1. Introduction
Titanium alloys are desirable to use in high-performance applications due to a combination of a high strength-to-weight ratio, excellent corrosion resistance, and fatigue performance. Consequently, titanium alloys are a key material for the aerospace industry in components such as gas turbine compressor parts, engine pylons, and landing gear forgings. Today, small to medium aerospace high-strength components, such as hook, pylon, and strut profiles are machined from a single titanium alloy forging.
Optimising the mechanical properties of metallic components benefits performance, by reducing cost and weight through optimal design and minimising the environmental impact. A conventional approach for material property optimisation is to produce tailored microstructures, for example, the dual grain size distribution in a nickel superalloy aero-engine gas turbine disk. Hot isostatic pressing (HIPing), extrusion, and forging processes of nickel superalloy powder feedstock can produce fine-grain lamellar microstructures in the disk bore for low-cycle fatigue (LCF) resistance and coarse-grained microstructures in the disk rim for optimised creep resistance.
Although dissimilar titanium alloys have been demonstrated that they can be joined through linear friction welding in blisk (bladed rotor disc) prototype parts [
1,
2], such solid-state joining of dissimilar titanium alloys has yet to be implemented into production parts. Yet in the future, optimised performance could be achieved in titanium components if different alloys and tailored microstructures were targeted for different sub-component regions. In the case of a gas turbine engine blisk for example, circumferential blades produced from a creep resistant, near α titanium alloy could be bonded to a rotor disk produced from a high strength, low-cycle fatigue resistant near β or α+β titanium alloy.
A new hybrid powder metallurgy approach combining accelerated sintering with hot forging, could provide designers with the option to engineer future components with sections containing dissimilar titanium alloys, thus integrating controlled changes in properties across the component. A solid-state powder processing method known as field assisted sintering technology (FAST) or spark plasma sintering (SPS) is emerging as a flexible powder consolidated route for titanium alloys [
3,
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
14,
15]. When compared to conventional powder processing and sintering methods, FAST is advantageous due to an electrical current, which has been shown to provide faster heating rates and consolidation compared to conventional sintering [
16,
17]. FAST has been demonstrated to be an effective sintering route for complex shapes, most notably a novel deformable interface approach produced fully dense CoNiCrAlY turbine blades [
18]. Furthermore, FAST-forge [
5] and FAST-DB [
19] processing routes have been developed, primarily to provide an alternative route to produce titanium components from particulate feedstocks. The first step of FAST-forge is the consolidation of the titanium feedstock into an optimised forging preform using FAST. The subsequent step produces a near-net shape (NNS) component by closed-die forging to refine the as-FAST microstructure. Hot forging is beneficial in titanium alloy components not only to provide a NNS, but to induce flow lines into the product to enhance strength and breakdown the α + β structural unit size.
In terms of bonding dissimilar alloys, solid-state methods are preferred over fusion joining methods, which are subject to solidification issues such as chemical segregation. Recently, FAST-DB has demonstrated the ability to diffusion bond dissimilar titanium alloy gas atomised powders in a simple cylindrical mould using the FAST process [
19]. The bonds exhibited excellent structural integrity during tensile testing with no cracks or porosity evident at the bond line interface. Furthermore, the prior β grains at the bond interface had functionally graded chemistries with respect to the dissimilar alloys diffusion bonded by FAST.
In this paper, dissimilar titanium alloys bonded through FAST were characterised and simulated through subsequent hot closed-die forging stages, in order to demonstrate a robust hybrid processing approach for next generation titanium components. Firstly, small-scale FAST-DB compression samples consisting of Ti-6Al-4V (Ti-6-4) and commercially pure titanium (CP-Ti) alloys were deformed using controlled uni-axial compression testing to understand the deformation characteristics. Additionally, for the first time, finite element (FE) software DEFORM 3D has been validated as a method for modelling the controlled deformation of FAST-DB samples to determine the bond interface evolution and strain profiles. Secondly, a semi-complex NNS eye-bolt component was produced using the FAST-DB processing route with subsequent closed-die forging steps. The microstructural evolution of two FAST-DB alloy combinations containing Ti-6-4 bonded with commercially pure titanium and Ti-5Al-5Mo-5V-3Cr (Ti-5553) bonded with Ti-6-4 were characterised post forging. The alloys Ti-6-4 and Ti-5553 were selected for the large-scale NNS forgings due to their increasing usage in the aerospace sector, making them ideal alloys to demonstrate the FAST-forge technology on dissimilar alloys.
Author Contributions
J.P. conducted the experimental work as part of his Ph.D study. M.J. was the academic supervisor. J.P. and M.J. conceived the idea and designed the experiments.
Funding
This research was funded by Engineering and Physical Sciences Research Council’s Advanced Metallic Systems Centre for Doctoral Training (grant number EP/G036950/1).
Acknowledgments
The authors acknowledge Adam Tudball from Kennametal Ltd. UK for support with processing the large FAST-DB billets. We gratefully acknowledge David Lunn and the staff at W.H. Tildesley Ltd. for the drop forging trials and useful discussions. Finally, thanks to Dean Haylock from The University of Sheffield for technical assistance, and Nicholas Weston, Ben Thomas, and Bhushan Rakshe for useful discussions.
Conflicts of Interest
The authors declare no conflict of interest.
References
- García, A.M.M. BLISK fabrication by linear friction welding. In Advances in Gas Turbine Technology; Benini, E., Ed.; InTechOpen: London, UK, 2011; pp. 411–434. [Google Scholar]
- Guo, Y.; Chiu, Y.; Attallah, M.M.; Li, H.; Bray, S.; Bowen, P. Characterization of dissimilar linear friction welds of α-β Titanium alloys. J. Mater. Eng. Perform. 2012, 21, 770–776. [Google Scholar] [CrossRef]
- Weston, N.S.; Derguti, F.; Tudball, A.; Jackson, M. Spark plasma sintering of commercial and development titanium alloy powders. J. Mater. Sci. 2015, 50, 4860–4878. [Google Scholar] [CrossRef]
- Menapace, C.; Vicente, N., Jr.; Molinari, A. Hot forging of Ti–6Al–4V alloy preforms produced by spark plasma sintering of powders. Powder Metall. 2013, 56, 102–110. [Google Scholar] [CrossRef]
- Weston, N.S.; Jackson, M. FAST-forge − A new cost-effective hybrid processing route for consolidating titanium powder into near net shape forged components. J. Mater. Process. Technol. 2017, 243, 335–346. [Google Scholar] [CrossRef]
- Yang, Y.F.; Imai, H.; Kondoh, K.; Qian, M. Comparison of spark plasma sintering of elemental and master alloy powder mixes and prealloyed Ti6Al4V powder. Int. J. Powder Metall. 2014, 50, 41–47. [Google Scholar]
- Yang, Y.F.; Imai, H.; Kondoh, K.; Qian, M. Enhanced homogenization of vanadium in spark plasma sintering of Ti-10V-2Fe-3Al alloy from titanium and V-Fe-Al master alloy powder blends. JOM 2017, 69, 663–668. [Google Scholar] [CrossRef]
- Long, Y.; Zhang, H.; Wang, T.; Huang, X.; Li, Y.; Wu, J.; Chen, H. High-strength Ti–6Al–4V with ultra fine-grained structure fabricated by high energy ball milling and spark plasma sintering. Mater. Sci. Eng. A 2013, 585, 408–414. [Google Scholar] [CrossRef]
- Long, Y.; Wang, T.; Zhang, H.Y.; Huang, X.L. Enhanced ductility in a bimodal ultra fi ne-grained Ti–6Al–4V alloy fabricated by high energy ball milling and spark plasma sintering. Mater. Sci. Eng. A 2014, 608, 82–89. [Google Scholar] [CrossRef]
- Vajpai, S.K.; Ota, M.; Watanabe, T.; Maeda, R.; Sekiguchi, T.; Kusaka, T.; Ameyama, K. The development of high performance Ti-6Al-4V alloy via a unique microstructural design with bimodal grain size distribution. Metall. Mater. Trans. A 2015, 46, 903–914. [Google Scholar] [CrossRef]
- Manière, C.; Kus, U.; Durand, L.; Mainguy, R.; Huez, J.; Delagnes, D.; Estournès, E. Identification of the norton-green compaction model for the prediction of the Ti–6Al–4V densification during the spark plasma sintering process. Adv. Eng. Mater. 2016, 18, 1720–1727. [Google Scholar] [CrossRef]
- Garbiec, D.; Siwak, P.; Mróz, A. Effect of compaction pressure and heating rate on microstructure and mechanical properties of spark plasma sintered Ti6Al4V alloy. Arch. Civ. Mech. Eng. 2016, 16, 702–707. [Google Scholar] [CrossRef]
- Calvert, E.; Wynne, B.; Weston, N.; Tudball, A.; Jackson, M. Thermomechanical processing of a high strength metastable beta titanium alloy powder, consolidated using the low-cost FAST-forge process. J. Mater. Process. Technol. 2018, 254, 158–170. [Google Scholar] [CrossRef]
- Crosby, K.; Shaw, L.L.; Estournes, C.; Chevallier, G.; Fliflet, A.W.; Imam, M.A. Enhancement in Ti–6Al–4V sintering via nanostructured powder and spark plasma sintering. Powder Metall. 2014, 57, 147–154. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.; Durand, L.; Karnatak, N.; Thomas, M.; Couret, A. An innovative way to produce γ-tial blades: Spark plasma sintering. Adv. Eng. Mater. 2015, 17, 1408–1413. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Munir, Z.A.; Quach, D.V.; Ohyanagi, M. Electric current activation of sintering: A review of the pulsed electric current sintering process. J. Am. Ceram. Soc. 2011, 94, 1–19. [Google Scholar] [CrossRef]
- Manière, C.; Nigito, E.; Durand, L.; Weibel, A.; Beynet, Y.; Estournès, C. Spark plasma sintering and complex shapes: The deformed interfaces approach. Powder Technol. 2017, 320, 340–345. [Google Scholar] [CrossRef]
- Pope, J.J.; Calvert, E.L.; Weston, N.S.; Jackson, M. FAST-DB: A novel solid-state approach for diffusion bonding dissimilar titanium alloy powders for next generation critical components. J. Mater. Process. Technol. 2019, 269, 200–207. [Google Scholar] [CrossRef]
- Roebuck, B.; Lord, J.D.; Brooks, M.; Loveday, M.S.; Sellars, C.M.; Evans, R.W. Measurement of flow stress in hot axisymmetric compression tests. Mater. High Temp. 2006, 23, 59–83. [Google Scholar] [CrossRef]
- DEFORM 3D; v11.2; Scientific Forming Technologies Corporation: Columbus, OH, USA, 2018.
- SolidWorks; v25; Dassault Systemes: Waltham, MA, USA, 2017.
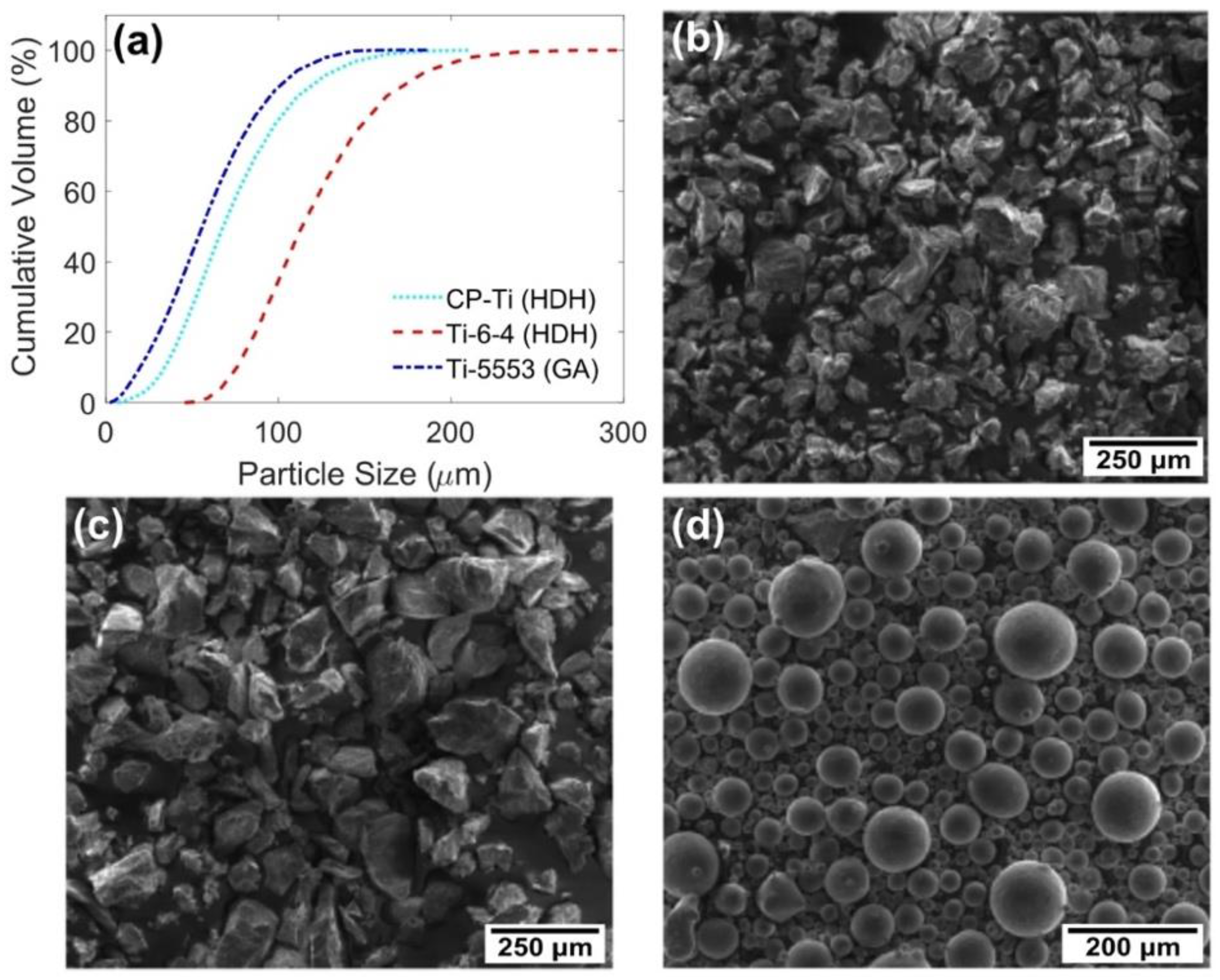
Figure 1.
(a) Graph showing the PSD of each powder; (b) corresponding secondary electron (SE) micrograph of the CP-Ti HDH powder; (c) corresponding SE micrograph of the Ti-6-4 HDH powder; and (d) the corresponding SE micrograph of the Ti-5553 GA powder.
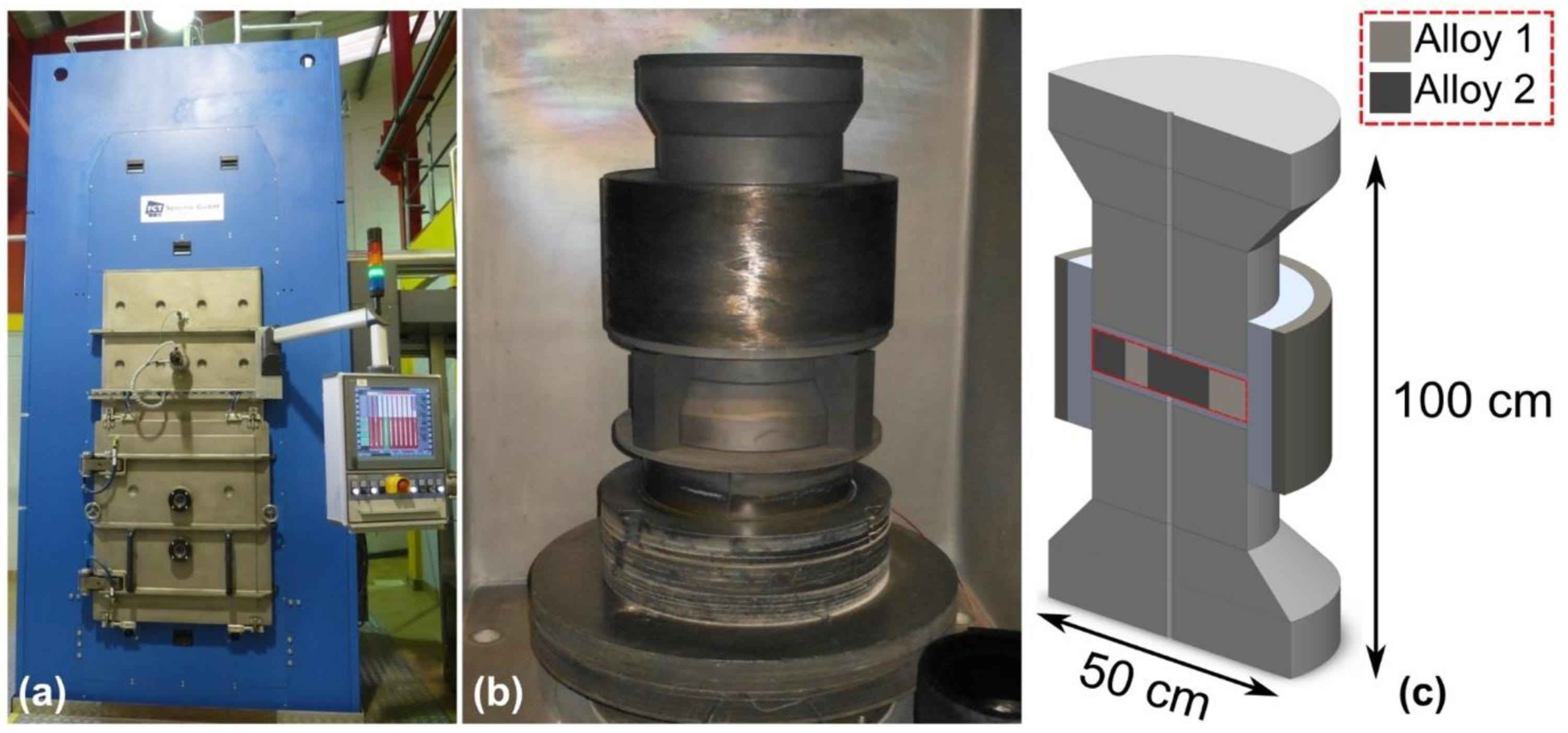
Figure 2.
FAST-DB processing at the Kennametal Ltd. UK facility showing photographs of; (a) the FCT Systeme FAST processing machine; (b) the 250 mm inner diameter assembly consisting of graphite tooling and an outer woven carbon fibre jacket; and (c) the sliced CAD model of the aforementioned assembly showing the division of powders and the pyrometer hole passing through the tooling.
Figure 3.
Photographs of the large-scale manual powder layup at Kennametal Ltd. UK, showing; (a) titanium sheet and Perspex dividers in the 250 mm diameter mould; (b) dissimilar powders filled in the separate sections with agitation of powder using a brush; and (c) flattening of powder after the dividers have been removed.
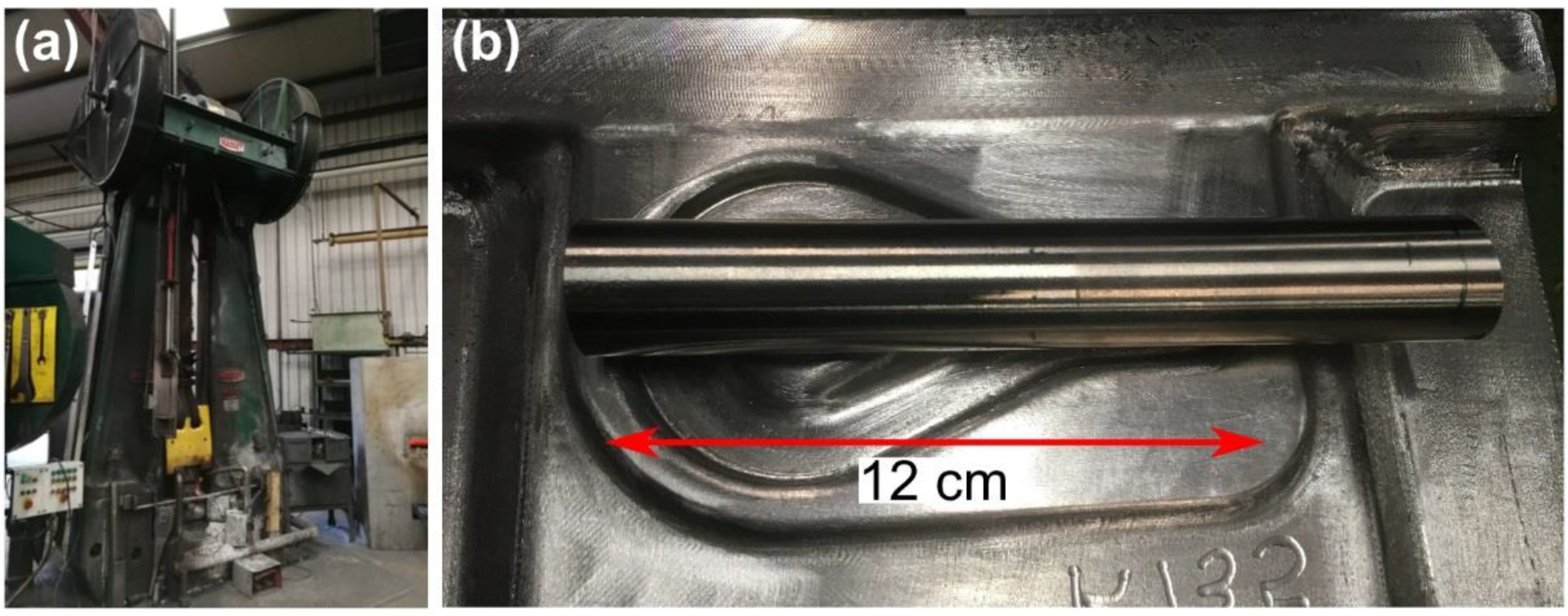
Figure 4.
(a) Photograph of the Massey 1.1 MSC drop hammer forge used in forging trials at W.H. Tildesley Ltd; (b) Photograph of the eye-bolt geometry with a representative preform resting on top.
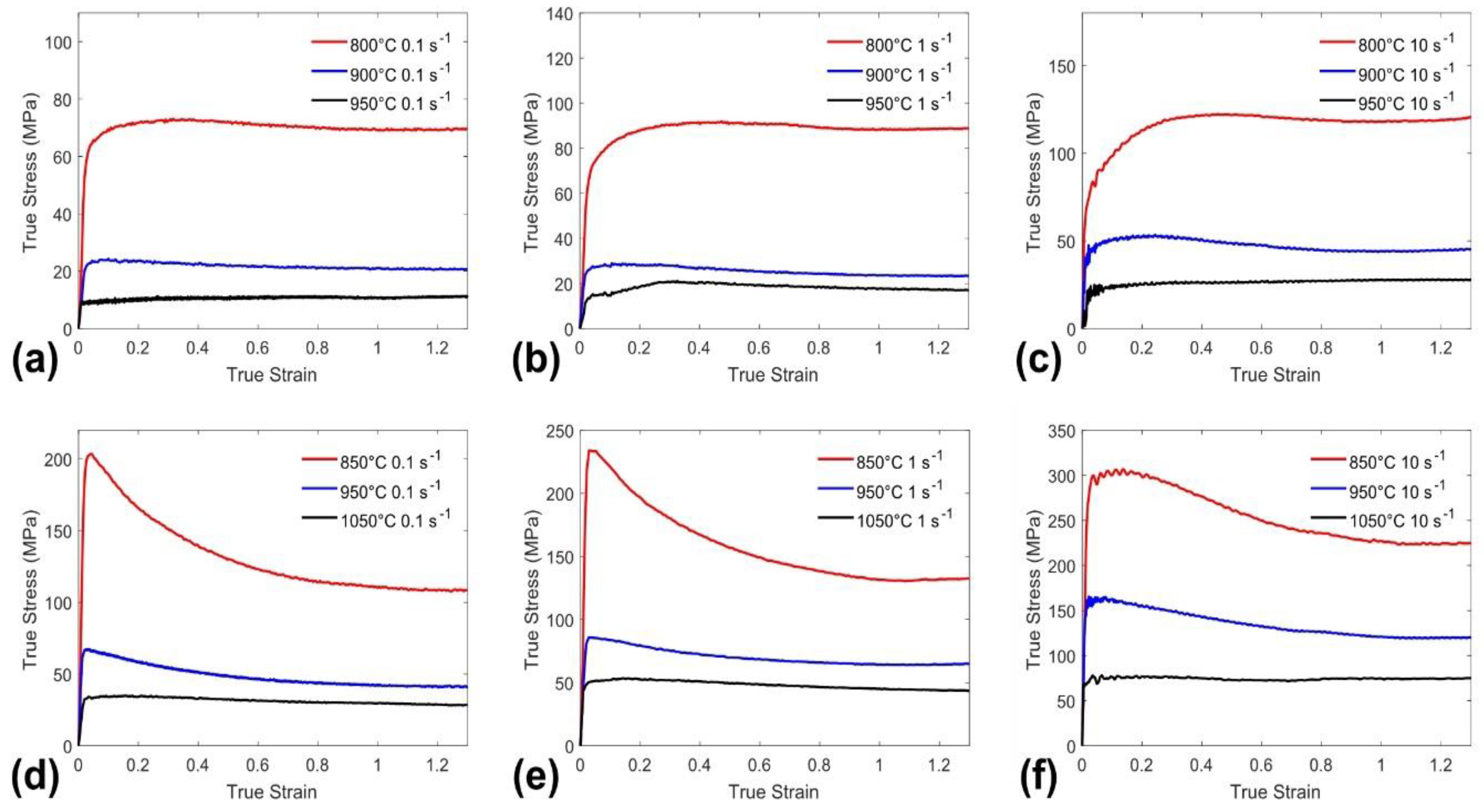
Figure 5.
Friction corrected flow stress curves for the full matrix of temperatures of CP-Ti TMC tests at; (a) 0.1 s−1; (b) 1 s−1; (c) 10 s−1. Ti-6-4 TMC tests at; (d) 0.1 s−1; (e) 1 s−1; and (f) 10 s−1.
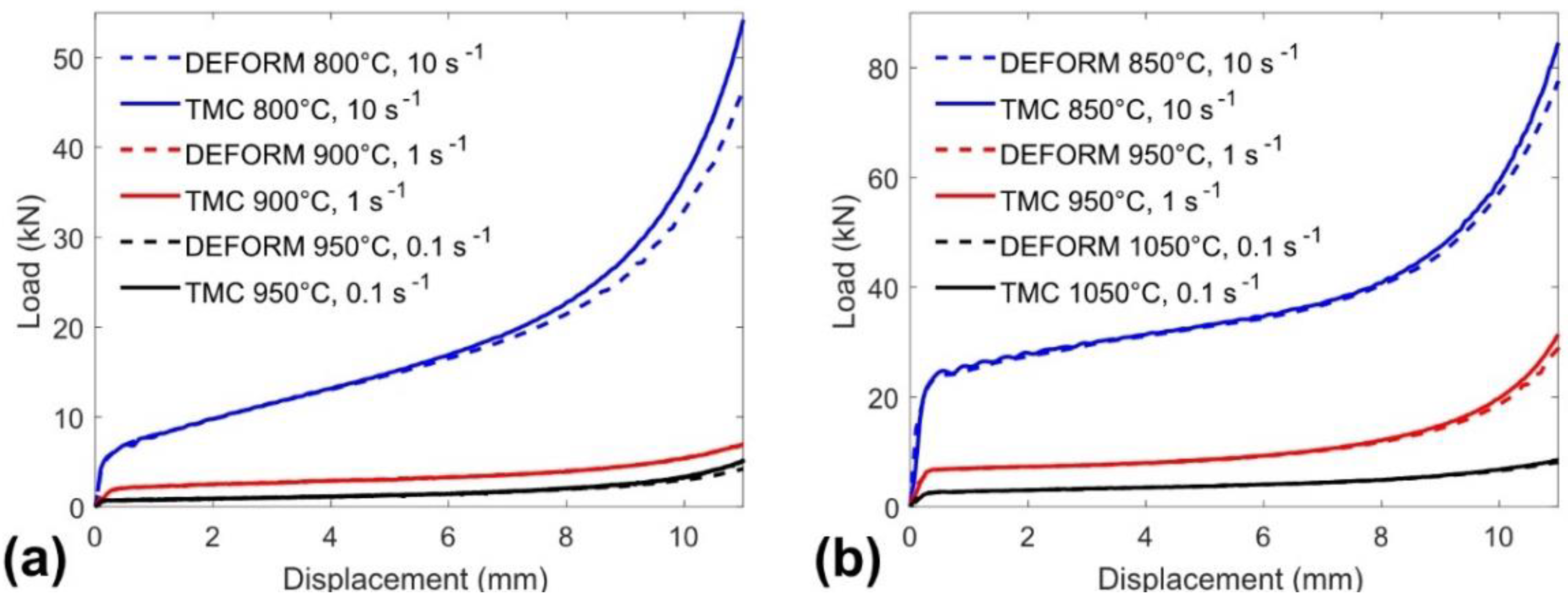
Figure 6.
Friction corrected load displacement curves comparing experimental TMC and FE simulations for; (a) CP-Ti alloy material post FAST consolidation; and (b) Ti-6-4 alloy material post FAST consolidation.
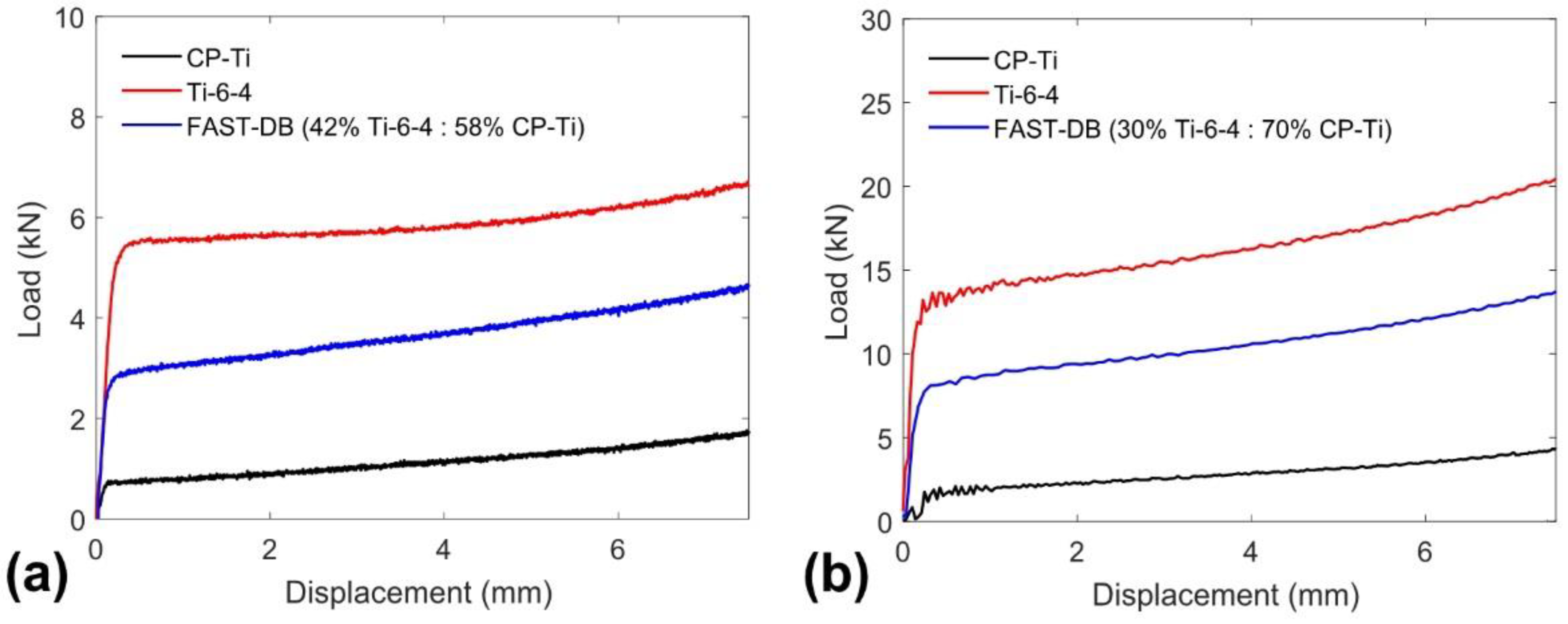
Figure 7.
Friction corrected load-displacement graphs comparing single alloy compressions with FAST-DB dissimilar alloy samples at a test temperature of 950 °C and a constant strain rate of; (a) 0.1 s−1; and (b) 10 s−1.
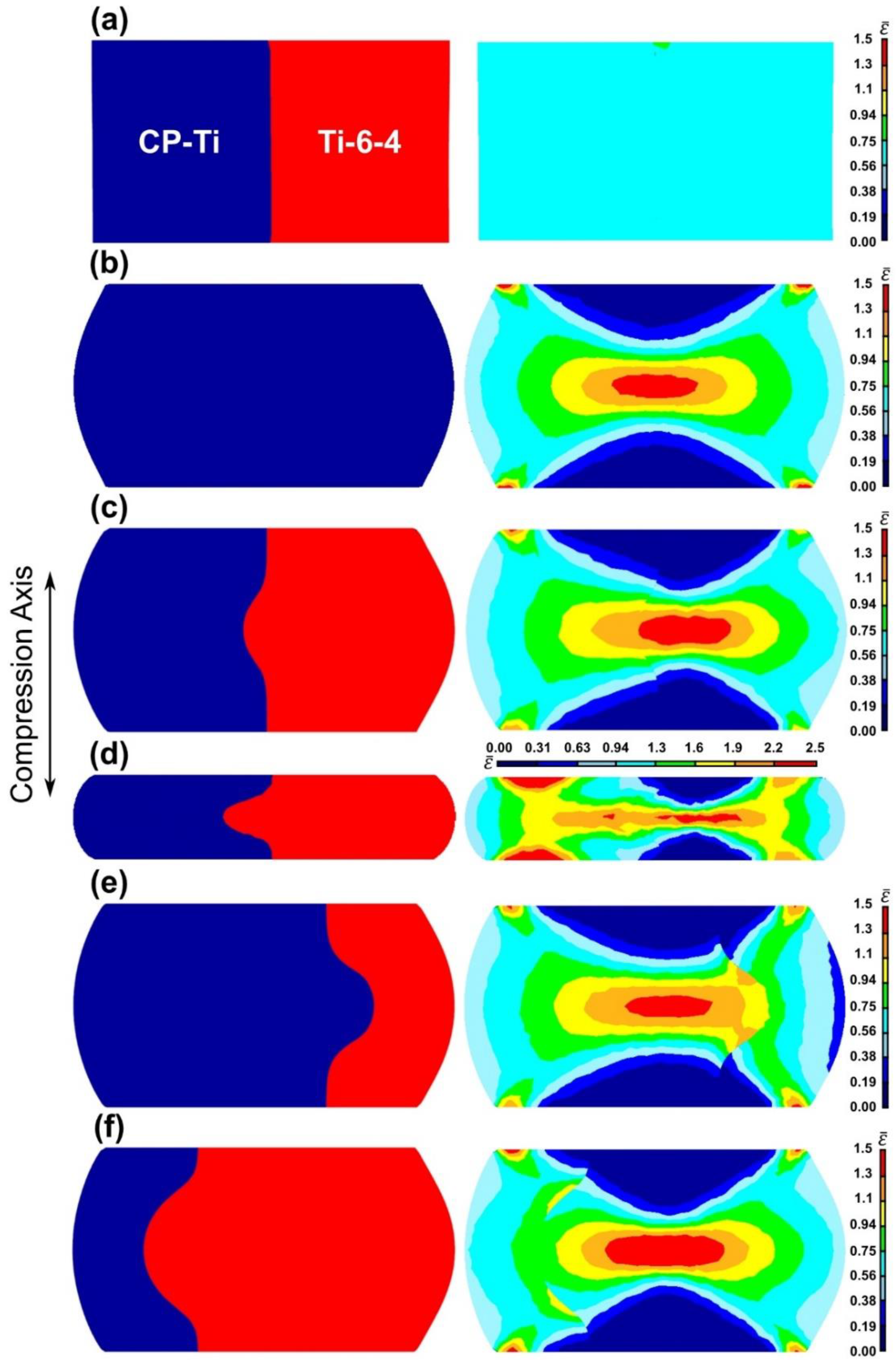
Figure 8.
Uni-axial compression FE simulations of FAST-DB samples, showing the bond interface location with corresponding strain distribution. Simulation conditions are a strain rate of 1 s−1, 850 °C, and a progressive friction factor of 0.2-0.5-0.9. (a) 1:1 alloy distribution with zero friction; (b) single alloy with friction; (c) 1:1 alloy distribution with friction; (d) 1:1 alloy distribution with friction at quarter deformation height; (e) dominant CP-Ti with friction; and (f) dominant Ti-6-4 with friction.
Figure 9.
Selected Ti-6-4 with CP-Ti FAST-DB TMC samples sectioned perpendicular to the bond interface after deformation at nominal test conditions as stated including effective strain profile, alloy profile, and macrograph of the sample. A progressive 0.2-0.5-0.9 progressive friction factor was used.
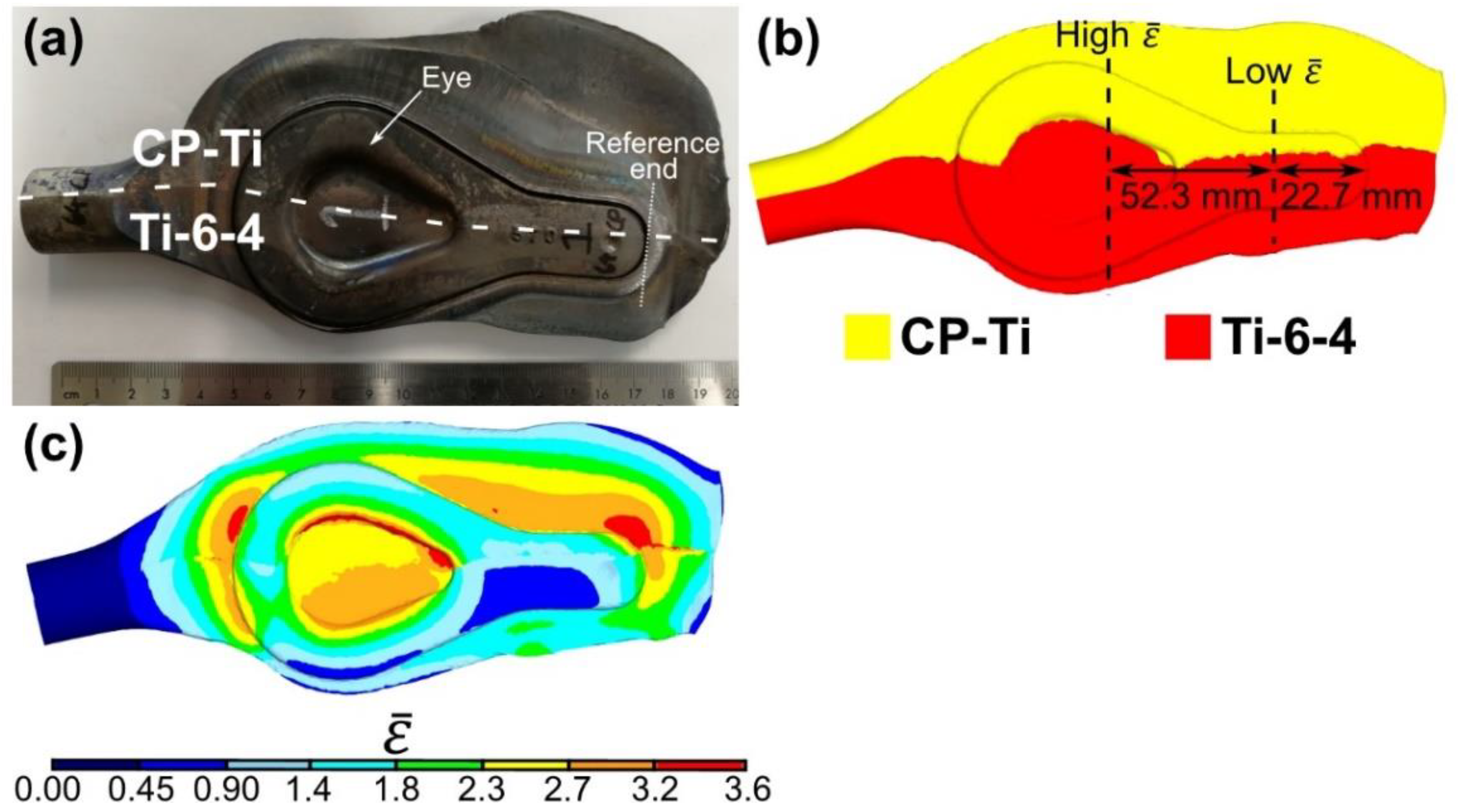
Figure 10.
(a) Photograph of the Ti-6-4 with CP-Ti near-net shape forging, eye-bolt 1; (b) corresponding FE model showing the alloy distribution; and (c) the corresponding FE model showing the effective strain distribution. Approximate forging temperature between 860 and 878 °C, with a total of nine hammer steps.
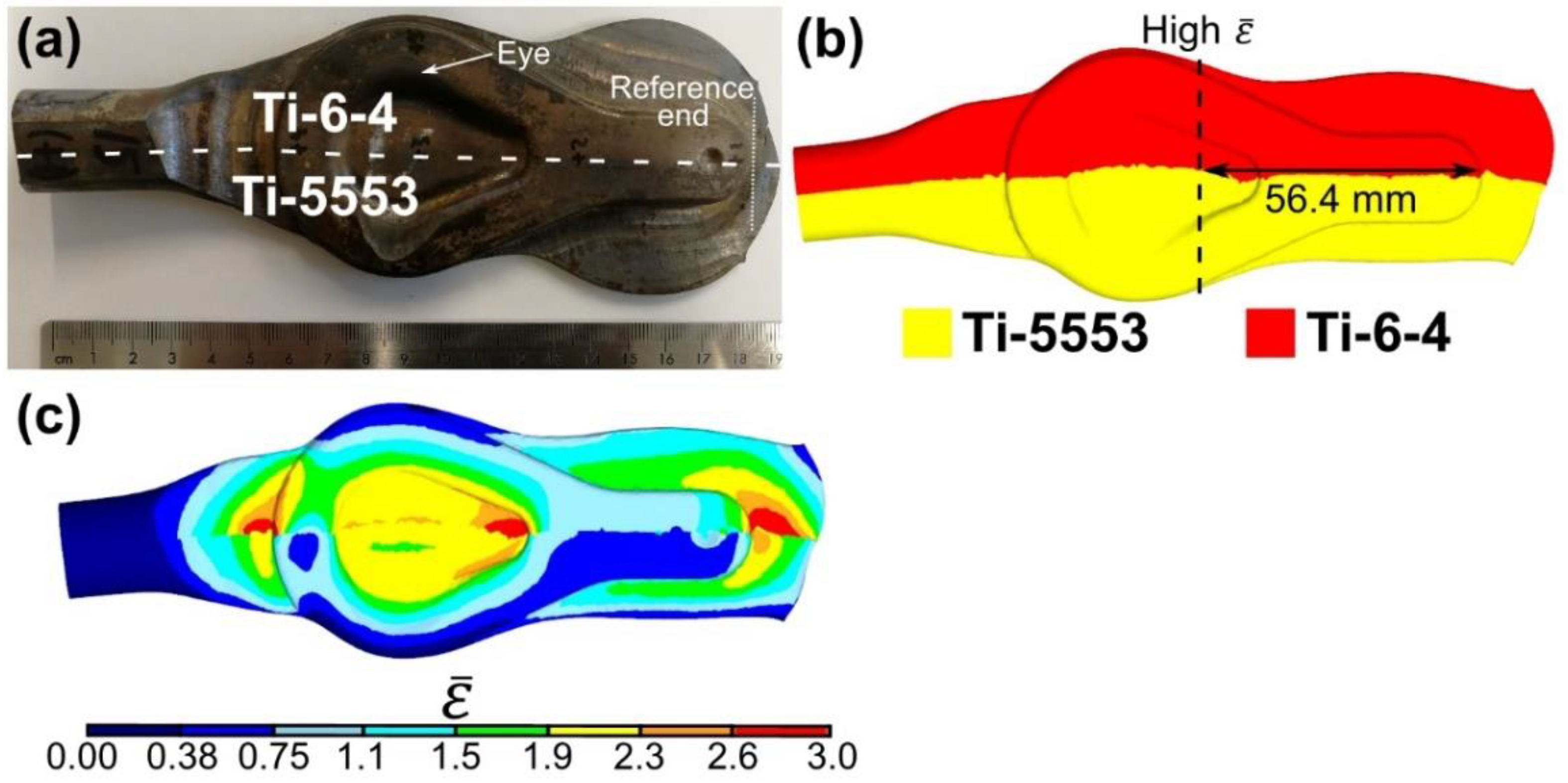
Figure 11.
(a) Photograph of the Ti-6-4 with Ti-5553 near-net shape forging, eye-bolt 2; (b) corresponding FE model showing the alloy distribution; and (c) the corresponding FE model showing the effective strain distribution. Approximate forging temperature between 860 and 878 °C, with a total of nine hammer steps.
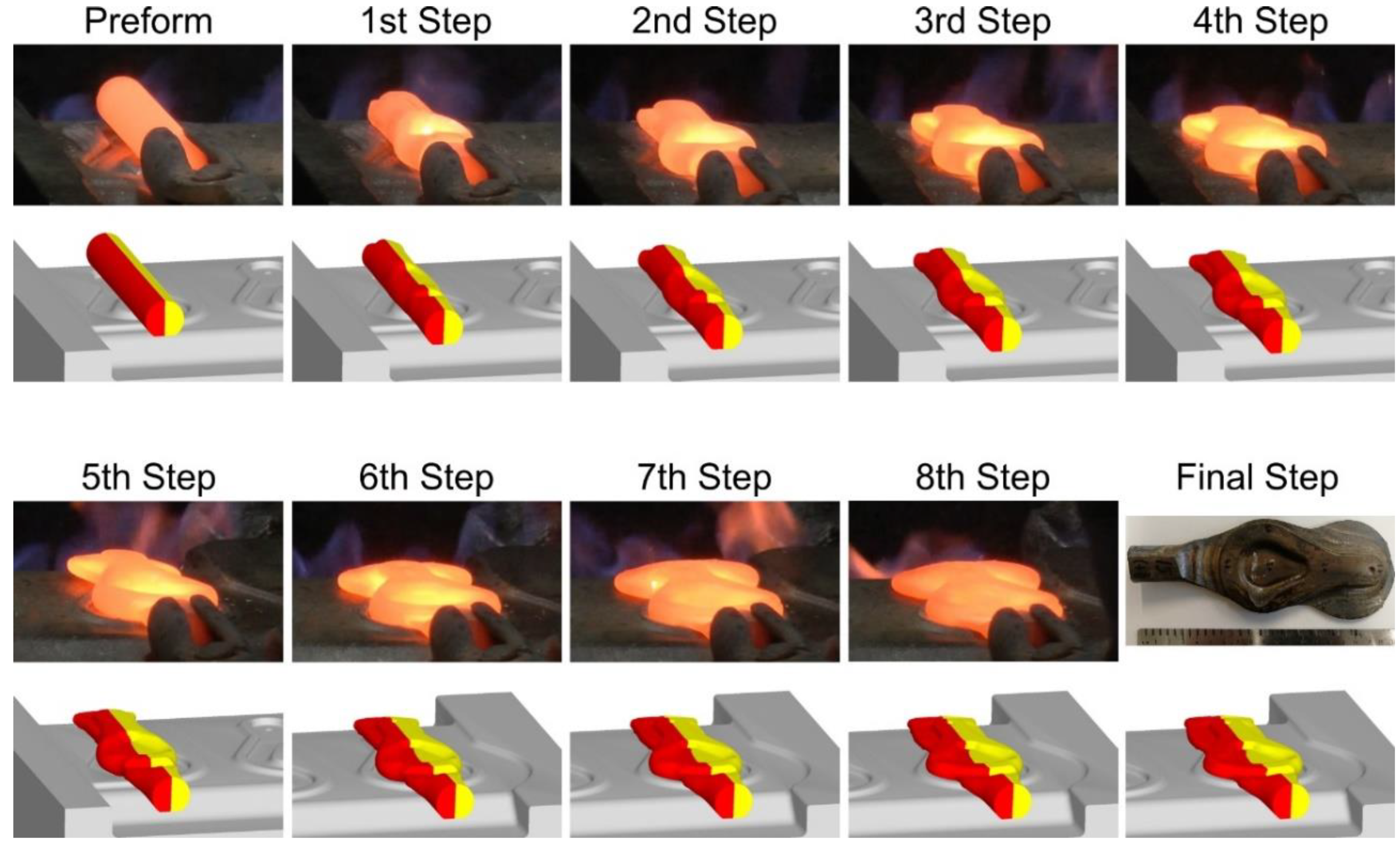
Figure 12.
FE model and corresponding photographs of the eye-bolt 2 (Ti-5553 with Ti-6-4) shape evolution after each forging step.
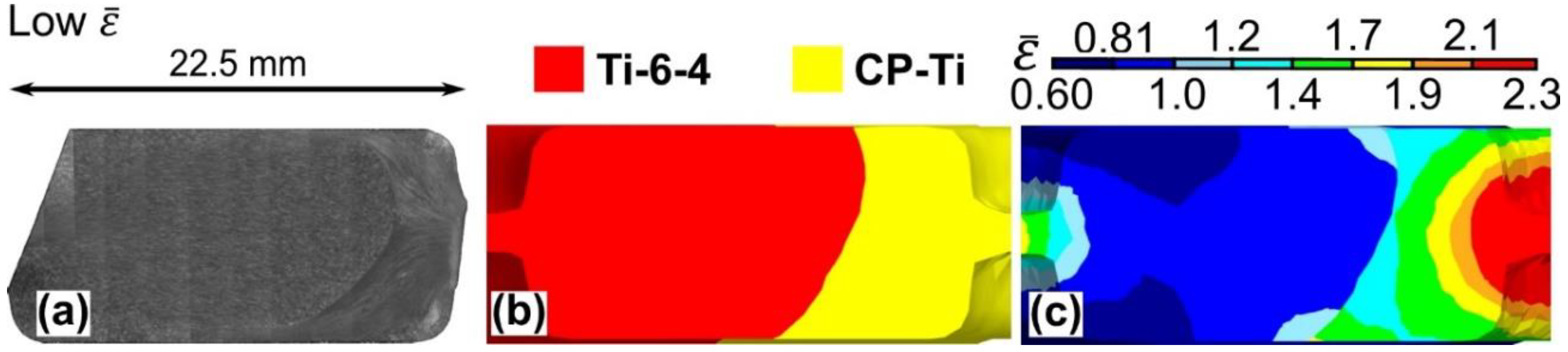
Figure 13.
(
a) Photograph of the low strain cross-section of the eye-bolt 1 forging (Ti-6-4 and CP-Ti) from
Figure 10b; (
b) corresponding simulation showing the alloy distribution; and (
c) the corresponding simulation showing the effective strain distribution. Approximate forging temperature between 860 and 878 °C, with a total of nine hammer steps.
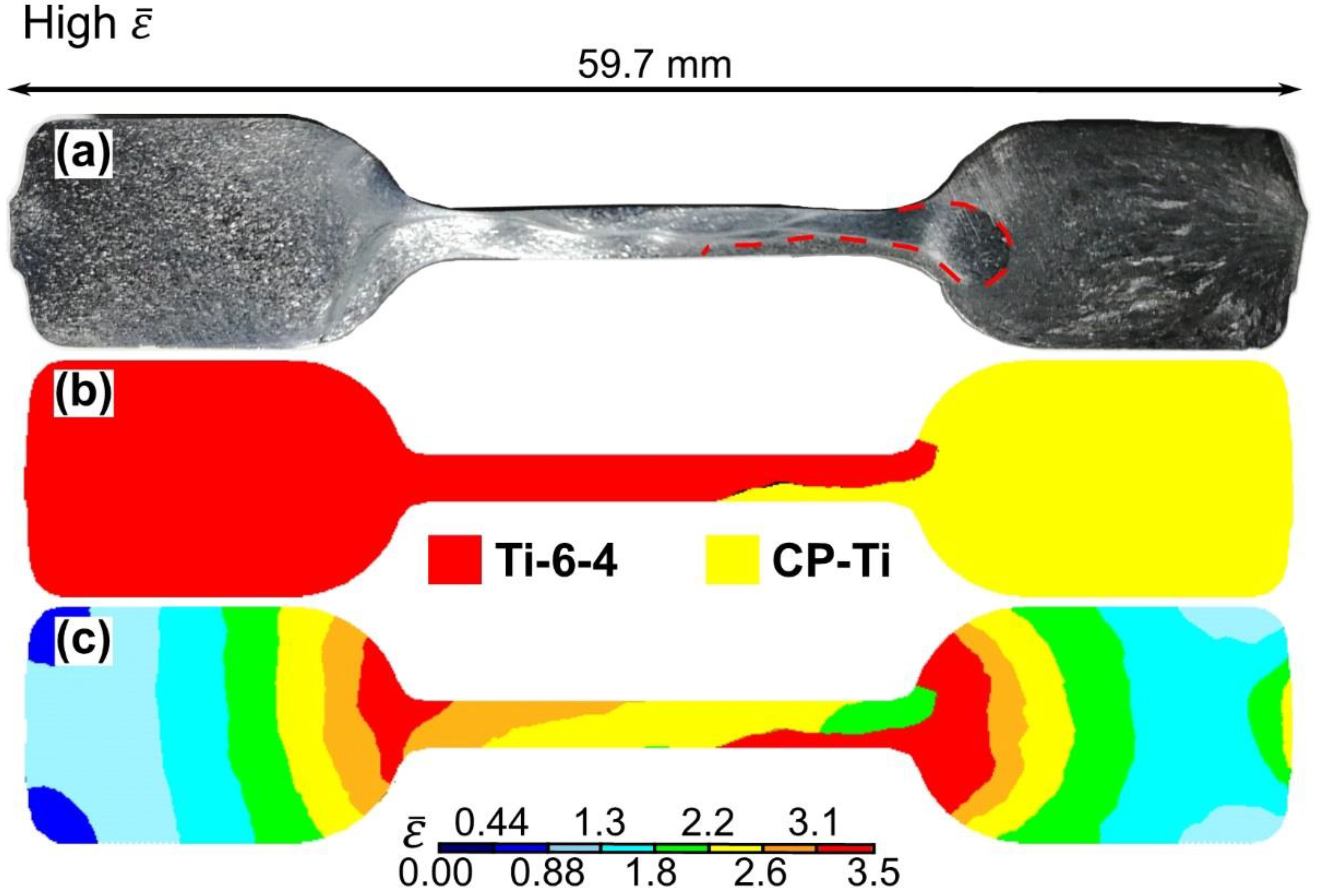
Figure 14.
(
a) Photograph of the high strain cross-section of the eye-bolt 1 forging from
Figure 10b; (
b) ccorresponding simulation showing the alloy distribution; and (
c) the corresponding simulation showing the effective strain distribution. Approximate forging temperature between 860 and 878 °C, with a total of nine hammer steps.
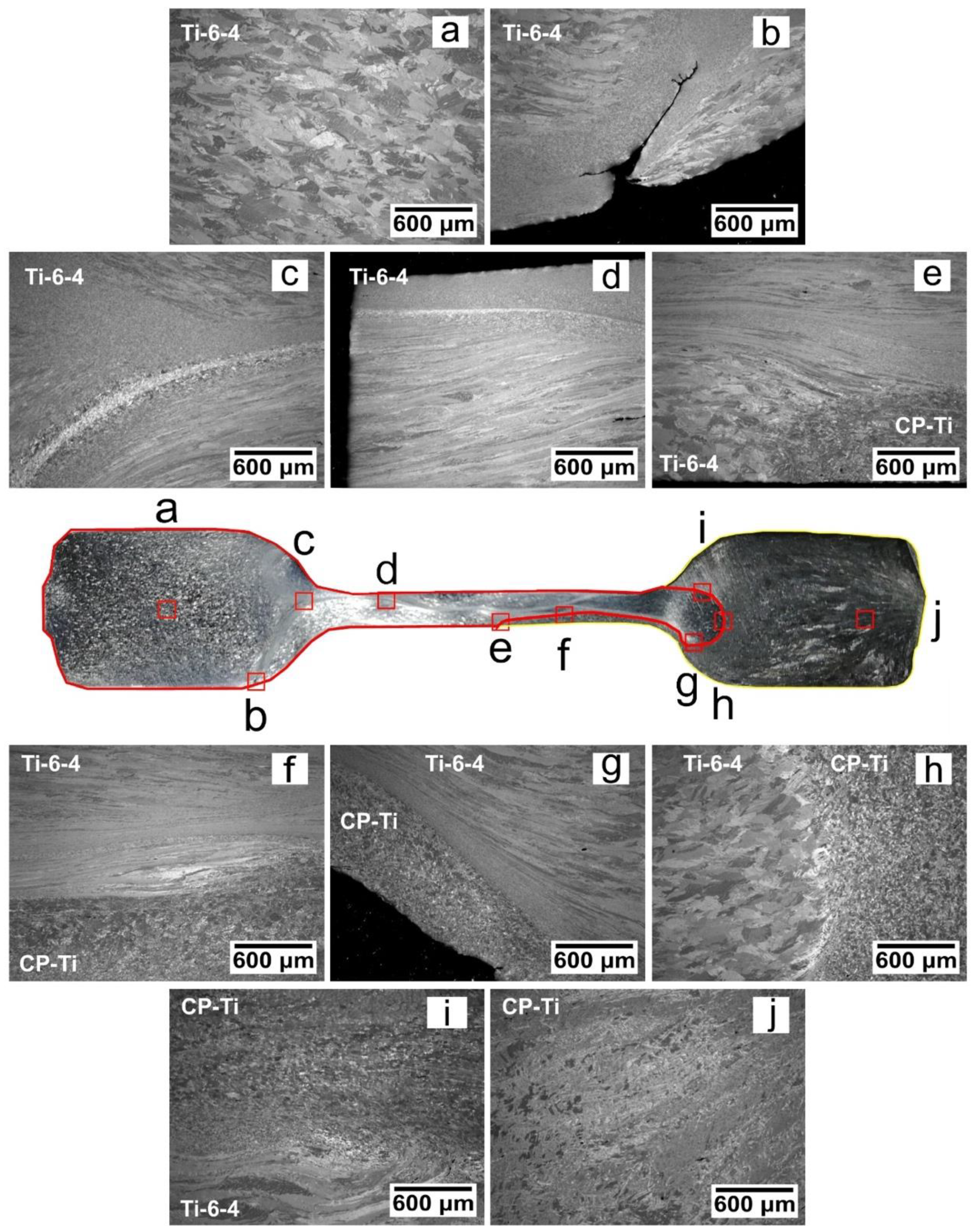
Figure 15.
Light micrographs of regions of interest in the high strain cross-section of eye-bolt 1 (Ti-6-4 with CP-Ti): (a) Bulk Ti-6-4 microstructure; (b) exterior crack initiated due to excessive strain; (c) recrystallised Ti-6-4 region; (d) a comparison between a medium strain Ti-6-4 and high strain at the contact surface; (e) Ti-6-4 with CP-Ti interface at intermediate strains; (f) high strain bond interface for both alloys; (g) bond interface consisting of fine grained Ti-6-4 and small grained CP-Ti; (h) bond interface consisting of low strain Ti-6-4 and high strain CP-Ti; (i) bond interface consisting of low strain Ti-6-4 and high strain CP-Ti; and (j) bulk CP-Ti in an medium strained region.
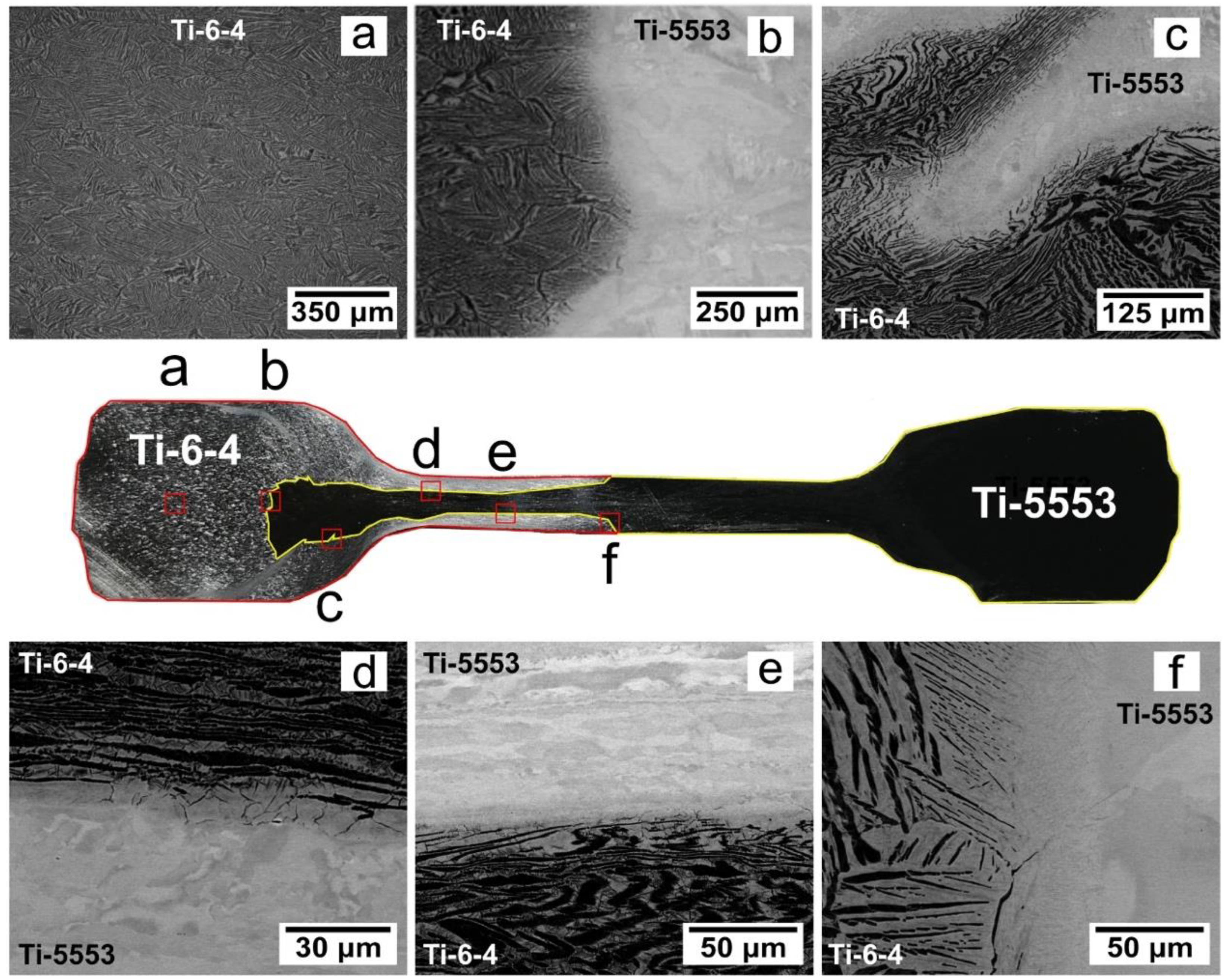
Figure 16.
High-resolution backscatter micrographs of regions of interest in the high strain cross section of eye-bolt 2 (Ti-5553 with Ti-6-4); (a) bulk Ti-6-4 microstructure in the side section; (b) bond interface in a relatively low strain location; (c) and an example of a wavy interface; (d) high-strain bond interface on the upper side of the thin section; (e) the high-strain bond interface on the lower side of the thin section; and (f) the bond interface at the middle of the eye-bolt.
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}















