Aging Phenomena during In-Service Creep Exposure of Heat-Resistant Steels

 ,
, 
 ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Tensile Properties
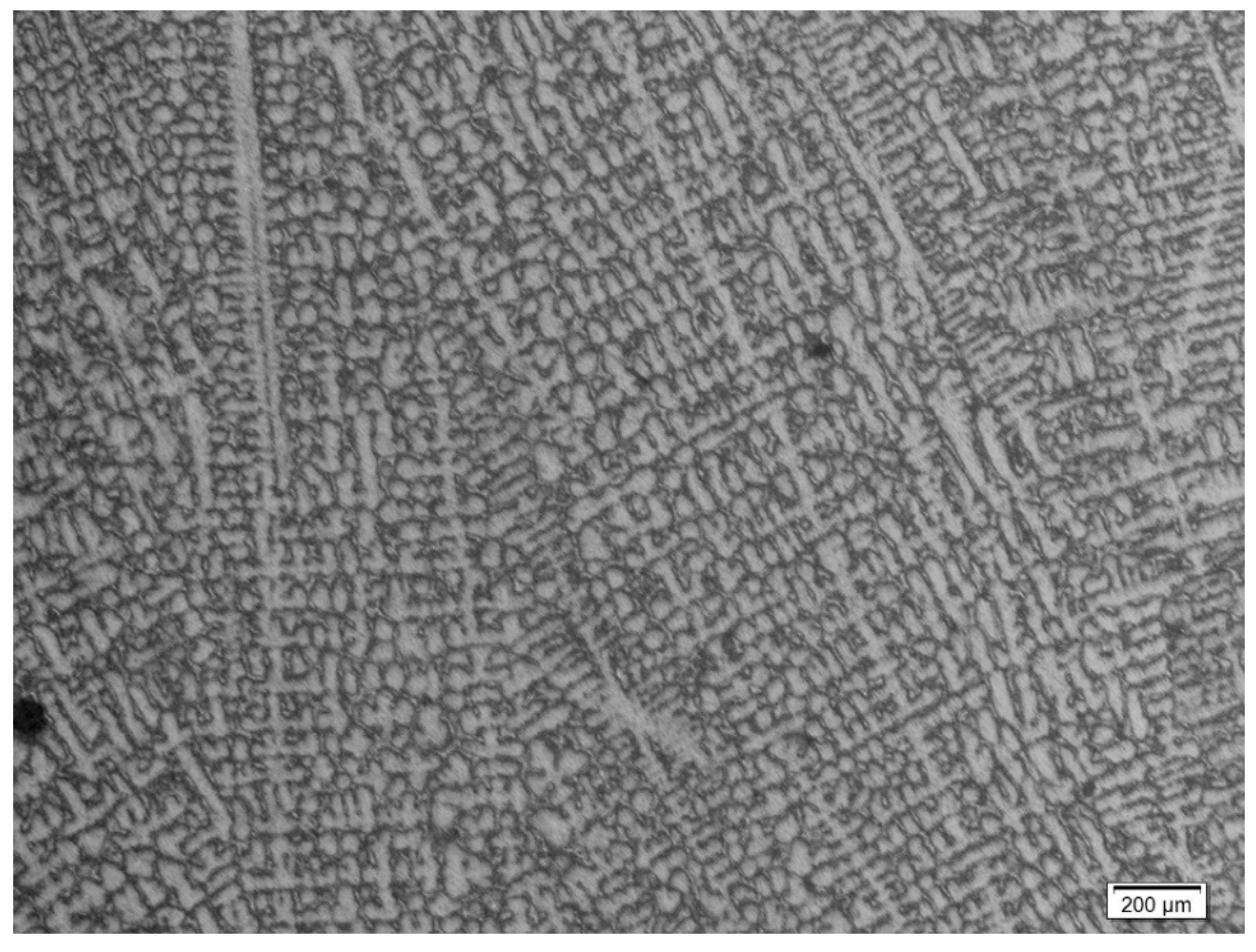
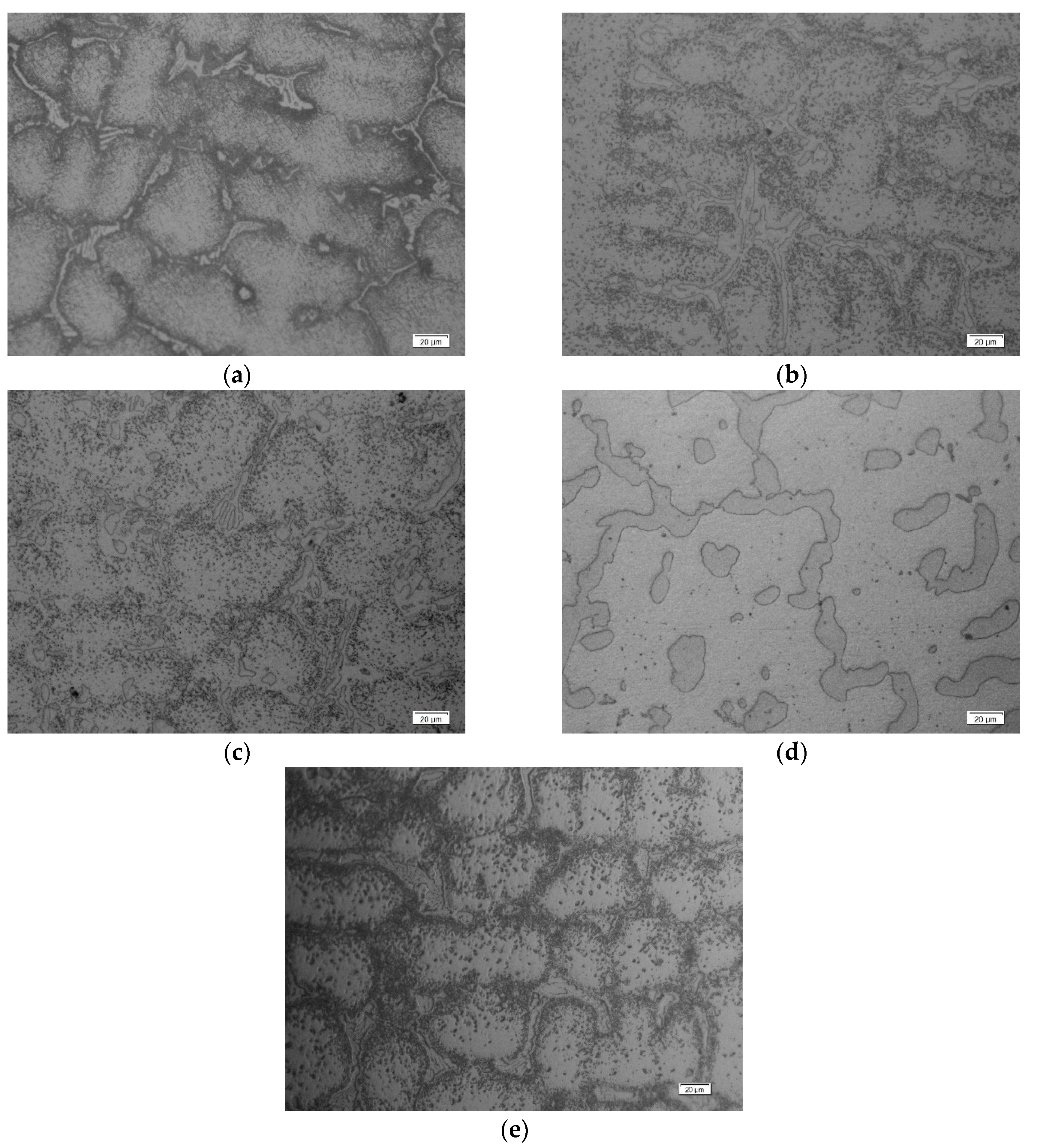
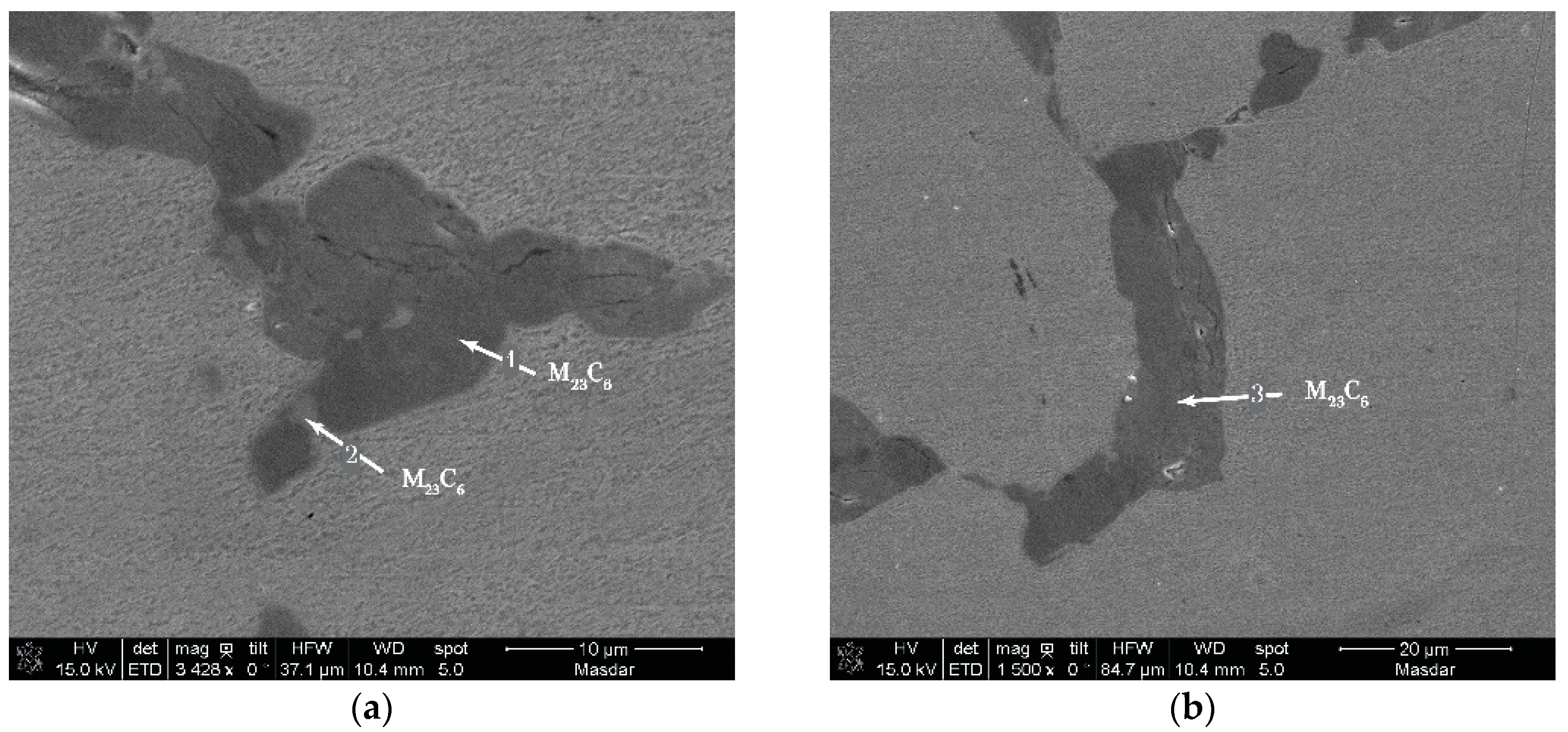
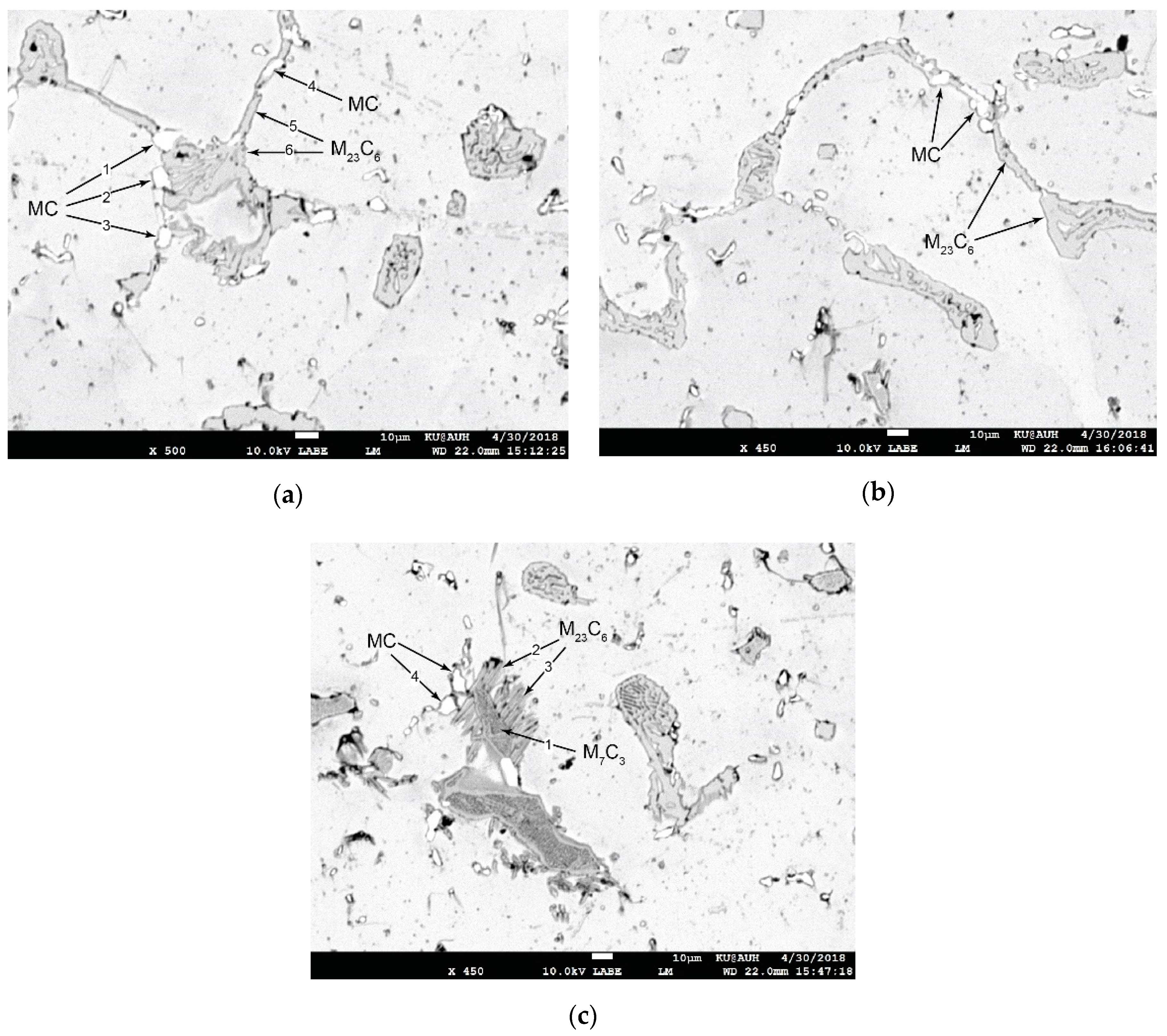
3.2. Microstructure Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Barbabela, G.D.; de Almeida, L.H.; da Silveira, T.L.; Le May, I. Role of Nb in modifying the microstructure of heat-resistant cast HP steel. Mater. Charact. 1991, 26, 193–197. [Google Scholar] [CrossRef]
- Alessio, D.; Gonzalez, G.; Pirrone, V.F.; Iurman, L.; Moro, L. Variation of Creep Properties in HP Steel by Influence of Temperature. Proc. Mater. Sci. 2012, 1, 104–109. [Google Scholar] [CrossRef][Green Version]
- API. Calculation of Heater Tube Thickness in Petroleum Refineries: API Recommended Practice 530, 3rd ed.; API: Washington, DC, USA, 1988. [Google Scholar]
- Attarian, M.; Taheri, A.K. Microstructural evolution in creep aged of directionally solidified heat resistant HP-Nb steel alloyed with tungsten and nitrogen. Mater. Sci. Eng. A 2016, 659, 104–118. [Google Scholar] [CrossRef]
- Ray, A.K.; Roy, N.; Raj, A.; Roy, B.N. Structural integrity of service exposed primary reformer tube in a petrochemical industry. Int. J. Pres. Ves. Pip. 2016, 137, 46–57. [Google Scholar] [CrossRef]
- Alvino, A.; Lega, D.; Giacobbe, F.; Mazzocchi, V.; Rinaldi, A. Damage characterization in two reformer heater tubes after nearly 10 years of service at different operative and maintenance conditions. Eng. Fail. Anal. 2010, 17, 1526–1541. [Google Scholar] [CrossRef]
- Bonaccorsi, L.; Guglielmino, E.; Pino, R.; Servetto, C.; Sili, A. Damage analysis in Fe–Cr–Ni centrifugally cast alloy tubes for reforming furnaces. Eng. Fail. Anal. 2014, 36, 65–74. [Google Scholar] [CrossRef]
- Gong, J.-M.; Tu, S.-T.; Yoon, K.-B. Damage assessment and maintenance strategy ofhydrogen reformer furnace tubes. Eng. Fail. Anal. 1999, 6, 143–153. [Google Scholar] [CrossRef]
- Lee, J.H.; Yang, W.J.; Yoo, W.D.; Cho, K.S. Microstructural and mechanical property changes in HK40 reformer tubes after long term use. Eng. Fail. Anal. 2009, 16, 1883–1888. [Google Scholar] [CrossRef]
- Ray, A.K.; Kumar, S.; Krishna, G.; Gunjan, M.; Goswami, B.; Bose, S.C. Microstructural studies and remnant life assessment of eleven years service exposed reformer tube. Mater. Sci. Eng. A 2011, 529, 102–112. [Google Scholar] [CrossRef]
- Pan, J.-H.; Chen, Z.; Fan, Z.-C.; Wu, Y.-C. An experimental investigation on manifold failure and material deterioration. Int. J. Pres. Ves. Pip. 2018, 162, 1–10. [Google Scholar] [CrossRef]
- Ray, A.K.; Sinha, S.K.; Tiwari, Y.N.; Swaminathan, J.; Das, G.; Chaudhuri, S.; Singh, R. Analysis of failed reformer tubes. Eng. Fail. Anal. 2003, 10, 351–362. [Google Scholar] [CrossRef]
- Monobe, L.S.; Schön, C.G. Characterization of the cold ductility degradation after aging in centrifugally cast 20Cr32Ni+Nb alloy tube. Int. J. Pres. Ves. Pip. 2009, 86, 207–210. [Google Scholar] [CrossRef]
- Kenik, E.A.; Maziasz, P.J.; Swindeman, R.W.; Cervenka, J.; May, D. Structure and phase stability in a cast modified-HP austenite after long-term ageing. Scr. Mater. 2003, 49, 117–122. [Google Scholar] [CrossRef]
- De Almeida, L.H.; Ribeiro, A.F.; Le May, I. Microstructural characterization of modified 25Cr–35Ni centrifugally cast steel furnace tubes. Mater. Charact. 2002, 49, 219–229. [Google Scholar] [CrossRef]
- ISO 6892-1:2016. Metallic Materials—Tensile testing—Part 1: Method of Test at Room; International Organization for Standardization: Geneva, Switzerland, 2016.
- De Almeida Soares, G.D.; de Almeida, L.H.; da Silveira, T.L.; Le May, I. Niobium additions in HP heat-resistant cast stainless steels. Mater. Charact. 1992, 29, 387–396. [Google Scholar] [CrossRef]
- Swaminathan, J.; Guguloth, K.; Gunjan, M.; Roy, P.; Ghosh, R. Failure analysis and remaining life assessment of service exposed primary reformer heater tubes. Eng. Fail. Anal. 2008, 15, 311–331. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | T (°C) | t (y) | C | Si | Mn | P | S | Cr | Ni | Nb | Mo | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| L | 830 | 11 | 0.49 | 2 | 0.80 | 0.01 | 0.01 | 25.7 | 33.6 | 0.93 | 0.18 | - | B |
| M | 880 | 11 | |||||||||||
| H | 910 | 11 | |||||||||||
| X | 910/950 | 8/3 | |||||||||||
| H5 | 910 | 5 | 0.41 | 1.6 | 1.0 | 0.02 | 0.01 | 24 | 34.7 | 0.96 | 0.07 | 0.2 | B |
| Conditions | Cr | Ni | Fe | Nb | Ti | Si | C | M | M:C | Phases | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Figure 4 (L) | 1 | 54.3 | 4 | 10 | - | - | - | 31.6 | 68.3 | 2.16 | M7C3 |
| 2 | 55.8 | 4 | 8.5 | - | - | - | 31.6 | 68.3 | 2.16 | M7C3 | |
| 3 matrix | 23.8 | 29.6 | 38.5 | 0.3 | 0.5 | - | 4 | - | - | - | |
| 4 needles | 19.4 | 21.5 | 22.2 | - | - | - | 31.8 | 63.1 | 1.98 | M7C3 | |
| Figure 5 (M) | 1 | 62.7 | 3.72 | 7.2 | - | - | - | 25.4 | 73.62 | 2.87 | M7C3 |
| 2 | - | 46 | - | 16.4 | - | 21.8 | - | - | - | G | |
| 3 | - | 54.17 | - | 19.1 | - | 26.7 | - | - | - | G | |
| 4 | 59.2 | 3 | 6 | - | - | - | 32 | 68.2 | 2.13 | M7C3 | |
| 5 | - | 55 | - | 19.6 | - | 26 | - | - | - | G | |
| Figure 6 (H) | 1 | 68 | 4 | 7 | - | - | - | 21 | 79 | 3.76 | M23C6 |
| 2 | 67.5 | 3.8 | 5.5 | - | - | - | 23.3 | 76.8 | 3.30 | M23C6 | |
| 3 | 67.15 | 4.2 | 5.9 | - | - | - | 22.8 | 77.25 | 3.38 | M23C6 | |
| 4 | 67.1 | 4.3 | 5.8 | - | - | - | 22.7 | 77.2 | 3.4 | M23C6 | |
| Figure 7 (X) | 1 | 59 | 3 | 11 | 5 | - | - | 22 | 78 | 3.54 | M23C6 |
| 2 | 59.2 | 3.7 | 10 | 4.3 | - | - | 22.6 | 77.2 | 3.41 | M23C6 | |
| 3 | 46.7 | 20.1 | 3.9 | 4.6 | - | - | 21.5 | 75.3 | 3.50 | M23C6 | |
| Figure 8a (H5) | 1 | - | - | - | 52.2 | 1.7 | - | 46.1 | 53.9 | 1.17 | MC |
| 2 | - | - | - | 50 | 2.7 | - | 47.3 | 52.7 | 1.11 | MC | |
| 3 | - | - | - | 51.3 | 2.5 | - | 46.2 | 53.8 | 1.16 | MC | |
| 4 | - | - | - | 41.4 | 5 | - | 53.6 | 46.4 | 0.86 | MC | |
| 5 | 53.4 | 7.8 | 16.8 | - | - | - | 22 | 78 | 3.54 | M23C6 | |
| 6 | 59 | 4.7 | 15.3 | - | - | - | 21 | 79 | 3.76 | M23C6 | |
| matrix | 25.4 | 33.4 | 34.7 | - | - | - | 5.2 | - | - | - | |
| matrix | 25.9 | 33.2 | 34.6 | - | - | - | 5 | - | - | - | |
| Figure 8c (H5) | 1 | 57.4 | 1.4 | 7.6 | - | - | - | 33.6 | 66.4 | 1.97 | M7C3 |
| 2 | 28.1 | 22.2 | 29.2 | - | - | - | 20.5 | 79.5 | 3.87 | M23C6 | |
| 3 | 33.1 | 19.6 | 25.3 | - | - | - | 21.3 | 78 | 3.66 | M23C6 | |
| 4 | - | - | - | 41.3 | 2.7 | - | 56 | 44 | 0.78 | MC | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haidemenopoulos, G.N.; Polychronopoulou, K.; Zervaki, A.D.; Kamoutsi, H.; Alkhoori, S.I.; Jaffar, S.; Cho, P.; Mavros, H. Aging Phenomena during In-Service Creep Exposure of Heat-Resistant Steels. Metals 2019, 9, 800. https://doi.org/10.3390/met9070800
Haidemenopoulos GN, Polychronopoulou K, Zervaki AD, Kamoutsi H, Alkhoori SI, Jaffar S, Cho P, Mavros H. Aging Phenomena during In-Service Creep Exposure of Heat-Resistant Steels. Metals. 2019; 9(7):800. https://doi.org/10.3390/met9070800
Chicago/Turabian StyleHaidemenopoulos, G. N., K. Polychronopoulou, A. D. Zervaki, H. Kamoutsi, S. I. Alkhoori, S. Jaffar, P. Cho, and H. Mavros. 2019. "Aging Phenomena during In-Service Creep Exposure of Heat-Resistant Steels" Metals 9, no. 7: 800. https://doi.org/10.3390/met9070800
APA StyleHaidemenopoulos, G. N., Polychronopoulou, K., Zervaki, A. D., Kamoutsi, H., Alkhoori, S. I., Jaffar, S., Cho, P., & Mavros, H. (2019). Aging Phenomena during In-Service Creep Exposure of Heat-Resistant Steels. Metals, 9(7), 800. https://doi.org/10.3390/met9070800