Effect of Microstructure and Texture on Mechanical Properties of Resistance Spot Welded High Strength Steel 22MnB5 and 5A06 Aluminium Alloy

Abstract
1. Introduction
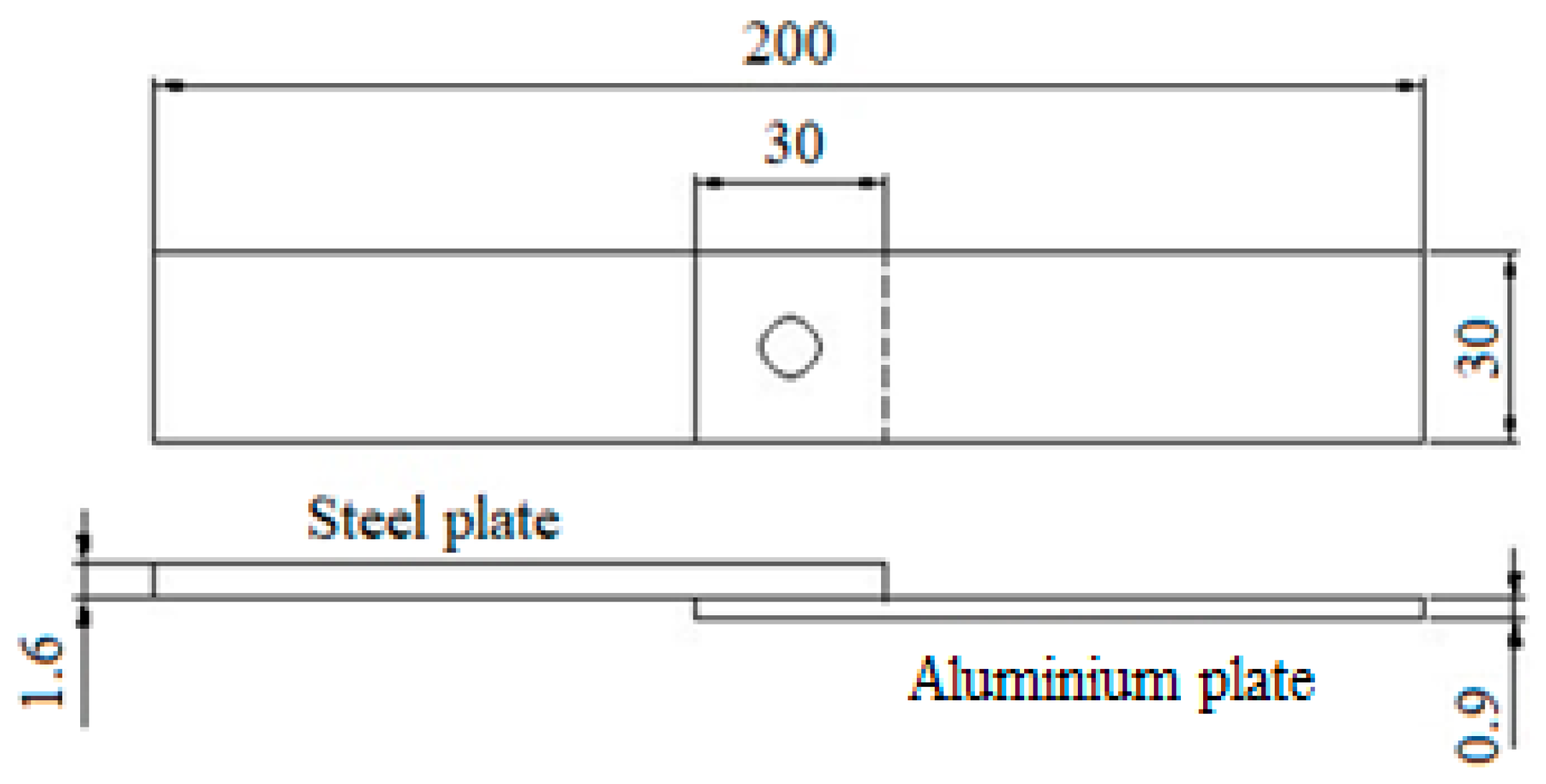
2. Materials and Methods
3. Results
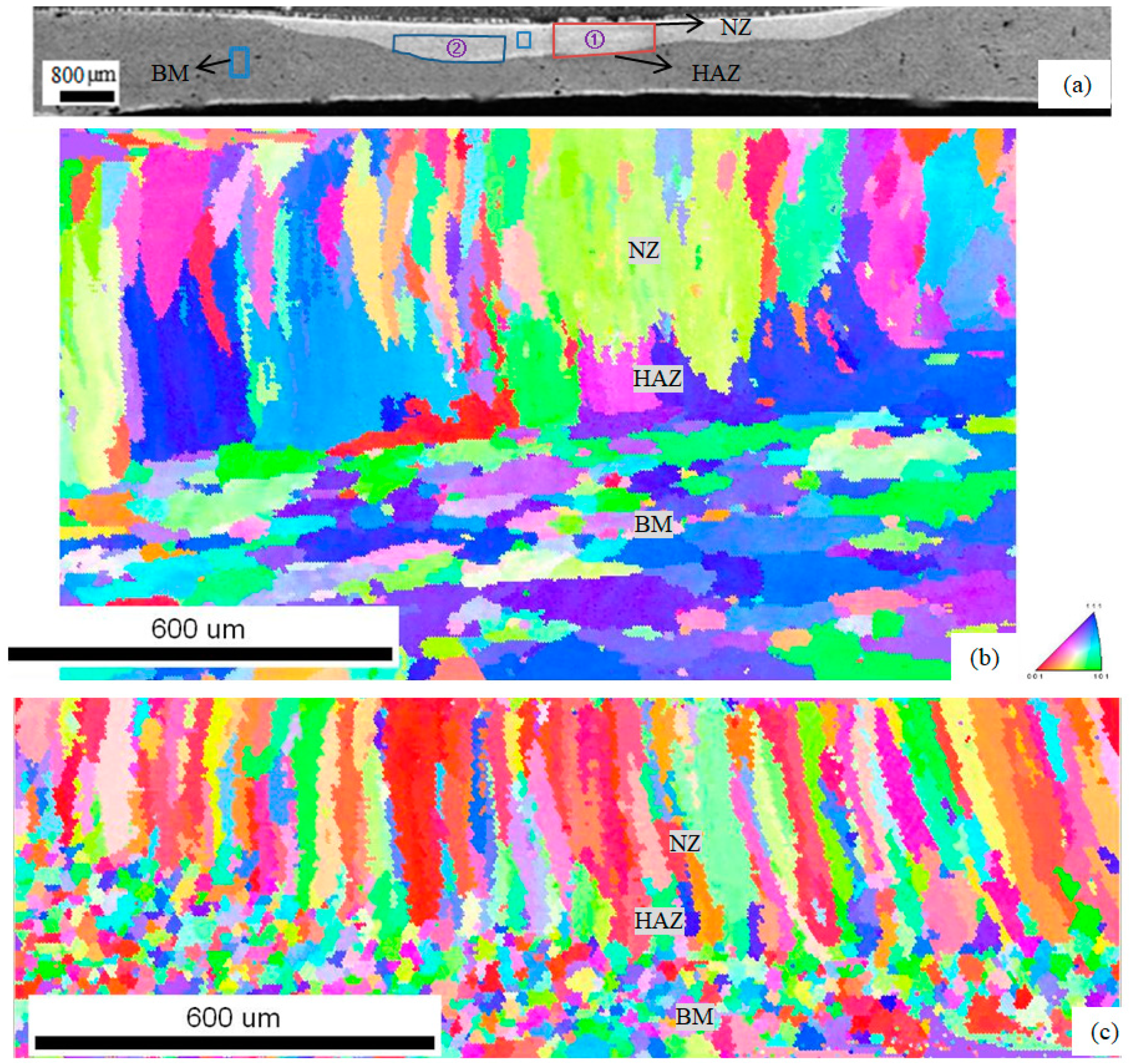
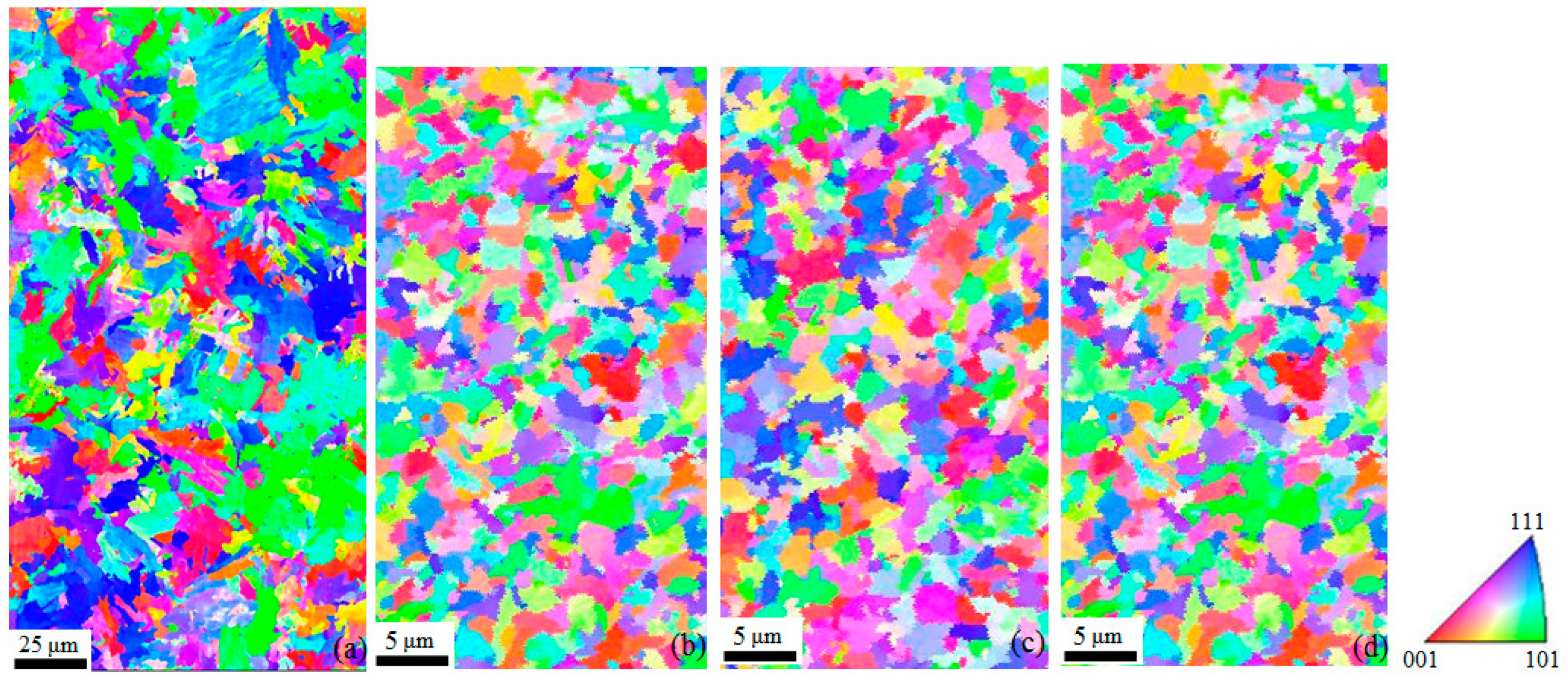
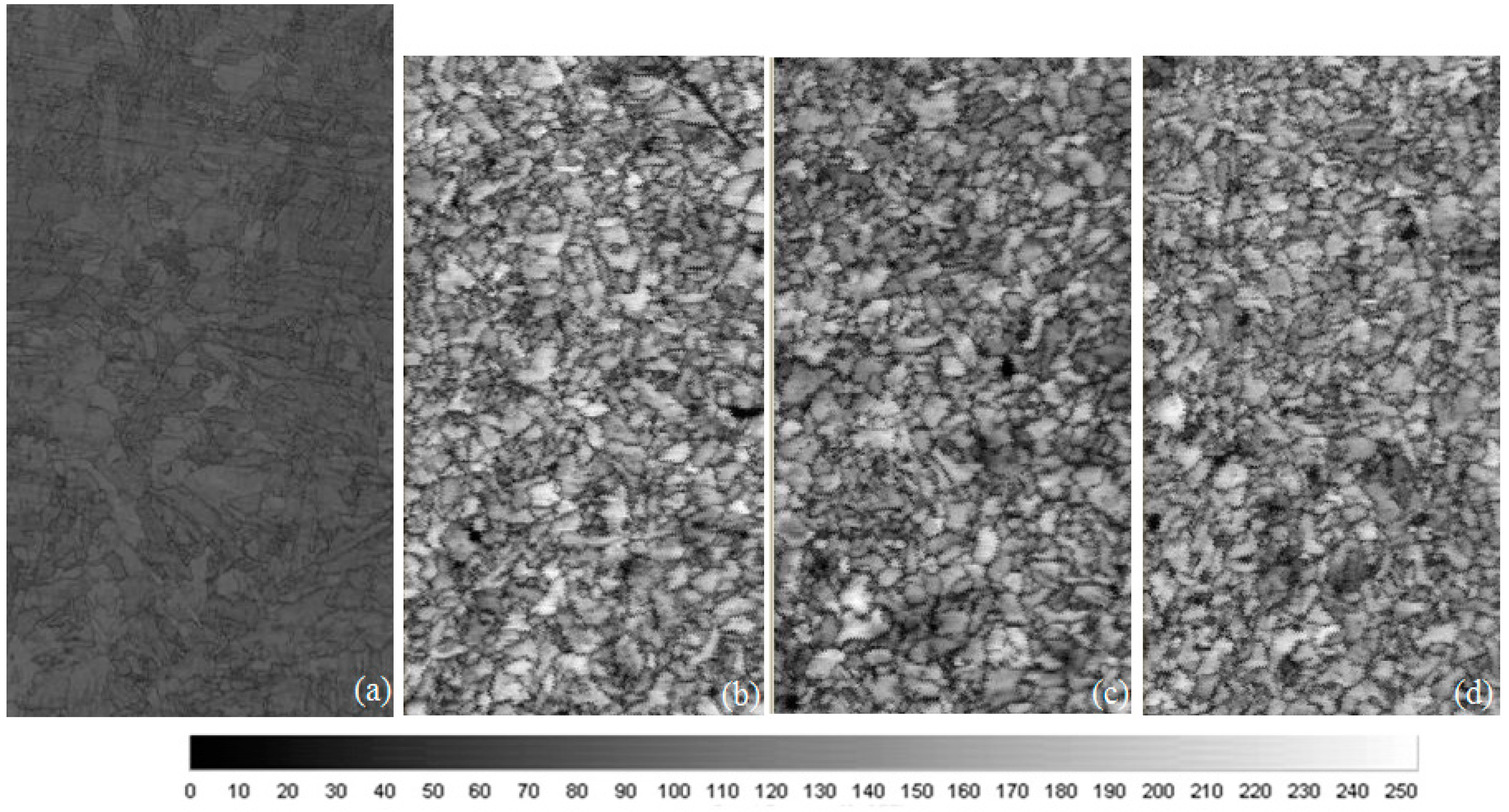
3.1. Microstructure in the Dissimilar Fe/Al Joint
3.2. Texture of the Dissimilar Fe/Al Joint
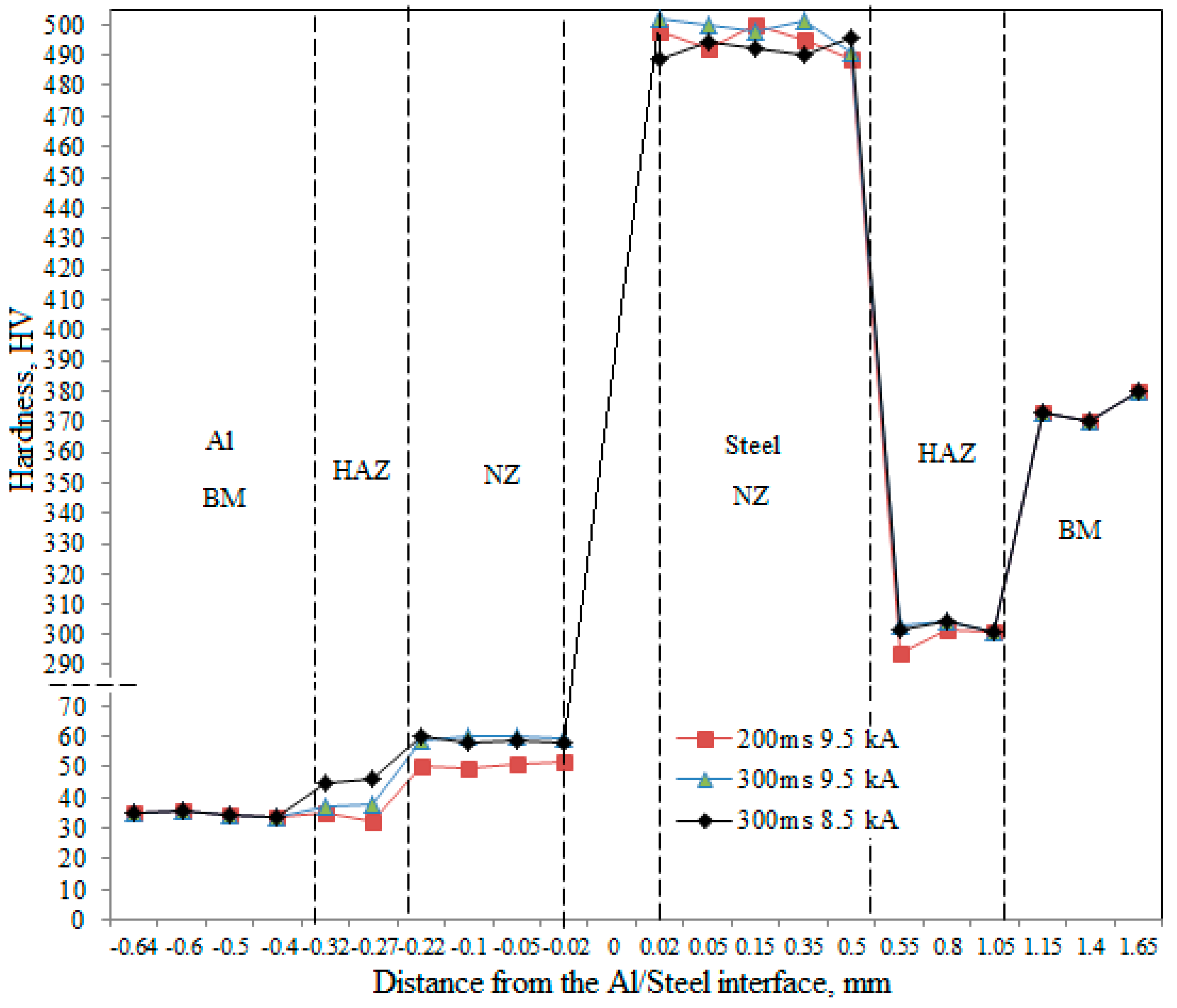
3.3. Microhardness Tests
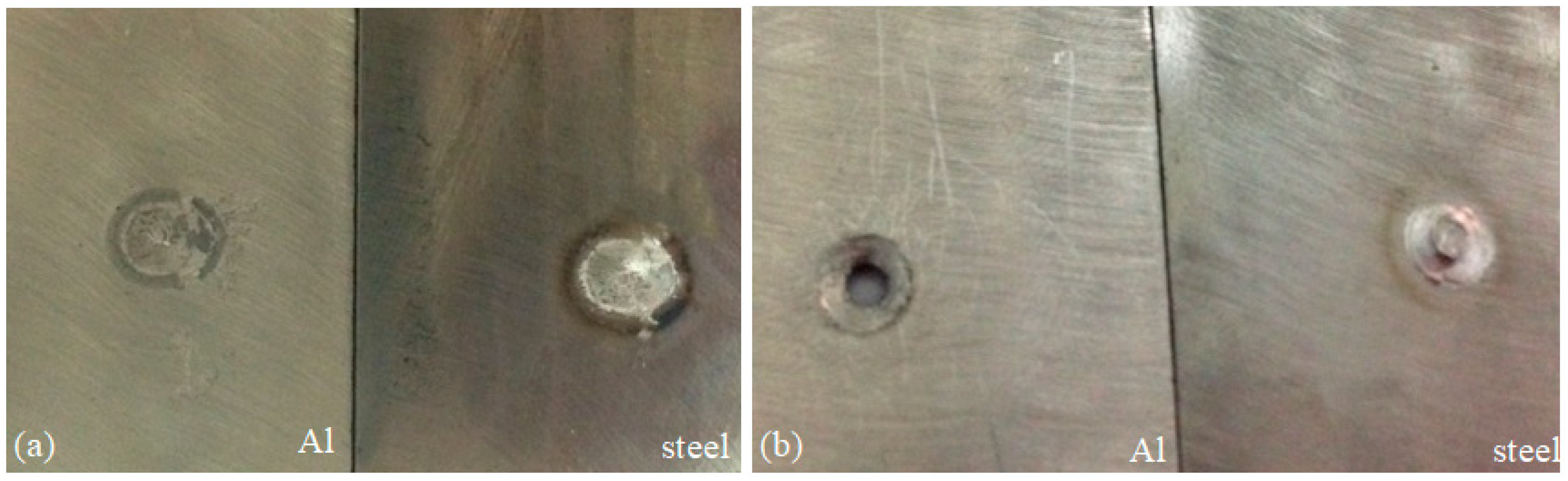
3.4. Tensile Shear Properties of the Fe/Al Welded Spots
4. Discussion
4.1. The Effect of Microstructure on Mechanical Properties
4.1.1. At the Al Side
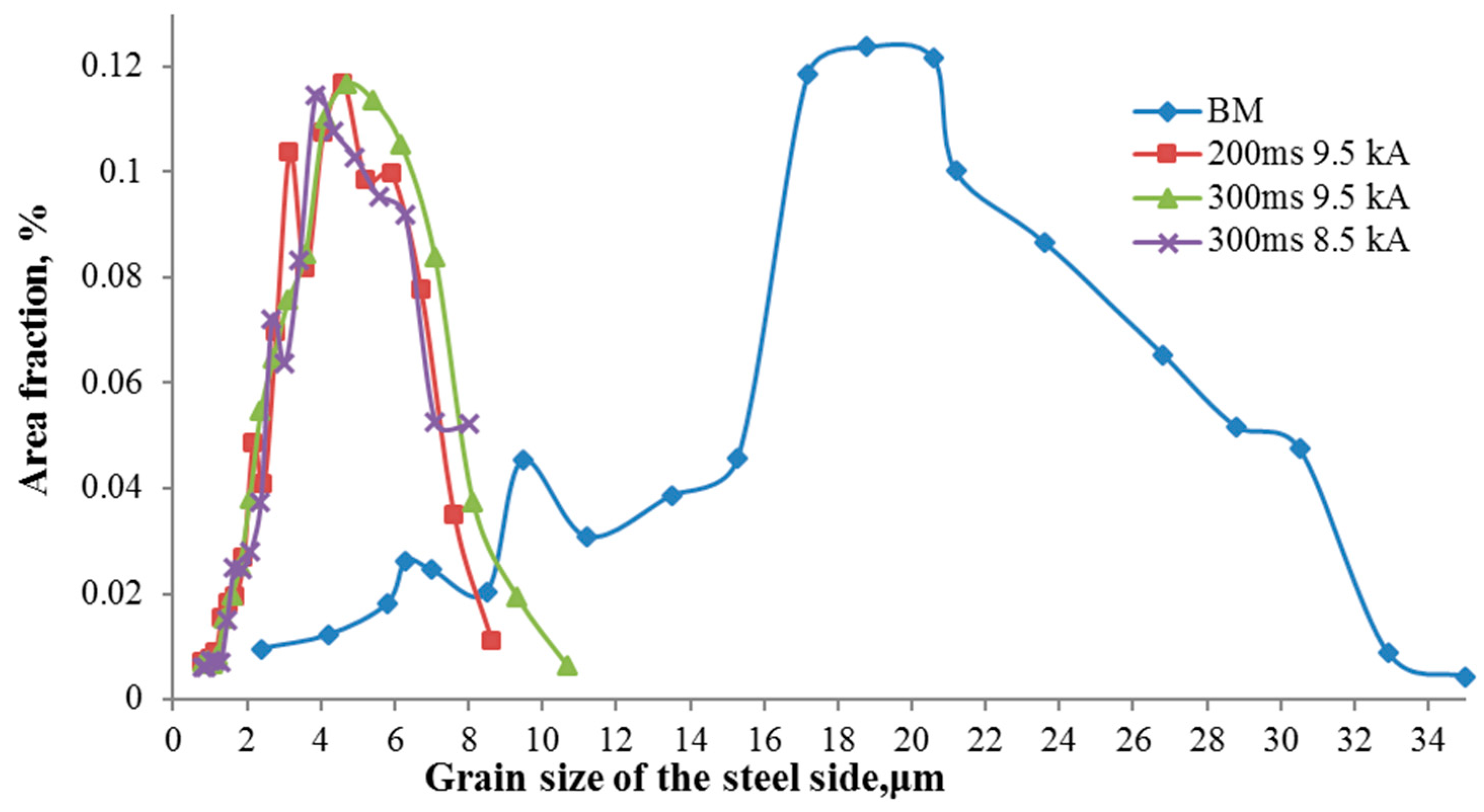
4.1.2. At the Steel Side
4.2. The Effect of Microstructure and Texture on Mechanical Properties
5. Conclusions
- Tensile shear strength of the welded spots mainly depends on the microstructure and texture of the Al side with varying welding parameters. The welded spots at welding parameters of (300–350) ms-9.5 kA have higher tensile shear strength and exhibit the button pull out fracture mode.
- Grains in the Al NZs grew approximately along the direction perpendicular to the Fe/Al interface. The Al NZs with a random texture at welding parameters of 300 ms-9.5 kA have higher tensile shear strength than that with a strong texture at welding parameters of 200 ms-9.5 kA. CDRX has occurred in the NZs (or the pseudo-NZs for steel) with recrystallisation texture at both the Al side and the steel side.
- The NZs (or the pseudo-NZs for steel) have higher hardness than the BM at both the Al side and the steel side due to finer grains. More orientations and more HAGBs contribute to higher hardness in the steel pseudo-NZs. The deformation texture at the Al side has little effect on hardness.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Khan, J.A.; Xu, L.; Chao, Y.J. Prediction of nugget development during resistance spot welding using coupled thermal–electrical–mechanical model. Sci. Technol. Weld. J. 1999, 4, 201–207. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Korzeniowski, M.; Jasiorski, M.; Baszczuk, A. Aluminium to steel resistance spot welding with cold sprayed interlayer. Surf. Eng. 2018, 34, 235–242. [Google Scholar] [CrossRef]
- Kelkar, A.; Roth, R.; Clark, J. Automobile bodies: Can aluminium be an economical alternative to steel? JOM 2001, 53, 28–32. [Google Scholar]
- Kim, H.; Keoleian, G.A.; Skerlos, S.J. Greenhouse Gas Emissions Payback for Lightweighted Vehicles Using Aluminium and High-Strength Steel. J. Ind. Ecol. 2011, 15, 64–80. [Google Scholar] [CrossRef]
- Zhou, Y. Study on Several Key Problems of Lightweight Design for Steel-Aluminium Hybrid Structure Car Body and Its Application. PhD Thesis, South China University of Technology, Guangzhou, China, 2011. [Google Scholar]
- Oikawa, H.; Ohmiya, S.; Yoshimura, T.; Saitoh, T. Resistance spot welding of steel and aluminium sheet using insert metal sheet. Sci. Technol. Weld. Join. 1999, 4, 80–88. [Google Scholar] [CrossRef]
- Qiu, R.; Satonaka, S.; Iwamoto, C. Effect of interfacial reaction layer continuity on the tensile shear strength of RSWed spots between aluminium alloy and steels. Mater. Des. 2009, 30, 3686–3689. [Google Scholar] [CrossRef]
- Qiu, R.; Shi, H.; Zhang, K.; Tu, Y.; Iwamoto, C.; Satonaka, S. Interfacial characterization of joint between mild steel and aluminium alloy welded by resistance spot welding. Mater. Charact. 2010, 61, 684–688. [Google Scholar] [CrossRef]
- Qiu, R.; Shi, H.; Zhang, K.; Tu, Y.; Iwamoto, C.; Satonaka, S. Interfacial characteristics of welded joint between aluminium alloy and stainless steel by resistance spot welding. Trans. China Weld. Inst. 2011, 32, 37–40. [Google Scholar]
- Qiu, R.; Iwamoto, C.; Satonaka, S. In situ scanning electron microscopy observation of fracture crack propagation in the welding interface between aluminium alloy and steel. Mater. Sci. Technol. 2013, 25, 1189–1192. [Google Scholar] [CrossRef]
- Sun, D.; Zhang, Y.; Liu, Y.; Ma, Q.; Guo, N.; Song, X.; Feng, J. Microstructures and mechanical properties of RSWed spots of 16Mn steel and 6063-T6 aluminium alloy with different electrodes. Mater. Des. 2016, 109, 596–608. [Google Scholar] [CrossRef]
- Cui, L.; Qiu, R.; Hou, L.; Shen, Z.; Li, Q. Resistance spot welding between steel and aluminum alloy. In Proceedings of the 5th International Conference on Advanced Design and Manufacturing Engineering, Shenzhen, China, 19–20 September 2015; pp. 777–781. [Google Scholar]
- Zhang, W.; Sun, D.; Han, L.; Li, Y. Optimised design of electrode morphology for novel dissimilar resistance spot welding of aluminium alloy and galvanised high strength steel. Mater. Des. 2015, 85, 461–470. [Google Scholar] [CrossRef]
- Shin, S.; Park, D.J.; Yu, J.; Rhee, S. Resistance Spot Welding of Aluminum Alloy and Carbon Steel with Spooling Process Tapes. Metals 2019, 9, 410. [Google Scholar] [CrossRef]
- Akinay, Y.; Hayat, F. Investigation of resistance spot welds between DP450 steel and aluminium alloys. Mater. Test. 2016, 58, 408–412. [Google Scholar] [CrossRef]
- Xiao, J. Development and Research on Welding Wear-Resistant Sieve Plate of Carbon-Free Alloyed Steel during Air Quenching. Ph.D. Thesis, Zhengzhou University, Zhengzhou, China, 2014. [Google Scholar]
- Wang, Q. A Single-Tooth Roller Surfacing Welding Repair Process. Chinese Patent CN105750691A, 25 July 2016. [Google Scholar]
- Kianersi, D.; Mostafaei, A.; Amadeh, A.A. Resistance spot welding joints of AISI 316L austenitic stainless steel sheets: Phase transformations, mechanical properties and microstructure characterizations. Mater. Des. 2014, 61, 251–263. [Google Scholar] [CrossRef]
- Chao, J.; Shan, Z.; Zhuang, B.; Rong, W.J.; Zhang, M. Microstructure and properties of hot stamping 22MnB5 steel. Trans. Mater. Heat Treat. 2012, 33, 78–81. (In Chinese) [Google Scholar]
- Calcagnotto, M.; Ponge, D.; Raabe, D. Microstructure Control during Fabrication of Ultrafine Grained Dual-phase Steel: Characterization and Effect of Intercritical Annealing Parameters. ISIJ Int. 2012, 52, 874–883. [Google Scholar] [CrossRef]
- Suwas, S.; Ray, R.K. Crystallographic Texture of Materials, Engineering Materials and Processes; Springer: London, UK, 2014; pp. 95–141. [Google Scholar]
- Rollett, A.D.; Kalu, P.N. Typical Textures-Thermomechanical processing (TMP) of Metals, Part 1. Carnegie Mellon University. 2007. Available online: http//www.coursehero.com/file/2894082/TypicalTextures20Feb08/ (accessed on 16 July 2016).
- Somerday, M.; Humphreys, F.J. Recrystallisation behaviour of supersaturated Al-Mn alloys-Part 2—Al-0.3 wt-%Mn, Mater. Sci. Technol. 2003, 9, 30–35. [Google Scholar]
- Montheillet, F.; Gilormini, F.P.; Jonas, J.J. Relation between Axial stresses and texture development during torsion testing a simplified theory. Acta Metall. 1985, 33, 705–717. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z. The Development of Thick Section Welds and Ultra-Fine Grain Aluminum Using Friction Stir Welding and Processing. Ph.D. Thesis, The University of Sheffield, Sheffield, UK, 2009. [Google Scholar]
- McNelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef]
- Montheillet, F.; Cohen, M.; Jonas, J.J. Axial stresses and texture development during the torsion testing of Al, Cu and α-Fe. Acta Metall. 1984, 32, 2077–2089. [Google Scholar] [CrossRef]
- Hölscher, M.; Raabe, D.; Lücke, K. Relationship between rolling textures and shear textures in fcc and bcc metals. Acta Metal. 1994, 42, 879–888. [Google Scholar] [CrossRef]
- Kurdjumov, G.; Sachs, G. About the mechanism of steel hardening. Z. Phys. 1930, 64, 325–343. [Google Scholar]
- Ray, R.K.; Jonas, J.J. Transformation textures in steels. Int. Mater. Rev. 1990, 35, 1–36. [Google Scholar] [CrossRef]
- Ray, R.K.; Jonas, J.J.; Butrón-Guillén, M.P.; Butrón-Guillén, J.S. Transformation textures in steels. ISIJ Int. 1994, 34, 927–942. [Google Scholar] [CrossRef]
- Park, Y.B.; Lee, D.N.; Gottstein, G. The evolution of recrystallization textures in body centred cubic metals. Acta Mater. 1998, 46, 3371–3379. [Google Scholar] [CrossRef]
- Anijdan, S.H.M.; Sabzi, M.; Ghobeiti-Hasab, M.; Roshan-Ghiyas, A. Optimization of spot welding process parameters in dissimilar joint of dual phase steel DP600 and AISI 304 stainless steel to achieve the highest level of shear-tensile strength. Mater. Sci. Eng. A 2018, 726, 120–125. [Google Scholar] [CrossRef]
- Zhang, W.H.; Qiu, X.M.; Sun, D.Q.; Han, L.J. Effects of resistance spot welding parameters on microstructures and mechanical properties of dissimilar material joints of galvanised high strength steel and aluminium alloy. Sci. Technol. Weld. Join. 2011, 16, 153–161. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization Phenomenon and Related Annealing, 2nd ed.; Elsevier: Amsterdam, The Netherlands; Boston, MA, USA, 2004. [Google Scholar]
- Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scr. Mater. 2002, 47, 893–899. [Google Scholar] [CrossRef]
- Husain, M.M.; Sarkar, R.; Pal, T.K.; Ghosh, M.; Prabhu, N. Quantification of microtexture at weld nugget of Friction stir-welded carbon steel. J. Mater. Eng. Perform. 2017, 26, 2047–2056. [Google Scholar] [CrossRef]
- Song, D.; Ponge, R.; Kaspar, R.; Raabe, D. Grain boundary characterization and grain size measurement in an ultrafine-grained steel. Zeitschrift für Metallk unde 2004, 95, 513. [Google Scholar] [CrossRef]
- Kocabekir, B.; Kacar, R.; Gündüz, S.; Hayat, F. An effect of heat input, weld atmosphere and weld cooling conditions on the resistance spot weldability of 316L austenitic stainless steel. J. Mater. Process. Technol. 2008, 195, 327–335. [Google Scholar] [CrossRef]
- Chokshi, A.H.; Rosen, A.; Karch, J.; Gleiter, H. On the validity of the Hall-Petch relationship in nanocrystalline materials. Scr. Metall. 1989, 23, 1679–1683. [Google Scholar] [CrossRef]
- Lehto, P.; Remes, H.; Saukkonen, T.; Hänninen, H.; Romanoff, J. Influence of grain size distribution on the Hall–Petch relationship of welded structural steel. Mater. Sci. Eng. A 2014, 592, 28–39. [Google Scholar] [CrossRef]
- Matusiewicz, P.; Ratuszek, W.; Zielińska-Lipiec, A. Recrystallization of Ferrite in Spheroidite of Fe-0.67%C Steel. Arch. Metall. Mater. 2011, 56, 63–69. [Google Scholar] [CrossRef]
- Chen, N.; Wang, H.P.; Carlson, B.E.; Sigler, D.R.; Wang, M. Fracture mechanisms of Al/steel resistance spot welds in coach peel and cross tension testing. J. Mater. Process. Technol. 2018, 252, 348–361. [Google Scholar] [CrossRef]
- Gong, P.; Sun, L.; Wynne, B.P.; Palmiere, E.J.; Rainforth, W.M. The effect of thermomechanical controlled processing on recrystallisation and subsequent deformation-induced ferrite transformation textures in microalloyed steels. J. Mater. Sci. 2018, 53, 6922–6938. [Google Scholar] [CrossRef]
- Choi, W.S.; De Cooman, B.C. Characterization of the Bendability of Press-Hardened 22MnB5 Steel. Steel Res. Int. 2014, 85, 824–835. [Google Scholar] [CrossRef]
- Tutar, M.; Aydin, H.; Bayram, A. Effect of Weld Current on the Microstructure and Mechanical Properties of a Resistance Spot-Welded TWIP Steel Sheet. Metals 2017, 7, 519. [Google Scholar] [CrossRef]
- Qiao, Z.; Li, H.; Li, L.; Ran, X.; Feng, L. Microstructure and Properties of Spot Welded Joints of Hot-Stamped Ultra-High Strength Steel Used for Automotive Body Structures. Metals 2019, 9, 285. [Google Scholar] [CrossRef]
- Guo, N. A Study on Microstructural Characterization and Mechanical Properties of Cold Drawing Pearlitic Steel Wires for Bridge Cable. Ph.D. Thesis, Chongqing University, Chongqing, China, 2012. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 22MnB5 Steel | Fe | C | Si | Mn | Cr | Ti | B | S | P |
| - | 0.22 | 0.31 | 1.41 | 0.22 | 0.023 | 0.004 | 0.006 | 0.007 | |
| 5A06 Al | Al | Mg | Si | Mn | Cu | Ti | Zn | - | - |
| - | 5.8–6.8 | 4 | 0.5–0.8 | 0.1 | 0.02–0.1 | 0.2 | - | - | |
| Welding Parameters | Welding current, kA | Welding time, ms | Dwell time, ms | Electrode force, kN | - | ||||
| 8, 9.5, 10.5 | 200, 300, 450 | 200 | 2.5 | - | |||||
| Region Name | Coarse BM | Fine BM | 300 ms-8.5 kA with a Coarse BM | 200 ms-9.5 kA with a Coarse BM | 300 ms-9.5 kA | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Coarse BM | Fine BM | |||||||||
| HAZ | NZ | HAZ | NZ | HAZ | NZ | HAZ | NZ | |||
| 2°–15° | 0.34 | 0.08 | 0.2 | 0.24 | 0.82 | 0.6 | 0.24 | 0.23 | 0.18 | 0.13 |
| >15° | 0.66 | 0.92 | 0.8 | 0.76 | 0.18 | 0.4 | 0.76 | 0.77 | 0.81 | 0.87 |
| Type | Component | Coarse BM | Fine BM | NZ 300 ms-8.5 kA | NZ 200 ms-9.5 kA | NZ 300 ms-9.5 kA | |
|---|---|---|---|---|---|---|---|
| with a Coarse BM | with a Fine BM | ||||||
| Deformation | Shear1 {001}<110> | - | - | 5.3 | - | 30.6 | 23 |
| Shear2 {111}<110> | 30.3 | - | - | 29.5 | 9.8 | - | |
| Brass {110}<112> | - | 5 | - | 50.5 | - | - | |
| S {123}<634> | 6 | 7.2 | - | 28.2 | 3 | - | |
| Recrystallisation | Cube {001}<100> | - | 7.2 | - | - | - | 22 |
| Goss {110}<001> | 8 | - | 28 | - | - | - | |
| Q {013}<123> | 5.5 | - | - | 11 | - | - | |
| RCRD1{013}<001> | - | - | 16 | - | 5.5 | - | |
| RCND1 {001}<310> | - | - | - | 2 | 30 | - | |
| Component | BM | HAZ | 200 ms-9.5 kA | 300 ms-9.5 kA | 300 ms-8.5 kA |
|---|---|---|---|---|---|
| A1 | 4.5 | 2.3 | - | - | - |
| A2 | 3.8 | 1.4 | - | - | - |
| Rx {001} <110> | - | - | 3 | 3.1 | 3.7 |
| Rx F {110}<001> | - | - | 3.4 | 2 | 2.4 |
| E (110)<111> | - | 1.1 | 1.9 | 1.7 | 1.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, X.; Chen, S.; Gong, J.; Lu, Z. Effect of Microstructure and Texture on Mechanical Properties of Resistance Spot Welded High Strength Steel 22MnB5 and 5A06 Aluminium Alloy. Metals 2019, 9, 685. https://doi.org/10.3390/met9060685
Jiang X, Chen S, Gong J, Lu Z. Effect of Microstructure and Texture on Mechanical Properties of Resistance Spot Welded High Strength Steel 22MnB5 and 5A06 Aluminium Alloy. Metals. 2019; 9(6):685. https://doi.org/10.3390/met9060685
Chicago/Turabian StyleJiang, Xiaoqing, Shujun Chen, Jinlong Gong, and Zhenyang Lu. 2019. "Effect of Microstructure and Texture on Mechanical Properties of Resistance Spot Welded High Strength Steel 22MnB5 and 5A06 Aluminium Alloy" Metals 9, no. 6: 685. https://doi.org/10.3390/met9060685
APA StyleJiang, X., Chen, S., Gong, J., & Lu, Z. (2019). Effect of Microstructure and Texture on Mechanical Properties of Resistance Spot Welded High Strength Steel 22MnB5 and 5A06 Aluminium Alloy. Metals, 9(6), 685. https://doi.org/10.3390/met9060685