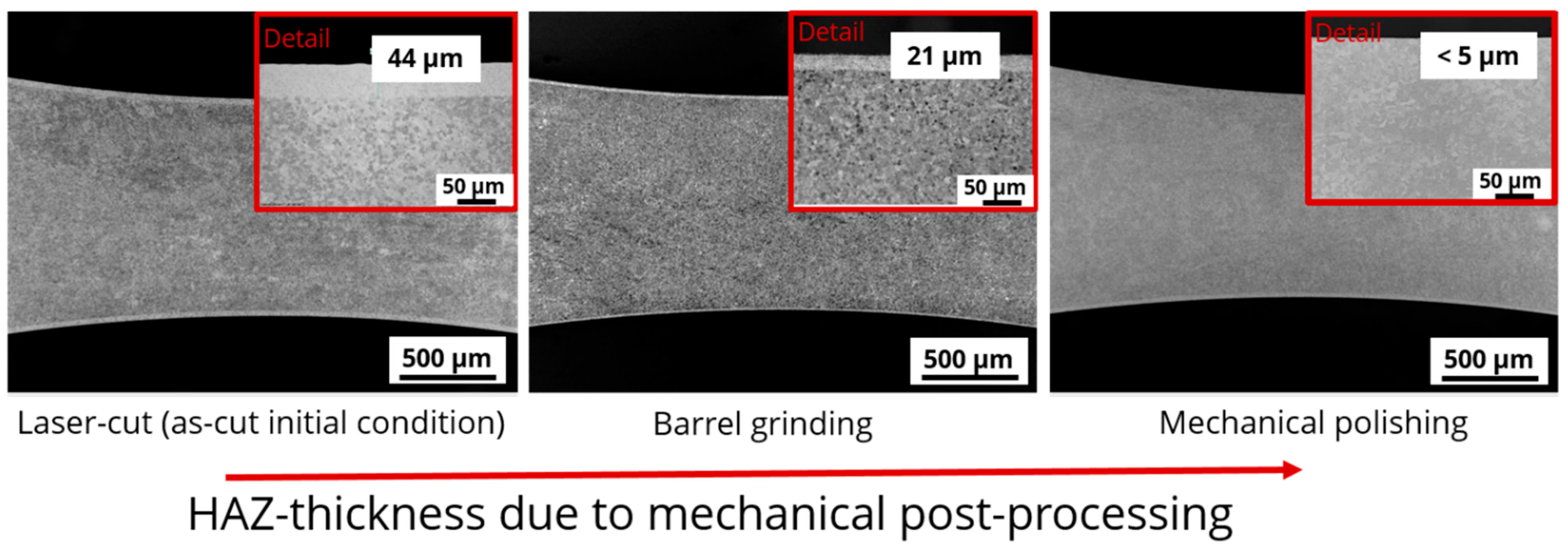
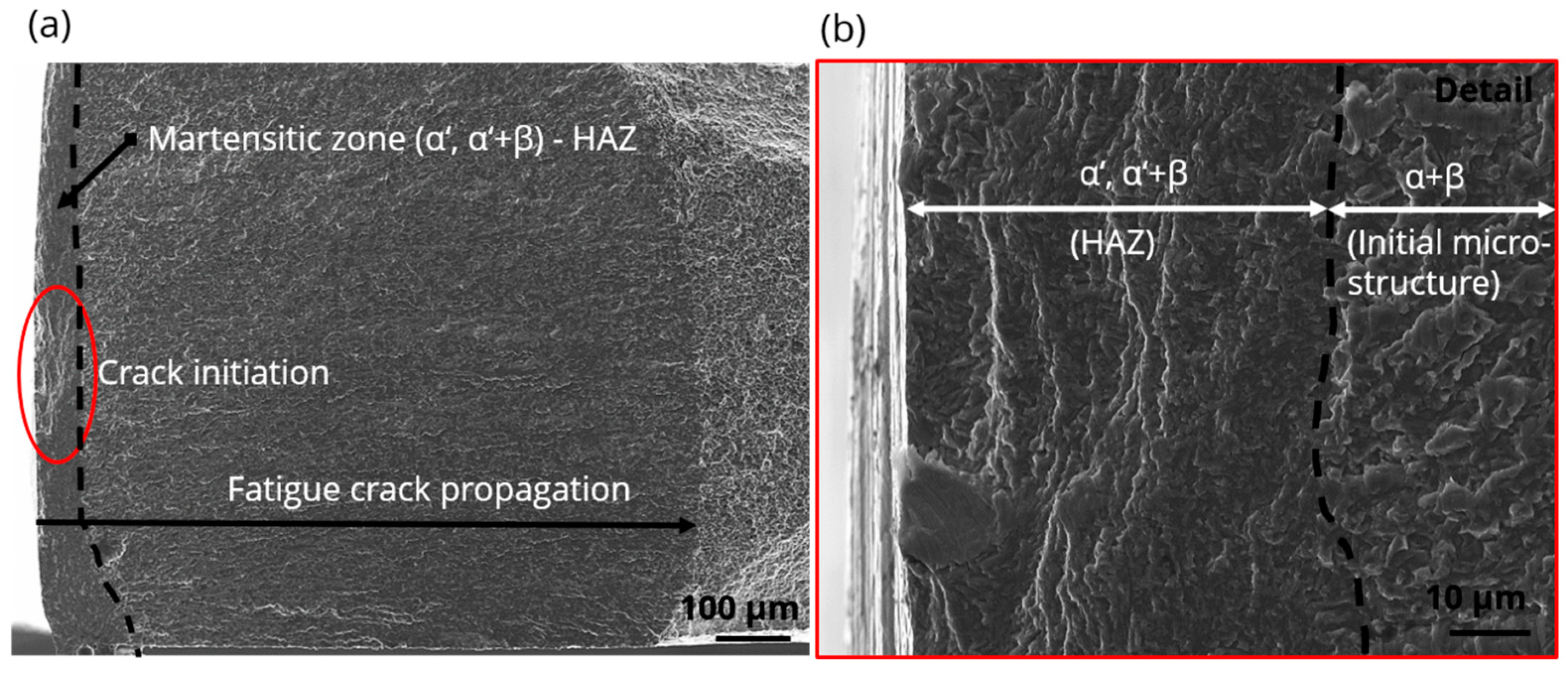
3.2. Microstructural Development of the Heat-Affected Zone (HAZ)
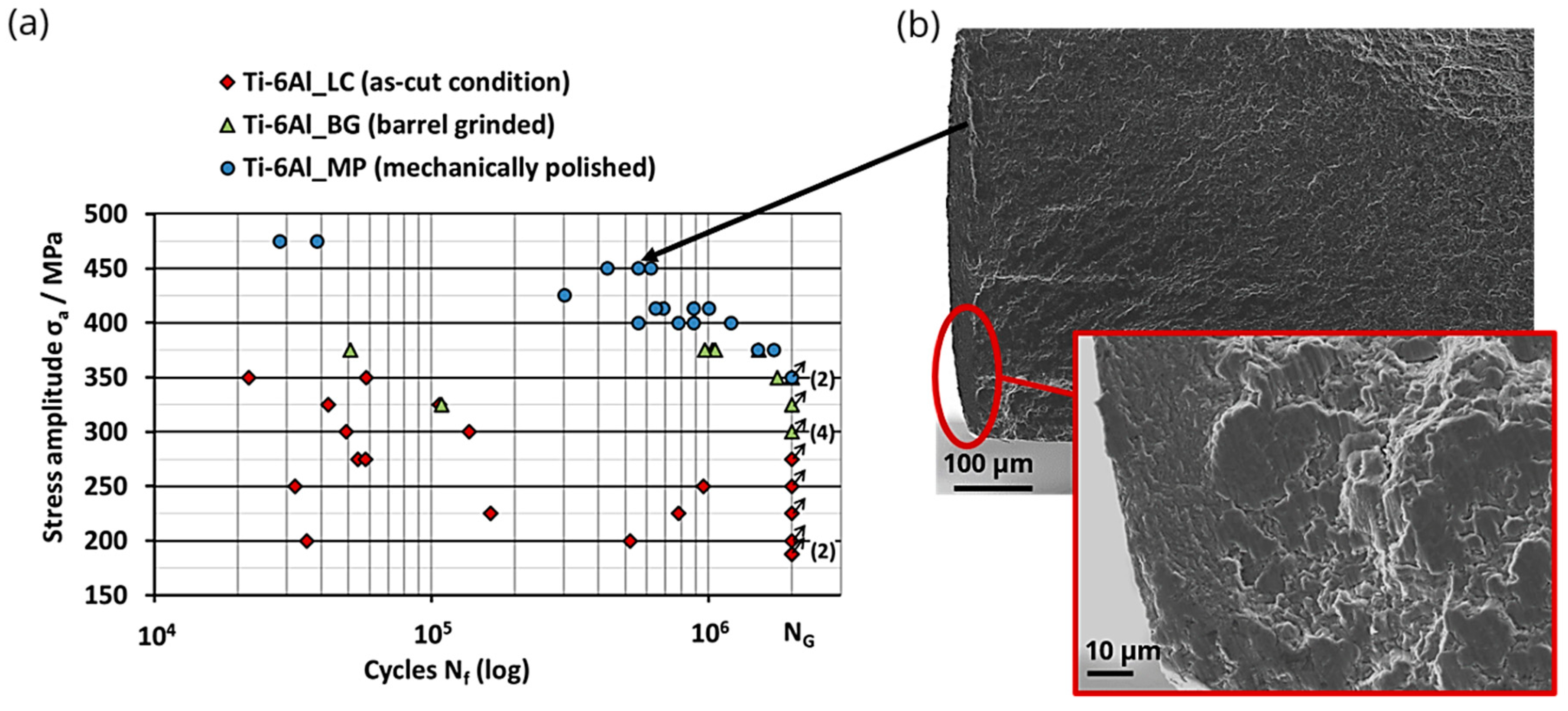
3.3. Fatigue Results and Crack Initiation
4. Conclusions
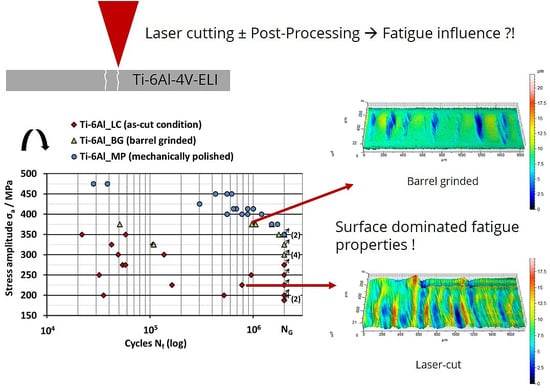
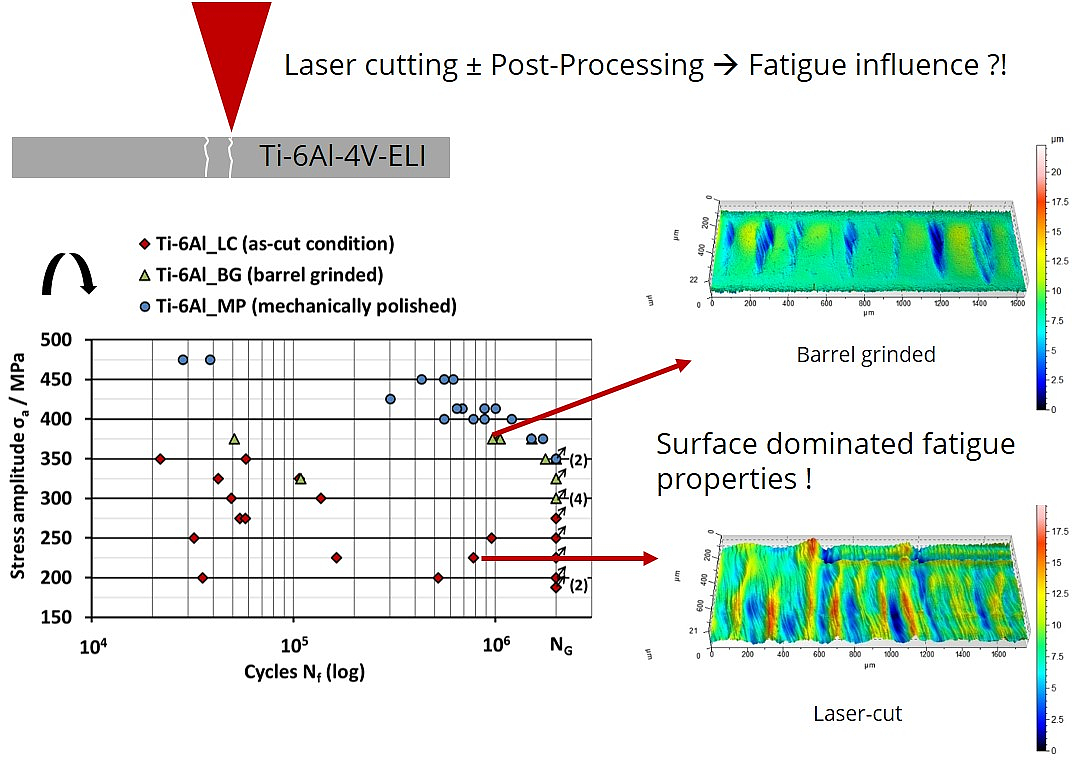
- The surface relief introduced by the non-optimized laser-cutting influences the fatigue behavior of Ti-6Al-4V-ELI significantly. For the process parameters featured in this study, fatigue strength of the as-cut condition results in a drastic decrease of the fatigue strength compared to the additionally surface-treated condition. However, the difference in fatigue strength observed in this study will be controllable by optimizing the laser-cutting parameters.
- The main reason for the superior fatigue strength of the post-processed conditions is a minimized surface roughness, which in turn is responsible for higher resistance against fatigue crack initiation on macro- and micro-notches originally caused by the laser-cutting.
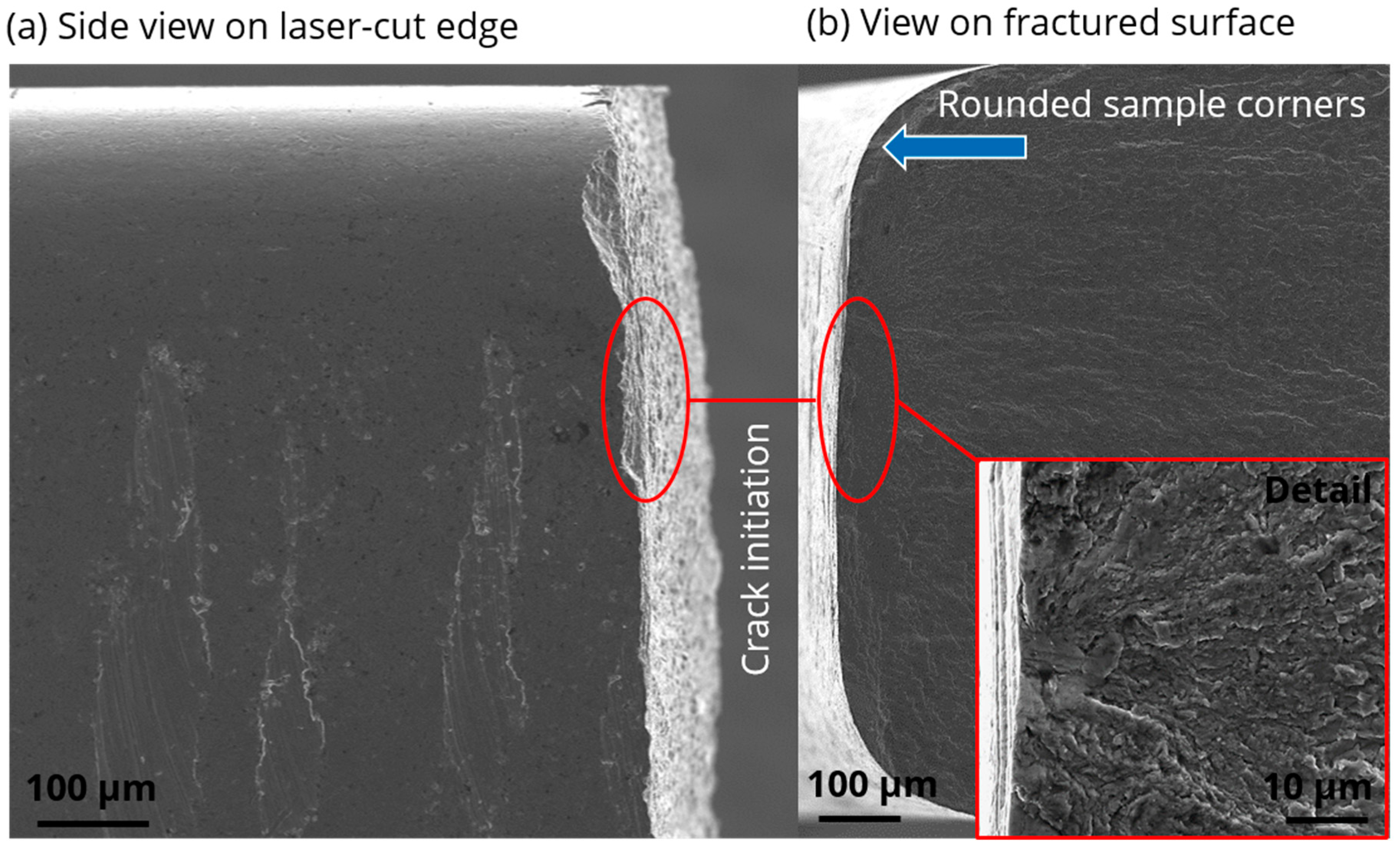
- The process of barrel-grinding after the laser-cutting was effective but revealed retained surface roughness in the center area of the cutting edges, which acts as preferred crack initiation sites compared to the particularly rounded sample corners.
- Mechanically polished samples always failed at or near the sample corners, which is caused by a stress concentration on these sites.
- The HAZ consisting of martensitic α’ and β along distinctive surface and subsurface zones was analyzed and does not play a significant role in early fatigue failure, which instead was dominated by the surface roughness. Nevertheless, the applied mechanical post-processing led to an almost complete removal of the HAZ.
- To avoid early fatigue failure in the application, an optimization of the laser-cutting parameters is crucial in order to obtain better surface quality. This allows the required post-processing to improve the surface roughness further and, therefore, the fatigue strength. However, both processes, laser-cutting and mechanical post-processing, have to be optimized in the dependence of the specific alloy composition and fatigue behavior of Ti-6Al-4V-ELI.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys. Fundamentals and Applications, 1st ed.; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin, Germany, 2007. [Google Scholar]
- Bache, M. Processing titanium alloys for optimum fatigue performance. Int. J. Fatigue 1999, 21, 105–111. [Google Scholar] [CrossRef]
- Chandravanshi, V.; Prasad, K.; Singh, V.; Bhattacharjee, A.; Kumar, V. Effects of α+β phase deformation on microstructure, fatigue and dwell fatigue behavior of a near alpha titanium alloy. Int. J. Fatigue 2016, 91, 100–109. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Steen, W.M. Laser Material Processing, 3rd ed.; Springer: London, UK, 2003. [Google Scholar]
- Davim, J.P. Lasers in Manufacturing; Wiley-VCH: Chichester, UK, 2013. [Google Scholar]
- Yilbas, B.S. The Laser Cutting Process. Analysis and Applications; Elsevier Science: San Diego, CA, USA, 2017. [Google Scholar]
- da Silva, P.S.C.P.; Campanelli, L.C.; Escobar Claros, C.A.; Ferreira, T.; Oliveira, D.P.; Bolfarini, C. Prediction of the surface finishing roughness effect on the fatigue resistance of Ti-6Al-4V ELI for implants applications. Int. J. Fatigue 2017, 103, 258–263. [Google Scholar] [CrossRef]
- Pessoa, D.F.; Herwig, P.; Wetzig, A.; Zimmermann, M. Influence of surface condition due to laser beam cutting on the fatigue behavior of metastable austenitic stainless steel AISI 304. Eng. Fract. Mech. 2017, 185, 227–240. [Google Scholar] [CrossRef]
- Reck, A.; Pilz, S.; Calin, M.; Gebert, A.; Zimmermann, M. Fatigue properties of a new generation ß-type Ti-Nb alloy for osteosynthesis with an industrial standard surface condition. Int. J. Fatigue 2017, 103, 147–156. [Google Scholar] [CrossRef]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental investigation and 3D finite element prediction of the heat affected zone during laser assisted machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Eylon, D.; Pierce, C.M. Effect of microstructure on notch fatigue properties of Ti-6Al-4V. Metall. Trans. A 1976, 7, 111–121. [Google Scholar] [CrossRef]
- Stráský, J.; Janeček, M.; Harcuba, P.; Bukovina, M.; Wagner, L. The effect of microstructure on fatigue performance of Ti-6Al-4V alloy after EDM surface treatment for application in orthopaedics. J. Mech. Behav. Biomed. Mater. 2011, 4, 1955–1962. [Google Scholar] [CrossRef]
- Sonntag, R.; Reinders, J.; Gibmeier, J.; Kretzer, J.P. Fatigue performance of medical Ti6Al4V alloy after mechanical surface treatments. PLoS ONE 2015, 10, e0121963. [Google Scholar] [CrossRef] [PubMed]
- Nalla, R.K.; Altenberger, I.; Noster, U.; Liu, G.Y.; Scholtes, B.; Ritchie, R.O. On the influence of mechanical surface treatments—deep rolling and laser shock peening—on the fatigue behavior of Ti–6Al–4V at ambient and elevated temperatures. Mater. Sci. Eng. A 2003, 355, 216–230. [Google Scholar] [CrossRef]
- Nie, X.; He, W.; Zhou, L.; Li, Q.; Wang, X. Experiment investigation of laser shock peening on TC6 titanium alloy to improve high cycle fatigue performance. Mater. Sci. Eng. A 2014, 594, 161–167. [Google Scholar] [CrossRef]
- Guilherme, A.S.; Henriques, G.E.P.; Zavanelli, R.A.; Mesquita, M.F. Surface roughness and fatigue performance of commercially pure titanium and Ti-6Al-4V alloy after different polishing protocols. J. Prosthet. Dent. 2005, 93, 378–385. [Google Scholar] [CrossRef]
- Arif, A.F.M.; Yilbas, B.S. Thermal stress developed during the laser cutting process: Consideration of different materials. Int. J. Adv. Manuf. Technol. 2008, 37, 698–704. [Google Scholar] [CrossRef]
- Sharma, A.; Yadava, V. Experimental analysis of Nd-YAG laser cutting of sheet materials—A review. Opt. Laser Technol. 2018, 98, 264–280. [Google Scholar] [CrossRef]
- Sheng, P.S.; Joshi, V.S. Analysis of heat-affected zone formation for laser cutting of stainless steel. J. Mater. Process. Technol. 1995, 53, 879–892. [Google Scholar] [CrossRef]
- Tamilarasan, A.; Rajamani, D. Multi-response optimization of Nd:YAG laser cutting parameters of Ti-6Al-4V superalloy sheet. J. Mech. Sci. Technol. 2017, 31, 813–821. [Google Scholar] [CrossRef]
- Pandey, A.K.; Dubey, A.K. Modeling and optimization of kerf taper and surface roughness in laser cutting of titanium alloy sheet. J. Mech. Sci. Technol. 2013, 27, 2115–2124. [Google Scholar] [CrossRef]
- Mower, T.M. Degradation of titanium 6Al–4V fatigue strength due to electrical discharge machining. Int. J. Fatigue 2014, 64, 84–96. [Google Scholar] [CrossRef]
- Carrion, P.E.; Shamsaei, N.; Daniewicz, S.R.; Moser, R.D. Fatigue behavior of Ti-6Al-4V ELI including mean stress effects. Int. J. Fatigue 2017, 99, 87–100. [Google Scholar] [CrossRef]
- Morita, T.; Tanaka, S.; Ninomiya, S. Improvement in fatigue strength of notched Ti-6Al-4V alloy by short-time heat treatment. Mater. Sci. Eng. A 2016, 669, 127–133. [Google Scholar] [CrossRef]
- Akahori, T.; Niinomi, M. Fracture characteristics of fatigued Ti–6Al–4V ELI as an implant material. Mater. Sci. Eng. A 1998, 243, 237–243. [Google Scholar] [CrossRef]
- Wu, G.Q.; Shi, C.L.; Sha, W.; Sha, A.X.; Jiang, H.R. Effect of microstructure on the fatigue properties of Ti–6Al–4V titanium alloys. Mater. Des. 2013, 46, 668–674. [Google Scholar] [CrossRef]
- Papakyriacou, M. Effects of surface treatments on high cycle corrosion fatigue of metallic implant materials. Inter. J. Fatigue 2000, 22, 873–886. [Google Scholar] [CrossRef]
- Roach, M.D.; Williamson, R.S.; Zardiackas, L.D. Comparison of the corrosion fatigue characteristics of CP Ti-Grade 4, Ti-6Al-4V ELI, Ti-6Al-7Nb, and Ti-15Mo. J. ASTM Int. 2005, 2, 12786. [Google Scholar] [CrossRef]
- Gao, X.-L.; Zhang, L.-J.; Liu, J.; Zhang, J.-X. Porosity and microstructure in pulsed Nd:YAG laser welded Ti6Al4V sheet. J. Mater. Process. Technol. 2014, 214, 1316–1325. [Google Scholar] [CrossRef]
- Hong, K.-M.; Shin, Y.C. Analysis of microstructure and mechanical properties change in laser welding of Ti6Al4V with a multiphysics prediction model. J. Mater. Process. Technol. 2016, 237, 420–429. [Google Scholar] [CrossRef]
- Xu, P.-q.; Li, L.; Zhang, C. Microstructure characterization of laser welded Ti-6Al-4V fusion zones. Mater. Charact. 2014, 87, 179–185. [Google Scholar] [CrossRef]
- Factory certification of RTI International Metals Inc., Ingot-No.: 9711830.
- Shanjin, L.; Yang, W. An investigation of pulsed laser cutting of titanium alloy sheet. Opt. Lasers Eng. 2006, 44, 1067–1077. [Google Scholar] [CrossRef]
- Rowe, W.B. Principles of Modern Grinding Technology; William Andrew: Oxford, UK, 2009. [Google Scholar]
- Yang, S.; Li, W. Surface Finishing Theory and New Technology; Springer: Berlin, Germany, 2018. [Google Scholar]
- Schijve, J. Fatigue of Structures and Materials; Springer: Dordrecht, The Netherlands, 2009. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Parameters | Laser Power | Cutting Speed | Spot Size | Laser Beam Quality | Cutting Gas | Nozzle | Focal Distance |
|---|---|---|---|---|---|---|---|
| Used parameter set | 3 kW (λ = 1035 nm) | 25 m/min | 150 µm (Focal spot on the surface) | M2 = 14 | Argon (6 bar) | Single head-Conical (2.0 mm) | 6 inch |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reck, A.; Zeuner, A.T.; Zimmermann, M. Fatigue Behavior of Non-Optimized Laser-Cut Medical Grade Ti-6Al-4V-ELI Sheets and the Effects of Mechanical Post-Processing. Metals 2019, 9, 843. https://doi.org/10.3390/met9080843
Reck A, Zeuner AT, Zimmermann M. Fatigue Behavior of Non-Optimized Laser-Cut Medical Grade Ti-6Al-4V-ELI Sheets and the Effects of Mechanical Post-Processing. Metals. 2019; 9(8):843. https://doi.org/10.3390/met9080843
Chicago/Turabian StyleReck, André, André Till Zeuner, and Martina Zimmermann. 2019. "Fatigue Behavior of Non-Optimized Laser-Cut Medical Grade Ti-6Al-4V-ELI Sheets and the Effects of Mechanical Post-Processing" Metals 9, no. 8: 843. https://doi.org/10.3390/met9080843
APA StyleReck, A., Zeuner, A. T., & Zimmermann, M. (2019). Fatigue Behavior of Non-Optimized Laser-Cut Medical Grade Ti-6Al-4V-ELI Sheets and the Effects of Mechanical Post-Processing. Metals, 9(8), 843. https://doi.org/10.3390/met9080843