Layered composites are being widely employed in manufacturing due to having a combination of different properties. The set of properties generated after the clad development are supposed to be not achievable by a single material of that clad. Exclusive features like higher strength to weight ratio, corrosion resistance, remarkable fatigue and endurance limit are offered by their use [
1]. When a stainless steel is cladded to a low carbon steel the resultant properties include high strength and high corrosion resistance [
2]. The growing use of clad composites has attracted the focus of researchers in these days. Noticeable work has been done to develop/improve and characterize the clad composites [
3]. For example, Cui et al. [
4] studied the tribological characterization of laser cladding coatings and Feng et al. [
5] developed MoSi2/TiC/γ-Ni composite coating through plasma transferred arc welding and studied the microstructure and wear properties. Likewise, Yu et al. [
6] developed NiAl intermetallic compound through laser cladding and investigated the tribological behavior of the clad. But the real challenge that limits the use of clad materials is their accurate cutting. The heterogeneous nature of the material produces variable cutting forces that seriously affect the cutting tool performance [
7]. Incidentally, most of the work cited with respect to the cladded materials is mainly focused on discussing the issues pertaining to the development of the clad composite. However, the aspect of accurate cutting of cladded materials has not been widely examined so far. Only one similar study has been found regarding the cutting of stack of carbon fiber reinforced plastic (CFRP) and aluminum alloy (UNS A97050) through the use of abrasive water jet cutting [
8]. The authors have investigated the influence of process parameters on straight cut quality and drilling characteristics. Generally, the clad composites are machined via thermal cutting processes like plasma cutting or gas cutting. The cut quality produced by said processes is not of an appreciable extent. Moreover, the said thermal cutting techniques induce larger heat affected zones into the work surface [
9].
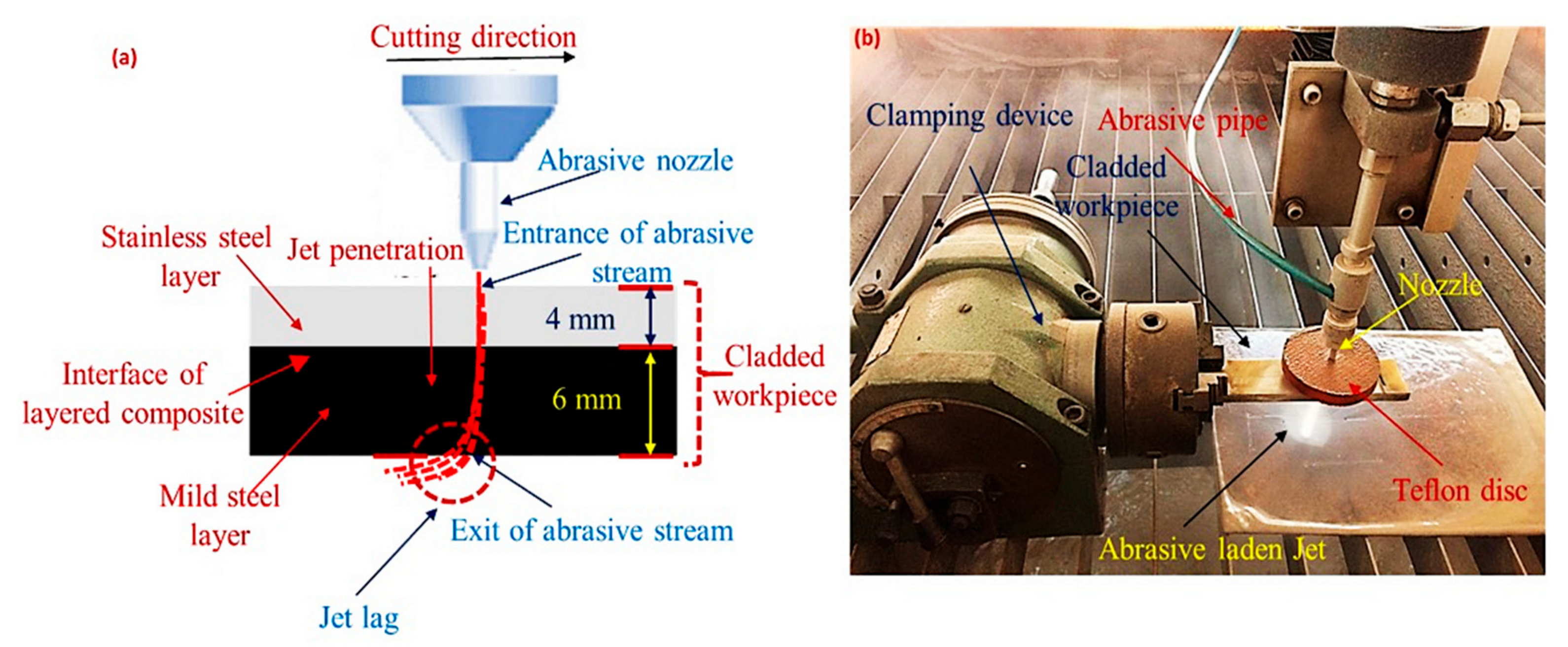
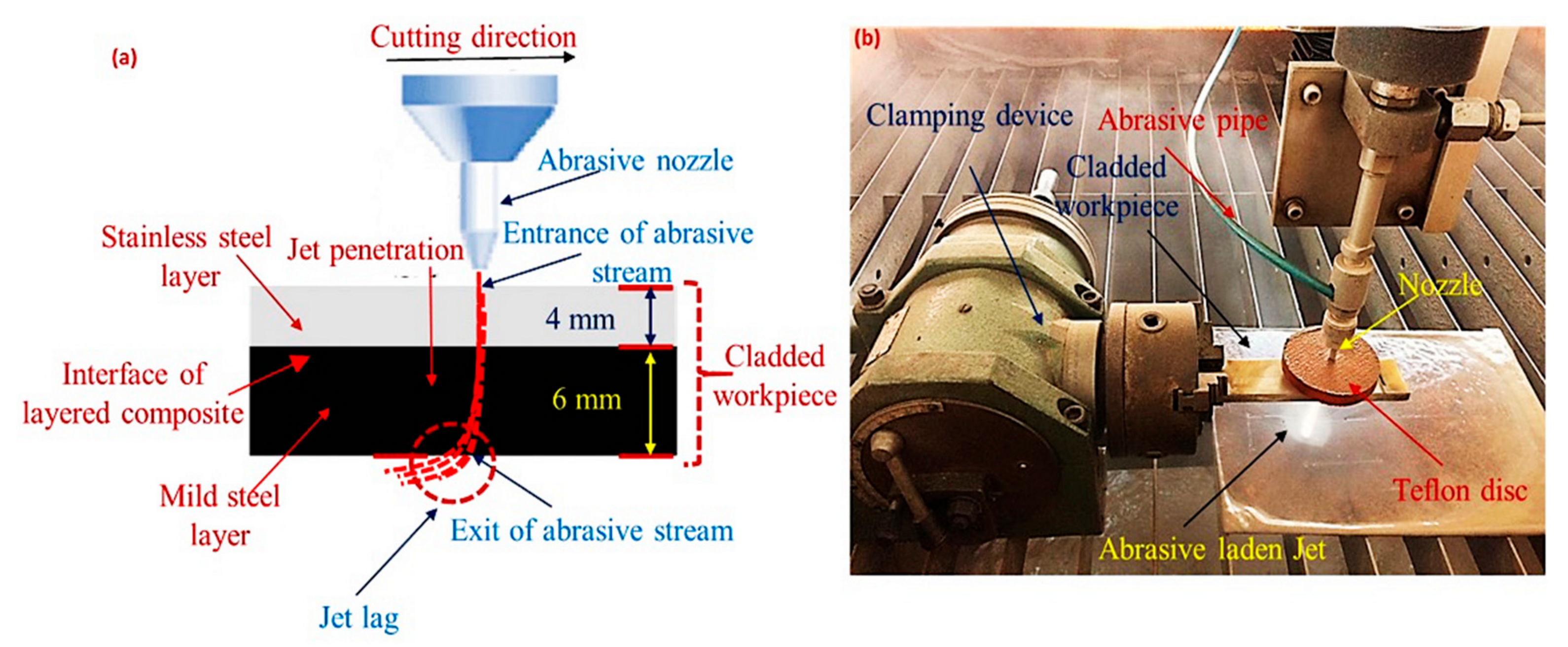
Abrasive water jet cutting (AWJC) could be a valuable substitute for the machining of cladded materials as it has relatively less drawbacks with respect to the damage of the workpart. Additionally, AWJC has no thermal effects and holds a high degree of flexibility with respect to cutting profiles. Above all, it is an environmentally friendly technique [
10]. In AWJC, the stream of abrasive particles is mixed with the water jet in such a way that the jet momentum is partly transferred to the abrasive particles. The role of water medium is primarily to accelerate the abrasive particles and produces a highly coherent jet. This jet is targeted to the cutting area for performing machining action [
11]. It is pertinent to mention that no work has been found, in open available literature, discussing the cutting of clad composite through abrasive water jet cutting. However, a part of the present study discussing the kerf taper and material removal issues during the AWJC of clad composite can has been recently published [
12]. This in turns justifies the novelty of the work as the cutting performance of AWJC has not been reported for the machining of clad composite.
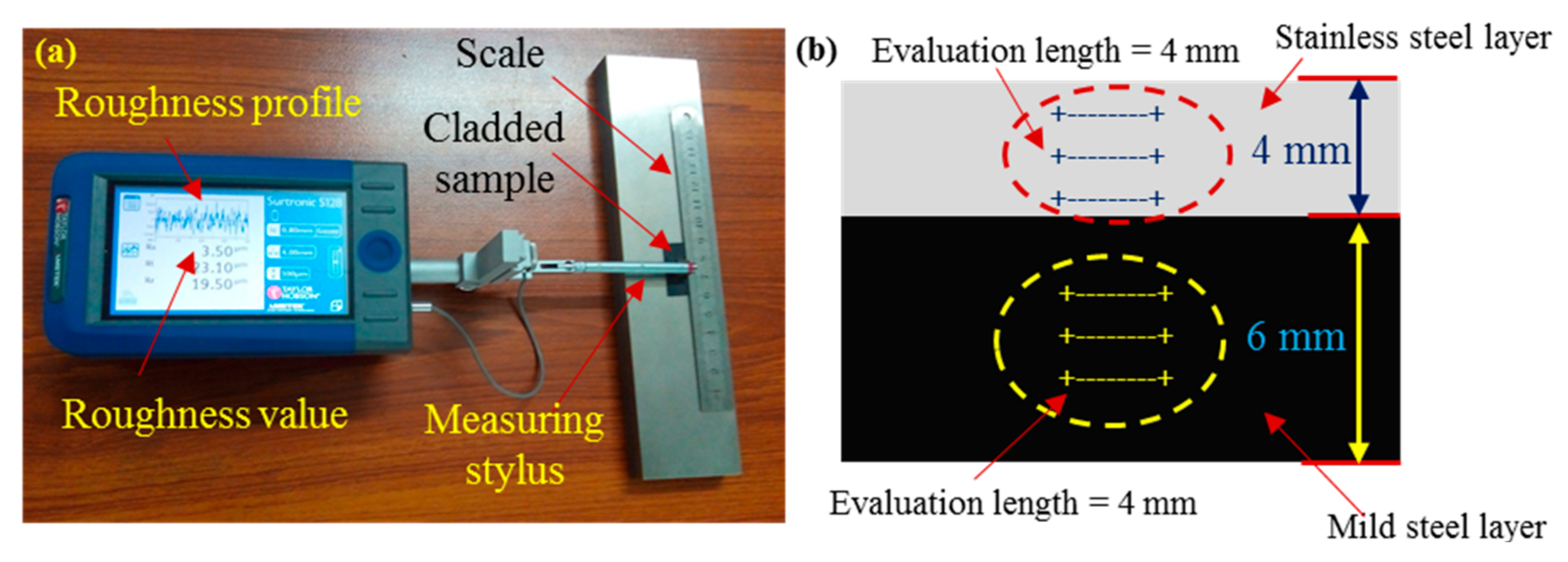
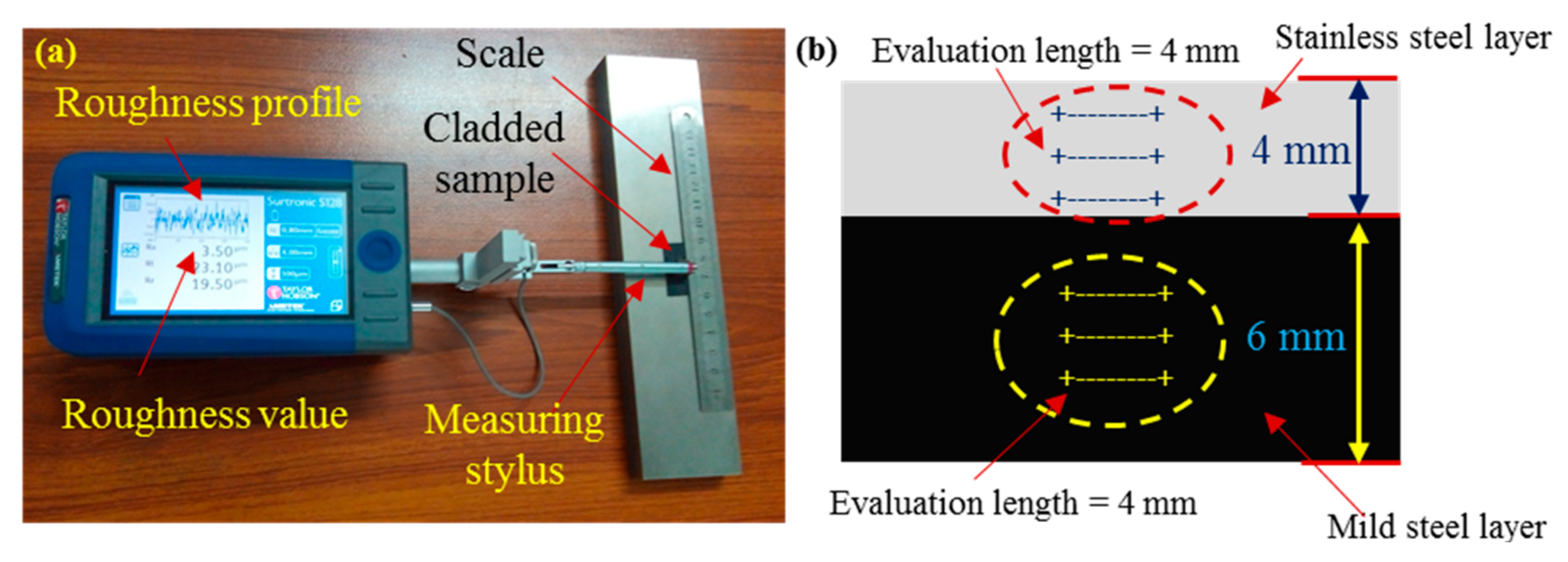
Keeping in view the prior benefits associated with the use of AWJC, the present study examines its potential for machining clad composite specimen in terms of surface finish. The rationale for selecting the surface finish as a response is its dominant importance in governing the final quality of the machined specimen [
13]. Several properties like corrosion, wear and fatigue resistance are mainly governed by the level of surface finish [
14]. Therefore, surface roughness (
Ra) has been selected as the response characteristic.
Considerable research has been conducted in the past to understand the mechanism and to investigate the parametric effects in AWJM with respect to surface roughness. For instance, Babu et al. [
15] have found that water pressure (
WP) is the most contributing factor for
Ra during AWJM of brass-360. Uthayakumar et al. [
16] also reported that
WP was the prominent factor affecting the surface morphology of Ni-based super alloy cut by abrasive water jet. In another piece of research, it was concluded that the surface roughness decreased as the
WP and abrasive mass flow (
AMF) increased. Contrarily, a reverse trend is observed for the stand-off distance (
SOD), traverse speed (
FR) and abrasive grain size during the AWJM of ceramics tiles [
17]. The cutting capability of AWJM for the cutting of gemstones can be seen in [
18]. It was reported that the feed rate (
FR) and depth distance of jet were the two influential factors for the
Ra of cut specimens of gemstones. Karakurt et al. [
19] evaluated the impact of five input parameters, namely: feed rate;
FR, standoff distance;
SOD, abrasive grain size, water pressure;
WP and abrasive mass flow;
AMF on kerf width during the machining of granitic rocks. It was found that traverse speed and standoff distance were the two contributing factors for kerf width. A multivariable regression model was also developed and validated. Selvan et al. [
20] investigated the effect of
WP,
SOD,
FR and
AMF for the cutting of cast iron. Jagadish et al. [
21] developed the optimal parametric settings of three abrasive water jet input factors, namely: water pressure, standoff distance and nozzle speed, for the machining of green composite using response surface methodology. Results revealed that the surface roughness was found to be minimum at a water pressure of 150 Mpa, standoff distance of 3.5 mm and 125 mm/min nozzle speed. Yuvaraj et al. [
22] carried out multi-objective optimization using Technique for Order Preference by Similarity Ideal Solution (TOPSIS) approach during abrasive water jet machining of aluminum alloy (AA5083-H32). Five responses namely: penetration depth, cutting speed, kerf taper, top kerf width and
Ra were simultaneously optimized using TOPSIS technique. A water pressure of 300 MPa, traverse rate of 120 mm/min, standoff distance of 1 mm and
AMF of 360 g/min were the optimal settings.
The potential of the AWJC had been tested for a variety of materials, but its cutting capability for the machining of clad composites, specifically for stainless-clad steel, had not been thoroughly examined so far. The real challenge regarding the use of this cutting technique is to control the surface finish at both of the layers of composite. An adequate level of surface finish in both the layers is not the only requirement; it is also essential that both the layers hold a similar surface finish level, as this material must be used in composite form in its end application. This aspect, with regard to the AWJC of layered composite, has not been explicitly studied yet. Therefore, in the present research cutting performance is comprehensively investigated for the cutting of layered materials with an emphasis on minimizing the surface roughness of the individual layer. Moreover, the difference between the surface roughness values of both the layers is also minimized. The optimization of the process parameters is commonly recommended to eliminate the wastage of resources, especially materials and energy [
23]. Signal to noise ratio is one of the commonly used approaches to optimize the process parameters [
24]. Therefore, weighted signal-to-noise ratio method, a multi-objective optimization approach, is applied to develop an optimal parametric setting that can provide minimum surface roughness of each layer having a minimal difference from the neighboring layer.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}