Dislocation Density-Based Modeling of Dynamic Recrystallized Microstructure and Process in Friction Stir Spot Welding of AA6082



Abstract
1. Introduction
2. Experimental Work and Constitutive Model
2.1. Material and Friction Stir Spot Welding
2.2. Constitutive Analysis and GDRX Model
3. Results and Discussion
3.1. Microstructure Evolution of Experimental Specimen
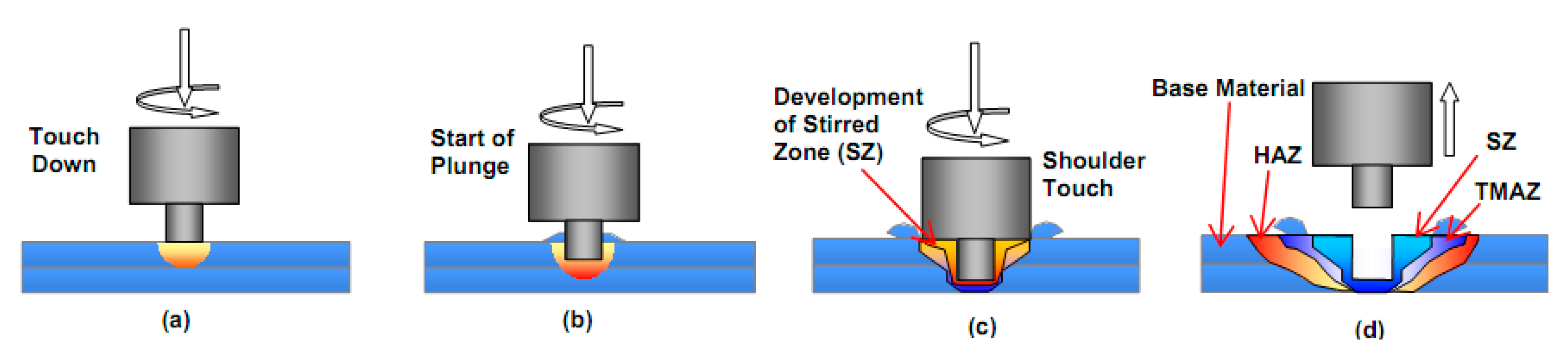
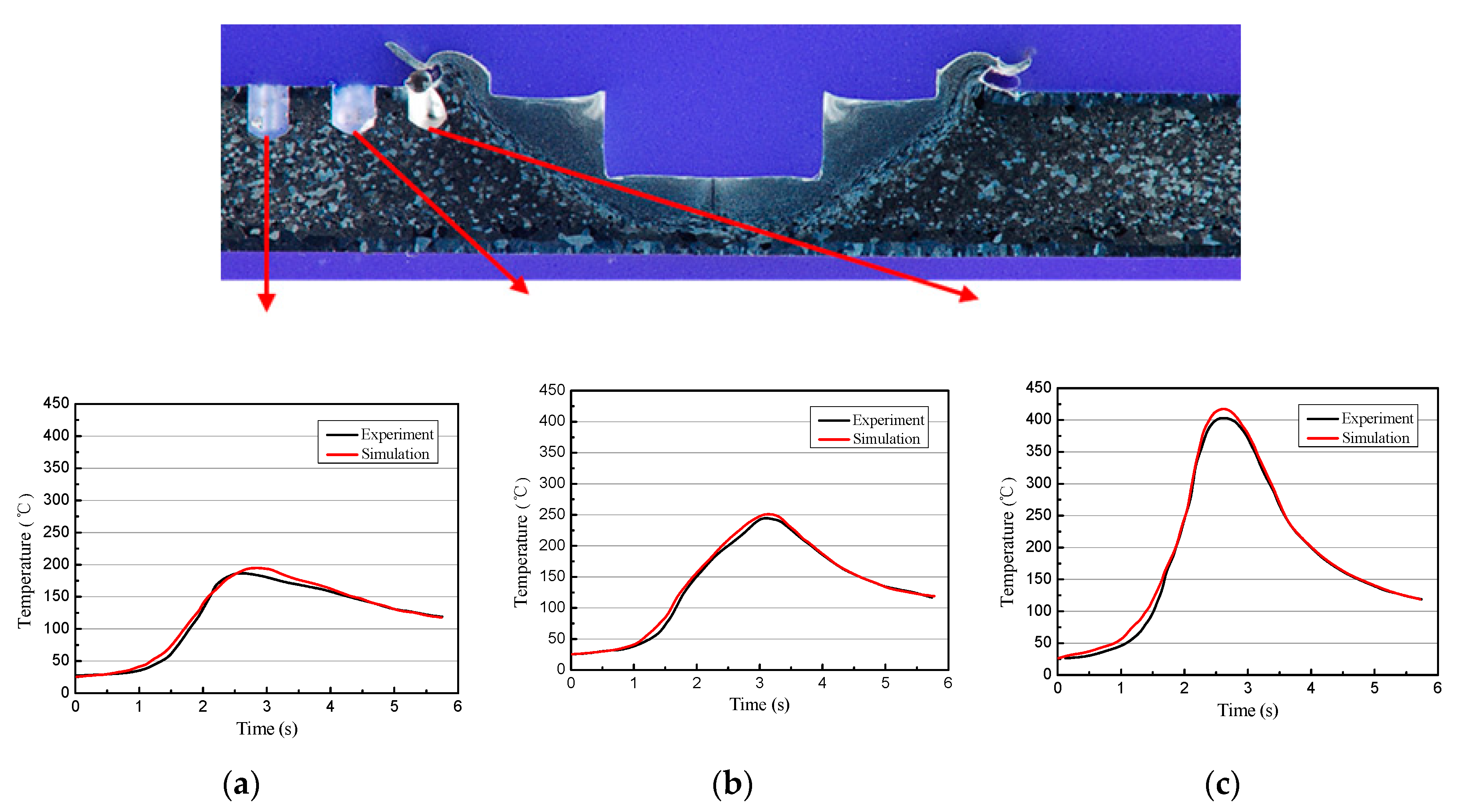
3.2. Process of Friction Stir Spot Welding
3.3. Evolution of Dislocation Density and Grain Size
3.4. Shape Prediction of Stir Zone
4. Conclusions
- (1)
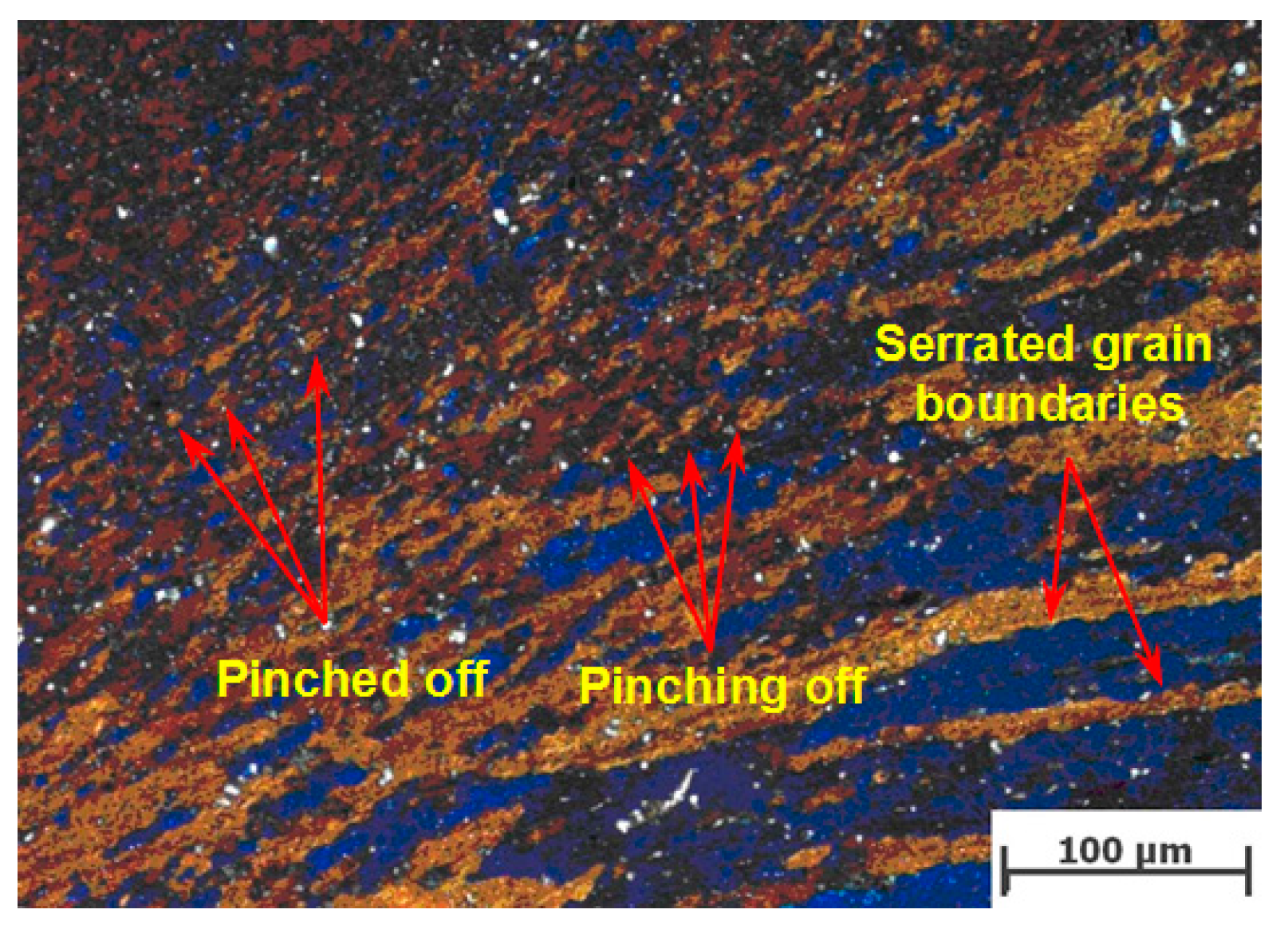
- After the FSSW process, the grain size in the stir zone is refined significantly compared with the base material. Geometric dynamical recrystallization is the main grain refinement mechanism in the stir zone.
- (2)
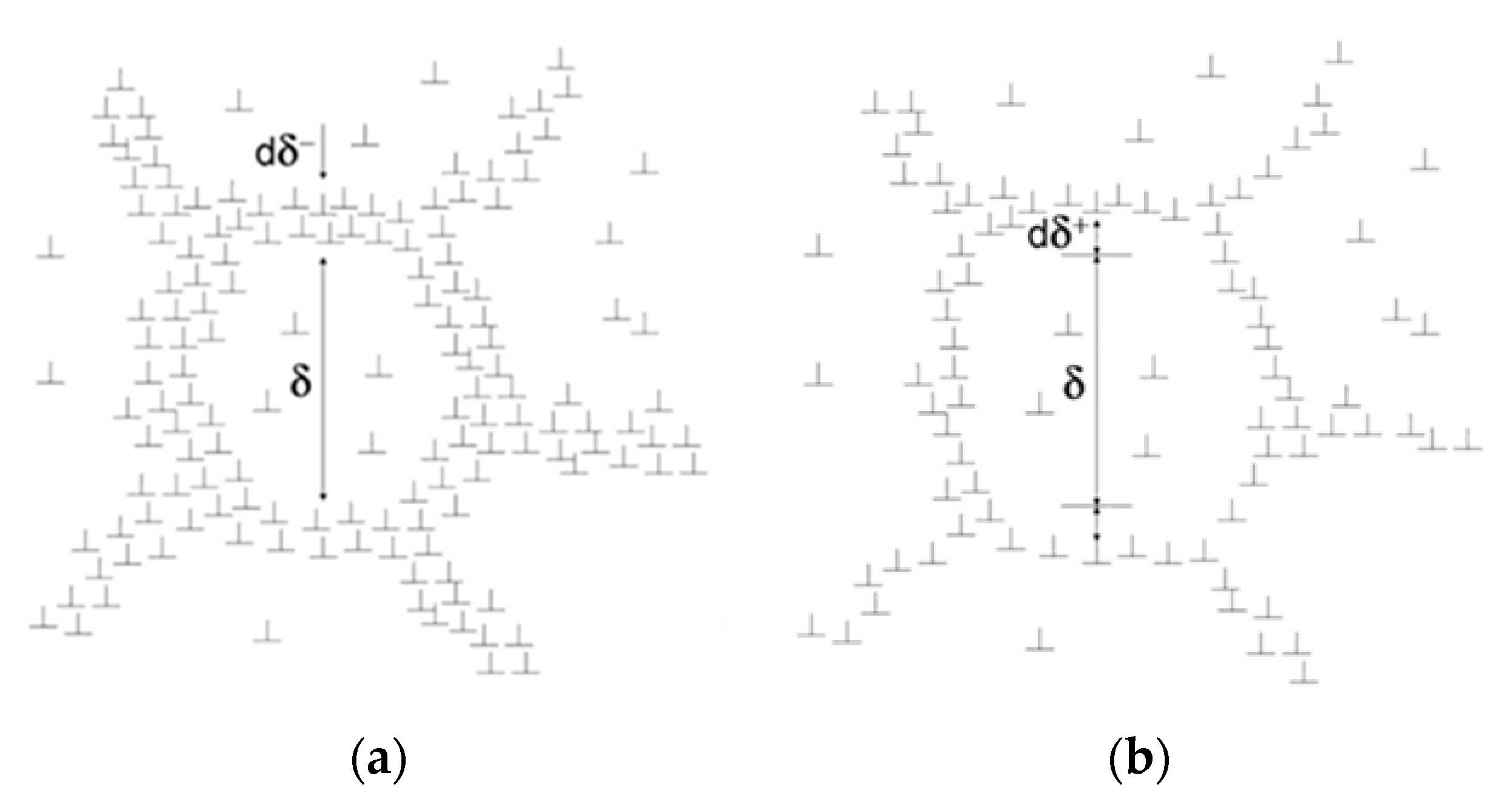
- After the FSSW process, the number fraction of the misorientation angle below 5° decreases from 88% to nearly 50% compared with the base material; the value between 5° and 10° remains nearly constant. Through formation of subgrain boundaries, the number of dislocations decrease. GDRX consumes a mass of small misorientation angle to produce much finer equiaxed grain. The rotational speed has a significant effect on grain size in the stir zone, which decreases with the increase of rotational speed.
- (3)
- The largest strain and strain rate in the stir zone can reach 332 mm/mm and 400 (mm/mm)/s, respectively. The large strain and strain rate is mainly located in the material around the pin hole. For three kinds of dislocations, the higher density area is mainly located at the interface between tool pin and base material, while the other area basically remains unchanged.
- (4)
- During the plunging stage, GDRX will take place and the main GDRX area is around the tool pin. The predicted grain size in the stir zone is around 5.8 µm, which agrees well with the experimental results (4.75 µm). Point tracking technology in DEFORM-3D can be utilized to predict the shape and size of the stir zone.
Author Contributions
Funding
Conflicts of Interest
References
- Mohammadi, J.; Behnamian, Y.; Mostafaei, A.; Izadi, H.; Saeid, T.; Kokabi, A.H.; Gerlich, A.P. Friction stir welding joint of dissimilar materials between AZ31B magnesium and 6061 aluminum alloys: Microstructure studies and mechanical characterizations. Mater. Charact. 2015, 101, 189–207. [Google Scholar] [CrossRef]
- Micari, F.; Buffa, G.; Pellegrino, S.; Fratini, L. Friction Stir Welding as an Effective Alternative Technique for Light Structural Alloys Mixed Joints. In Proceedings of the 11th International Conference on Technology of Plasticity, ICTP 2014, Nagoya, Japan, 19–24 October 2014; pp. 74–83. [Google Scholar]
- Zhou, X.; Chen, Y.; Li, S.; Huang, Y.; Hao, K.; Peng, P. Friction stir spot welding-brazing of Al and hot-dip aluminized Ti alloy with Zn interlayer. Metals 2018, 8, 922. [Google Scholar] [CrossRef]
- Gean, A.; Westgate, S.A.; Kucza, J.C.; Ehrstrom, J.C. Static and fatigue behavior of spot-welded 5182-0 aluminum alloy sheet. Weld. J. (Miami, Fla) 1999, 78, 80s–86s. [Google Scholar]
- Khan, M.I.; Kuntz, M.L.; Su, P.; Gerlich, A.; North, T.; Zhou, Y. Resistance and friction stir spot welding of DP600: A comparative study. Sci. Technol. Weld. Join. 2007, 12, 175–182. [Google Scholar] [CrossRef]
- Shahani, A.; Farrahi, A. Effect of stirring time on the mechanical behavior of friction stir spot weld of Al 6061-T6 lap-shear configuration. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 3583–3591. [Google Scholar] [CrossRef]
- Schmal, C.; Meschut, G.; Buhl, N. Joining of high strength aluminum alloys by refill friction stir spot welding (III-1854-18). Weld. World 2019, 63, 541–550. [Google Scholar] [CrossRef]
- Andalib, H.; Farahani, M.; Enami, M. Study on the new friction stir spot weld joint reinforcement technique on 5754 aluminum alloy. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2018, 232, 2976–2986. [Google Scholar] [CrossRef]
- Mubiayi, M.P.; Akinlabi, E.T.; Makhatha, M.E. Current state of friction stir spot welding between aluminium and copper. Mater. Today: Proc. 2018, 5, 18633–18640. [Google Scholar] [CrossRef]
- Li, G.; Zhou, L.; Zhou, W.; Song, X.; Huang, Y. Influence of dwell time on microstructure evolution and mechanical properties of dissimilar friction stir spot welded aluminum–copper metals. J. Mater. Res. Technol. 2019, 8, 2613–2624. [Google Scholar] [CrossRef]
- Siddharth, S.; Senthilkumar, T. Development of friction stir spot welding windows for dissimilar Al5086/C10100 spot joints. Mater. Today Proc. 2018, 5, 6550–6559. [Google Scholar] [CrossRef]
- Dong, Z.; Song, Q.; Ai, X.; Lv, Z. Effect of joining time on intermetallic compound thickness and mechanical properties of refill friction stir spot welded dissimilar Al/Mg alloys. J. Manuf. Processes 2019, 42, 106–112. [Google Scholar] [CrossRef]
- Pandey, A.K.; Nayak, K.C.; Mahapatra, S.S. Characterization of friction stir spot welding between copper and poly-methyl-methacrylate (PMMA) sheet. Mater. Today Commun. 2019, 19, 131–139. [Google Scholar] [CrossRef]
- Simar, A.; Brechet, Y.; De Meester, B.; Denquin, A.; Gallais, C.; Pardoen, T. Integrated modeling of friction stir welding of 6xxx series Al alloys: Process, microstructure and properties. Prog. Mater Sci. 2012, 57, 95–183. [Google Scholar] [CrossRef]
- McNelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Reprots 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Blum, W.; Zhu, Q.; Merkel, R.; McQueen, H.J. Geometric dynamic recrystallization in hot torsion of Al-5Mg-0.6Mn (AA5083). Mater. Sci. Eng. A 1996, 205, 23–30. [Google Scholar] [CrossRef]
- Jata, K.V.; Semiatin, S.L. Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys. Scr. Mater. 2000, 43, 743–749. [Google Scholar] [CrossRef]
- Fratini, L.; Buffa, G. Continuous dynamic recrystallization phenomena modelling in friction stir welding of aluminium alloys: A neural-network-based approach. Proc. Inst. Mech. Eng. Part B J Eng. Manuf. 2007, 221, 857–864. [Google Scholar] [CrossRef]
- Chernikov, E.; Naumov, A.; Golubev, I.; Michailov, V. Numerical Simulation and Microstructure Analysis of Friction Stir Welded Al 6082. In Proceedings of the 24th International Conference on Metallurgy and Materials, METAL, Brno, Czech Republic, 3–5 June 2015; pp. 1423–1428. [Google Scholar]
- Zhang, B.; Chen, X.; Pan, K.X.; Li, M.; Wang, J.N. Thermo-mechanical simulation using microstructure-based modeling of friction stir spot welded AA 6061-T6. J. Manuf. Processes 2019, 37, 71–81. [Google Scholar] [CrossRef]
- Grujicic, M.; Ramaswami, S.; Snipes, J.S.; Avuthu, V.; Galgalikar, R.; Zhang, Z. Prediction of the grain-microstructure evolution within a friction stir welding (FSW) joint via the use of the monte carlo simulation method. J. Mater. Eng. Perform. 2015, 24, 3471–3486. [Google Scholar] [CrossRef]
- Huang, C.-Q.; Deng, J.; Wang, S.-X.; Liu, L.-l. A physical-based constitutive model to describe the strain-hardening and dynamic recovery behaviors of 5754 aluminum alloy. Mater. Sci. Eng. A 2017, 699, 106–113. [Google Scholar] [CrossRef]
- Guan, W.; Linyuan, K.; Zhiwen, L.; Shikang, L.; Luoxing, L. Flow softening behavior and microstructure evolution of aluminum alloy 6061 due to dynamic recovery. Mater. Res. Express 2019, 6, 056555. [Google Scholar] [CrossRef]
- McQueen, H.J. Development of Dynamic Recovery Theory for Aluminum. In Proceedings of the Proceedings from Materials Solutions Conference 2001, Indianapolis, IN, USA, 5–8 November 2001; pp. 351–360. [Google Scholar]
- Mostafaei, M.A.; Kazeminezhad, M. A novel approach to find the kinetics of dynamic recovery based on hot flow curves. Mater. Sci. Eng. A 2012, 544, 88–91. [Google Scholar] [CrossRef]
- Poletti, C.; Rodriguez-Hortala, M.; Hauser, M.; Sommitsch, C. Microstructure development in hot deformed AA6082. Mater. Sci. Eng. A 2011, 528, 2423–2430. [Google Scholar] [CrossRef]
- Watt, T.J.; Yasuda, S.; Ichitani, K.; Takata, K.; Carpenter, A.; Jodlowski, J.; Taleff, E.M. The effect of magnesium content on microstructure evolution during hot deformation of aluminum alloys. In Proceedings of the 142nd Annual Meeting and Exhibition, TMS 2013, San Antonio, TX, USA, 3–7 March 2013; pp. 499–503. [Google Scholar]
- Ridley, N.; Cullen, E.; Humphreys, F.J. Development of superplastic microstructures during the thermomechanical processing of Al-Cu-Zr alloys. In Proceedings of the 1998 TMS Annual Meeting, San Antonio, TX, USA, 15–19 February 1998; pp. 65–74. [Google Scholar]
- Negendank, M.; Taparli, U.A.; Gall, S.; Muller, S.; Reimers, W. Microstructural evolution of indirectly extruded seamless 6xxx aluminum tubes with axial variable wall thickness. J. Mater. Process. Technol. 2016, 230, 187–197. [Google Scholar] [CrossRef]
- McQueen, H.J.; Spigarelli, S.; Kassner, M.E.; Evangelista, E. Hot Deformation and Processing of Aluminum Alloys; CRC Press: Boca Raton, FL, USA, 2016; pp. 1–564. [Google Scholar]
- Roters, F.; Raabe, D.; Gottstein, G. Work hardening in heterogeneous alloys—A microstructural approach based on three internal state variables. Acta Mater. 2000, 48, 4181–4189. [Google Scholar] [CrossRef]
- Pettersen, T.; Holmedal, B.; Nes, E. Microstructure development during hot deformation of aluminum to large strains. Metall. Mater. Trans. A 2003, 34, 2737–2744. [Google Scholar] [CrossRef]
- Pari Jr, L.D.; Misiolek, W.Z. Theoretical predictions and experimental verification of surface grain structure evolution for AA6061 during hot rolling. Acta Mater. 2008, 56, 6174–6185. [Google Scholar] [CrossRef]
- Sekhar, S.R.; Chittaranjandas, V.; Govardhan, D.; Karthikeyan, R. Effect of tool rotational speed on friction stir spot welded AA5052-H38 aluminum alloy. Mater. Today Proc. 2018, 5, 5536–5543. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Si | Mn | Fe | Cu | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| wt. % | 1.6–1.2 | 0.7–1.3 | 0.4–1.0 | 0.5 | 0.1 | 0.25 | 0.2 | 0.1 | Bal. |
| Number Fraction | Misorientation Angle below 5° | Misorientation Angle between 5° and 10° | Misorientation Angle above 15° |
|---|---|---|---|
| In stir zone produced by high rotating speed | 52.10% | 3.43% | 44.47% |
| In stir zone produced by low rotating speed | 50.80% | 2.26% | 46.94% |
| In base material | 88.00% | 2.66% | 9.34% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Z.; Feng, J.; Wang, Z.; Niu, J.; Sommitsch, C. Dislocation Density-Based Modeling of Dynamic Recrystallized Microstructure and Process in Friction Stir Spot Welding of AA6082. Metals 2019, 9, 672. https://doi.org/10.3390/met9060672
Gao Z, Feng J, Wang Z, Niu J, Sommitsch C. Dislocation Density-Based Modeling of Dynamic Recrystallized Microstructure and Process in Friction Stir Spot Welding of AA6082. Metals. 2019; 9(6):672. https://doi.org/10.3390/met9060672
Chicago/Turabian StyleGao, Zeng, Jianguang Feng, Zhenjiang Wang, Jitai Niu, and Christof Sommitsch. 2019. "Dislocation Density-Based Modeling of Dynamic Recrystallized Microstructure and Process in Friction Stir Spot Welding of AA6082" Metals 9, no. 6: 672. https://doi.org/10.3390/met9060672
APA StyleGao, Z., Feng, J., Wang, Z., Niu, J., & Sommitsch, C. (2019). Dislocation Density-Based Modeling of Dynamic Recrystallized Microstructure and Process in Friction Stir Spot Welding of AA6082. Metals, 9(6), 672. https://doi.org/10.3390/met9060672