GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components


Abstract
:1. Introduction
2. Welding of Duplex Stainless Steels
2.1. Joint and Surface Welding
2.2. Wire and Arc Additive Manufacturing
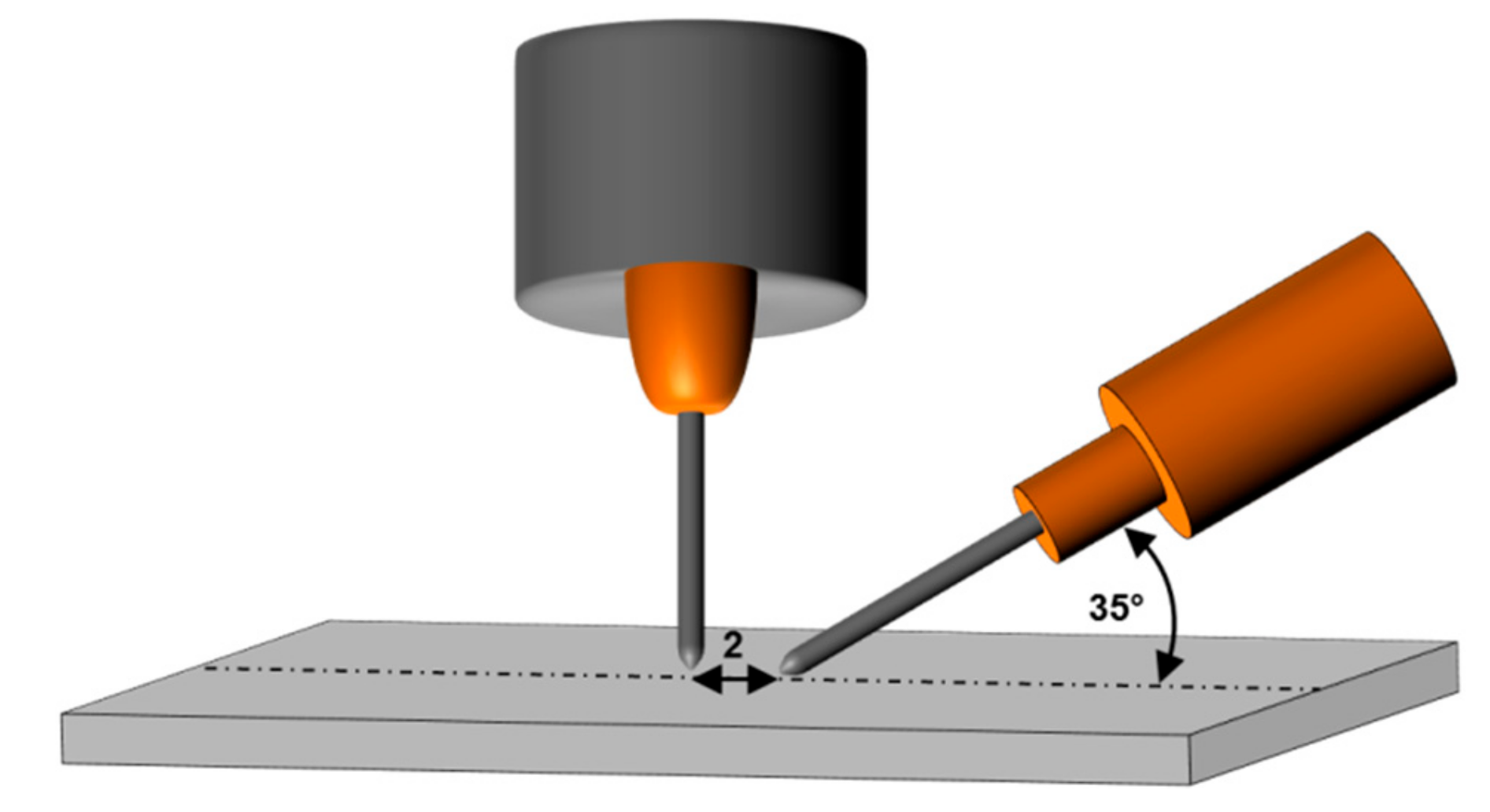
3. Methodical Approach
4. Materials and Methods
4.1. Filler Metals and Shielding Gas
4.2. Achieving Various Nickel Equivalents
4.3. Specimens and Process Parameters
5. Results and Discussion
5.1. Process Stability and Application Limits
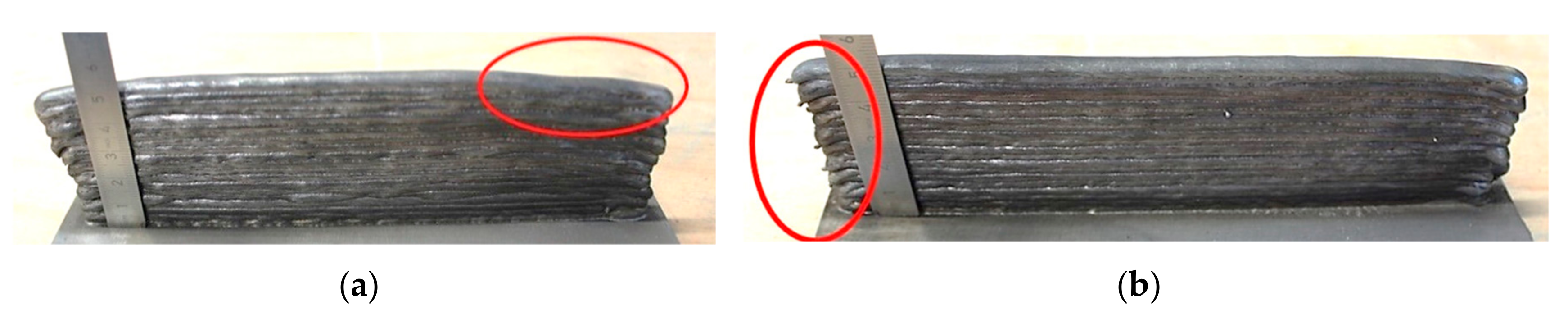
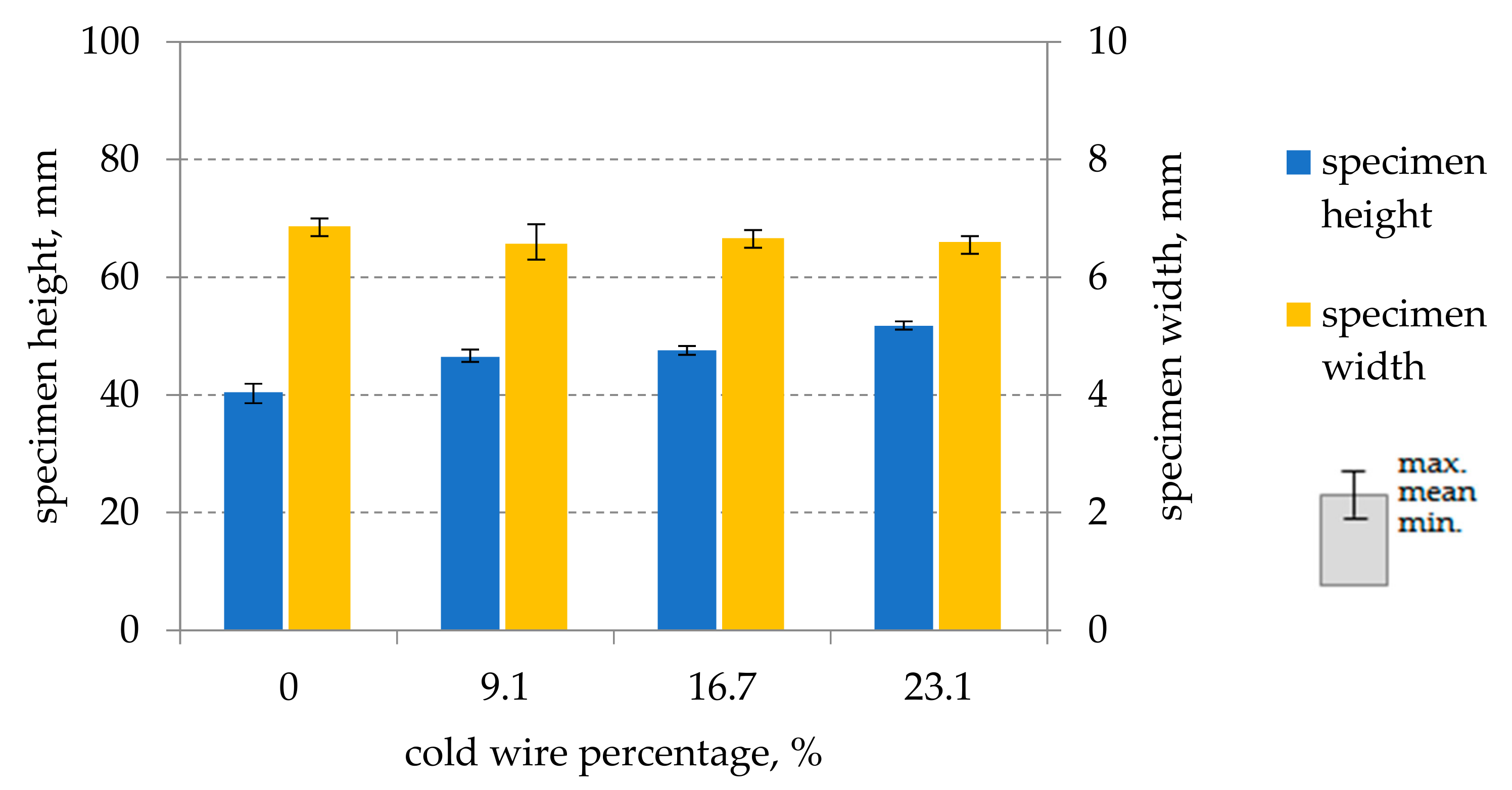
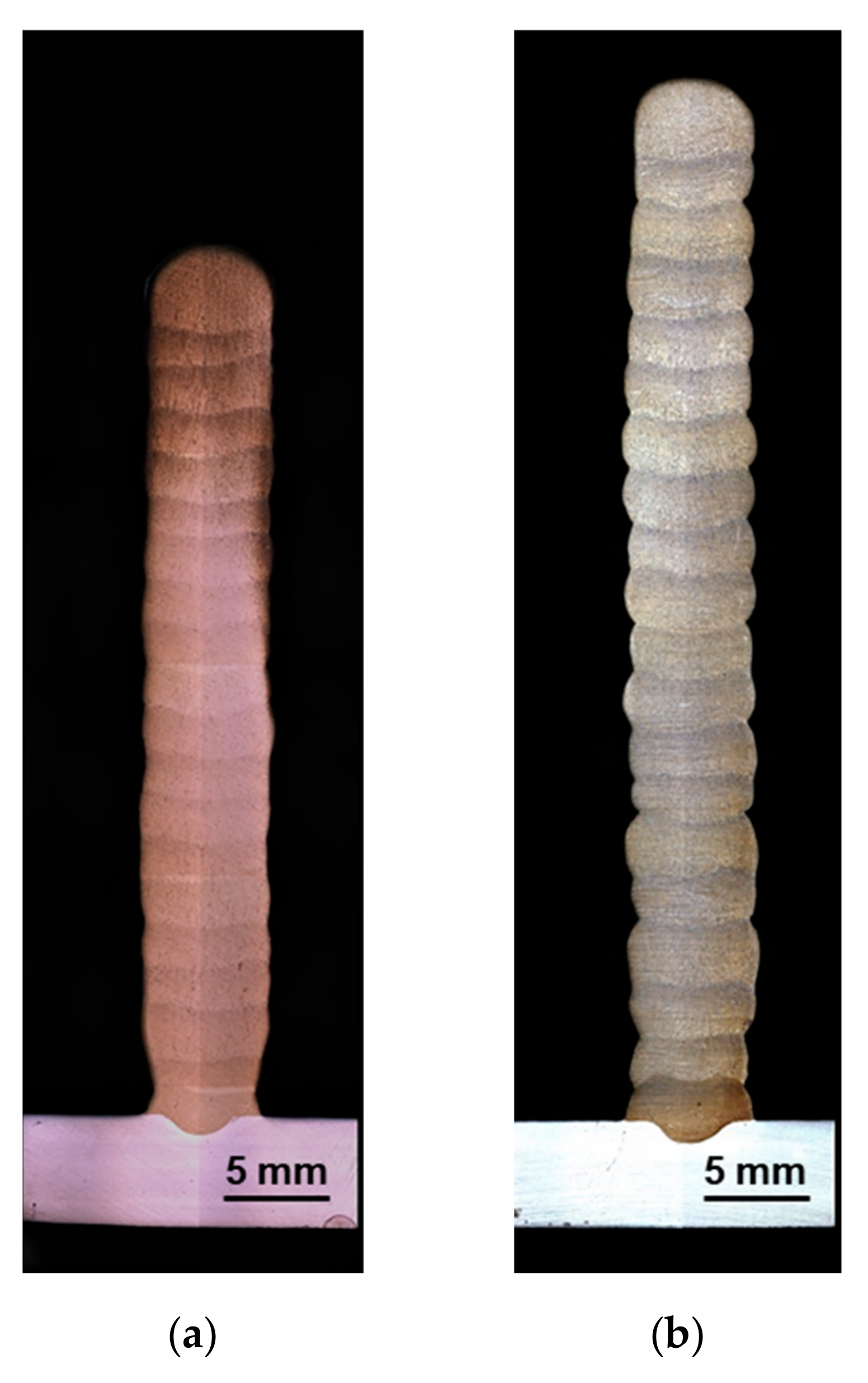
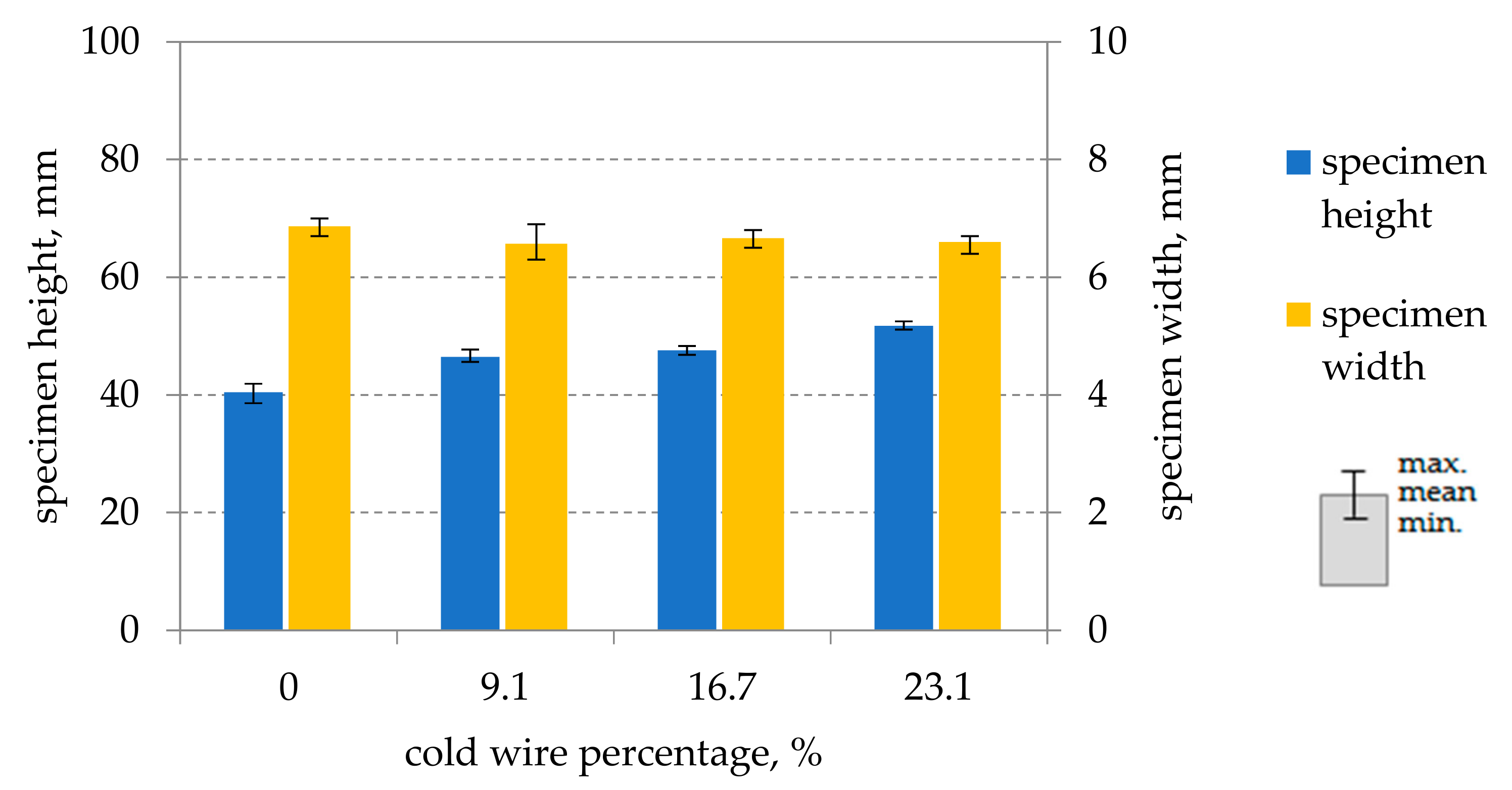
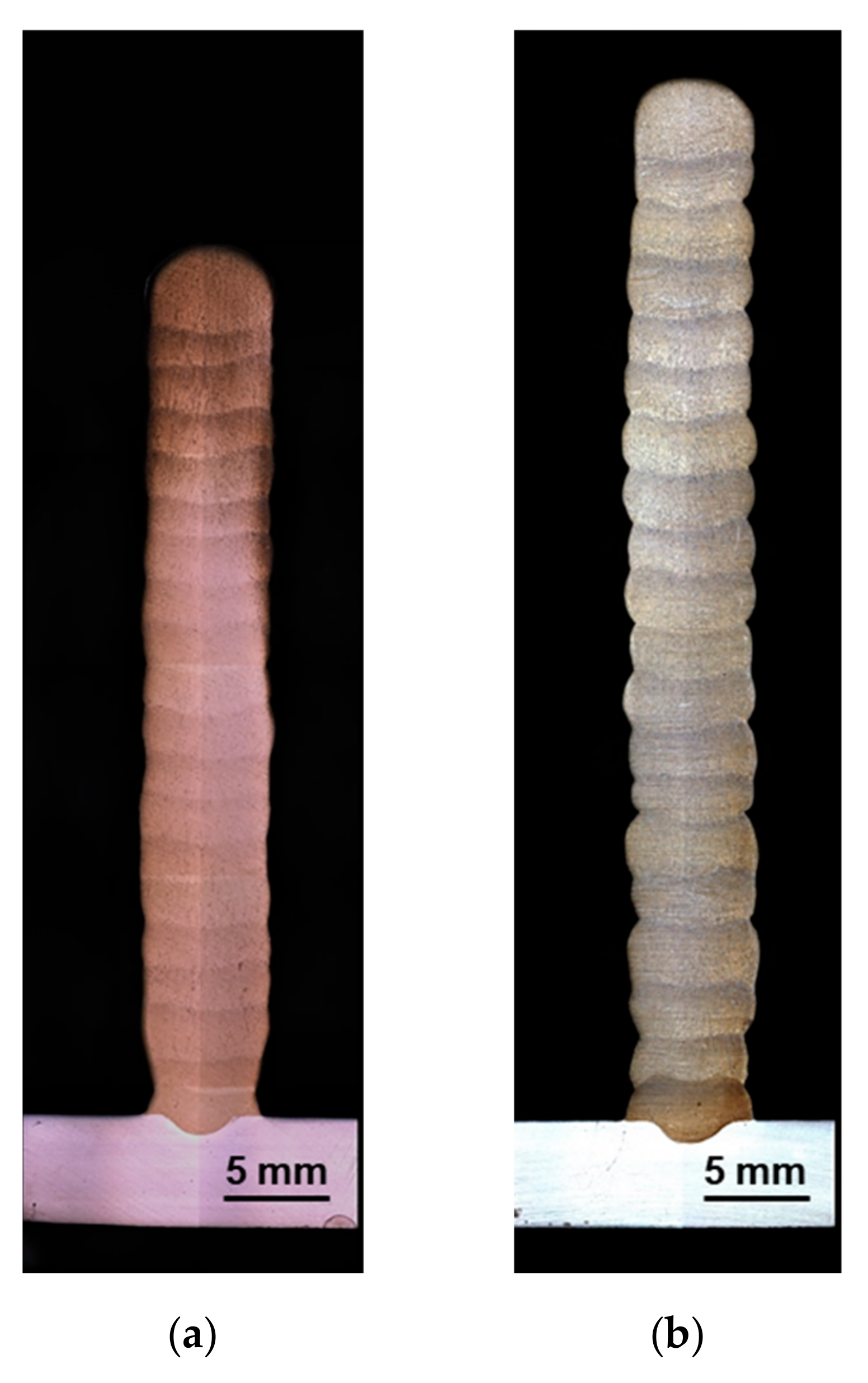
5.2. Layer Structure and Dimensions of the Specimen Geometries
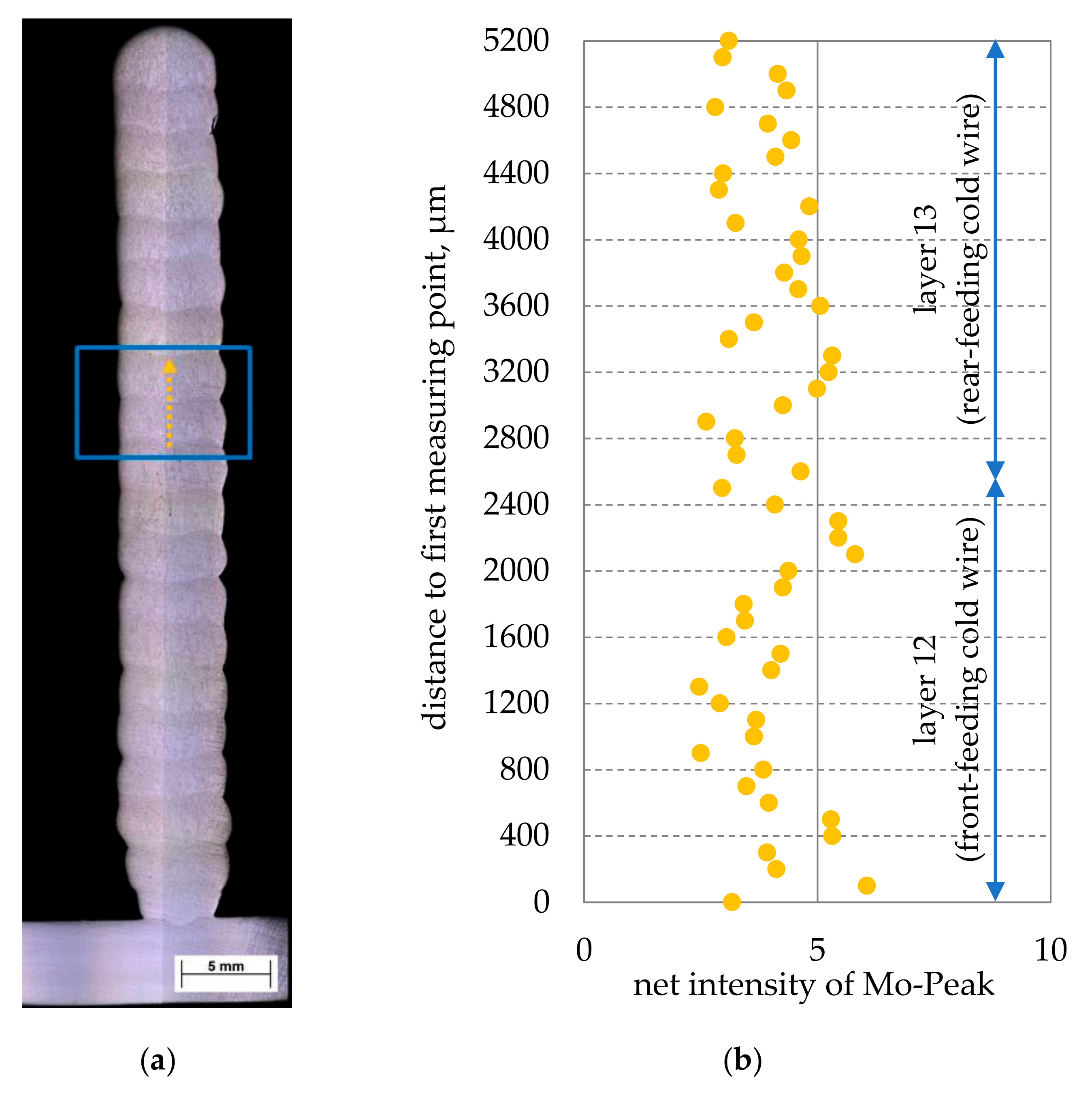
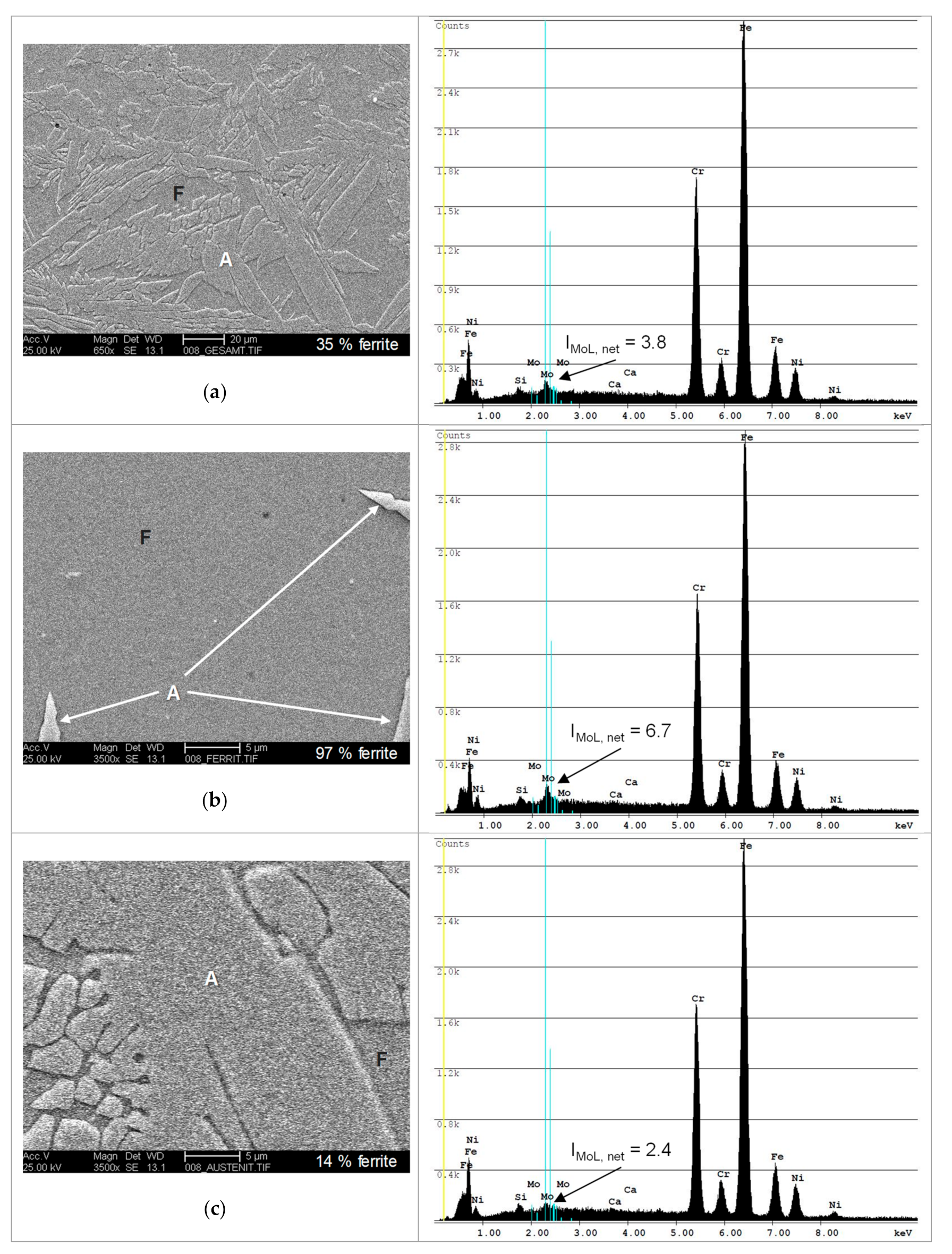
5.3. Mixing of Electrode and Cold Wire
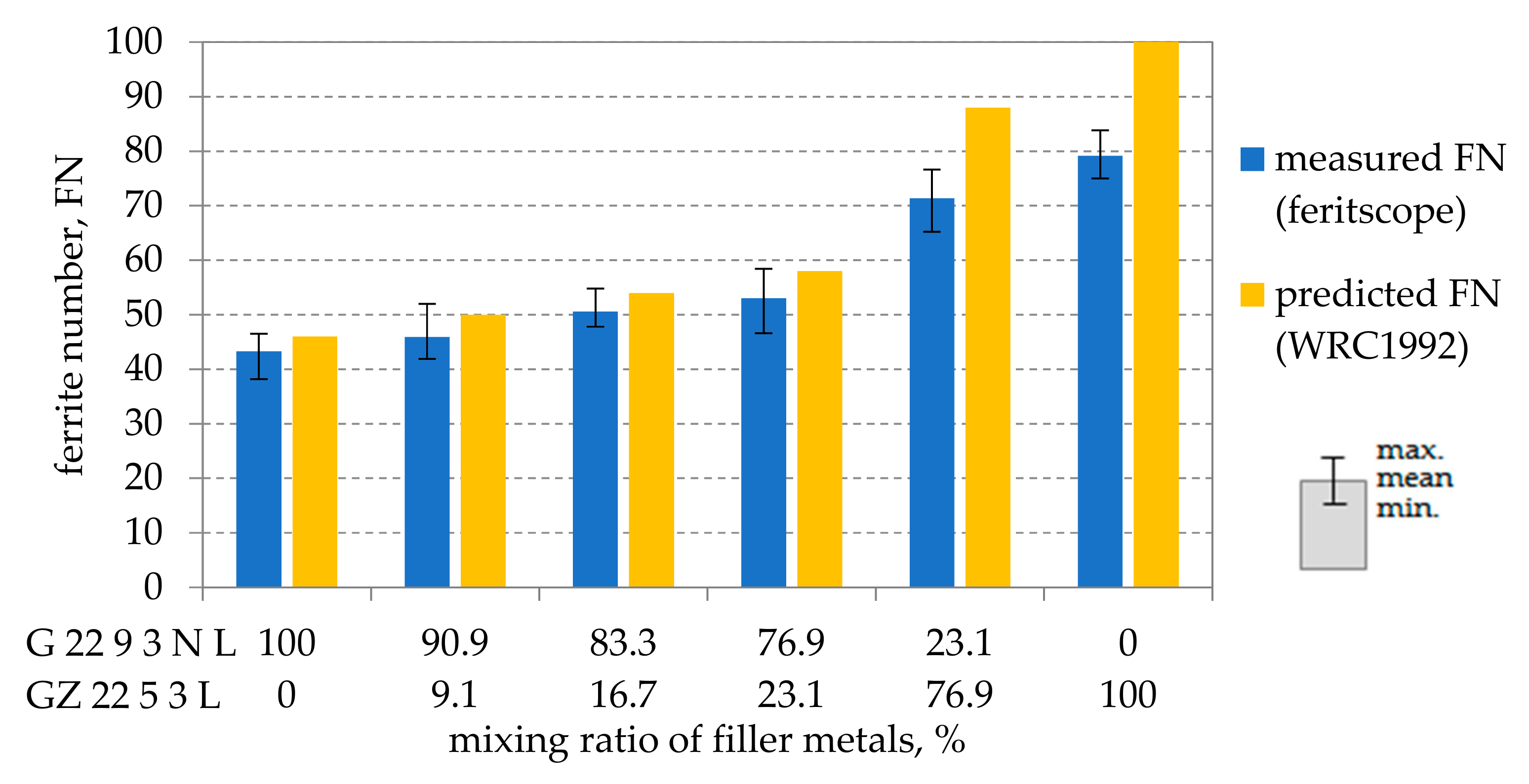
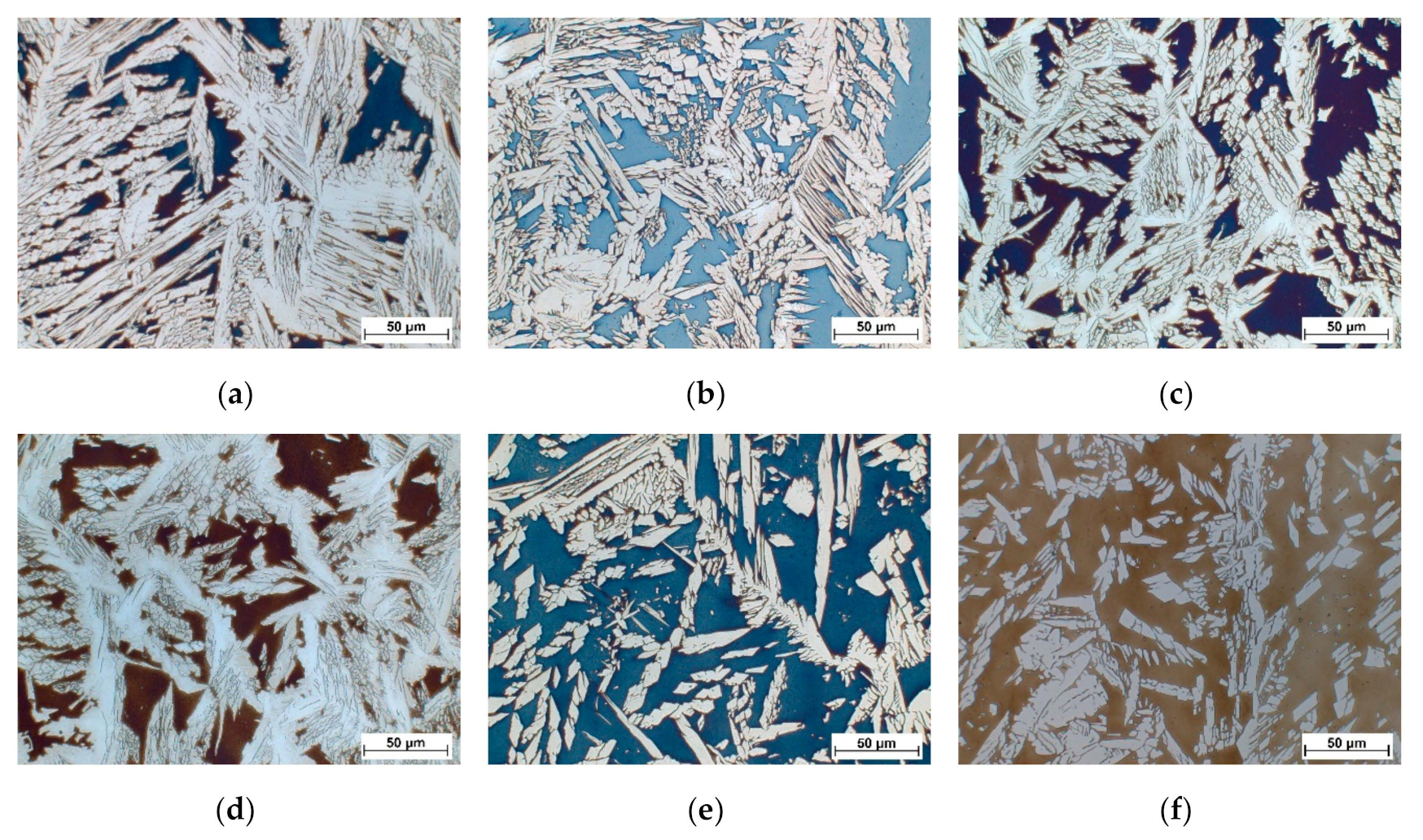
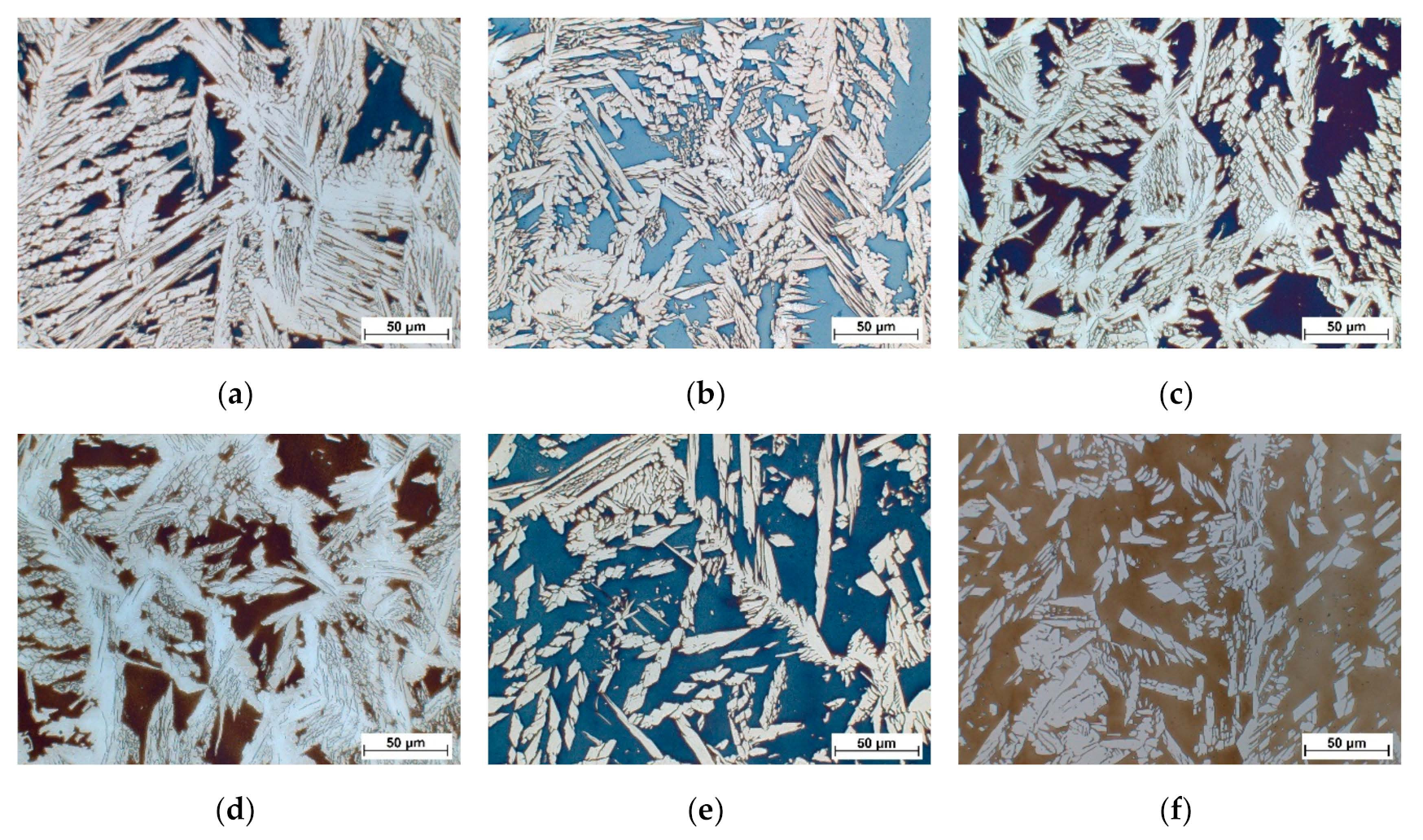
5.4. Achievable Ferrite-Austenite Ratios
6. Summary and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- TMR Stainless. Practical Guidelines for the Fabrication of Duplex Stainless Steels, 3rd ed.; International Molybdenum Association (IMOA): London, UK, 2014. [Google Scholar]
- Posch, G.; Chladil, K.; Chladil, H. Material properties of CMT-metal additive manufactured duplex stainless steel blade-like geometries. Weld. World 2017, 61, 873–882. [Google Scholar] [CrossRef]
- Stützer, J.; Zinke, M.; Jüttner, S.; Findeklee, P. Additive Fertigung von Bauteilen aus Duplexstahl durch Schutzgasschweißen. In Proceedings of the Fachtagung Werkstoffe und Additive Fertigung, Potsdam, Germany, 22–26 April 2018; Deutsche Gesellschaft für Materialkunde e. V.: Berlin, Germany; pp. 103–108. [Google Scholar]
- Höfer, K.; Hälsig, A.; Mayr, P. Arc-based additive manufacturing of steel components—Comparison of wire- and powder-based variants. Weld. World 2018, 62, 243–247. [Google Scholar] [CrossRef]
- Eriksson, M.; Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Aune, R.; Ren, X.; Akselsen, O.M. Additive manufacture of superduplex stainless steel using WAAM. MATEC Web Conf. 2018, 188. [Google Scholar] [CrossRef]
- Karlsson, L. Welding Duplex Stainless Steels—A Review of Current Recommendations. Weld. World 2012, 56, 65–76. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005. [Google Scholar]
- Nassau, L.v.; Bekkers, K.; Hilkers, J.; Meelker, H. Das Schweißen der Superduplex-Stähle. Schweißen und Schneiden 1991, 136, 120–127. [Google Scholar]
- DIN EN ISO 17781:2017. Petroleum, Petrochemical and Natural Gas Industries—Test Methods for Quality Control of Microstructure of Ferritic/Austenitic (Duplex) Stainless Steels; Beuth: Berlin, Germany, 2017. [Google Scholar]
- Sathiya, P.; Aravindan, S.; Soundararajan, R.; Haq, A.N. Effect of shielding gases on mechanical and metallurgical properties of duplex stainless-steel welds. J. Mater. Sci. 2009, 44, 114–121. [Google Scholar] [CrossRef]
- Merkblatt DVS 0946. Empfehlungen zum Schweißen von Nicht Rostenden Austenitisch-Ferritischen Duplex- und Superduplexstählen; Deutscher Verband für Schweißen und verwandte Verfahren E.V.: Düsseldorf, Germany, 2004. [Google Scholar]
- Bhatt, R.B.; Kamat, S.H.; Ghosal, S.K.; De, P.K. Influence of nitrogen in the shielding gas on corrosion resistance of duplex stainless steel welds. J. Mater. Eng. Perform. 1999, 8, 591–597. [Google Scholar] [CrossRef]
- Pettersen, C.O.; Fager, S.A. Welding Practice for the Sandvik Duplex Stainless Steels SAF 2304, SAF 2205 and SAF 2507; AB Sandvik Steel: Sandviken, Sweden, 1995. [Google Scholar]
- Allen, J. An Investigation into the Comparative Costs of Additive Manufacture vs. Machine from Solid for Aero Engine Parts. In Proceedings of the Cost Effective Manufacture via Net-Shape Processing, Meeting Proceedings RTO-MP-AVT-139, Neuilly-sur-Seine, France, May 2006; Paper 17. pp. 17-1–17-10. [Google Scholar]
- Gebhardt, A. Generative Fertigungsverfahren. Additive Manufacturing und 3D Drucken für Prototyping—Tooling—Produktion, 4th ed.; Carl Hanser Verlag: München, Germany, 2013. [Google Scholar] [CrossRef]
- Lachmayer, R.; Lippert, R.B.; Fahlbusch, T. 3D-Druck beleuchtet—Additive Manufacturing auf dem Weg in die Anwendung, 1st ed.; Springer Vieweg: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Ding, J.; Colegrove, P.; Mehnen, J.G.S.; Almeida, P.M.S.; Wang, F.; Williams, S.W. Thermo-mechanical analysis of Wire and Arc additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L.D. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Högström, M.; Hurtig, K.; Valiente Bermejo, M.A.; Stridh, L.-E.; Karlsson, L. Wire-arc additive manufacturing of a duplex stainless steel: Thermal cycle analysis and microstructure characterization. Weld. World 2019. [Google Scholar] [CrossRef]
- Putz, A.; Althuber, M.; Zelić, A.; Westin, E.M.; Willidal, T.; Enzinger, N. Methods for the measurement of ferrite content in multipass duplex stainless steel welds. Weld. World 2019. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Hurtig, K.; Eyzop, D.; Östberg, A.; Janiak, P.; Karlsson, L. Ferrite content measurement in super duplex stainless steel welds. Weld. World 2019, 63, 551–563. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | C* | Si | Mn | Cr | Ni | Mo | Nb | Cu | N* |
|---|---|---|---|---|---|---|---|---|---|
| G 23 7 N L | 0.01 | 0.57 | 1.46 | 23.29 | 7.34 | 0.31 | 0.01 | 0.22 | 0.14 |
| GZ 22 5 3 L | 0.02 | 0.45 | 0.75 | 22.15 | 5.51 | 3.23 | 0.02 | 0.18 | 0.14 |
| G 22 9 3 N L | 0.02 | 0.48 | 1.54 | 22.48 | 8.77 | 3.09 | 0.02 | 0.09 | 0.14 |
| Electrode (El) | Cold Wire (CW) | vEl, m/min | vCW, m/min | CW Percentage % | CrEq | NiEq | FN (WRC-1992) |
|---|---|---|---|---|---|---|---|
| G 22 9 3 | - | 5 | - | 0 | 25.6 | 12.3 | 46 |
| G 22 9 3 | GZ 22 5 3 | 5 | 0.5 | 9.1 | 25.6 | 12.0 | 50 |
| G 22 9 3 | GZ 22 5 3 | 5 | 1.0 | 16.7 | 25.6 | 11.8 | 54 |
| G 22 9 3 | GZ 22 5 3 | 5 | 1.5 | 23.1 | 25.5 | 11.5 | 58 |
| GZ 22 5 3 | G 22 9 3 | 5 | 1.5 | 23.1 | 25.4 | 9.8 | 88 |
| GZ 22 5 3 | - | 5 | - | 0 | 25.4 | 9.1 | >100 |
| Parameter | Setting |
|---|---|
| welding process | GMAW–CMT |
| welding position | PA (1G) |
| torch position, angle | α = 0°, β = 0° |
| shielding gas flow rate | 18 l/min |
| shielding gas nozzle diameter | 18 mm |
| gas nozzle distance | 10 mm |
| contact tube distance | 12 mm |
| wire feed speed | 5.0 m/min |
| welding speed | 0.5 m/min |
| energy per unit length | 0.44 kJ/mm |
| interpass temperature | ≤50 °C |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stützer, J.; Totzauer, T.; Wittig, B.; Zinke, M.; Jüttner, S. GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components. Metals 2019, 9, 564. https://doi.org/10.3390/met9050564
Stützer J, Totzauer T, Wittig B, Zinke M, Jüttner S. GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components. Metals. 2019; 9(5):564. https://doi.org/10.3390/met9050564
Chicago/Turabian StyleStützer, Juliane, Tom Totzauer, Benjamin Wittig, Manuela Zinke, and Sven Jüttner. 2019. "GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components" Metals 9, no. 5: 564. https://doi.org/10.3390/met9050564
APA StyleStützer, J., Totzauer, T., Wittig, B., Zinke, M., & Jüttner, S. (2019). GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components. Metals, 9(5), 564. https://doi.org/10.3390/met9050564