Physical Modelling of Splashing Triggered by the Gas Jet of an Oxygen Lance in a Converter


Abstract
:1. Introduction
2. Experimental Section
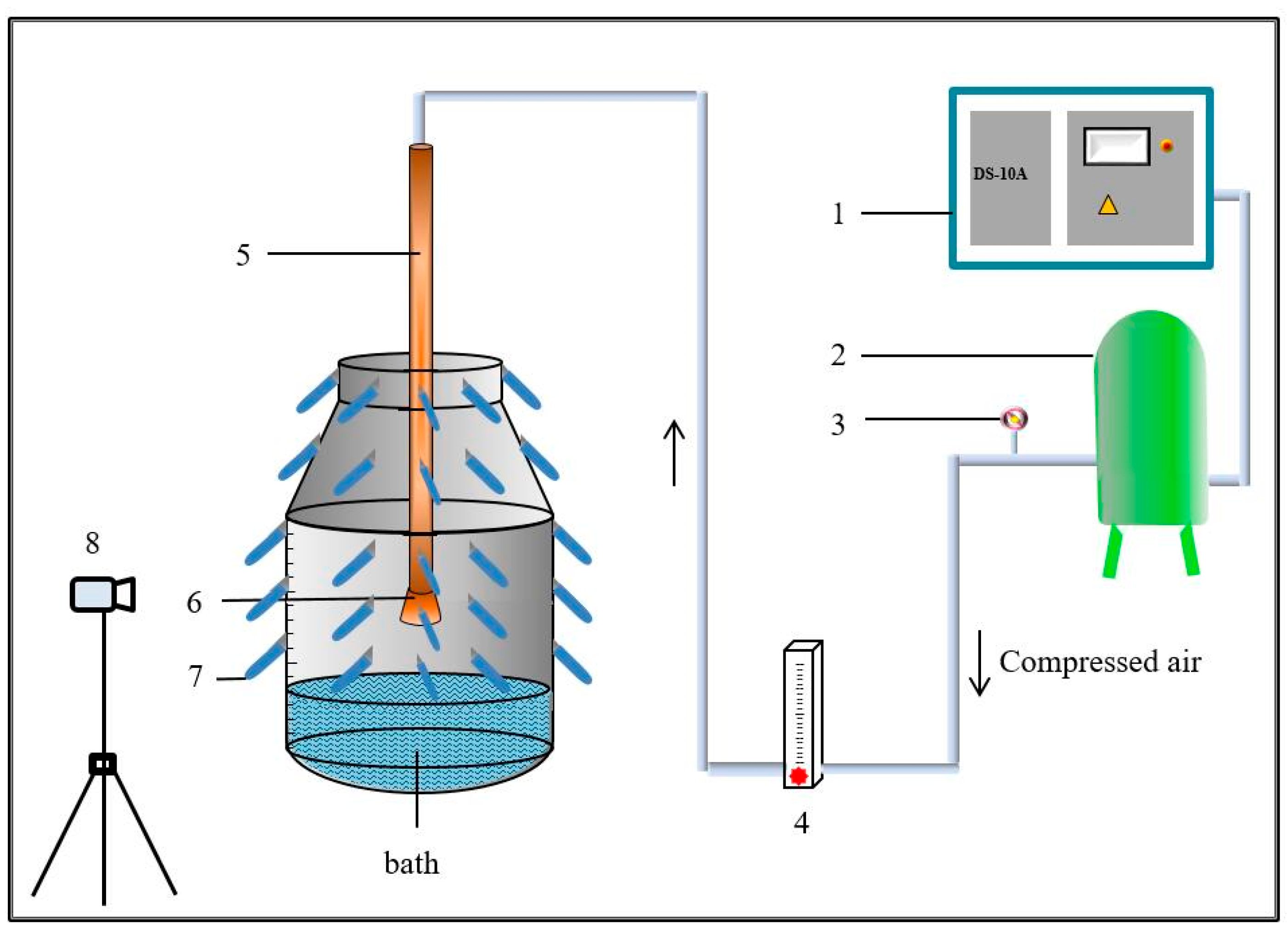
2.1. Physical Model
2.2. Experimental Method
3. Results and Discussion
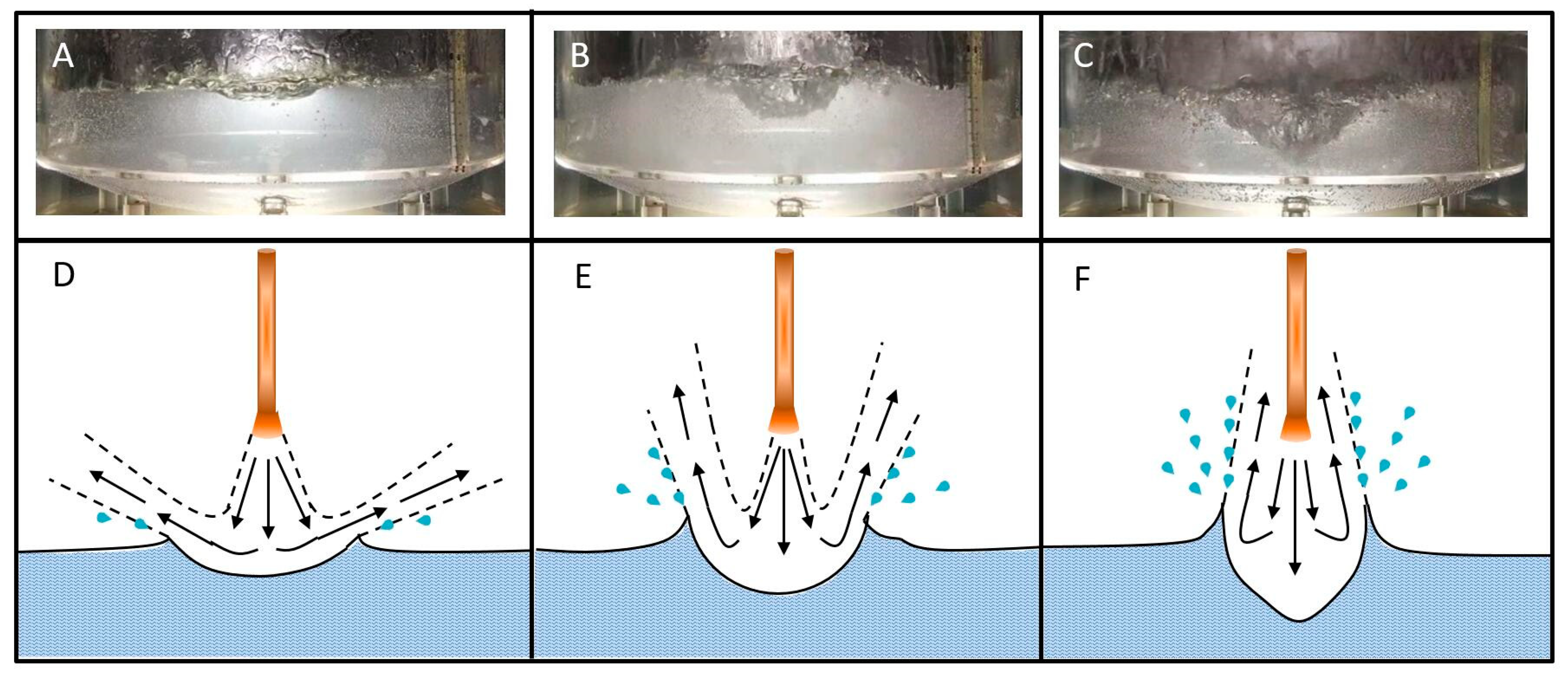
3.1. Impact Cavity Shapes Under the Different Top-Blown Gas Jet Conditions
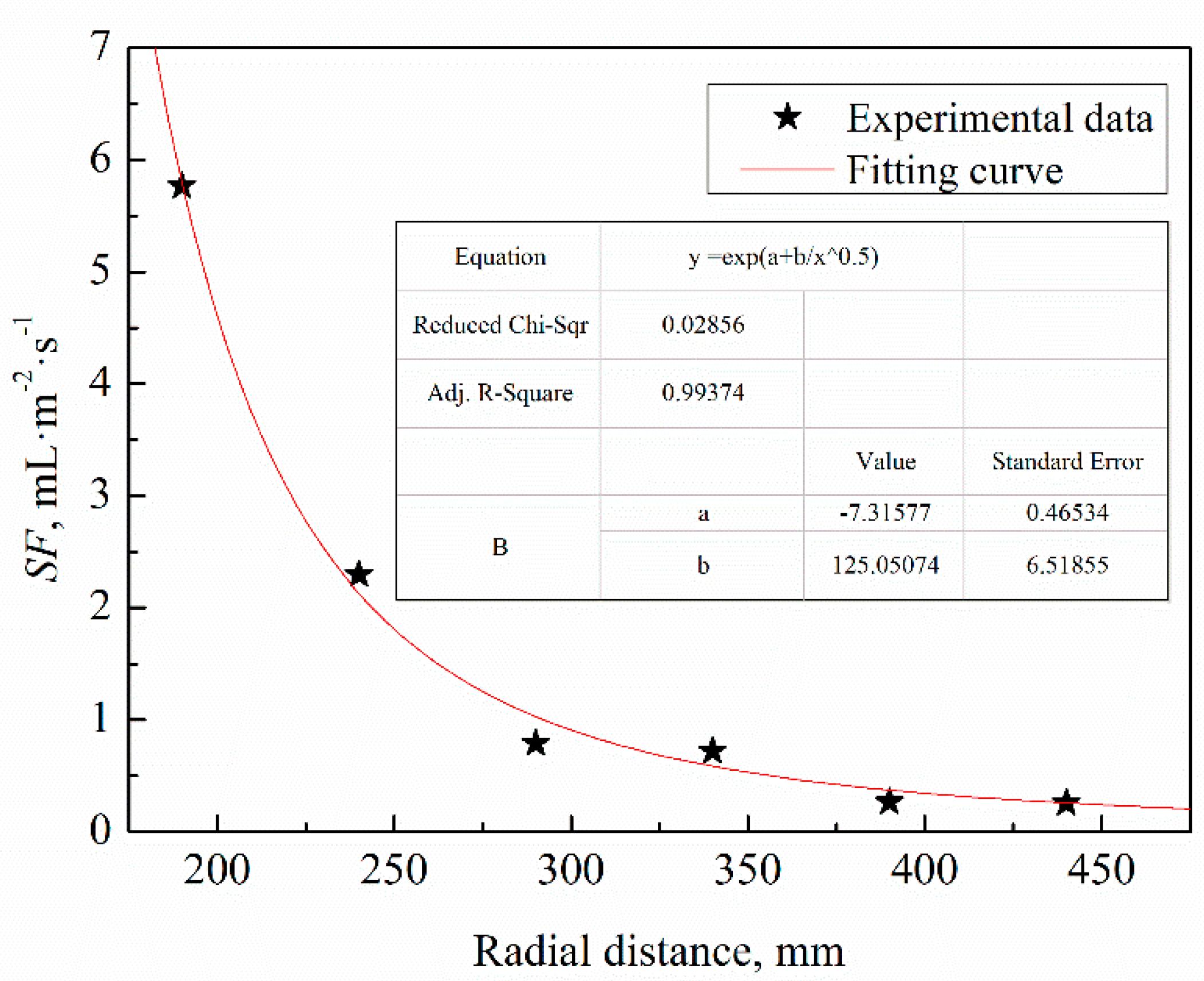
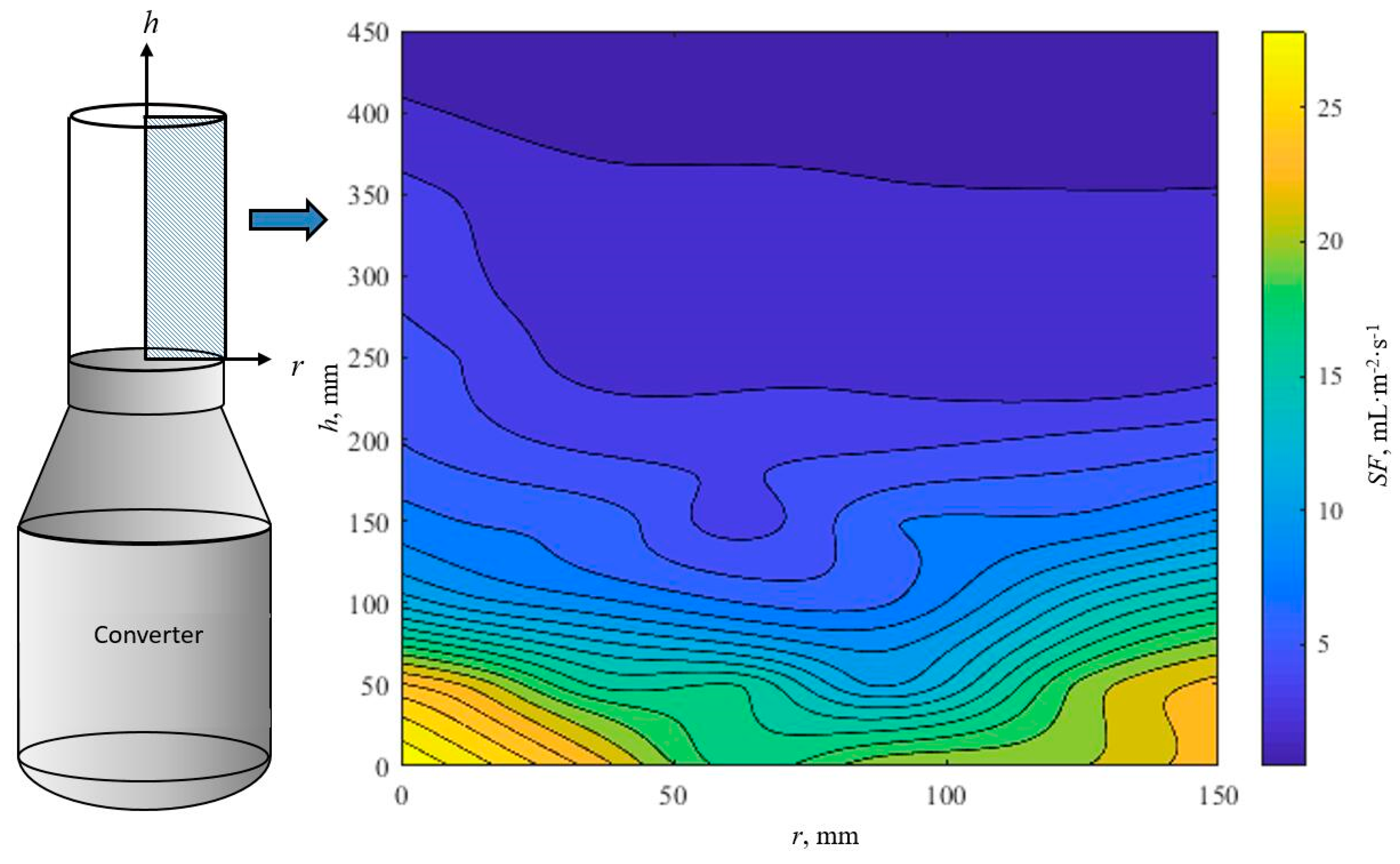
3.2. Splashing Distribution on the Inner Wall of the Converter
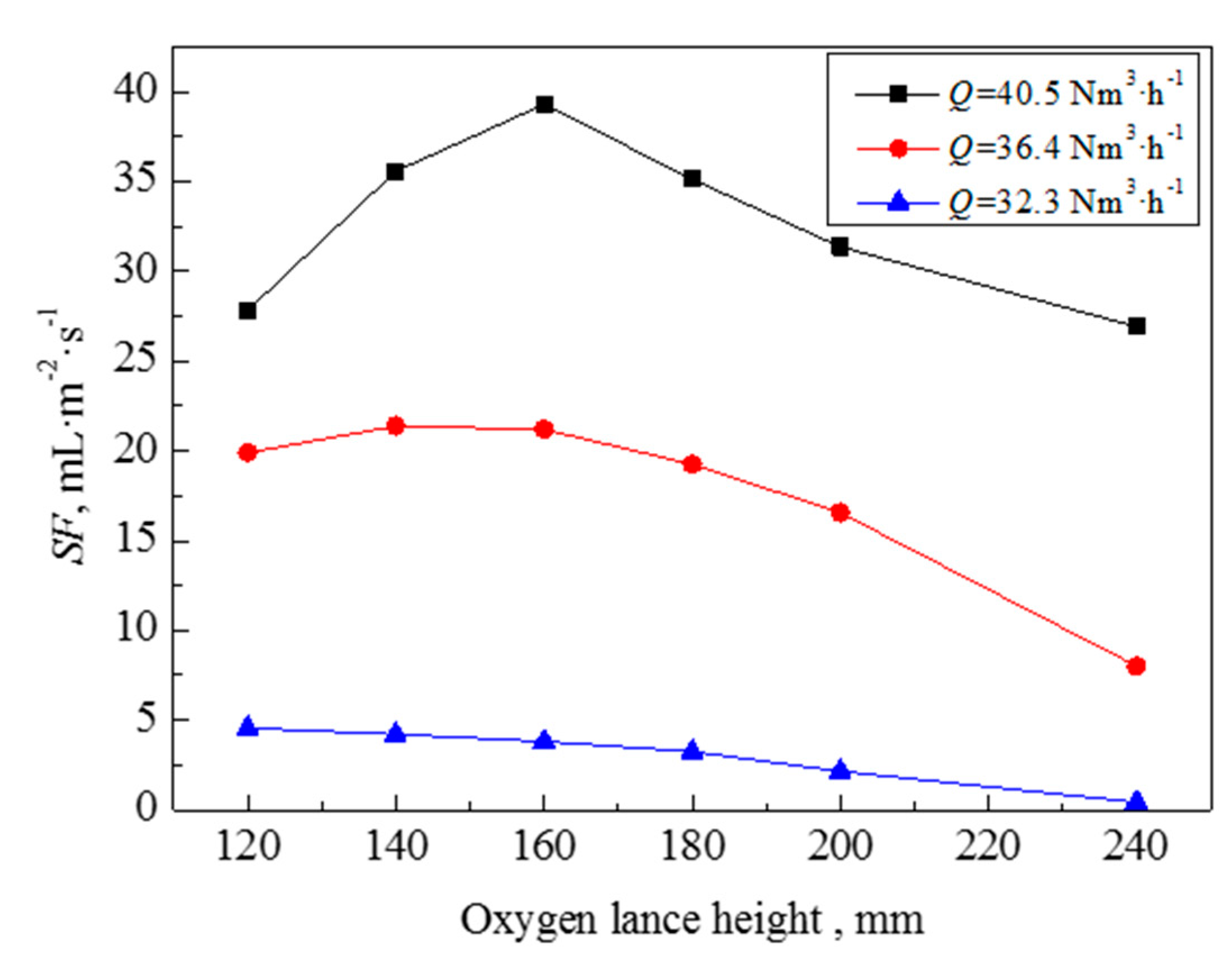
3.3. Splashing Distribution near the Furnace Mouth
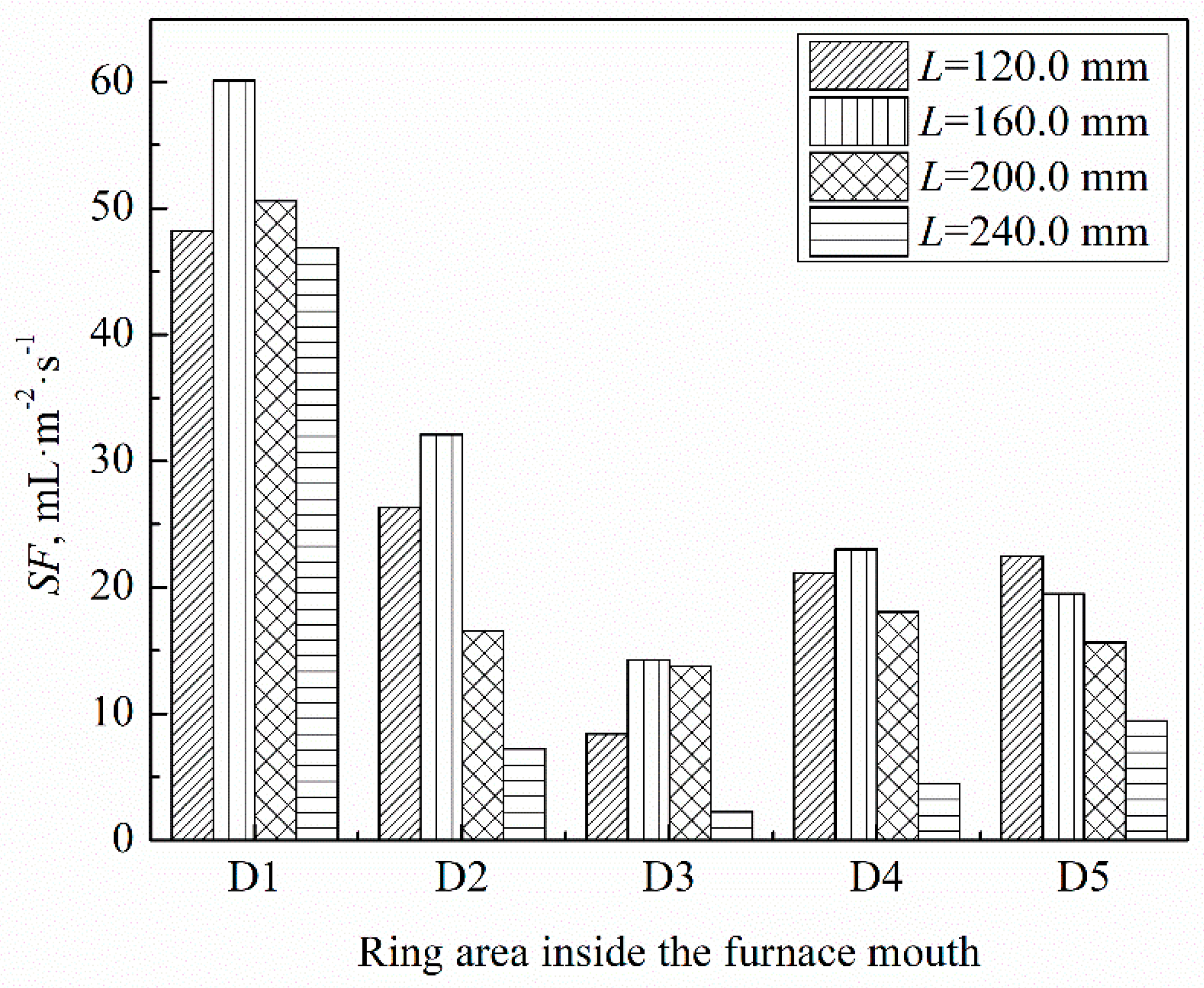
3.3.1. Inside the Furnace Mouth
3.3.2. Outside the Furnace Mouth
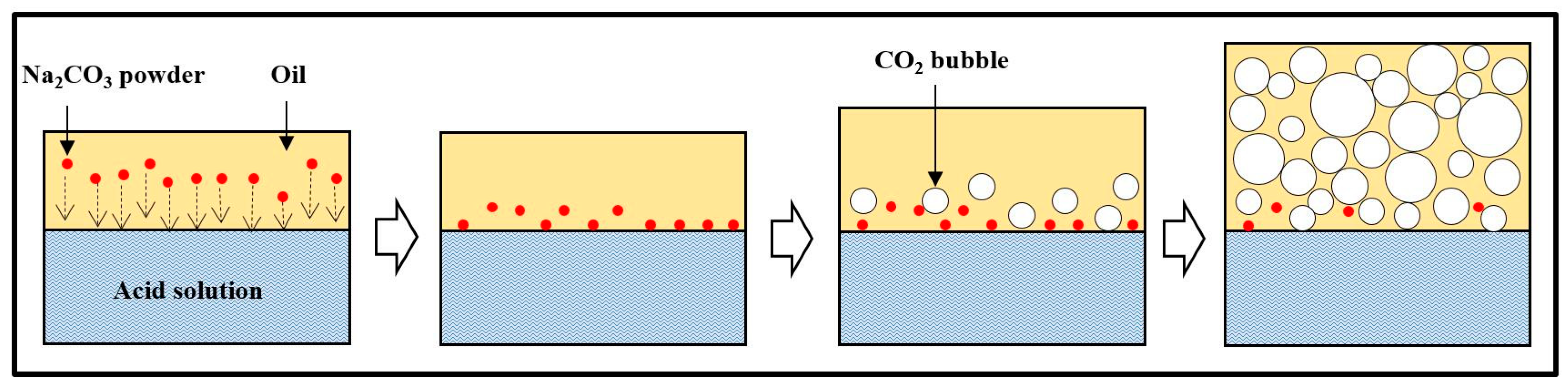
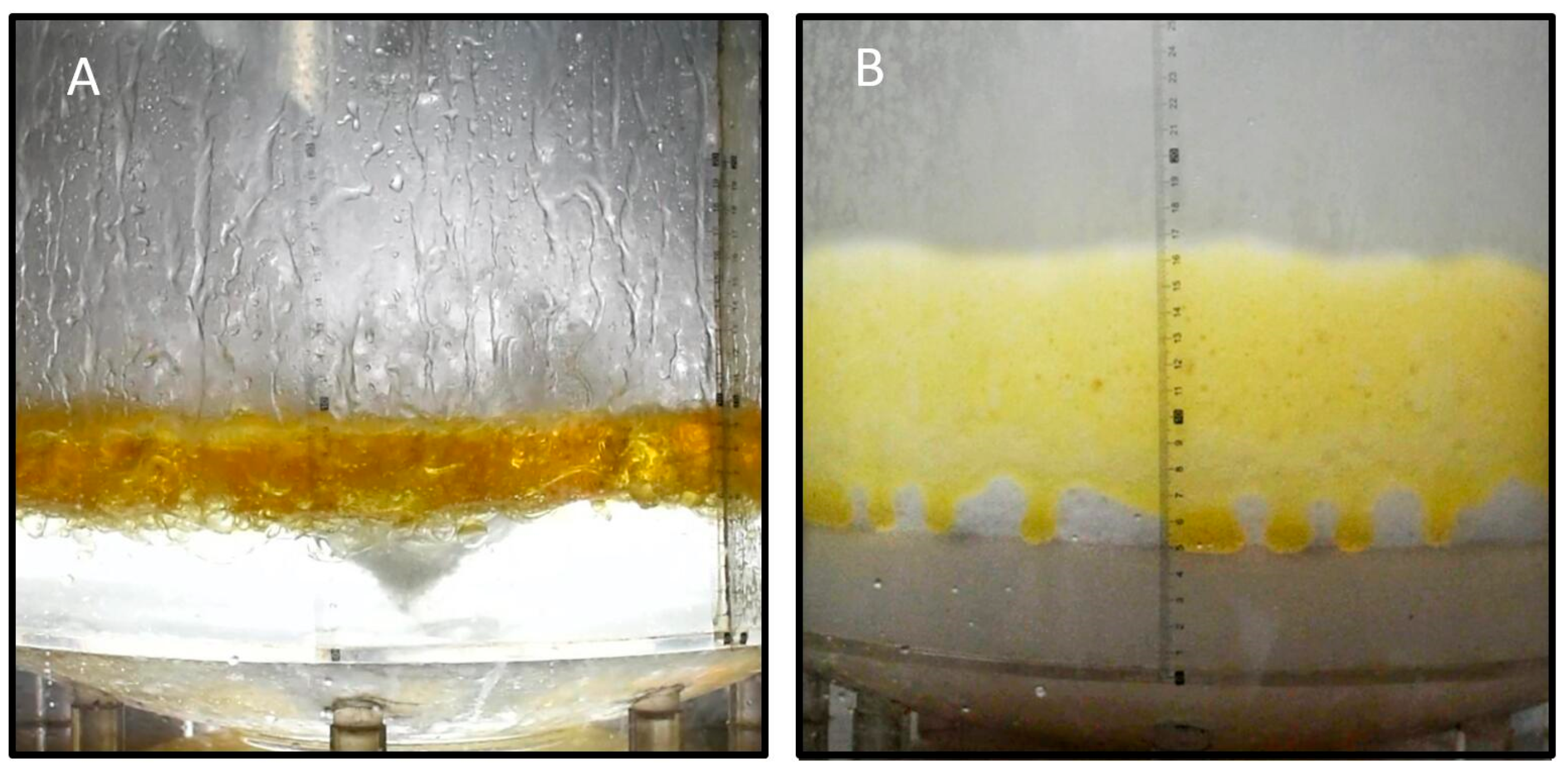
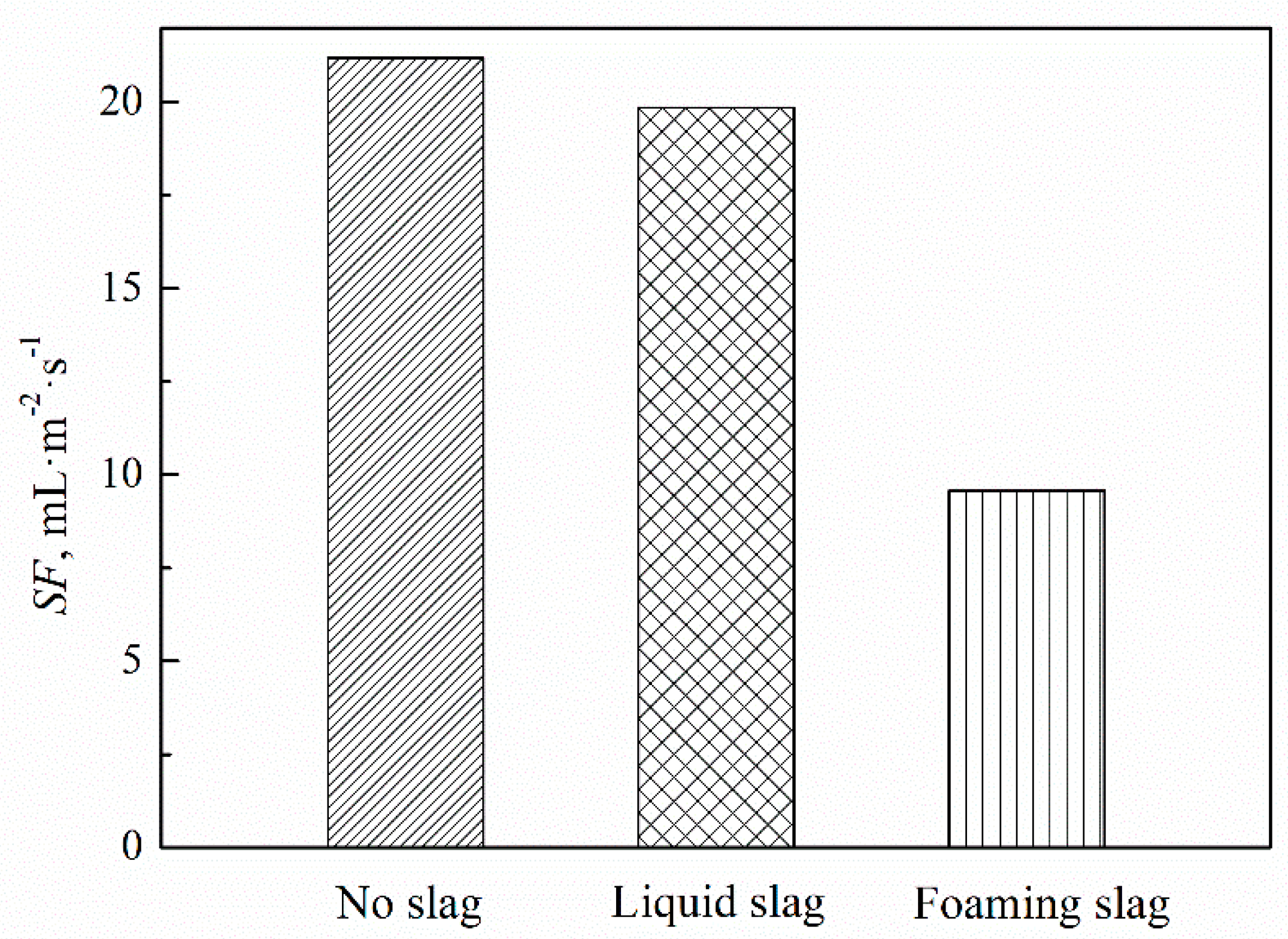
3.4. Influence of the Foaming Slag on Splashing
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, J.G.; Yang, X.J.; Zhang, D.Y.; Zhao, Y.G.; Peng, S.Y. 150 t converter steelmaking process parameter optimization research and application. China Metall. 2013, 23, 37–40. [Google Scholar]
- Li, Z.Z.; Zhu, R.; Zhu, Y.Q. Effect of CO2 on material and energy in dephosphorization converters. Chin. J. Eng. 2016, 38, 232–237. [Google Scholar]
- Brooks, G.; Pan, Y.; Subagyo; Coley, K. Modeling of trajectory and residence time of metal droplets in slag-metal-gas emulsions in oxygen steelmaking. Metall. Mater. Trans. B 2005, 36, 525–535. [Google Scholar] [CrossRef]
- Luomala, M.J.; Virtanen, E.O.; Mure, P.T.; Siivola, T.P.; Fabritius, T.M.; Härkki, J.J. A novel approach in the estimation of splashing in the BOF. Steel Res. 2002, 73, 9–14. [Google Scholar] [CrossRef]
- Lee, M.S.; O’rourke, S.L.; Molloy, N.A. Oscillatory flow in the steelmaking vessel. Scand. J Metall. 2003, 32, 281–288. [Google Scholar] [CrossRef]
- Han, S.J.; Li, C.L.; Ma, H.T. Splash prediction based on BT-SVM for argon-oxygen decarburization refining Cr-Fe alloy process. J. Iron Steel Res. 2011, 23, 59–62. [Google Scholar]
- Sabah, S.; Brooks, G. Splash distribution in oxygen steelmaking. Metall. Mater. Trans. B 2015, 46, 863–872. [Google Scholar] [CrossRef]
- Flinn, R.A.; Pehlke, R.D.; Glass, D.R.; Hays, P.O. Jet penetration and bath circulation in the basic oxygen furnace. AIME Met. Soc. Trans. 1967, 239, 1776–1791. [Google Scholar]
- Meidani, A.R.N.; Isac, M.; Richardson, A.; Cameron, A.; RIL, G. Modelling shrouded supersonic jet in metallurgical reactor vessels. ISIJ Int. 2004, 44, 1639–1645. [Google Scholar] [CrossRef]
- McGee, P.; Iron, G.A. The pentration of oxygen lance jet in foaming slags. Iron Steelmak. 2002, 29, 59–68. [Google Scholar]
- Molloy, N.A. Impining jet flow in a two-phase system: the basic flow pattern. J. Iron Steel Inst. 1970, 216, 943–950. [Google Scholar]
- Subagyo; Brooks, G.A.; Coley, K.S.; Irons, G.A. Generation of droplets in slag-metal emulsions through top gas blowing. ISIJ Int. 2003, 43, 983–989. [Google Scholar] [CrossRef]
- Alam, M.; Naser, J.; Brooks, G. Computational fluid dynamics simulation of supersonic oxygen jet behavior at steelmaking temperature. Metall. Mater. Trans. B 2010, 41, 636–645. [Google Scholar] [CrossRef]
- Li, M.M.; Li, Q.; Kuang, S.B.; Zou, Z.S. Determination of Cavity Dimensions Induced by Impingement of Gas Jet onto a Liquid Bath. Metall. Mater. Trans. B 2016, 47, 116–126. [Google Scholar] [CrossRef]
- Koch, K.; Falkus, J.; Bruckhaus, R. Hot Model Experiments of the Metal Bath Spraying Effect During The Decarburization of Fe-C Melts through Oxygen Top Blowing. Steel Res. 1993, 64, 15–21. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Temperature T, °C | Density ρ, g·cm−3 | Dynamic Viscosity μ, mPa·s | Surface Tension σ, N·m−1 |
|---|---|---|---|---|
| Water | 20 | 0.998 | 1.02 | 73 × 10−6 |
| Liquid steel | 1600 | 7.08 | 6.4 | 1600 × 10−6 |
| Heat transfer oil | 20 | 0.85 | 125 | 0.035 |
| Liquid slag | 1350 | 2.8–3.2 | 50–400 | 0.2–0.6 |
| Parameters | Prototype | Model |
|---|---|---|
| Diameter of furnace shaft (DS), m | 6 | 0.5 |
| Diameter of furnace mouth (DM), m | 3.6 | 0.3 |
| Furnace height (H), m | 9.768 | 0.814 |
| Number of nozzles (N) | 5 | 5 |
| Diameter of nozzle exit (DE), mm | 58 | 4.8 |
| Diameter of nozzle throat (DT), mm | 43 | 3.6 |
| Nozzle angle (θ), ° | 15 | 15 |
| Bath depth (h), m | 1.68 | 0.14 |
| Oxygen lance height (L), mm | 1440–2880 | 120.0–240.0 |
| Gas flow (Q), Nm3·h−1 | 24,000–49,000 | 19.9–40.5 |
| Oxygen Lance Height, mm | Gas Flow, Nm3·h−1 | |||||
|---|---|---|---|---|---|---|
| 19.9 | 24.0 | 28.1 | 32.3 | 36.4 | 40.5 | |
| 120.0 | Disc | Disc | Disc | Bowl | Bowl | Cone |
| 160.0 | Disc | Disc | Disc | Bowl | Bowl | Cone |
| 200.0 | Disc | Disc | Disc | Bowl | Bowl | Cone |
| 240.0 | Disc | Disc | Disc | Bowl | Bowl | Bowl |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Chen, K.; Wang, R.; Liu, C.; Jiang, M. Physical Modelling of Splashing Triggered by the Gas Jet of an Oxygen Lance in a Converter. Metals 2019, 9, 409. https://doi.org/10.3390/met9040409
Zhang B, Chen K, Wang R, Liu C, Jiang M. Physical Modelling of Splashing Triggered by the Gas Jet of an Oxygen Lance in a Converter. Metals. 2019; 9(4):409. https://doi.org/10.3390/met9040409
Chicago/Turabian StyleZhang, Bo, Kai Chen, Ruifang Wang, Chengjun Liu, and Maofa Jiang. 2019. "Physical Modelling of Splashing Triggered by the Gas Jet of an Oxygen Lance in a Converter" Metals 9, no. 4: 409. https://doi.org/10.3390/met9040409
APA StyleZhang, B., Chen, K., Wang, R., Liu, C., & Jiang, M. (2019). Physical Modelling of Splashing Triggered by the Gas Jet of an Oxygen Lance in a Converter. Metals, 9(4), 409. https://doi.org/10.3390/met9040409