Fatigue Strength Enhancement of Butt Welds by Means of Shot Peening and Clean Blasting



Abstract
:1. Introduction
1.1. Post-Weld Treatment of Welds
1.2. Shot Peening as a Post-Weld Treatment Method of Welded Joints
2. Experimental Work
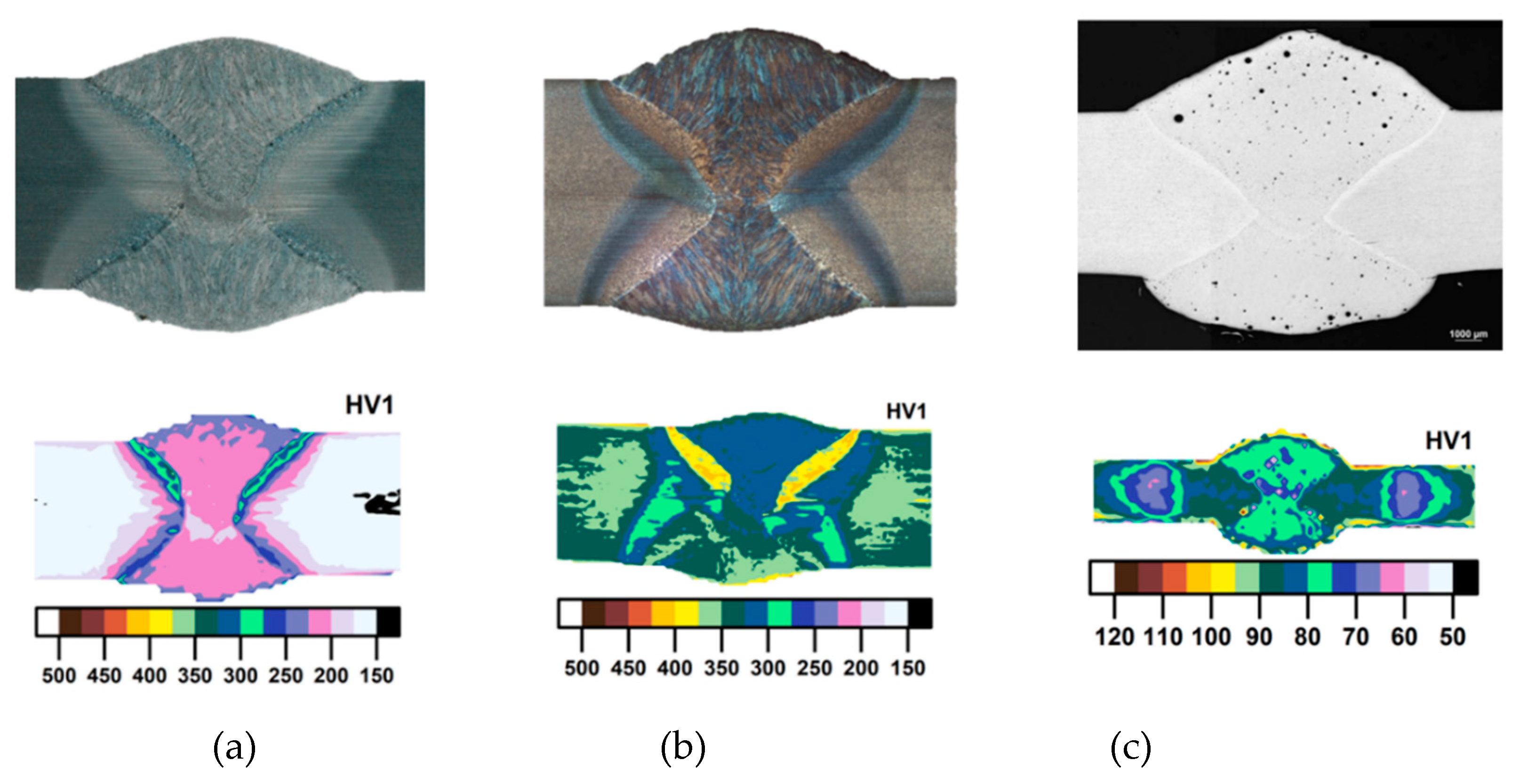
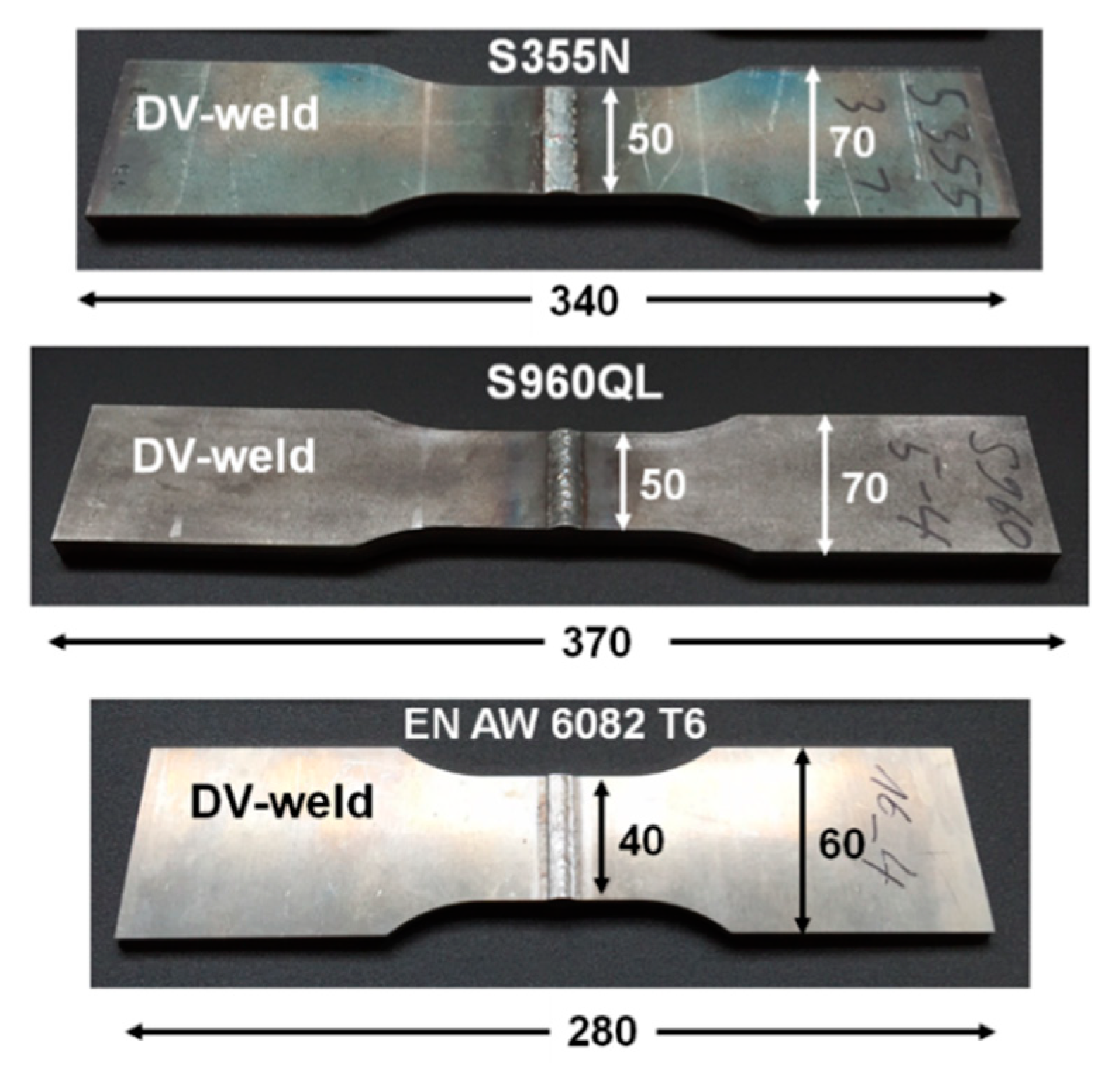
2.1. Specimen Preparation and Characterization
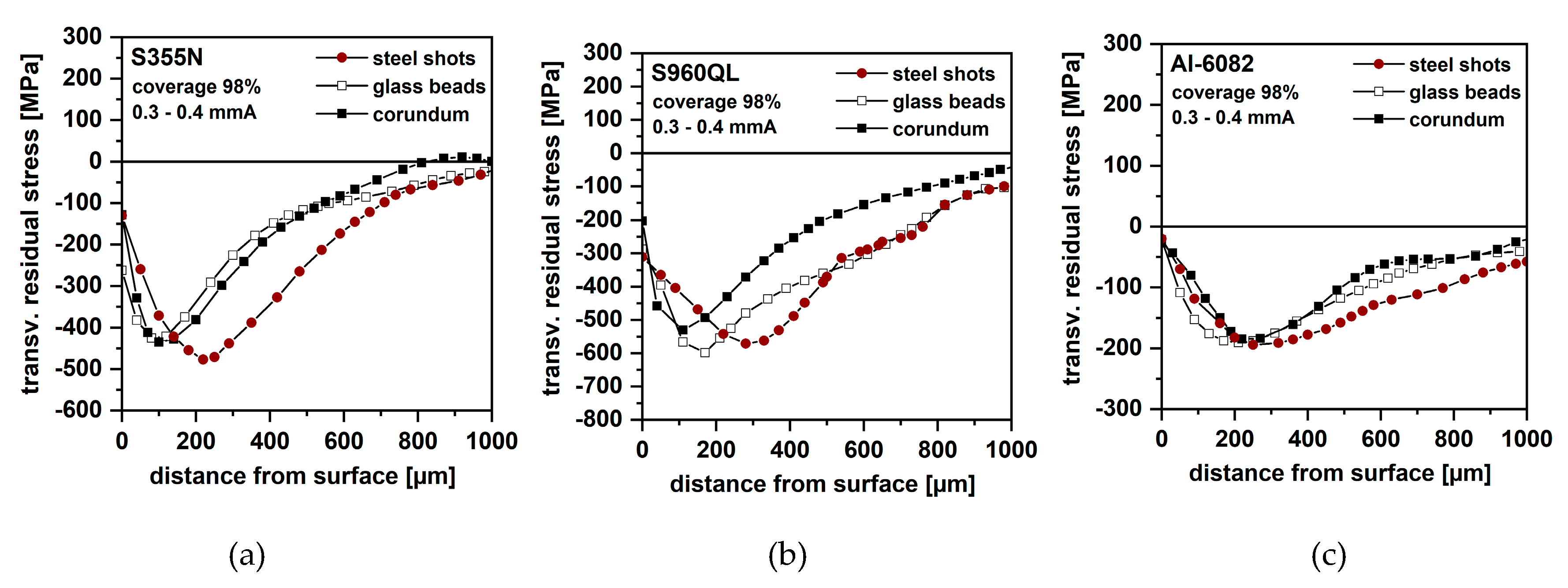
2.2. Residual Stress Measurements
2.3. Fatigue Testing
3. Results
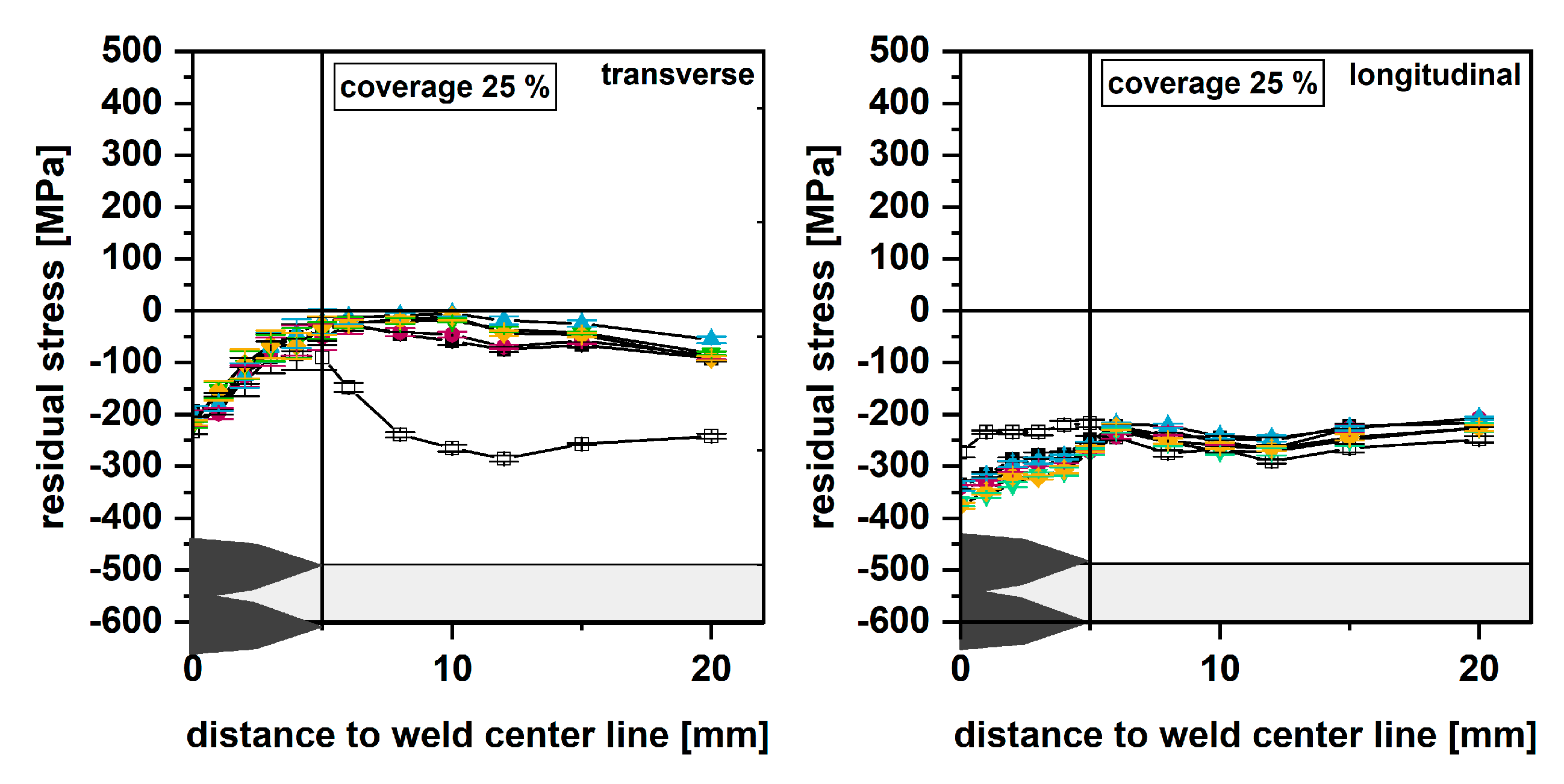
3.1. Residual Stresses in Conventional and Peened Specimens
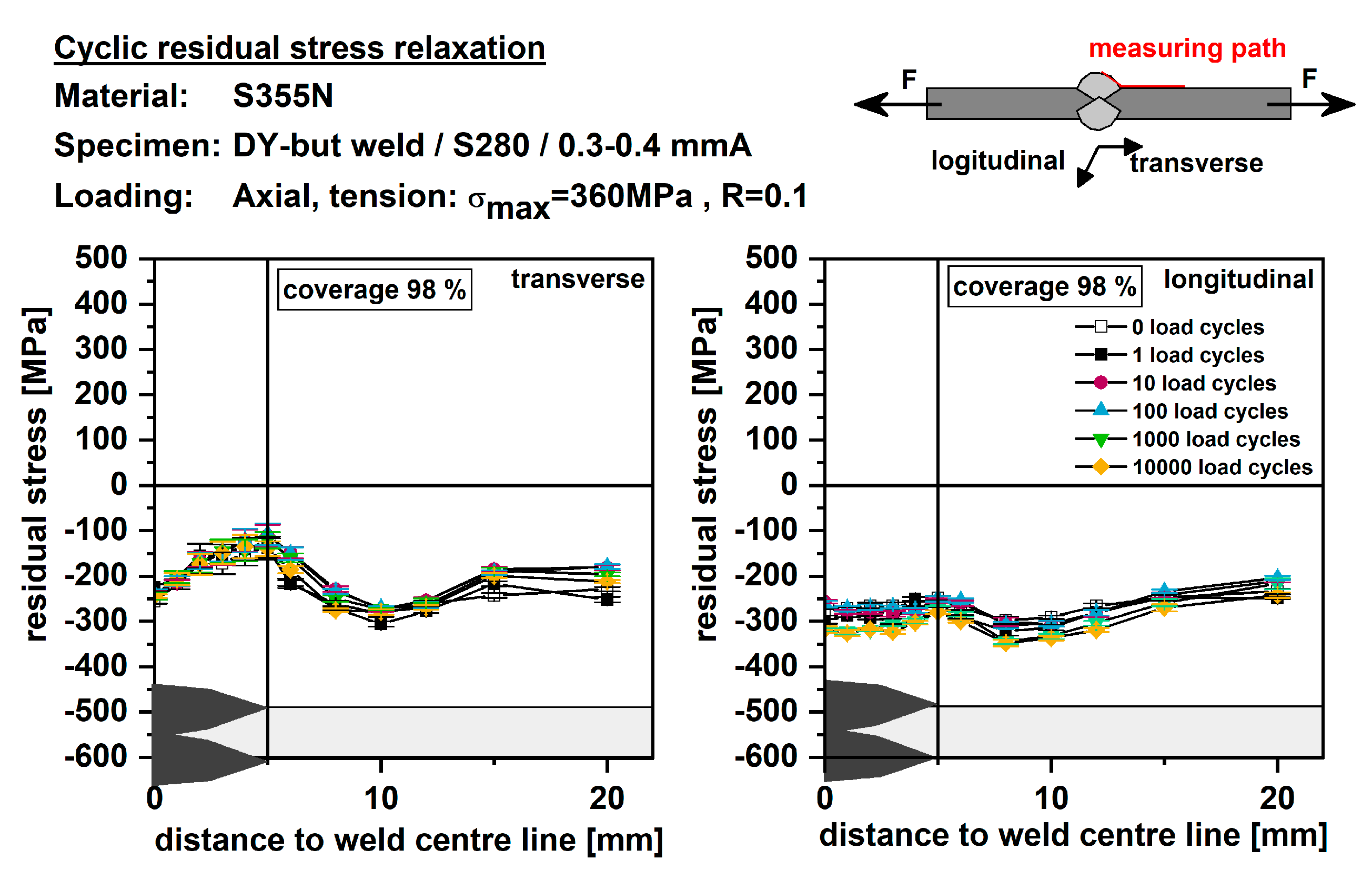
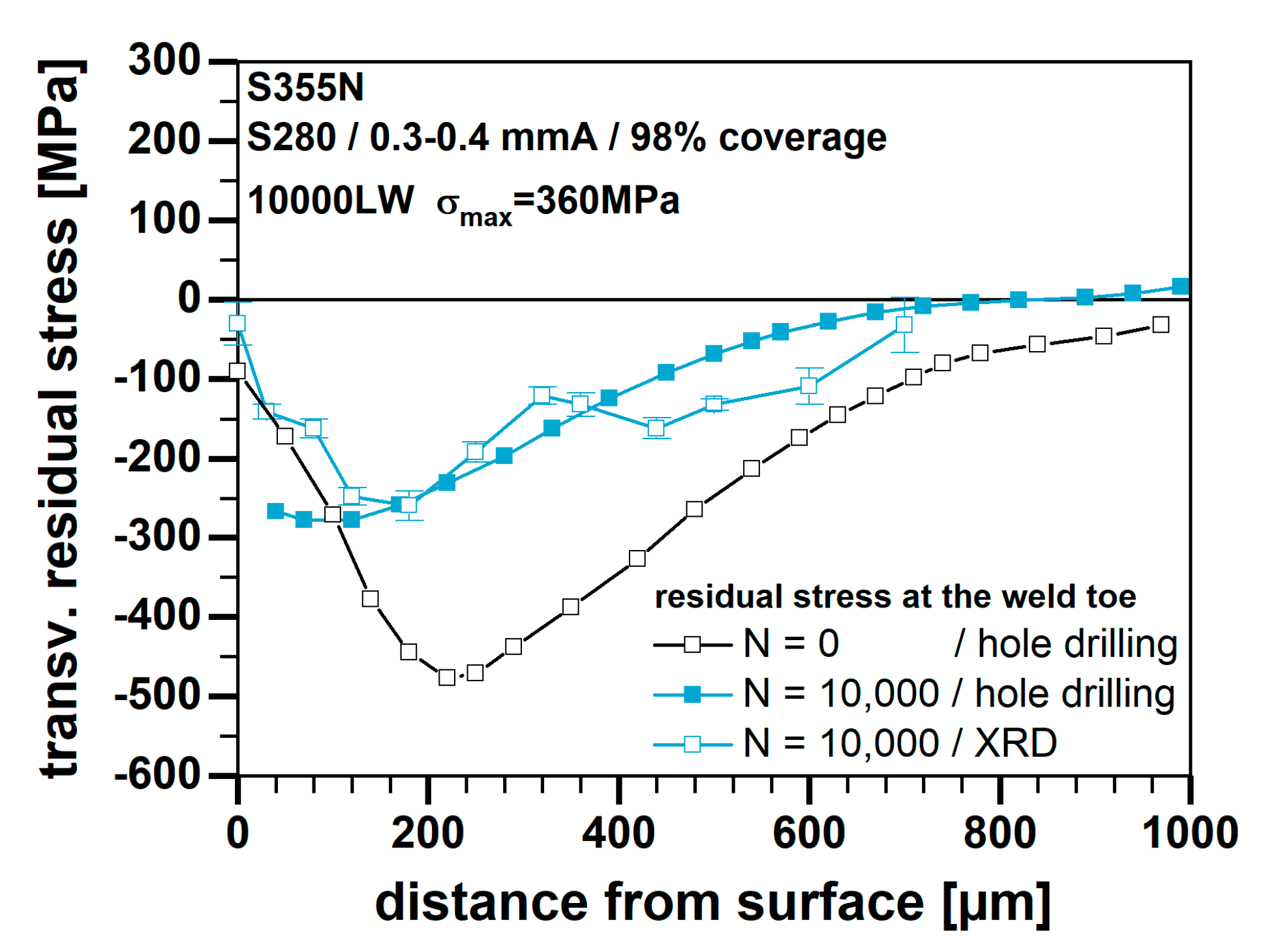
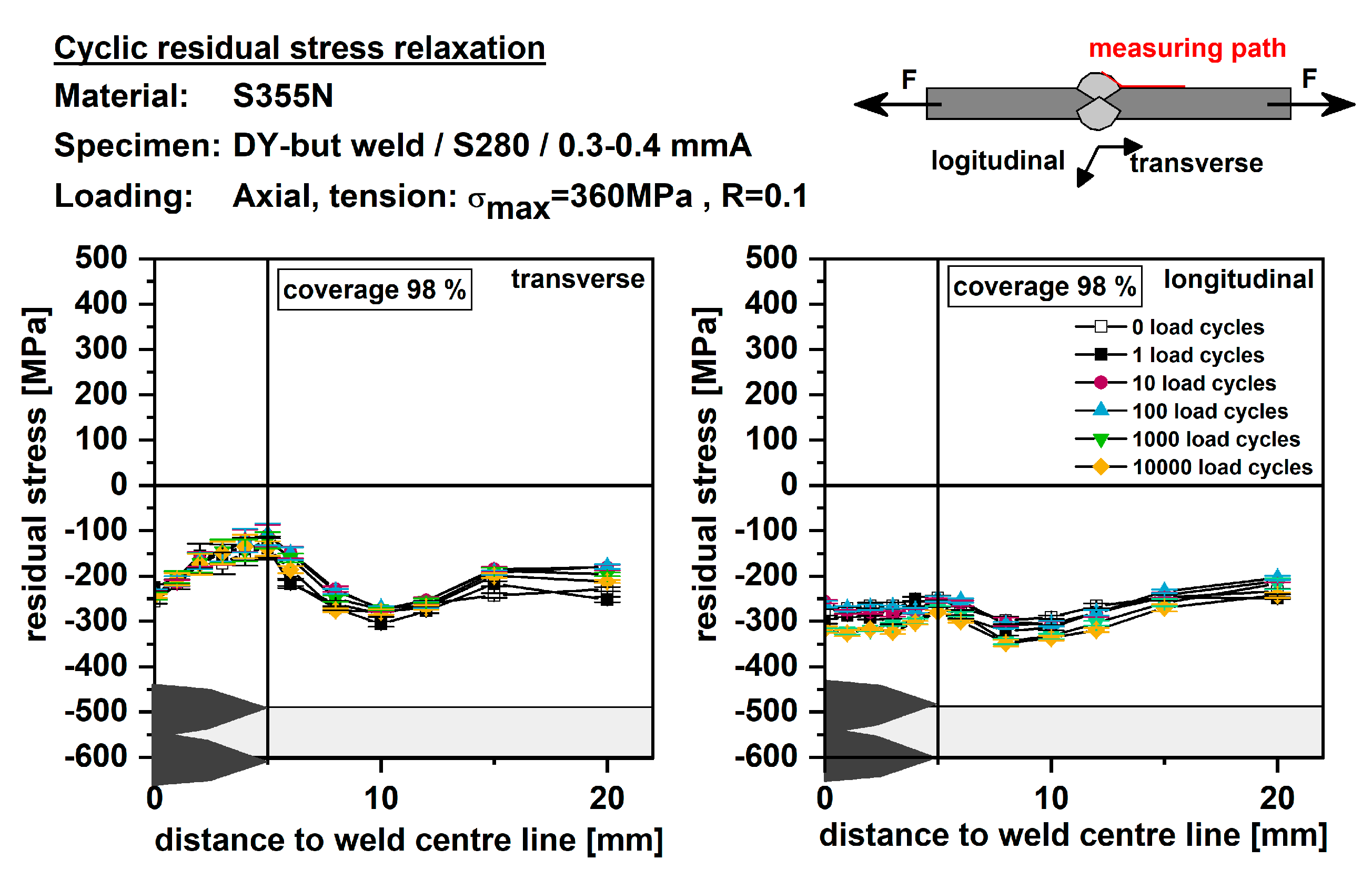
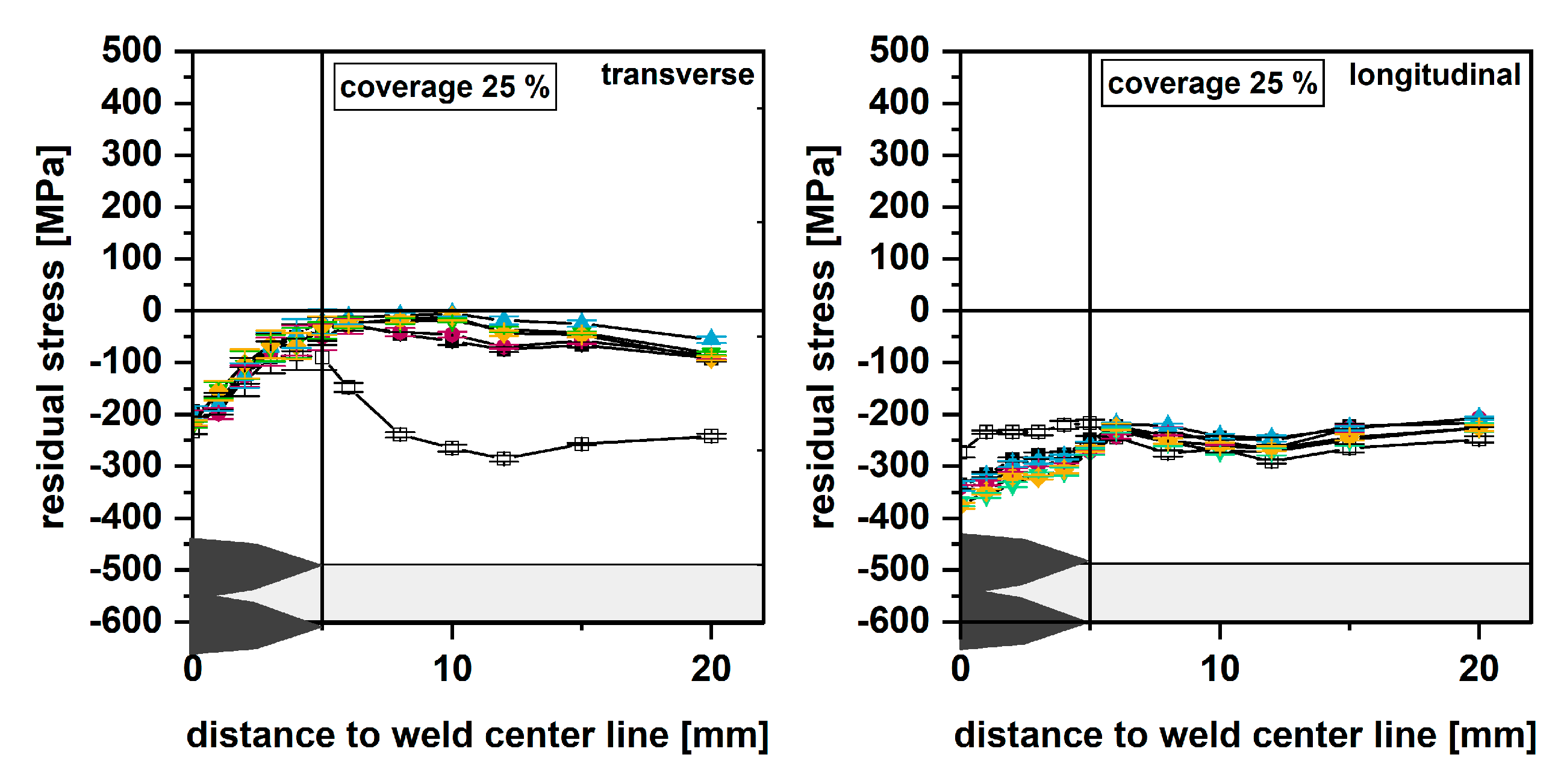
3.2. Cyclic Stability of Shot Peening Residual Stress
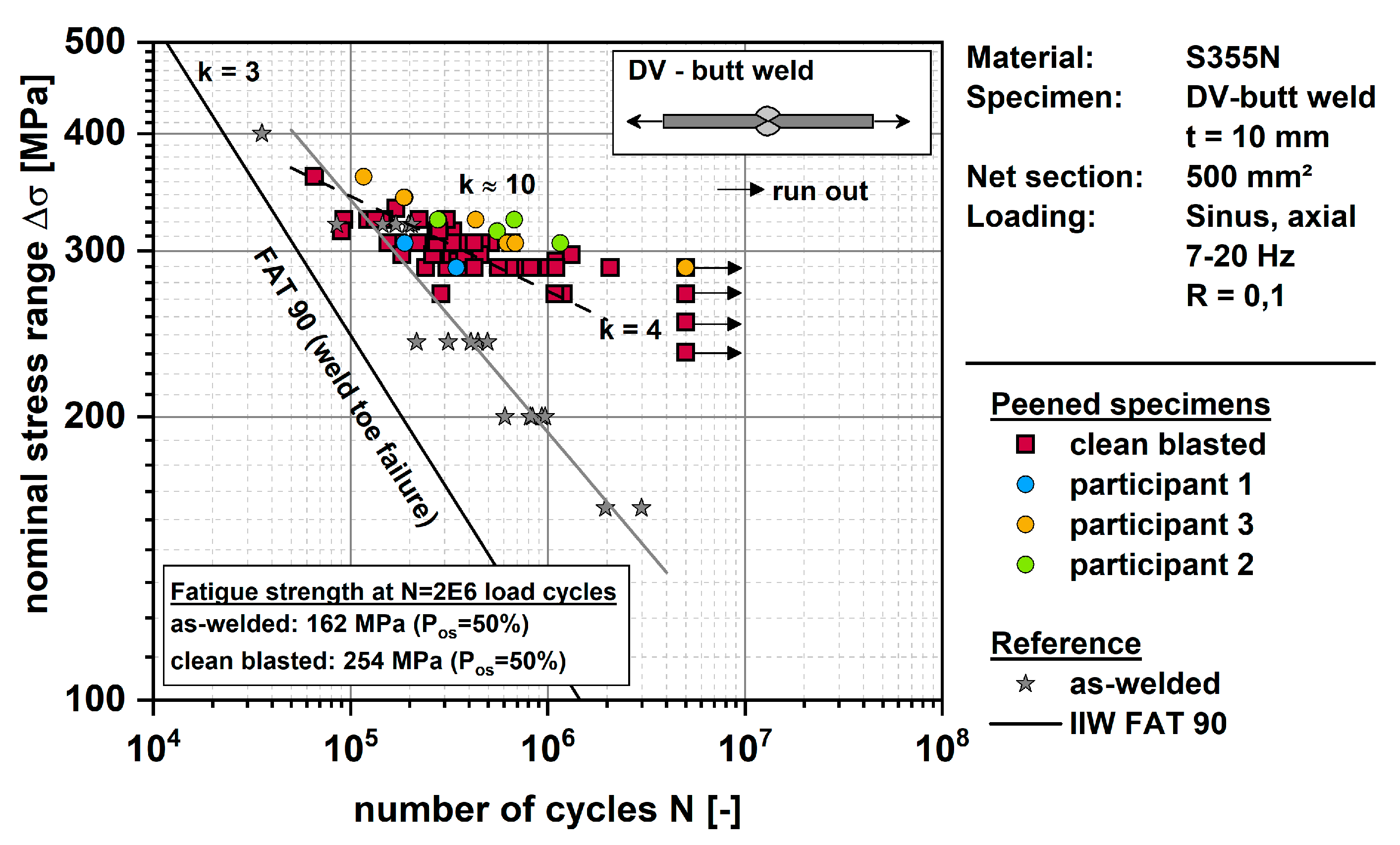
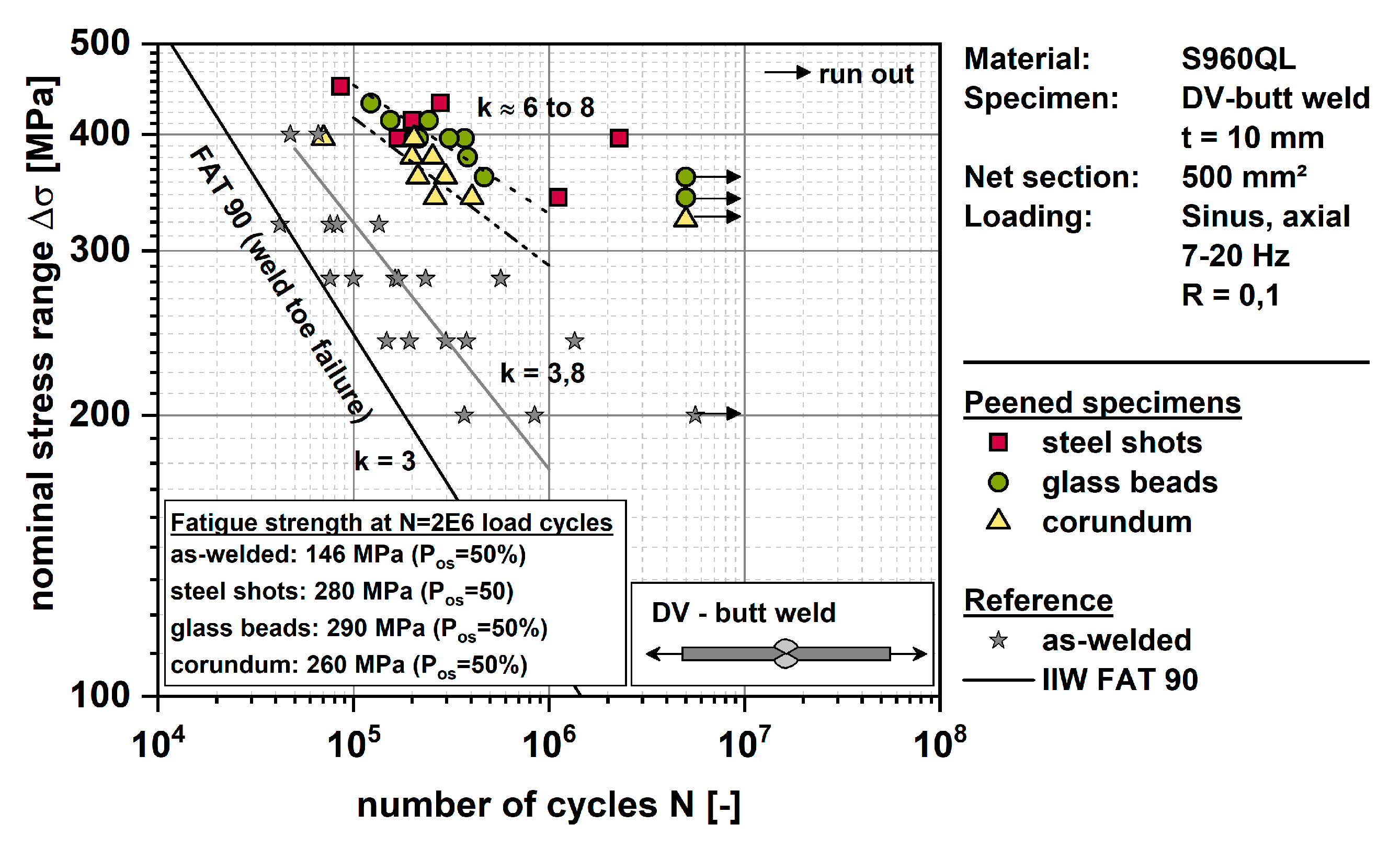
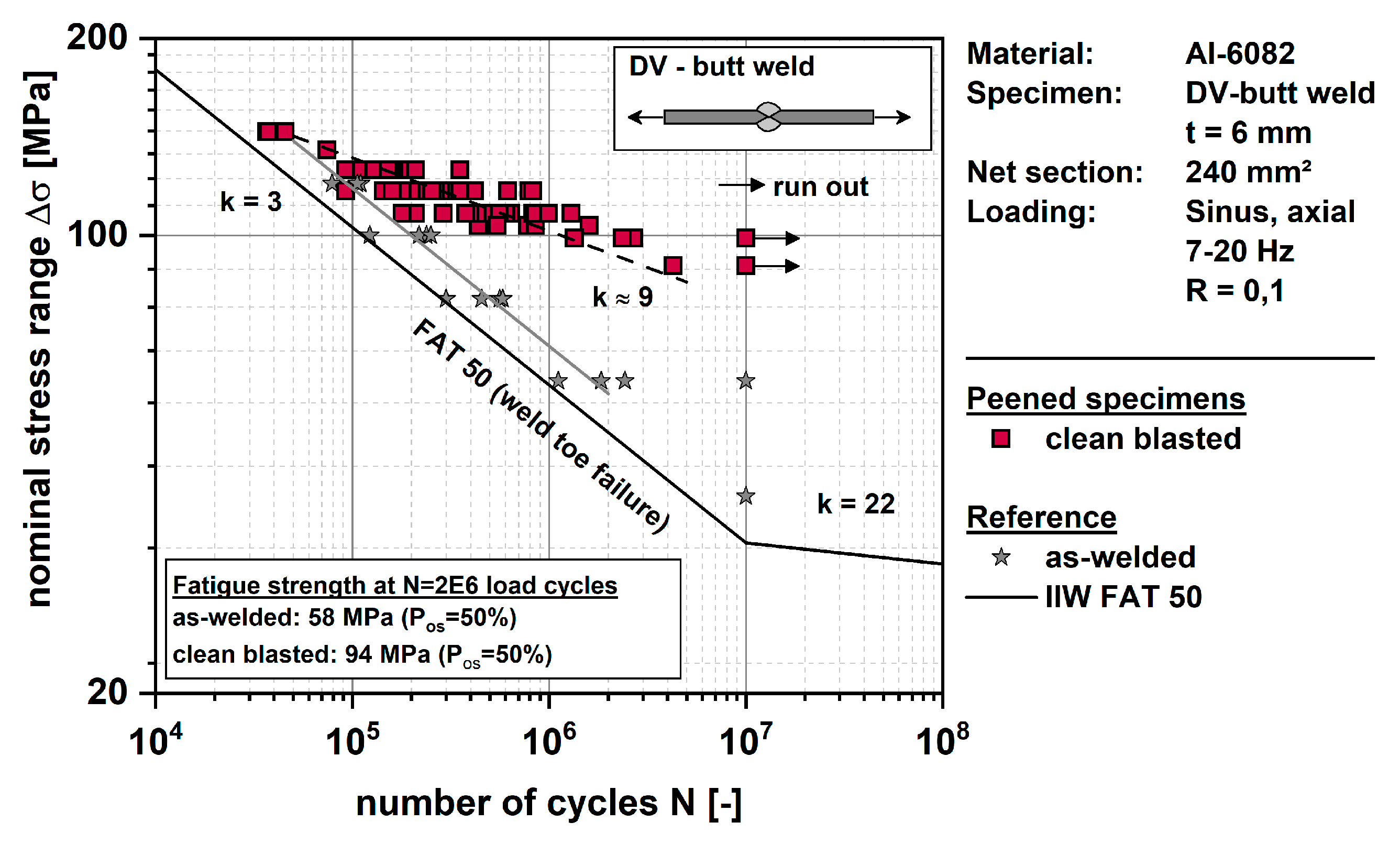
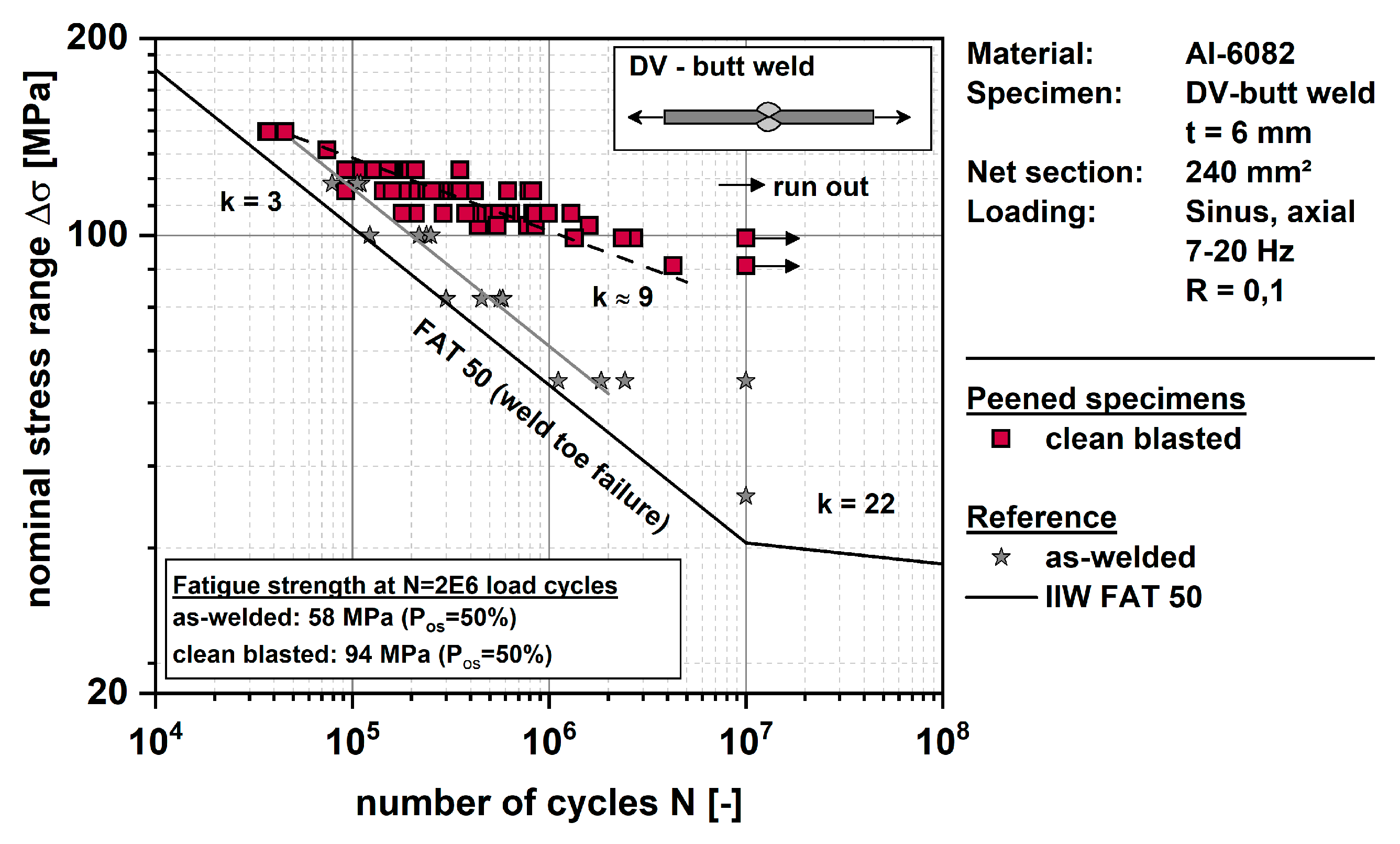
3.3. Fatigue Test Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hobbacher, A. Recommendations for Fatigue Design of Welded Joints and Components; Welding Research Council: New York, NY, USA, 2009. [Google Scholar]
- Beuth Verlag. DIN EN 1993-1 Eurocode 3: Bemessung und Konstruktion von Stahlbauten; Beuth Verlag: Berlin, Germany, 2010. [Google Scholar]
- Wohlfahrt, H.; Krull, P. Mechanische Oberflächenbehandlung; Wiley-VCH: Weinheim, Germany, 2000. (In German) [Google Scholar]
- Schulze, V. Modern Mechanical Surface Treatment; Wiley-VCH: Weinheim, Germany, 2006. [Google Scholar]
- Marquis, G.; Barsoum, Z. A Guideline for Fatigue Strength Improvement of High Strength Steel Welded Structures Using High Frequency Mechanical Impact Treatment. Procedia Eng. 2013, 66, 98–107. [Google Scholar] [CrossRef]
- Haagensen, P.; Maddox, S. IIW Recommendations on Post Weld. Improvement of Steel and Aluminium Structures; The International Institute of Welding: Paris, France, 2011. [Google Scholar]
- Marsh, K.J. Shot Peening: Techniques and Applications; Chameleon Press Ltd: London, France, 1993. [Google Scholar]
- Wagner, L. Shot Peening; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Zinn, W.; Scholtes, B. Mechanical Surface Treatments of Lightweight Materials—Effects on Fatigue Strength and Near-Surface Microstructures. J. Mater. Eng. Perform. 1999, 2, 145–151. [Google Scholar] [CrossRef]
- SAE International. S. J. 442, Test. Strip, Holder, and Gage for Shot Peening; SAE International: Warrendale, PA, USA, 2013. [Google Scholar]
- Macherauch, E.; Wohlfahrt, H. Eigenspannungen und Ermüdung, In Ermüdungsverhalten metallischer Werkstoffe; Deutsche Gesellschaft für Metallkunde: Oberursel, Germany, 1985; pp. 237–283. [Google Scholar]
- Nitschke-Pagel, T.; Wohlfahrt, H.; Dilger, K. Application of the local fatigue strength concept for the evaluation of post weld treatments. Weld. World 2007, 51, 65–75. [Google Scholar] [CrossRef]
- Nitschke-Pagel, T.; Dilger, K. Wirkungsweise mechanischer Oberflächenbehandlungen zur Schwingfestigkeitsverbesserung von Schweißverbindungen und Qualitätssicherungsmethoden. In DVS-Berichte Band 250; DVS-Verlag: Düsseldorf, Germany, 2008; pp. 174–182. [Google Scholar]
- Cheng, X.; Fisher, J.W.; Prask, H.J.; Gnäupel-Herold, T.; Yen, B.T.; Roy, S. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1267. [Google Scholar] [CrossRef]
- Kirkhope, K.; Bell, R.; Caron, L.; Basu, R.; Ma, K.-T. Weld detail fatigue life improvement techniques. Part 1: Review. Mar. Struct. 1999, 12, 447–474. [Google Scholar] [CrossRef]
- Maddox, S. Improving the fatigue strength of welded joints by peening. Met. Constr. 1985, 17, 220–224. [Google Scholar]
- Nitschke-Pagel, T.; Wohlfahrt, H. Fatigue Strength Improvement of Welded Aluminium Alloys by Different Post Weld Treatment Methods. In Shot Peening; Wiley-VCH: Weinheim, Germany, 2006; pp. 360–366. [Google Scholar]
- Hensel, J.; Nitschke-Pagel, T.; Dilger, K. Effects of Residual Stresses and Compressive Mean Stresses on the Fatigue Strength of Straightened Longitudinal Stiffeners IIW Document XIII-2541-14; International Institute of Welding: Paris, France, 2014. [Google Scholar]
- Scholtes, B. Röntgenographisches Verfahren, In Handbuch für experimentelle Spannungsanalyse, C. Rohrbach (Hrsg.); VDI-Verlag: Düsseldorf, Germany, 1989; pp. 435–464. [Google Scholar]
- ASTM International. ASTM E837-13a, Standard Test. Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Macherauch, E.; Wohlfahrt, H. Different sources of residual stress as a result of welding. In Proceedings of the Conference on Residual Stresses in Welded Constructions and Their Effects, London, UK, 15–17 November 1977. [Google Scholar]
- Wohlfahrt, H. Die Bedeutung der Austenitumwandlung für die Eigenspannungsentstehung beim Schweißen (in German). Härtereitechnische Mitt. 1986, 41, 248–257. [Google Scholar]
- Zerbst, U. Analytische Bruchmechanische Ermittlung der Schwingfestigkeit; BAM: Berlin, Germany, 2015. [Google Scholar]
- Nitschke-Pagel, T.; Eslami, H.D.K. Influence of the Deformation Intensity on the Fatigue Strength of Aluminum Welds with Different Mechanical Surface Treatments. IIW-Doc. XIII-2483-13; International Institute of Welding: Paris, France, 2013. [Google Scholar]
- Hensel, J.; Nitschke-Pagel, T.; Dilger, K. Effects of residual stresses and compressive mean stresses on the fatigue strength of longitudinal fillet welded gussets. Weld. World 2016, 60, 267–281. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Yield Limit | Tensile Strength | Elongation at Fracture | CEV | Thickness |
|---|---|---|---|---|---|
| S355N | 376 MPa | 518 MPa | 27% | 0.41 | 10 mm |
| S960QL | 995 MPa | 1033 MPa | 16% | 0.56 | 10 mm |
| Al-6082 T6 | 317 MPa | 340 MPa | 17% | - | 5 mm |
| Parameter | Steel Shots S280 | Glass Beads | Corundum NK 24 |
|---|---|---|---|
| Particle size | 600–1180 µm | 300–400 µm | 595–841 µm |
| Shape | spherical | spherical | edged |
| Density | 7.3–7.8 g/cm3 | 2.6 g/cm3 | 3.9 g/cm3 |
| Hardness | 400–520 HV | 500–530 HV 1 | 8–9 1 (Mohs hardness) |
| Almen Strip | N | A | C |
|---|---|---|---|
| Thickness | 0.79 ± 0.02 mm | 1.29 ± 0.02 mm | 2.39 ± 0.02 mm |
| Test Series | Base Metal | Peening Media | Intensity | Coverage | Surface Roughness Rz |
|---|---|---|---|---|---|
| Reference | S355N | - (as welded) | - | - | |
| Reference | S960QL | - (as welded) | - | - | |
| Reference | Al-6082 | - (as welded) | - | - | |
| 1 | S355N | Steel shots | 0.3–0.4 mmA | 1 × 98% | 56.7 µm |
| 2 | S355N | Glass beads | 0.3–0.4 mmA | 1 × 98% | 38.4 µm |
| 3 | S355N | Corundum | 0.3–0.4 mmA | 1 × 98% | 71.9 µm |
| 4 | S960QL | Steel shots | 0.3–0.4 mmA | 1 × 98% | 25.8 µm |
| 5 | S960QL | Glass beads | 0.3–0.4 mmA | 1 × 98% | 30.1 µm |
| 6 | S960QL | Corundum | 0.3–0.4 mmA | 1 × 98% | 80.2 µm |
| 7 | Al-6082 | Steel shots | 0.3–0.4 mmA | 1 × 98% | 99.9 µm |
| 8 | Al-6082 | Glass beads | 0.3–0.4 mmA | 1 × 98% | 63.9 µm |
| 9 | Al-6082 | Corundum | 0.3–0.4 mmA | 1 × 98% | 107.5 µm |
| 10 | S355N | Steel shots | 0.3–0.4 mmN | 1 × 98% | 57.3 µm |
| 11 | S355N | Steel shots | 0.3–0.4 mmC | 1 × 98% | 61.3 µm |
| 12 | Al-6082 | Steel shots | 0.3–0.4 mmN | 1 × 98% | 83.3 µm |
| 13 | Al-6082 | Steel shots | 0.3–0.4 mmC | 1 × 98% | 96.5 µm |
| 14 | S355N | Steel shots | 0.3–0.4 mmA | 0.25 × 98% | 35.8 µm |
| 15 | S355N | Steel shots | 0.3–0.4 mmA | 0.50 × 98% | 37.1 µm |
| 16 | S355N | Steel shots | 0.3–0.4 mmA | 0.75 × 98% | 30.7 µm |
| 17 | S355N | Steel shots | 0.3–0.4 mmA | 2 × 98% | 63.8 µm |
| 18 | Al-6082 | Steel shots | 0.3–0.4 mmA | 0.50 × 98% | 91.9 µm |
| 19 | Al-6082 | Steel shots | 0.3–0.4 mmA | 0.75 × 98% | 88.2 µm |
| 20 | Al-6082 | Steel shots | 0.3–0.4 mmA | 2 × 98% | 96.5 µm |
| Test Series | Base Metal | Peening Media | Shape | Participant |
|---|---|---|---|---|
| 21 | S355N | Steel shots | Edged | 1 |
| 22 | S355N | Cast steel shots | Edged | 2 |
| 23 | S355N | Cast steel shots | Edged | 3 |
| Base Metal | Fatigue Strength Enhancement at N = 100,000 | at N = 2,000,000 |
|---|---|---|
| S355N | - | ≈ 156% |
| S960QL | 125–140% | 180–200% |
| Al-6082 | ≈ 110% | ≈ 162% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hensel, J.; Eslami, H.; Nitschke-Pagel, T.; Dilger, K. Fatigue Strength Enhancement of Butt Welds by Means of Shot Peening and Clean Blasting. Metals 2019, 9, 744. https://doi.org/10.3390/met9070744
Hensel J, Eslami H, Nitschke-Pagel T, Dilger K. Fatigue Strength Enhancement of Butt Welds by Means of Shot Peening and Clean Blasting. Metals. 2019; 9(7):744. https://doi.org/10.3390/met9070744
Chicago/Turabian StyleHensel, Jonas, Hamdollah Eslami, Thomas Nitschke-Pagel, and Klaus Dilger. 2019. "Fatigue Strength Enhancement of Butt Welds by Means of Shot Peening and Clean Blasting" Metals 9, no. 7: 744. https://doi.org/10.3390/met9070744
APA StyleHensel, J., Eslami, H., Nitschke-Pagel, T., & Dilger, K. (2019). Fatigue Strength Enhancement of Butt Welds by Means of Shot Peening and Clean Blasting. Metals, 9(7), 744. https://doi.org/10.3390/met9070744