Springback Calibration of a U-Shaped Electromagnetic Impulse Forming Process



Abstract
1. Introduction
2. FEM of Electromagnetic Impulse Calibration
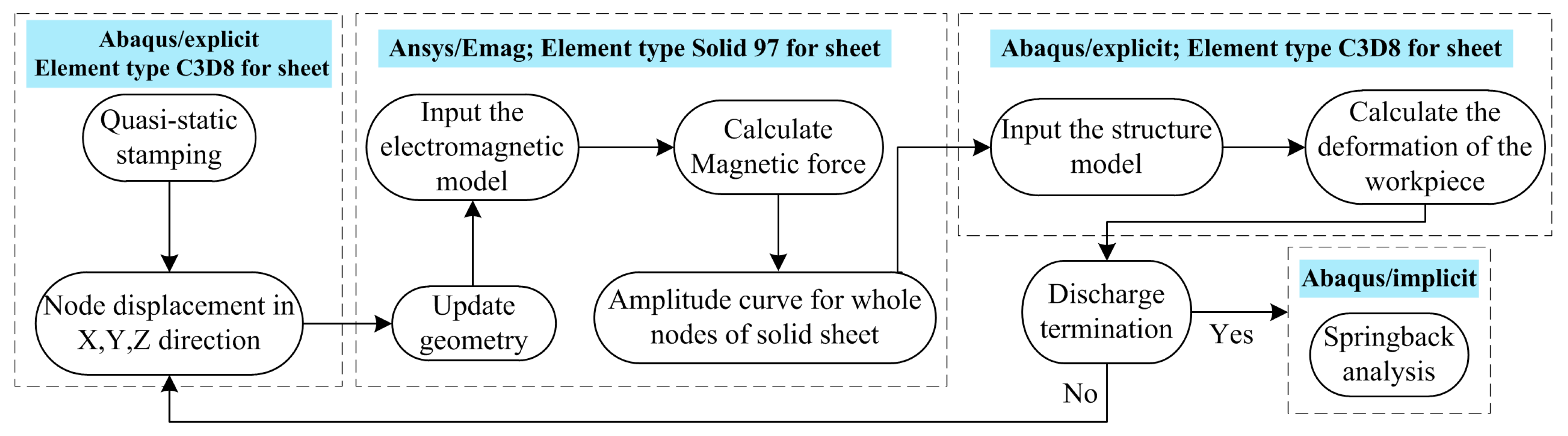
2.1. Simulation Strategy
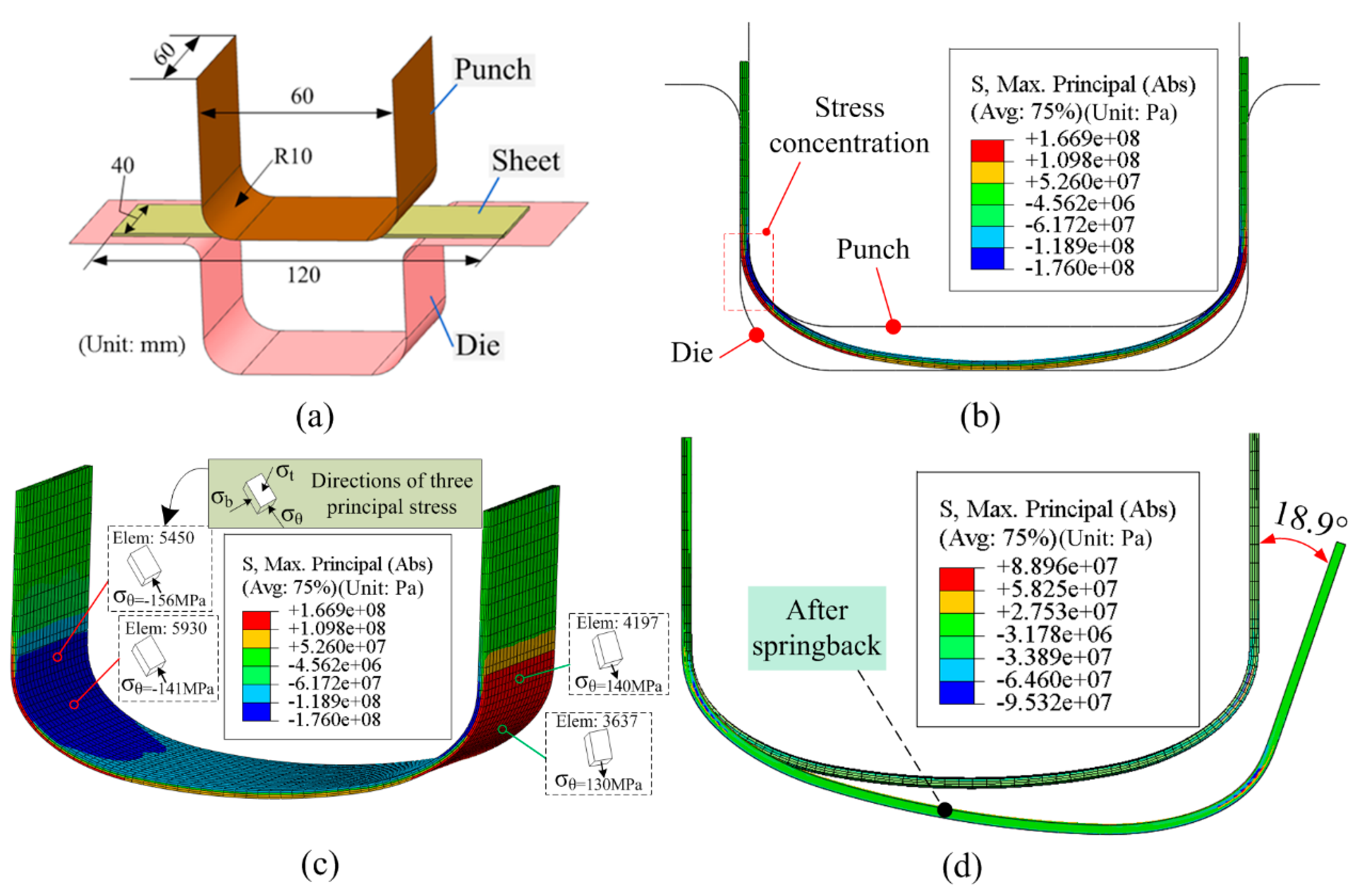
2.2. Structure Field Model
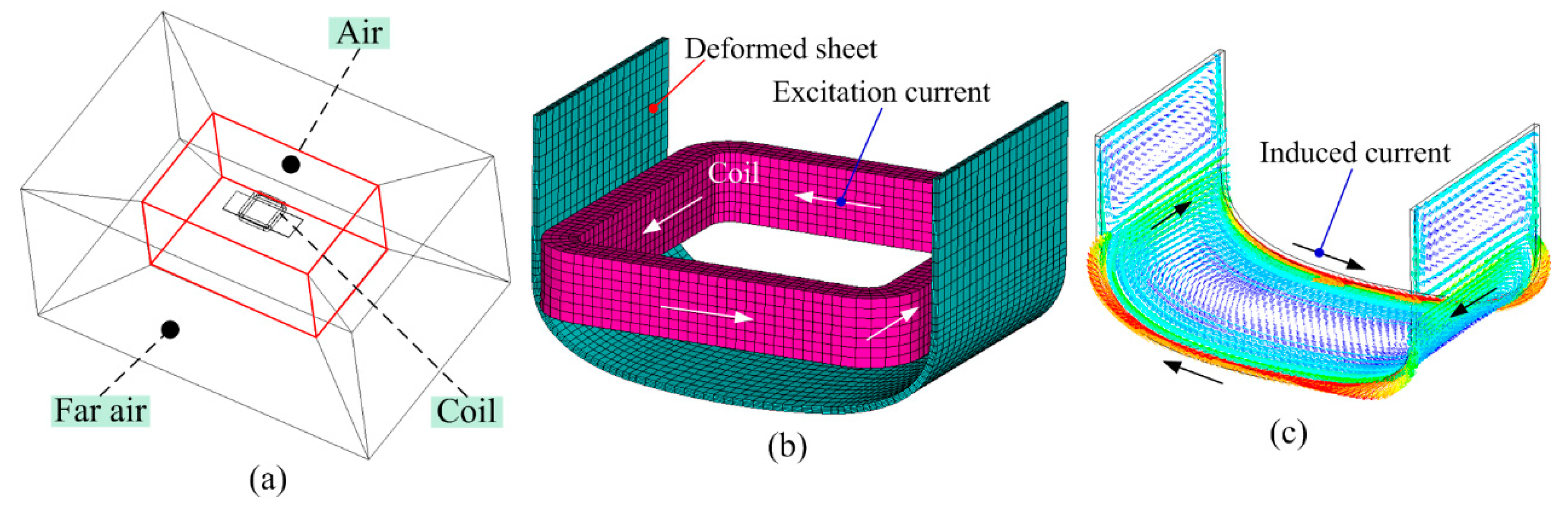
2.3. Electromagnetic Field Model
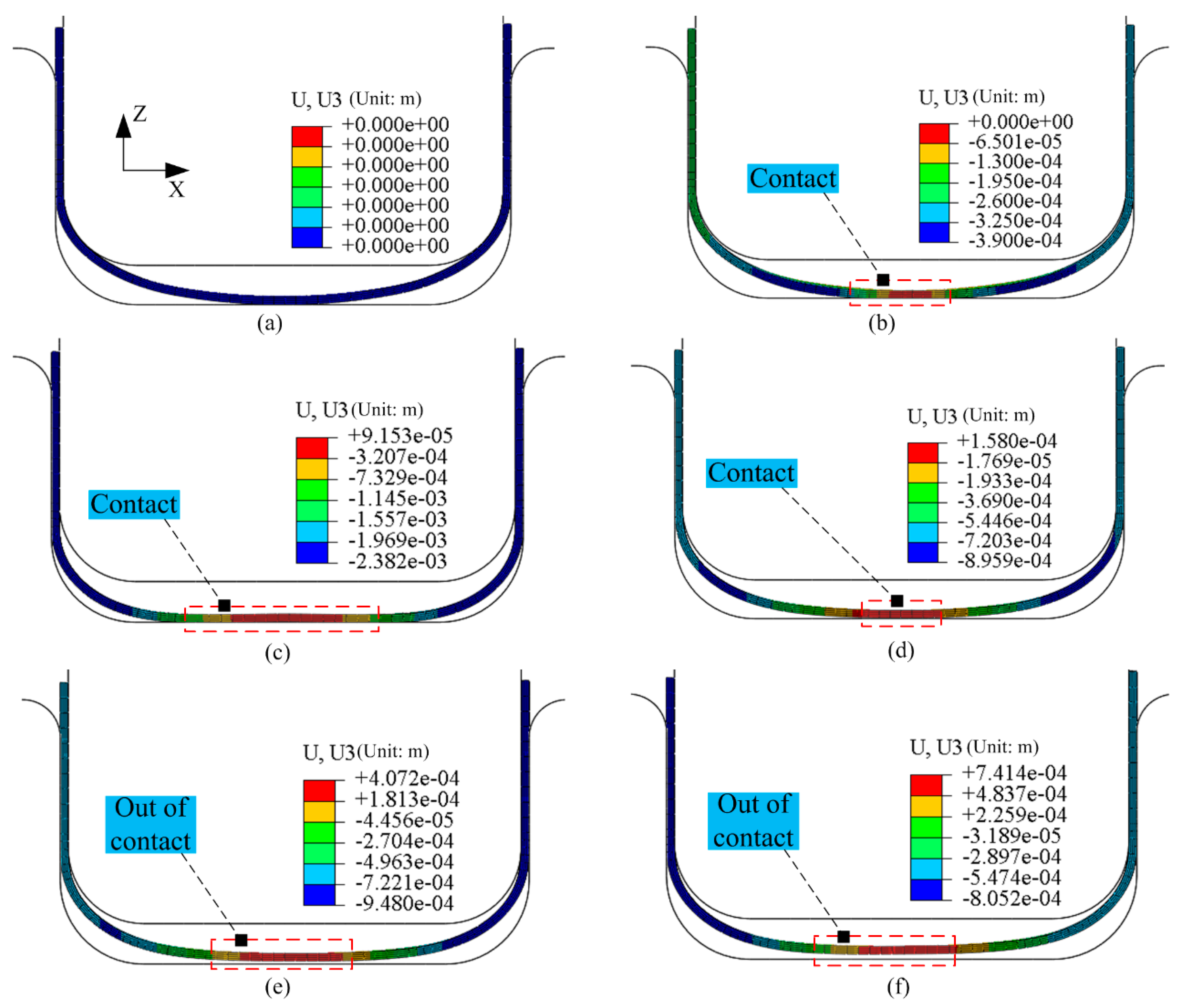
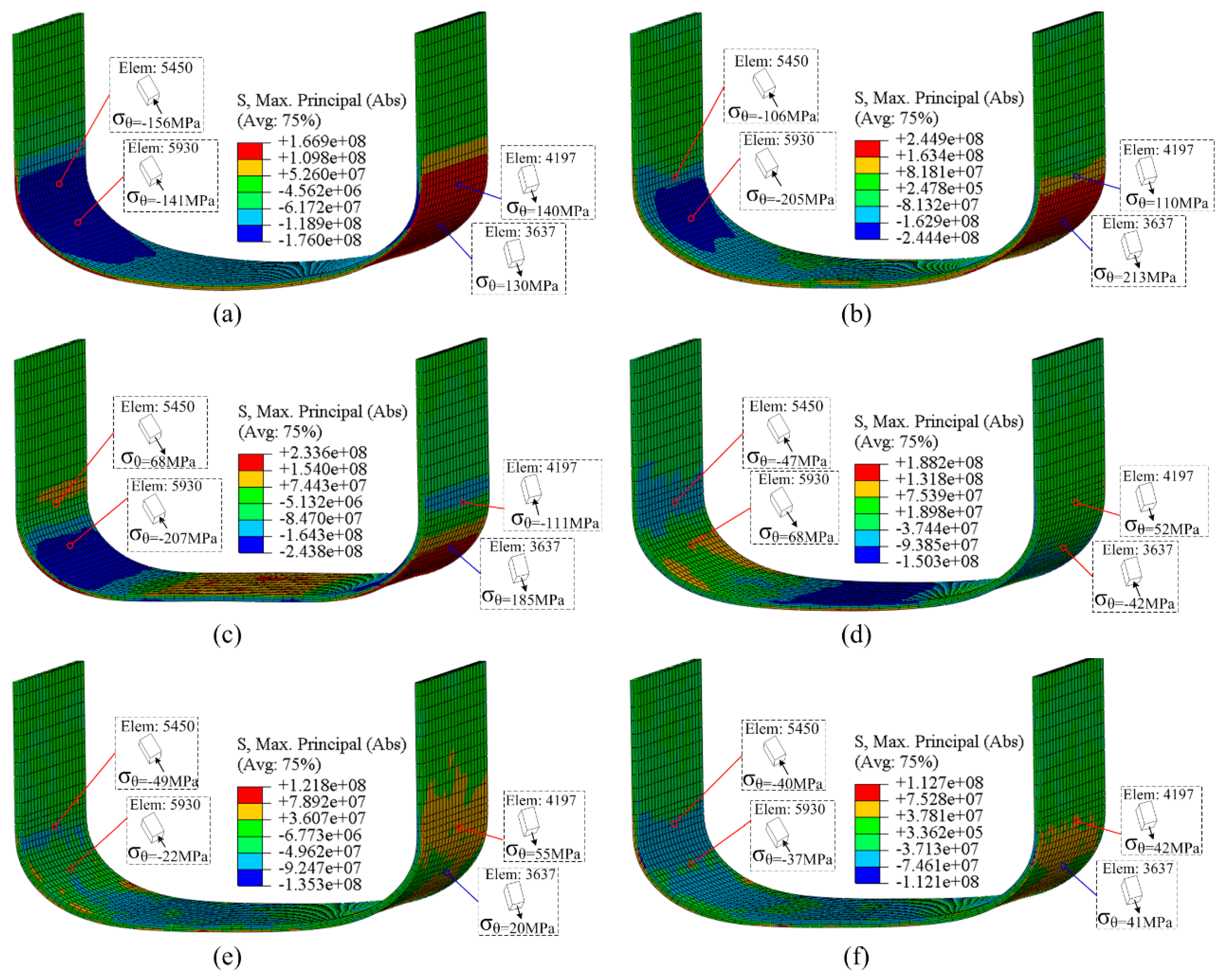
3. Results
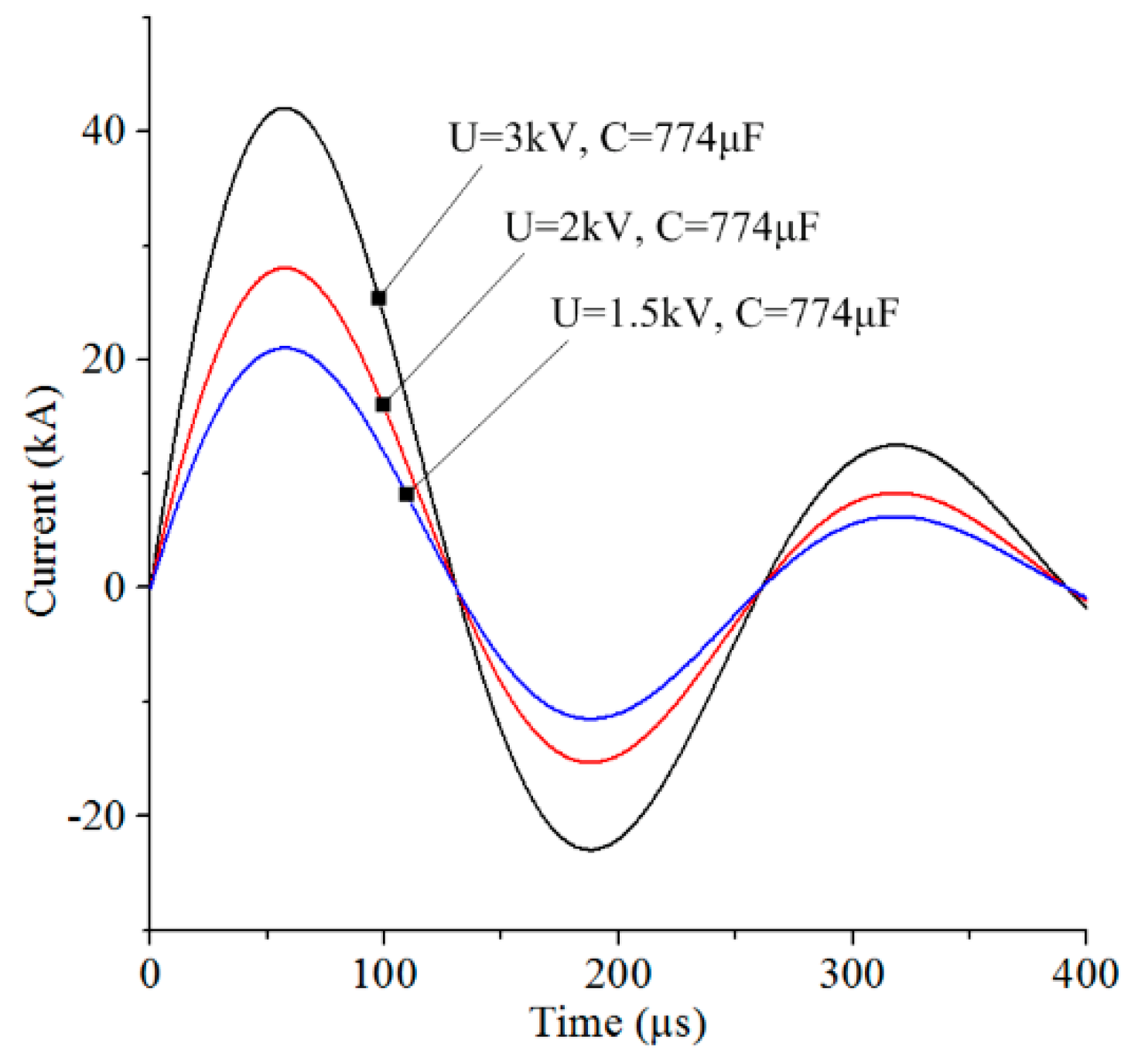
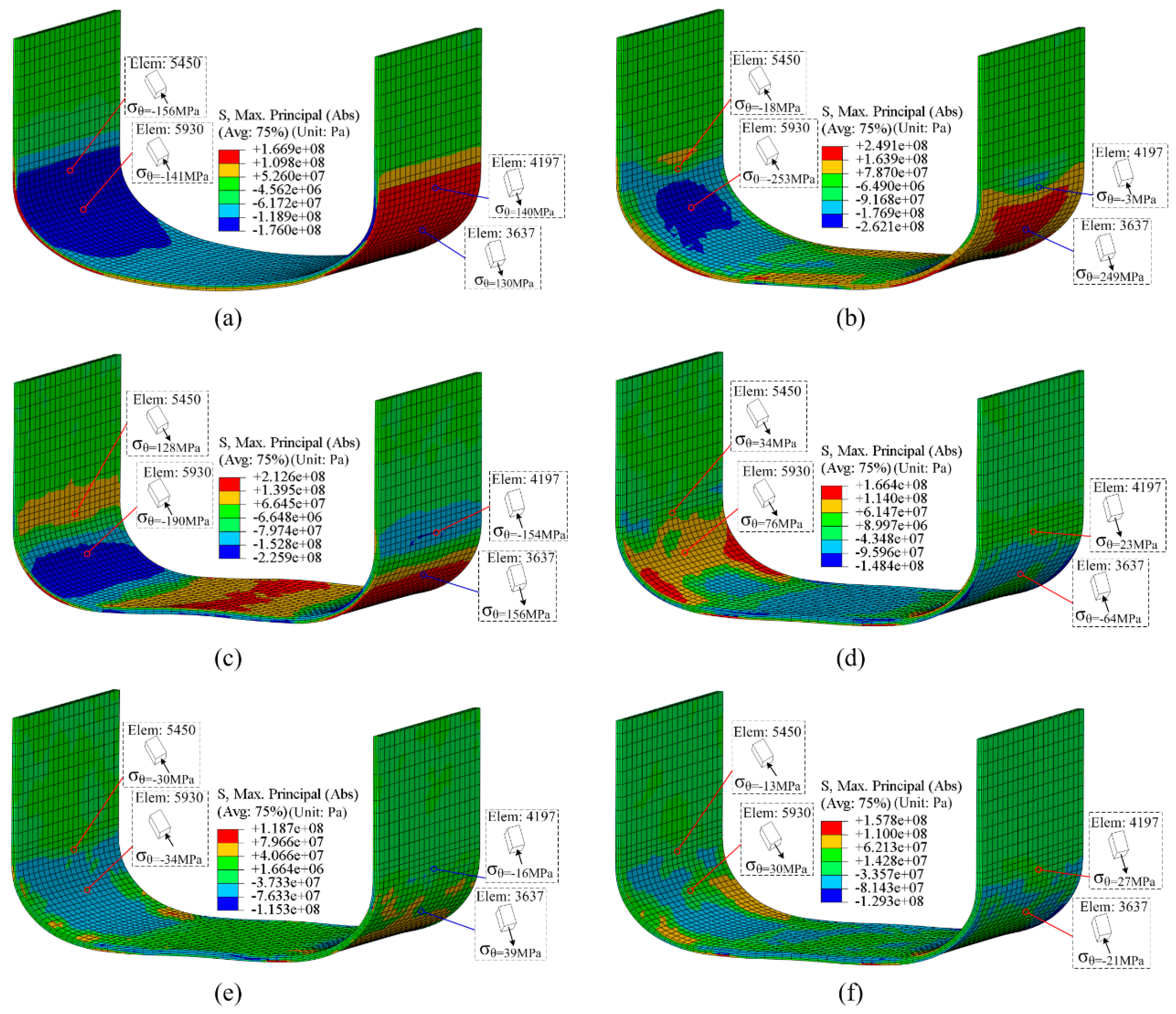
3.1. Discharge Voltage U = 1.5 kV
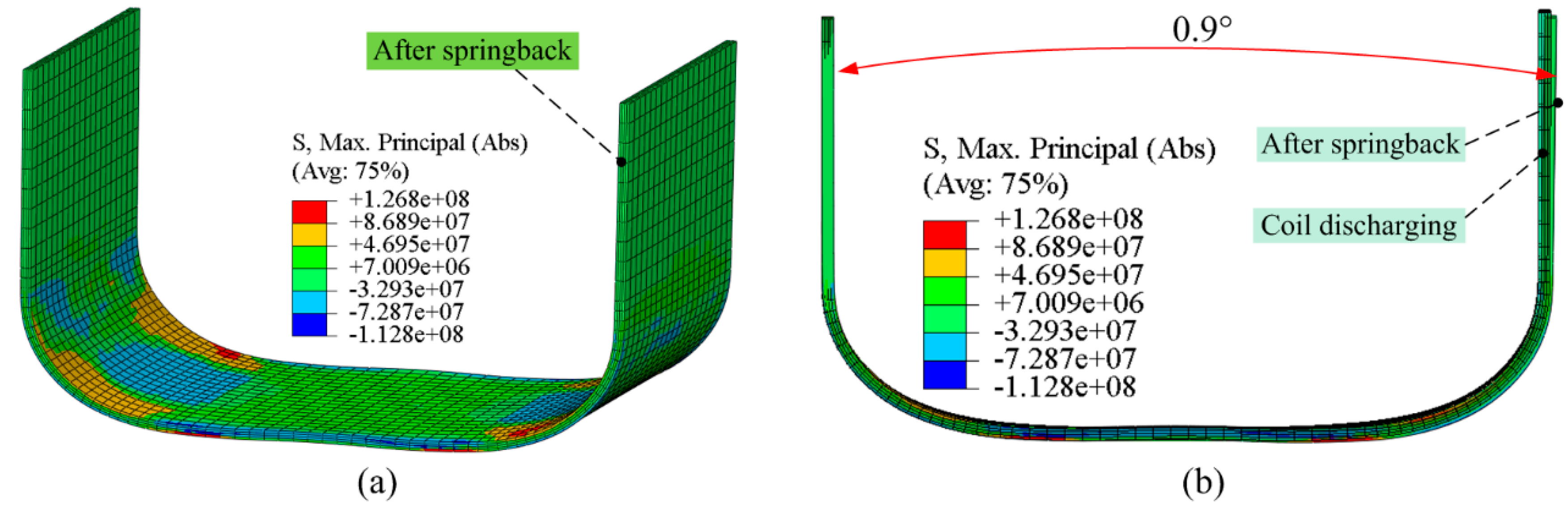
3.2. Discharge voltage U = 2 kV
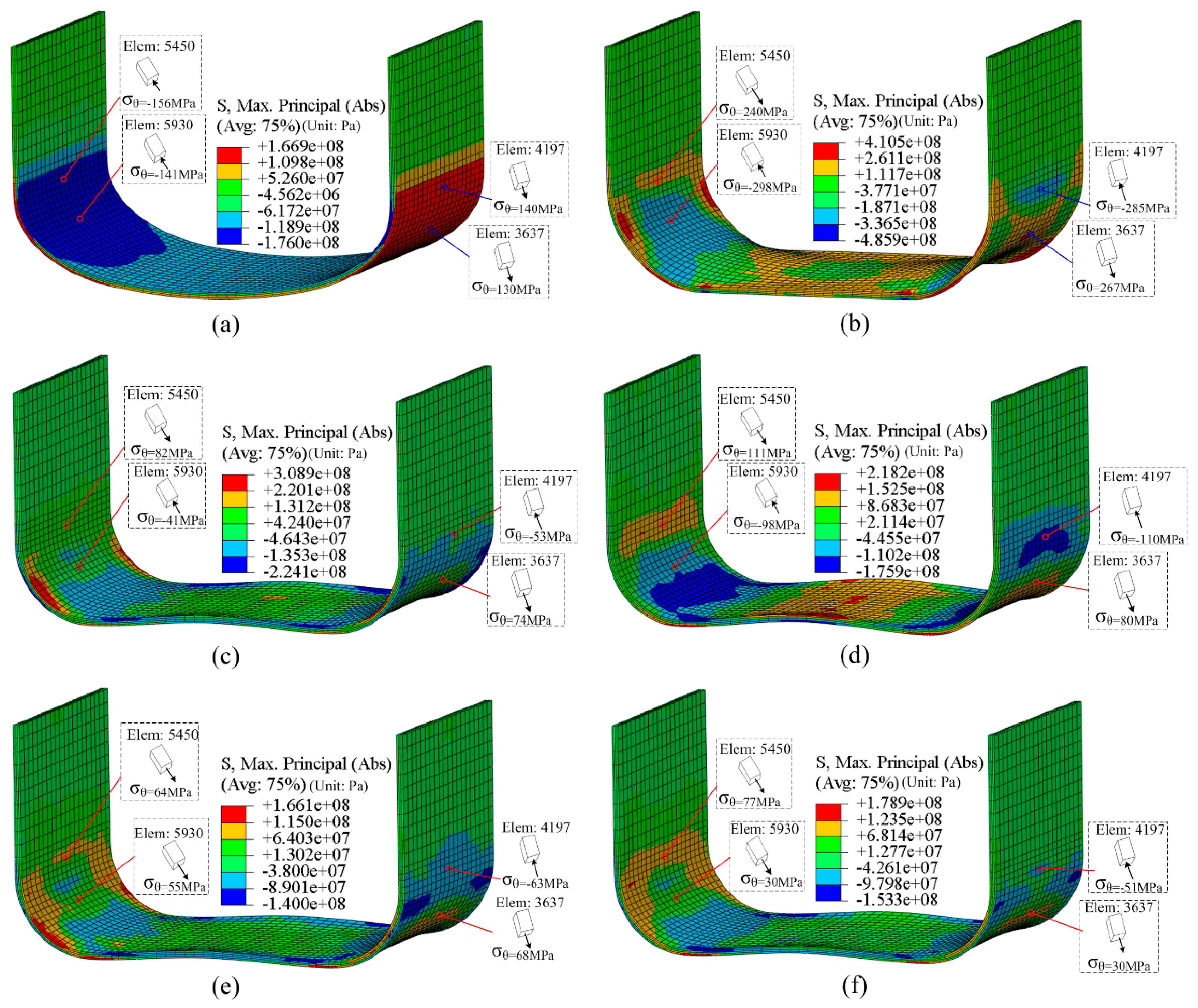
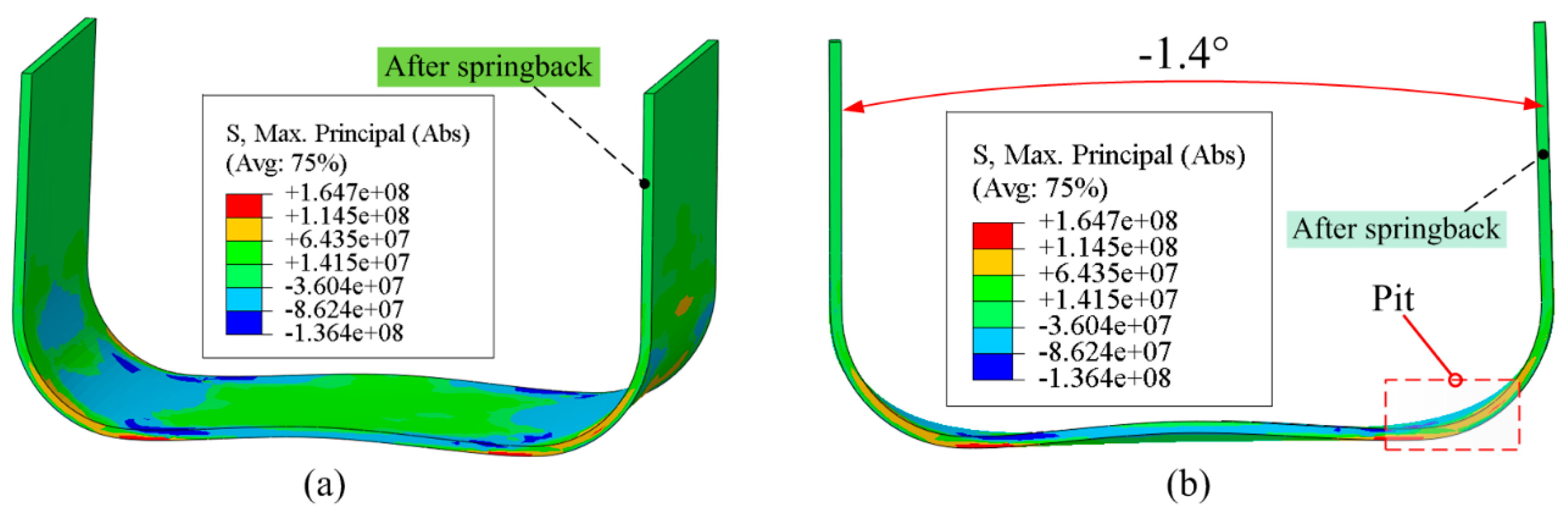
3.3. Discharge Voltage U = 3 kV
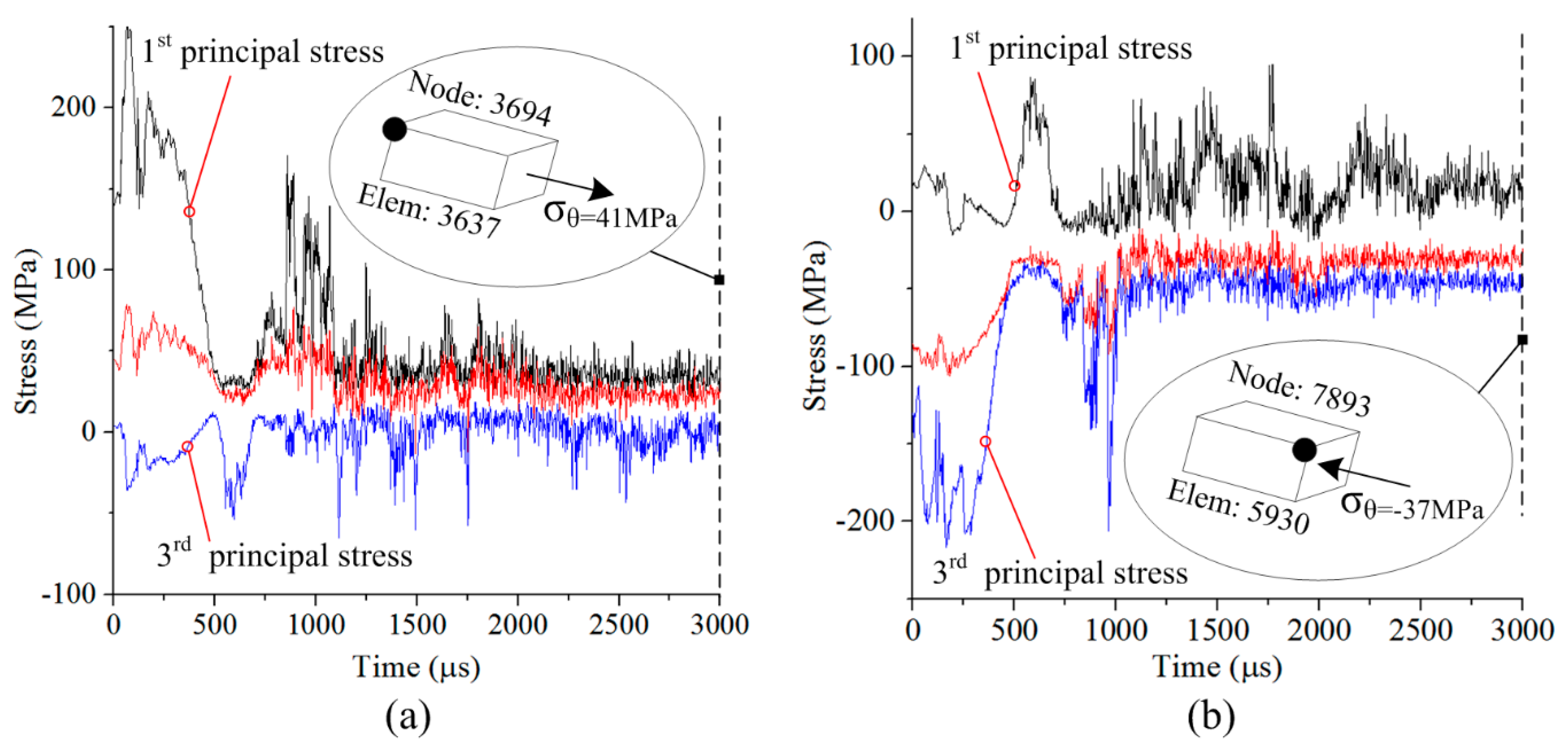
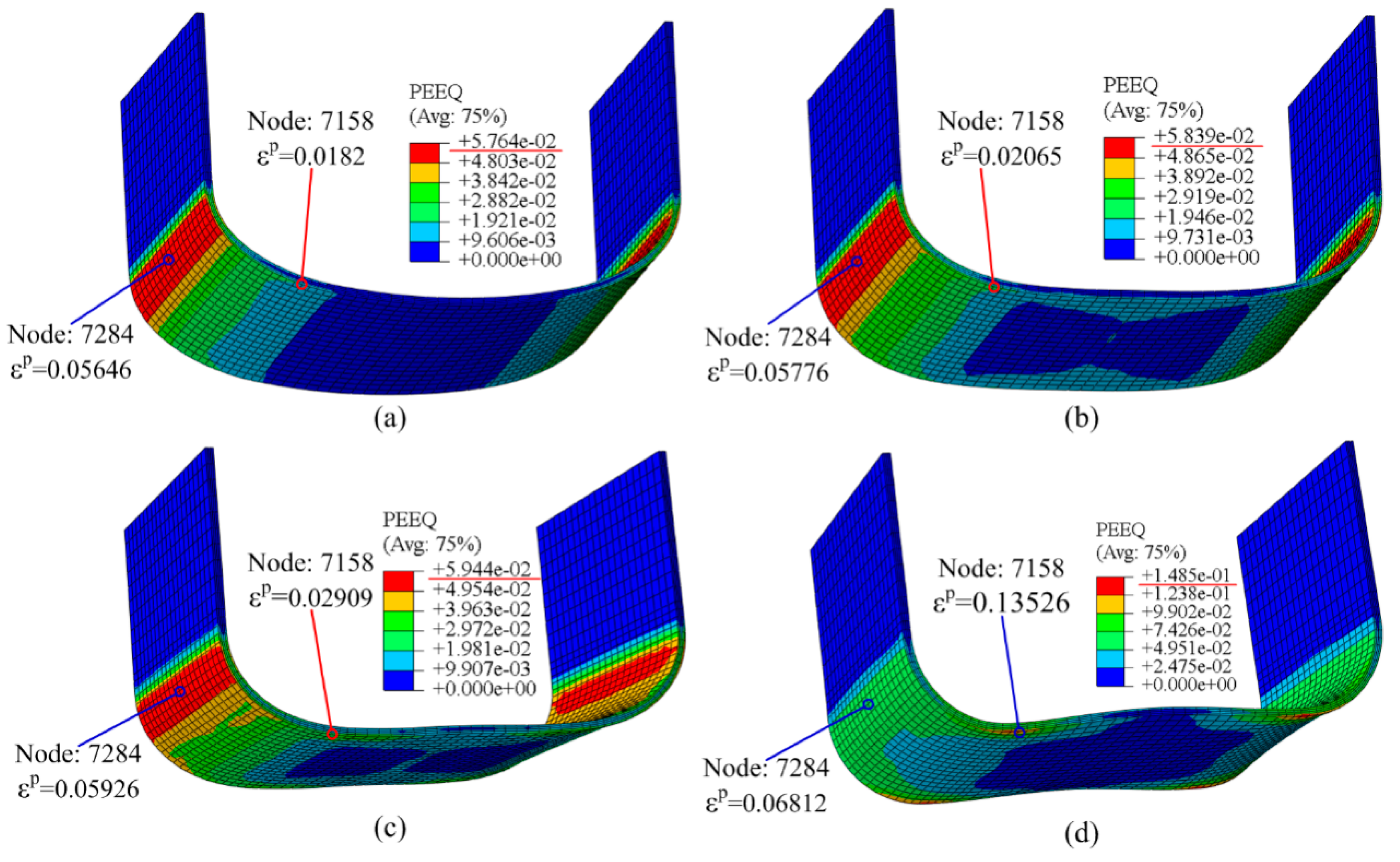
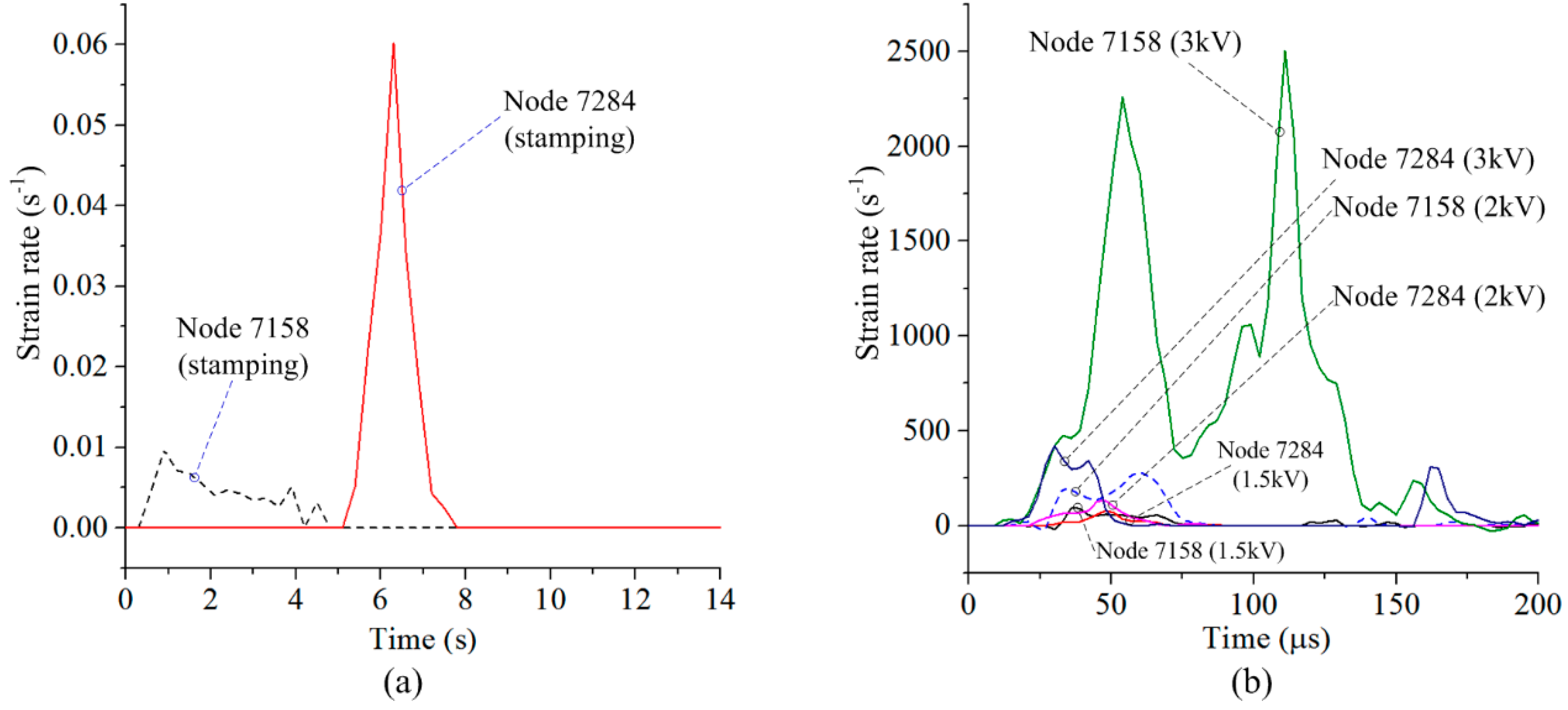
3.4. Plastic Strain and Strain Rate
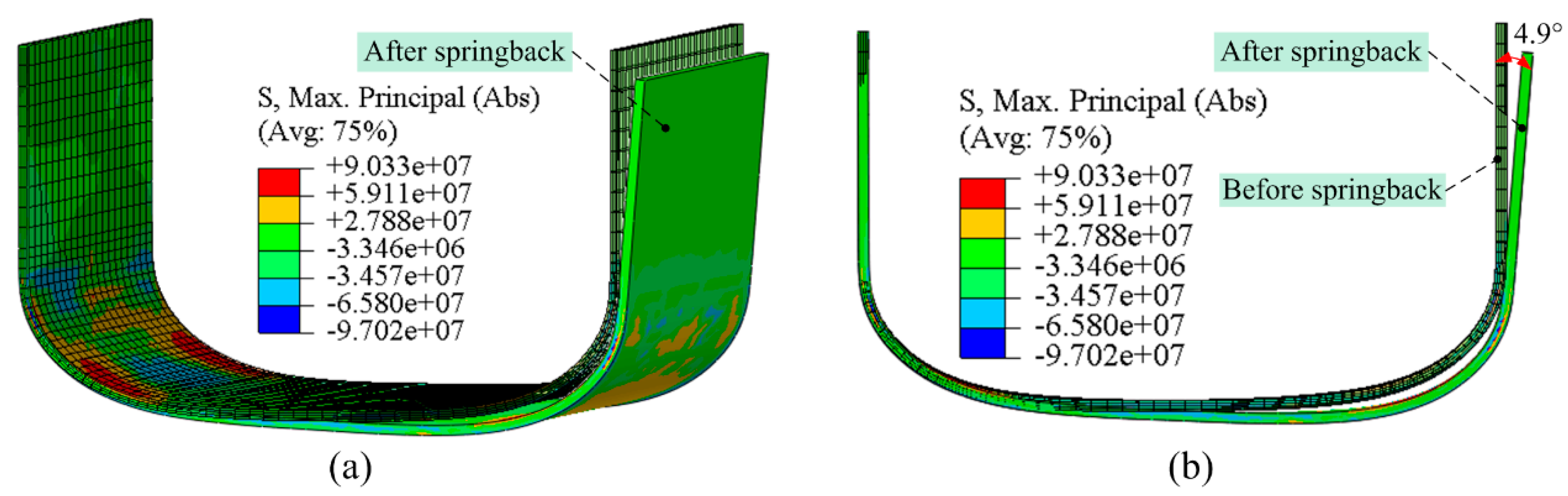
3.5. Simulation Verification
4. Conclusions
- (1)
- The simulation results are in good agreement with the experimental results. It is proven that the simulation method is accurate at predicting the springback for quasi-static stamping and electromagnetically assisted bending.
- (2)
- After the coil discharges with 1.5 and 2 kV, the tangential stress on the sheet corner will be greatly reduced, and the springback will also be significantly reduced. If discharge voltage is 3 kV, the tangential stress distribution on the sheet corner region is more uneven and a higher plastic strain on the sheet. Thus, the springback can be further reduced at 3 kV. However, the deformation uniformity is reduced.
Author Contributions
Funding
Conflicts of Interest
References
- Yan, Y.; Wang, H.B.; Wan, M. Prediction of stiffener buckling in press bend forming of integral panels. Trans. Nonfer. Met. Soc. China. 2011, 21, 2459–2465. [Google Scholar] [CrossRef]
- Wang, T.; Platts, M.J.; Wu, J. The optimisation of shot peen forming processes. J. Mater. Process. Technol. 2008, 206, 78–82. [Google Scholar] [CrossRef]
- Psyk, V.; Risch, D.; Kinsey, B.L.; Tekkaya, A.E.; Kleiner, M. Electromagneticforming—A review. J. Mater. Process. Technol. 2011, 211, 787–829. [Google Scholar] [CrossRef]
- Oliveira, D.A.; Worswick, M.J.; Finn, M. Electromagnetic forming of aluminum alloy sheet: Free-form and cavity fill experiments and model. J. Mater. Process. Technol. 2005, 170, 350–362. [Google Scholar] [CrossRef]
- Li, Z.G.; Li, N.; Jiang, H.W.; Xiong, Y.Y.; Liu, L. Deformation texture evolution of pure aluminum sheet under electromagnetic bulging. J. Alloy. Compd. 2014, 589, 164–173. [Google Scholar] [CrossRef]
- Xu, J.R.; Yu, H.P.; Cui, J.J.; Li, C.F. Formability of AZ31 magnesium alloy sheets during magnetic pulse bulging. Mater. Sci. Eng. A 2013, 569, 150–158. [Google Scholar]
- Guo, K.; Lei, X.P.; Zhan, M.; Tan, J.Q. Electromagnetic incremental forming of integral panel under different discharge conditions. J. Manuf. Process. 2017, 28, 373–382. [Google Scholar] [CrossRef]
- Xiong, W.R.; Wang, W.P.; Wan, M.; Li, X.J. Geometric issues in V-bending electromagnetic forming process of 2024-T3 aluminum alloy. J. Manuf. Process. 2015, 19, 171–182. [Google Scholar] [CrossRef]
- Kiliclar, Y.; Vladimirov, I.N.; Wulfinghoff, S.; Reese, S.; Demir, O.K.; Weddeling, C.; Tekkaya, A.E.; Engelhardt, M.; Klose, C.; Maier, H.J.; et al. Finite element analysis of combined forming process by means of rate dependent ductile damage modeling. Int. J. Mater. Form. 2017, 10, 73–84. [Google Scholar] [CrossRef]
- Shang, J.H. Electromagnetically Assisted Sheet Metal Stamping. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2006. [Google Scholar]
- Liu, D.H.; Zhou, W.H.; Li, C.F. Springback control and deformation analysis for electromagnetically assisted bending of U-shaped parts. Chin. J. Nonfer. Met. 2013, 23, 3075–3082. [Google Scholar]
- Sun, C. Deformation Analysis of U Shape Parts Formed by Electromagnetically Assisted Sheet Metal Bending. Master’s Thesis, Harbin Institute of Technology, Harbin, China, June 2009. [Google Scholar]
- Iriondo, E.; Gutiérrez, M.A.; González, B.; Alcaraz, J.L. Daehn GS. Electromagnetic impulse calibration of high strength sheet metal structures. J. Mater. Process. Technol. 2011, 211, 909–915. [Google Scholar] [CrossRef]
- Iriondo, E.; Alcaraz, J.L.; Daehn, G.S.; Gutiérrez, M.A.; Jimbert, P. Shape calibration of high strength metal sheets by electromagnetic forming. J. Manuf. Process. 2013, 15, 183–193. [Google Scholar] [CrossRef]
- Woodward, S.; Weddeling, C.; Daehn, G.; Psyk, V.; Carson, B.; Tekkaya, A.E. Agile production of sheet metal aviation components using disposable electromagnetic actuators. In Proceedings of the 4th International Conference on High Speed Forming, Columbus, OH, USA, 9 March 2010; pp. 35–46. [Google Scholar]
- Cui, X.H.; Mo, J.H.; Li, J.J.; Huang, L.; Zhu, Y.; Li, Z.W.; Zhong, K. Effect of second current pulse and different algorithms on simulation accuracy for electromagnetic sheet forming. Int. J. Adv. Manuf. Technol. 2013, 69, 1137–1146. [Google Scholar] [CrossRef]
- Cui, X.H.; Mo, J.H.; Li, J.J.; Xiao, X.T.; Zhou, B.; Fang, J.X. Large-scale sheet deformation process by electromagnetic incremental forming combined with stretch forming. J. Mater. Process. Technol. 2016, 237, 139–154. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Discharge Voltage | 0 | 1.5 kV | 2 kV | 3 kV |
|---|---|---|---|---|
| Experiment | 20.8° | 4.3° | 1° | −0.2° |
| Simulation | 18.9° | 4.9° | 0.9° | −1.4° |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, X.; Zhang, Z.; Yu, H.; Xiao, X.; Cheng, Y. Springback Calibration of a U-Shaped Electromagnetic Impulse Forming Process. Metals 2019, 9, 603. https://doi.org/10.3390/met9050603
Cui X, Zhang Z, Yu H, Xiao X, Cheng Y. Springback Calibration of a U-Shaped Electromagnetic Impulse Forming Process. Metals. 2019; 9(5):603. https://doi.org/10.3390/met9050603
Chicago/Turabian StyleCui, Xiaohui, Zhiwu Zhang, Hailiang Yu, Xiaoting Xiao, and Yongqi Cheng. 2019. "Springback Calibration of a U-Shaped Electromagnetic Impulse Forming Process" Metals 9, no. 5: 603. https://doi.org/10.3390/met9050603
APA StyleCui, X., Zhang, Z., Yu, H., Xiao, X., & Cheng, Y. (2019). Springback Calibration of a U-Shaped Electromagnetic Impulse Forming Process. Metals, 9(5), 603. https://doi.org/10.3390/met9050603