Study on Microstructure and Properties of a New Warm-Stamped Niobium-Alloyed Steel


Abstract
1. Introduction
2. Material and Experimental Procedures
2.1. Material
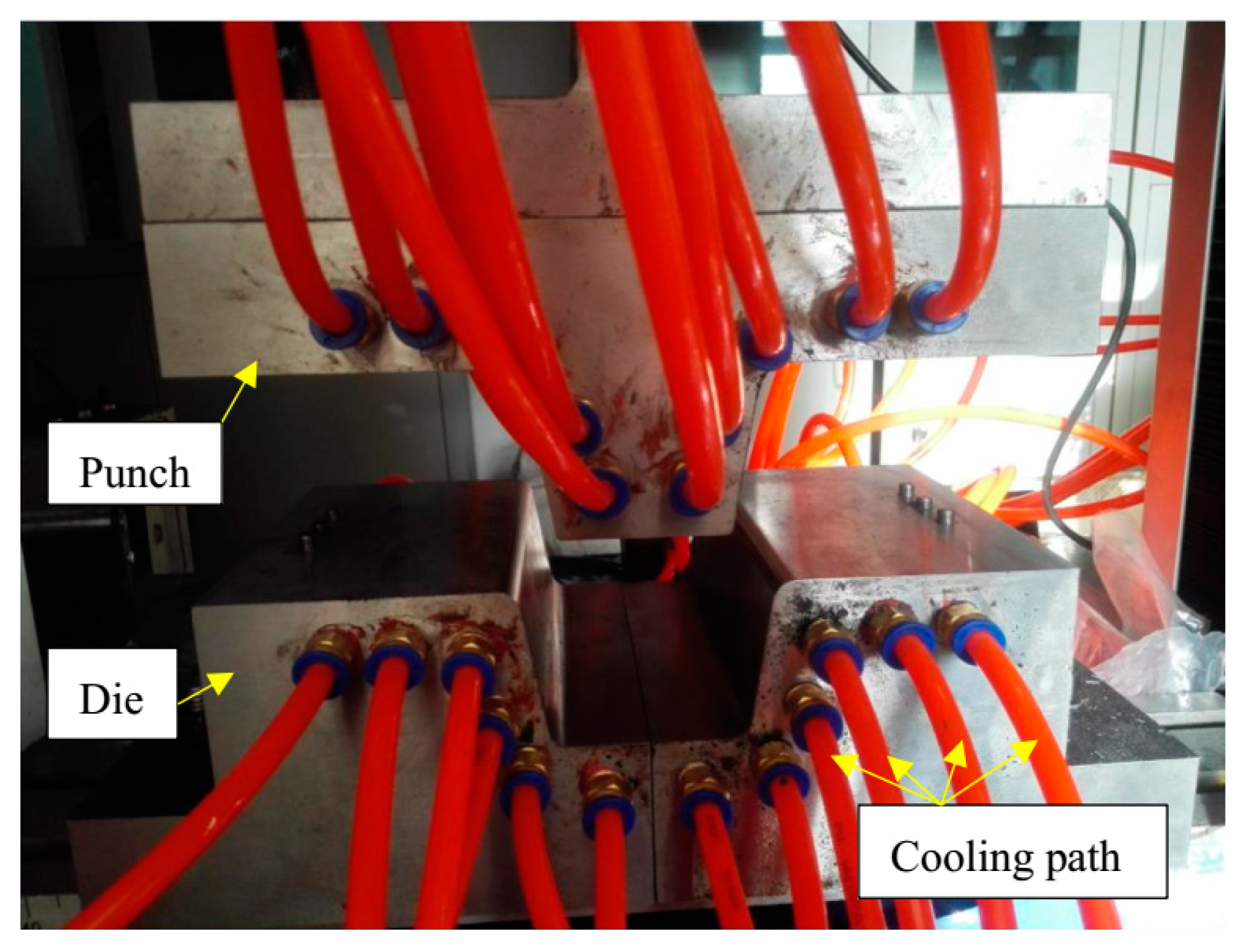
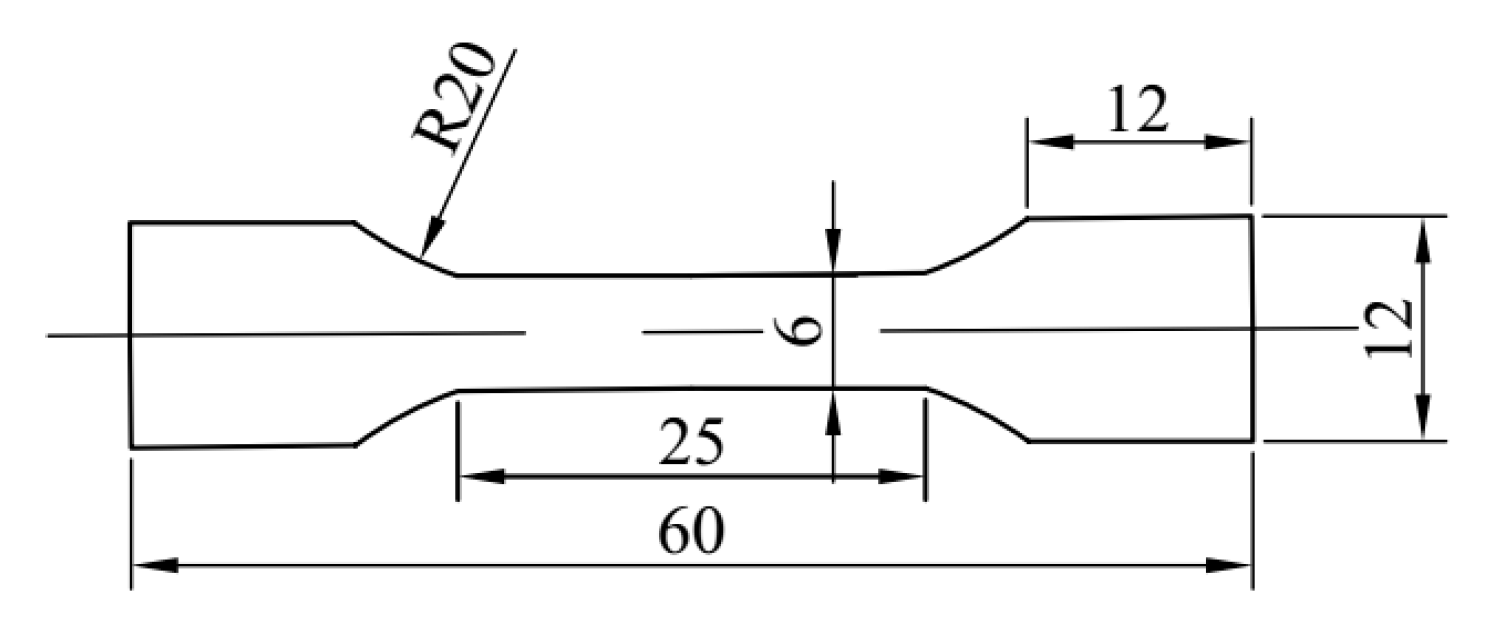
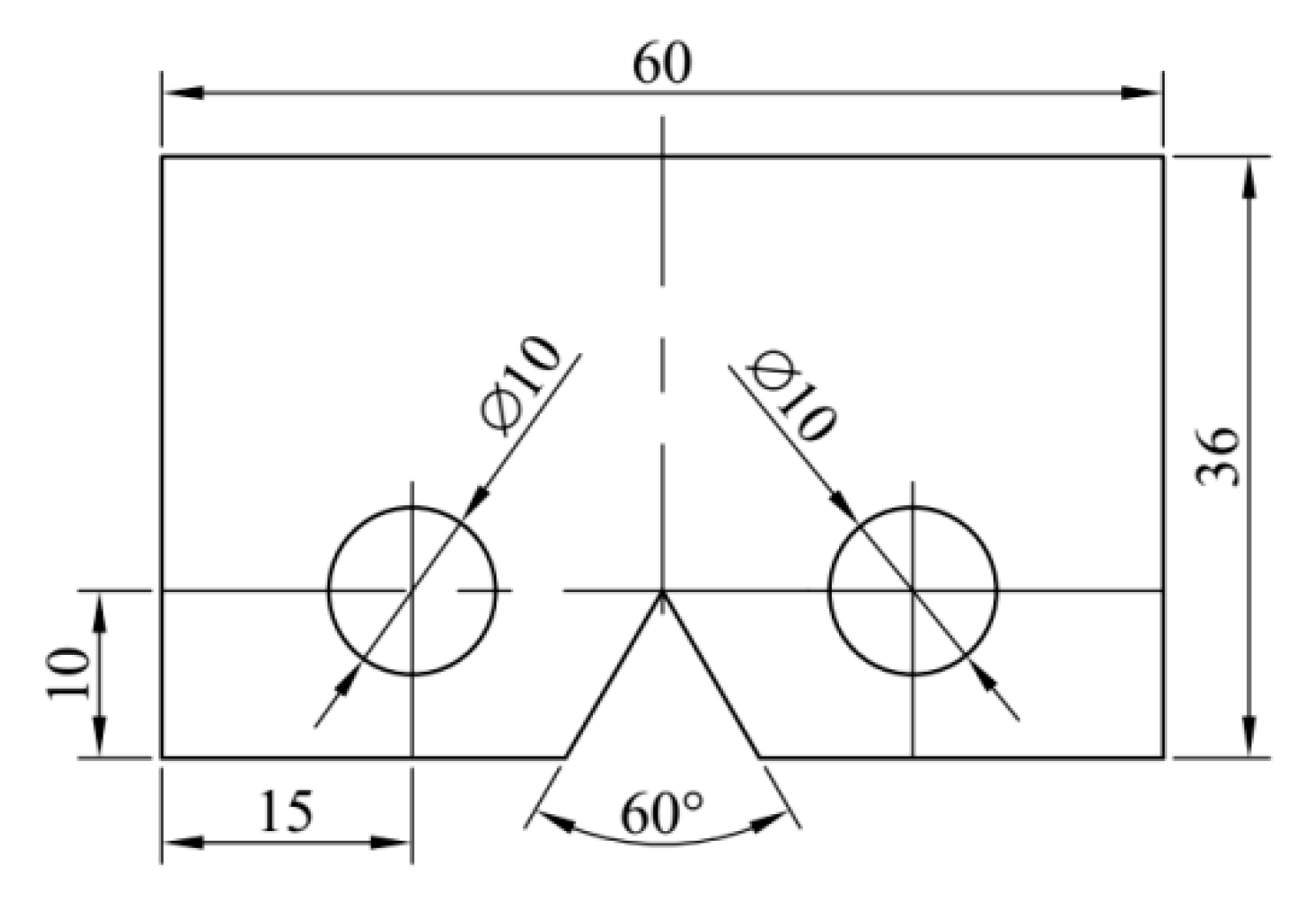
2.2. Experimental Procedures
3. Results and Discussion
3.1. Determination of Mechanical Properties and Process Parameters of Experimental Steel
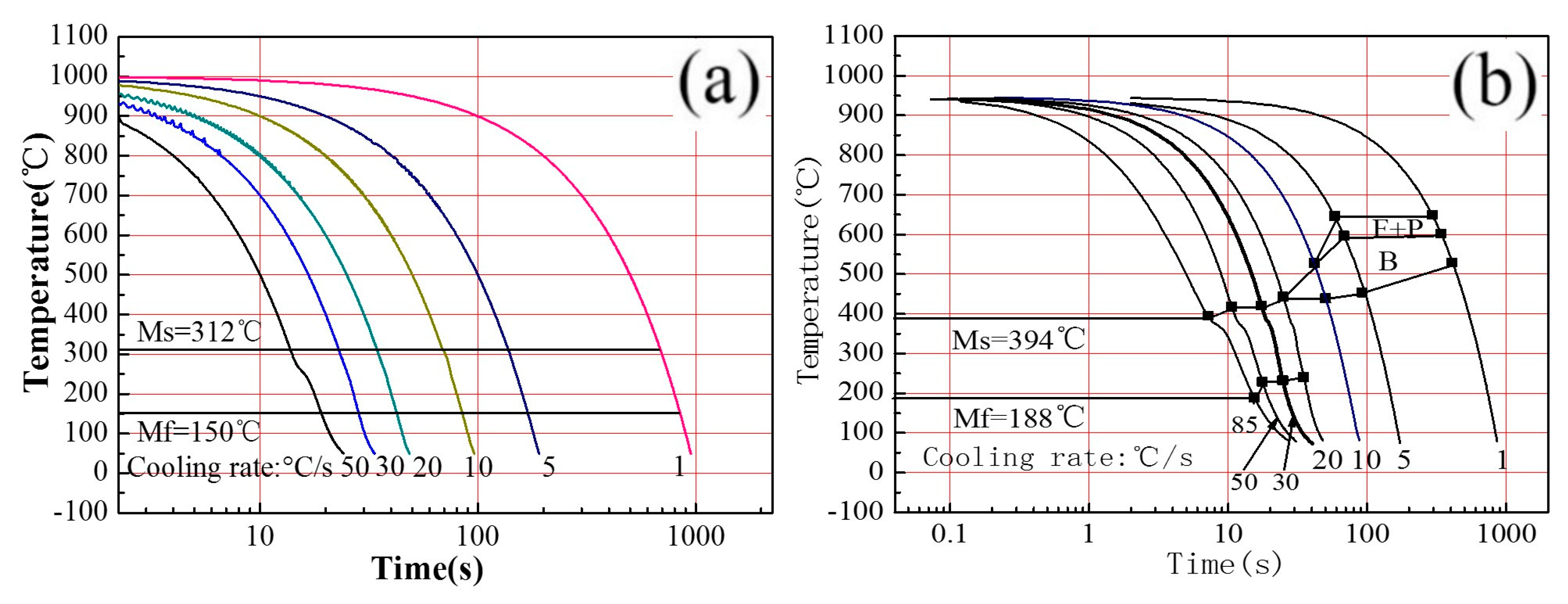
3.1.1. Measurement of Phase Transition Point and CCT Curve
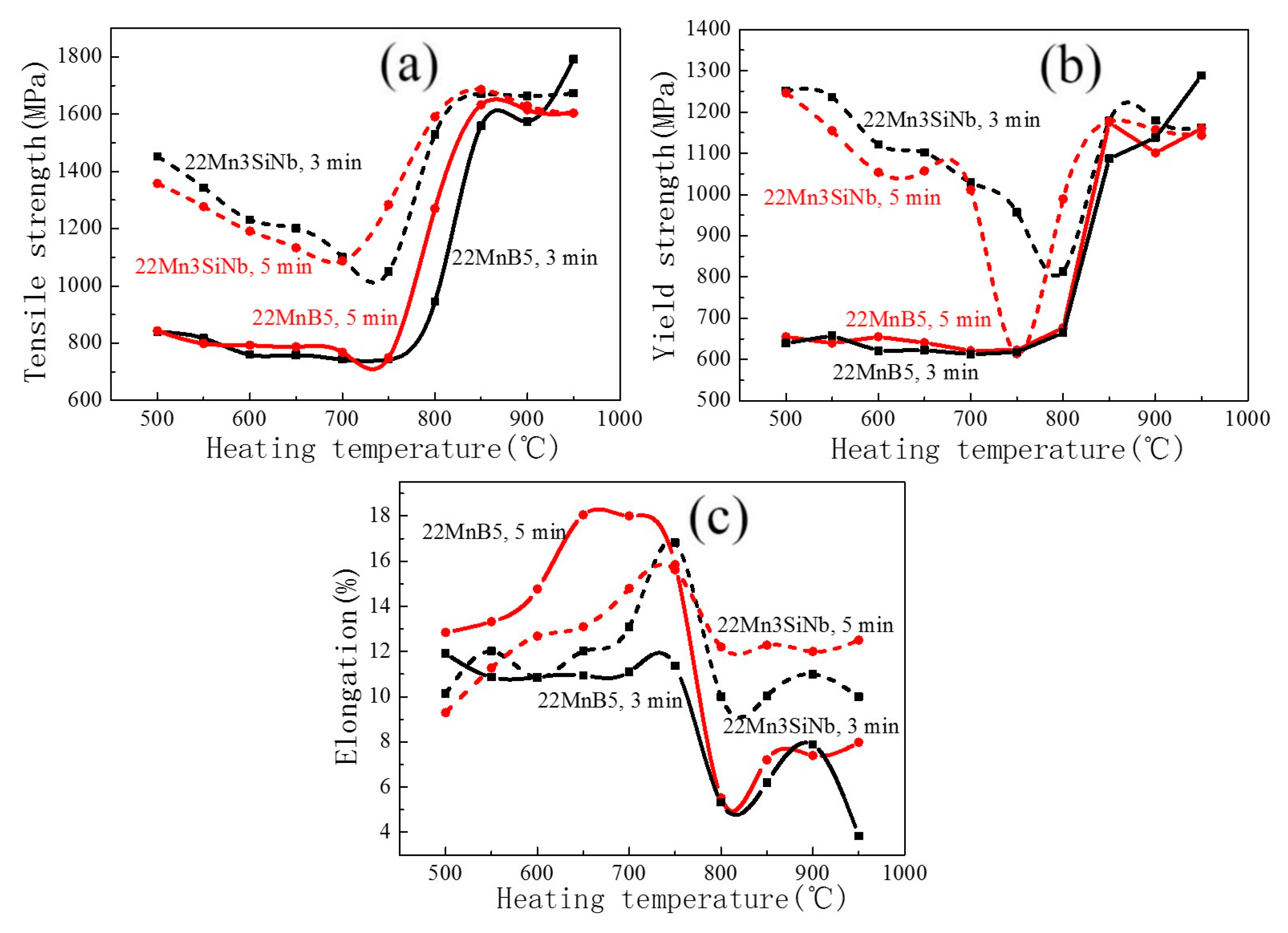
3.1.2. Optimum Forming Process Parameters
3.2. Study on Strengthening Mechanism of a Warm-Stamped Niobium-Alloyed Steel
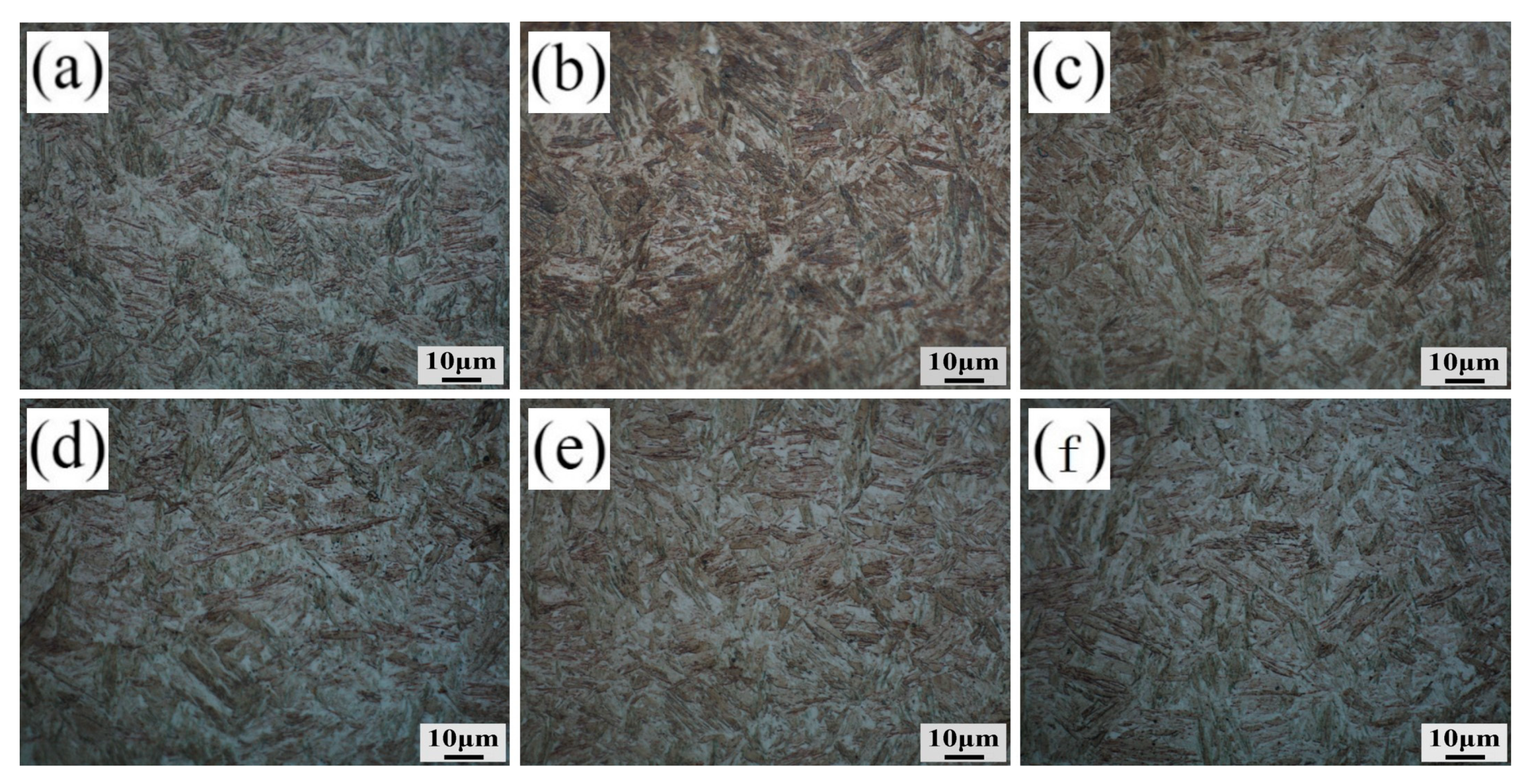
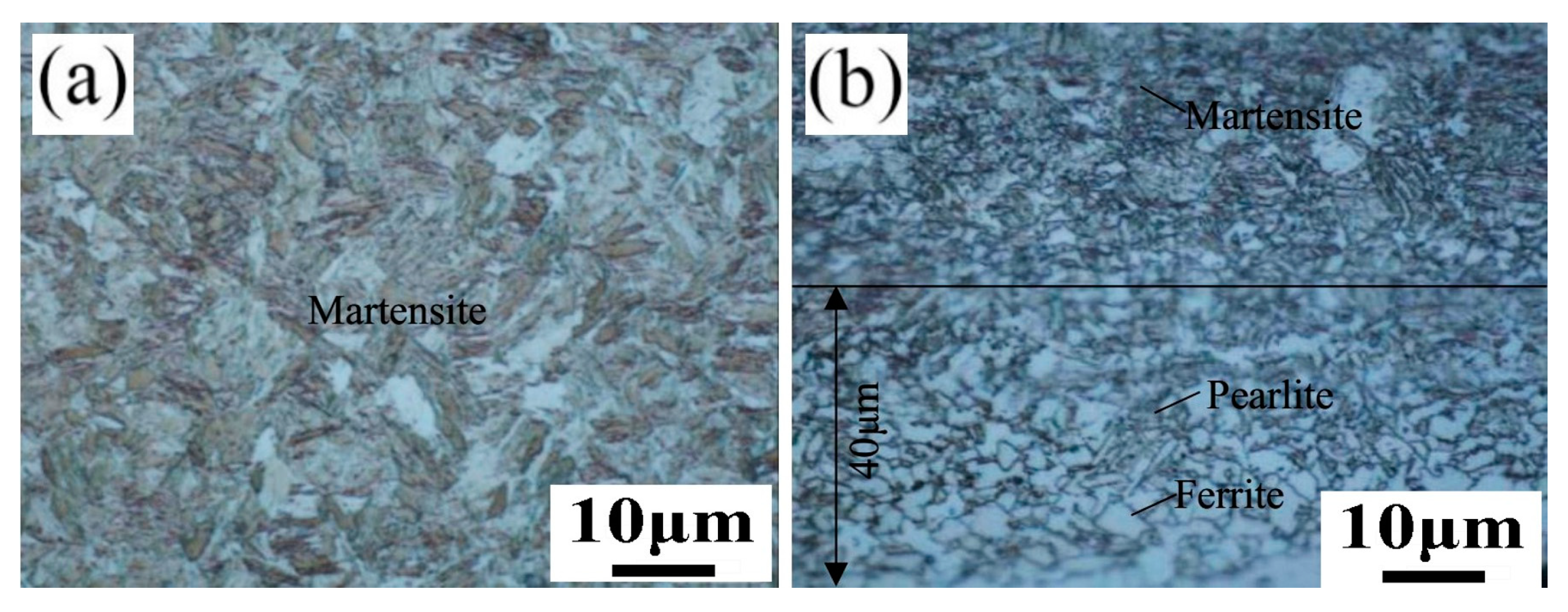
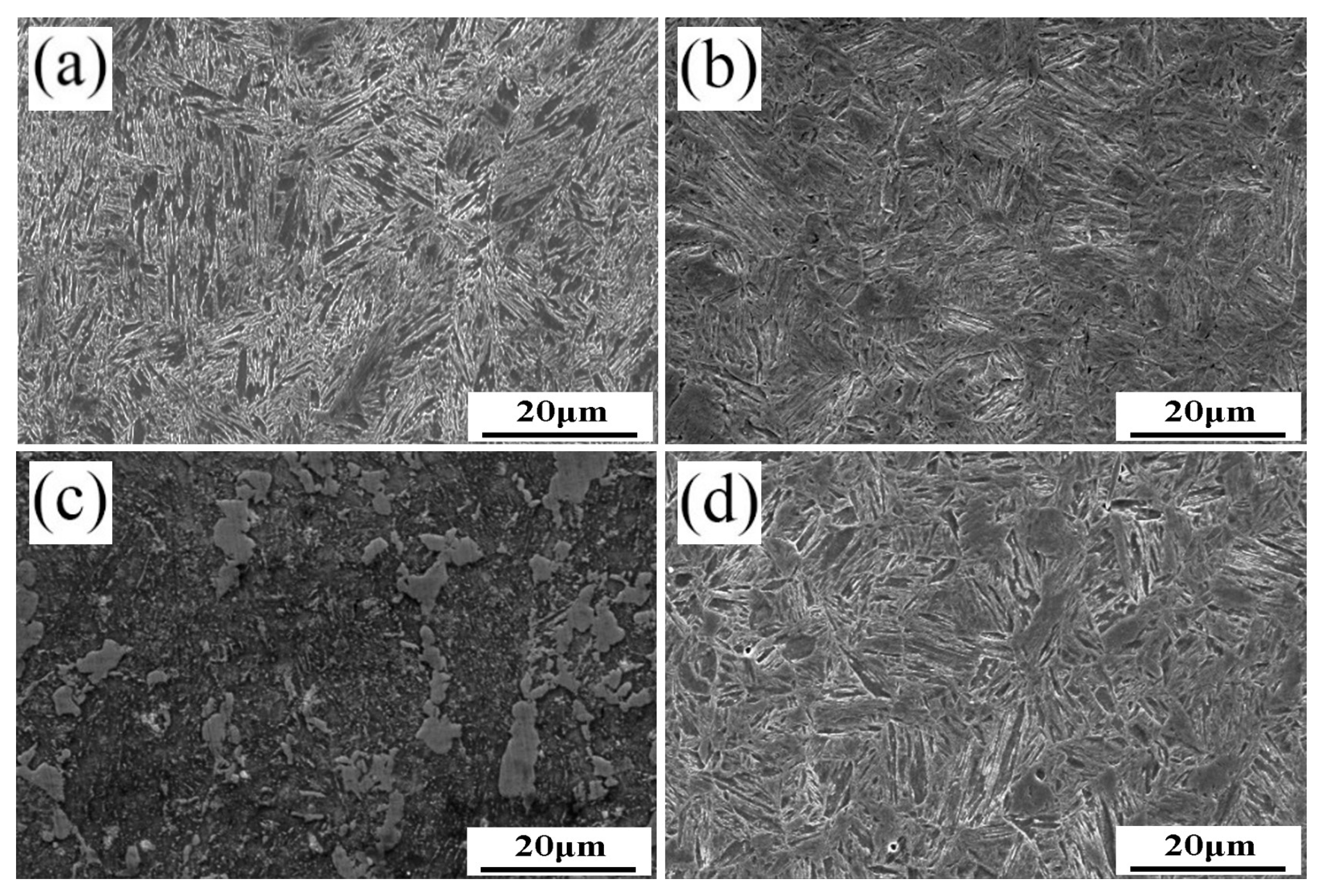
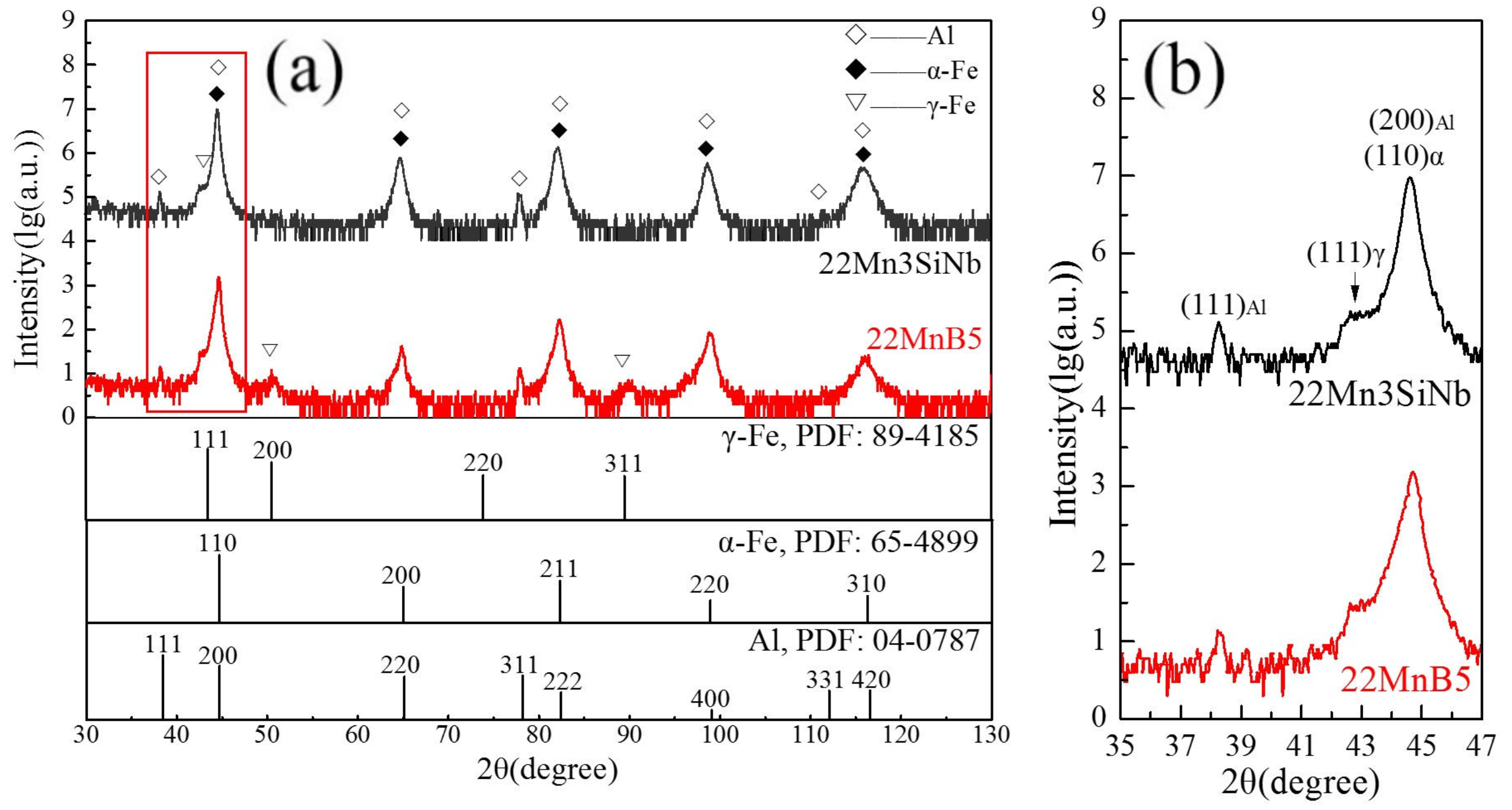
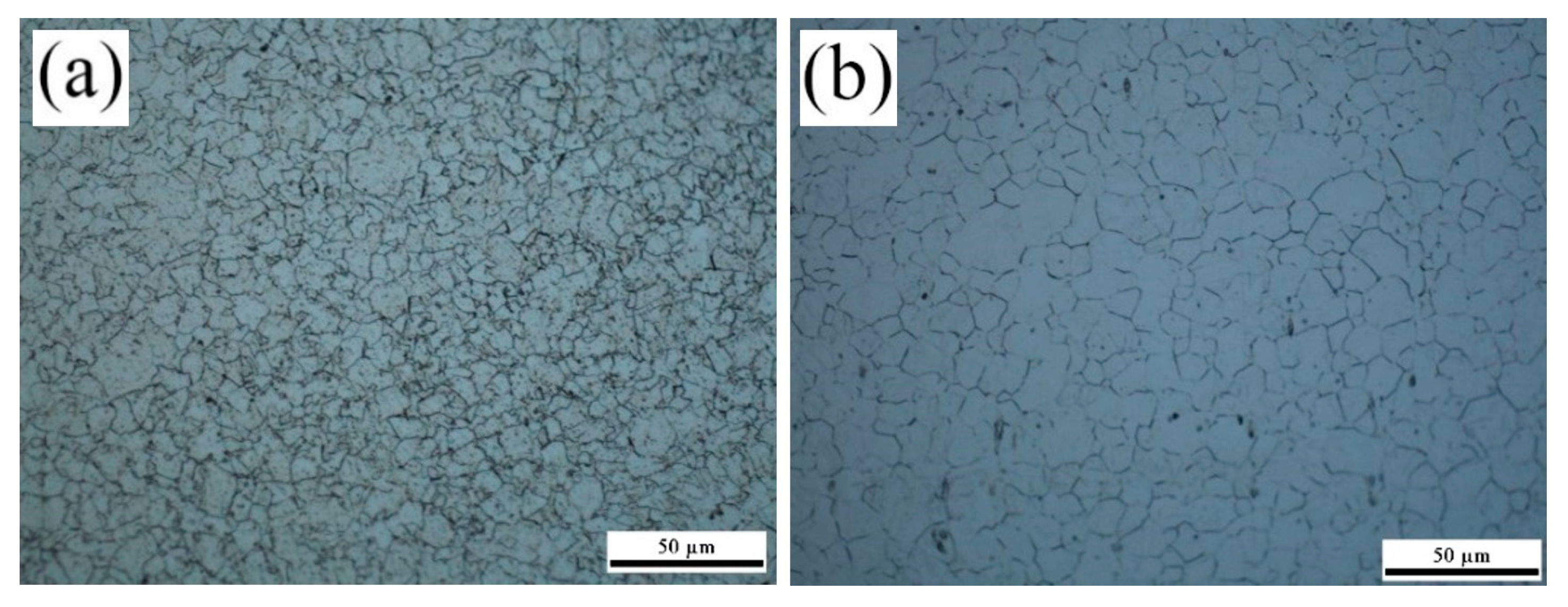
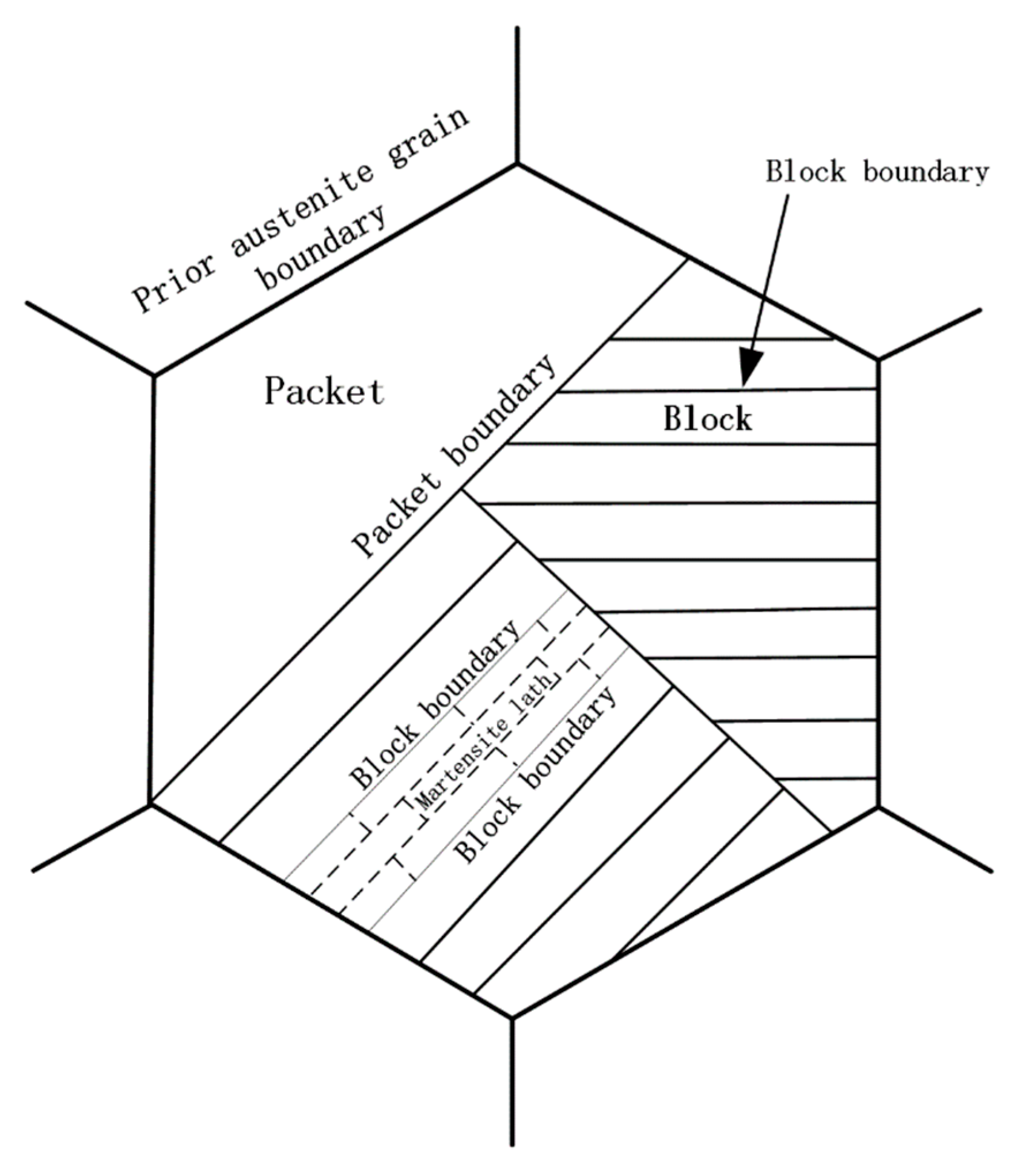
3.2.1. Microstructure Characteristics
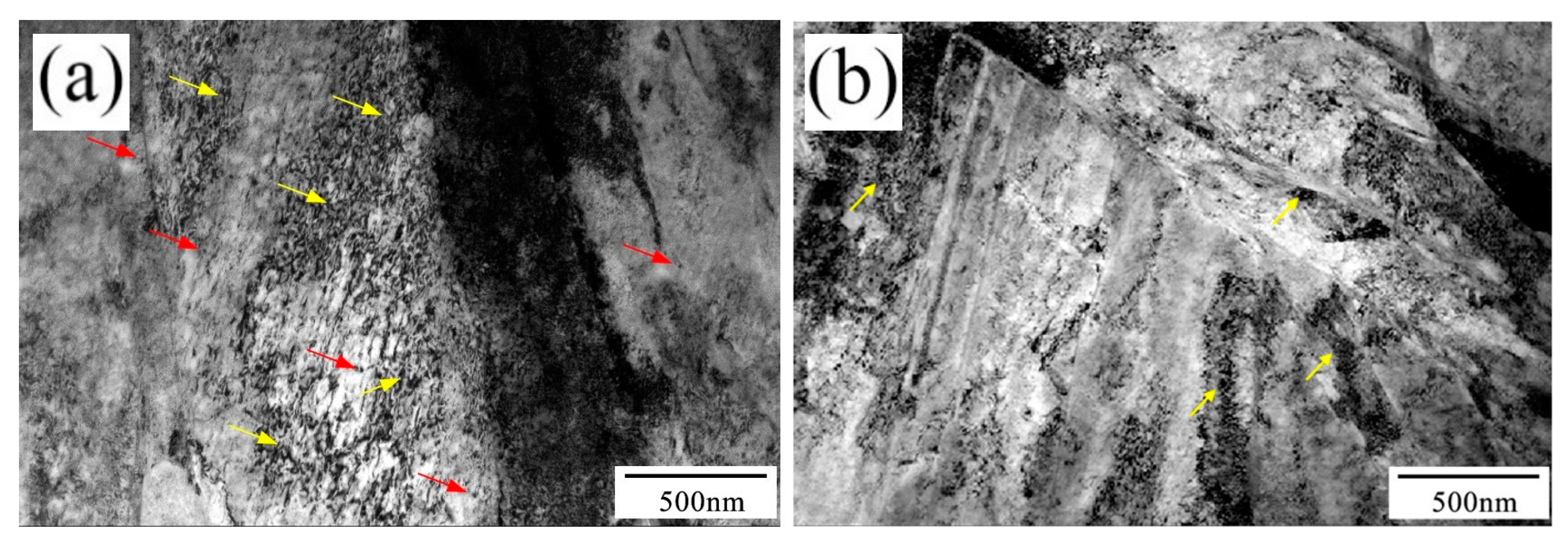
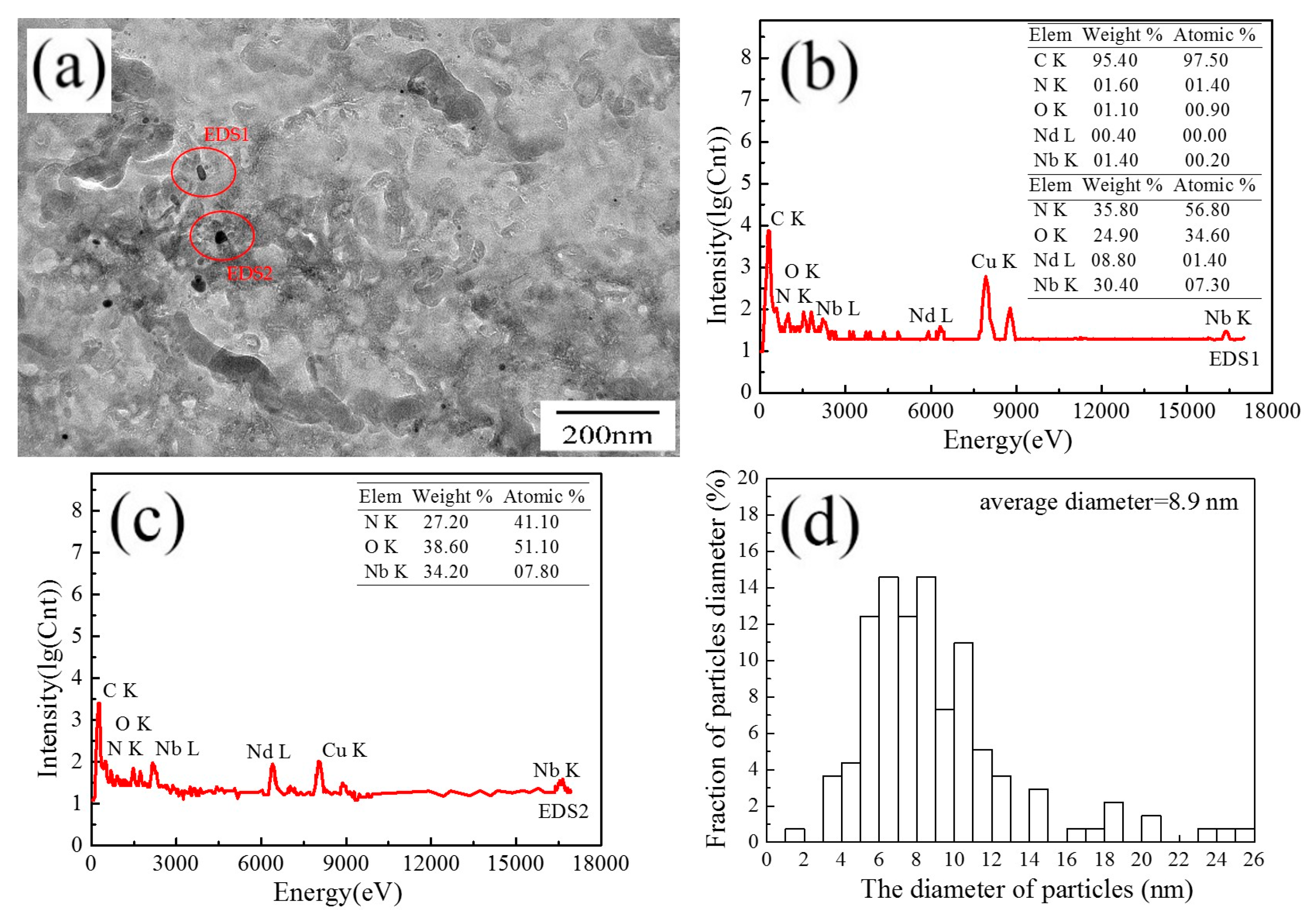
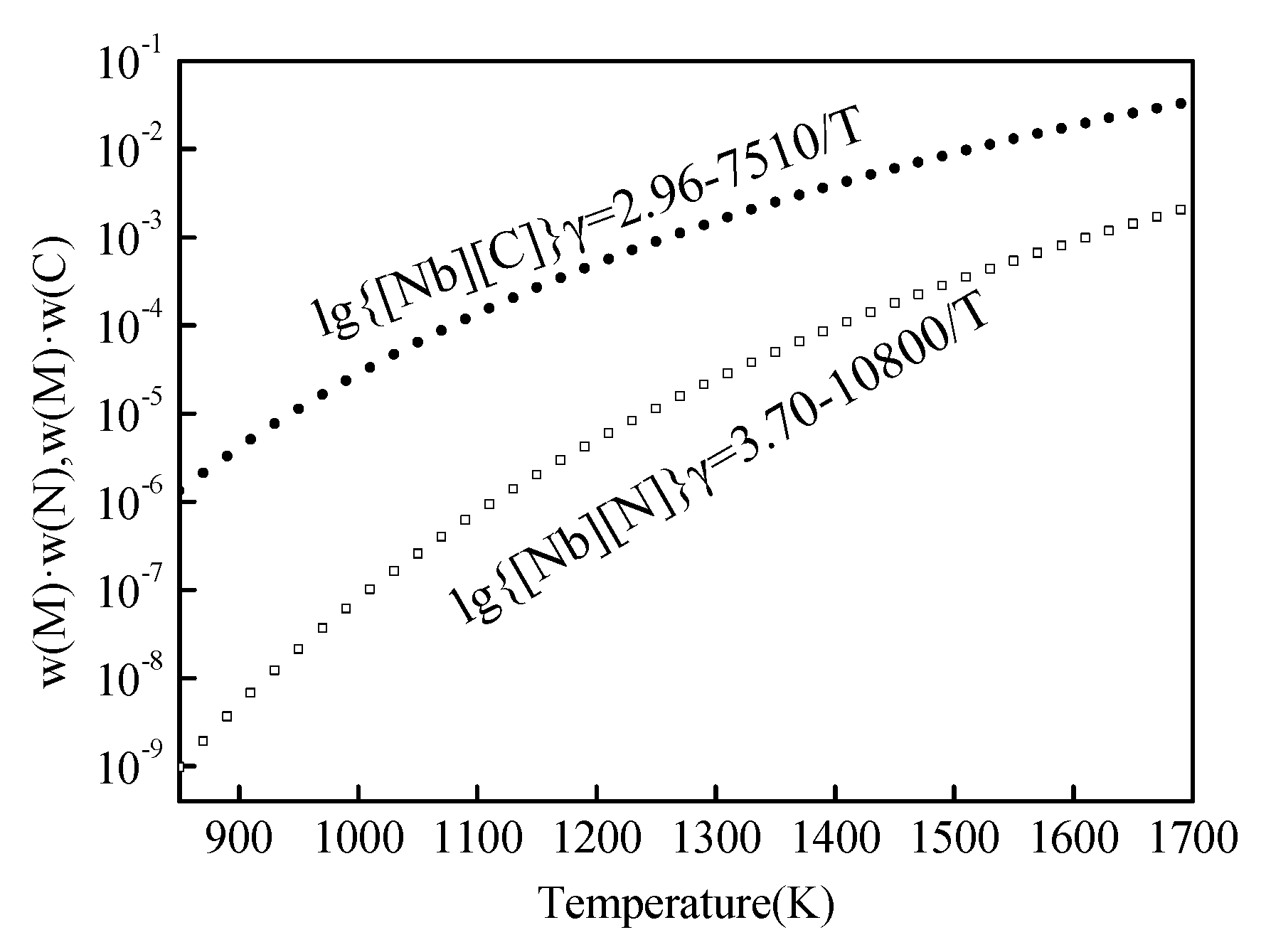
3.2.2. Effect of Precipitates on the Microstructure
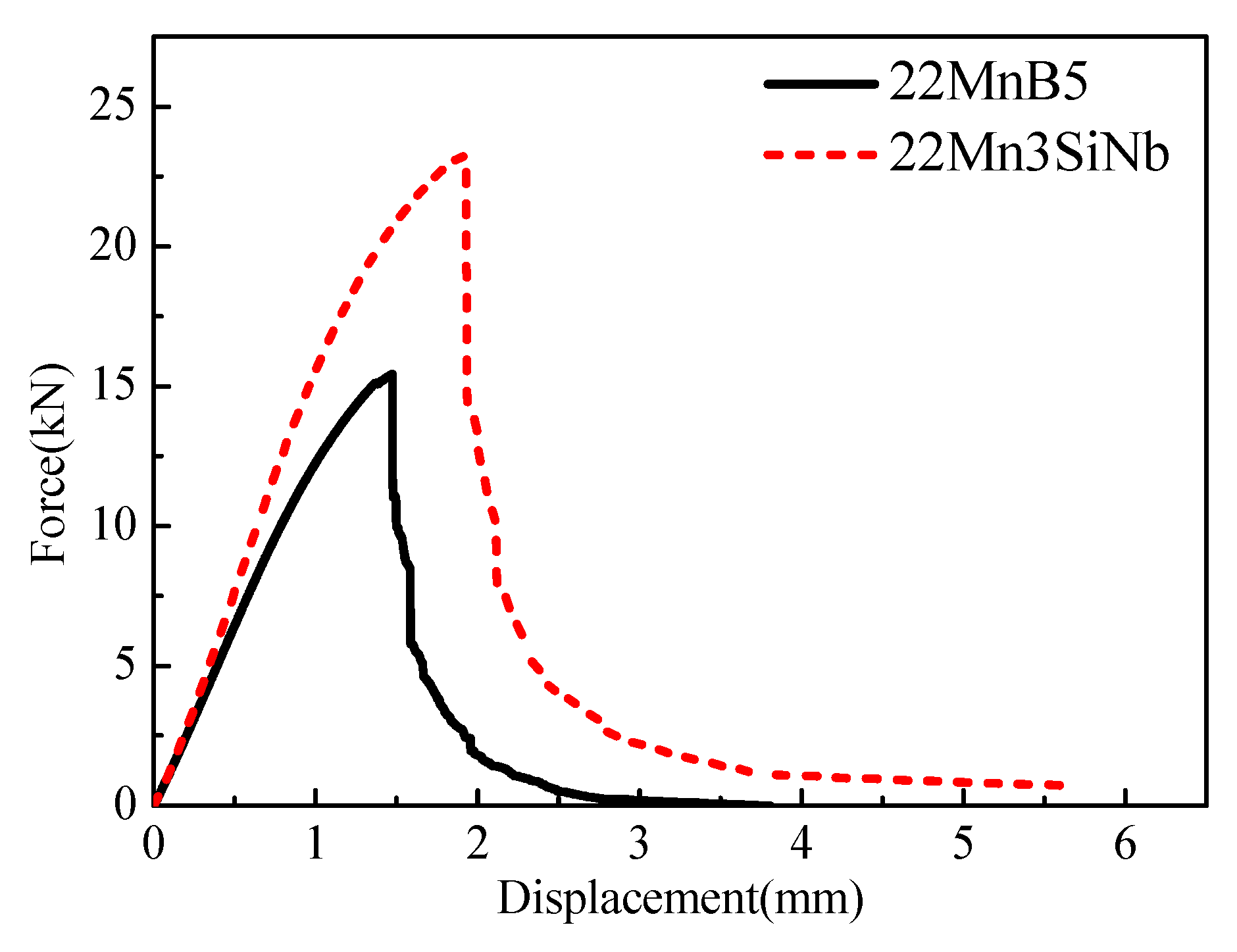
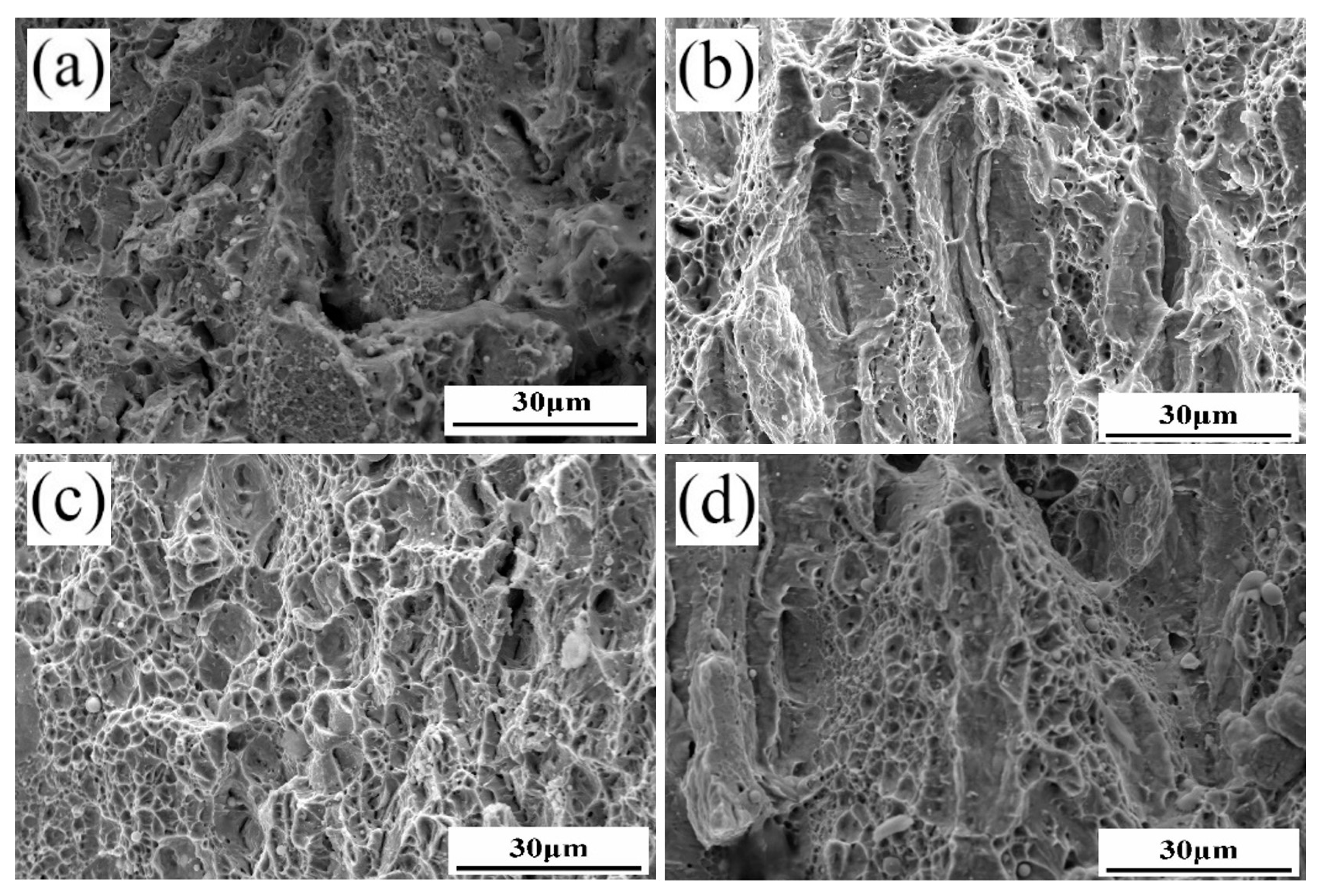
3.2.3. Fracture Interfaces
3.2.4. Strengthening Mechanism
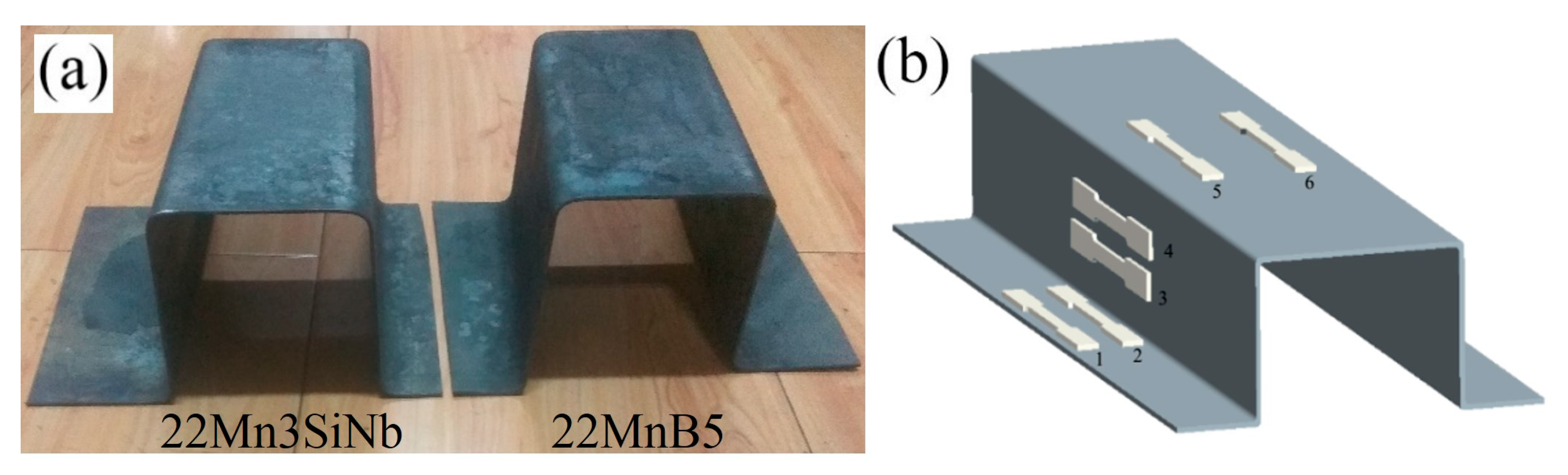
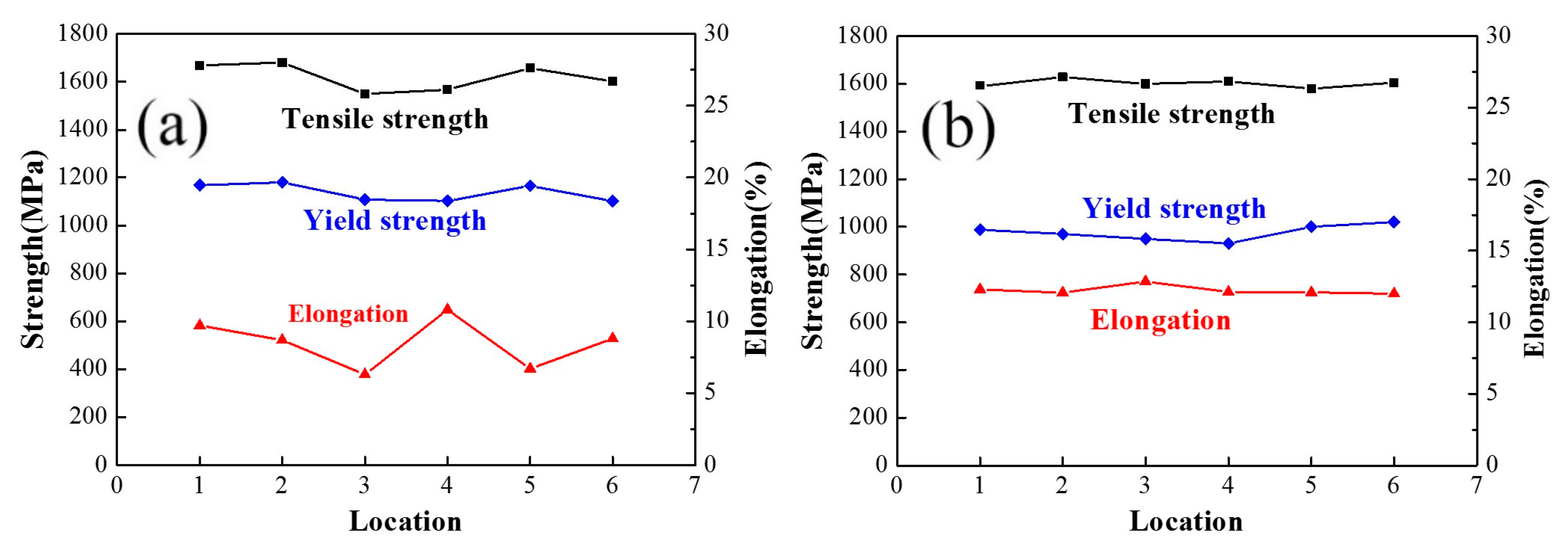
4. Experimental Verification of the Warm Stamping Niobium-Alloyed Steel
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kang, Y.L. Theory and Technology of Processing and Forming for Advanced Automobile Steel Sheets; The Metallurgical Industry Press: Beijing, China, 2009; pp. 509–512. [Google Scholar]
- Venezuela, J.; Zhou, Q.; Liu, Q.; Zhang, M.; Atrens, A. Hydrogen trapping in some automotive martensitic advanced high-strength steels. Adv. Eng. Mater. 2018, 20, 1700468. [Google Scholar] [CrossRef]
- Gan, Y.; Li, G.Y.; Ma, M.T. Development of advanced compact steel process and deep working technology for high-strength-ductility auto-parts. Steel Roll. 2015, 32, 1–12. [Google Scholar]
- Li, G.Y.; Ma, M.T.; Zhang, Y.S.; Luo, R. Advanced hot forming treatment AHFT of deep working technology for ultra- high-strength-ductility auto-parts. Steel Roll. 2015, 32, 1–8. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Takahashi, M.; Nakata, M.; Imai, K.; Kojima, N.; Otsuka, N. Liquid metal embrittlement of hot stamped galvannealed boron steel sheet-effect of heating time on crack formation. ISIJ Int. 2017, 57, 1094–1101. [Google Scholar] [CrossRef]
- Abbasi, M.; Saeed-Akbari, A.; Naderi, M. The effect of strain rate and deformation temperature on the characteristics of isothermally hot compressed boron-alloyed steel. Mater. Sci. Eng. A 2012, 538, 356–363. [Google Scholar] [CrossRef]
- Yogo, Y.; Kurato, N.; Iwata, N. Investigation of Hardness Change for Spot Welded Tailored Blank in Hot Stamping Using CCT and Deformation-CCT Diagrams. Met. Mater. Trans. A 2018, 49, 2293–2301. [Google Scholar] [CrossRef]
- Ikeuchi, K.; Yanagimoto, J. Valuation method for effects of hot stamping process parameters on product properties using hot forming simulator. J. Mater. Process. Technol. 2011, 211, 1441–1447. [Google Scholar] [CrossRef]
- Liu, H.; Lu, X.; Jin, X.; Dong, H.; Shi, J. Enhanced mechanical properties of a hot stamped advanced high-strength steel treated by quenching and partitioning process. Scr. Mater. 2011, 64, 749–752. [Google Scholar] [CrossRef]
- Li, X.D.; Han, S.; Wang, C.Y.; Hu, P.; Dong, H. Research on the warm-hot forming process and its performance evaluation for the third-generation automobile steel. J. Mech. Eng. 2017, 53, 35–42. [Google Scholar] [CrossRef]
- Chang, Y.; Wang, C.; Zhao, K.; Dong, H.; Yan, J. An introduction to medium-Mn steel: Metallurgy, mechanical properties and warm stamping process. Mater. Des. 2016, 94, 424–432. [Google Scholar] [CrossRef]
- Li, X.; Chang, Y.; Wang, C.; Hu, P.; Dong, H. Comparison of the hot-stamped boron-alloyed steel and the warm-stamped medium-Mn steel on microstructure and mechanical properties. Mater. Sci. Eng. A 2017, 679, 240–248. [Google Scholar] [CrossRef]
- Wang, C.; Li, X.; Han, S. Warm stamping technology of the medium manganese steel. Steel Res. Int. 2017, 1700360. [Google Scholar] [CrossRef]
- Li, X.; Chang, Y.; Wang, C.; Han, S.; Ren, D.; Hu, P.; Dong, H. Investigation on Microstructure and Martensitic Transformation mechanism for the warm-stamped third-generation automotive medium-Mn steel. J. Eng. Mater. Technol. 2017, 139, 041009. [Google Scholar] [CrossRef]
- Dong, H.; Cao, W.Q.; Shi, J.; Wang, C.Y.; Wang, M.Q.; Weng, Y.Q. Microstructure and performance control technology of the 3rd generation auto sheet steels. Iron Steel 2011, 46, 1–11. [Google Scholar]
- Chang, Y.; Wang, C.; Zhao, K.; Dong, H.; Yan, J. Introduction to a third-generation automobile steel and its optimal warm-stamping process. J Manuf. Sci. Eng. 2016, 138, 041010. [Google Scholar] [CrossRef]
- Wen, Y.-H.; Zhu, G.-M.; Dai, S.-Y.; Kang, Y.-L. Effect of Ti on microstructure and strengthening behavior in press hardening steels. J. Cent. South Univ. 2017, 24, 2215–2221. [Google Scholar] [CrossRef]
- Lin, L.; Li, B.-S.; Zhu, G.-M.; Kang, Y.-L.; Liu, R.-D. Effect of niobium precipitation behavior on microstructure and hydrogen induced cracking of press hardening steel 22MnB5. Mater. Sci. Eng. A 2018, 721, 38–46. [Google Scholar] [CrossRef]
- Wen, Y.H.; Zhu, G.M.; Hao, L.; Dai, S.Y.; Kang, Y.L. Microstructure and mechanical properties of Nb-Ti micro-alloy hot stamping steels. Chin. J. Eng. 2017, 39, 859–866. [Google Scholar]
- Wen, Y.H. Study of Micro-Alloy and Numerical Simulation Based on 1500 MPa Ultra-High Strength Steels. Master’s Thesis, University of Science and Technology Beijing, Beijing, China, 2019; pp. 23–25. [Google Scholar]
- Gladman, T. On the theory of the effect of precipitate particles on grain growth in metals. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1966, 294, 298–309. [Google Scholar]
- Gladman, T. Precipitation hardening in metals. Met. Sci. J. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Lewandowska, M.; Kurzydlowski, K.J. Synergic effects of grain refinement and precipitation strengthening. J. Mater. Sci. 2010, 45, 4877–4883. [Google Scholar] [CrossRef]
- Duan, X.G.; Cai, Q.W.; Wu, H.B. Ti-Mo ferrite matrix micro-alloy steel with nanometer-sized precipitates. Acta Metall. Sin. 2011, 47, 251–256. [Google Scholar]
- Jin, F. Experimental Research on Mechanical Properties and Formality of Medium Manganese Steel. Master’s Thesis, Dalian University of Technology, Dalian, China, 2015; pp. 13–15. [Google Scholar]
- Yong, Q.L. Secondary Phases in Steel; Metallurgical Industry Press: Beijing, China, 2006; pp. 28–64. [Google Scholar]
- Tamura, I. Thermomechanical Processing of High-Strength Low-Alloy Steels; Butterworth-Heinemann Press: Oxford, UK, 1988; Volume 10, pp. 556–566. [Google Scholar]
- Kitahara, H.; Ueji, R.; Tsuji, N.; Minamino, Y. Crystallographic features of lath martensite in low-carbon steel. Acta Mater. 2006, 54, 1279–1288. [Google Scholar] [CrossRef]
- Morito, S.; Yoshida, H.; Maki, T.; Huang, X. Effect of block size on the strength of lath martensite in low carbon steels. Mater. Sci. Eng. A 2006, 438, 237–240. [Google Scholar] [CrossRef]
- Morito, S.; Saito, H.; Ogawa, T.; Furuhara, T.; Maki, T. Effect of Austenite Grain Size on the Morphology and Crystallography of Lath Martensite in Low Carbon Steels. ISIJ Int. 2005, 45, 91–94. [Google Scholar] [CrossRef]
- Sodjit, S.; Uthaisangsuk, V. Microstructure based prediction of strain hardening behavior of dual phase steels. Mater. Des. 2012, 41, 370–379. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steels | C | Mn | Si | Nb | P | S | Cr | Mo | B |
|---|---|---|---|---|---|---|---|---|---|
| 22Mn3SiNb | 0.20 | 3.58 | 1.58 | 0.039 | 0.008 | 0.005 | - | - | - |
| 22MnB5 | 0.204 | 1.26 | 0.256 | - | 0.005 | 0.0016 | 0.281 | 0.145 | 0.004 |
| Steel | Rp0.2 (MPa) | Rm (MPa) | A (%) |
|---|---|---|---|
| 22MnB5 | 587 | 826 | 13.78 |
| 22Mn3SiNb | 1014 | 1589 | 8.8 |
| Steels | Soaking Time (min) | Heating Temperature (°C) | Rm (MPa) | Rp0.2 (MPa) | A (%) | Yield Ratio | Rm × A (GPa·%) |
|---|---|---|---|---|---|---|---|
| 22Mn3SiNb | 5 | 800 | 1590 | 989 | 12.2 | 0.62 | 19.4 |
| 22MnB5 | 5 | 950 | 1603 | 1160 | 7.98 | 0.72 | 12.8 |
| Steels | TS (MPa) | UIE (kN/m) | UPE (kN/m) | ||
|---|---|---|---|---|---|
| 22Mn3SiNb | 1762 | 495 | 25.7 | 275 | 14.3 |
| 22MnB5 | 1341 | 181 | 9.4 | 80 | 4.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, P.; Liang, W.; Cui, Z.; Zhu, G.; Kang, Y.; Li, B.; Lin, L.; Liu, R. Study on Microstructure and Properties of a New Warm-Stamped Niobium-Alloyed Steel. Metals 2019, 9, 765. https://doi.org/10.3390/met9070765
Tian P, Liang W, Cui Z, Zhu G, Kang Y, Li B, Lin L, Liu R. Study on Microstructure and Properties of a New Warm-Stamped Niobium-Alloyed Steel. Metals. 2019; 9(7):765. https://doi.org/10.3390/met9070765
Chicago/Turabian StyleTian, Peng, Wen Liang, Zhennan Cui, Guoming Zhu, Yonglin Kang, Baoshun Li, Li Lin, and Rendong Liu. 2019. "Study on Microstructure and Properties of a New Warm-Stamped Niobium-Alloyed Steel" Metals 9, no. 7: 765. https://doi.org/10.3390/met9070765
APA StyleTian, P., Liang, W., Cui, Z., Zhu, G., Kang, Y., Li, B., Lin, L., & Liu, R. (2019). Study on Microstructure and Properties of a New Warm-Stamped Niobium-Alloyed Steel. Metals, 9(7), 765. https://doi.org/10.3390/met9070765