High Mechanical Properties of AZ91 Mg Alloy Processed by Equal Channel Angular Pressing and Rolling

 , ,
, ,
Abstract
:1. Introduction
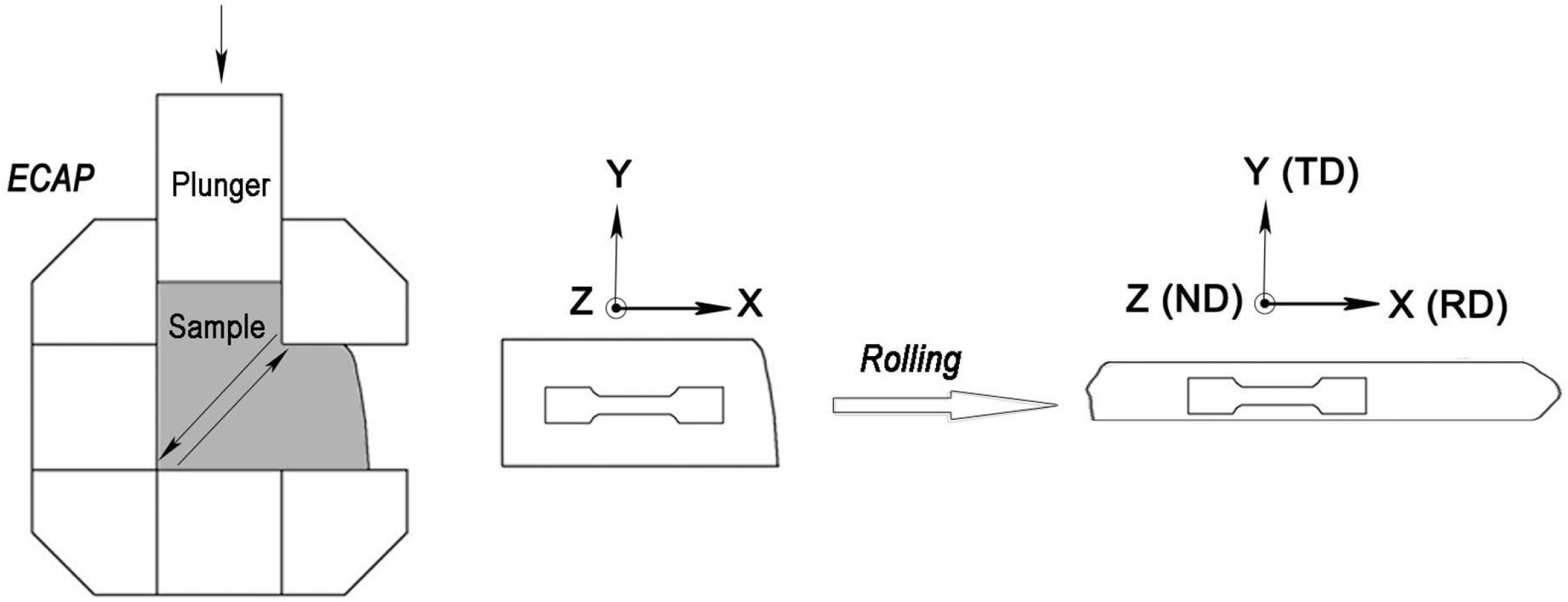
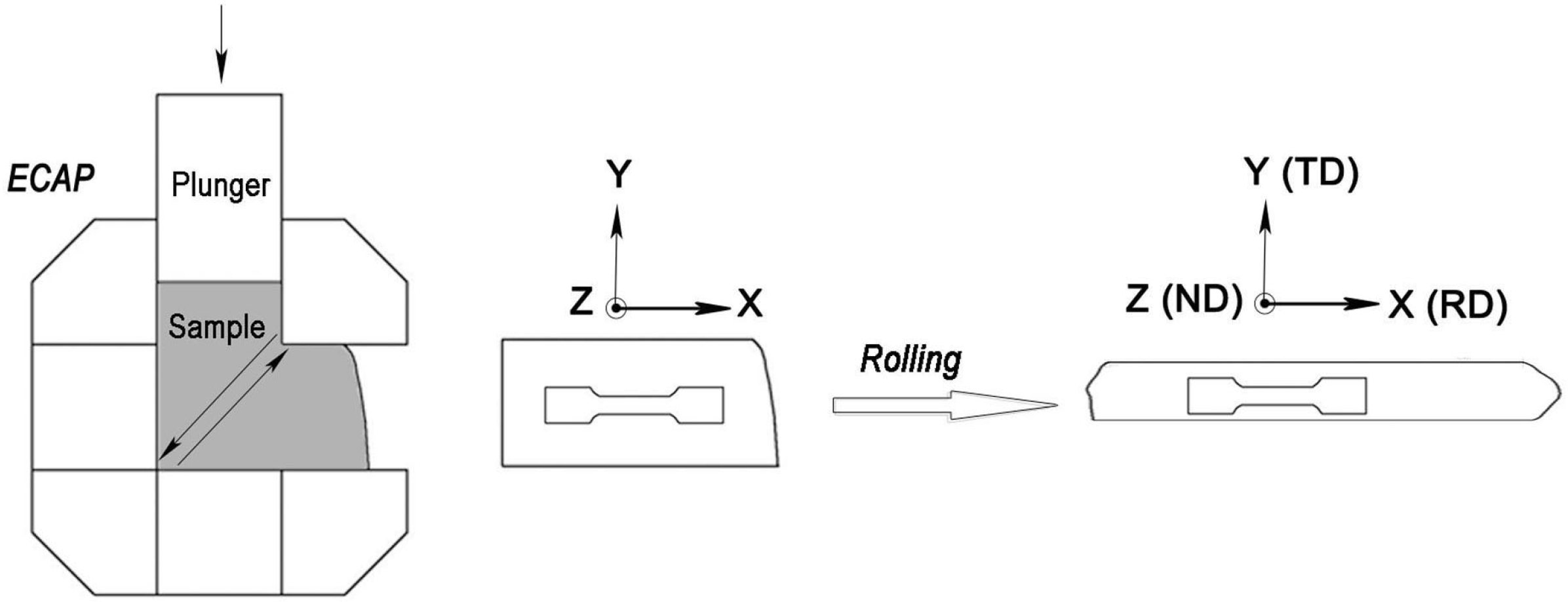
2. Experimental Procedure
3. Results and Discussion
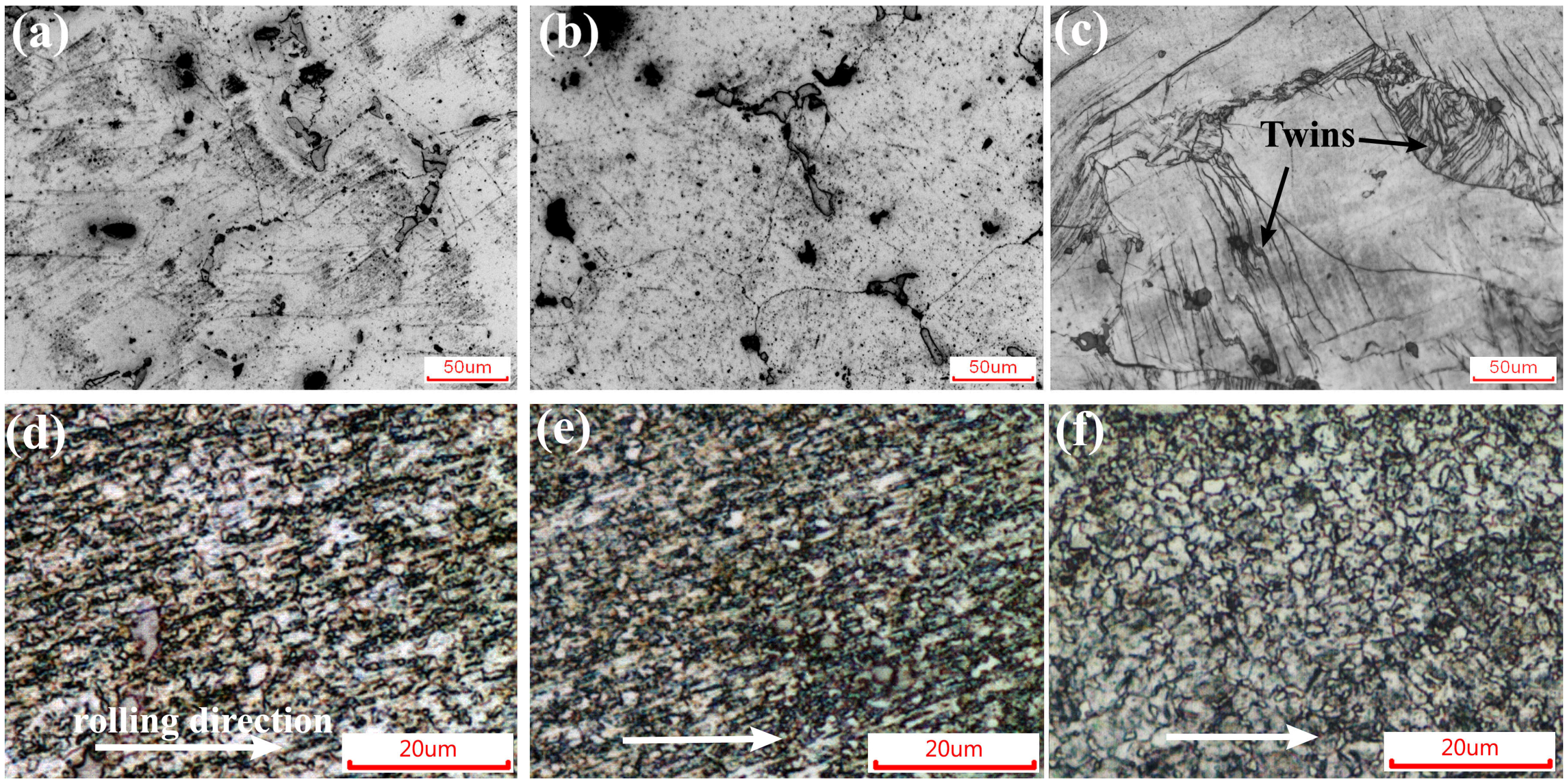
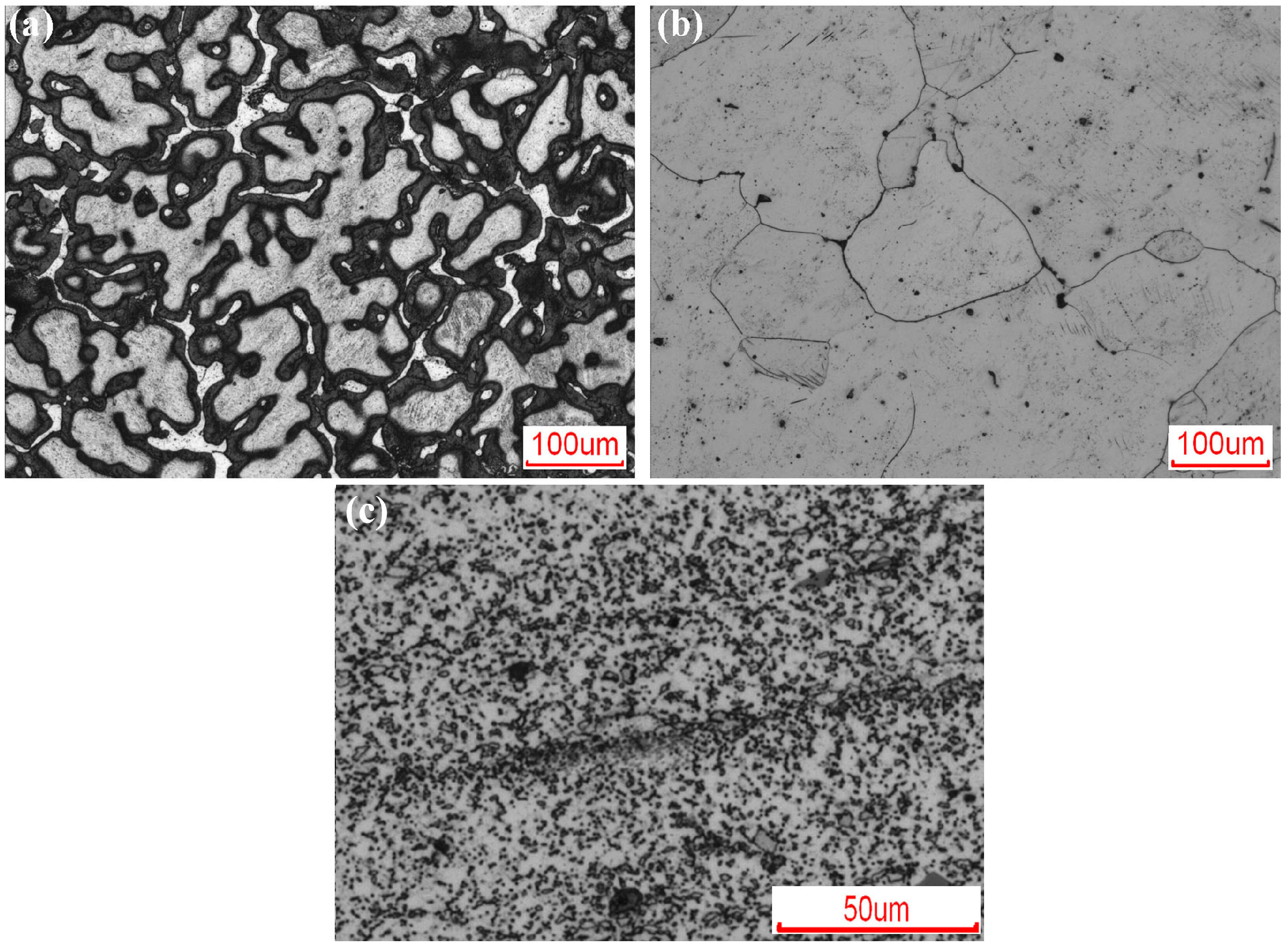
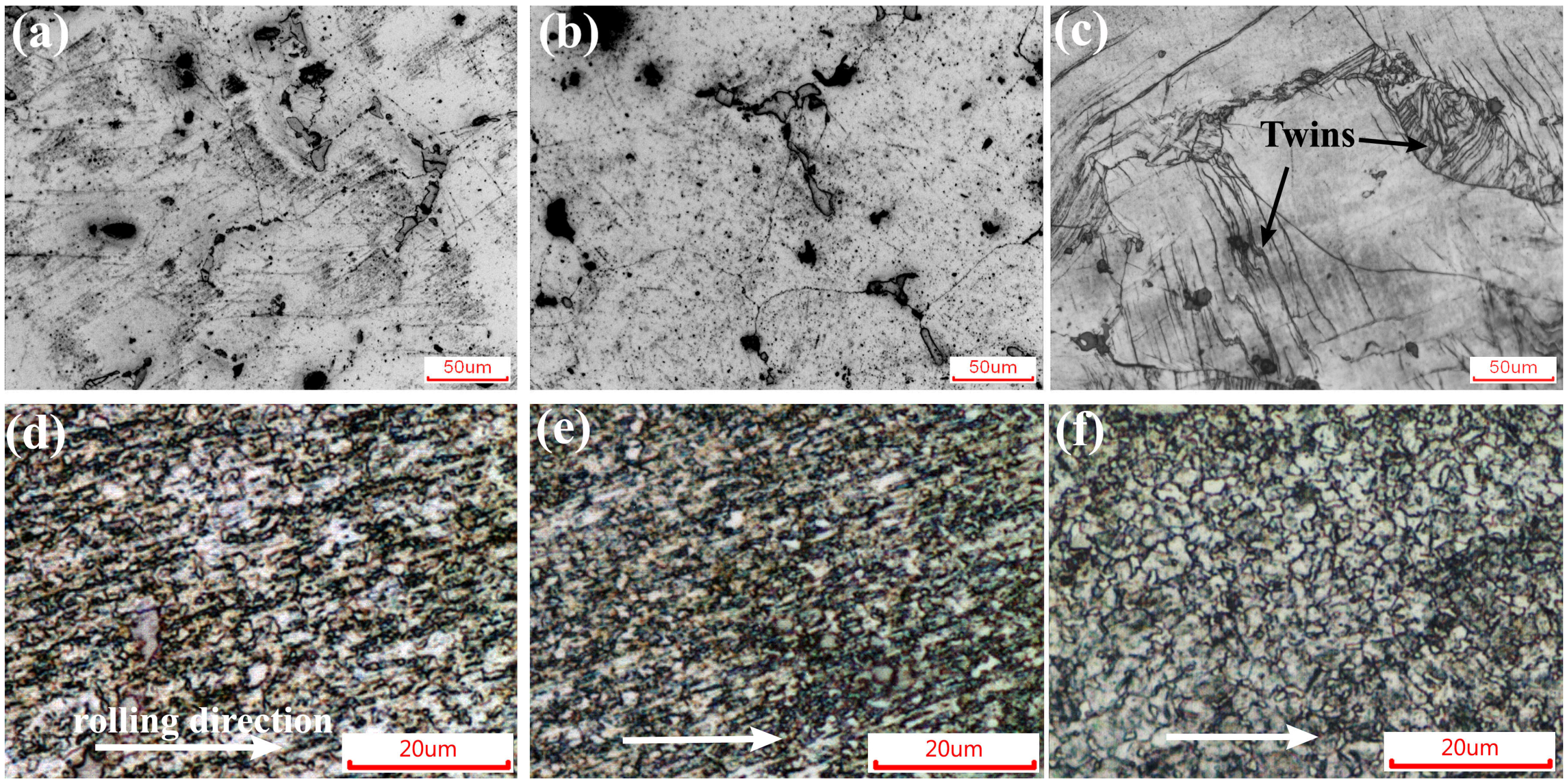
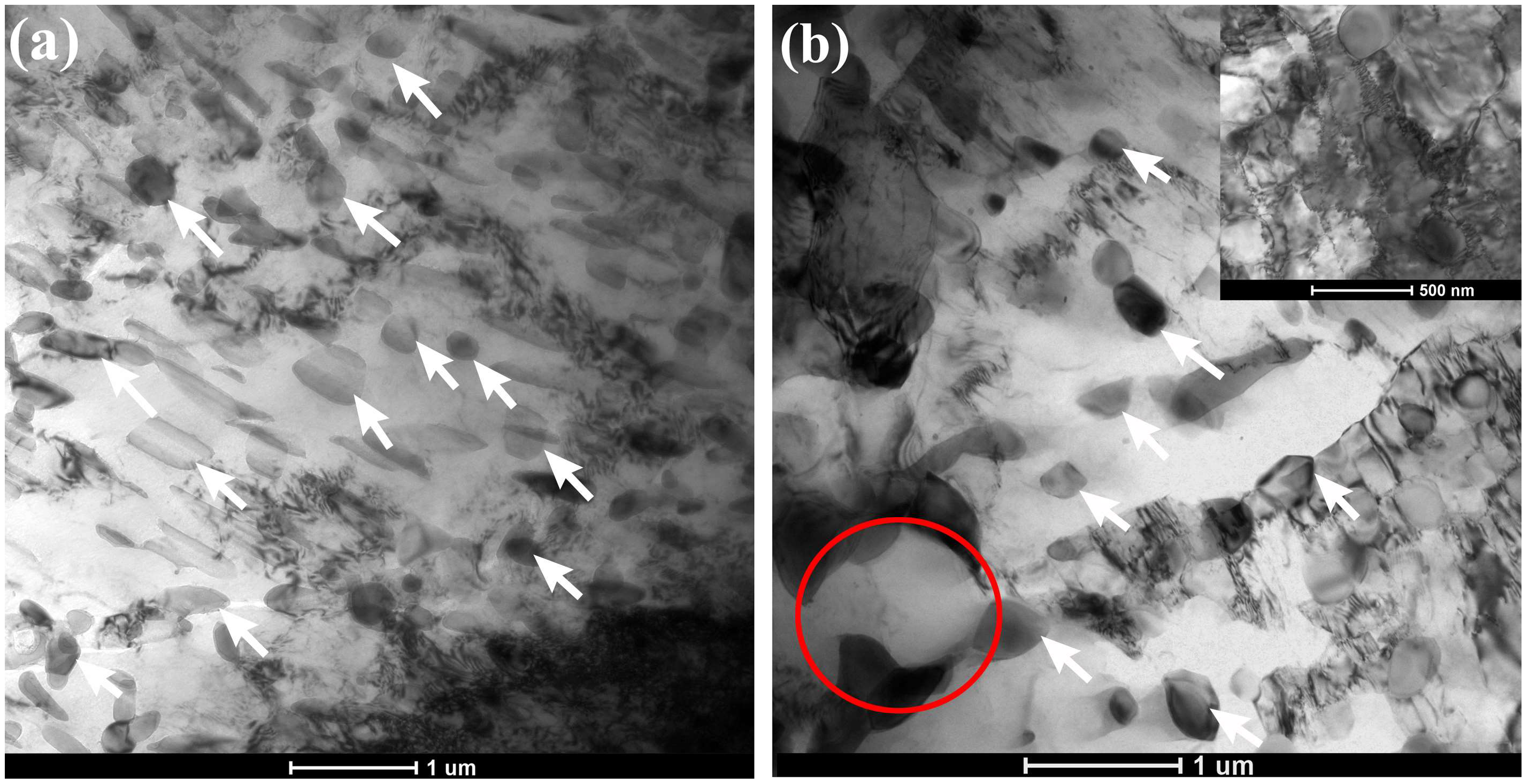
3.1. Microstructure
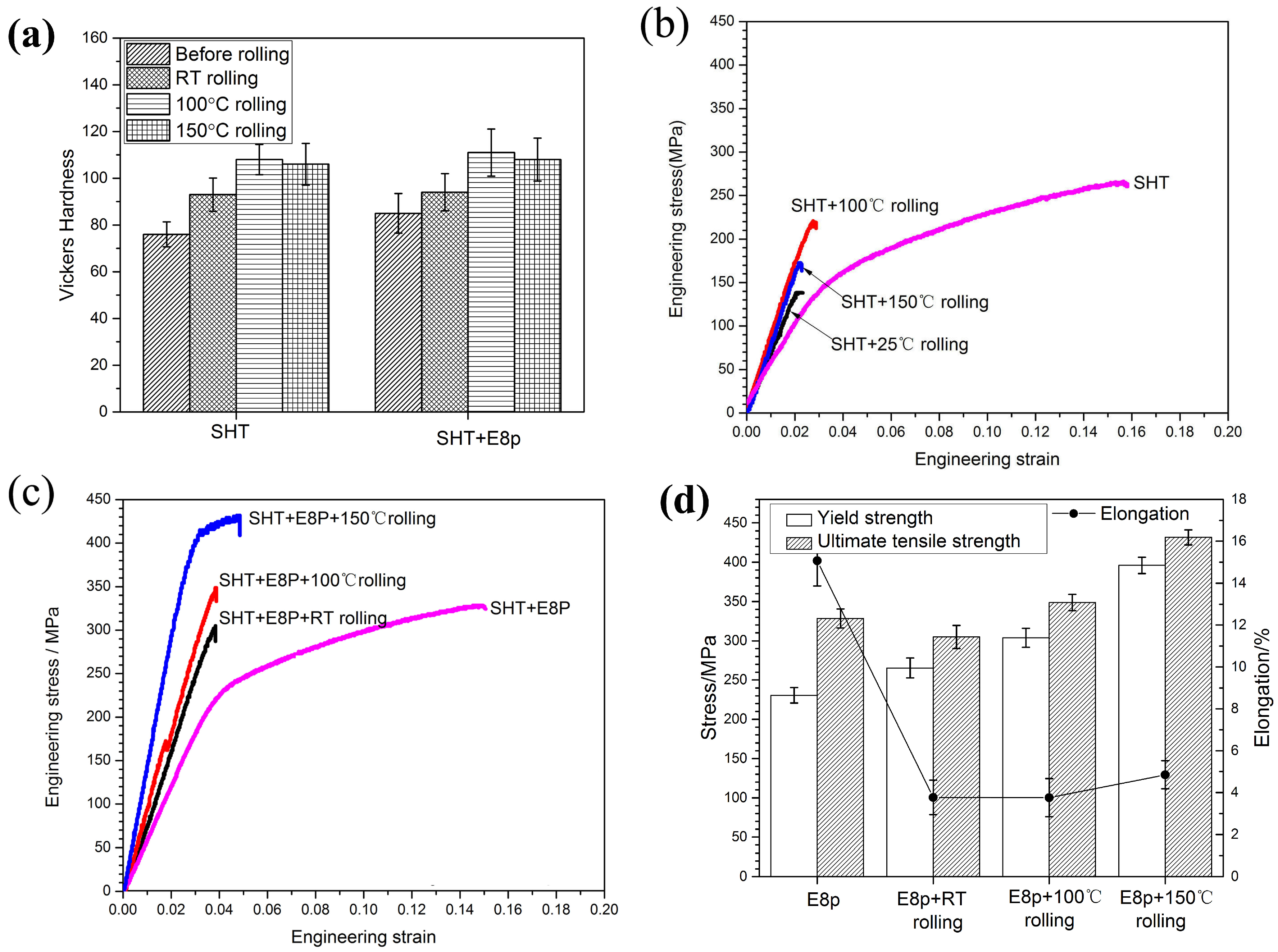
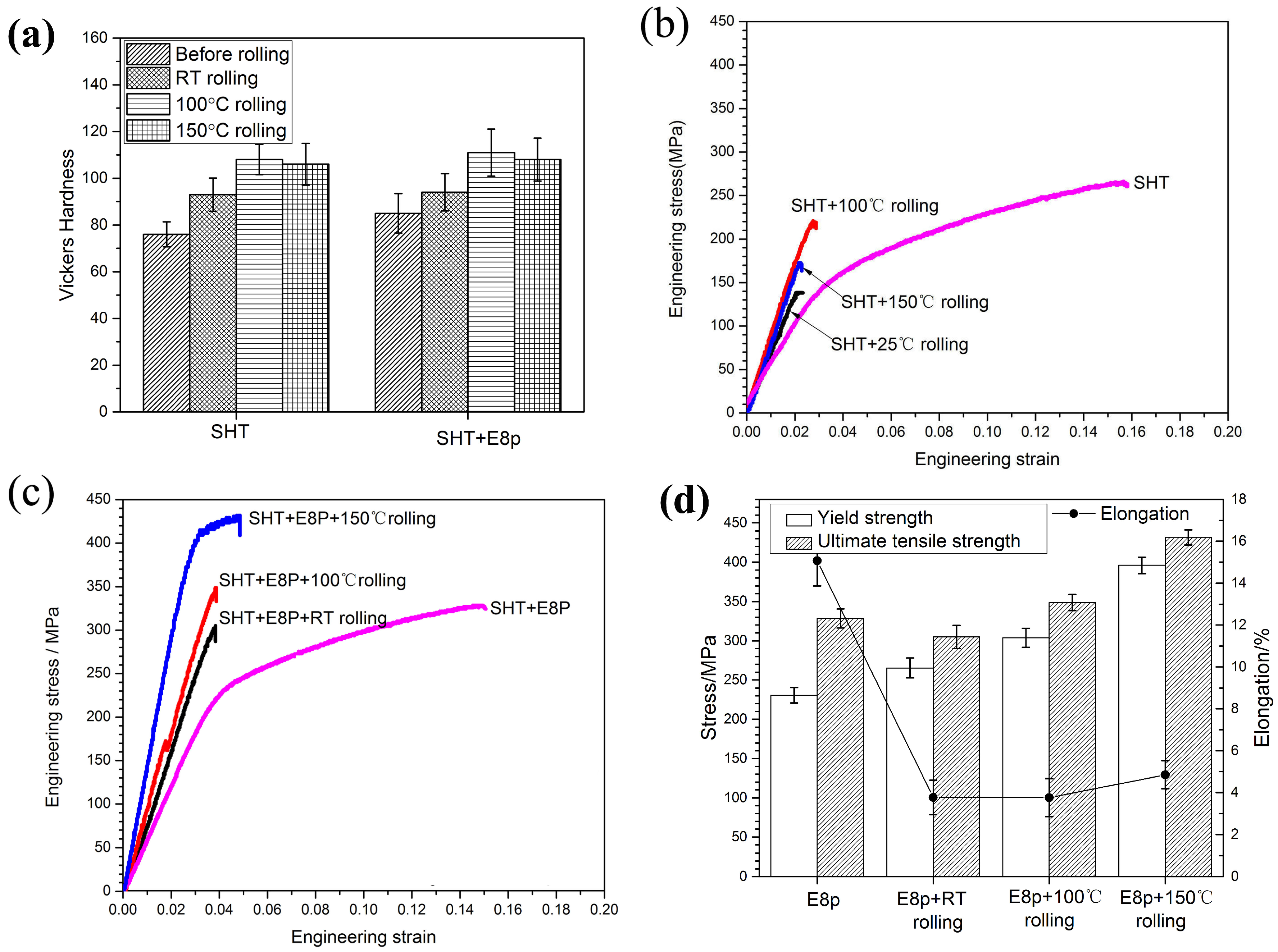
3.2. Mechanical Properties
3.3. Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Aghion, E.; Bronfin, B.; Eliezer, D. The role of the magnesium industry in protecting the environment. J. Mater. Process. Technol. 2001, 117, 381–385. [Google Scholar] [CrossRef]
- Yu, K.; Li, W.-X.; Wang, R.-C.; Ma, Z.-Q. Research, development and application of wrought magnesium alloys. Chin. J. Nonferrous Met. 2003, 13, 277–288. [Google Scholar]
- Bettles, C.; Gibson, M. Current wrought magnesium alloys: Strengths and weaknesses. JOM 2005, 57, 46–49. [Google Scholar] [CrossRef]
- Kaseem, M.; Chung, B.K.; Yang, H.W.; Hamad, K.; Ko, Y.G. Effect of Deformation Temperature on Microstructure and Mechanical Properties of AZ31 Mg Alloy Processed by Differential-Speed Rolling. J. Mater. Sci. Technol. 2015, 31, 498–503. [Google Scholar] [CrossRef]
- Murai, T.; Matsuoka, S.-I.; Miyamoto, S.; Oki, Y. Effects of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions. J. Mater. Process. Technol. 2003, 141, 207–212. [Google Scholar] [CrossRef]
- Valiev, R.; Alexandrov, I.; Zhu, Y.; Lowe, T. Paradox of Strength and Ductility in Metals Processed Bysevere Plastic Deformation. J. Mater. Res. 2002, 17, 5–8. [Google Scholar] [CrossRef]
- Zhu, Y.; Valiev, R.Z.; Langdon, T.G.; Tsuji, N.; Lu, K. Processing of nanostructured metals and alloys via plastic deformation. Mrs Bull. 2010, 35, 977–981. [Google Scholar] [CrossRef]
- Ding, S.X.; Lee, W.T.; Chang, C.P.; Chang, L.W.; Kao, P.W. Improvement of strength of magnesium alloy processed by equal channel angular extrusion. Scr. Mater. 2008, 59, 1006–1009. [Google Scholar] [CrossRef]
- Ma, A.; Jiang, J.; Saito, N.; Shigematsu, I.; Yuan, Y.; Yang, D.; Nishida, Y. Improving both strength and ductility of a Mg alloy through a large number of ECAP passes. Mater. Sci. Eng. A 2009, 513, 122–127. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Principles of grain refinement in magnesium alloys processed by equal-channel angular pressing. J. Mater. Sci. 2009, 44, 4758–4762. [Google Scholar] [CrossRef]
- Kim, W.; An, C.; Kim, Y.; Hong, S. Mechanical properties and microstructures of an AZ61 Mg Alloy produced by equal channel angular pressing. Scr. Mater. 2002, 47, 39–44. [Google Scholar] [CrossRef]
- Mukai, T.; Yamanoi, M.; Watanabe, H.; Higashi, K. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure. Scr. Mater. 2001, 45, 89–94. [Google Scholar] [CrossRef]
- Kim, W.J.; Hong, S.I.; Kim, Y.S.; Min, S.H.; Jeong, H.T.; Lee, J.D. Texture development and its effect on mechanical properties of an AZ61 Mg alloy fabricated by equal channel angular pressing. Acta Mater. 2003, 51, 3293–3307. [Google Scholar] [CrossRef]
- Suwas, S.; Gottstein, G.; Kumar, R. Evolution of crystallographic texture during equal channel angular extrusion (ECAE) and its effects on secondary processing of magnesium. Mater. Sci. Engi. A 2007, 471, 1–14. [Google Scholar] [CrossRef]
- He, Y.; Pan, Q.; Qin, Y.; Liu, X.; Li, W.; Chiu, Y.; Chen, J.J. Microstructure and mechanical properties of ZK60 alloy processed by two-step equal channel angular pressing. J. Alloys Compd. 2010, 492, 605–610. [Google Scholar] [CrossRef]
- Dmitry, O.; George, R.; Torbjorn, T.L.; Mikhail, P.; Yuri, E. Improvement of mechanical properties of magnesium alloy ZK60 by integrated extrusion and equal channel angular pressing. Acta Mater. 2011, 59, 375–385. [Google Scholar]
- Yuan, Y.C.; Ma, A.B.; Jiang, J.H.; Sun, Y.; Lu, F.M.; Zhang, L.Y.; Song, D. Mechanical properties and precipitate behavior of Mg-9Al-1Zn alloy processed by equal-channel angular pressing and aging. J. Alloys Compd. 2014, 594, 182–188. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Ma, A.B.; Jiang, J.H.; Yang, D.H. Finite Element Analysis of the Deformation Distribution During Multi-Pass Rotary-Die ECAP. J. Mater. Eng. Perform. 2011, 20, 1378–1384. [Google Scholar] [CrossRef]
- Nishida, Y.; Arima, H.; Kim, J.-C.; Ando, T. Rotary-die equal-channel angular pressing of an Al-7 mass% Si-0.35 mass% Mg alloy. Scr. Mater. 2001, 45, 261–266. [Google Scholar] [CrossRef]
- Yuan, Y.; Ma, A.; Gou, X.; Jiang, J.; Lu, F.; Song, D.; Zhu, Y. Superior mechanical properties of ZK60 mg alloy processed by equal channel angular pressing and rolling. Mater. Sci. Eng. A 2015, 630, 45–50. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, O. A mechanistic understanding of the formability of magnesium: Examining the role of temperature on the deformation mechanisms. In Materials Science Forum; Trans Tech Publications: Zürich, Switzerland, 2003; pp. 177–188. [Google Scholar]
- Máthis, K.; Nyilas, K.; Axt, A.; Dragomir-Cernatescu, I.; Ungár, T.; Lukáč, P. The evolution of non-basal dislocations as a function of deformation temperature in pure magnesium determined by X-ray diffraction. Acta Mater. 2004, 52, 2889–2894. [Google Scholar] [CrossRef]
- McGill, M.R.B. Lecture Series on Wrought Magnesium; McGill University: Montreal, QC, Canada, 2004. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Rolling Temperature | Total Reduction |
|---|---|---|
| SHT | Room temperature (25 °C) | ~20.81% |
| SHT + E8P | ~17.39% | |
| SHT | 100 °C | ~18.35% |
| SHT + E8P | ~20.72% | |
| SHT | 150 °C | ~33.33% |
| SHT + E8P | ~51.33% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Y.; Guo, Q.; Sun, J.; Liu, H.; Xu, Q.; Wu, Y.; Song, D.; Jiang, J.; Ma, A. High Mechanical Properties of AZ91 Mg Alloy Processed by Equal Channel Angular Pressing and Rolling. Metals 2019, 9, 386. https://doi.org/10.3390/met9040386
Yuan Y, Guo Q, Sun J, Liu H, Xu Q, Wu Y, Song D, Jiang J, Ma A. High Mechanical Properties of AZ91 Mg Alloy Processed by Equal Channel Angular Pressing and Rolling. Metals. 2019; 9(4):386. https://doi.org/10.3390/met9040386
Chicago/Turabian StyleYuan, Yuchun, Qingfang Guo, Jiapeng Sun, Huan Liu, Qiong Xu, Yuna Wu, Dan Song, Jinghua Jiang, and Aibin Ma. 2019. "High Mechanical Properties of AZ91 Mg Alloy Processed by Equal Channel Angular Pressing and Rolling" Metals 9, no. 4: 386. https://doi.org/10.3390/met9040386
APA StyleYuan, Y., Guo, Q., Sun, J., Liu, H., Xu, Q., Wu, Y., Song, D., Jiang, J., & Ma, A. (2019). High Mechanical Properties of AZ91 Mg Alloy Processed by Equal Channel Angular Pressing and Rolling. Metals, 9(4), 386. https://doi.org/10.3390/met9040386