Effects of WC Particle Types on the Microstructures and Properties of WC-Reinforced Ni60 Composite Coatings Produced by Laser Cladding

Abstract
:1. Introduction
2. Materials and Experimental Procedure
3. Results
3.1. Microstructures of the Coatings
- (1)
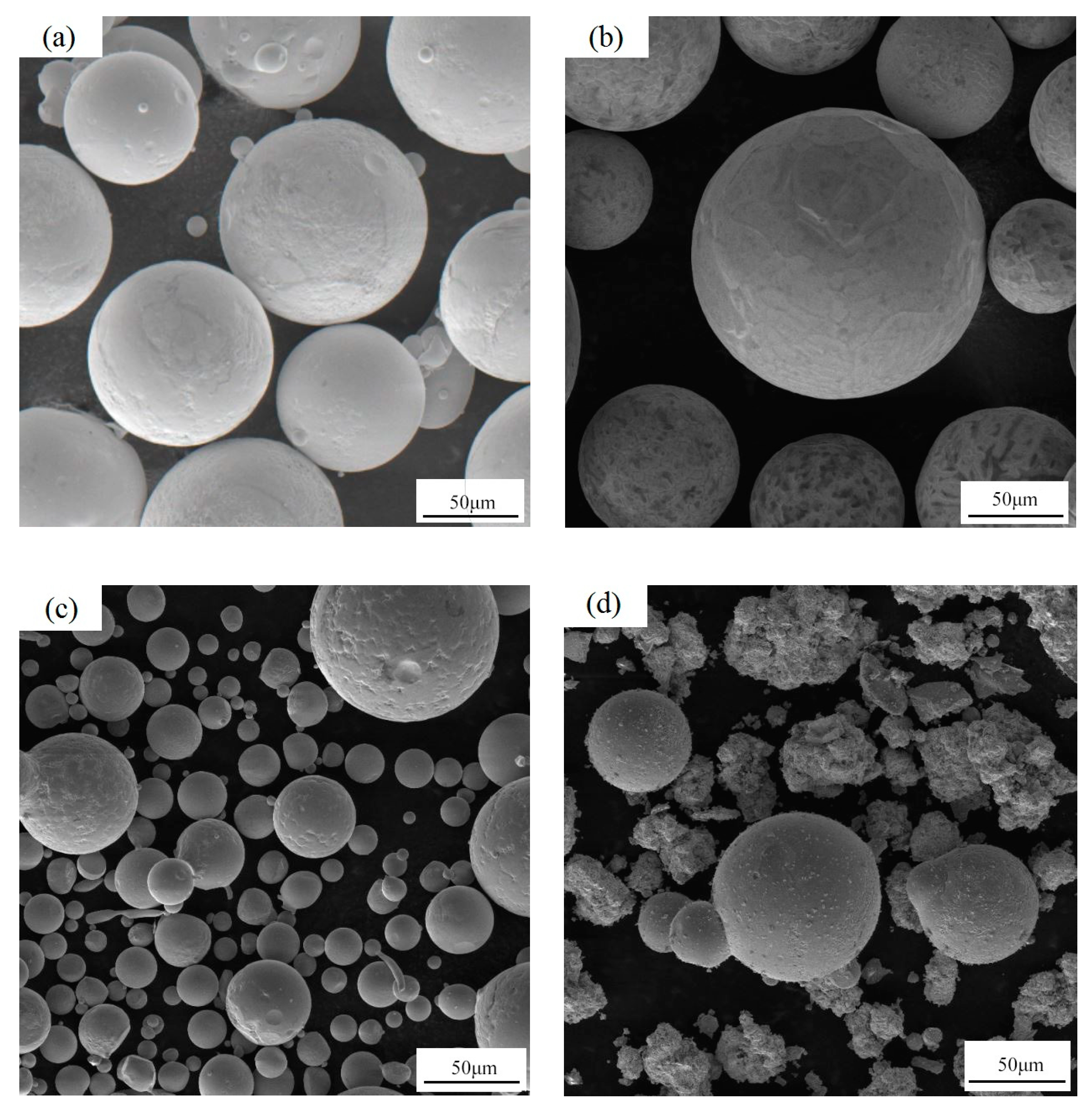
- The melting point and density of the WC particles are higher than those of the Ni-based cladding alloy. With a melted Ni-based alloy to form a liquid molten pool, the WC remained in a complete particle state.
- (2)
- Intense convection caused by laser shock, and the stirring of the molten pool during laser cladding, can cause the WC particles to be evenly distributed through all positions of the molten pool.
- (3)
- During the process of cooling and solidification of the molten pool, WC particles tend to precipitate at the bottom of the molten pool, as the stirring action of the molten pool slows down. Among the three kinds of WC particles, a spherical WC particle has the largest size and the heaviest weight, so that the precipitation phenomenon is the most obvious. The flocculent WC particles are very small in size, with the existence of a large number of interspace structures, reducing the density of the unit volume. Therefore, the flocculent WC is evenly distributed in the cladding coating without precipitation.
3.2. Microhardness of Coatings
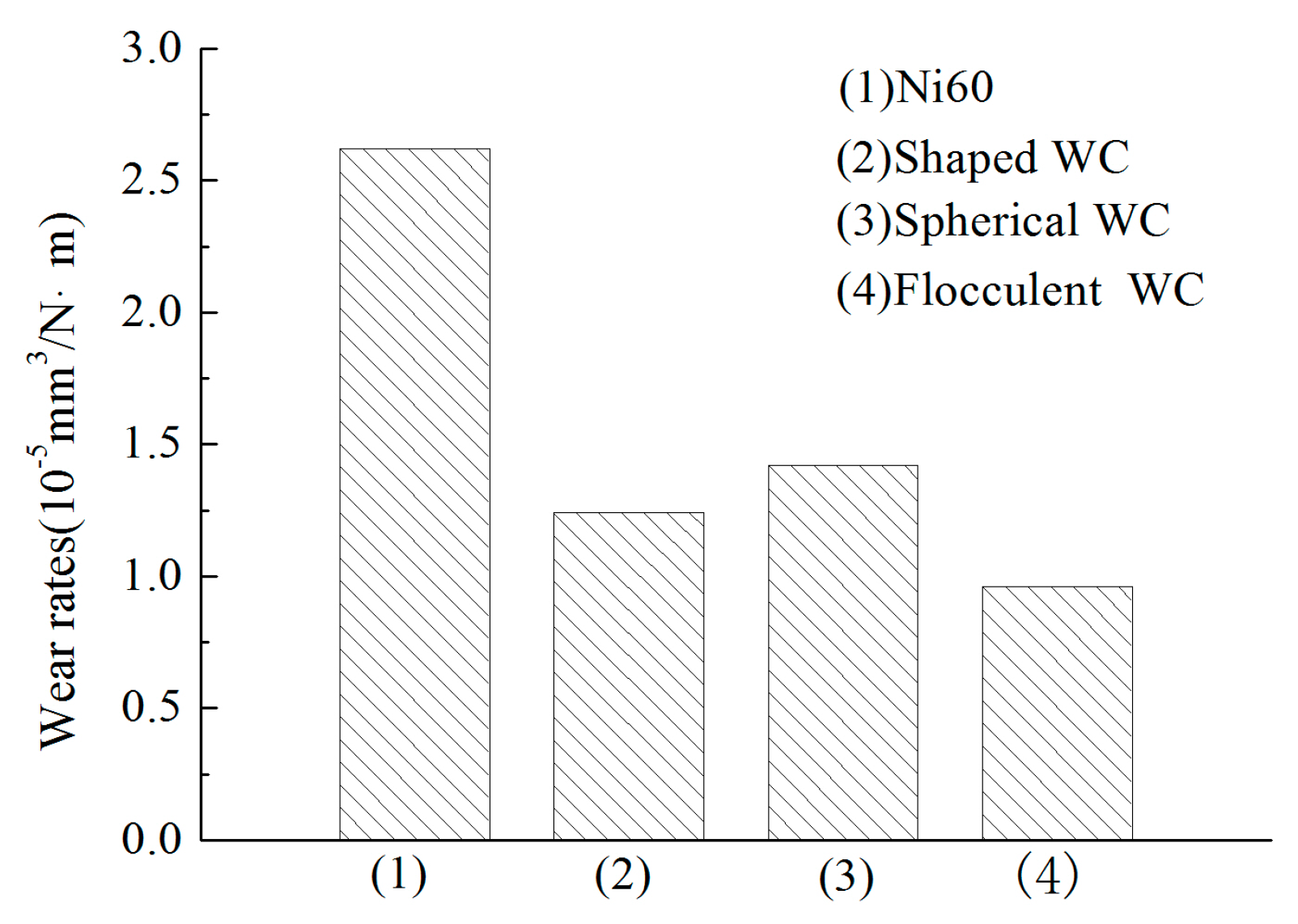
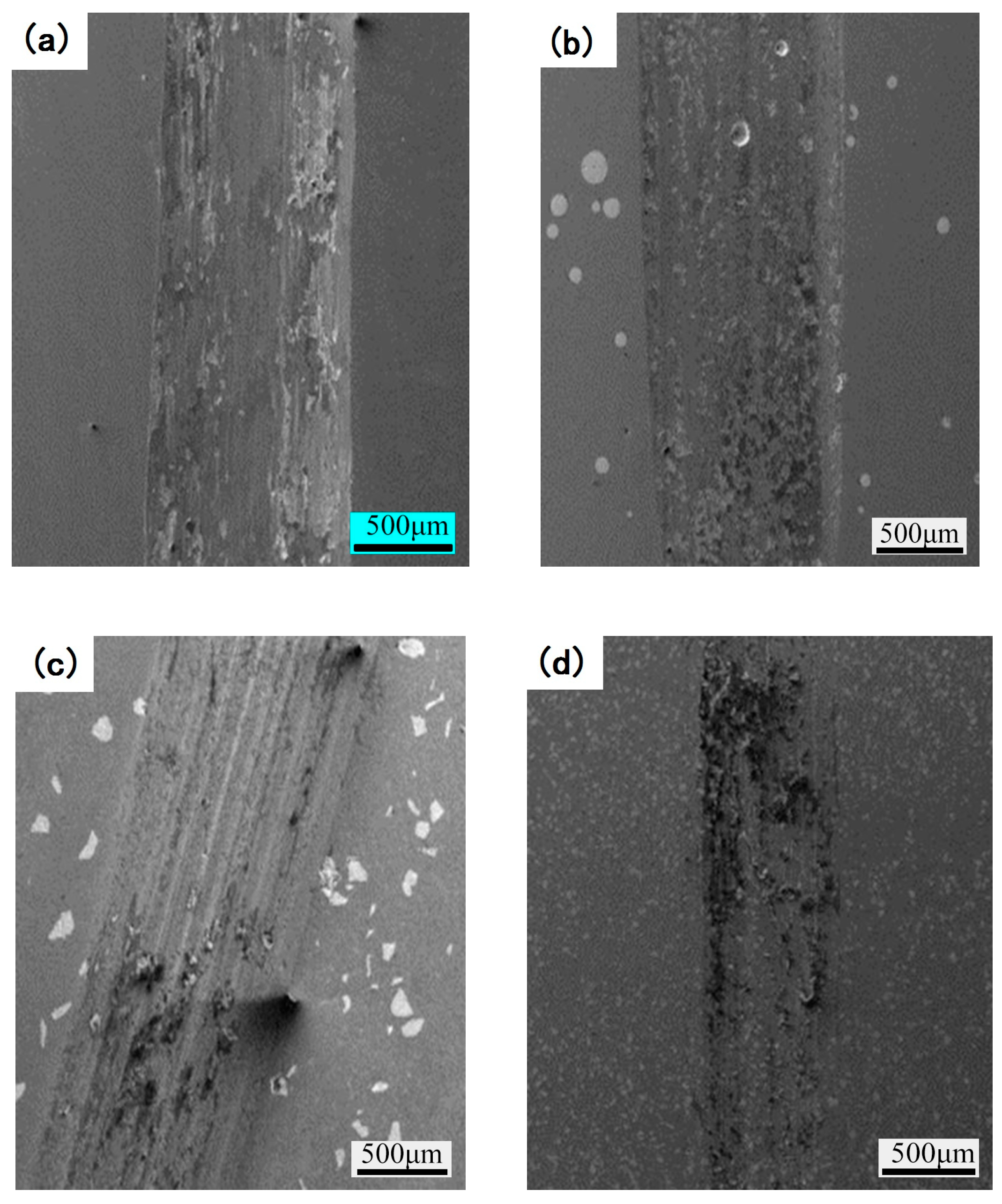
3.3. Wear Behaviors of Coatings
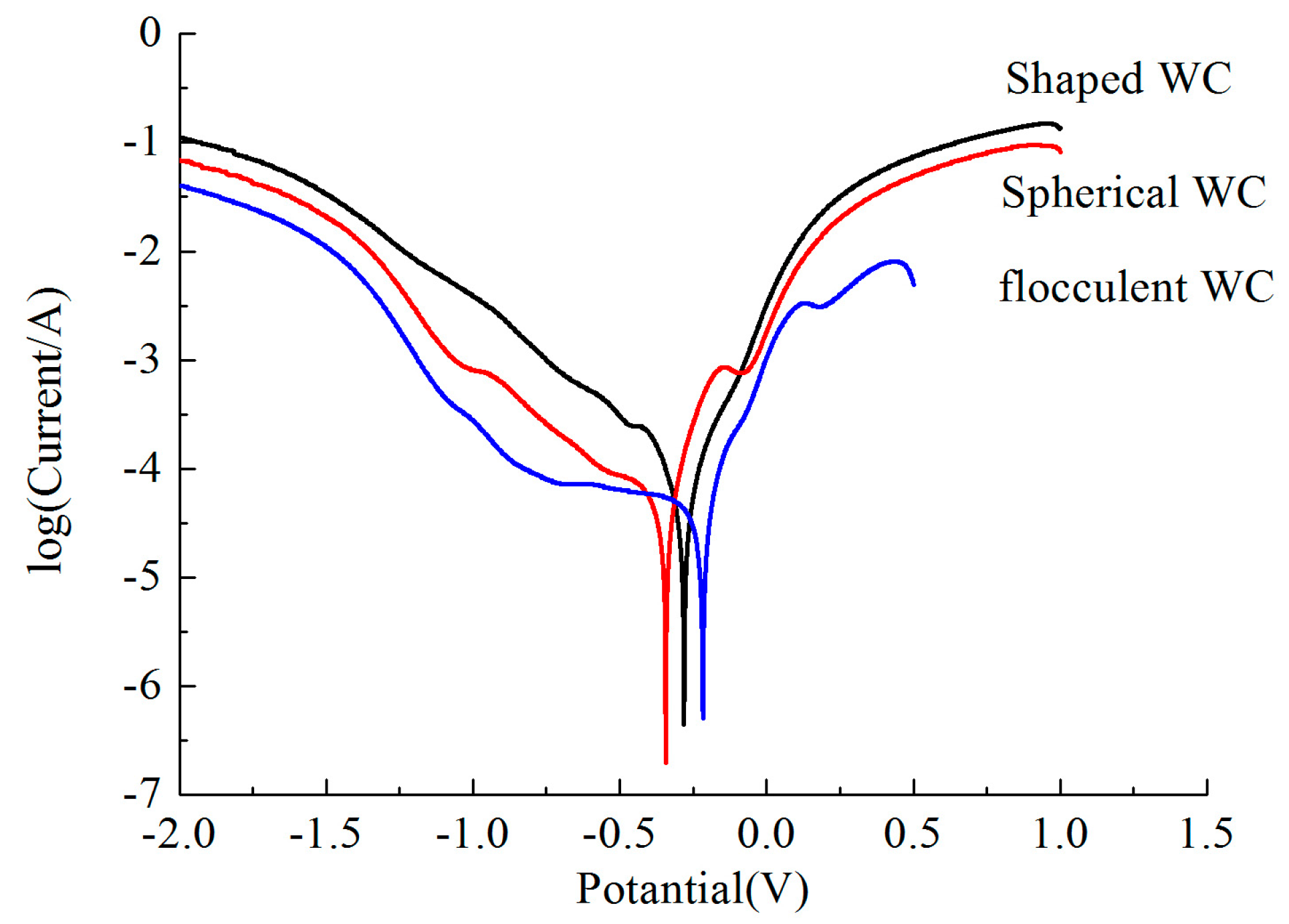
3.4. Electrochemical Corrosion of Coatings
3.5. Associativity
4. Conclusions
- (1)
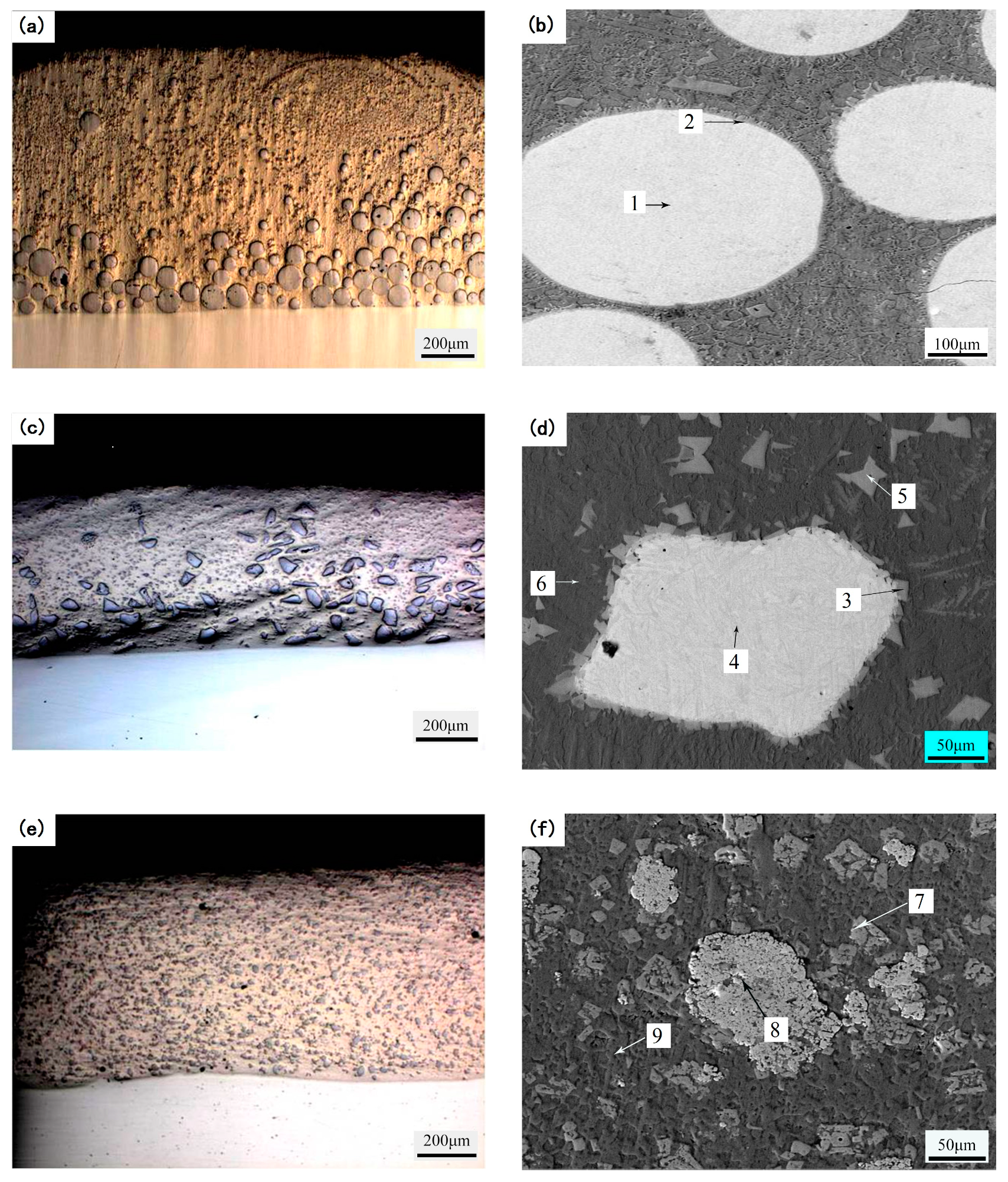
- The spherical WC are mostly distributed within the lower part of the structure, and the shaped WC particles are mainly stacked in the middle and lower parts, while the flocculent WC particles are basically dispersed homogeneously in various positions. Both the surfaces and the substrates of the coating, with the addition of either spherical WC or shaped WC, had needle-like or block-like hard phases (MxCy), while the addition of flocculent WC only produced flocculent and block-like hard phases in the substrate of the cladding coating.
- (2)
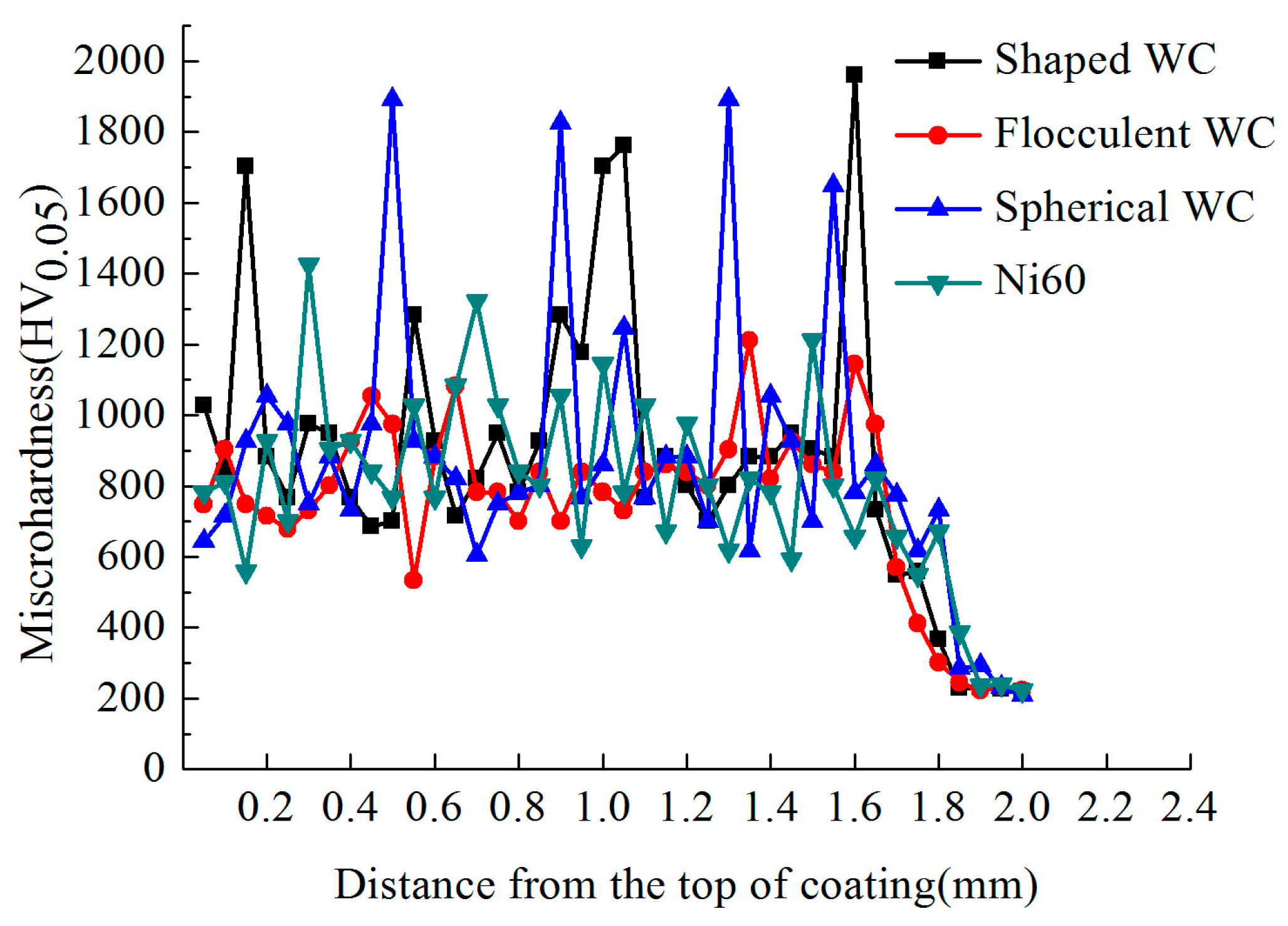
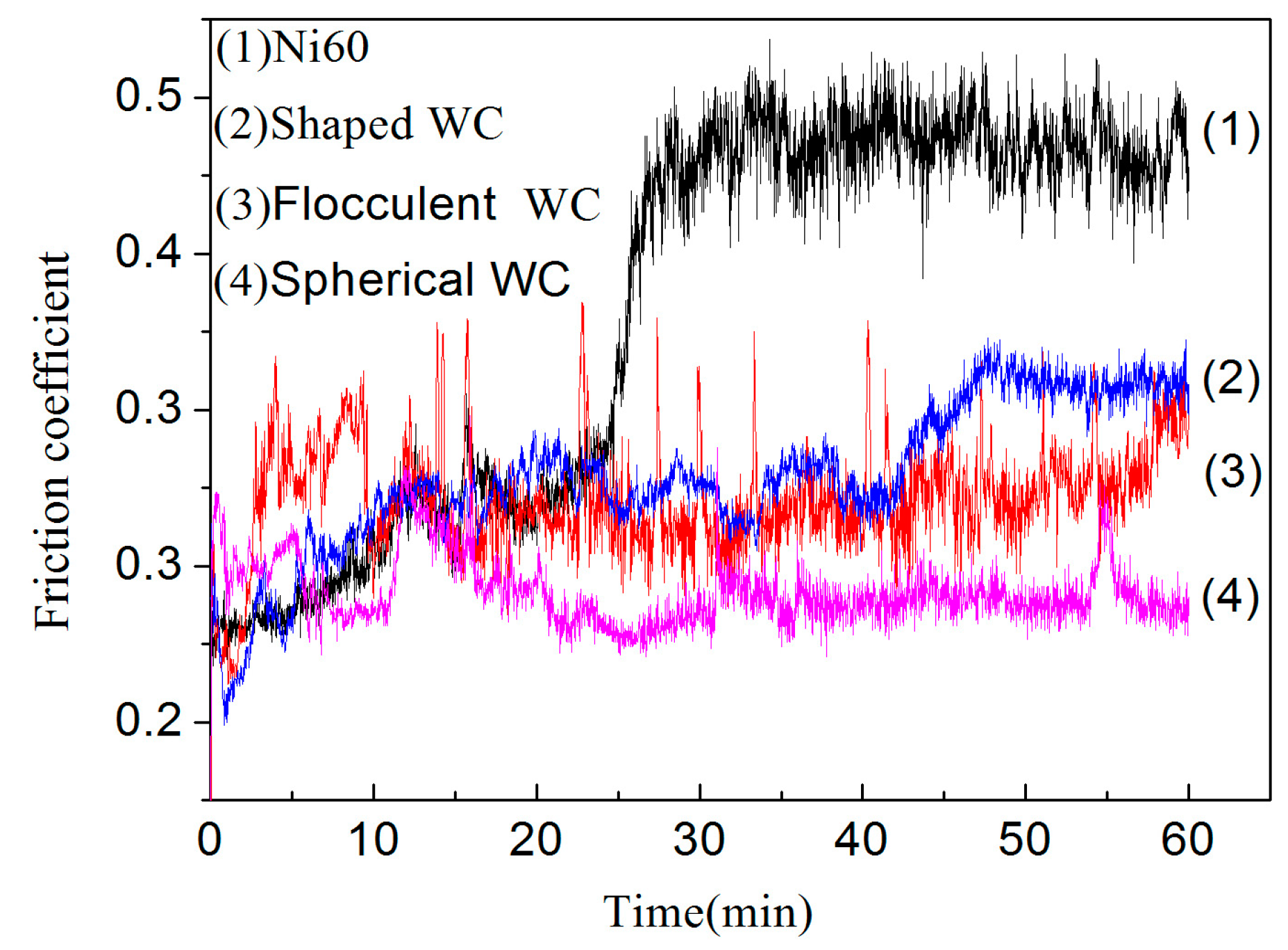
- The microhardnesses of the coatings with added spherical WC or shaped WC are relatively higher than the microhardnesses of the Ni60 coating and substrate. On the contrary, the microhardness of the cladding coating with flocculent WC added is slightly lower than that of the Ni60 matrix. However, due to the uniform distribution of the flocculent WC particles in the cladding coating, and because of their smaller sizes, they can play a uniform supporting role in the cladding layer and reduce the degree of stress concentration; therefore, a cladding coating with added flocculent WC has a better degree of wear resistance.
- (3)
- Electrochemical measurements and the thermal shock test indicated that the cladding coating with additional flocculent WC has a higher degree of corrosion resistance and associativity compared with the cladding coatings where spherical or shaped WC are added. In summary, the main reason for why the cladding coating with flocculent WC added has more favorable comprehensive properties than coatings with spherical WC or shaped WC added is due to the structure of the cladding coating, with flocculent WC particles distributed uniformly through the cladding layer in fine block-like and flocculent hard phases, and also due to the smaller sizes of the flocculent WC particles.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Moustafa, S.F.; Abdel-Hamid, Z.; Baheig, O.G.; Hussien, A. Synthesis of WC hard materials using coated powders. Adv. Powder Technol. 2011, 22, 596–601. [Google Scholar] [CrossRef]
- Parisa, F.; Radovan, K. Corrosion and wear behavior of laser cladded Ni-WC coatings. Surf. Coat. Technol. 2015, 276, 121–135. [Google Scholar]
- St-Georges, L. Development and characterization of composite Ni-Cr + WC laser cladding. Wear 2007, 263, 562–566. [Google Scholar] [CrossRef]
- Huang, B.; Xiong, W.; Yao, Z.; Chen, S.; Zhang, M.; Yang, Q. Effect of WC content on microstructure and mechanical properties of Ni3Al-bonded cermets. Ceram. Int. 2016, 42, 5291–5298. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z. Physical-mechanical and electrochemical corrosion behaviors of additively manufactured Cr-Ni-based stainless steel formed by laser cladding. Mater. Des. 2016, 100, 254–262. [Google Scholar] [CrossRef]
- Ma, Q.; Li, Y.; Wang, J.; Liu, K. Microstructure evolution and growth control of ceramic particles in wide-band laser clad Ni60/WC composite coatings. Mater. Des. 2016, 92, 897–905. [Google Scholar]
- Farahmand, P.; Kovacevic, R. Laser cladding assisted with an induction heater (LCAIH) of Ni-60%WC coating. J. Mater. Process. Technol. 2015, 222, 244–258. [Google Scholar] [CrossRef]
- Bartkowskin, D.; Mynarczak, A.; Piasecki, A.; Dudziak, B.; Gościański, M.; Bartkowska, A. Microstructure, microhardness and corrosion resistance of Stellite-6 coatings reinforced with WC particles using laser cladding. Opt. Lasers Eng. 2015, 68, 191–201. [Google Scholar] [CrossRef]
- Ma, Q.; Li, Y.; Wang, J.; Liu, K. Investigation on cored-eutectic structure in Ni60/WC composite coatings fabricated by wide-band laser cladding. J. Alloys Compd. 2015, 645, 151–157. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Yue, S.; Chromik, R.R. Effect of WC morphology on dry sliding wear behavior of cold-sprayed Ni-WC composite coatings. Surf. Coat. Technol. 2019, 357, 849–863. [Google Scholar] [CrossRef]
- Chong, P.; Man, H.; Yue, T. Microstructure and wear properties of laser surface-cladded Mo-WC MMC on AA6061 aluminum alloy. Surf. Coat. Technol. 2001, 145, 51–59. [Google Scholar] [CrossRef]
- Yao, J.; Zhang, J.; Wu, G.; Wang, L.; Liu, R. Microstructure and wear resistance of laser cladded composite coatings prepared from pre-alloyed WC-NiCrMo powder with different laser spots. Opt. Lasers Eng. 2018, 101, 520–530. [Google Scholar] [CrossRef]
- Liu, H.; Xu, Q.; Wang, C.; Zhang, X. Corrosion and wear behavior of Ni60CuMoW coatings fabricated by combination of laser cladding and mechanical vibration processing. J. Alloys Compd. 2015, 621, 357–363. [Google Scholar] [CrossRef]
- Li, M.; Han, B.; Wang, Y.; Song, L.; Guo, L. Investigation on laser cladding high-hardness nano-ceramic coating assisted by ultrasonic vibration processing. Optik 2016, 127, 4596–4600. [Google Scholar] [CrossRef]
- Wang, L.; Yao, J.H.; Hu, Y.; Zhang, Q.L.; Sun, Z.; Liu, R. Influence of electric-magnetic compound field on the WC particles distribution in laser melt injection. Surf. Coat. Technol. 2017, 315, 32–43. [Google Scholar] [CrossRef]
- Sundaramoorthy, R.; Tong, S.X.; Parekh, D.; Subramanian, C. Effect of matrix chemistry and WC types on the performance of Ni-WC based MMC overlays deposited by plasma transferred arc (PTA) welding. Wear 2017, 376, 1720–1727. [Google Scholar] [CrossRef]
- Guo, C.; Chen, J.M.; Zhou, J.S.; Zhao, J.R.; Wang, L.Q.; Yu, Y.J.; Zhou, H.D. Effects of WC–Ni content on microstructure and wear resistance of laser cladding Ni-based alloys coating. Surf. Coat. Technol. 2012, 206, 2064–2071. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Shoja-Razavi, R. Kinetics and oxidation behavior of laser clad WC-Co and Ni/WC-Co coatings. Ceram. Int. 2018, 44, 12805–12814. [Google Scholar] [CrossRef]
- Ortiz, A.; García, A.; Cadenas, M.; Fernández, M.R.; Cuetos, J.M. WC particles distribution model in the cross-section of laser cladded NiCrBSi + WC coatings, for different wt% WC. Surf. Coat. Technol. 2017, 324, 298–306. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, A.; Wu, X.; Wang, Y.; Yang, Z. Wear resistance of diode laser-clad Ni/WC composite coatings at different temperatures. Surf. Coat. Technol. 2016, 304, 283–292. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, Y.; Tan, X.J.; Guo, L.; Zhang, Q. Microstructure and high temperature tribological behavior of laser cladding Ni60A alloys coatings on 45 steel substrate. Trans. Nonferrous Met. Soc. China 2015, 25, 1525–1532. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, L.; Wang, M.Z.; Chen, Y.C.; Wang, H.T.; Bai, X.B. Thermal shock property of thermal sprayed TiB2-50Ni cermet coatings. Chin. J. R. Met. 2017, 1, 32–39. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S | P | C | Si | Mn | Ni | Cr | Fe |
|---|---|---|---|---|---|---|---|
| 0.03 | 0.045 | 0.07–0.08 | 0.075–1 | 2 | 8–11 | 18–20 | Bal. |
| C | W | B | Si | Fe | Cr | Ni |
|---|---|---|---|---|---|---|
| 0.80 | 3.00 | 3.50 | 4.00 | 15.00 | 15.00 | Bal |
| Point | W | Fe | Cr | Ni | B | Si | C | Co |
|---|---|---|---|---|---|---|---|---|
| 1 | 61.2 | - | - | - | - | - | 38.8 | - |
| 2 | 15.9 | 8.6 | 26.8 | 6.4 | 8.5 | - | 33.8 | - |
| 3 | 16.4 | 8.9 | 26.5 | 7.5 | 6.4 | - | 34.2 | - |
| 4 | 57.7 | - | - | - | - | - | 42.3 | - |
| 5 | 16.2 | 8.6 | 28.5 | 7.0 | 7.4 | - | 34.6 | - |
| 6 | 0.8 | 18.2 | 7.6 | 58.3 | - | 4.6 | 10.5 | - |
| 7 | 14.5 | 12.2 | 8.4 | 23.2 | - | 0.8 | 38.3 | 2.6 |
| 8 | 18.7 | 9.7 | 12.0 | 14.1 | - | - | 43.6 | 1.9 |
| 9 | 1.2 | 17.3 | 14.3 | 49.2 | - | 3.1 | 14.8 | - |
| Test Times | Spherical WC | Shaped WC | Flocculent WC |
|---|---|---|---|
| Appearance of cracks | 2 | 1 | 3 |
| 5% crack rate | 3 | 2 | 14 |
| Appearance of crazing on the entire surface | 5 | 3 | 33 |
| Appearance of spalling | - | 30 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, P.; Pang, Y.; Yu, M. Effects of WC Particle Types on the Microstructures and Properties of WC-Reinforced Ni60 Composite Coatings Produced by Laser Cladding. Metals 2019, 9, 583. https://doi.org/10.3390/met9050583
Zhang P, Pang Y, Yu M. Effects of WC Particle Types on the Microstructures and Properties of WC-Reinforced Ni60 Composite Coatings Produced by Laser Cladding. Metals. 2019; 9(5):583. https://doi.org/10.3390/met9050583
Chicago/Turabian StyleZhang, Pengxian, Yibin Pang, and Mingwei Yu. 2019. "Effects of WC Particle Types on the Microstructures and Properties of WC-Reinforced Ni60 Composite Coatings Produced by Laser Cladding" Metals 9, no. 5: 583. https://doi.org/10.3390/met9050583
APA StyleZhang, P., Pang, Y., & Yu, M. (2019). Effects of WC Particle Types on the Microstructures and Properties of WC-Reinforced Ni60 Composite Coatings Produced by Laser Cladding. Metals, 9(5), 583. https://doi.org/10.3390/met9050583