Isothermal Kinetic Mechanism of Coke Dissolving in Hot Metal




Abstract
1. Introduction
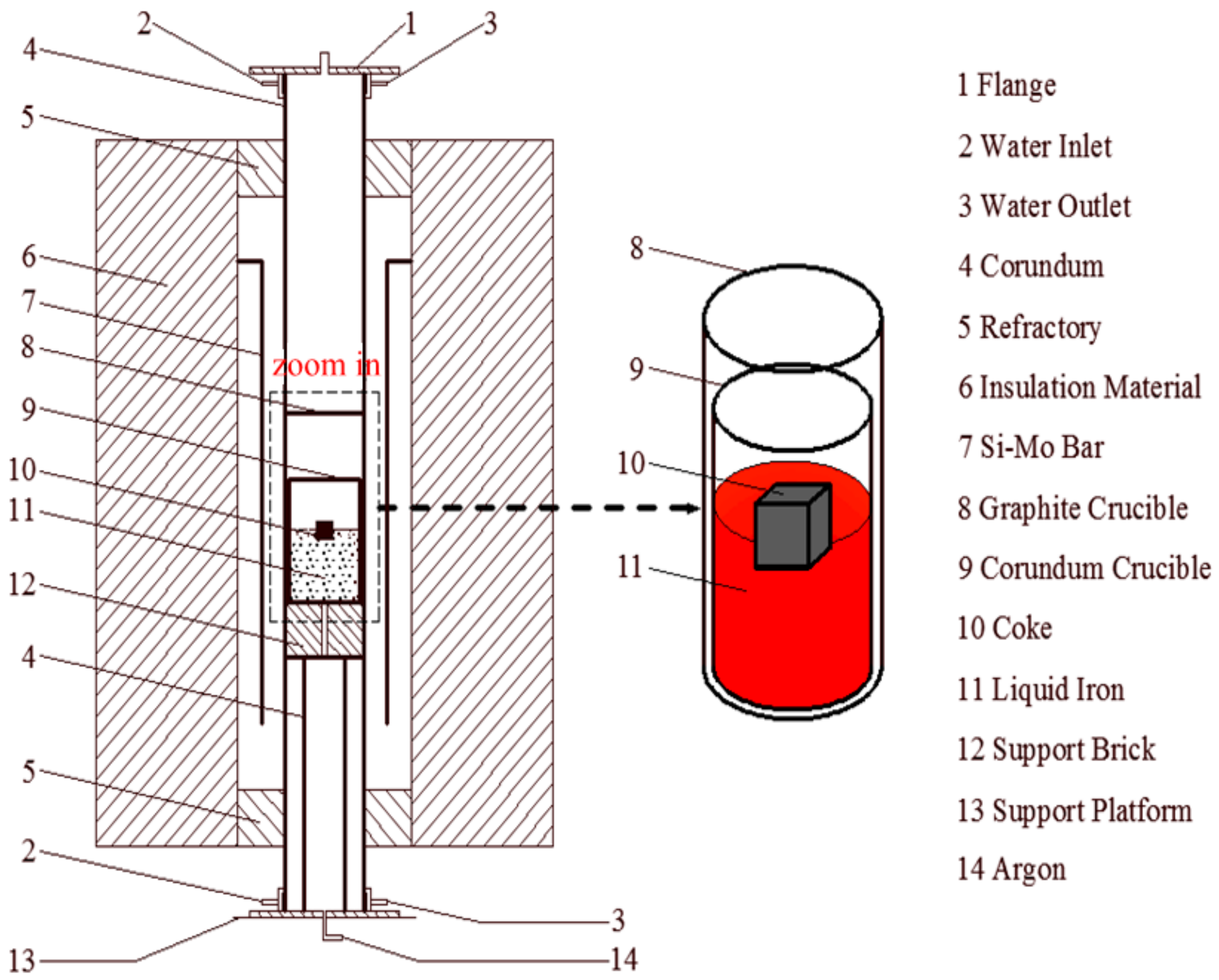
2. Material and Methods
3. Kinetic Model
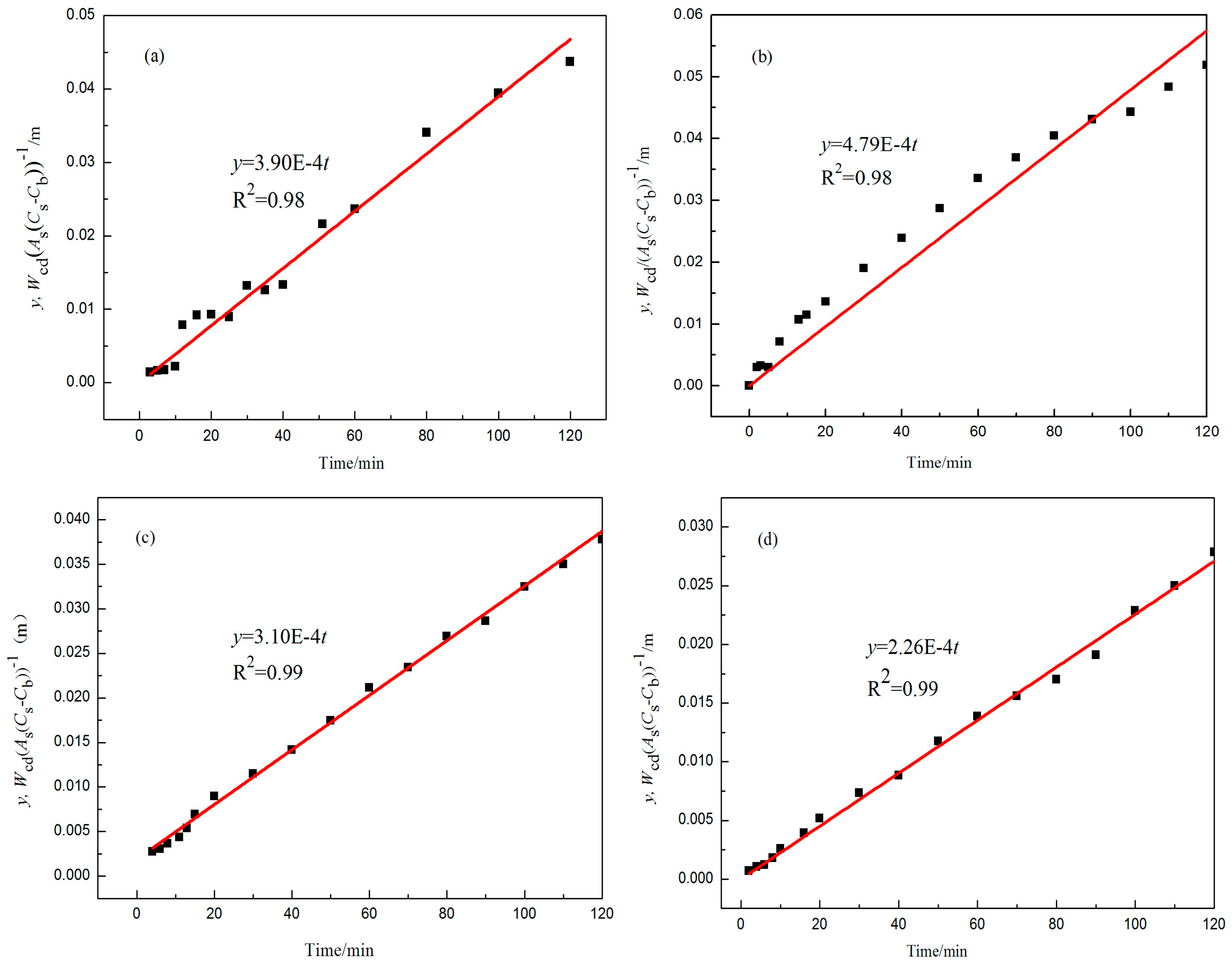
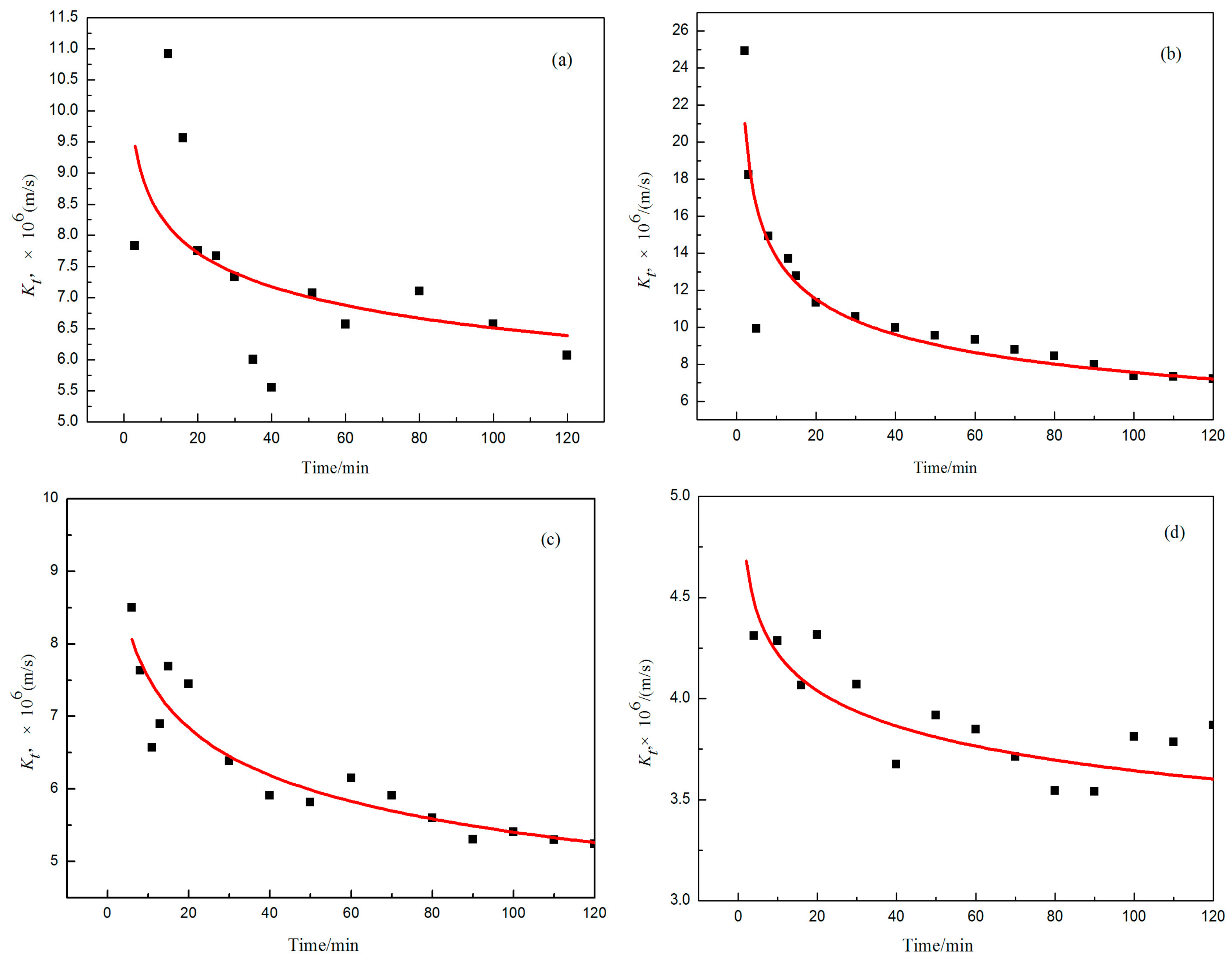
4. Results and Discussion
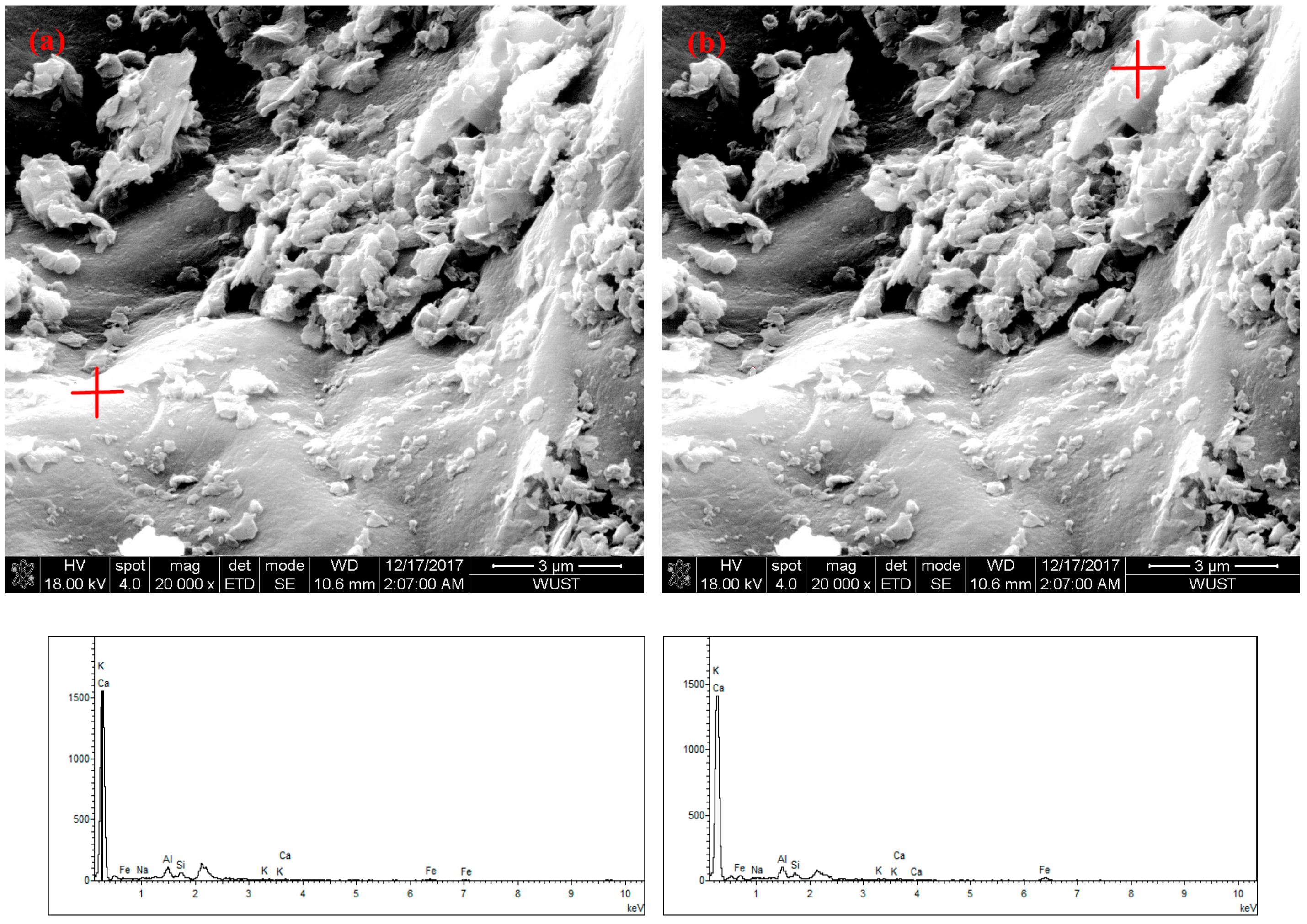
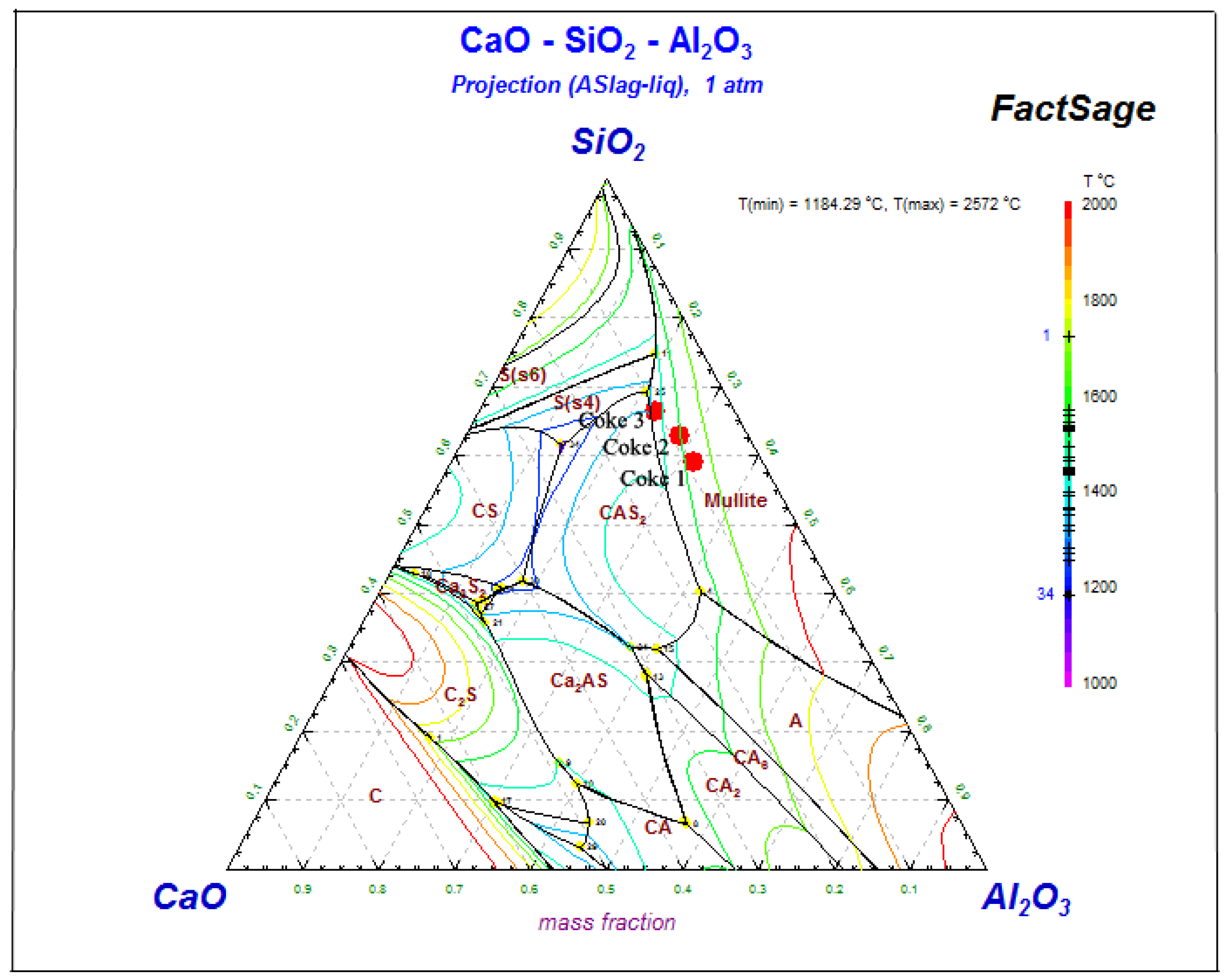
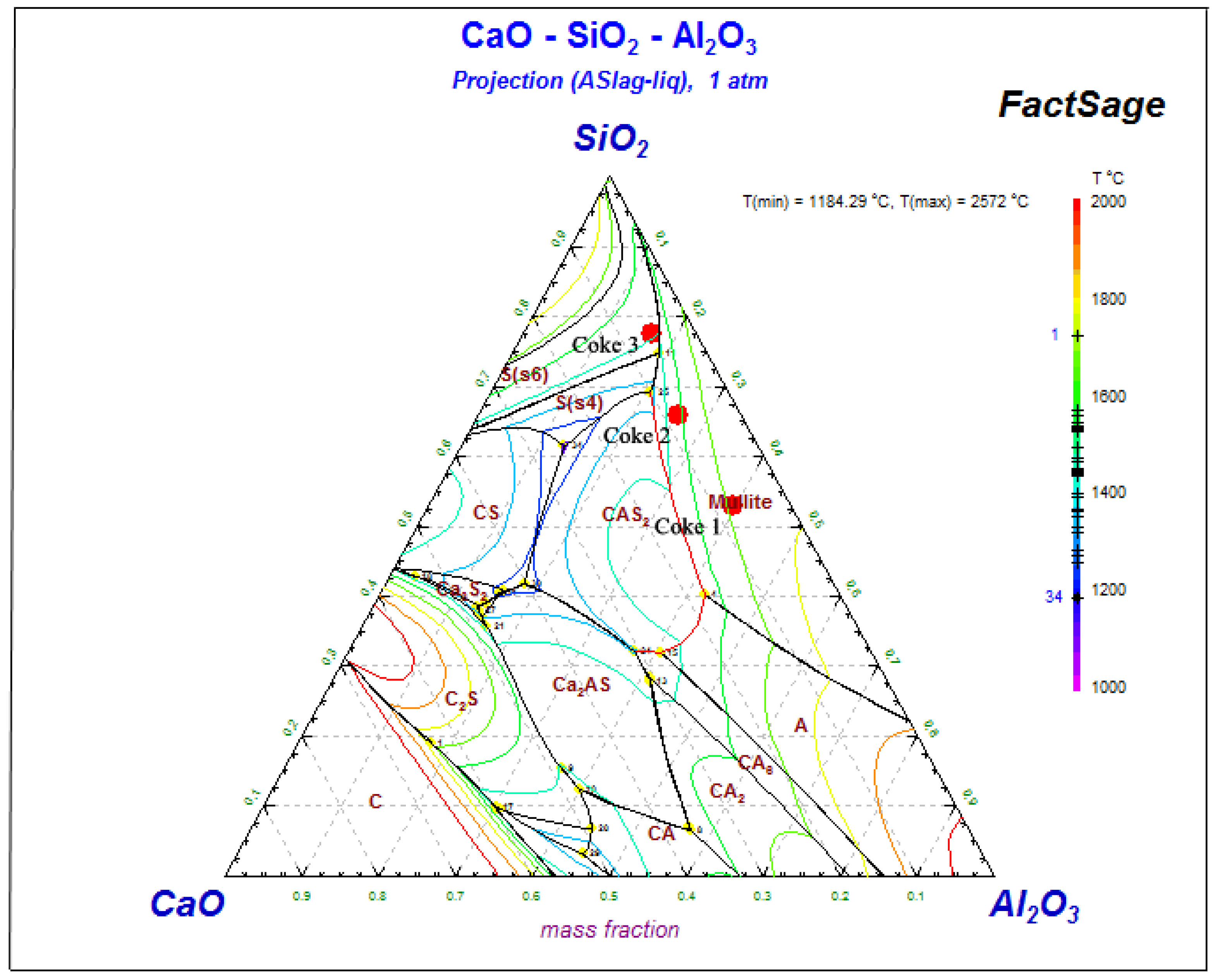
4.1. Effect of Ash Composition on the Dissolution Rate
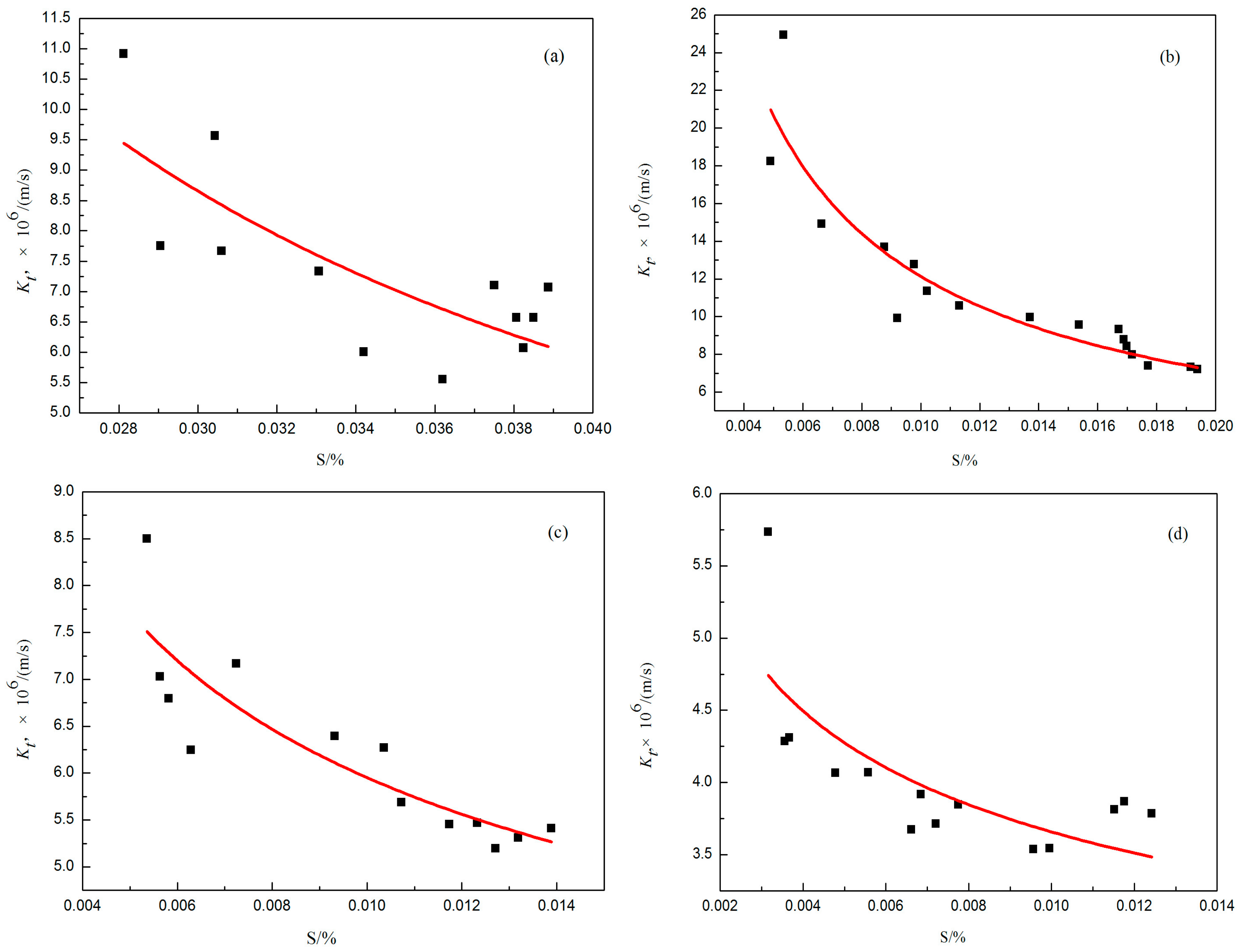
4.2. Effect of Sulfur on the Dissolution Rate
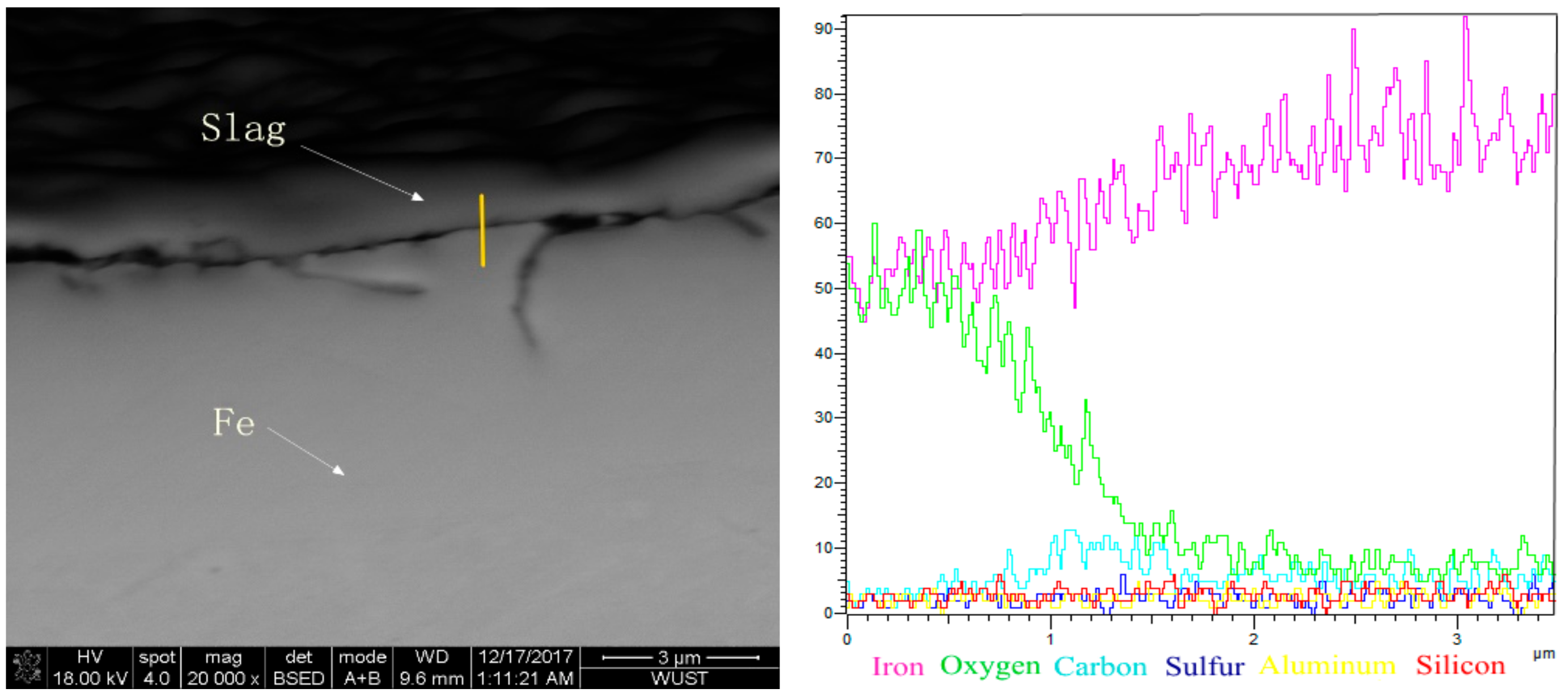
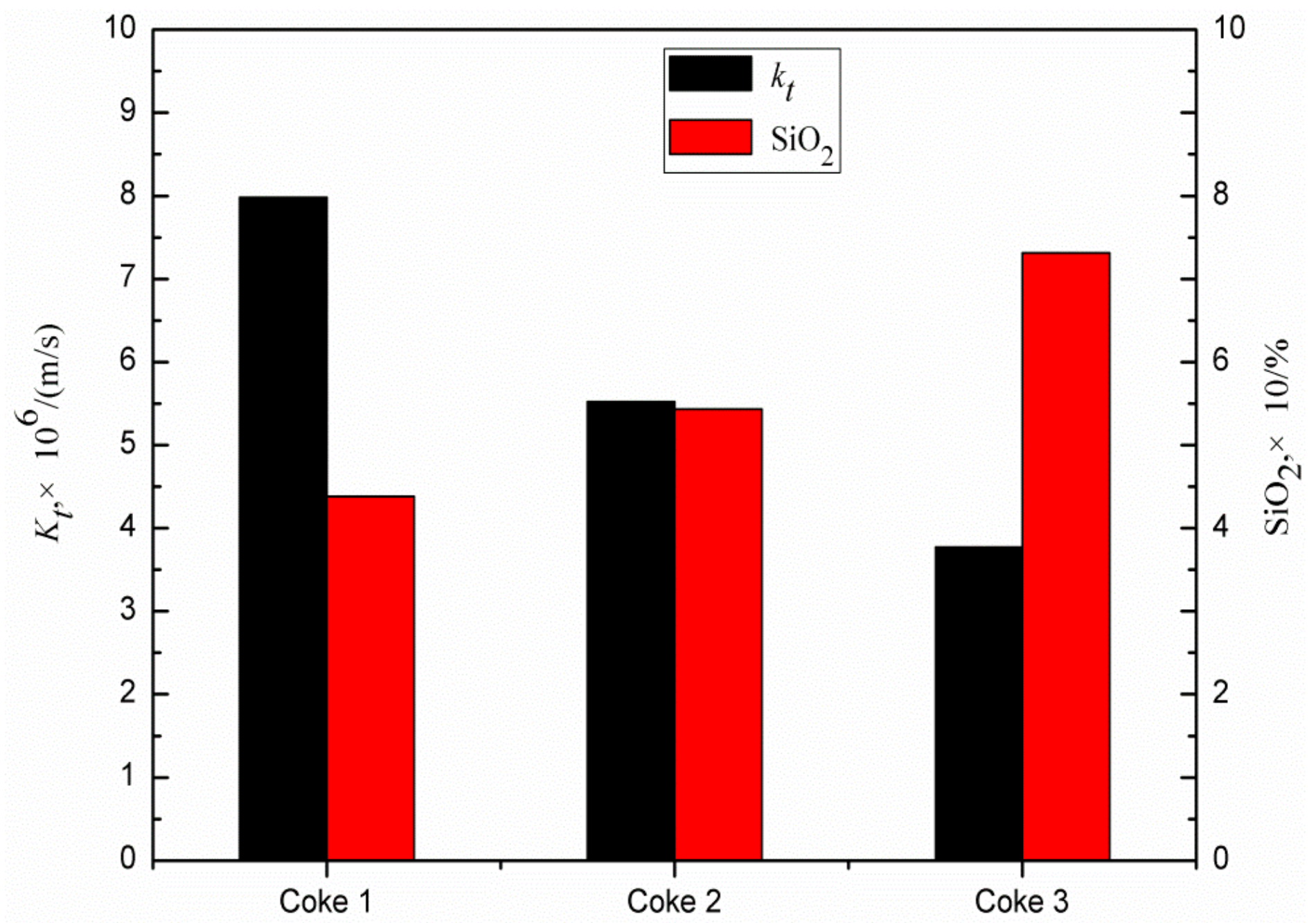
4.3. Effect of Silicon (SiO2) on the Dissolution Rate
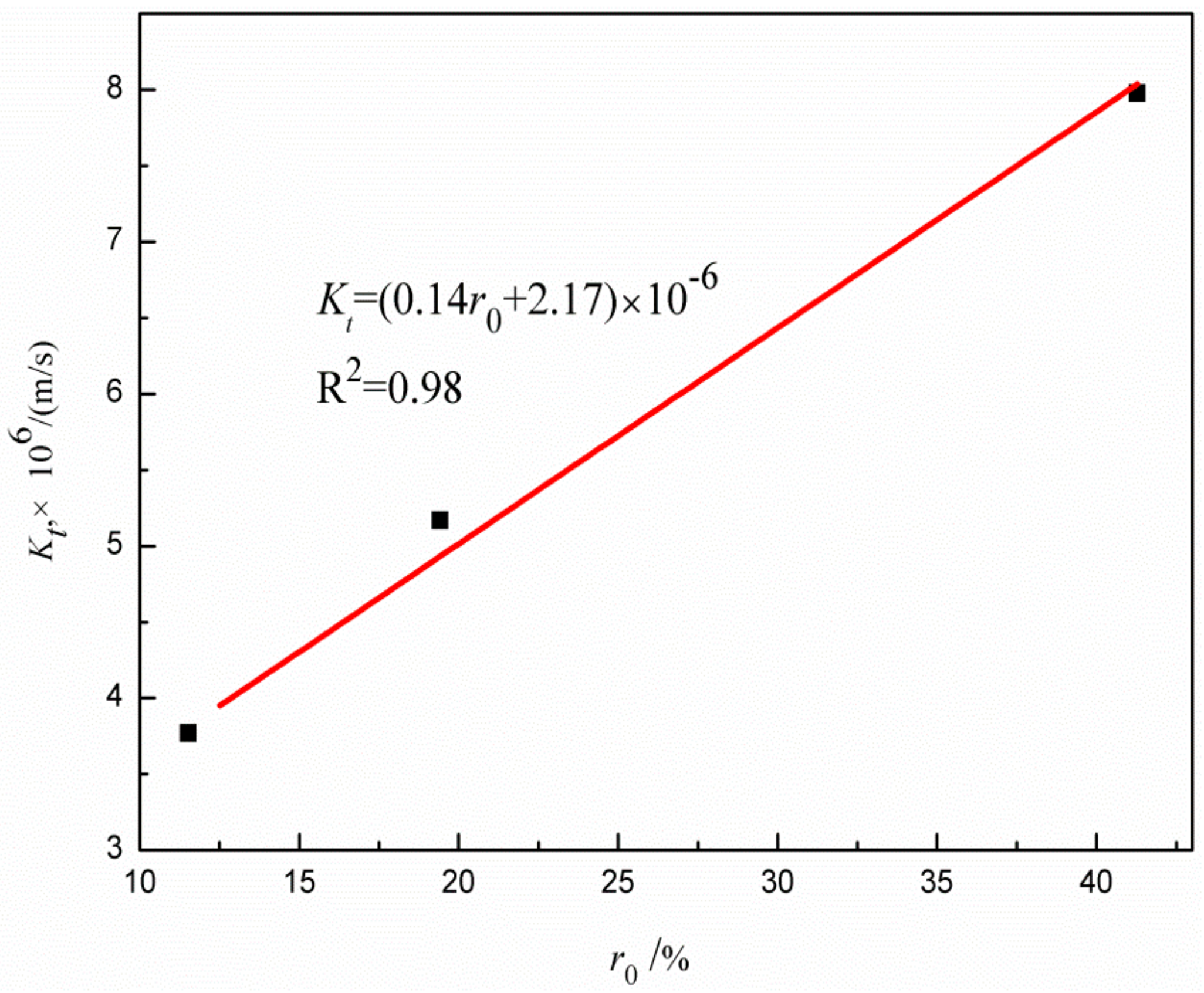
4.4. Effect of Graphitization Degree on the Dissolution Rate
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhou, Y.S.; Qian, H.; Zhang, Y.P.; Feng, H.T. Development Direction and Strategy of Non-Blast Furnace Ironmaking Technology; World Steel: Brussels, Belgium, 2009; pp. 1–8. [Google Scholar]
- Qin, M.S. Non-Blast Furnace Ironmaking (Direct Reduction and Smelting Reduction); Metallurgical Industry Press: Beijing, China, 1988; pp. 1–178. [Google Scholar]
- Tang, E.; Zhou, Q.; Zhai, X.H.; Ruan, J.B. Non-blast furnace ironmaking technology suitable for the development of China. Iron Smelt. 2007, 26, 59–62. [Google Scholar]
- Chu, M.S.; Zhao, Q.J. Chinese development status and Prospect of non-blast furnace ironmaking. Chin. Metall. 2008, 18, 1–9. [Google Scholar]
- Ma, X.X. Status and Development of Direct Reduction Iron in the World. Available online: http://www.cnki.com.cn/Article/CJFDTotal-YJGL200602013.htm (accessed on 1 February 2006).
- Markotić, A.; Dolić, N.; Trujić, V. State of the direct reduction and reduction smelting processes. J. Min. Metall. 2002, 38, 123–141. [Google Scholar] [CrossRef]
- Liu, S.L.; Bai, C.G. Progress and prospect of direct reduction technology. J. Iron Steel Res. 2011, 23, 1. [Google Scholar] [CrossRef]
- Fan, X.H.; Qiu, G.Z.; Jiang, T.; Zhu, D.Q.; Huang, Z.C.; Xu, J.C. The present situation and development prospect of direct reduction iron production in China. Ironmaking 2002, 21, 53–55. [Google Scholar]
- Gojic, M.; Kozuh, S. Development of direct reduction process and smelting reduction processes for the steel production. Kem. U Ind. 2006, 55, 1338–1341. [Google Scholar]
- Dong, F.K. Smelting Reduction Process and Development. Available online: http://www.cnki.com.cn/Article/CJFDTotal-DTSJ201411200.htm (accessed on 20 November 2014).
- Jouhari, A.K. Smelting Reduction Technologies for Direct Ironmaking. Miner. Process. Extr. Metall. Rev. 1993, 12, 223–255. [Google Scholar]
- Wang, W.; Dai, B.; Xu, R.; Schenk, J.; Wang, J.; Xue, Z. The Effect of H2O on the Reactivity and Microstructure of Metallurgical Coke. Steel Res. Int. 2017, 88, e201700063. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, J.H.; Xue, Z.L. Exergy analyses of the oxygen blast furnace with top gas recycling process. Energy 2017, 121, 135–146. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, J.H.; Xue, Z.L.; Zou, Z.; Qi, Y. Unsteady analyses of the top gas recycling oxygen blast furnace. ISIJ Int. 2016, 56, 1358–1367. [Google Scholar] [CrossRef]
- Zhang, W.; Xue, Z.L.; Zhang, J.H.; Wang, W.; Cheng, C.; Zou, Z. Medium Oxygen Enriched Blast Furnace with Top Gas Recycling Strategy. J. Iron Steel Res. Int. 2017, 24, 778–786. [Google Scholar] [CrossRef]
- Mou, H.Y. Development of new process of smelting reduction ironmaking. Iron Steel 1992, 2, 59–64. [Google Scholar]
- Du, T. Research and development of smelting reduction technology in China. Iron Steel 1993, 9, 82–85. [Google Scholar]
- Zhou, Y.S. Review of current development of coal-based smelting reduction ironmaking process. Iron Steel 2005, 11, 1–8. [Google Scholar]
- Goodman, N.; Dry, R. HIsmelt Plant Ramp-Up. In Proceedings of the International Congress on the Science and Technology of Ironmaking, Shanghai, China, 20–22 October 2009; pp. 1228–1233. [Google Scholar]
- Gong, S.S.; Dai, X.; Zhang, W.H. Study on non-blast furnace flash iron smelting. Non Ferr. Metall. Des. Res. 2015, 36, 34–35. [Google Scholar]
- Song, X.M.; Xia, M. Flash iron technology. In Proceedings of the 2014 Annual Conference on Non-blast furnace Ironmaking, The Chinese Society for Metals, Suzhou, China, 23 April 2015. [Google Scholar]
- Yuan, Z.X.; Sohn, H.Y.; Olivas-Martinez, M. Re-oxidation kinetics of flash-reduced iron particles in H2-H2O (g) atmosphere relevant to a novel flash ironmaking process Metall. Mater. Trans. B 2013, 44B, 1520–1530. [Google Scholar] [CrossRef]
- Sohn, H.Y.; Mohassab, Y. Development of a novel flash ironmaking technology with greatly reduced energy consumption and CO2 emission. J. Sustain. Metall. 2016, 2, 216–227. [Google Scholar] [CrossRef]
- Wang, X.L. Iron and Steel Metallurgy; Metallurgical Industry Press: Beijing, China, 2000; pp. 1–279. [Google Scholar]
- Mourao, M.B.; Murthy, G.G.K.; Elliott, J.F. Experimental investigation of dissolution rates of carbonaceous materials in liquid iron-carbon melts. Metall. Mater. Trans. B 1993, 24, 629–637. [Google Scholar] [CrossRef]
- Cham, S.T.; Sahajwalla, V.; Sakurovs, R.; Sun, H.; Dubikova, M. Factors influencing carbon dissolution from cokes into liquid iron. ISIJ Int. 2004, 44, 1835–1841. [Google Scholar] [CrossRef]
- Huang, X.H. Iron and Steel Metallurgy Principle, 4th ed.; Metallurgical Industry Press: Beijing, China, 2013; pp. 132–147. [Google Scholar]
- Orsten, S.; Oeters, F. Process Technology Conference Proceedings; Institute for Scientific Information: Philadelphia, PA, USA, 1986; Volume 6, pp. 143–155. [Google Scholar]
- Sun, H. Factors influencing dissolution of carbonaceous materials in liquid iron. Metall. Mater. Trans. B 2005, 36, 893. [Google Scholar] [CrossRef]
- Wu, C.; Sahajwalla, V. Dissolution rates of coals and graphite in Fe-C-S melts in direct ironmaking: Dependence of carbon dissolution rate on carbon structure. Metall. Mater. Trans. B 2000, 31, 215–216. [Google Scholar] [CrossRef]
- Wu, C.; Wiblen, R.; Sahajwalla, V. Influence of ash on mass transfer and interfacial reaction between natural graphite and liquid iron. Metall. Mater. Trans. B 2000, 31, 1099–1104. [Google Scholar] [CrossRef]
- Jang, D.; Kim, Y.; Shin, M.; Lee, J. Kinetics of Carbon Dissolution of Coke in Molten Iron. Metall. Mater. Trans. B 2012, 43, 1308–1314. [Google Scholar] [CrossRef]
- Chapman, M.W.; Monaghan, B.J.; Nightingale, S.A.; Mathieson, J.G.; Nightingale, R.J. Formation of a Mineral Layer during Coke Dissolution into Liquid Iron and Its Influence on the Kinetics of Coke Dissolution Rate. Metall. Mater. Trans. 2008, 39, 418–430. [Google Scholar] [CrossRef]
- Tsuey, C.S.; Khanna, R.; Sahajwalla, V.; Sakurovs, R.; French, D. Influence of Mineral Matter on Carbon Dissolution from Metallurgical Coke into Molten Iron: Interfacial Phenomena. ISIJ Int. 2009, 49, 1860–1867. [Google Scholar]
- Liang, N.; Wu, K.; Sun, C.; Zhan, W.; Pang, Q.; Zhang, J.; He, Z.; University of Science and Technology Beijing. University of Science and Technology Beijing; Liaoning University of Science and Technology. Effect of blast furnace coke graphitizing its high temperature metallurgical properties. Metall. Energy 2018, 37, 29–33. [Google Scholar]
- Duan, K.H.; Cao, Q.Y.; Bu, J.Y.; Yang, Z.L. Correlation Analysis on Coke Reaction Indexing and Coke Strength after Reaction towards Degree of Graphitization. Kunming Iron Steel Technol. 2009, 4, 32–36. [Google Scholar]
- Zhang, S.F.; Peng, H.J.; Zhang, X.; Liu, W.; Wen, L.I.; Qiu, G. Structure characterization and metallurgical properties of the chars formed by devolatilization of lump coals. Fuel Process. Technol. 2015, 129, 174–182. [Google Scholar] [CrossRef]
- Nabais, J.M.; Laginhas, C.E.; Carrott, P.J.; Carrott, M.R. Production of activated carbons from almond shell. Fuel Process. Technol. 2011, 92, 234–240. [Google Scholar] [CrossRef]
- Li, K.; Zhang, J.; Liu, Y.; Barati, M.; Liu, Z.; Zhong, J.; Su, B.; Wei, M.; Wang, G.; Yang, T. Graphitization of coke and its interaction with slag in the hearth of a blast furnace. Metall. Mater. Trans. B 2016, 47, 811–818. [Google Scholar] [CrossRef]
- Deng, S.Q. Study on Carbon Behavior in Molten Iron. Available online: http://www.cqvip.com/qk/95175X/199703/2730778.html (accessed on 27 March 1997).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | FeO | MFe | TFe | Sulfur Compounds | Insoluble Matter |
|---|---|---|---|---|---|
| Reduced iron powder | 4.76 | 94.11 | 97.81 | ≤0.06 | ≤0.1 |
| Material | Fe | Al | Si | S | Cu | Mn | P |
|---|---|---|---|---|---|---|---|
| Electrolytic iron | 99.95 | 0.026 | 0.002 | 0.011 | 0.004 | 0.001 | 0.001 |
| Samples | C | Ad | Vd | S | H2O |
|---|---|---|---|---|---|
| Coke 1 | 85.32 | 13.74 | 0.94 | 0.35 | 0.05 |
| Coke 2 | 83.82 | 13.18 | 2.58 | 0.72 | 0.98 |
| Coke 3 | 85.88 | 12.99 | 1.13 | 0.30 | 0.87 |
| Samples | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O |
|---|---|---|---|---|---|---|
| Coke 1 | 49.84 | 37.15 | 4.34 | 6.98 | 1.24 | 0.38 |
| Coke 2 | 55.30 | 21.66 | 7.42 | 6.72 | 3.76 | 0.58 |
| Coke 3 | 73.14 | 16.01 | 4.44 | 5.35 | 0.34 | 1.42 |
| Samples | Material | T/K | R/% | /g | t/min | Wcd/g | |
|---|---|---|---|---|---|---|---|
| Coke 1 | reduced iron powder | 1873 | 96.22 | 0 | 120 | 8.85 | 5.48 |
| Coke 1 | reduced iron powder | 1873 | 96.22 | 7.5 | 120 | 9.61 | 6.50 |
| Coke 1 | electrolytic iron | 1873 | 99.95 | 0 | 120 | 10.55 | 7.98 |
| Coke 2 | electrolytic iron | 1873 | 99.95 | 0 | 120 | 8.15 | 5.17 |
| Coke 3 | electrolytic iron | 1873 | 99.95 | 0 | 120 | 8.91 | 3.77 |
| At a Point Average | Elemental Analysis (wt pct) | ||||||||||
| Fe | Al | Si | Ca | K | Na | P | |||||
| Coke 1 | 35.68 | 18.12 | 31.25 | 7.28 | 3.36 | 2.13 | - | ||||
| Coke 2 | 36.56 | 17.02 | 33.56 | 7.36 | 2.84 | 1.76 | - | ||||
| Coke 3 | 37.25 | 17.07 | 35.45 | 8.24 | 2.18 | 1.84 | - | ||||
| At a Point Average | Oxide, Estimated Using Elemental Analysis (wt pct) | ||||||||||
| Al2O3 | CaO | SiO2 | K2O | Na2O | P2O5 | ||||||
| Coke 1 | 28.22 | 8.54 | 57.50 | 3.36 | 2.38 | - | |||||
| Coke 2 | 26.85 | 8.61 | 59.70 | 2.84 | 2.00 | - | |||||
| Coke 3 | 22.27 | 9.63 | 63.26 | 2.86 | 1.98 | - | |||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Hua, F.; Dai, J.; Xue, Z.; Ma, G.; Li, C. Isothermal Kinetic Mechanism of Coke Dissolving in Hot Metal. Metals 2019, 9, 470. https://doi.org/10.3390/met9040470
Zhang W, Hua F, Dai J, Xue Z, Ma G, Li C. Isothermal Kinetic Mechanism of Coke Dissolving in Hot Metal. Metals. 2019; 9(4):470. https://doi.org/10.3390/met9040470
Chicago/Turabian StyleZhang, Wei, Fubo Hua, Jing Dai, Zhengliang Xue, Guojun Ma, and Chengzhi Li. 2019. "Isothermal Kinetic Mechanism of Coke Dissolving in Hot Metal" Metals 9, no. 4: 470. https://doi.org/10.3390/met9040470
APA StyleZhang, W., Hua, F., Dai, J., Xue, Z., Ma, G., & Li, C. (2019). Isothermal Kinetic Mechanism of Coke Dissolving in Hot Metal. Metals, 9(4), 470. https://doi.org/10.3390/met9040470