Strategy to Enhance Magnetic Properties of Fe78Si9B13 Amorphous Powder Cores in the Industrial Condition


Abstract
:1. Introduction
2. Experiments
3. Results and Discussions
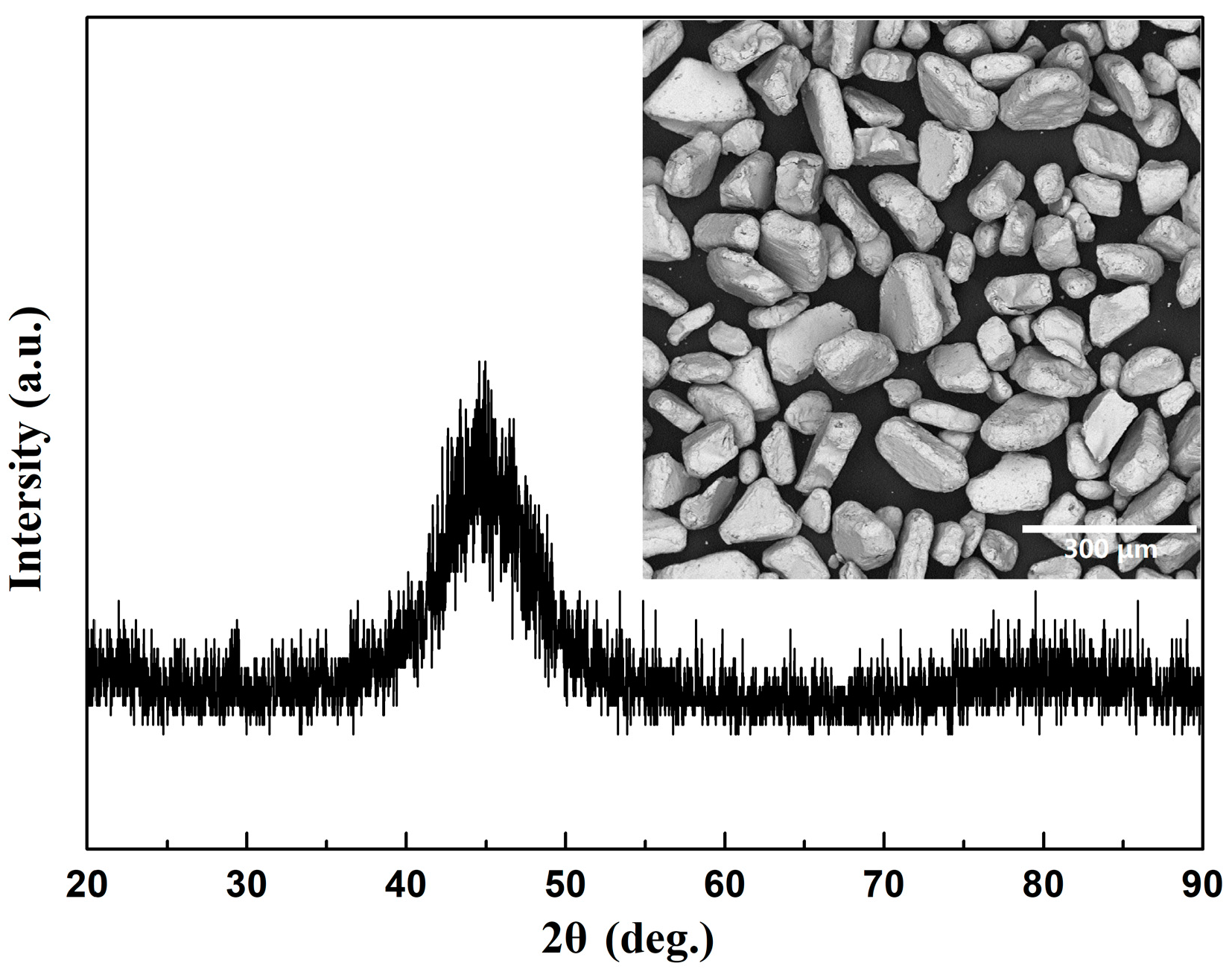
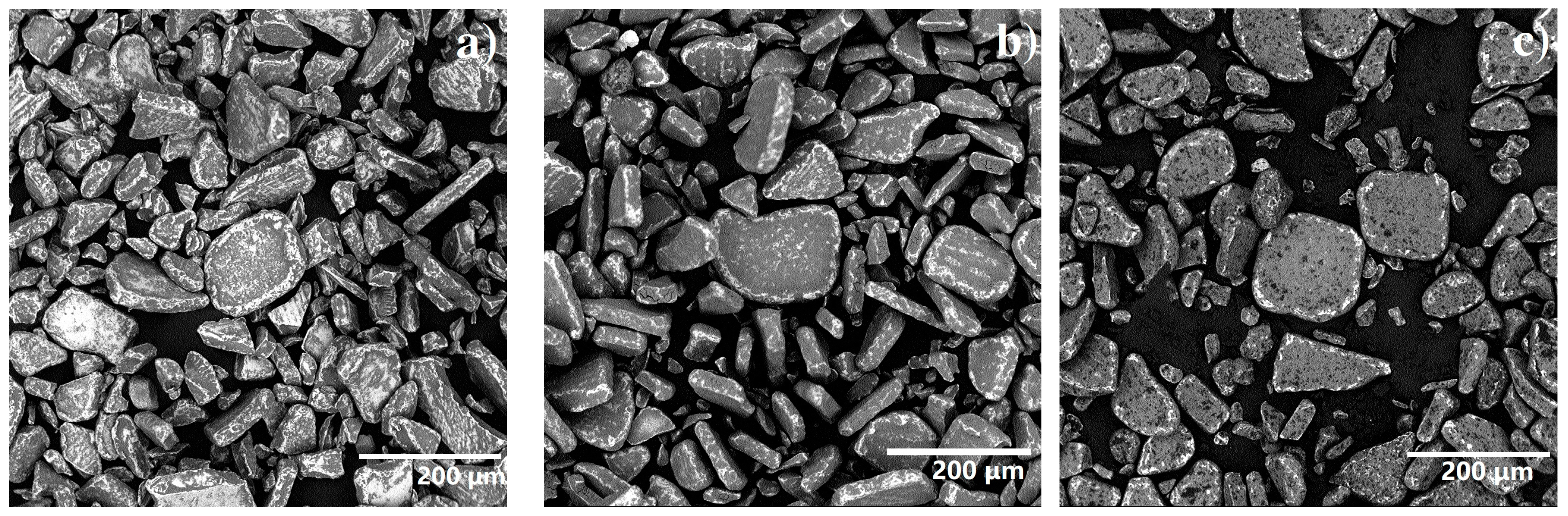
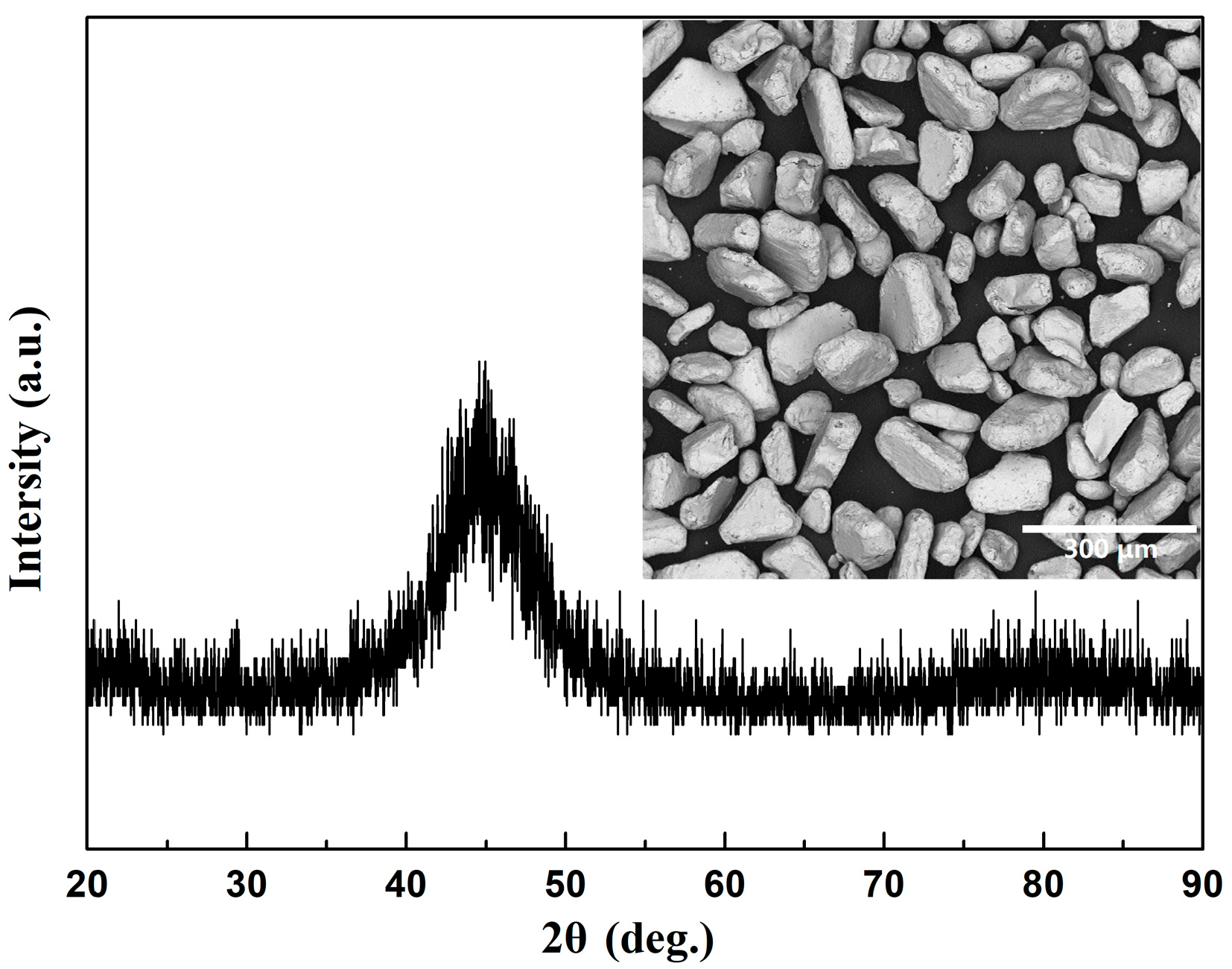
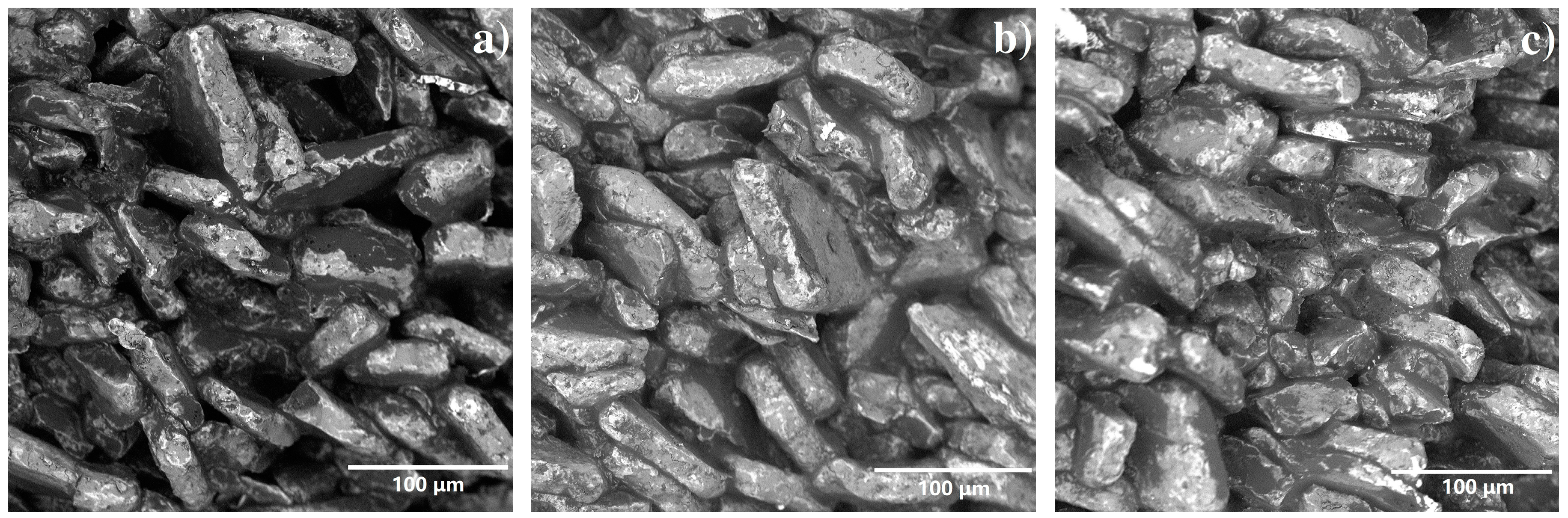
3.1. Microstructure of Amorphous Powders
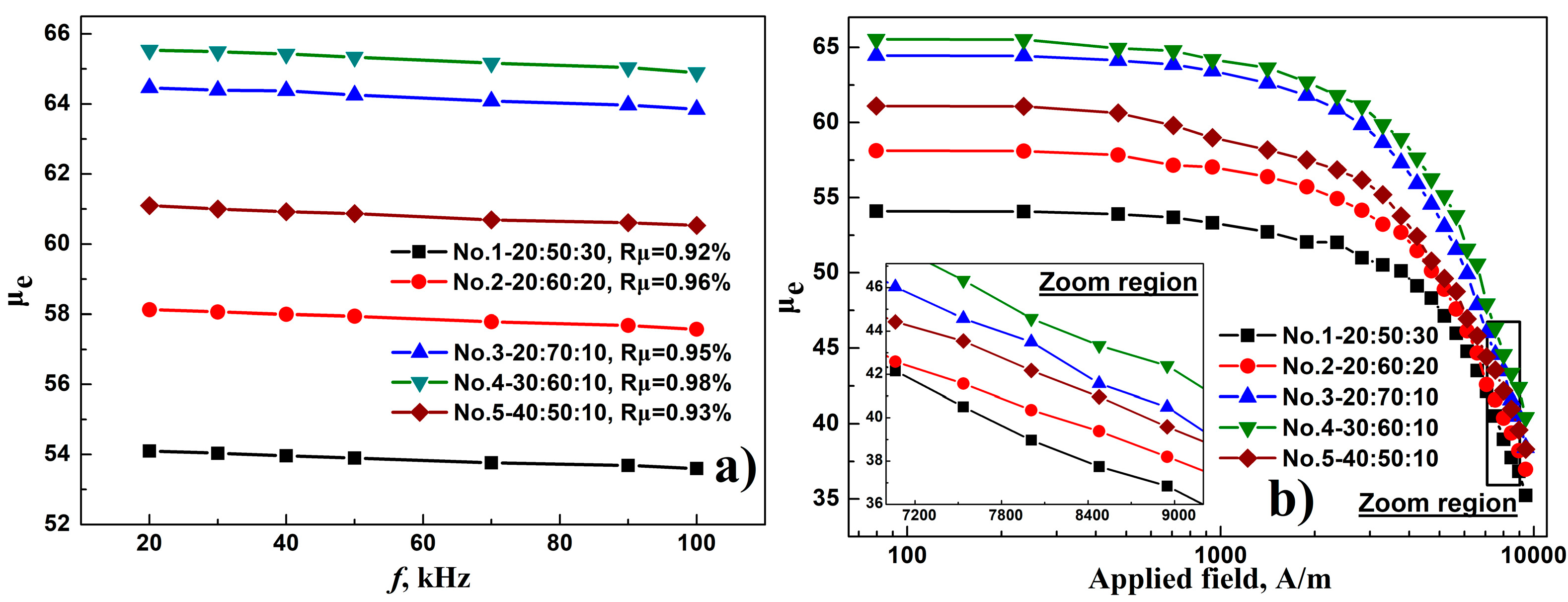
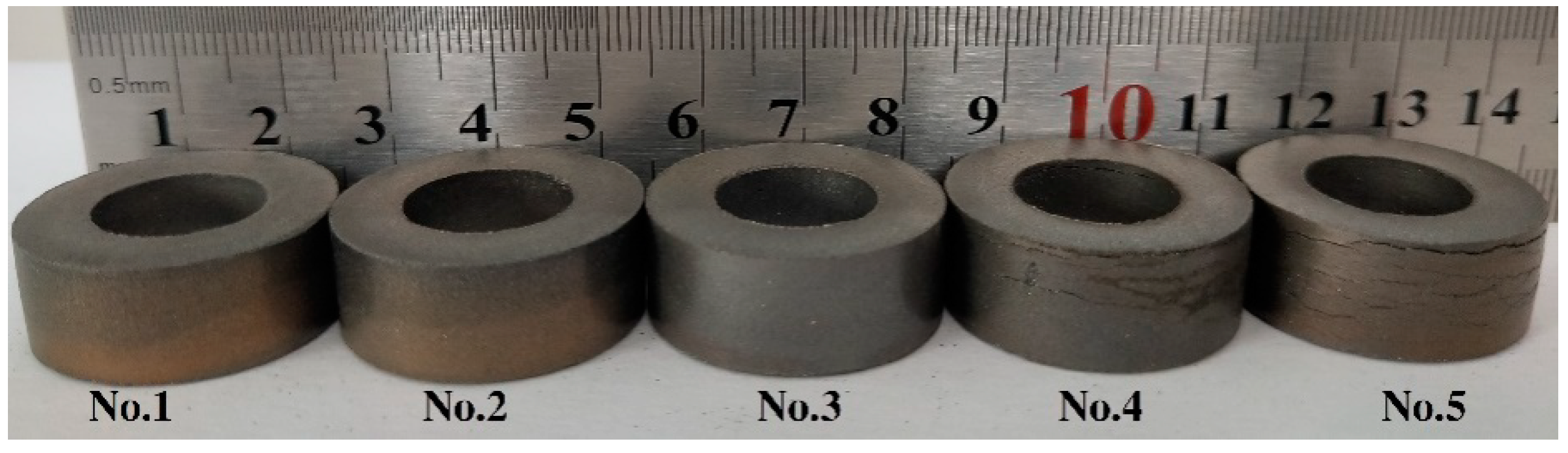
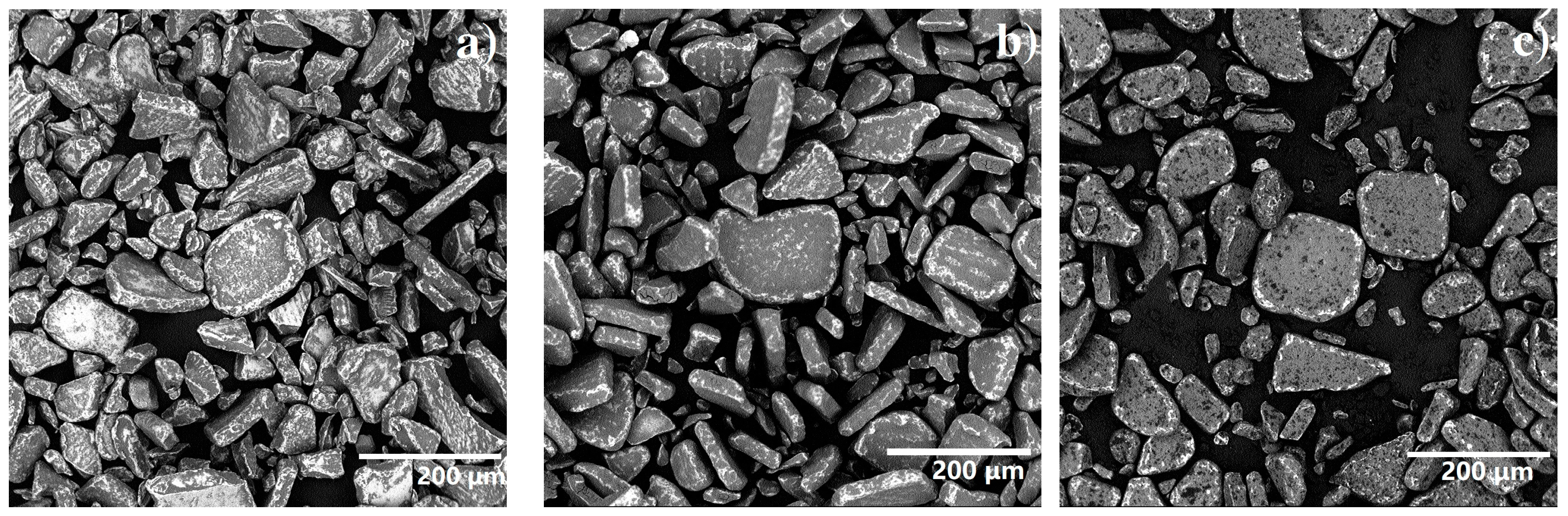
3.2. Particle Size Distribution
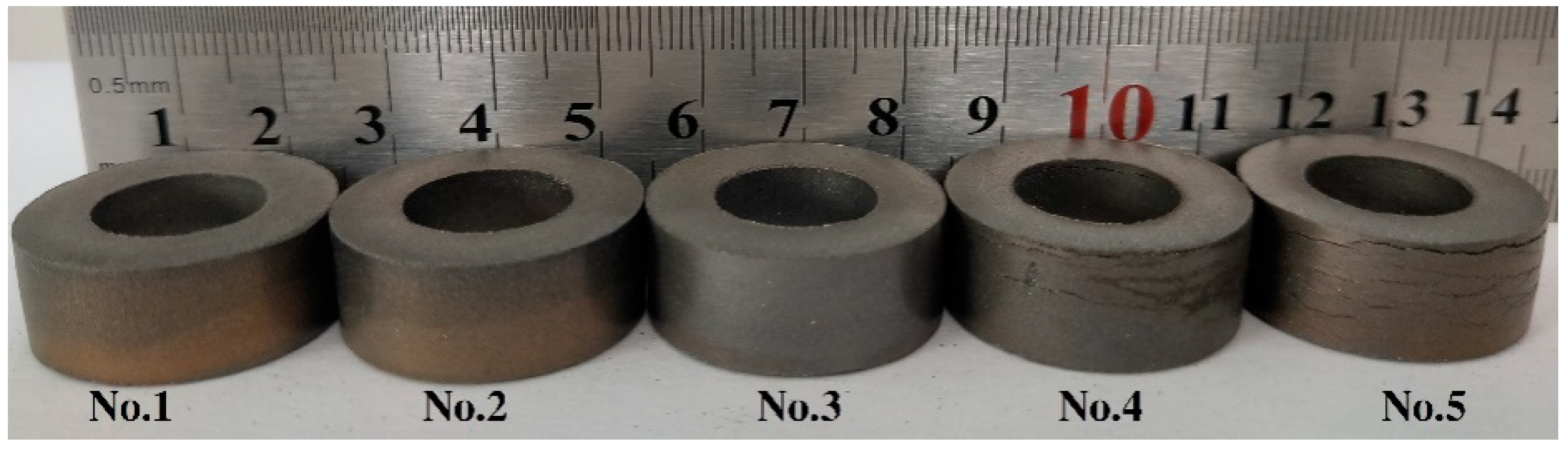
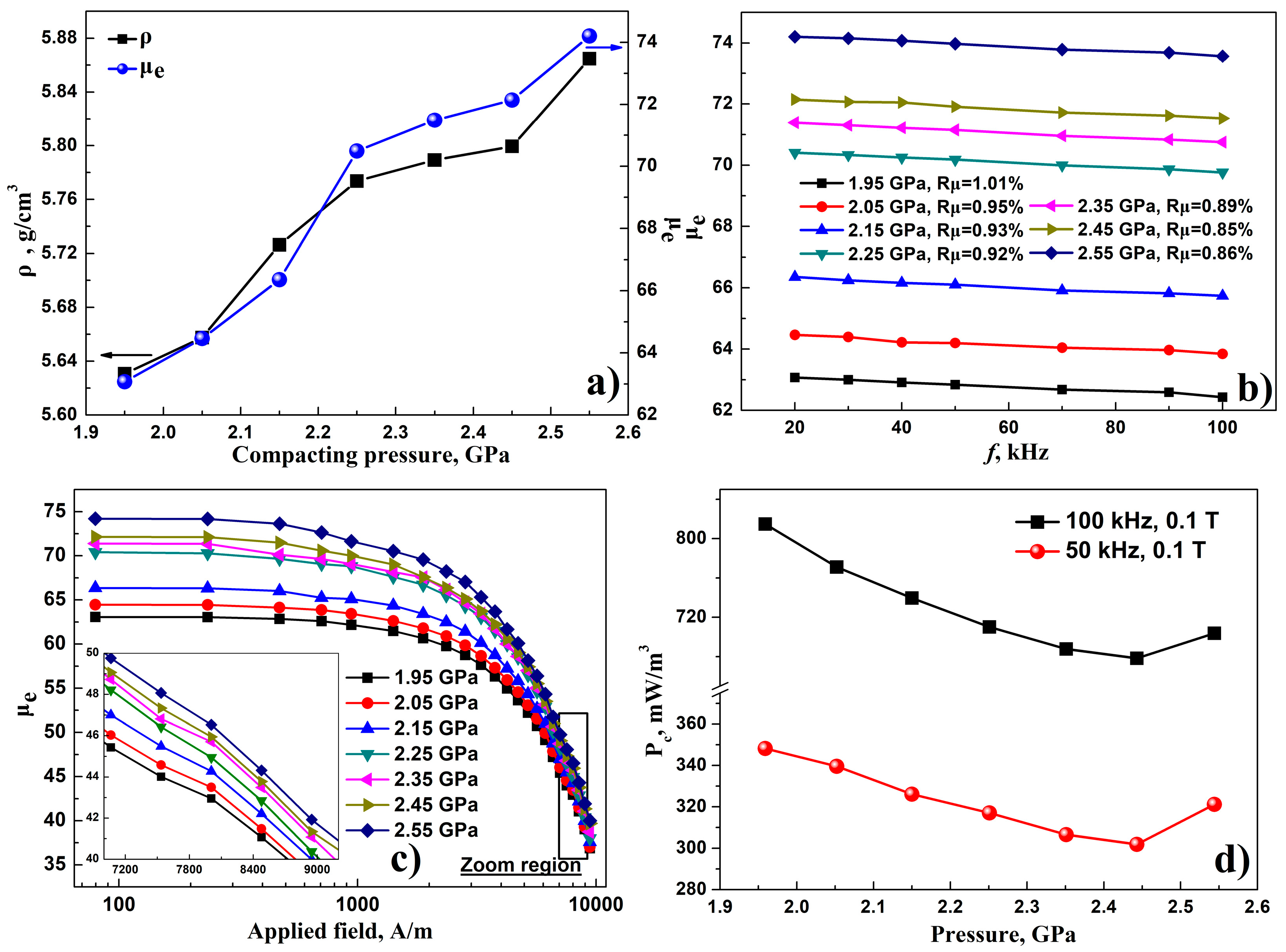
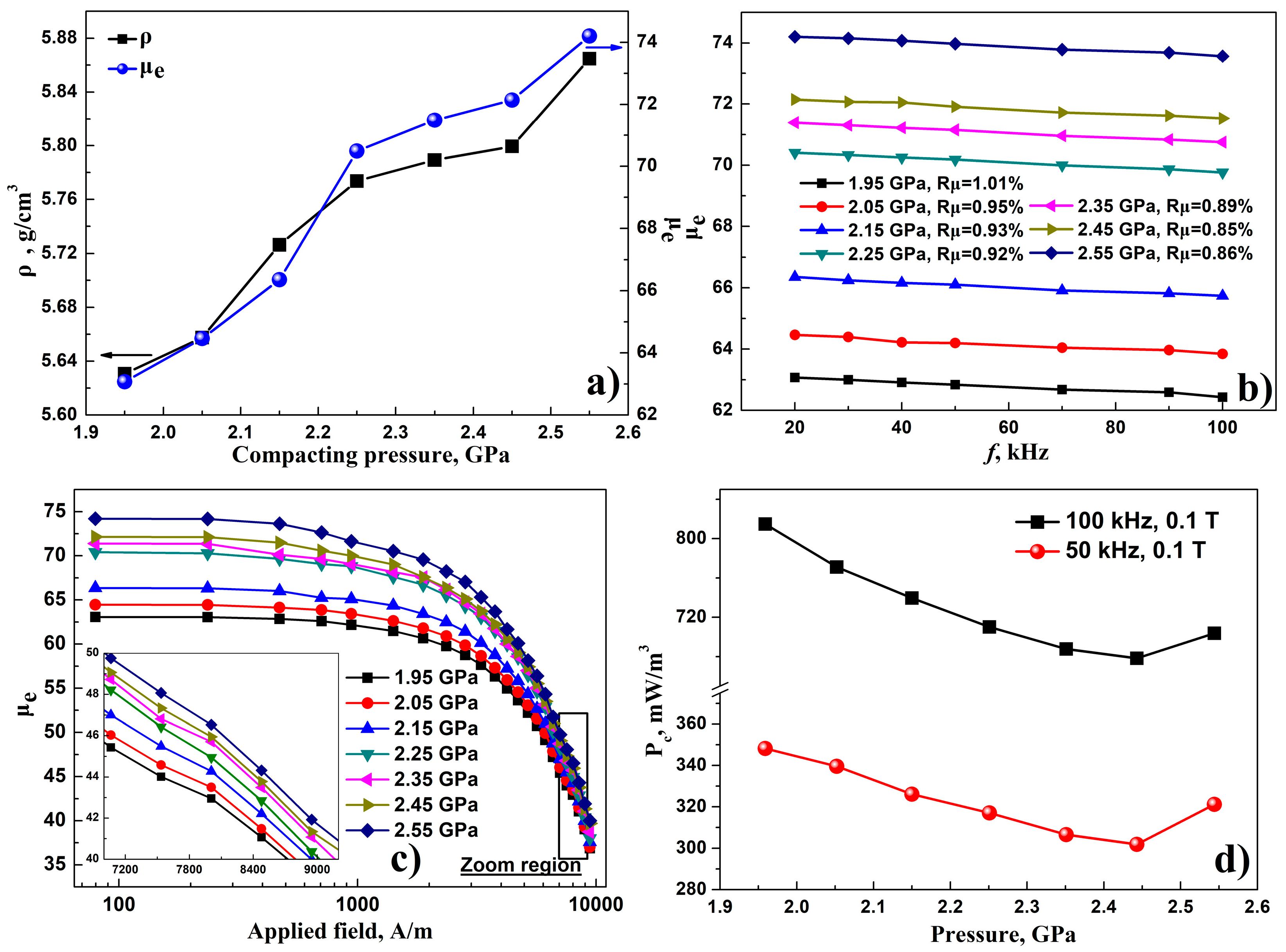
3.3. Molding Pressure
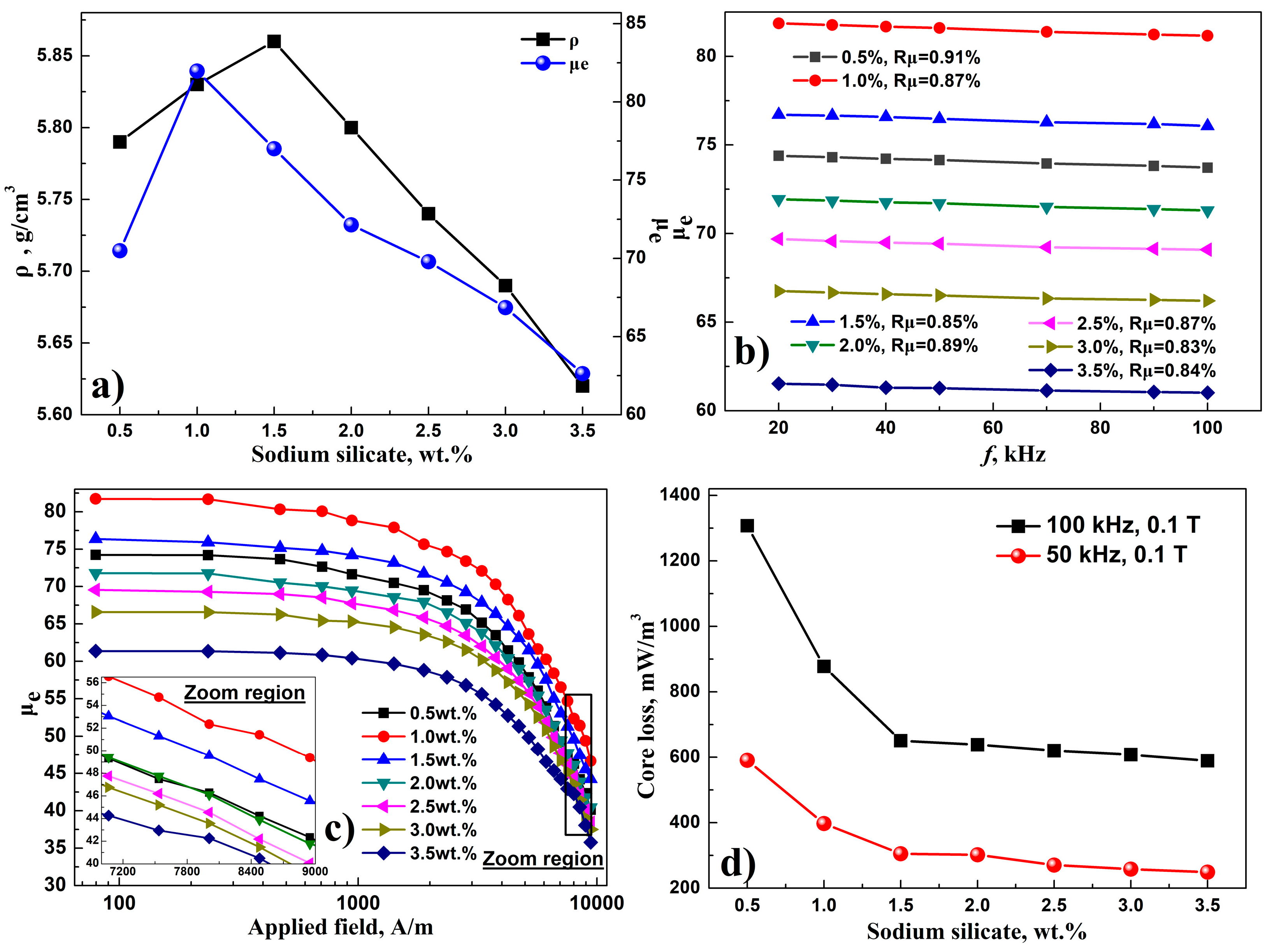
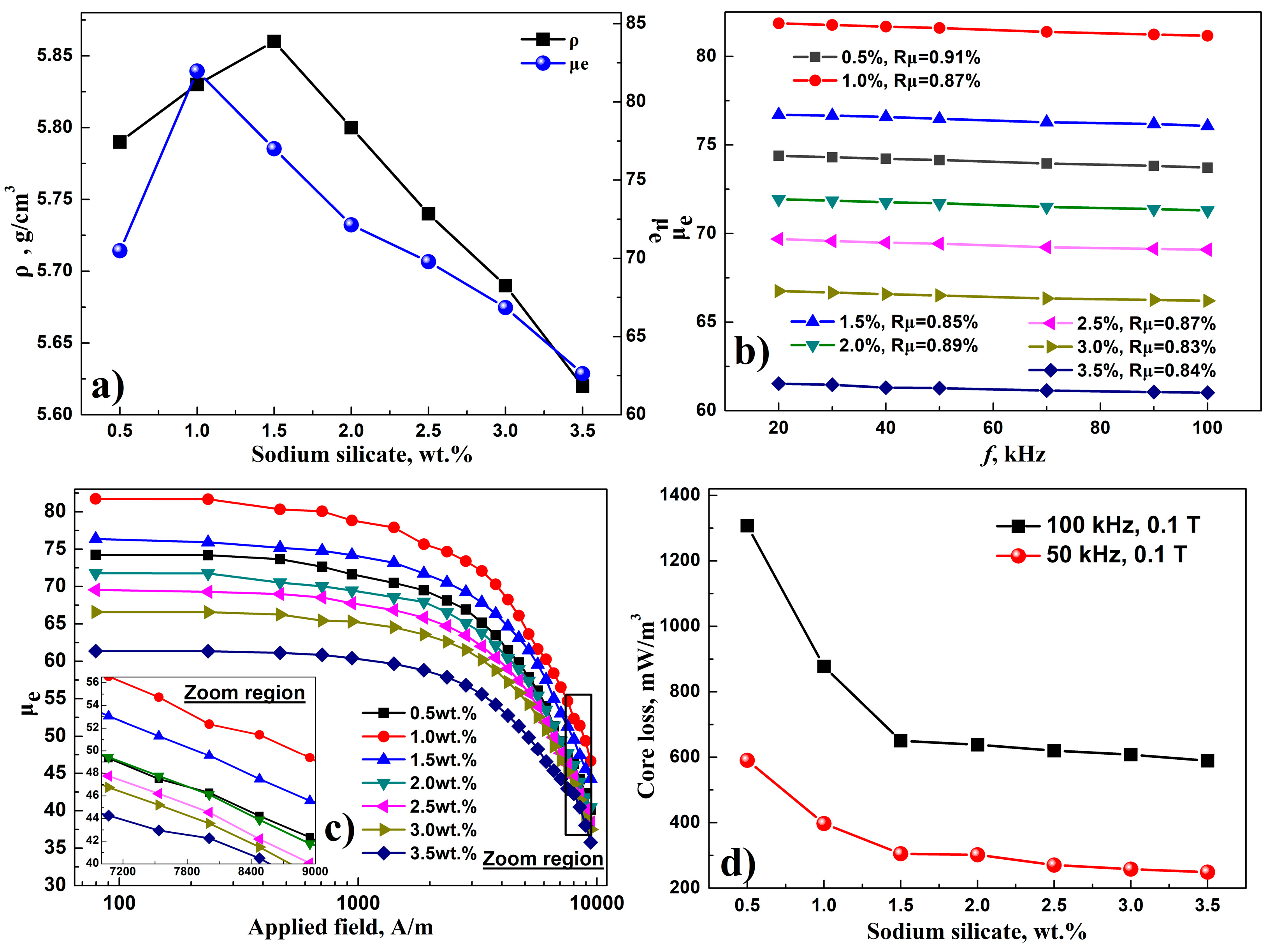
3.4. Insulating Material Content
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Shokrollahi, H.; Janghorban, K. Soft magnetic composite materials (SMCs). J. Mater. Process. Technol. 2007, 189, 1–12. [Google Scholar] [CrossRef]
- Valchev, V.C.; Todorova, T.P.; Bossche, V.A. Comparison and design of DC chokes based on different magnetic materials. In Proceedings of the 2017 XXVI International Scientific Conference Electronics (ET), Sozopol, Bulgaria, 13–15 September 2017; IEEE: Piscataway, NJ, USA, 2017. [Google Scholar]
- Leary, A.M.; Ohodnicki, P.R.; Mchenry, M.E. Soft Magnetic Materials in High-Frequency, High-Power Conversion Applications. JOM 2012, 64, 772–781. [Google Scholar] [CrossRef]
- Sugimura, K.; Shibamoto, D.; Yabu, N.; Yamamoto, T.; Sonehara, M.; Sato, T.; Mizuno, T.; Mizusaki, H. Surface-Oxidized Amorphous Alloy Powder/Epoxy-Resin Composite Bulk Magnetic Core and Its Application to Megahertz Switching LLC Resonant Converter. IEEE. T. Mag. 2017, 53, 1–6. [Google Scholar] [CrossRef]
- Zhang, L.; Li, D.; Lu, Z.; Liu, T.; Guo, F.; Liu, K.; Wang, J.; Zhou, S. Novel Fe-based amorphous magnetic powder cores with ultra-low core losses. Sci. China. Technol. Sci. 2010, 53, 1290–1293. [Google Scholar] [CrossRef]
- Salmi, W.A.; Gyawali, P.; Dahal, B.; Pegg, I.L.; Philip, J. Core-shell FeNi-NixFe3-xO4 nanowires. J. Vac. Sci. Technol. B 2015, 33, 040604. [Google Scholar] [CrossRef]
- Otsuka, I.; Kadomura, T.; Ishiyama, K.; Yagi, K. Magnetic Properties of Fe-Based Amorphous Powder Cores with High Magnetic Flux Density. IEEE T. Mag. 2009, 45, 4294–4297. [Google Scholar] [CrossRef]
- Huang, C.; Liu, T.; Wang, X.; Lu, C.; Li, D.; Lu, Z. Magnetic properties of Fe82Si2B14C2 amorphous powder cores with low core loss and high magnetic flux density. Powder Metall. 2014, 57, 41–44. [Google Scholar] [CrossRef]
- Wei, D.; Wang, X.; Nie, Y.; Feng, Z.; Chen, Y.; Harris, V.G. Low loss Sendust powder cores comprised of particles coated by sodium salt insulating layer. J. Appl. Phys. 2015, 117, 17A921. [Google Scholar] [CrossRef]
- Liu, M.; Huang, K.; Liu, L.; Li, T.; Cai, P.; Dong, Y.; Wang, X. Fabrication and magnetic properties of novel Fe-based amorphous powder and corresponding powder cores. J. Mater. Sci-Mater. El. 2018, 29, 6092–6097. [Google Scholar] [CrossRef]
- Guo, J.; Dong, Y.; Man, Q.; Li, Q.; Chang, C.; Wang, X.; Li, R. Fabrication of FeSiBPNb amorphous powder cores with high DC-bias and excellent soft magnetic properties. J. Magn. Magn. Mater. 2016, 401, 432–435. [Google Scholar] [CrossRef]
- Li, X.; Dong, Y.; Liu, M.; Chang, C.; Wang, X. New Fe-based amorphous soft magnetic composites with significant enhancement of magnetic properties by compositing with nano-(NiZn)Fe2O4. J. Alloys Compd. 2017, 696, 1323–1328. [Google Scholar] [CrossRef]
- Zhao, G.; Wu, C.; Yan, M. Fabrication and growth mechanism of iron oxide insulation matrix for Fe soft magnetic composites with high permeability and low core loss. J. Alloys Compd. 2017, 710, 138–143. [Google Scholar] [CrossRef]
- Xiao, L.; Sun, Y.; Ding, C.; Yang, L.; Yu, L. Annealing effects on magnetic properties and strength of organic-silicon epoxy resin-coated soft magnetic composites. J. Mech. Eng. Sci. 2014, 228, 2049–2058. [Google Scholar] [CrossRef]
- Kollar, P.; Bircakova, Z.; Fuezer, J.; Bures, R.; Faberova, M. Power loss separation in Fe-based composite materials. J. Magn. Magn. Mater. 2013, 327, 146–150. [Google Scholar] [CrossRef]
- Peng, Y.; Yi, Y.; Li, L.; Yi, J.; Nie, J.; Bao, C. Iron-based soft magnetic composites with Al2O3 insulation coating produced using sol–gel method. Mater. Des. 2016, 109, 390–395. [Google Scholar] [CrossRef]
- Wang, J.; Fan, X.; Wu, Z.; Li, G. Intergranular insulated Fe/SiO2 soft magnetic composite for decreased core loss. Adv. Powder. Technol. 2016, 27, 1189–1194. [Google Scholar] [CrossRef]
- Xie, D.; Lin, K.; Lin, S. Effects of processed parameters on the magnetic performance of a powder magnetic core. J. Magn. Magn. Mater. 2014, 353, 34–40. [Google Scholar] [CrossRef]
- Streckova, M.; Hadraba, H.; Bures, R.; Faberova, M.; Roupcova, P.; Kubena, I.; Medvecky, L.; Girman, V.; Kollar, P.; Fuzer, J.; et al. Chemical synthesis of nickel ferrite spinel designed as an insulating bilayer coating on ferromagnetic particles. Surf. Coat. Technol. 2015, 270, 66–76. [Google Scholar] [CrossRef]
- Xie, Y.; Yan, P.; Yan, B. Enhanced Soft Magnetic Properties of Iron-Based Powder Cores with Co-Existence of Fe3O4–MnZnFe2O4 Nanoparticles. Metals 2018, 8, 702. [Google Scholar] [CrossRef]
- Li, B.; Zheng, Z.; Yu, H.; Zeng, D. Improved permeability of Fe based amorphous magnetic powder cores by adding Permalloy. J. Magn. Magn. Mater. 2017, 438, 138–143. [Google Scholar] [CrossRef]
- Yagi, M.; Endo, I.; Otsuka, I.; Yamamoto, H.; Okuno, R.; Koshimoto, H.; Shintani, A. Magnetic properties of Fe-based amorphous powder cores produced by a hot-pressing method. J. Magn. Magn. Mater. 2000, 215–216, 284–287. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, Y.; Xia, G. Amorphous soft magnetic composite-cores with various orientations of the powder-flakes. J. Magn. Magn. Mater. 2015, 396, 97–101. [Google Scholar] [CrossRef]
- Li, Z.; Dong, Y.; Li, F.; Chang, C.; Wang, X.; Li, R. Fe78Si9B13 amorphous powder core with improved magnetic properties. J. Mater. Sci-Mater. El. 2017, 28, 1180–1185. [Google Scholar] [CrossRef]
- Li, Z.; Dong, Y.; Pauly, S.; Chang, C.; Wei, R.; Li, F.; Wang, X. Enhanced soft magnetic properties of Fe-based amorphous powder cores by longitude magnetic field annealing. J. Alloys Compd. 2017, 706, 1–6. [Google Scholar] [CrossRef]
- Dong, Y.; Li, Z.; Liu, M.; Chang, C.; Li, F.; Wang, X. The effects of field annealing on the magnetic properties of FeSiB amorphous powder cores. Mater. Res. Bull. 2017, 96, 160–163. [Google Scholar] [CrossRef]
- Liu, H.; Su, H.; Geng, W.; Sun, Z.; Song, T.; Tong, X.; Zou, Z.; Wu, Y.; Du, Y. Effect of Particle Size Distribution on the Magnetic Properties of Fe-Si-Al Powder Core. J. Supercond. Nov. Magn. 2016, 29, 463–468. [Google Scholar] [CrossRef]
- Bai, R.; Zhu, Z.; Zhao, H.; Mao, S.; Zhong, Q. The percolation effect and optimization of soft magnetic properties of FeSiAl magnetic powder cores. J. Magn. Magn. Mater. 2017, 433, 285–291. [Google Scholar] [CrossRef]
- Taghvaei, A.; Shokrollahi, H.; Ghaffari, M.; Janghorban, K. Influence of particle size and compaction pressure on the magnetic properties of iron-phenolic soft magnetic composites. J. Phys. Chem. Solids. 2010, 71, 7–11. [Google Scholar] [CrossRef]
- Taghvaei, A.; Shokrollahi, H.; Janghorban, K.; Abiri, H. Eddy current and total power loss separation in the iron–phosphate–polyepoxy soft magnetic composites. Mater. Des. 2009, 30, 3989–3995. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matching Ratio (P1%:P2%:P3%) | Characterization of Particle Size Distribution | ρ, g/cm3 | μe | Pc@50 kHz, 0.1 T, mW/cm3 | ||||
|---|---|---|---|---|---|---|---|---|
| D10, μm | D25, μm | D50, μm | D75, μm | D90, μm | ||||
| No. 1—20:50:30 | 44.30 | 50.50 | 66.50 | 85.60 | 114.40 | 5.55 | 53.10 | 315.23 |
| No. 2—20:60:20 | 46.80 | 57.40 | 69.90 | 89.40 | 119.80 | 5.61 | 58.13 | 330.85 |
| No. 3—20:70:10 | 49.50 | 66.70 | 74.10 | 96.30 | 132.30 | 5.66 | 64.46 | 339.54 |
| No. 4—30:60:10 | 51.70 | 70.20 | 81.10 | 110.00 | 141.20 | 5.63 | 65.54 | 374.28 |
| No. 5—40:50:10 | 53.10 | 75.30 | 90.20 | 123.40 | 156.40 | 5.52 | 61.10 | 409.76 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, H.; Wang, C.; Chen, W.; Lin, J. Strategy to Enhance Magnetic Properties of Fe78Si9B13 Amorphous Powder Cores in the Industrial Condition. Metals 2019, 9, 381. https://doi.org/10.3390/met9030381
Sun H, Wang C, Chen W, Lin J. Strategy to Enhance Magnetic Properties of Fe78Si9B13 Amorphous Powder Cores in the Industrial Condition. Metals. 2019; 9(3):381. https://doi.org/10.3390/met9030381
Chicago/Turabian StyleSun, Haibo, Ce Wang, Weihong Chen, and Jiexin Lin. 2019. "Strategy to Enhance Magnetic Properties of Fe78Si9B13 Amorphous Powder Cores in the Industrial Condition" Metals 9, no. 3: 381. https://doi.org/10.3390/met9030381
APA StyleSun, H., Wang, C., Chen, W., & Lin, J. (2019). Strategy to Enhance Magnetic Properties of Fe78Si9B13 Amorphous Powder Cores in the Industrial Condition. Metals, 9(3), 381. https://doi.org/10.3390/met9030381