In Situ Production of Titanium Aluminides during Wire Arc Additive Manufacturing with Hot-Wire Assisted GMAW Process



Abstract
1. Introduction
2. Scope of the Investigations
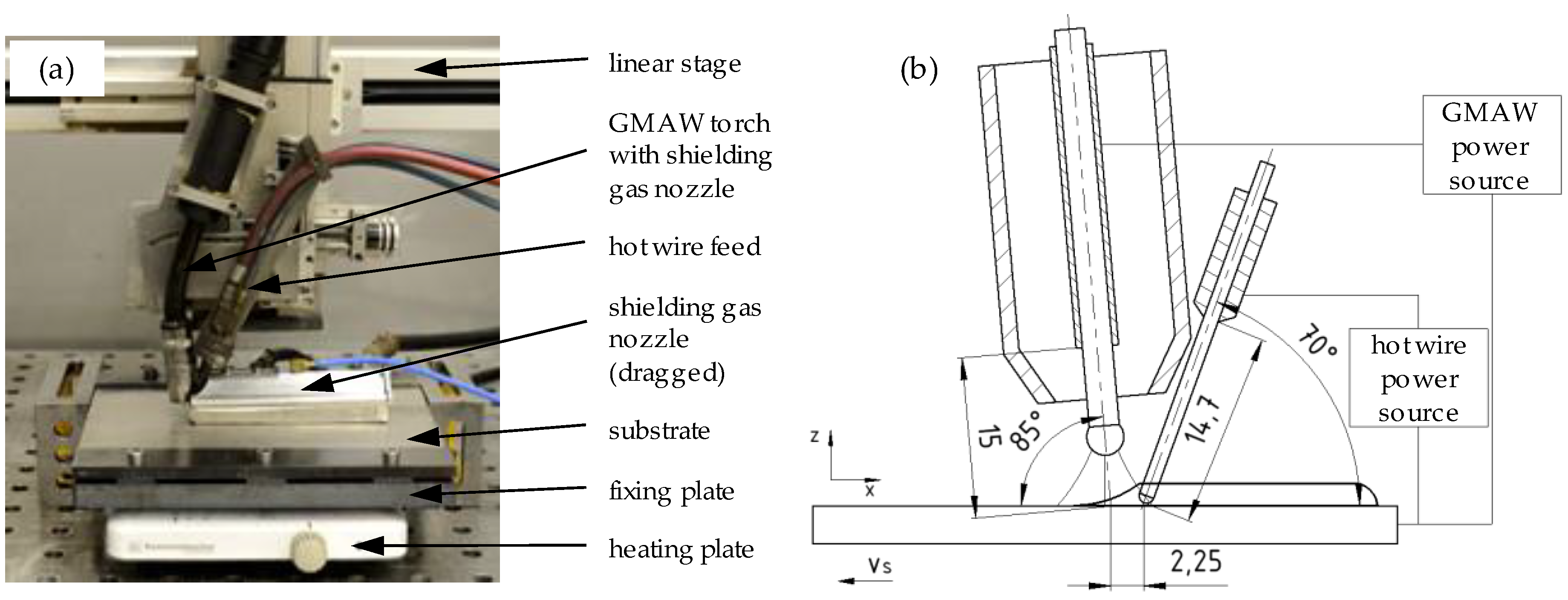
3. Materials and Methods
4. Results and Discussion
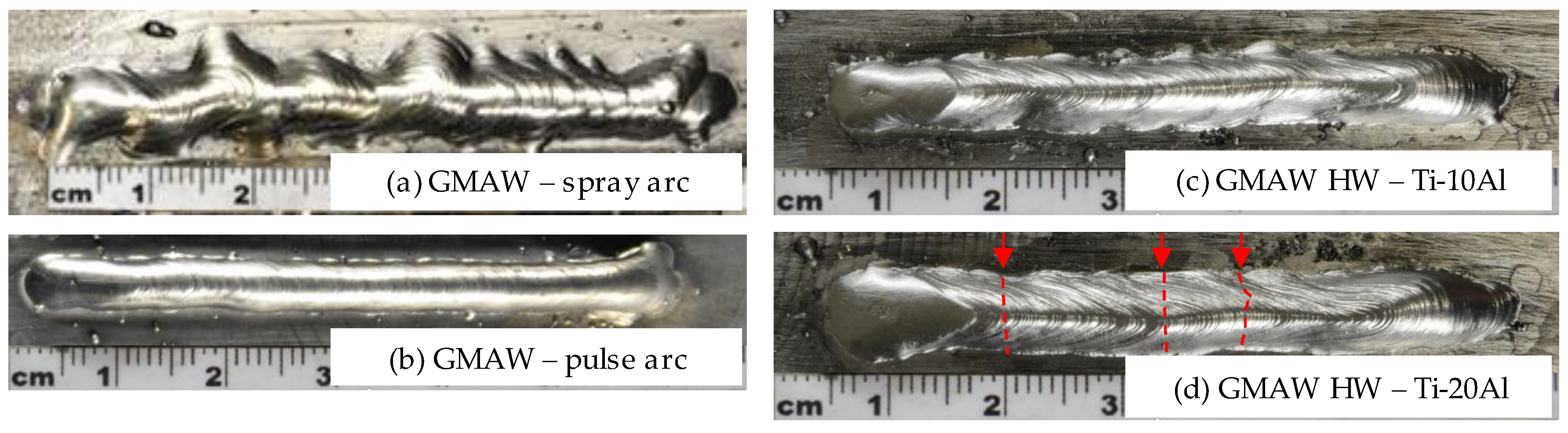
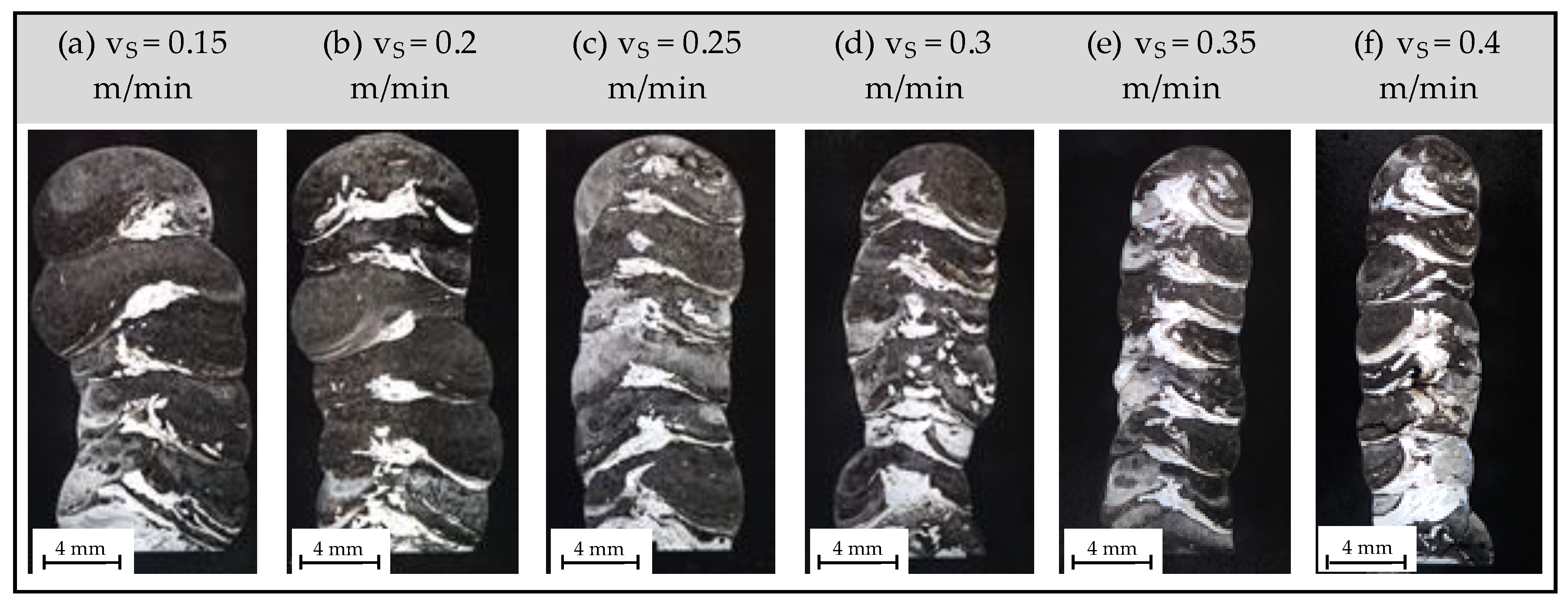
4.1. Preliminary Investigations on Process Behavior
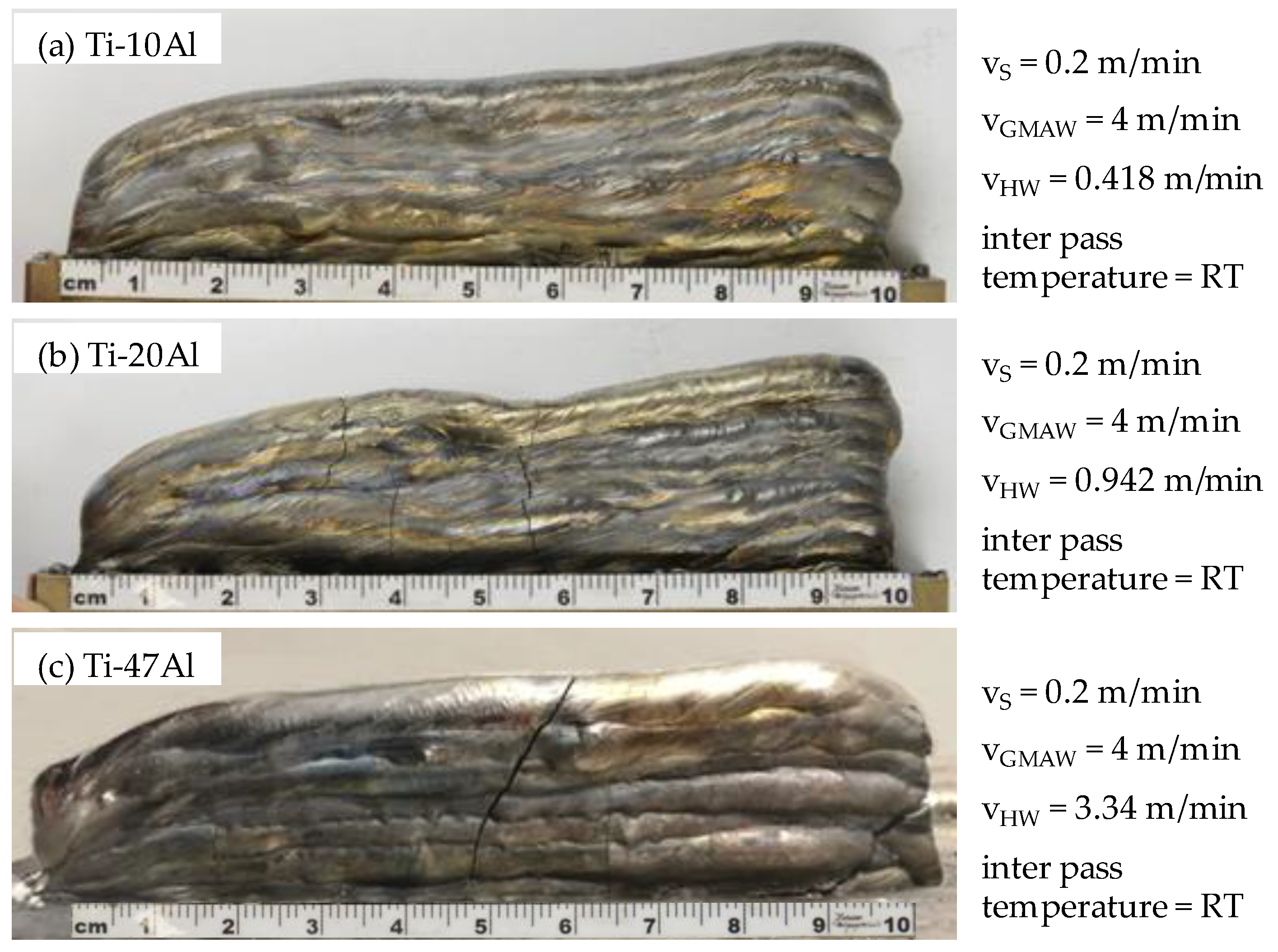
4.2. Wire Arc Additive Manufacturing of Ti–Al Structures with Al Concentrations of 10–55 at%
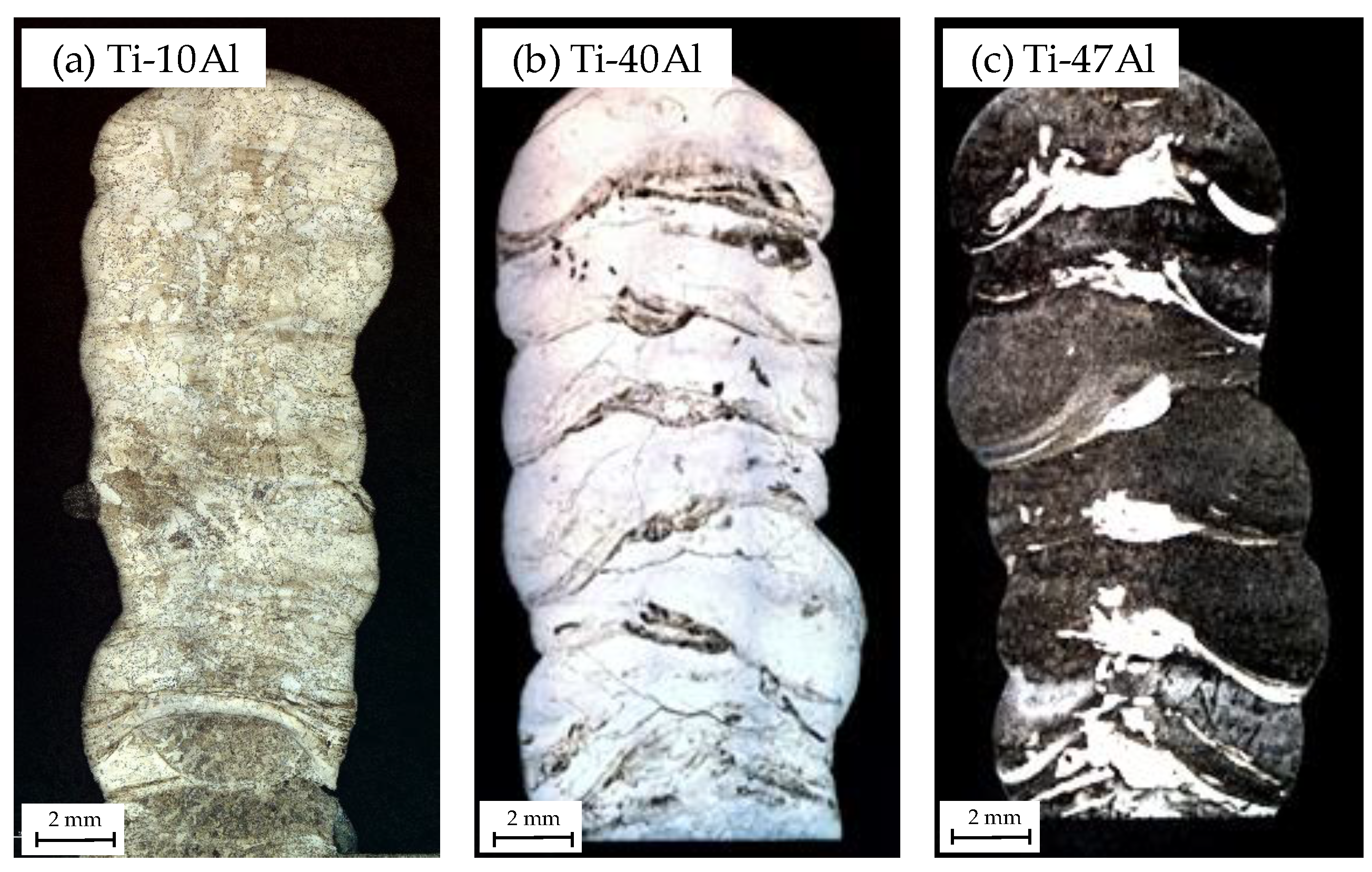
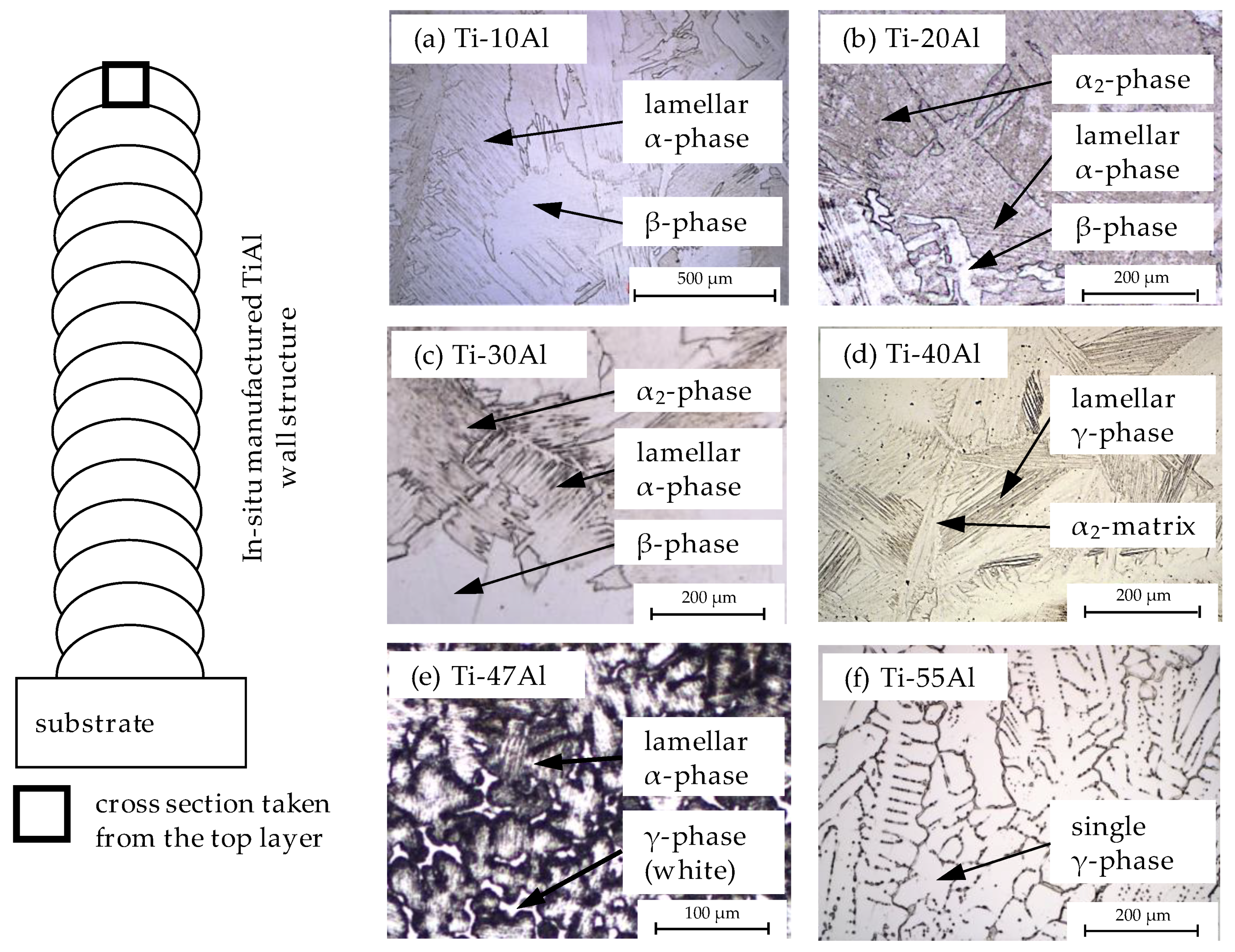
4.3. Microstructural Analysis of Ti–Al Samples
4.4. Approaches to Reduce Inhomogeneity of the Microstructural Composition
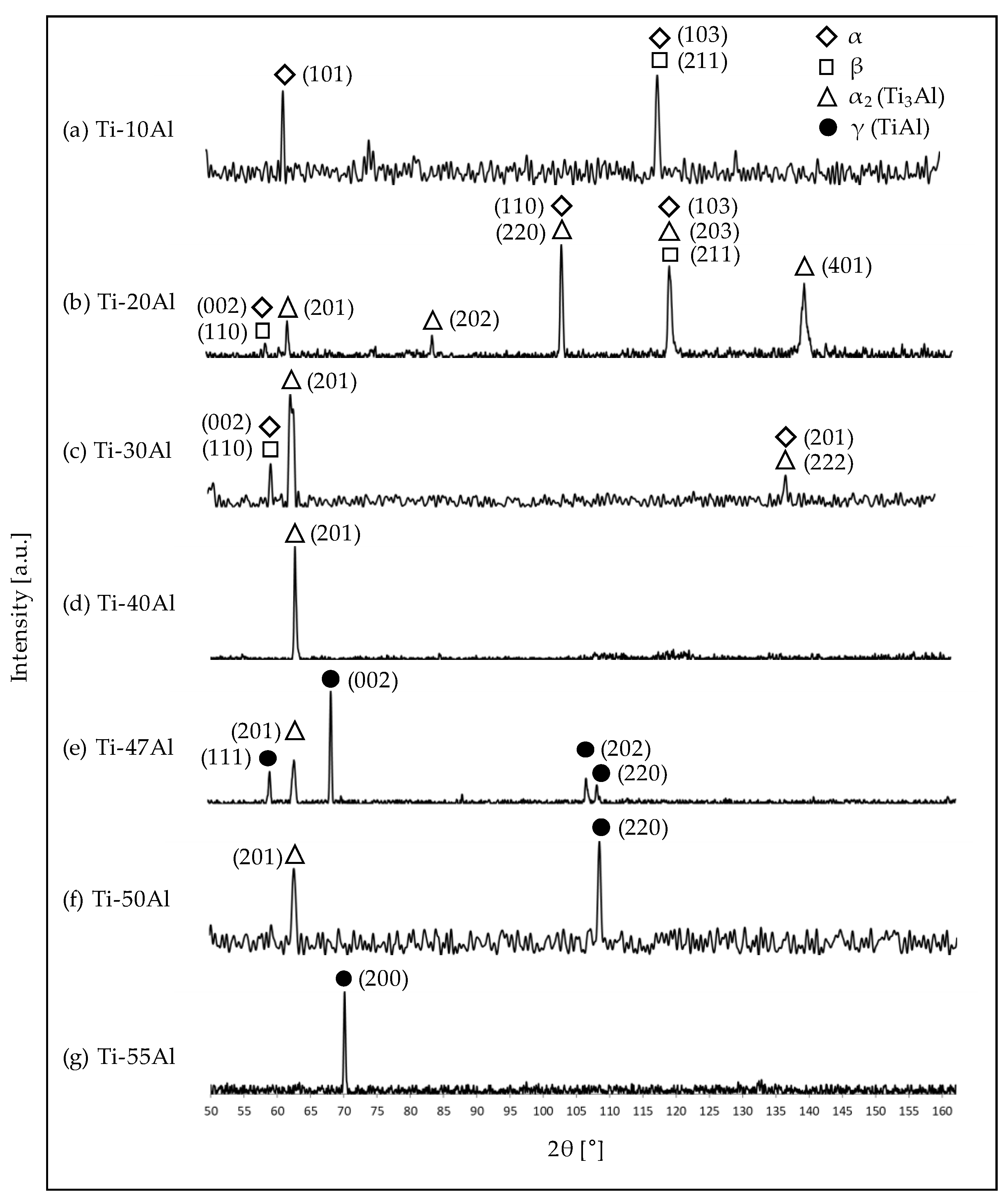
4.5. Phase Identification of Ti–Al Alloys with Differing Aluminum Content
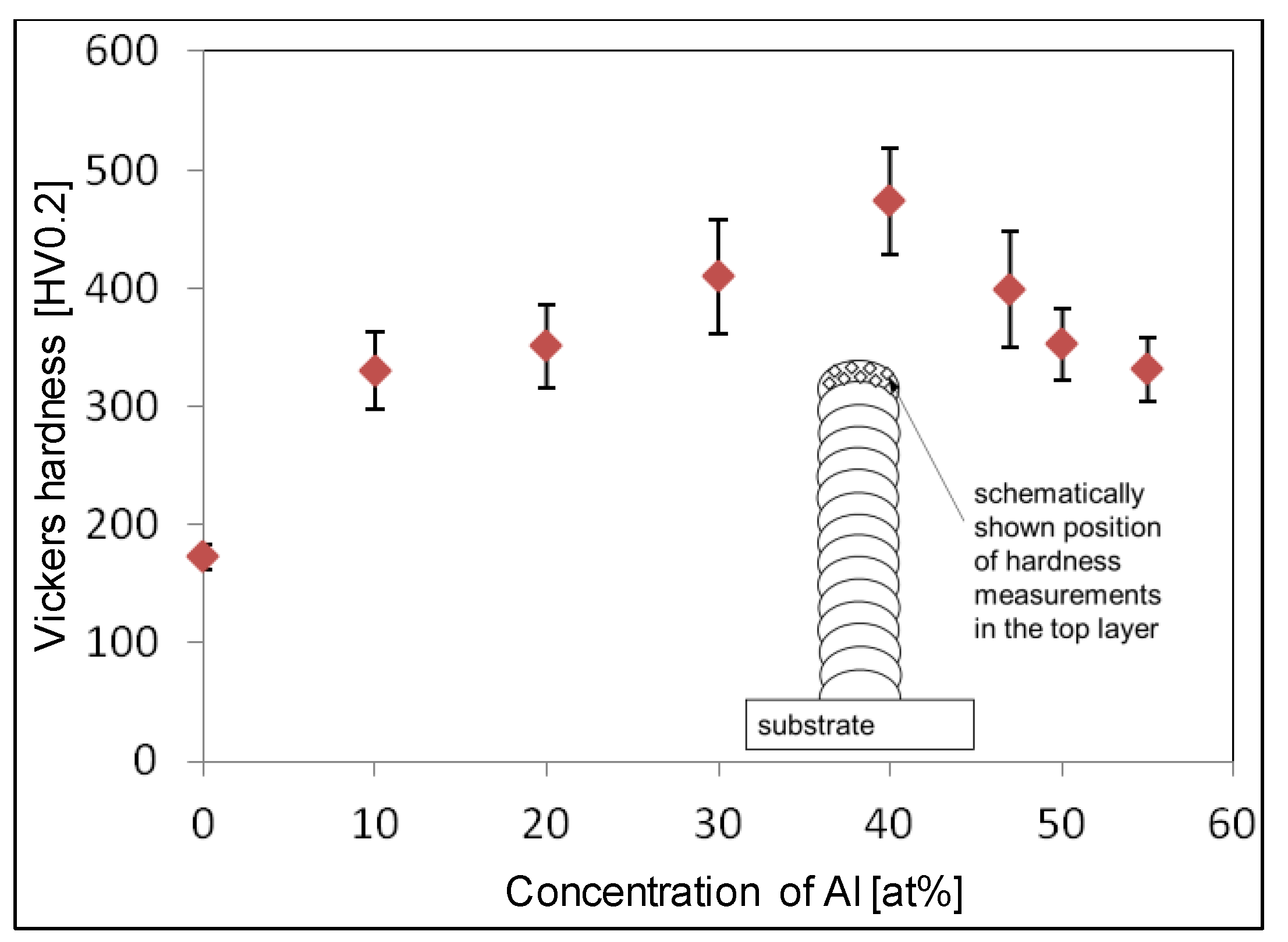
4.6. Influence of Alloy Composition on Microhardness
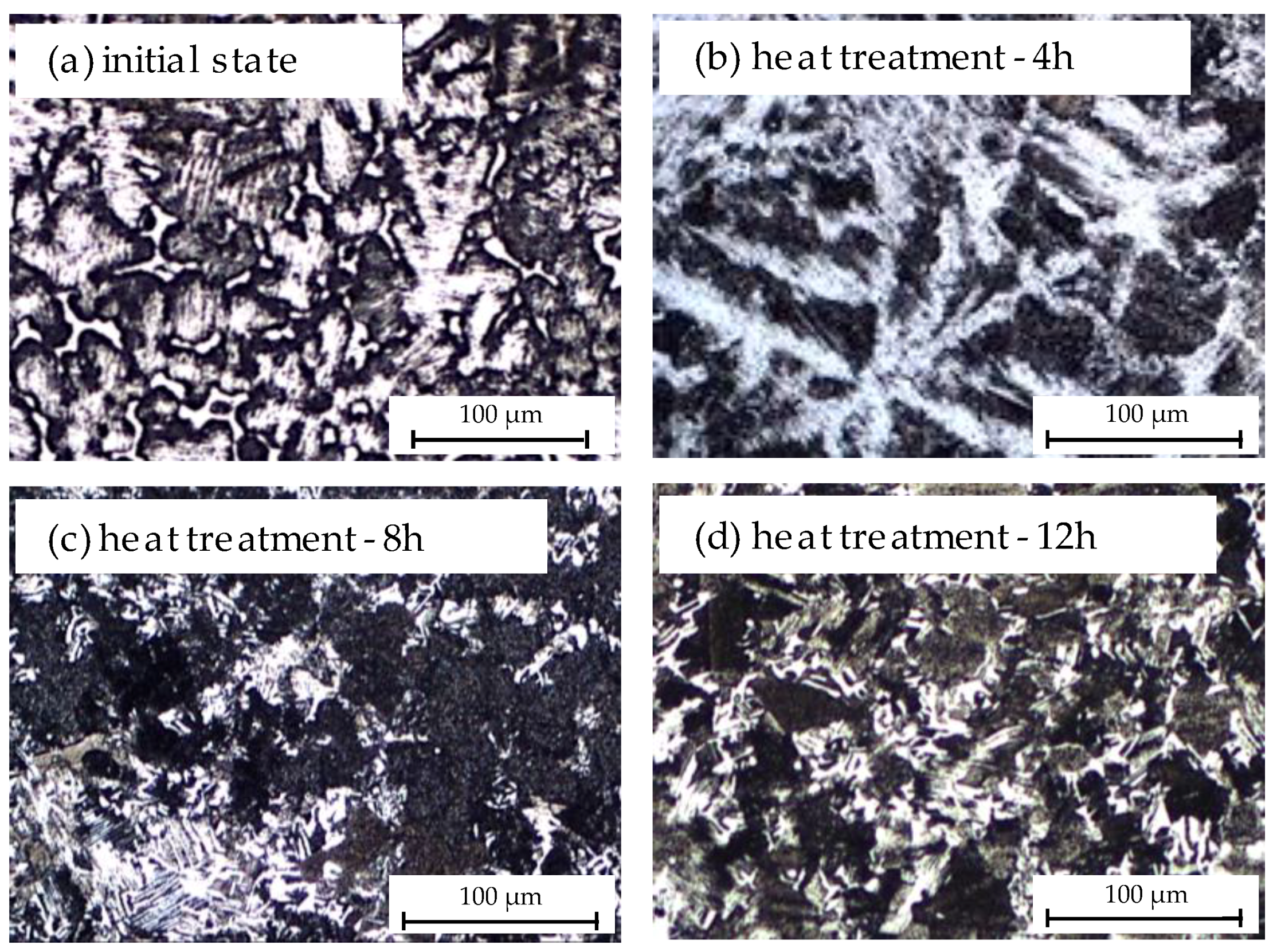
4.7. Influence of Post-Heat Treatment on the Microstructure of Ti–47Al Alloy
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kim, Y. Ordered intermetallic alloys, part III: Gamma titanium aluminides. JOM 1994, 46, 30–39. [Google Scholar] [CrossRef]
- Kim, Y. Gamma Titanium Aluminide Alloy Technology: Status and Future. Acta Metall. Sin. 1999, 12, 334–339. [Google Scholar]
- Wu, X. Review of alloy and process development of TiAl alloys. Intermetallics 2006, 14, 1114–1122. [Google Scholar] [CrossRef]
- MTU Aero Engines: Backgrounder—Titanaluminid; MTU Aero Engines: Munich, Germany, 2016.
- Noda, T. Application of cast gamma TiAl for automobiles. Intermetallics 1998, 6, 709–713. [Google Scholar] [CrossRef]
- Aguilar, J.; Schievenbusch, A.; Kättlitz, O. Investment casting technology for production of TiAl low pressure turbine blades - Process engineering and parameter analysis. Intermetallics 2011, 19, 757–761. [Google Scholar] [CrossRef]
- Janschek, P. Geschmiedete Turbinenschaufeln aus Titanaluminid—Ein Neuer Werkstoff Lernt Fliegen; IMFOKUS: Tumeltsham, Austria, 2016. (In German) [Google Scholar]
- Kothari, K.; Radhakrishnan, R.; Wereley, N.M. Advances in gamma titanium aluminides and their manufacturing techniques. Prog. Aerosp. Sci. 2012, 55, 1–16. [Google Scholar] [CrossRef]
- Thomas, M.; Raviart, J.L.; Popoff, F. Cast and PM processing development in gamma aluminides: 2nd IRC International TiAl Workshop. Intermetallics 2005, 13, 944–951. [Google Scholar] [CrossRef]
- Gerling, R.; Clemens, H.; Schimansky, F.P. Powder metallurgical processing of intermetallic gamma titanium aluminides. Adv. Eng. Mater. 2004, 6, 23–38. [Google Scholar] [CrossRef]
- Petrovica, V.; Gonzalez, J.V.H.; Ferrandoa, O.J.; Gordillo, J.D.; Puchades, J.R.B.; Grinan, L.P. Additive layered manufacturing sectors of industrial application shown through case studies. Int. J. Prod. Res. 2011, 49, 1061–1079. [Google Scholar] [CrossRef]
- Chen, J. Hybrid Design Based on Wire and Arc Additive Manufacturing in the Aircraft Industry. Master Thesis, Cranfield University, Cranfield, UK, December 2012. [Google Scholar]
- Ding, J. Thermo-mechanical Analysis of Wire and Arc Additive Manufacturing Process. Ph.D. Thesis, Cranfield University, Cranfield, UK, January 2012. [Google Scholar]
- Baufeld, B. Effect of deposition parameters on mechanical properties of shaped metal deposition parts. J. Eng. Manuf. 2012, 226, 126–136. [Google Scholar] [CrossRef]
- Brandl, E.; Baufeld, B.; Leyens, C. Additive manufactured Ti-6Al-4v using welding wire: Comparison of laser and arc beam deposition and evaluation with respect to aerospace material specifications. Phys. Procedia 2010, 5, 595–606. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Biamino, S.; Penna, A.; Ackelid, U.; Sabbadini, S.; Tassa, O.; Fino, P.; Pavese, M.; Gennaro, P.; Badini, C. Electron beam melting of Ti-48Al-2Cr-2Nb alloy: Microstructure and mechanical properties investigation. Intermetallics 2011, 19, 776–781. [Google Scholar] [CrossRef]
- Qu, H.P.; Wang, H.M. Microstructure and mechanical properties of laser melting deposited γ-TiAl intermetallic alloys. Mater. Sci. Eng. A 2007, 466, 187–194. [Google Scholar] [CrossRef]
- Srivastava, D.; Chang, I.T.H.; Loretto, M.H. The optimisation of processing parameters and characterisation of microstructure of direct laser fabricated TiAl alloy components. Mater. Des. 2000, 21, 425–433. [Google Scholar] [CrossRef]
- Gasper, A.N.D.; Catchpole-Smith, S.; Clare, A.T. In-situ synthesis of titanium aluminides by direct metal deposition. J. Mater. Process. Technol. 2017, 239, 230–239. [Google Scholar] [CrossRef]
- Ma, Y. Fabrication of Gamma Titanium Aluminide Alloys by Gas Tungsten Arc Welding-Based Additive Layer Manufacturing. Ph.D. Thesis, University of Wollongong, Wollongong, Australia, March 2015. [Google Scholar]
- Ratke, L. Phasengleichgewichte in Werkstoffen; German Aerospace Center: Cologne, Germany, 2008. [Google Scholar]
- Zhang, Y.M.; Li, P.J. Modified Active Control of Metal Transfer and Pulsed GMAW of Titanium. Weld. J. 2001, 80, 54–61. [Google Scholar]
- Appel, F.; Paul, J.D.H.; Oehring, M. Gamma Titanium Aluminide Alloys: Science and Technology; Wiley: Hoboken, NJ, USA, 2011. [Google Scholar]
- Swanson, H.E.; Gilfrich, N.T.; Cook, M.I.; Strinchfield, R.; Parks, P.C. Circular of the Bureau of Standards No. 539 Volume 8: Standard X-ray Diffraction Powder Patterns; US Department of Commerce, National Institute of Standards and Technology: Gaithersburg, MD, USA, 1959.
- Levinger, B.W. Lattice parameter of beta titanium at room temperature. JOM 1953, 5, 195. [Google Scholar] [CrossRef]
- Braun, J.; Ellner, M. On the partial atomic volume of aluminium in the titanium-rich phases of the binary system Ti-Al. Zeitschrift für Metallkunde 2000, 91, 389–392. [Google Scholar]
- Sridharan, S.; Nowotny, H. Studies in the ternary system Ti-Ta-Al and in the quaternary system Ti-Ta-Al-C. Zeitschrift für Metallkunde 1983, 74, 468–472. [Google Scholar]
- Peters, M.; Leyens, C. Titan und Titanlegierungen; Wiley: Hoboken, NJ, USA, 2002. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Function | Material | Nmax | Cmax | Omax | Simax | Femax | Timax | Almax |
|---|---|---|---|---|---|---|---|---|
| substrate | Ti Grade 2 (3.7035) | 0.03 | 0.08 | 0.25 | - | 0.30 | balance | - |
| welding wire | Ti99.6 (3.7036) | 0.015 | 0.08 | 0.16 | - | 0.12 | balance | - |
| hot wire | Al99.5Ti (3.0805) | - | - | - | 0.05 | 0.21 | 0.15 | balance |
| Aluminum Concentration (at%) | 10 | 20 | 30 | 40 | 47 | 50 | 55 |
| Hot-wire Feeding Rate (m/min) | 0.418 | 0.942 | 1.614 | 2.511 | 3.34 | 3.767 | 4.603 |
| Phase | Symbol | Aluminum Content in (at%) |
|---|---|---|
| Ti3Al | α2 | 18–39 |
| TiAl | γ | 48–62 |
| TiAl2 | ƞ | 66–67 |
| TiAl3 | ε | 74–75 |
| Ti2Al5 | ζ | 64–73 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Henckell, P.; Ali, Y.; Metz, A.; Bergmann, J.P.; Reimann, J. In Situ Production of Titanium Aluminides during Wire Arc Additive Manufacturing with Hot-Wire Assisted GMAW Process. Metals 2019, 9, 578. https://doi.org/10.3390/met9050578
Henckell P, Ali Y, Metz A, Bergmann JP, Reimann J. In Situ Production of Titanium Aluminides during Wire Arc Additive Manufacturing with Hot-Wire Assisted GMAW Process. Metals. 2019; 9(5):578. https://doi.org/10.3390/met9050578
Chicago/Turabian StyleHenckell, Philipp, Yarop Ali, Andreas Metz, Jean Pierre Bergmann, and Jan Reimann. 2019. "In Situ Production of Titanium Aluminides during Wire Arc Additive Manufacturing with Hot-Wire Assisted GMAW Process" Metals 9, no. 5: 578. https://doi.org/10.3390/met9050578
APA StyleHenckell, P., Ali, Y., Metz, A., Bergmann, J. P., & Reimann, J. (2019). In Situ Production of Titanium Aluminides during Wire Arc Additive Manufacturing with Hot-Wire Assisted GMAW Process. Metals, 9(5), 578. https://doi.org/10.3390/met9050578