Deformation Behavior of a Double Soaked Medium Manganese Steel with Varied Martensite Strength

Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
4.1. Role of Martensite in Yielding Behavior
4.2. Role of Martensite during Plastic Deformation
5. Conclusions
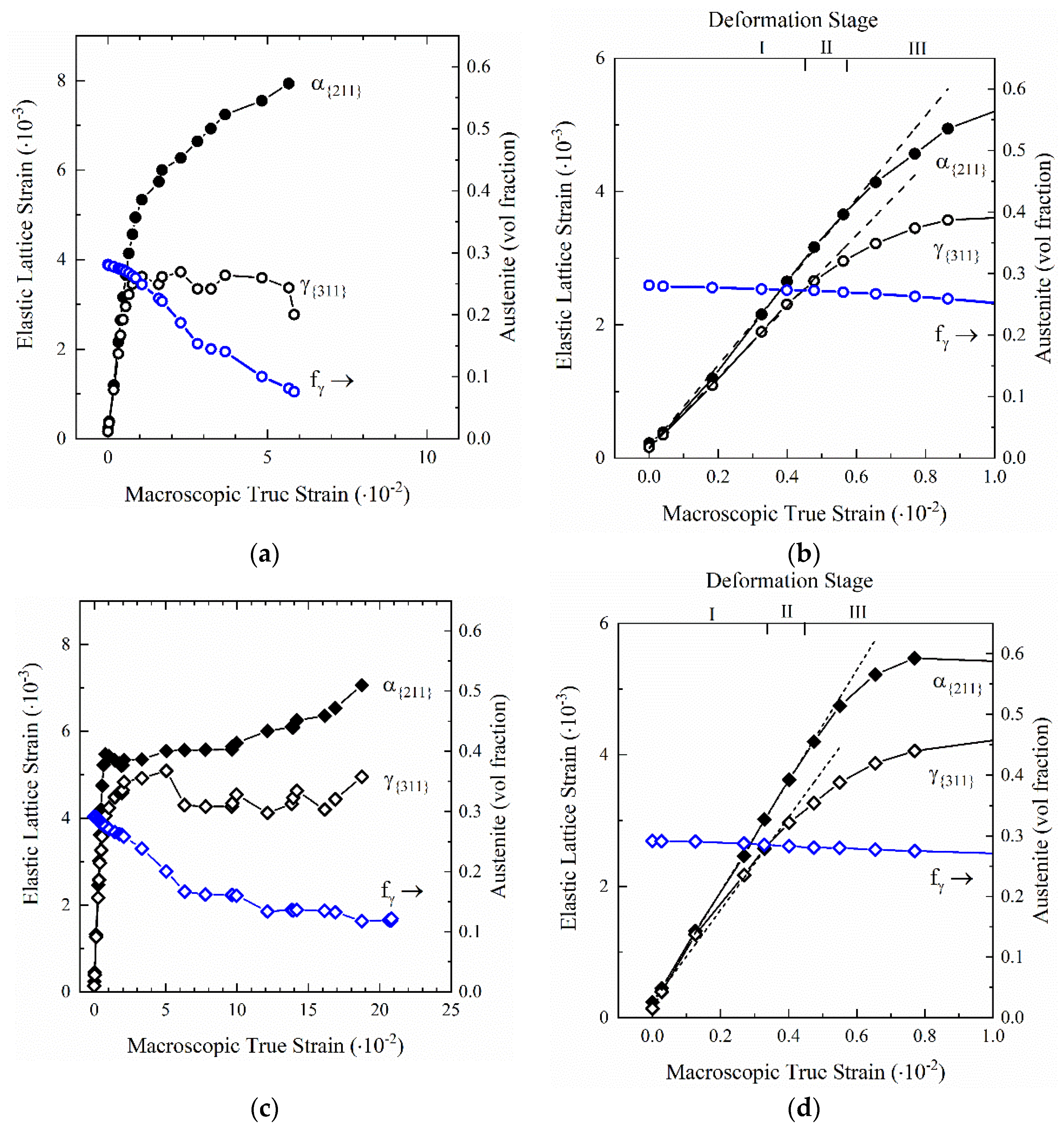
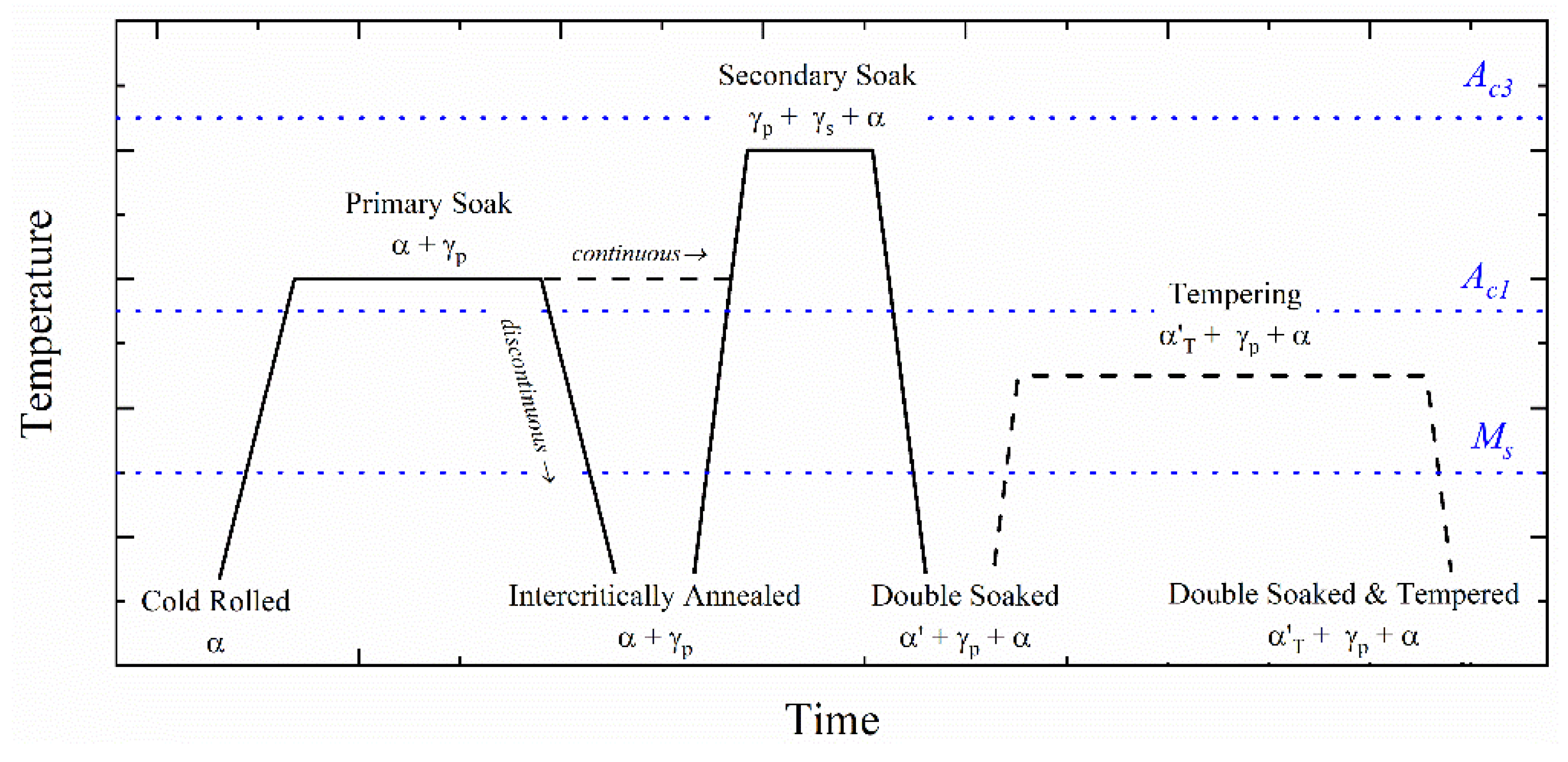
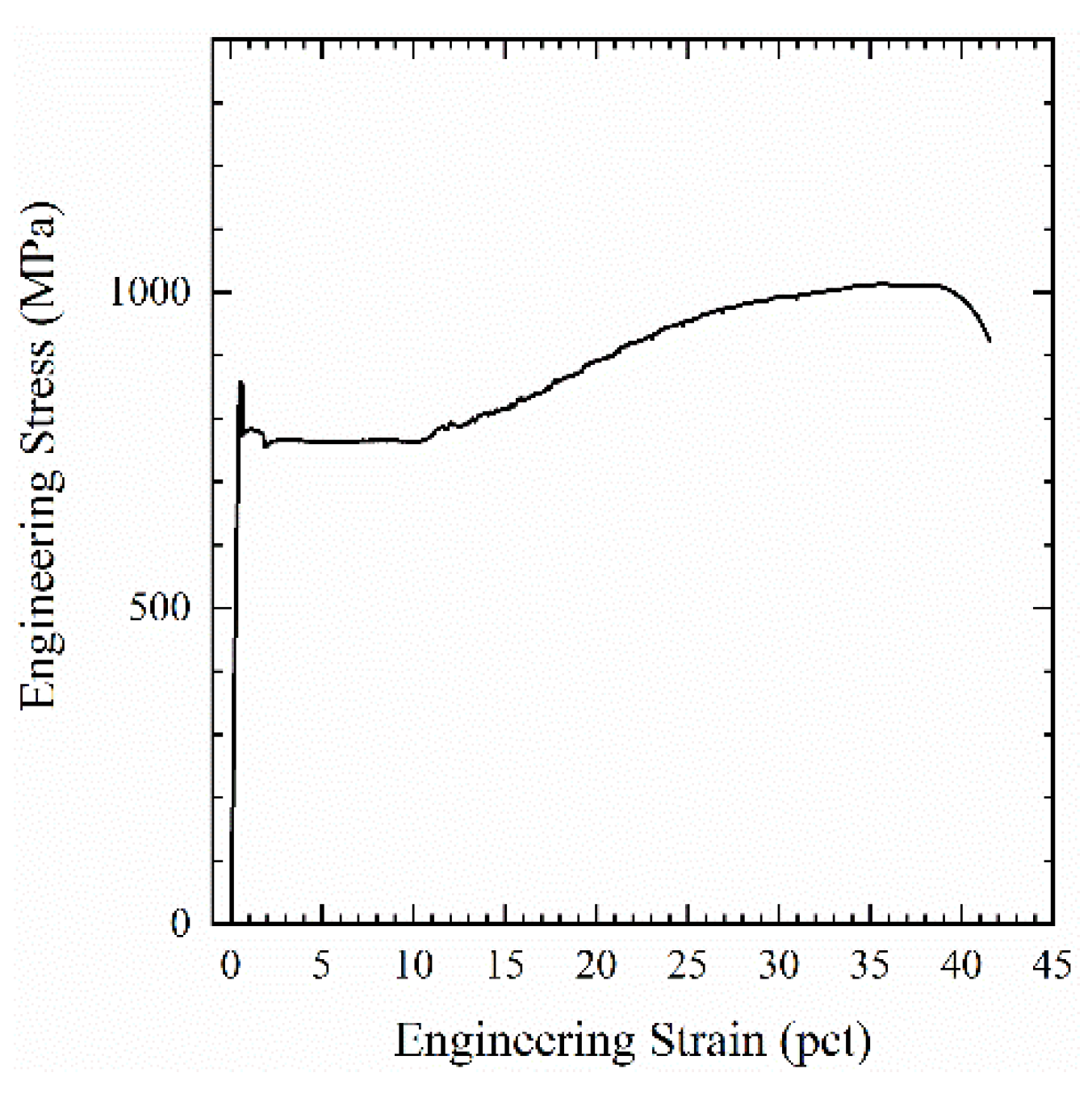
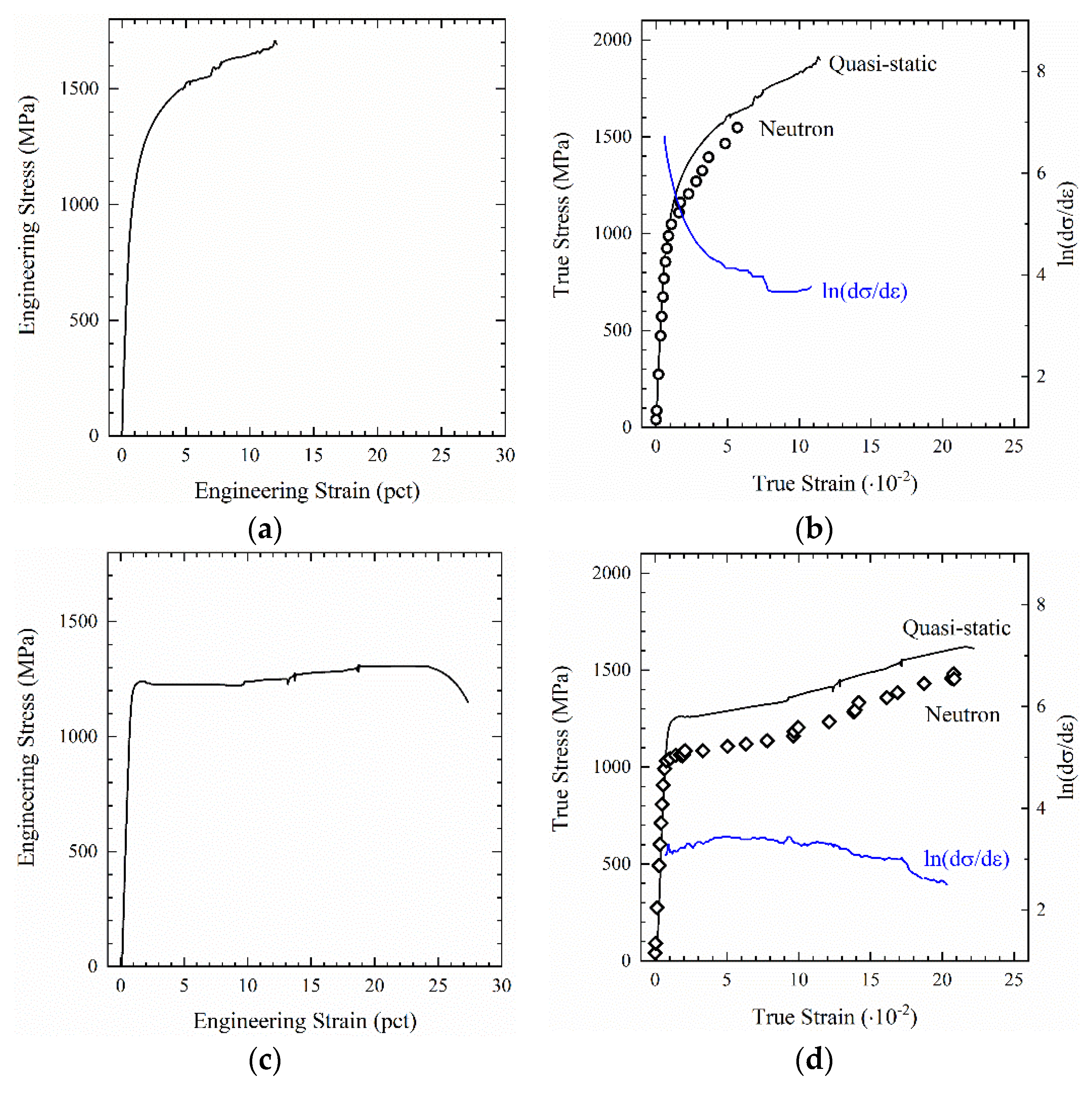
- The inclusion of large volume fractions of as-quenched athermal martensite in the microstructure of medium manganese steels promotes continuous yielding in both the FCC and BCC/BCT phases and in the overall macroscopic tensile curve. Following tempering, discontinuous yielding was found to occur in both the BCC/BCT phase and in the overall macroscopic tensile curve. The shift from continuous to discontinuous yielding is believed to be linked to a reduction in mobile dislocation density in the BCC/BCT phase as a result of the tempering heat treatment.
- The work hardening rate of a medium-manganese steel is highly dependent upon the properties of the matrix. An initial matrix composed primarily of as-quenched athermal martensite is effective in producing a sustained high rate of work hardening, primarily due to work hardening in the martensitic phase and the dynamic strain-induced transformation of austenite to martensite.
- The substitution of ferrite with martensite (as-quenched or tempered) in the initial microstructure of a medium manganese steel improves the strength–ductility product of the material.
Author Contributions
Funding
Conflicts of Interest
References
- Matlock, D.; Speer, J.G. Design Considerations for the Next Generation of Advanced High Strength Sheet Steels. In Proceedings of the Third International Conference on Advanced Structural Steels, Gyeongju, Korea, 22–24 August 2006; pp. 774–781. [Google Scholar]
- De Moor, E.; Gibbs, P.J.; Speer, J.G.; Matlock, D.K. Strategies for third-generation advanced high-strength steel development. AIST Trans. 2010, 7, 133–144. [Google Scholar]
- Matlock, D.K.; Speer, J.G. Third generation of AHSS: Microstructure design concepts. In Microstructure and Texture in Steels; Springer: London, UK, 2009; pp. 185–205. ISBN 184882453X. [Google Scholar]
- Miller, R.L. Ultrafine-grained microstructures and mechanical properties of alloy steels. Metall. Trans. 1972, 3, 905–912. [Google Scholar] [CrossRef]
- Merwin, M.J. Low-carbon manganese TRIP steels. Mater. Sci. Forum 2007, 539–543, 4327–4332. [Google Scholar] [CrossRef]
- Gibbs, P.J.; De Moor, E.; Merwin, M.J.; Clausen, B.; Speer, J.G.; Matlock, D.K. Austenite stability effects on tensile behavior of manganese-enriched-austenite transformation-induced plasticity steel. Metall. Mater. Trans. A 2011, 42, 3691–3702. [Google Scholar] [CrossRef]
- Patel, J.R.; Cohen, M. Criterion for the action of applied stress in the martensitic transformation. Acta Metall. 1953, 1, 531–538. [Google Scholar] [CrossRef]
- Olson, G.B.; Azrin, M. Transformation Behavior of TRIP steels. Metall. Mater. Trans. A 1978, 9A, 713–721. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Stress assisted isothermal martensitic transformation: Application to TRIP steels. Metall. Trans. A 1982, 13A, 1907–1914. [Google Scholar] [CrossRef]
- Stringfellow, R.G.; Parks, D.M.; Olson, G.B. A constitutive model for transformation plasticity accompanying strain-induced martensitic transformations in metastable austenitic steels. Acta Metall. Mater. 1992, 40, 1703–1716. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.N.; Aravas, N.; Bellas, I. Kinetics of strain-induced transformation of dispersed austenite in low-alloy TRIP steels. Mater. Sci. Eng. A 2014, 615, 416–423. [Google Scholar] [CrossRef]
- Steineder, K.; Schneider, R.; Krizan, D.; Béal, C.; Sommitsch, C. Comparative investigation of phase transformation behavior as a function of annealing temperature and cooling rate of two medium-Mn steels. Steel Res. Int. 2015, 86, 1179–1186. [Google Scholar] [CrossRef]
- Gibbs, P.J.; De Cooman, B.C.; Brown, D.W.; Clausen, B.; Schroth, J.G.; Merwin, M.J.; Matlock, D.K. Strain partitioning in ultra-fine grained medium-manganese transformation induced plasticity steel. Mater. Sci. Eng. A 2014, 609, 323–333. [Google Scholar] [CrossRef]
- Steineder, K.; Krizan, D.; Schneider, R.; Béal, C.; Sommitsch, C. On the microstructural characteristics influencing the yielding behavior of ultra-fine grained medium-Mn steels. Acta Mater. 2017, 139, 39–50. [Google Scholar] [CrossRef]
- De Moor, E.; Speer, J.G.; Matlock, D.K. Heat Treating Opportunities for Medium Manganese Steels. In Proceedings of the First International Conference on Automobile Steel & the 3rd International Conference on High Manganese Steels, Chengdu, China, 15–18 Novermber 2016; Luo, H., Ed.; Metallurgical Industry Press: Beijing, China, 2016; pp. 182–185. [Google Scholar]
- Glover, A.G.; Speer, J.G.; De Moor, E. Double Soaking of a 0.14C-7.14Mn Steel. In Proceedings of the International Symposium on New Developments in Advanced High-Strength Sheet Steels, Keystone, CO, USA, 30 May–2 June 2017. [Google Scholar]
- ASTM E8 / E8M-13. Standard Test Method for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2015; p. 29. [Google Scholar]
- Sutton, M.A.; McNeill, S.R.; Helm, J.D.; Chao, Y.J. Advances in Two-Dimensional and Three-Dimensional Computer Vision. In Photomechanics, Topics in Applied Physics; Rastogi, P.K., Ed.; Springer: Berlin, Germany, 2000. [Google Scholar]
- Solutions, C. Vic 3D v7, Reference Manual; Correlated Solutions: Columbia, SC, USA, 2018. [Google Scholar]
- Bourke, M.A.M.; Dunand, D.C.; Ustundag, E. SMARTS—a spectrometer for strain measurement in engineering. Appl. Phys. A 2002, 1709, 1707–1709. [Google Scholar] [CrossRef]
- Huang, J.; Poole, W.J.; Militzer, M. Austenite Formation during Intercritical Annealing. Metall. Mater. Trans. A 2004, 35, 3363–3375. [Google Scholar] [CrossRef]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Kang, J.Y.; Park, S.J.; Suh, D.W.; Han, H.N. Estimation of phase fraction in dual phase steel using microscopic characterizations and dilatometric analysis. Mater. Charact. 2013, 84, 205–215. [Google Scholar] [CrossRef]
- Bao, G.; Hutchinson, J.W.; McMeeking, R.M. The flow stress of dual-phase, non-hardening solids. Mech. Mater. 1991, 12, 85–94. [Google Scholar] [CrossRef]
- Clausen, B.; Lorentzen, T.; Leffers, T. Self consistent modelling of the plastic deformatiton of fcc polycrystals and its implicaitons for diffraction measurements of internal stresses. Acta Mater. 1998, 46, 3087–3098. [Google Scholar] [CrossRef]
- Speich, G.R.; Leslie, W.C. Tempering of Steel. Metall. Mater. Trans. A 1972, 3, 1043–1054. [Google Scholar] [CrossRef]
- Swarr, T.; Krauss, G. The effect of structure on the deformation of as-quenched and tempered martensite in an Fe-0.2 pct C alloy. Metall. Mater. Trans. A 1976, 7, 41–47. [Google Scholar] [CrossRef]
- Massardier, V.; Goune, M.; Fabregue, D.; Selouane, A.; Douillard, T.; Bouaziz, O. Evolution of microstructure and strength during the ultra-fast tempering of Fe-Mn-C martensitic steels. J. Mater. Sci. 2014, 49, 7782–7796. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of lath martensite in low and medium carbon steels: Assessment and challenges. Steel Res. Int. 2017, 88, 1–18. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Gibbs, P.J.; Lee, S.; Matlock, D.K. Transmission electron microscopy analysis of yielding in ultrafine-grained medium Mn transformation-induced plasticity steel. Metall. Mater. Trans. A 2013, 44, 2563–2572. [Google Scholar] [CrossRef]
- Li, Z.C.; Misra, R.D.K.; Ding, H.; Li, H.P.; Cai, Z.H. The significant impact of pre-strain on the structure-mechanical properties relationship in cold-rolled medium manganese TRIP steel. Mater. Sci. Eng. A 2018, 712, 206–213. [Google Scholar] [CrossRef]
- Luo, H.; Dong, H.; Huang, M. Effect of intercritical annealing on the luders strains of medium Mn transformation-inducted plasticity steels. Mater. Des. 2015, 83, 42–48. [Google Scholar] [CrossRef]
- Emadoddin, E.; Akbarzadeh, A.; Daneshi, G.H. Correlation betweeen luder strain and retained austenite in TRIP-assisted cold rolled sheet steels. Mater. Sci. Eng. A 2007, 447, 174–179. [Google Scholar] [CrossRef]
- Materkowski, J.; Krauss, G. Tempered martensite embrittlement in SAE 4340 steel. Metall. Trans. A 1979, 10, 1643–1651. [Google Scholar] [CrossRef]
- Winter, P.L.; Woodward, R.L. Effect of tempering temperature on the work-hardening rate of five HSLA steels. Metall. Trans. A 1986, 17 A, 307–313. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat Treatment | γ | α’ | α | |
|---|---|---|---|---|
| Sample ID | Heat Treatment Parameters | vol % | vol % | vol % |
| DS | 800 °C, 30 s | 28 | 12 | |
| DS-T | 800 °C, 30 s + 450 °C, 300 s | 29 | 11 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Glover, A.; Gibbs, P.J.; Liu, C.; Brown, D.W.; Clausen, B.; Speer, J.G.; De Moor, E. Deformation Behavior of a Double Soaked Medium Manganese Steel with Varied Martensite Strength. Metals 2019, 9, 761. https://doi.org/10.3390/met9070761
Glover A, Gibbs PJ, Liu C, Brown DW, Clausen B, Speer JG, De Moor E. Deformation Behavior of a Double Soaked Medium Manganese Steel with Varied Martensite Strength. Metals. 2019; 9(7):761. https://doi.org/10.3390/met9070761
Chicago/Turabian StyleGlover, Alexandra, Paul J. Gibbs, Cheng Liu, Donald W. Brown, Bjørn Clausen, John G. Speer, and Emmanuel De Moor. 2019. "Deformation Behavior of a Double Soaked Medium Manganese Steel with Varied Martensite Strength" Metals 9, no. 7: 761. https://doi.org/10.3390/met9070761
APA StyleGlover, A., Gibbs, P. J., Liu, C., Brown, D. W., Clausen, B., Speer, J. G., & De Moor, E. (2019). Deformation Behavior of a Double Soaked Medium Manganese Steel with Varied Martensite Strength. Metals, 9(7), 761. https://doi.org/10.3390/met9070761