The Relationship of Fracture Mechanism between High Temperature Tensile Mechanical Properties and Particle Erosion Resistance of Selective Laser Melting Ti-6Al-4V Alloy


Abstract
1. Introduction
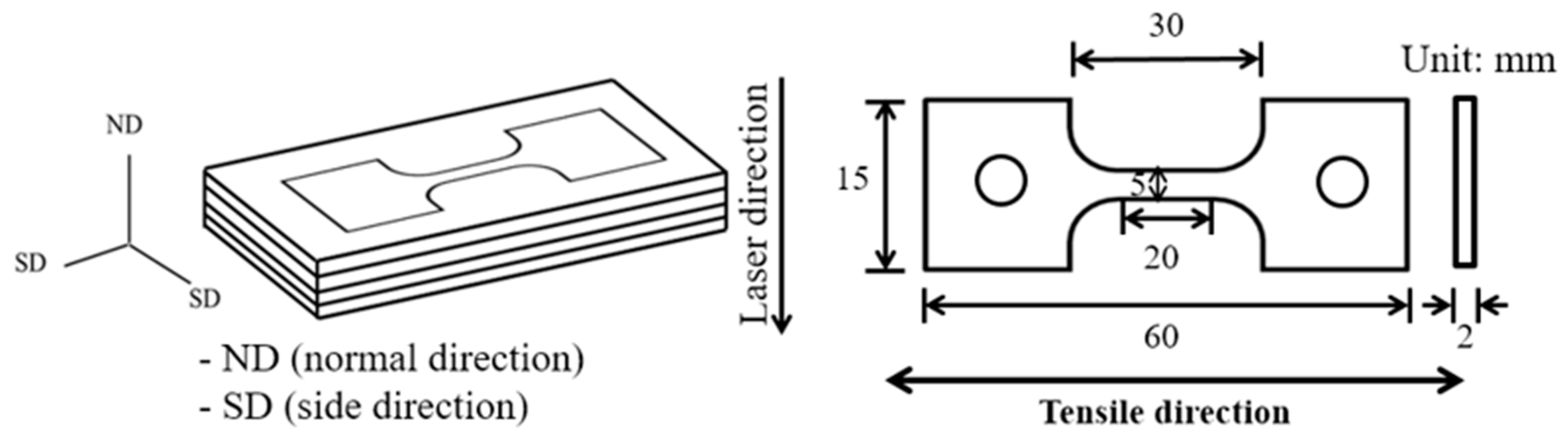
2. Experimental Procedure
3. Results and Discussion
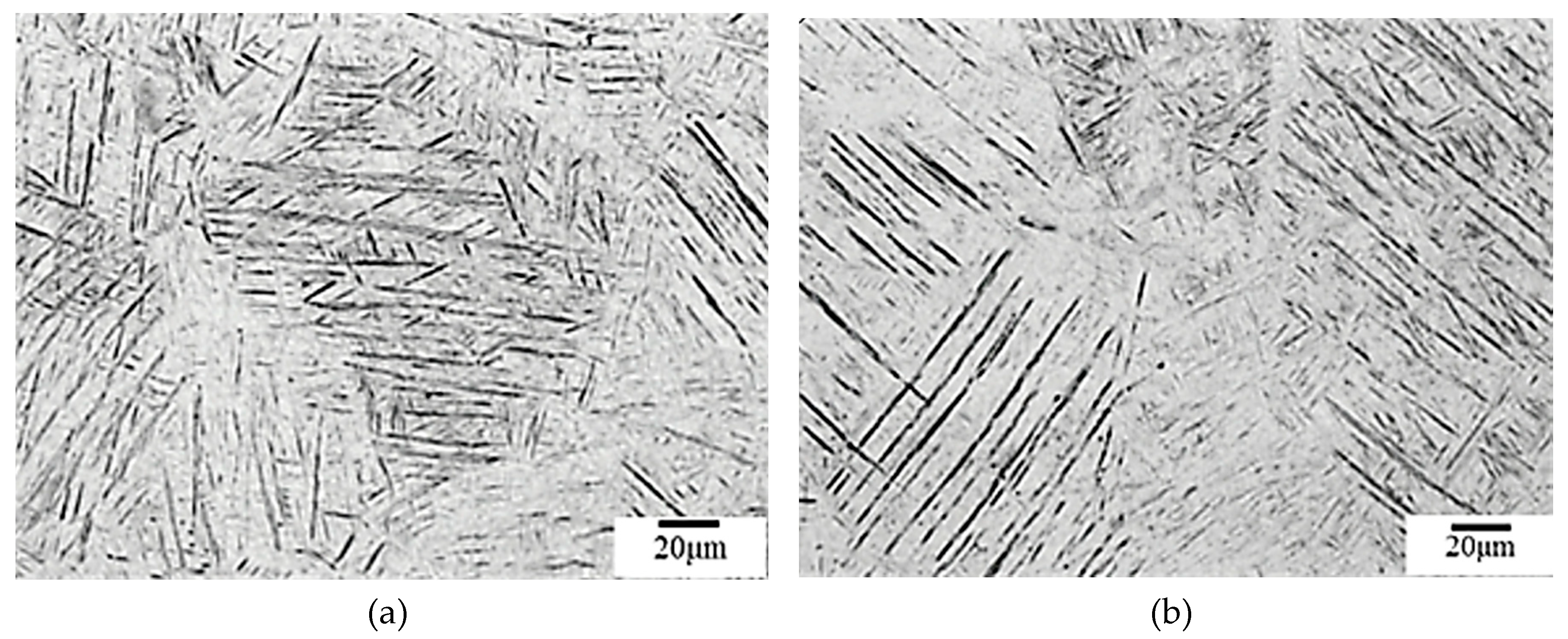
3.1. Microstructures and Phases
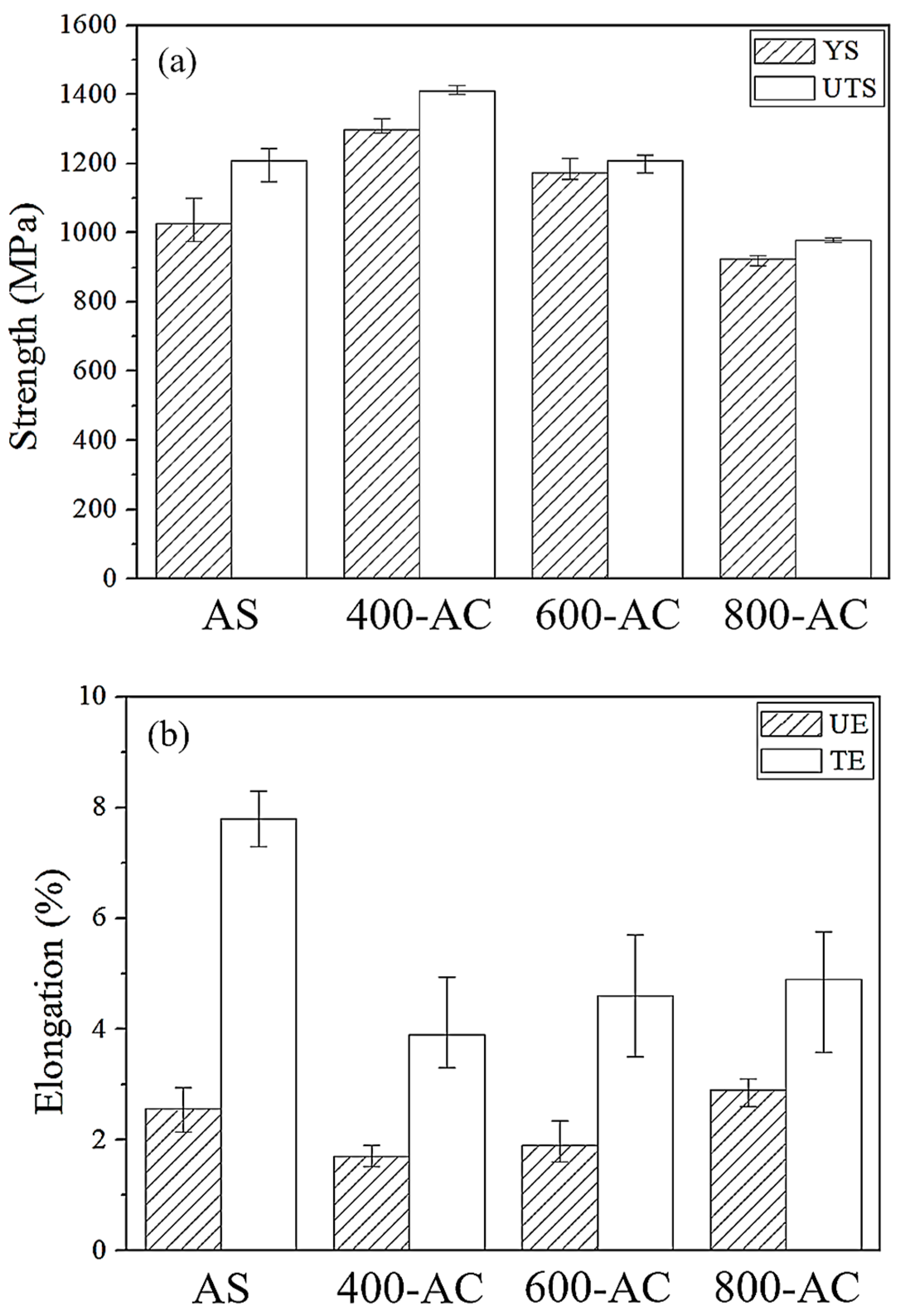
3.2. Mechanical Properties
3.3. Particle Erosion Characteristics and Mechanisms
4. Limitations
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Selective laser melting of Ti6Al4V alloy for biomedical applications: Temperature monitoring and microstructural evolution. J. Alloy Compd. 2014, 583, 404–409. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Liao, H.; Coddet, C. Process parameter selection for selective laser melting of Ti6Al4V based on temperature distribution simulation and experimental sintering. Int. J. Adv. Manuf. Technol. 2012, 61, 967–974. [Google Scholar] [CrossRef]
- Kelly, C.N.; Evans, N.T.; Irvin, C.W.; Chapman, S.C.; Gall, K.; Safranski, D.L. The effect of surface topography and porosity on the tensile fatigue of 3D printed Ti-6Al-4V fabricated by selective laser melting. Mater. Sci. Eng. C 2019, 98, 726–736. [Google Scholar] [CrossRef]
- Ahmadi, M.; Karpat, Y.; Acar, O.; Kalay, Y.E. Microstructure effects on process outputs in micro scale milling of heat treated Ti6Al4V titanium alloys. J. Mater. Process. Tech. 2018, 252, 333–347. [Google Scholar] [CrossRef]
- Oh, S.T.; Woo, K.D.; Kim, J.H.; Kwak, S.M. The Effect of Al and V on Microstructure and Transformation of β Phase during Solution Treatments of Cast Ti-6Al-4V Alloy. Korean J. Met. Mater. 2017, 55, 150–155. [Google Scholar]
- Zhang, Z.X.; Qu, S.J.; Feng, A.H.; Hu, X.; Shen, J. Microstructural mechanisms during multidirectional isothermal forging of as-cast Ti-6Al-4V alloy with an initial lamellar microstructure. J. Alloy Compd. 2019, 773, 277–287. [Google Scholar] [CrossRef]
- Matsumoto, H.; Velay, V. Mesoscale modeling of dynamic recrystallization behavior, grain size evolution, dislocation density, processing map characteristic, and room temperature strength of Ti-6Al-4V alloy forged in the (α + β) region. J. Alloy Compd. 2017, 708, 404–413. [Google Scholar] [CrossRef]
- Khorasani, A.; Gibson, I.; Awan, U.S.; Ghaderi, A. The effect of SLM process parameters on density, hardness, tensile strength and surface quality of Ti-6Al-4V. Addit. Manuf. 2019, 25, 176–186. [Google Scholar] [CrossRef]
- Wang, Z.; Xiao, Z.; Tse, Y.; Huang, C.; Zhang, W. Optimization of processing parameters and establishment of a relationship between microstructure and mechanical properties of SLM titanium alloy. Opt. Laser. Technol. 2019, 112, 159–167. [Google Scholar] [CrossRef]
- Sun, J.; Yang, Y.; Wang, D. Parametric optimization of selective laser melting for forming Ti6Al4V samples by Taguchi method. Opt. Laser. Technol. 2013, 49, 118–124. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Zhang, B.; Liao, H.; Coddet, C. Effects of processing parameters on microstructure and mechanical property of selective laser melted Ti6Al4V. Mater. Design. 2012, 35, 120–125. [Google Scholar] [CrossRef]
- Dai, W.S.; Chen, L.H.; Lui, T.S. A study on SiO2 particle erosion of flake graphite and spheroidal graphite cast irons. Wear 2000, 239, 143–152. [Google Scholar] [CrossRef]
- Cai, F.; Huang, X.; Yang, Q. Mechanical properties, sliding wear and solid particle erosion behaviors of plasma enhanced magnetron sputtering CrSiCN coating systems. Wear 2015, 324–325, 27–35. [Google Scholar] [CrossRef]
- Liou, J.W.; Lui, T.S.; Chen, L.H. SiO2 particle erosion of A356.2 aluminum alloy and the related microstructural changes. Wear 1997, 211, 169–176. [Google Scholar] [CrossRef]
- Hung, F.Y.; Chen, L.H.; Lui, T.S. Phase Transformation of an Austempered Ductile Iron during an Erosion Process. Mater. Trans. 2004, 45, 2981–2986. [Google Scholar] [CrossRef]
- Chen, H.; Xu, C.; Chen, J.; Zhao, H.; Zhang, L.; Wang, Z. Microstructure and phase transformation of WC/Ni60B laser cladding coatings during dry sliding wear. Wear 2008, 264, 487–493. [Google Scholar] [CrossRef]
- Baitimerov, R.M.; Lykov, P.A.; Radionova, L.V.; Akhmedianov, A.M.; Samoilov, S.P. An investigation of high temperature tensile properties of selective laser melted Ti-6Al-4V. In Proceedings of the 3rd International Conference on Progress in Additive Manufacturing (Pro-AM 2018), Nanyang Technological University, Singapore, 14–17 May 2018. [Google Scholar]
- Da Silva, S.L.R.; Kerber, L.O.; Amaral, L.; dos Santos, C.A. X-ray diffraction measurements of plasma-nitrided Ti–6Al–4V. Surf Coat Tech. 1999, 116–119, 342–346. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Metall. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α + β) titanium alloys. Mate. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Do, D.K.; Li, P. The effect of laser energy input on the microstructure, physical and mechanical properties of Ti-6Al-4V alloys by selective laser melting. Virtual Phys. Prototyping 2016, 11, 41–47. [Google Scholar] [CrossRef]
- Tao, P.; Li, H.X.; Huang, B.Y.; Hu, Q.D.; Gong, S.L.; Xu, Q.Y. Tensile behavior of Ti-6Al-4V alloy fabricated by selective laser melting: Effects of microstructures and as-built surface quality. Chin. Foundry 2018, 15, 243–252. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Humbeeck, J.V. Heat treatment of Ti-6Al-4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Bush, R.W.; Brice, C.A. Elevated temperature characterization of electron beam freeform fabricated Ti–6Al–4V and dispersion strengthened Ti–8Al–1Er. Mater. Sci. Eng. A 2012, 554, 12–21. [Google Scholar] [CrossRef]
- Kim, J.; Kim, K.H.; Kwon, D. Evaluation of High-Temperature Tensile Properties of Ti-6Al-4V Using Instrumented Indentation Testing. Met. Mater. Int. 2016, 22, 209–215. [Google Scholar] [CrossRef]
- Sahoo, R.; Mantry, S.; Sahoo, T.K.; Mishra, S.; Jha, B.B. Effect of Microstructural Variation on Erosion Wear Behavior of Ti-6Al-4V Alloy. Tribol. Trans. 2013, 56, 555–560. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | O | N | C | H | Fe | Ti |
|---|---|---|---|---|---|---|---|---|
| wt.% | 6.13 | 3.80 | 0.20 | 0.05 | 0.08 | 0.01 | 0.30 | Bal. |
| Particle Size (μm) | Laser Power (w) | Laser Radius (μm) | Scanning Velocity (mm/s) | Layer Thickness (μm) |
|---|---|---|---|---|
| 15–45 | 170 | 35 | 800 | 30 |
| Sample | Heat Treatment Condition | Room Temperature Tensile Test | High Temperature Tensile Test | Particles Erosion Test |
|---|---|---|---|---|
| AS | - | ✓ | ✓ | ✓ |
| 400-AC | 400 °C/4 h → air cooling | ✓ | - | - |
| 600-AC | 600 °C/4 h → air cooling | ✓ | - | - |
| 800-AC | 800 °C/4 h → air cooling | ✓ | - | ✓ |
| Test Specimen | YS (MPa) | UTS (MPa) | UE (%) | TE (%) |
|---|---|---|---|---|
| AS | 1025 | 1210 | 2.6 | 7.8 |
| 400-AC | 1300 | 1410 | 1.7 | 3.9 |
| 600-AC | 1175 | 1210 | 1.9 | 4.6 |
| 800-AC | 925 | 980 | 2.9 | 4.9 |
| Test Specimen | YS (MPa) | UTS (MPa) | UE (%) | TE (%) |
|---|---|---|---|---|
| AS | 1025 | 1210 | 2.6 | 7.8 |
| 250 °C | 1000 | 1203 | 3.1 | 9.7 |
| 300 °C | 923 | 1102 | 3.3 | 9.6 |
| 350 °C | 873 | 1107 | 4.3 | 9.8 |
| 400 °C | 839 | 1016 | 2.8 | 7.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.-R.; Hung, F.-Y.; Lui, T.-S.; Wu, Y.-L. The Relationship of Fracture Mechanism between High Temperature Tensile Mechanical Properties and Particle Erosion Resistance of Selective Laser Melting Ti-6Al-4V Alloy. Metals 2019, 9, 501. https://doi.org/10.3390/met9050501
Zhao J-R, Hung F-Y, Lui T-S, Wu Y-L. The Relationship of Fracture Mechanism between High Temperature Tensile Mechanical Properties and Particle Erosion Resistance of Selective Laser Melting Ti-6Al-4V Alloy. Metals. 2019; 9(5):501. https://doi.org/10.3390/met9050501
Chicago/Turabian StyleZhao, Jun-Ren, Fei-Yi Hung, Truan-Sheng Lui, and Yu-Lin Wu. 2019. "The Relationship of Fracture Mechanism between High Temperature Tensile Mechanical Properties and Particle Erosion Resistance of Selective Laser Melting Ti-6Al-4V Alloy" Metals 9, no. 5: 501. https://doi.org/10.3390/met9050501
APA StyleZhao, J.-R., Hung, F.-Y., Lui, T.-S., & Wu, Y.-L. (2019). The Relationship of Fracture Mechanism between High Temperature Tensile Mechanical Properties and Particle Erosion Resistance of Selective Laser Melting Ti-6Al-4V Alloy. Metals, 9(5), 501. https://doi.org/10.3390/met9050501