Characterisation and Performance Optimisation of WC-MC/M(C,N)-Co Hardmetals †



Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Model Alloy and Hardmetal Preparation
2.2. Hot Pressing
2.3. Characterisation
2.3.1. Metallography, Hardness, Fracture Toughness and Magnetic Data
2.3.2. SEM and WDS-EPMA
2.3.3. DTA
2.3.4. Thermal Conductivity
3. Results and Discussion
3.1. The Composition of the Binder Phase and of the MC/M(C,N) Hard Phase
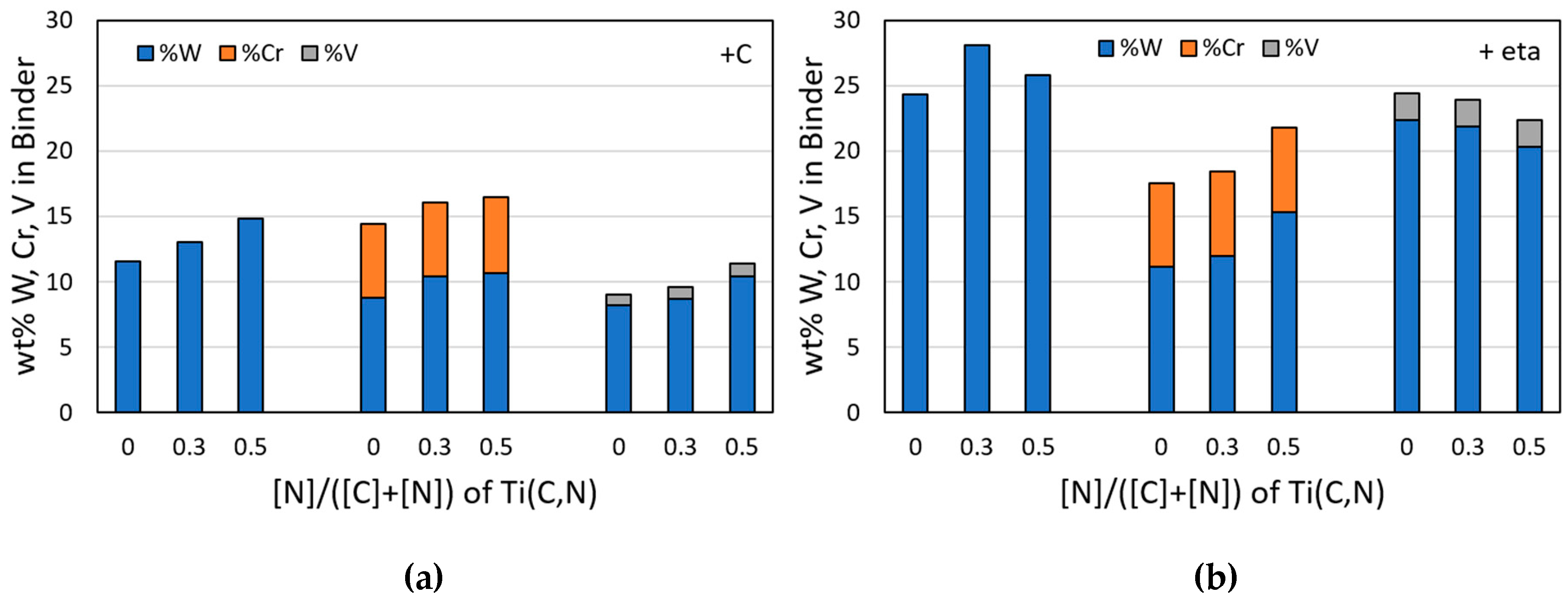
3.1.1. Binder Phase
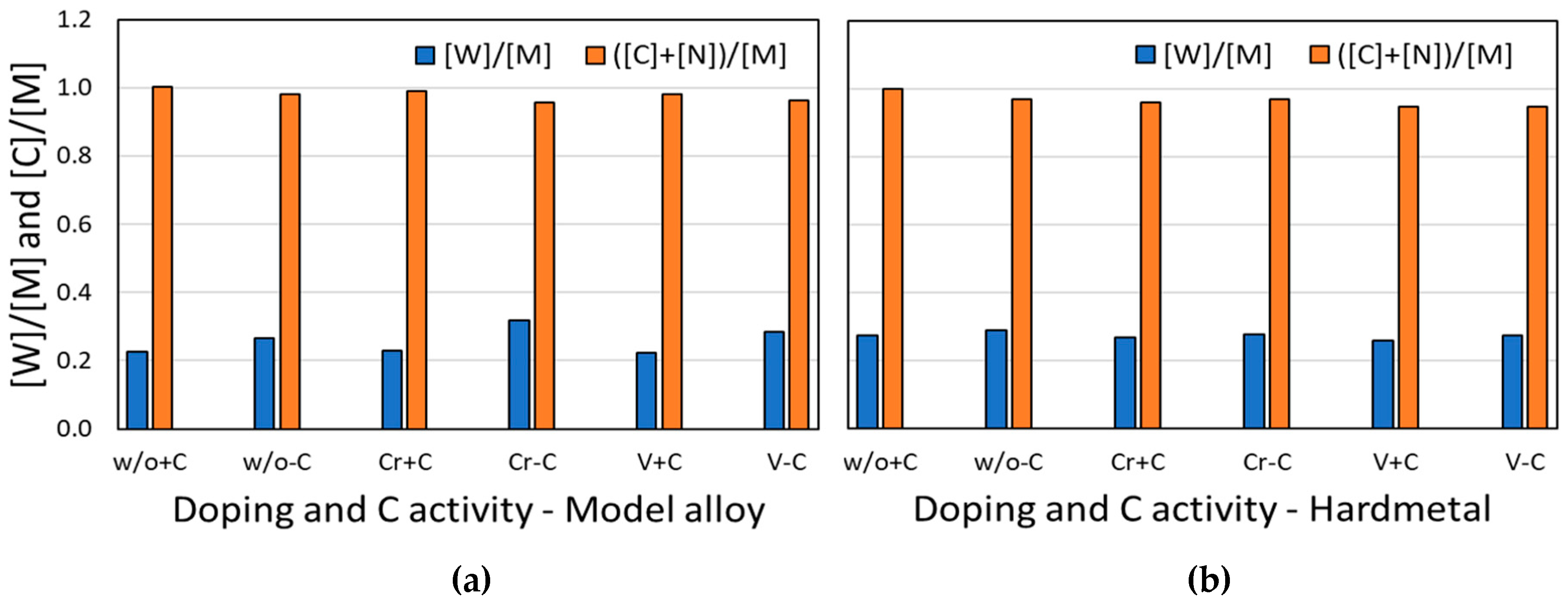
3.1.2. MC/M(C,N) Hard Phase
3.2. Properties of the MC/M(C,N) Phase
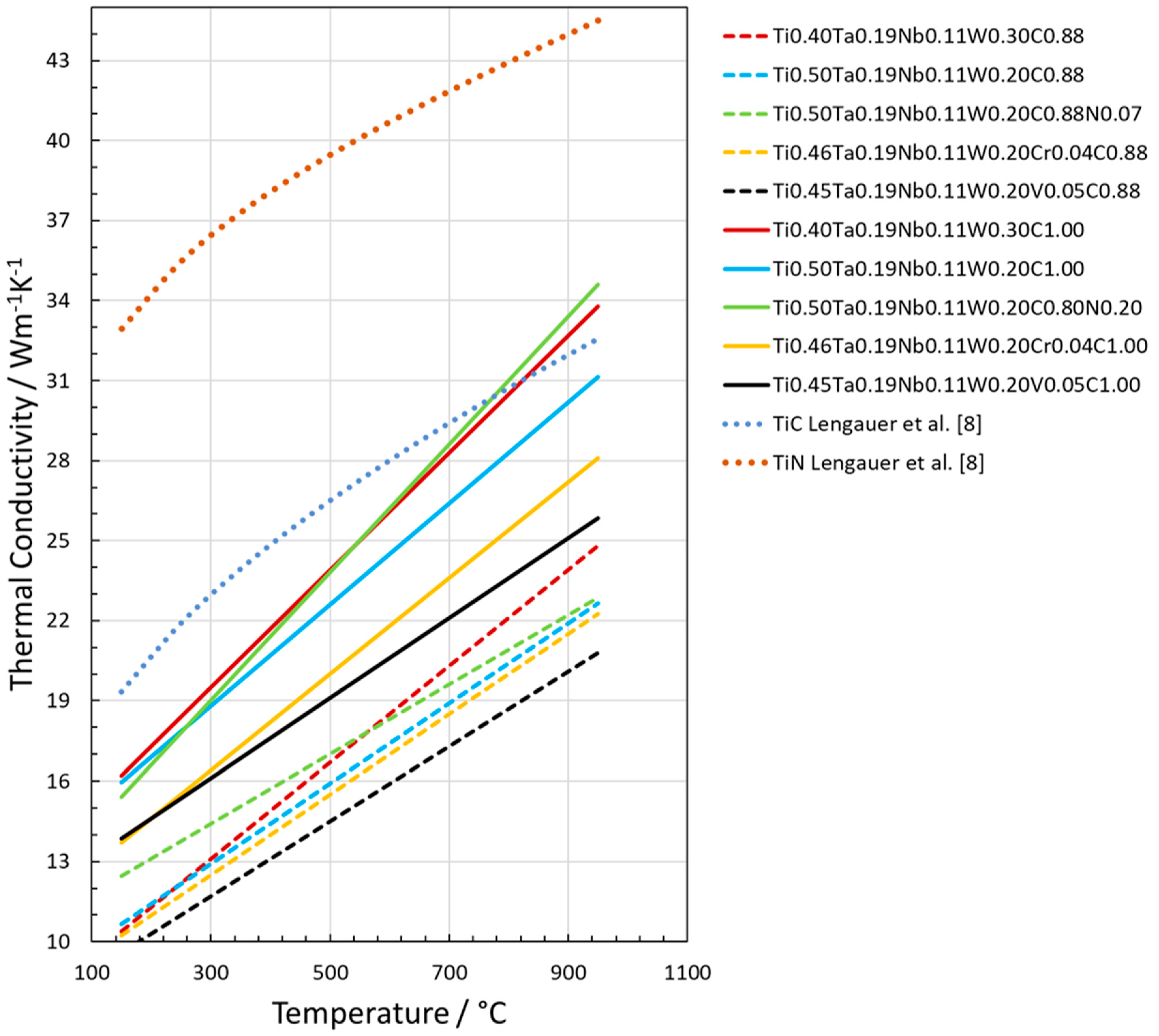
Heat Conductivity
3.3. Properties of Hardmetals
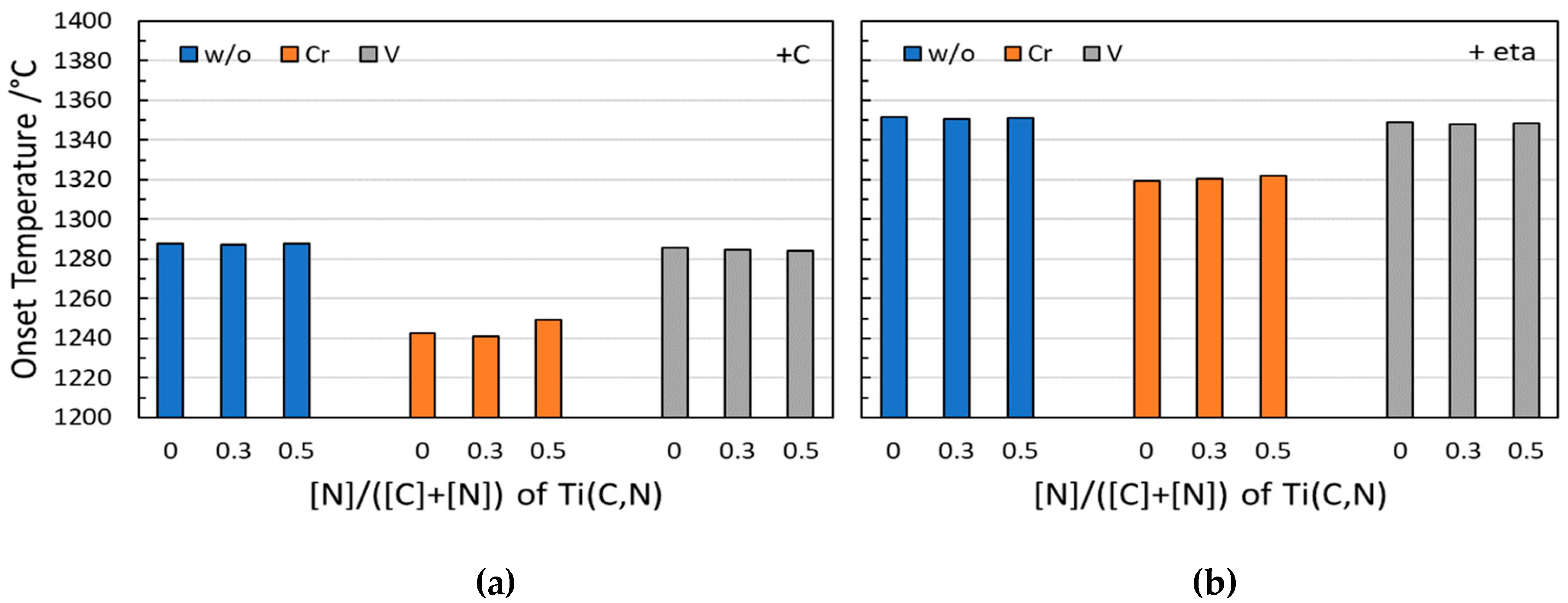
3.3.1. Liquid Phase Formation Temperature
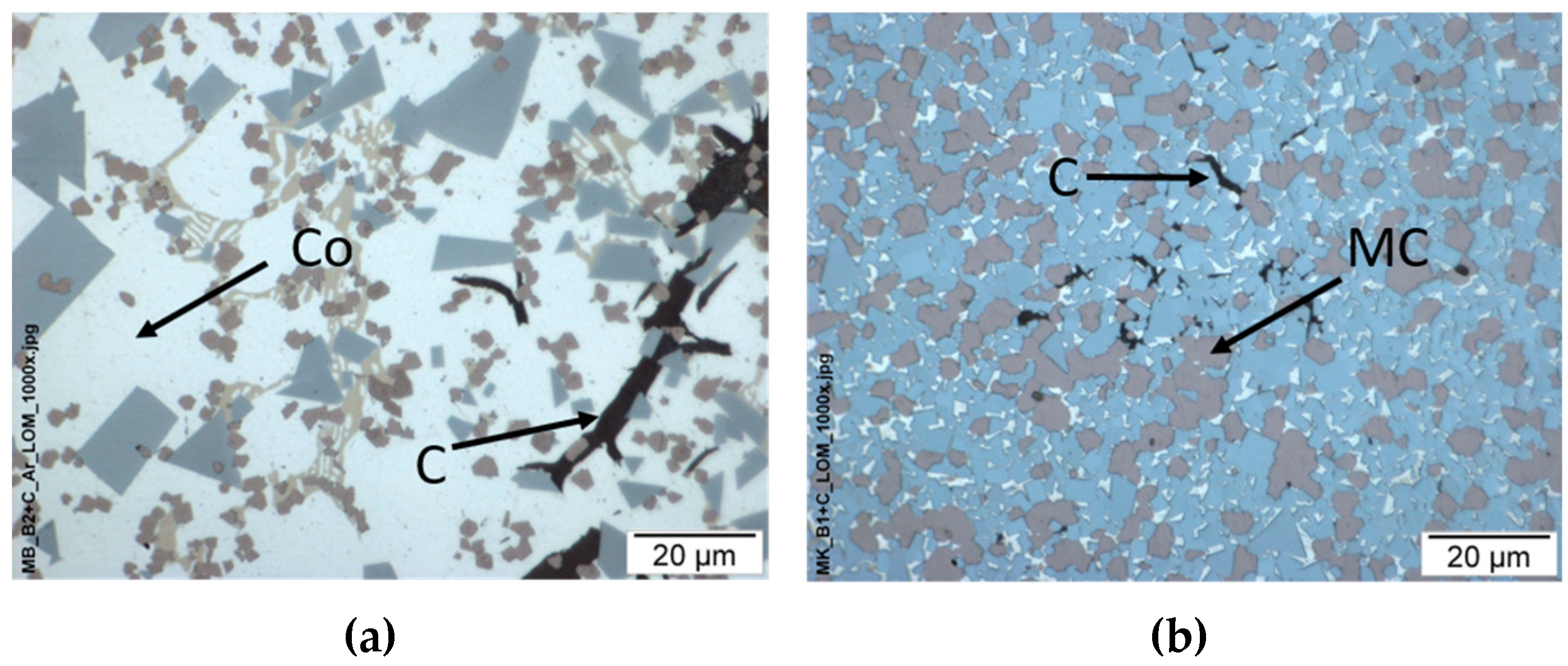
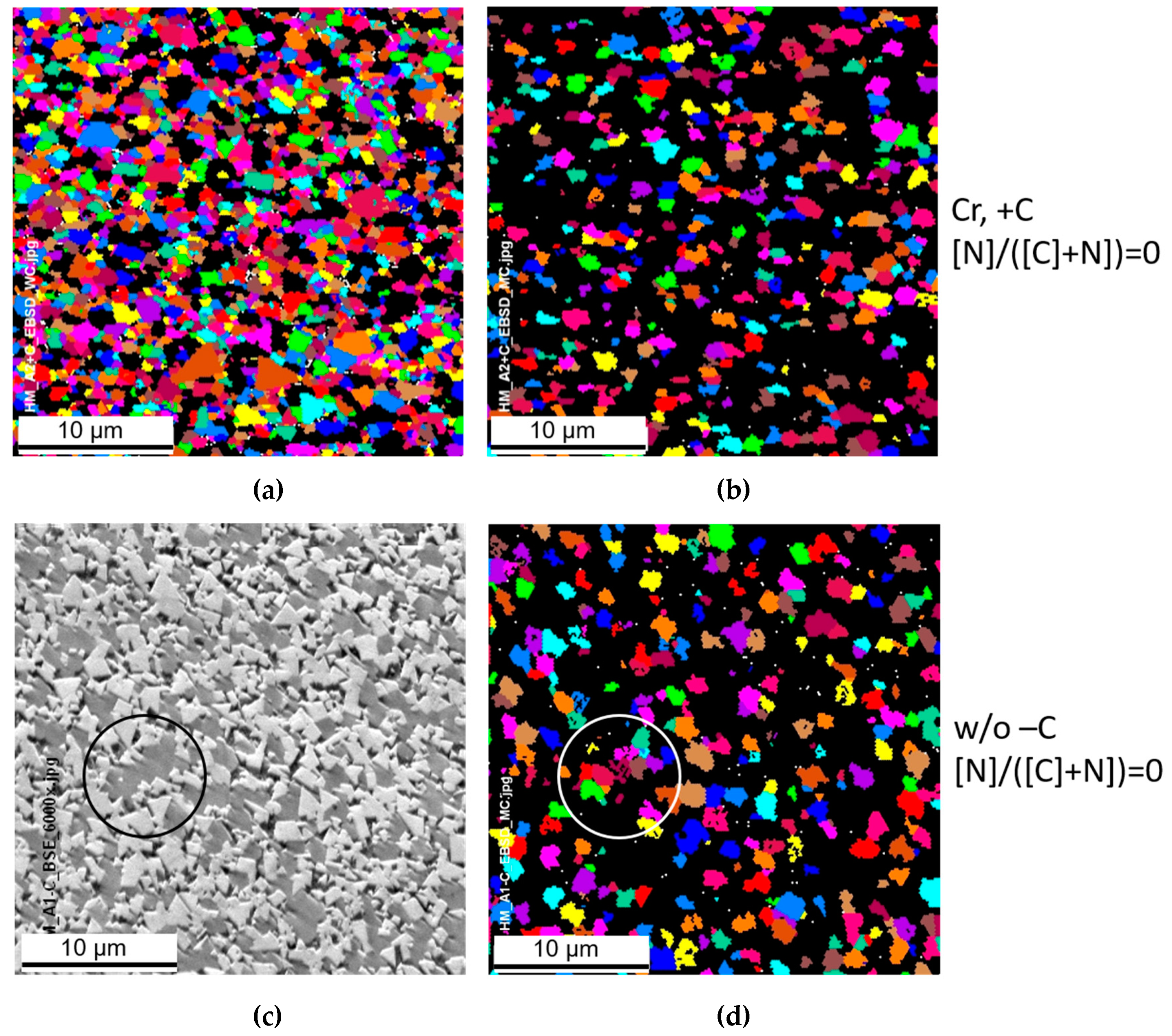
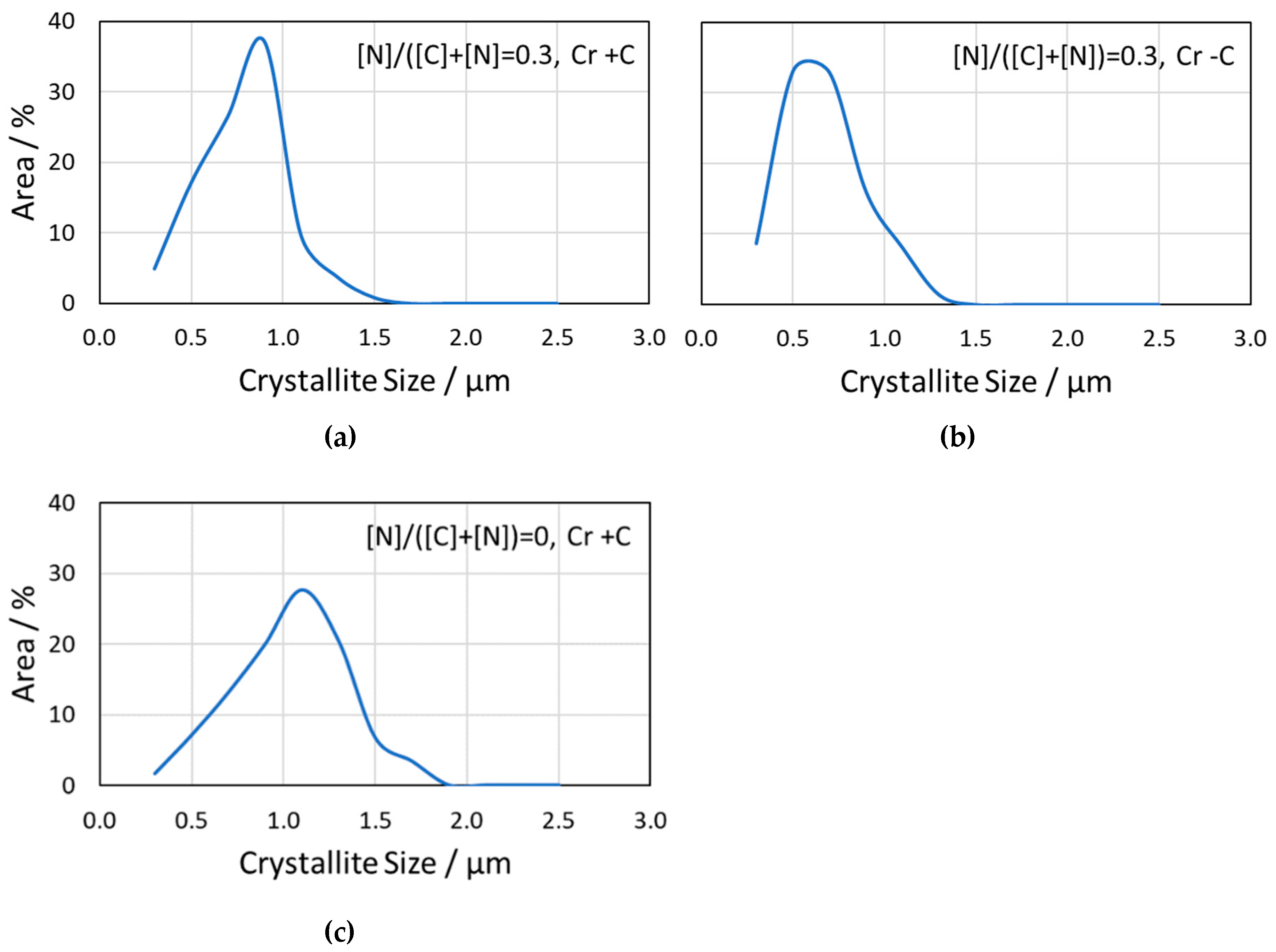
3.3.2. Microstructure and Crystallite-Size Distribution
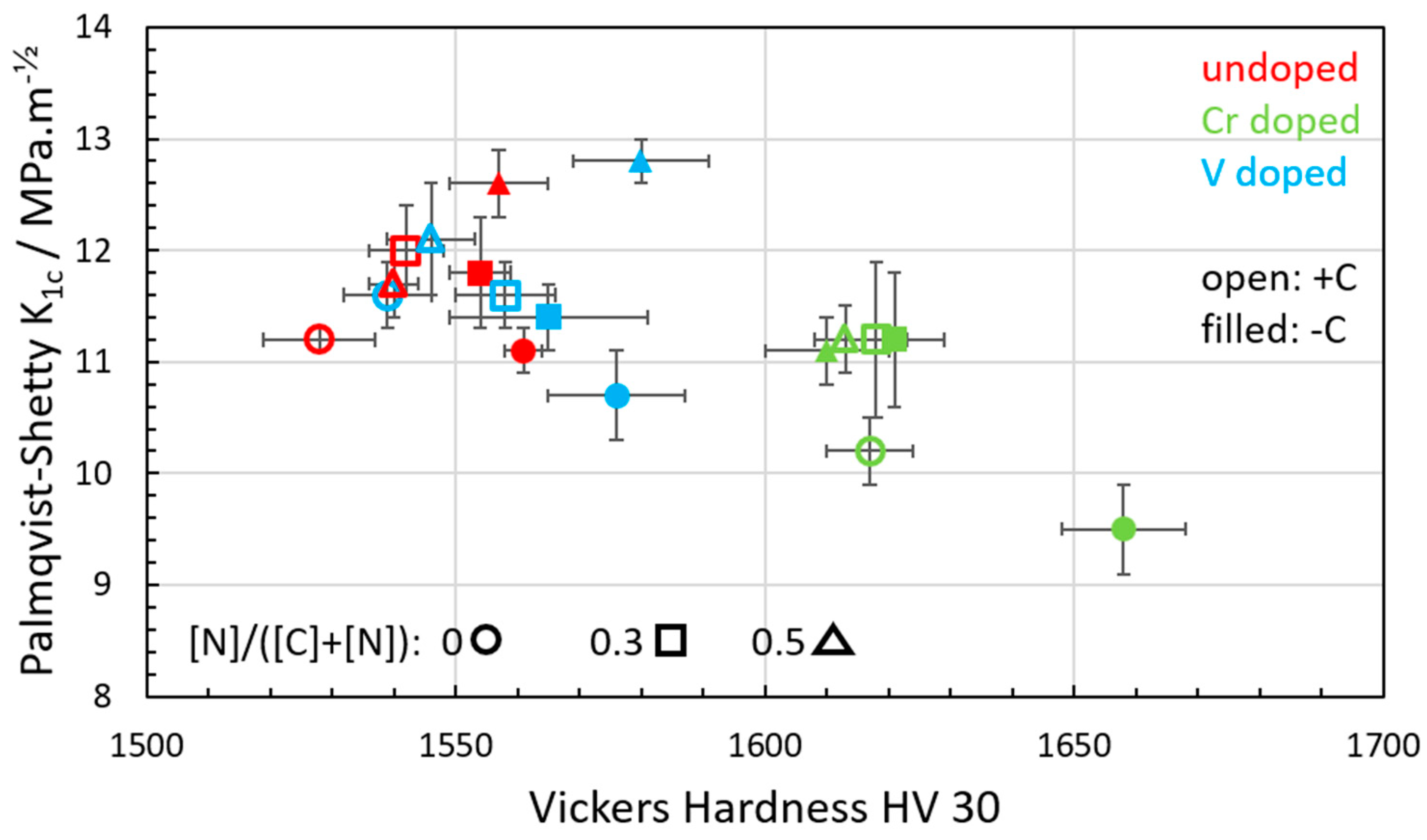
3.3.3. Hardness and Fracture Toughness
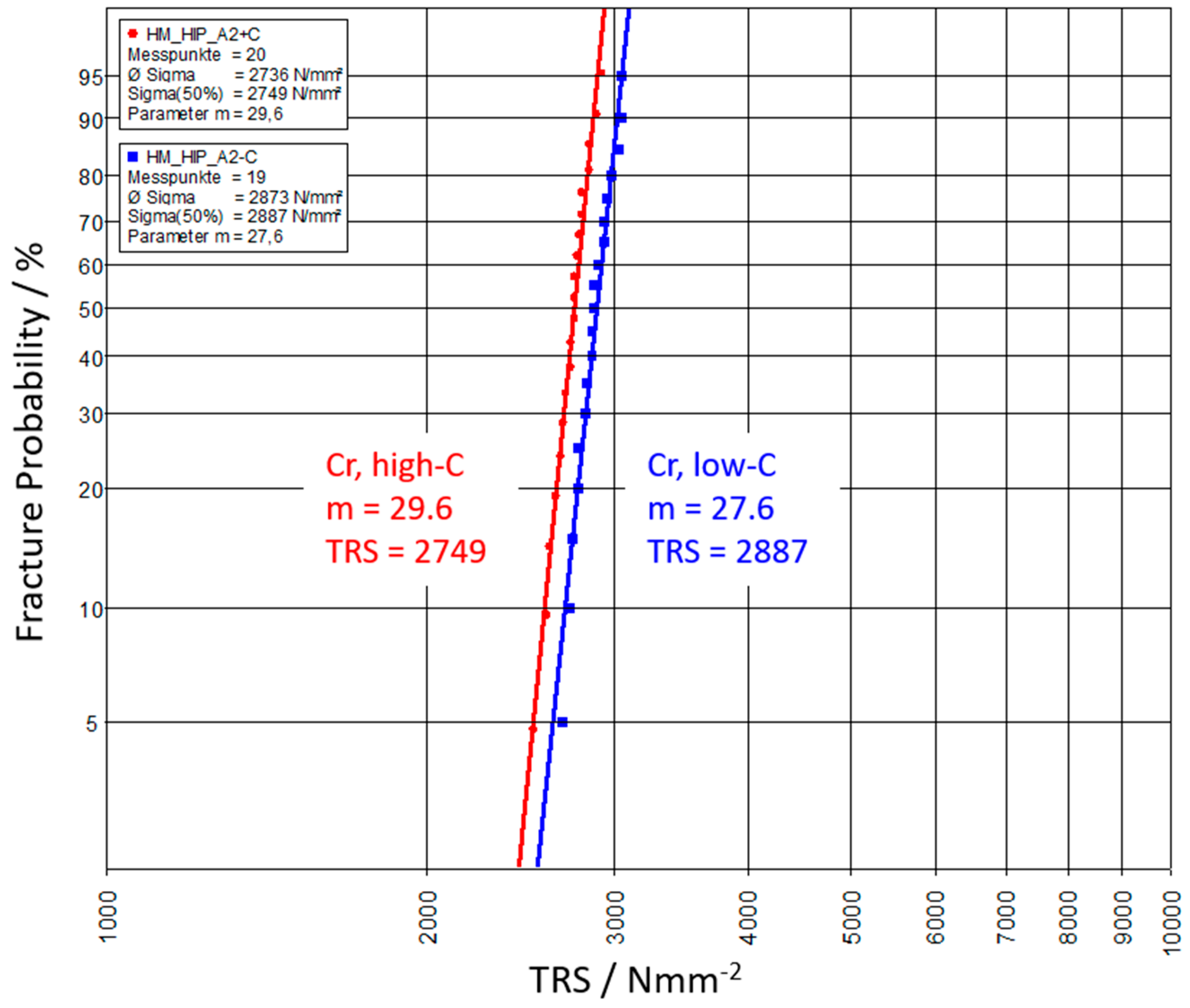
3.3.4. Weibull Evaluation and TRS
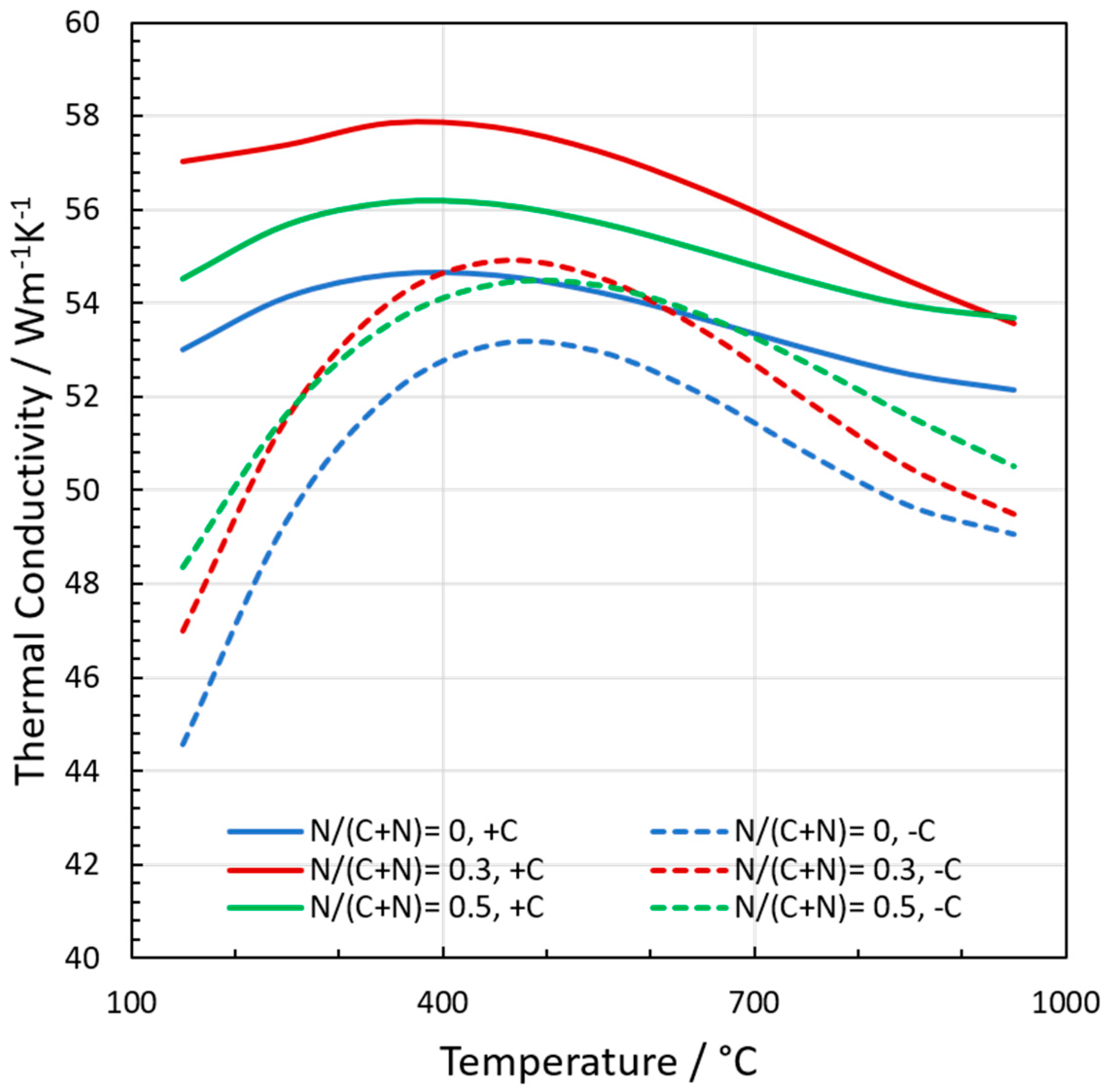
3.3.5. Thermal Conductivity of Hardmetals
3.3.6. Oxidation Resistance
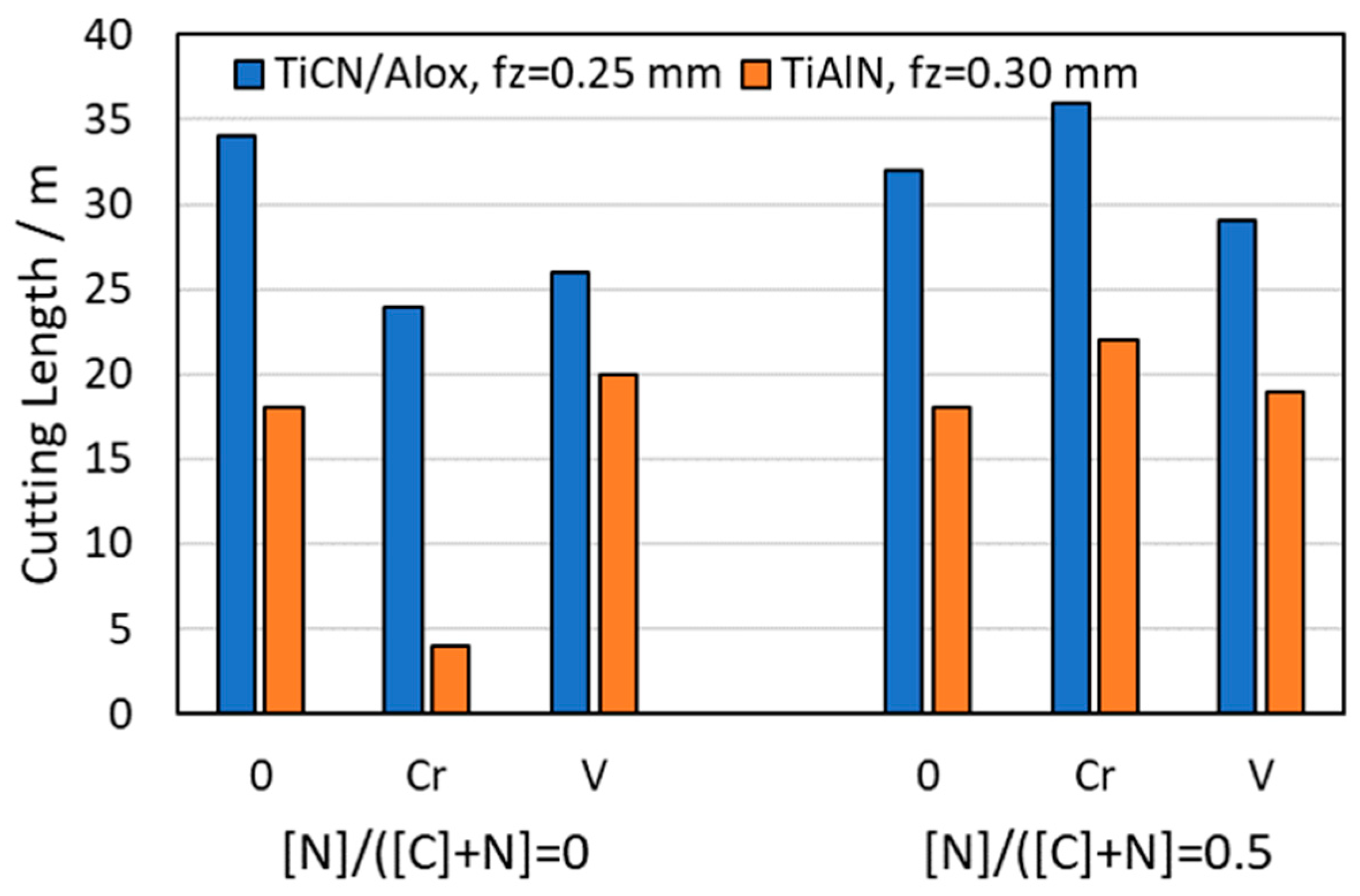
3.3.7. Milling Tests
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Brookes, K.J.A. Hardmetals and Other Hard Materials, 3rd ed.; Intl. Carbide Data: East Barnet, UK, 1998. [Google Scholar]
- Ettmayer, P.; Kolaska, H.; Lengauer, W.; Dreyer, K. Ti(C,N) Cermets—Metallurgy and properties. Int. J. Refract. Met. Hard Mater. 1995, 13, 343–351. [Google Scholar] [CrossRef]
- Konyashin, I.; Lengauer, W. Sintering mechanisms in functionally graded cemented carbides. Mater. Sci. Forum 2016, 835, 116–198. [Google Scholar] [CrossRef]
- Lengauer, W.; Bauer, J.; Bohn, M.; Wiesenberger, H.; Ettmayer, P. Electron-probe microanalysis of light elements in multiphase diffusion couples. Microchim. Acta 1997, 126, 279–288. [Google Scholar] [CrossRef]
- Peng, Y.; Buchegger, C.; Lengauer, W.; Du, Y.; Zhou, P. Solubilities of grain-growth inhibitors in WC-Co based cemented carbides: Thermodynamic calculations compared to experimental data. Int. J. Refract. Met. Hard Mater. 2016, 61, 121–127. [Google Scholar] [CrossRef]
- Ondracek, G. The Quantitative microstructure-field property correlation of multiphase and porous materials. Rev. Powder Metall. Phys. Ceram. 1987, 3, 205–322. [Google Scholar]
- Lauter, L.; Hochenauer, R.; Buchegger, C.; Bohn, M.; Lengauer, W. Solid-state solubilities of grain-growth inhibitors in WC-Co and WC-MC-Co hardmetals. J. Alloys Compd. 2016, 675, 407–415. [Google Scholar] [CrossRef]
- Lengauer, W.; Binder, S.; Aigner, K.; Ettmayer, P.; Guillou, A.; Debuigne, J.; Groboth, G. Solid-state properties of group IVB carbonitrides. J. Alloys Compd. 1995, 217, 137–147. [Google Scholar] [CrossRef]
- Frandsen, M.V.; Williams, W.S. Thermal conductivity and electrical resistivity of cemented transition metal carbides at high temperatures. J. Hard Mater. 1990, 1, 159–167. [Google Scholar]
- Neumann, W. Thermal diffusivity of cemented carbides. In Thermal Conductivity 18; Ashworth, T., Smith, D.R., Eds.; Springer: Boston, MA, USA, 1985; pp. 473–481. [Google Scholar]
- Kny, E.; Neumann, W. Einflußgrößen auf Temperatur-und Wärmeleitfähigkeit von WC-Co Hartmetallen. High Temp.-High Press 1986, 18, 179–189. [Google Scholar]
- Zhang, L.; Xue, J.; Jiuru, W. Studies on the Thermal Diffusivity of Hard Metals. Int. J. Refract. Met. Hard Mater. 1990, 9, 167–169. [Google Scholar]
- Wang, H.; Webb, T.; Bitler, J.W. Study of thermal expansion and thermal conductivity of cemented WC-composite. Int. J. Refract. Met. Hard Mater. 2015, 49, 170–177. [Google Scholar] [CrossRef]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hochenauer, R.; Lengauer, W. Characterisation and Performance Optimisation of WC-MC/M(C,N)-Co Hardmetals. Metals 2019, 9, 435. https://doi.org/10.3390/met9040435
Hochenauer R, Lengauer W. Characterisation and Performance Optimisation of WC-MC/M(C,N)-Co Hardmetals. Metals. 2019; 9(4):435. https://doi.org/10.3390/met9040435
Chicago/Turabian StyleHochenauer, Roman, and Walter Lengauer. 2019. "Characterisation and Performance Optimisation of WC-MC/M(C,N)-Co Hardmetals" Metals 9, no. 4: 435. https://doi.org/10.3390/met9040435
APA StyleHochenauer, R., & Lengauer, W. (2019). Characterisation and Performance Optimisation of WC-MC/M(C,N)-Co Hardmetals. Metals, 9(4), 435. https://doi.org/10.3390/met9040435