Physical and Theoretical Modeling of the Nitrogen Content of Duplex Stainless Steel Weld Metal: Shielding Gas Composition and Heat Input Effects



Abstract
1. Introduction
2. Materials and Methods
2.1. The DSS Base Material
2.2. Details of the Physical Weld Simulation
2.2.1. Welding Parameters
2.2.2. Evaluation Methods
3. Improved Theoretical Model for Nitrogen Solubility Calculation in the Molten Pool
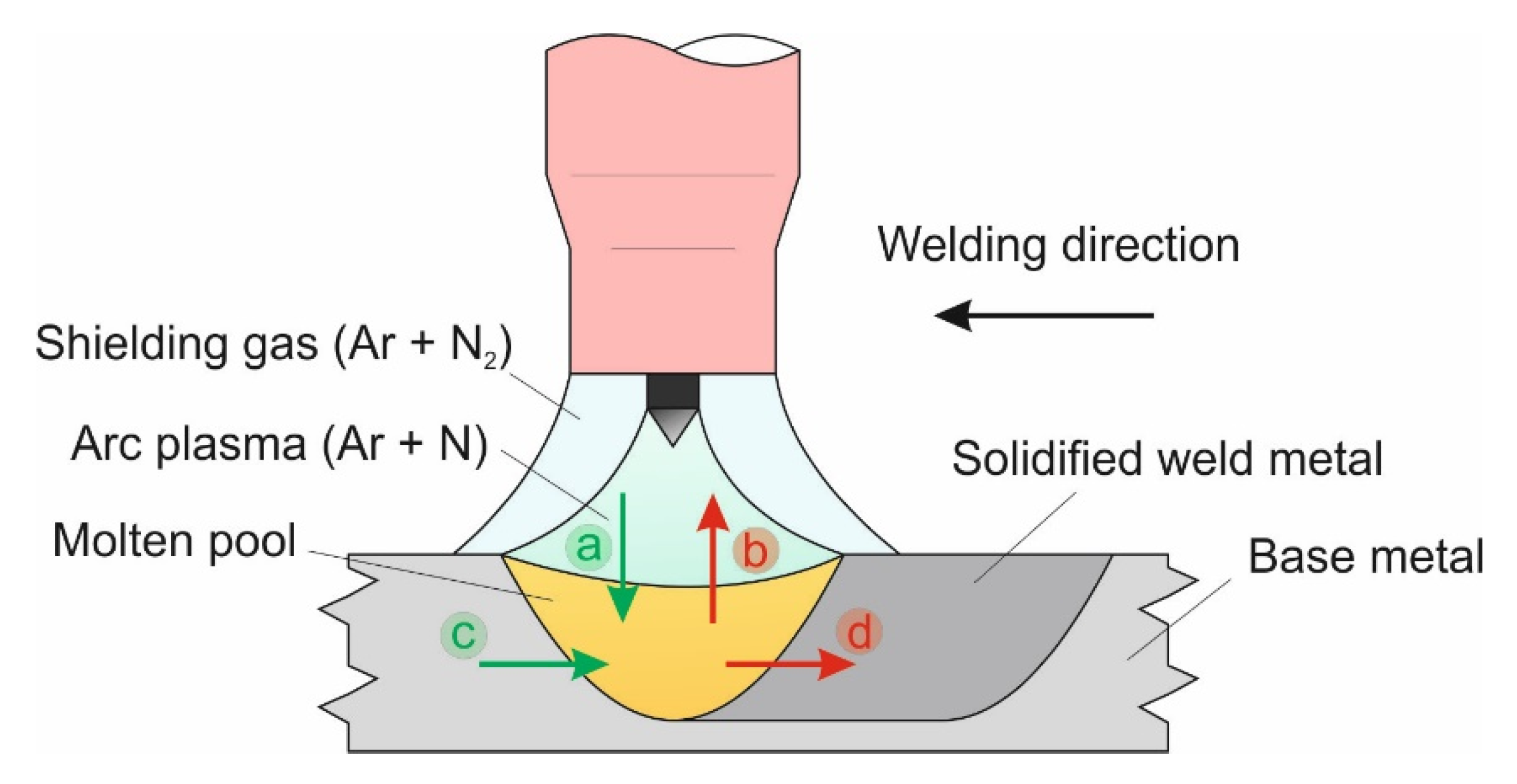
3.1. Nitrogen Absorption from the Arc Plasma
3.2. Nitrogen Desorption into the Arc Plasma
3.3. Nitrogen Absorption from the Base Metal
3.4. Nitrogen Desorption to the Base Metal
4. Results and Discussion
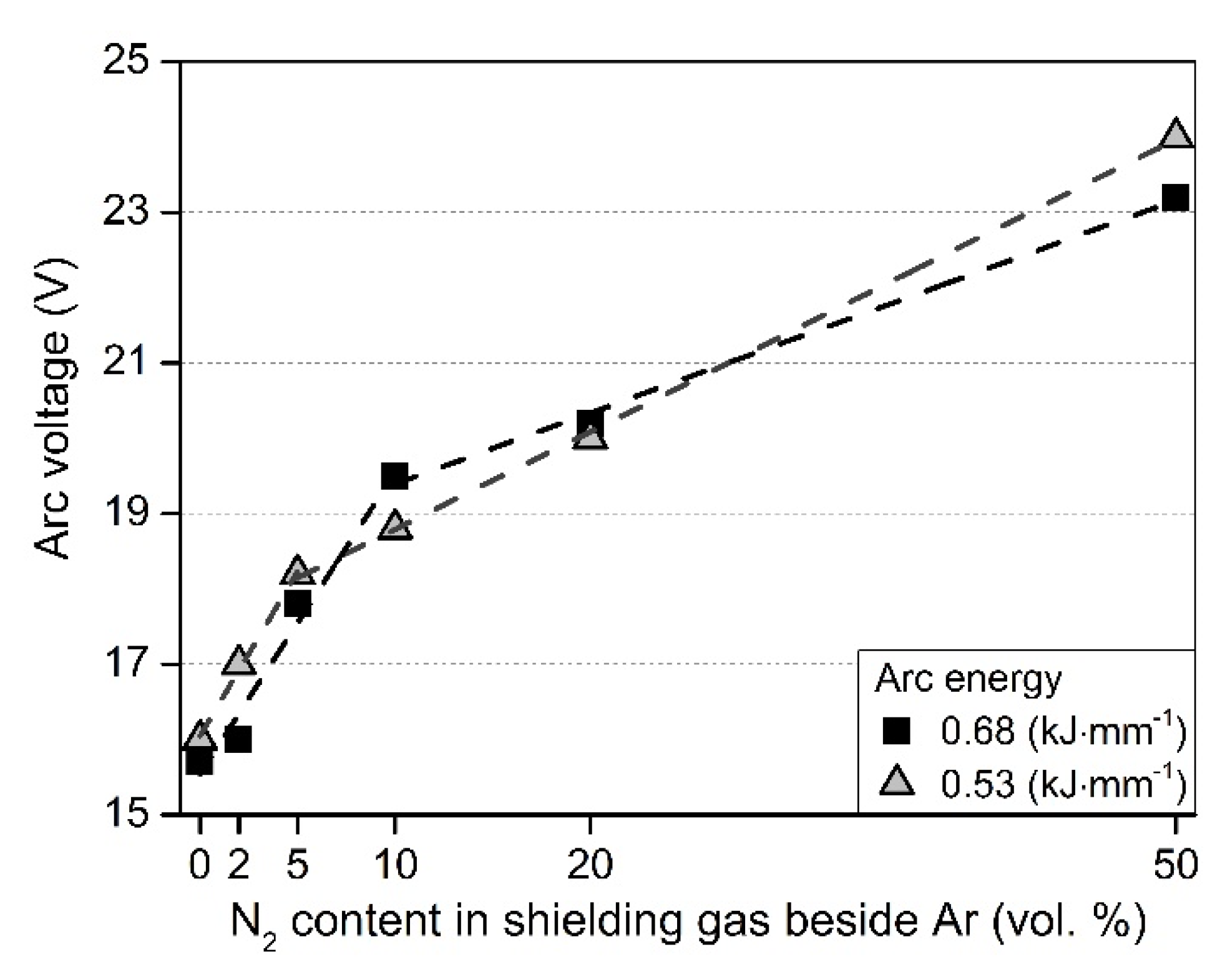
4.1. Effects of Shielding Gas Nitrogen Content on the Arc Voltage
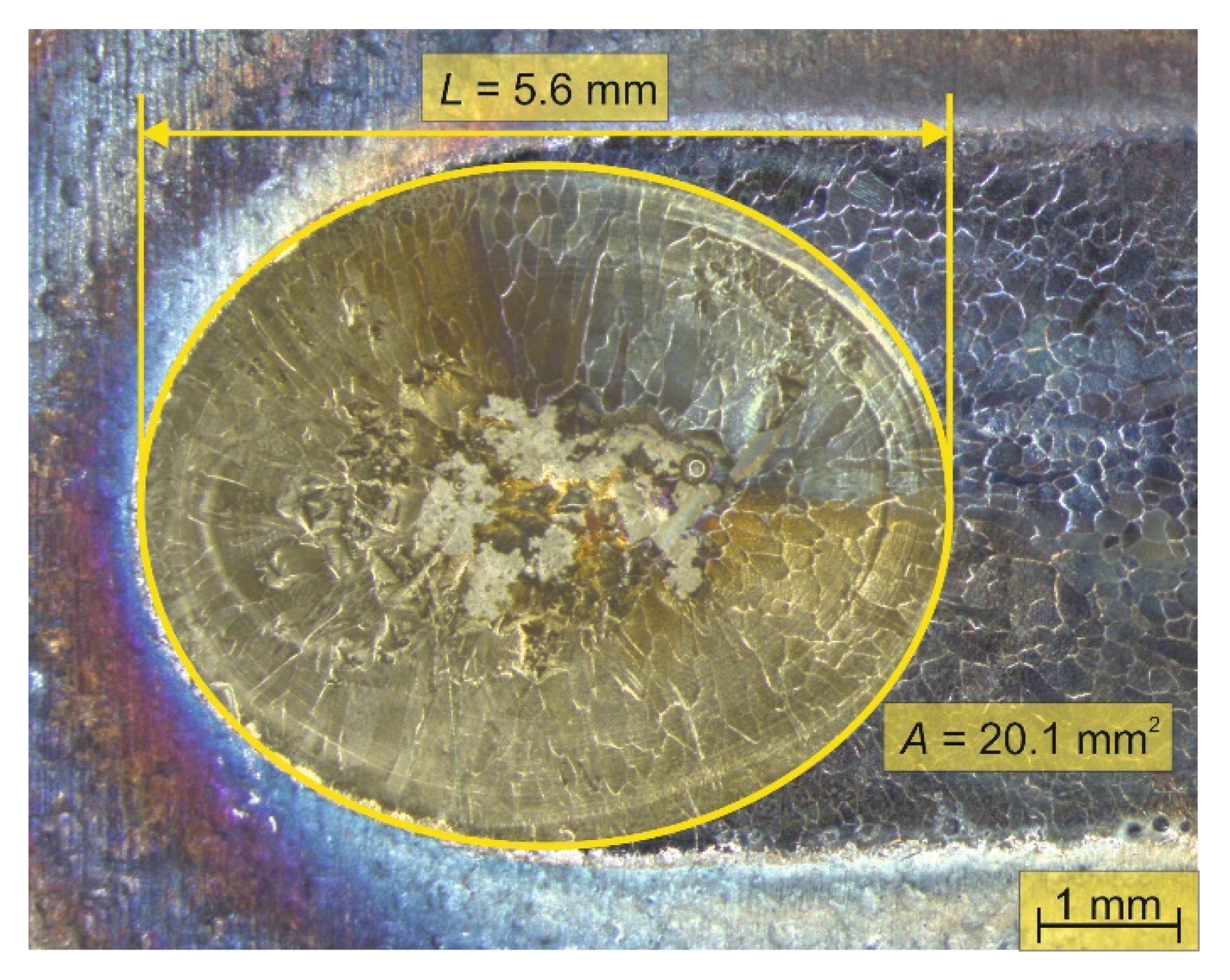
4.2. Weld Geometry Results
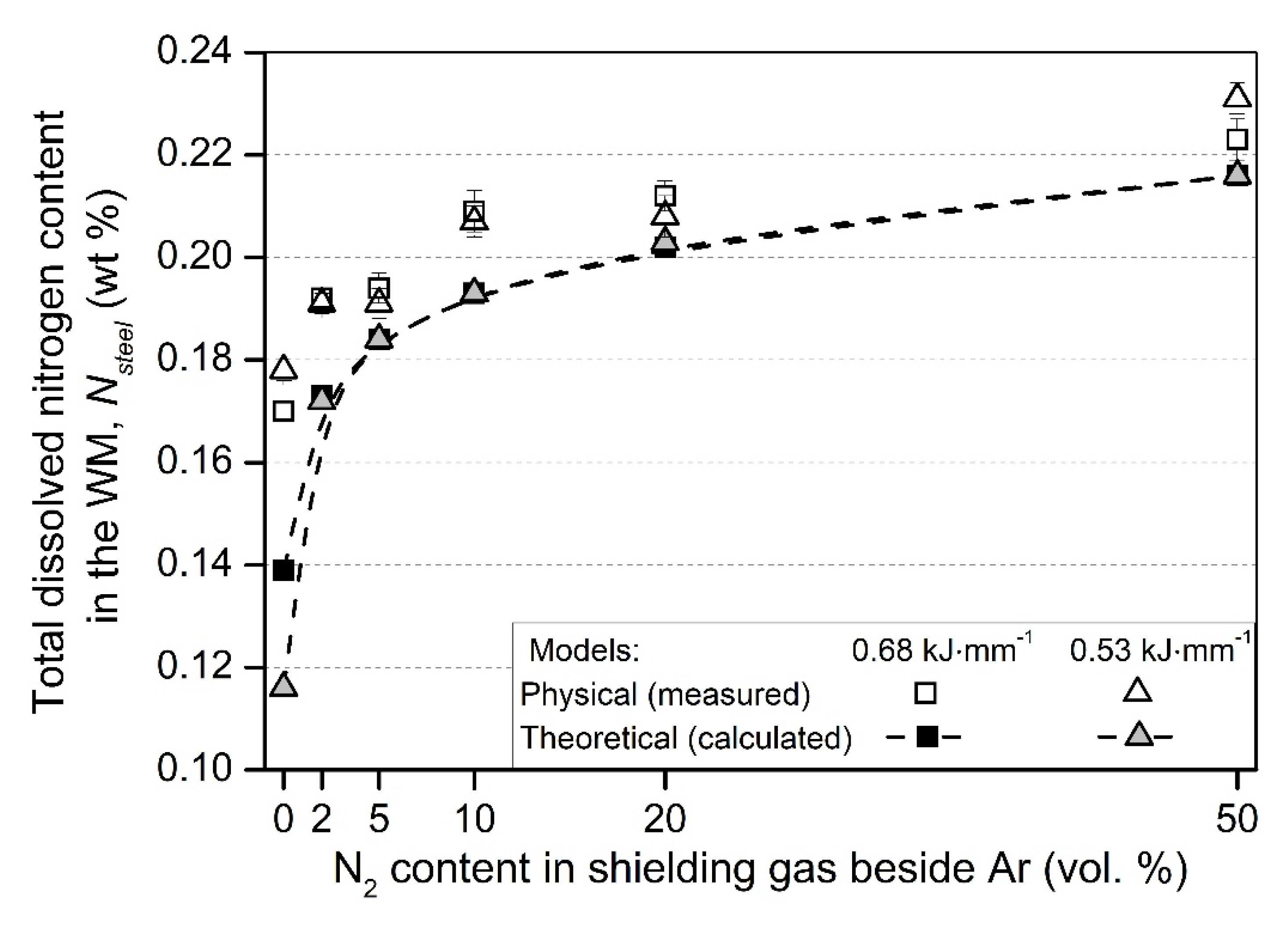
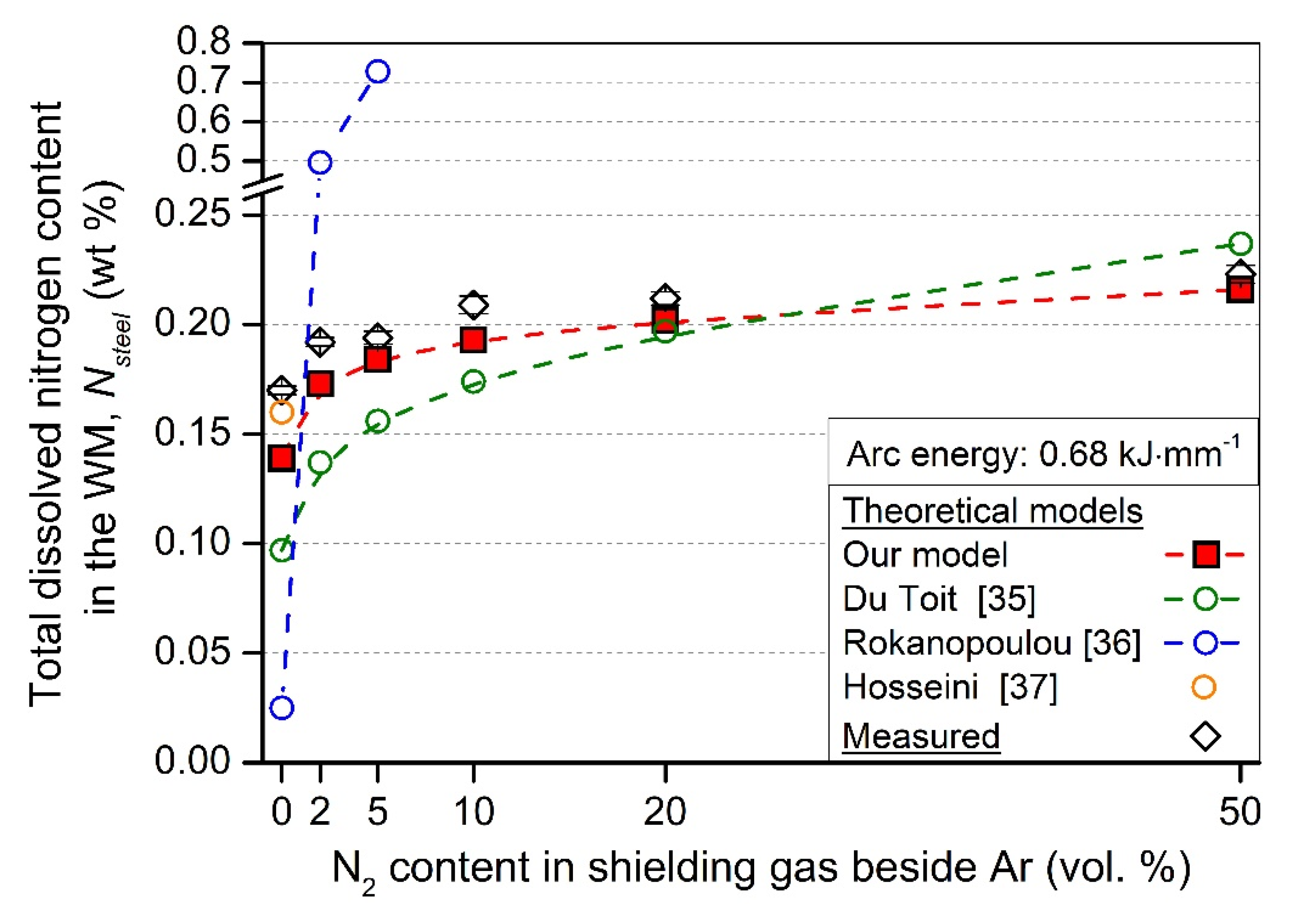
4.3. Comparison of the Physical and Theoretical Model of the Total Dissolved Nitrogen Content in the Solidified Weld Metal
5. Conclusions
- During TIG welding, the arc voltage is increasing linearly with the increasing N2 content in the Ar shielding gas. The slope of this linear relationship is different in the 5 to 10 vol. % N2 range. The breakpoint of the slopes is different in the case of the two arc energies: 10 vol. % N2 in case of 0.68 kJ·mm−1 and 5 vol. % N2 in case of 0.53 kJ·mm−1.
- The higher arc energy (larger molten pool surface and volume) resulted in less Nsteel content in the WM in the case of the Ar welded samples; 0.178 wt % for 0.53 kJ·mm−1 and 0.170 wt % for 0.53 kJ·mm−1.
- The increase in the Nsteel is significantly pronounced in the 2–10 vol. % N2 shielding gas range (compared to the Ar welded samples), where most of the Ar + N2 shielding gas mixtures are used in industrial applications. This observation is in correlation with the significant increase of arc voltage in this shielding gas N2 content range.
- Our improved theoretical model, established for the Nsteel prediction, results in less than 10% error compared to the measured Nsteel values in case of autogenous TIG welding of DSS 2205 with Ar + N2 shielding gases.
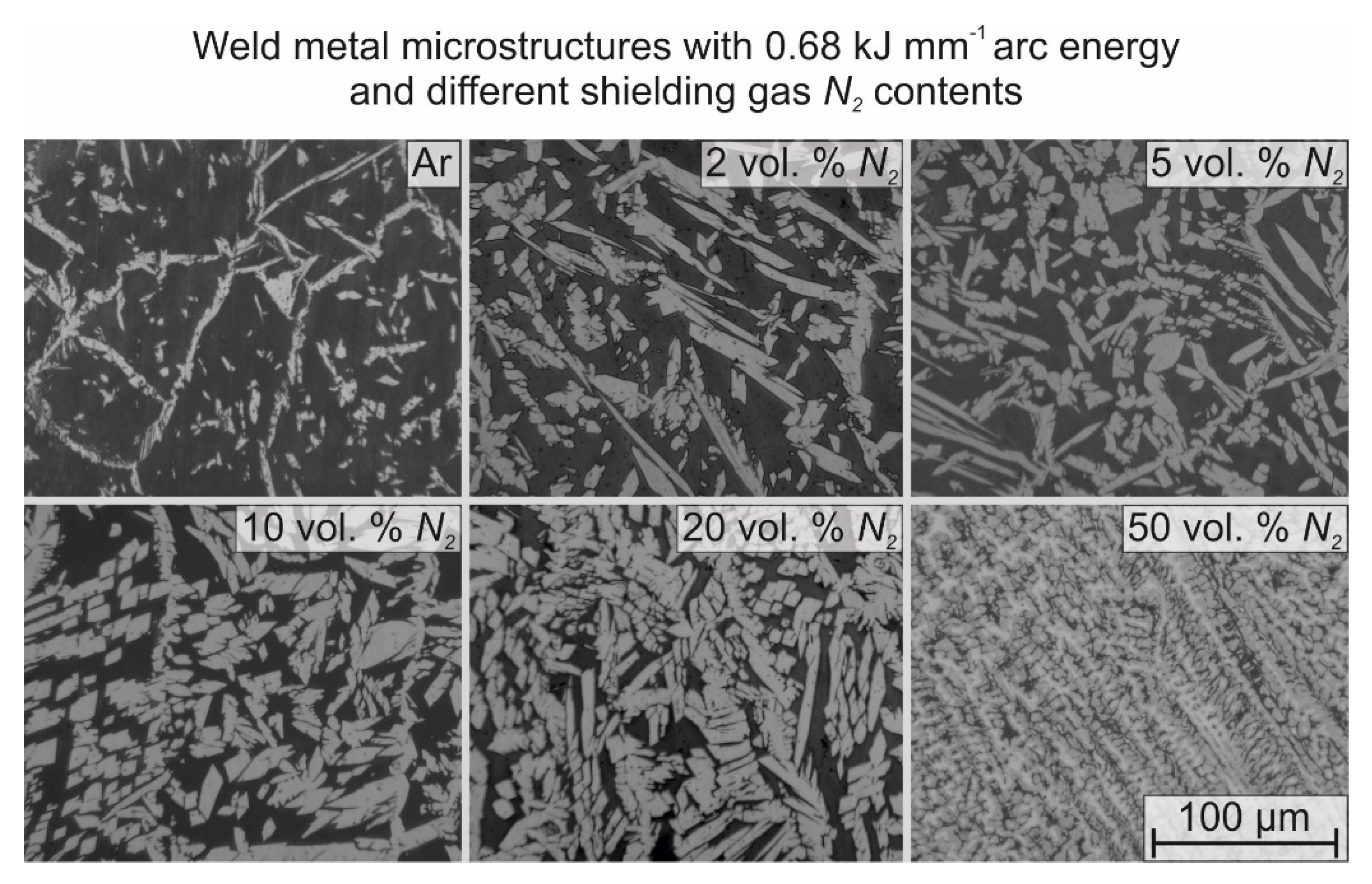
- The 50 vol. % N2 addition to the Ar shielding gas resulted in eutectic ferrite + austenite solidification from the liquid phase.
Author Contributions
Funding
Conflicts of Interest
References
- Russo Spena, P.; Rossi, S.; Wurzer, R. Effects of Welding Parameters on Strength and Corrosion Behavior of Dissimilar Galvanized Q&P and TRIP Spot Welds. Metals 2017, 7, 534. [Google Scholar]
- Dobosy, Á.; Gáspár, M.; Lukács, J. The Influence of Mismatch Effect on the High Cycle Fatigue Resistance of High Strength Steel Welded Joints. Adv. Mater. Res. 2018, 1146, 73–83. [Google Scholar] [CrossRef]
- Béres, G.; Weltsch, Z. Estimation of Strength Properties from Microhardness Results in Dual Phase Steels with Different Martensite Volume Fraction. Period. Polytech. Transp. Eng. 2018, 47, 1–7. [Google Scholar] [CrossRef]
- Palotas, B.; Pogonyi, T. Results of resistance spot welding of dual phase steels. In Proceedings of the Provisional agenda of the Commission III Intermediate Meeting 2017 (III-1784-17), Budapest, Hungary, 6–7 February 2017; Borhy, I., Wikhardt, P., dos Santos, J.F., Eds.; Magyar Hegesztési Egyesület: Budapest, Hungary, 2017. III-1794-17. [Google Scholar]
- Boillot, P.; Peultier, J. Use of stainless steels in the industry: Recent and future developments. Procedia Eng. 2014, 83, 309–321. [Google Scholar] [CrossRef]
- Soulignac, P. Celebrating the 70 + years of duplex stainless steels in Europe. In Proceedings of the 8th Duplex Stainless Steels Conference, Beaune, France, 13–15 October 2010. [Google Scholar]
- Chater, J. Playing to strength: Suplex gains market share in construction and transport. Stainl. Steel World 2017, 29, 28–32. [Google Scholar]
- Świerczyńska, A.; Fydrych, D.; Rogalski, G. Diffusible hydrogen management in underwater wet self-shielded flux cored arc welding. Int. J. Hydrog. Energy 2017, 42, 24532–24540. [Google Scholar] [CrossRef]
- Haldorsen, L.M. Welding duplex-challenges faced and experience gained. Stainl. Steel World 2016, 28, 53–58. [Google Scholar]
- Chater, J. The year in stainless steel: Industry sees growth, but over-production still an issue. Stainl. Steel World 2019, 31, 28–31. [Google Scholar]
- Rosemann, P.; Müller, C.; Baumann, O.; Modersohn, W.; Halle, T. Influence of the post-weld surface treatment on the corrosion resistance of the duplex stainless steel 1.4062. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 012019. [Google Scholar] [CrossRef]
- International Stainless Steel Forum (ISSF). Stainless Steel in Figures 2018; ISSF: Brussels, Belgium, 2018; p. 15. [Google Scholar]
- Kotecki, D.J. Some pitfalls in welding of duplex stainless steels. Soldag. Insp. 2010, 15, 336–343. [Google Scholar] [CrossRef]
- Gunn, R.N. Duplex Stainless Steels: Microstructure, Properties and Applications; Abington Publishing: Cambridge, UK, 1997; pp. 24–27. [Google Scholar]
- Westin, E. Microstructure and Properties of Welds in the Lean Duplex Stainless Steel LDX 2101. Ph.D. Thesis, Royal Institute of Technology, Stackholm, Sweden, 2010. [Google Scholar]
- Zucato, I.; Moreira, M.C.; Machado, I.F.; Lebrão, S.M.G. Microstructural Characterization and the Effect of Phase Transformations on Toughness of the UNS S31803 Duplex Stainless Steel Aged Treated at 850 °C. Mater. Res. 2002, 5, 385–389. [Google Scholar] [CrossRef]
- Alves, A.D.N.S.; Ferreira, D.M.B.; Martins, T.F.; José, G. Numerical Simulation of Welding Superduplex UNS S32760 Stainless Steel with the Flux Cored Arc Welding (FCAW) Process using Finite Element Method. In Proceedings of the XLII consolda–Congresso Nacional De Soldagem, Associacao Brasileira de Soldagem, Belo Horizonte, Brazil, 30 November 2016. [Google Scholar]
- Yang, Y.; Guo, Y.; Liu, Y.; Li, J.; Jiang, Y. The Microstructure and Pitting Resistance of 2002 Lean Duplex Stainless Steel after the Simulated Welding Thermal Cycle Process. Materials 2018, 12, 70. [Google Scholar] [CrossRef] [PubMed]
- Nilsson, J.-O. The role of nitrogen in duplex stainless steels. Stainl. Steel World 2016, 28, 26–27. [Google Scholar]
- Ha, H.-Y.; Lee, C.-H.; Lee, T.-H.; Kim, S. Effects of Nitrogen and Tensile Direction on Stress Corrosion Cracking Susceptibility of Ni-Free FeCrMnC-Based Duplex Stainless Steels. Materials 2017, 10, 294. [Google Scholar] [CrossRef] [PubMed]
- Alcantara, A.S.; Fábián, E.R.; Furkó, M.; Fazakas, É.; Dobránszky, J.; Berecz, T. Corrosion resistance of TIG welded joints of stainless steels. Mater. Sci. Forum 2017, 885, 190–195. [Google Scholar] [CrossRef]
- Gennari, C.; Lago, M.; Bögre, B.; Meszaros, I.; Calliari, I.; Pezzato, L. Microstructural and Corrosion Properties of Cold Rolled Laser Welded UNS S32750 Duplex Stainless Steel. Metals 2018, 8, 1074. [Google Scholar] [CrossRef]
- Başyiğit, A.; Kurt, A. The Effects of Nitrogen Gas on Microstructural and Mechanical Properties of TIG Welded S32205 Duplex Stainless Steel. Metals 2018, 8, 226. [Google Scholar] [CrossRef]
- Sales, A.M.; Westin, E.M.; Jarvis, B.L. Effect of nitrogen in shielding gas of keyhole GTAW on properties of duplex and superduplex welds. Weld. World 2017, 61, 1133–1140. [Google Scholar] [CrossRef]
- Westin, E.M.; Johansson, M.M.; Pettersson, R.F.A. Effect of nitrogen-containing shielding and backing gas on the pitting corrosion resistance of welded lean duplex stainless steel LDX 2101® (EN 1.4162, UNS S32101). Weld. World 2013, 57, 467–476. [Google Scholar] [CrossRef]
- Allum, C. Nitrogen Absorption from Welding Arc; International Institue of Welding: Lisbon, Portugal, 1988. [Google Scholar]
- Pramanik, A.; Littlefair, G.; Basak, A.K. Weldability of Duplex Stainless Steel. Mater. Manuf. Process. 2015, 30, 1053–1068. [Google Scholar] [CrossRef]
- Pickle, T.; Henry, N.; Morriss, P.; Tennis, L.; Wagner, D.; Baumer, R.E. Root Pass Microstructure in Super Duplex Stainless Steel Multipass Welds. Weld. J. 2019, 98, 123–134. [Google Scholar]
- Dobranszky, J.; Szabo, P.J.; Berecz, T.; Hrotko, V.; Portko, M. Energy-dispersive spectroscopy and electron backscatter diffraction analysis of isothermally aged SAF 2507 type superduplex stainless steel. Spectrochim. Acta Part B At. Spectrosc. 2004, 59, 1781–1788. [Google Scholar] [CrossRef]
- Knyazeva, M.; Pohl, M. Duplex Steels. Part II: Carbides and Nitrides. Metallogr. Microstruct. Anal. 2013, 2, 343–351. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; pp. 240–244. [Google Scholar]
- Migiakis, K.; Papadimitriou, G.D. Effect of nitrogen and nickel on the microstructure and mechanical properties of plasma welded UNS S32760 super-duplex stainless steels. J. Mater. Sci. 2009, 44, 6372–6383. [Google Scholar] [CrossRef]
- Valiente Bermejo, M.A.A.; Karlsson, L.; Svensson, L.-E.E.; Hurtig, K.; Rasmuson, H.; Frodigh, M.; Bengtsson, P. Effect of shielding gas on welding performance and properties of duplex and superduplex stainless steel welds. Weld. World 2015, 59, 239–249. [Google Scholar] [CrossRef]
- Hertzman, S.; Charles, J. On the effect of nitrogen on duplex stainless steels. Rev. Métall. 2011, 108, 413–425. [Google Scholar] [CrossRef]
- Du Toit, M. The Behaviour of Nitrogen during the Autogenous Arc Welding of Stainless Steel. Ph.D. Thesis, University of Pretoria, Hatfield, South Africa, 2001. [Google Scholar]
- Rokanopoulou, A.; Skarvelis, P.; Papadimitriou, G.D. Welding design methodology for optimization of phase balance in duplex stainless steels during autogenous arc welding under Ar–N2 atmosphere. Weld. World 2019, 63, 3–10. [Google Scholar] [CrossRef]
- Hosseini, V.A. Super Duplex Stainless Steels–Microstructure and Properties of Physically Simulated Base and Weld Metal. Ph.D. Thesis, Univesity of West, Trollhattan, Sweden, 2018. [Google Scholar]
- Putz, A.; Althuber, M.; Zelić, A.; Westin, E.M.; Willidal, T.; Enzinger, N. Methods for the measurement of ferrite content in multipass duplex stainless steel welds. Weld. World 2019, 63, 1075–1086. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Hurtig, K.; Eyzop, D.; Östberg, A.; Janiak, P.; Karlsson, L. Ferrite content measurement in super duplex stainless steel welds. Weld. World 2019, 63, 551–563. [Google Scholar] [CrossRef]
- Varbai, B.; Pickle, T.; Májlinger, K. Development and Comparison of Quantitative Phase Analysis for Duplex Stainless Steel Weld. Period. Polytech. Mech. Eng. 2018, 62, 247–253. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2003; pp. 68–73. [Google Scholar]
- Mizukami, H.; Shirai, Y.; Yamanaka, A.; Watanabe, T. Prediction of Density of Stainless Steel. ISIJ Int. 2000, 40, 987–994. [Google Scholar] [CrossRef]
- Mundra, K.; Debroy, T. A general model for partitioning of gases between a metal and its plasma environment. Metall. Mater. Trans. B 1995, 26, 149–157. [Google Scholar] [CrossRef]
- Palmer, T.A.; Debroy, T. Physical modeling of nitrogen partition between the weld metal and its plasma environnment. Weld. J. 1996, 75, 197–207. [Google Scholar]
- Wada, H.; Pehlke, R.D. Solubility of nitrogen in liquid Fe-Cr-Ni alloys containing manganese and molybdenum. Metall. Trans. B 1977, 8, 675–682. [Google Scholar] [CrossRef]
- Kobayashi, Y.; Todoroki, H.; Shiga, N.; Ishii, T. Solubility of Nitrogen in Fe-Cr-Ni-Mo Stainless Steel under a 1 atm N2 Gas Atmosphere. ISIJ Int. 2012, 52, 1601–1606. [Google Scholar] [CrossRef]
- Anson, D.R.; Pomfret, R.J.; Hendry, A. Prediction of the Solubility of Nitrogen in Molten Duplex Stainless Steel. ISIJ Int. 1996, 36, 750–758. [Google Scholar] [CrossRef]
- Dai, K.; Wang, B.; Xue, F.; Liu, S.; Huang, J.; Zhang, J. Formation of Nitrogen Bubbles During Solidification of Duplex Stainless Steels. Metall. Mater. Trans. B 2018, 49, 2011–2021. [Google Scholar] [CrossRef]
- Jiang, Z.; Li, H.; Chen, Z.; Huang, Z.; Zou, D.; Liang, L. The Nitrogen Solubility in Molten Stainless Steel. Steel Res. Int. 2005, 76, 740–745. [Google Scholar] [CrossRef]
- Japan Society for the Promotion of Science, the 19th Committee on Steelmaking. Steelmaking Data Sourcebook; Gordon and Breach Science Publishers: New York, NY, USA, 1988. [Google Scholar]
- Elliot, J.F.; Gleiser, M. Thermochemistry for Steelmaking; Addison-Wesley Pub. Co: Reading, Mass, UK, 1960. [Google Scholar]
- Hosseini, V.A.; Karlsson, L. Physical and kinetic simulation of nitrogen loss in high temperature heat affected zone of duplex stainless steels. Materialia 2019, 6, 100325. [Google Scholar] [CrossRef]
- Varbai, B.; Adonyi, Y.; Baumer, R.; Pickle, T.; Dobránszky, J.; Májlinger, K. Weldability of Duplex Stainless Steels-Thermal Cycle and Nitrogen Effects. Weld. J. 2019, 98, 78–87. [Google Scholar]
- Igual Muñoz, A.; García Antón, J.; Guiñón, J.L.; Pérez Herranz, V. Effect of nitrogen in Argon as a shielding gas on tungsten inert gas welds of duplex stainless steels. Corrosion 2005, 61, 693–705. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Wessman, S.; Hurtig, K.; Karlsson, L. Nitrogen loss and effects on microstructure in multipass TIG welding of a super duplex stainless steel. Mater. Des. 2016, 98, 88–97. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| DSS Grade | Thickness | Chemical Composition (wt %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| %C | %Cr | %Ni | %Mn | %Mo | %N 1 | %Cu | %Si | %P | %S | ||
| 2205 | 5 mm | 0.02 | 21.6 | 4.7 | 1.9 | 3.1 | 0.181 ± 0.003 | 0.3 | 0.76 | 0.03 | 0.001 |
| Alloying Element (X) | eNX | γNX |
|---|---|---|
| N | 0.130 | - |
| Mn | −0.024 | 3.2 × 10−5 |
| Si | 0.043 | - |
| P | 0.048 | - |
| Cr | −0.048 | 3.5 ×∙10−4 |
| Mo | −0.013 | 7.9∙× 10−5 |
| Ni | 0.011 | 3.5∙× 10−5 |
| Arc Energy | Shielding Gas N2 Range (beside Ar) | Correlation between Arc Voltage and Shielding Gas N2 Content | R2 of the Correlation (-) |
|---|---|---|---|
| (kJ·mm−1) | (vol. %) | ||
| 0.68 | 1–10 | U = 15.5 + 0.40·N2 | 0.97 |
| 10–50 | U = 18.5 + 0.09·N2 | 0.99 | |
| 0.53 | 1–5 | U = 16.1 + 0.44·N2 | 0.99 |
| 5–50 | U = 17.5 + 0.13·N2 | 0.99 |
| Arc Energy | Shielding Gas N2 Content (beside Ar) | Welding Current | Arc Voltage |
|---|---|---|---|
| (kJ·mm−1) | (vol. %) | (A) | (V) |
| 0.68 | 0 | 130 | 15.7 |
| 2 | 128 | 16.0 | |
| 5 | 115 | 17.8 | |
| 10 | 105 | 19.5 | |
| 20 | 101 | 20.2 | |
| 50 | 88 | 23.2 | |
| 0.53 | 0 | 100 | 16.0 |
| 2 | 94 | 17.0 | |
| 5 | 88 | 18.2 | |
| 10 | 85 | 18.8 | |
| 20 | 80 | 20.0 | |
| 50 | 67 | 24.0 |
| Arc Energy | Shielding Gas N2 Content (beside Ar) | Calculated Average Molten Pool Surface, A | Calculated Average Molten Pool Length, L | Average Penetration Depth, h | Volume, V |
|---|---|---|---|---|---|
| (kJ·mm−1) | (vol. %) | (mm2) | (mm) | (mm) | (mm3) |
| 0.68 | 0 | 40.2 | 8.1 | 1.2 | 51.8 |
| 2 | 42.0 | 8.2 | 1.2 | 53.3 | |
| 5 | 42.3 | 8.4 | 1.2 | 56.3 | |
| 10 | 43.1 | 8.4 | 1.3 | 58.8 | |
| 20 | 43.9 | 8.8 | 1.4 | 69.5 | |
| 50 | 46.6 | 9.2 | 1.6 | 75.4 | |
| 0.53 | 0 | 20.1 | 5.6 | 0.4 | 11.2 |
| 2 | 21.9 | 5.7 | 0.7 | 12.5 | |
| 5 | 22.5 | 6.0 | 0.9 | 15.6 | |
| 10 | 24.8 | 6.1 | 1.1 | 15.9 | |
| 20 | 25.3 | 6.2 | 1.1 | 19.8 | |
| 50 | 30.9 | 6.3 | 1.5 | 20.8 |
| Arc Energy | Shielding Gas N2 Content (beside Ar) | Measured Average Nsteel | Calculated Nitrogen Content of the WM (Nsteel) | |||
|---|---|---|---|---|---|---|
| Our Model | Error of Our Model to the Measured Nsteel | Du Toit’s [35] Model | Error of Du Toit’s Model [35] | |||
| (kJ·mm−1) | (vol. %) | (wt %) | (wt %) | (%) | (wt %) | (%) |
| 0.68 | 0 | 0.170 | 0.139 | 18.2 | 0.097 | 42.9 |
| 2 | 0.192 | 0.173 | 9.9 | 0.137 | 28.6 | |
| 5 | 0.194 | 0.184 | 5.2 | 0.156 | 19.6 | |
| 10 | 0.209 | 0.193 | 7.7 | 0.174 | 16.7 | |
| 20 | 0.212 | 0.202 | 4.7 | 0.197 | 7.1 | |
| 50 | 0.223 | 0.216 | 3.1 | 0.237 | 6.3 | |
| 0.53 | 0 | 0.178 | 0.116 | 34.8 | 0.074 | 58.4 |
| 2 | 0.191 | 0.172 | 9.9 | 0.135 | 29.3 | |
| 5 | 0.191 | 0.184 | 3.7 | 0.156 | 18.3 | |
| 10 | 0.207 | 0.193 | 6.8 | 0.174 | 15.9 | |
| 20 | 0.208 | 0.203 | 2.4 | 0.197 | 5.3 | |
| 50 | 0.231 | 0.216 | 6.5 | 0.237 | 2.6 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Varbai, B.; Májlinger, K. Physical and Theoretical Modeling of the Nitrogen Content of Duplex Stainless Steel Weld Metal: Shielding Gas Composition and Heat Input Effects. Metals 2019, 9, 762. https://doi.org/10.3390/met9070762
Varbai B, Májlinger K. Physical and Theoretical Modeling of the Nitrogen Content of Duplex Stainless Steel Weld Metal: Shielding Gas Composition and Heat Input Effects. Metals. 2019; 9(7):762. https://doi.org/10.3390/met9070762
Chicago/Turabian StyleVarbai, Balázs, and Kornél Májlinger. 2019. "Physical and Theoretical Modeling of the Nitrogen Content of Duplex Stainless Steel Weld Metal: Shielding Gas Composition and Heat Input Effects" Metals 9, no. 7: 762. https://doi.org/10.3390/met9070762
APA StyleVarbai, B., & Májlinger, K. (2019). Physical and Theoretical Modeling of the Nitrogen Content of Duplex Stainless Steel Weld Metal: Shielding Gas Composition and Heat Input Effects. Metals, 9(7), 762. https://doi.org/10.3390/met9070762