Thermal Effects in Dissimilar Magnetic Pulse Welding

 , , , ,
, , , ,
Abstract
1. Introduction
- Investigate the influence of the flyer kinetics on the material flow.
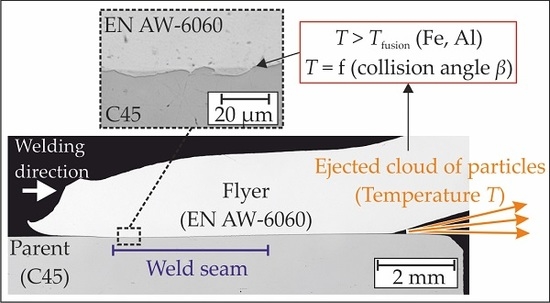
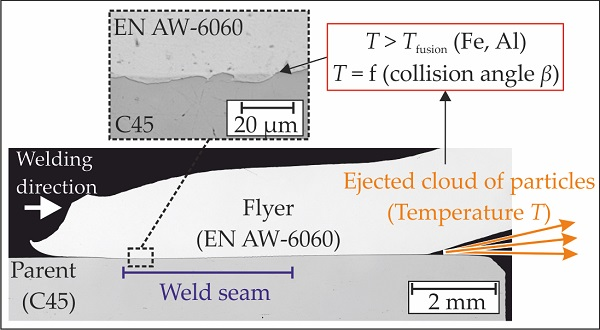
- Study the influence of different collision conditions on the formation and properties of the jet or “cloud of particles” (CoP) and the corresponding thermal conditions in the joining gap.
- Build up a temperature model for the welding interface, based on the heat input by the CoP.
2. Materials and Methods
2.1. Nomenclature
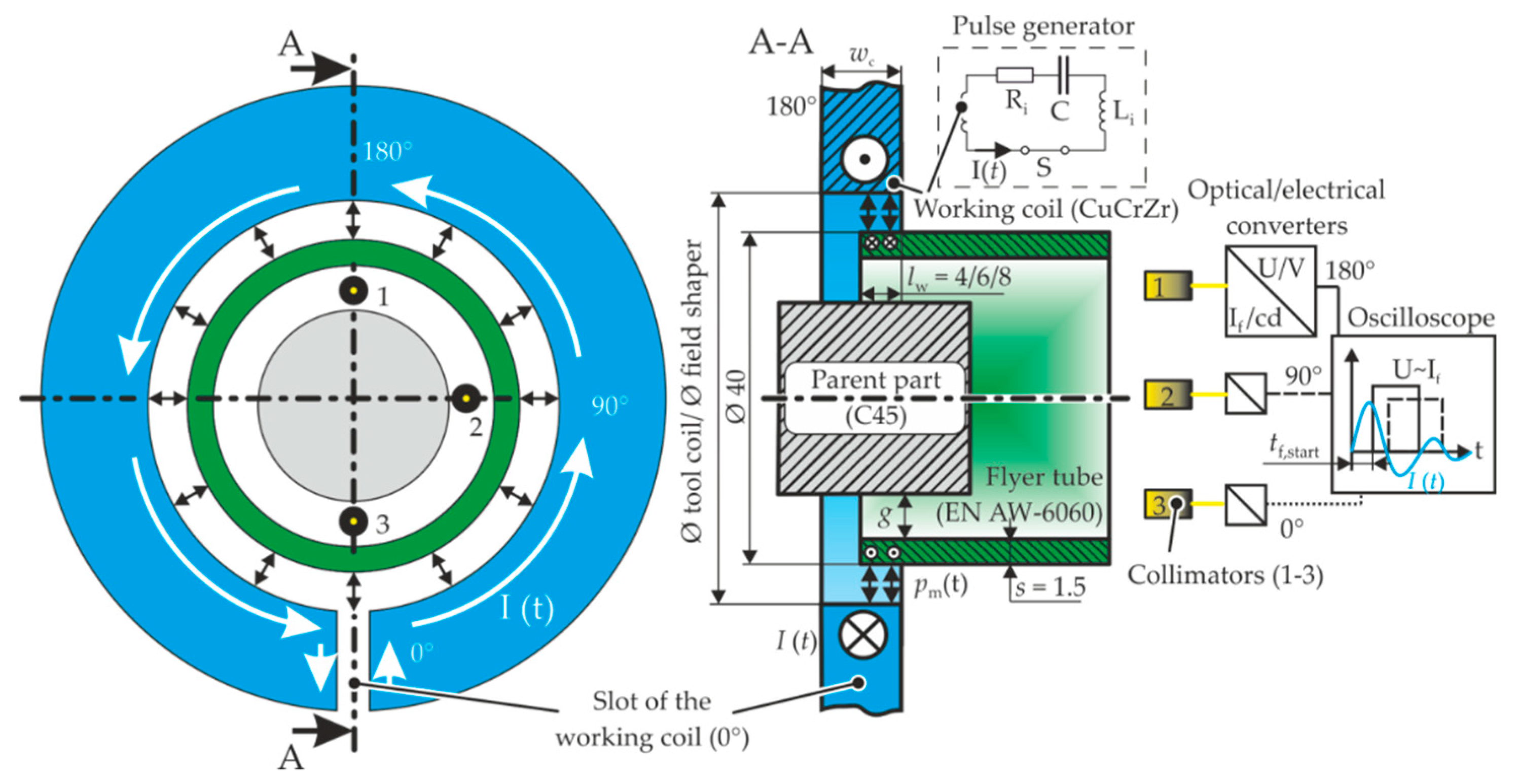
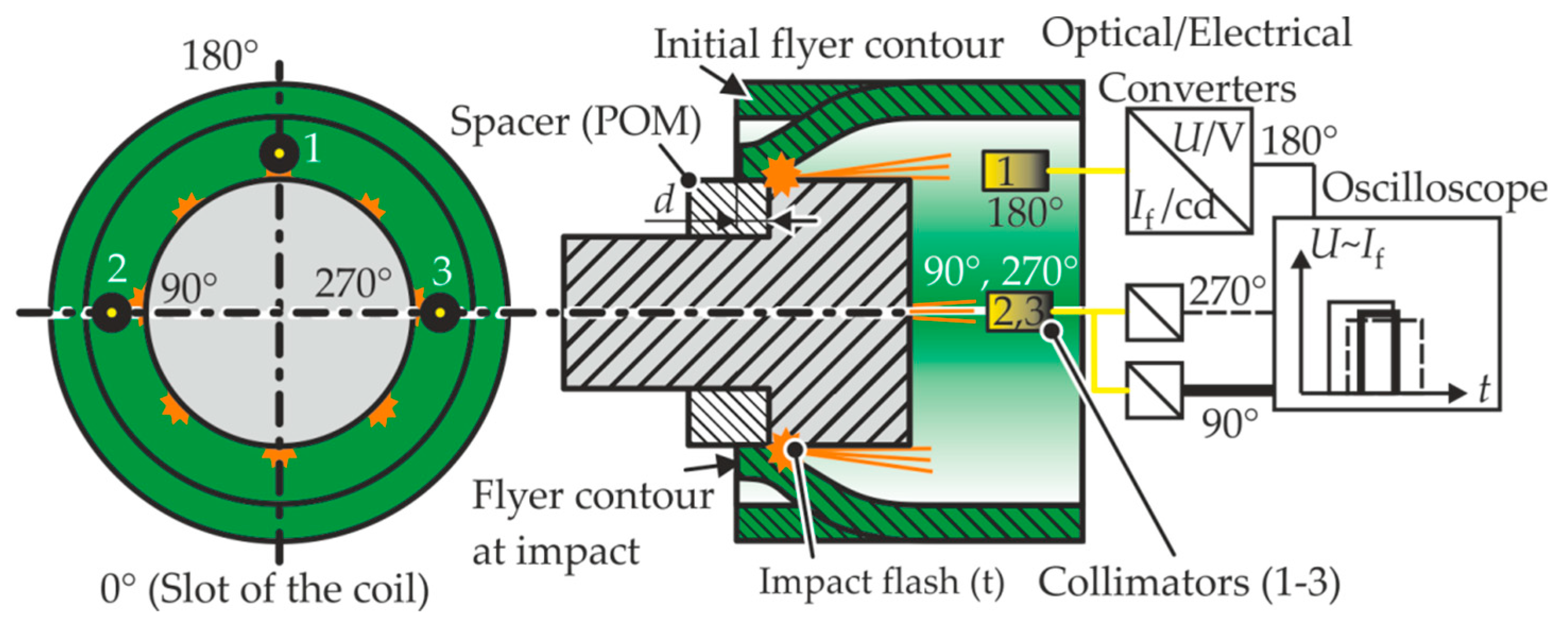
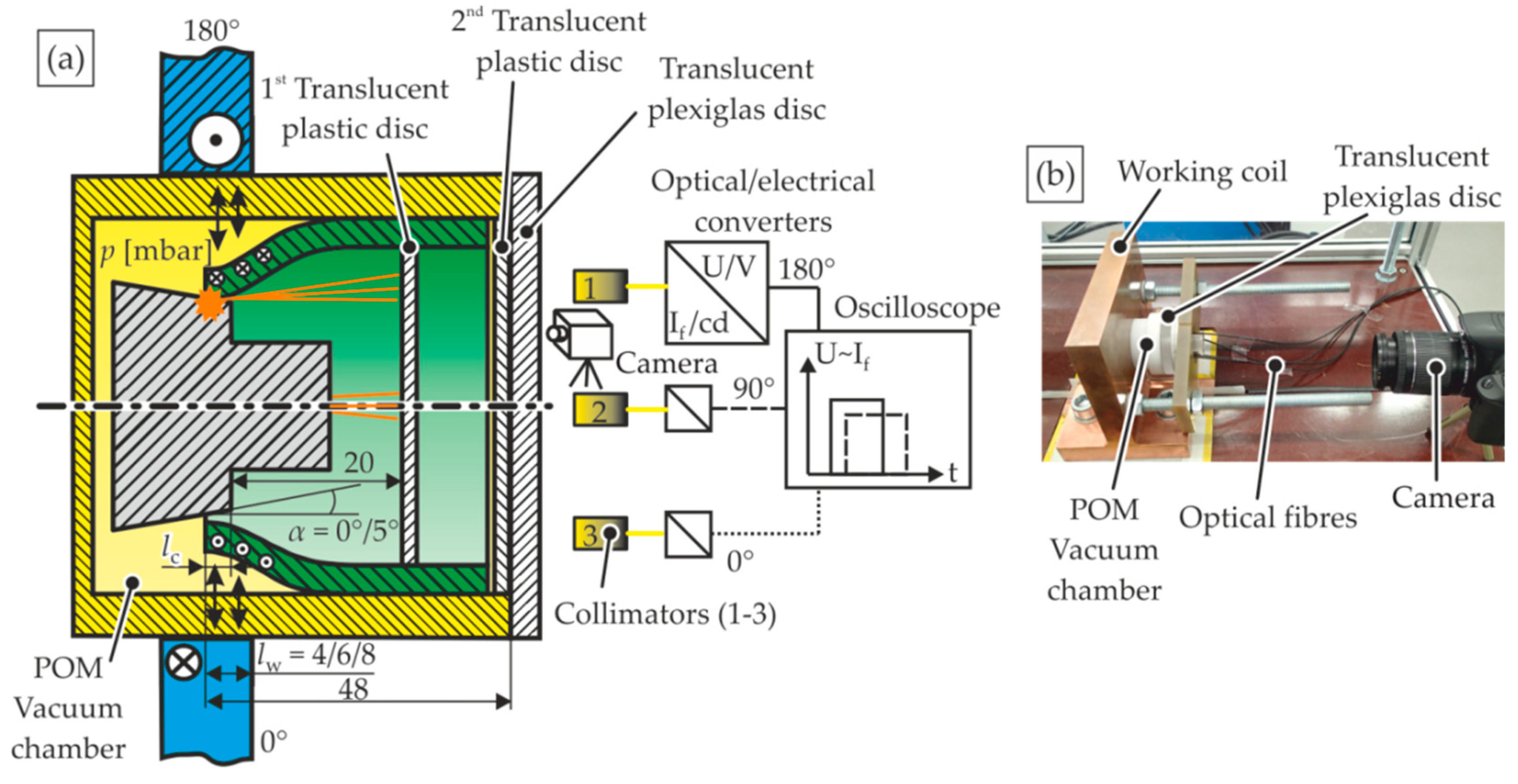
2.2. Experiments
2.3. Numerical Simulations
- The thermal energy of the CoP is responsible for the surface activation before both joining partners get into contact. In order to simplify the numerical model, this is assumed to be the only heat source. The heat input by plastic deformation after the collision is not considered in the model.
- The thermal energy of the CoP is equally distributed to both joining partner surfaces, which seems admissible for small collision angles.
- At the welding interface, just solid and liquid phases are present at the time of contact. If the surface temperature would lead to vaporization before contact, the material in the gaseous phase would be pressed out of the joining gap together with the CoP during MPW, provided a sufficient collision angle.
- The influence of the temperature on the materials’ densities, heat capacities and thermal conductivities is not considered in the simulations.
3. Results and Discussion
3.1. Effect of the Flyer Kinetics on the Material Flow
3.2. Characteristics of the “Cloud of Particles” (CoP)
3.3. Temperature Model
4. Research Highlights
- The experiments showed that jetting in the type of a strong material flow is not mandatory for a successful MPW process. A cloud of particles (CoP), which is ejected during the impact with lower velocities, enables welding, too. Compared to the “real” jet in the style of a massive material flow at higher impact velocities, the CoP cannot remove thick surface layers or facilitate welding with rough surfaces. In this case, an adapted surface preparation and cleaning process is essential to ensure a sufficient surface activation.
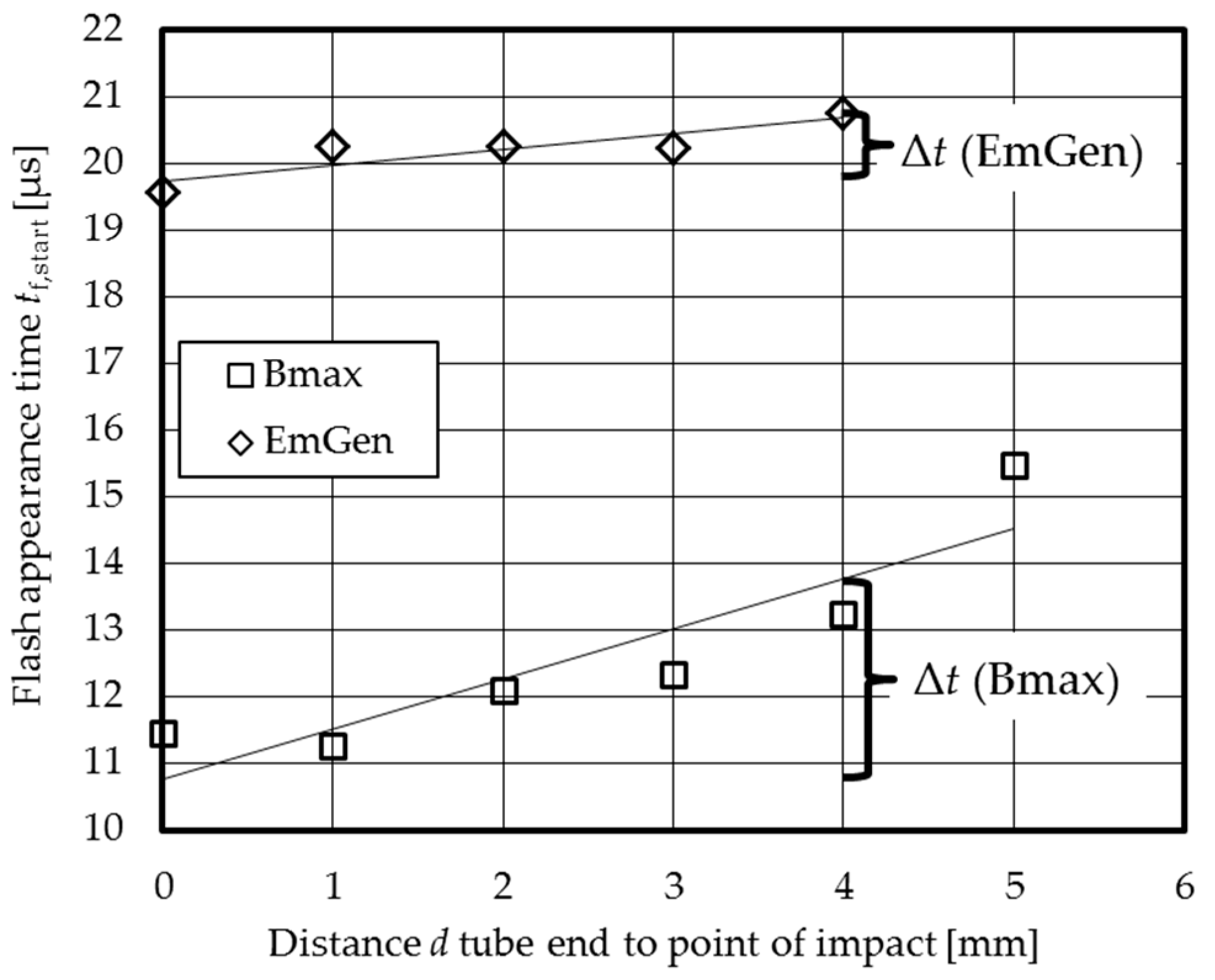
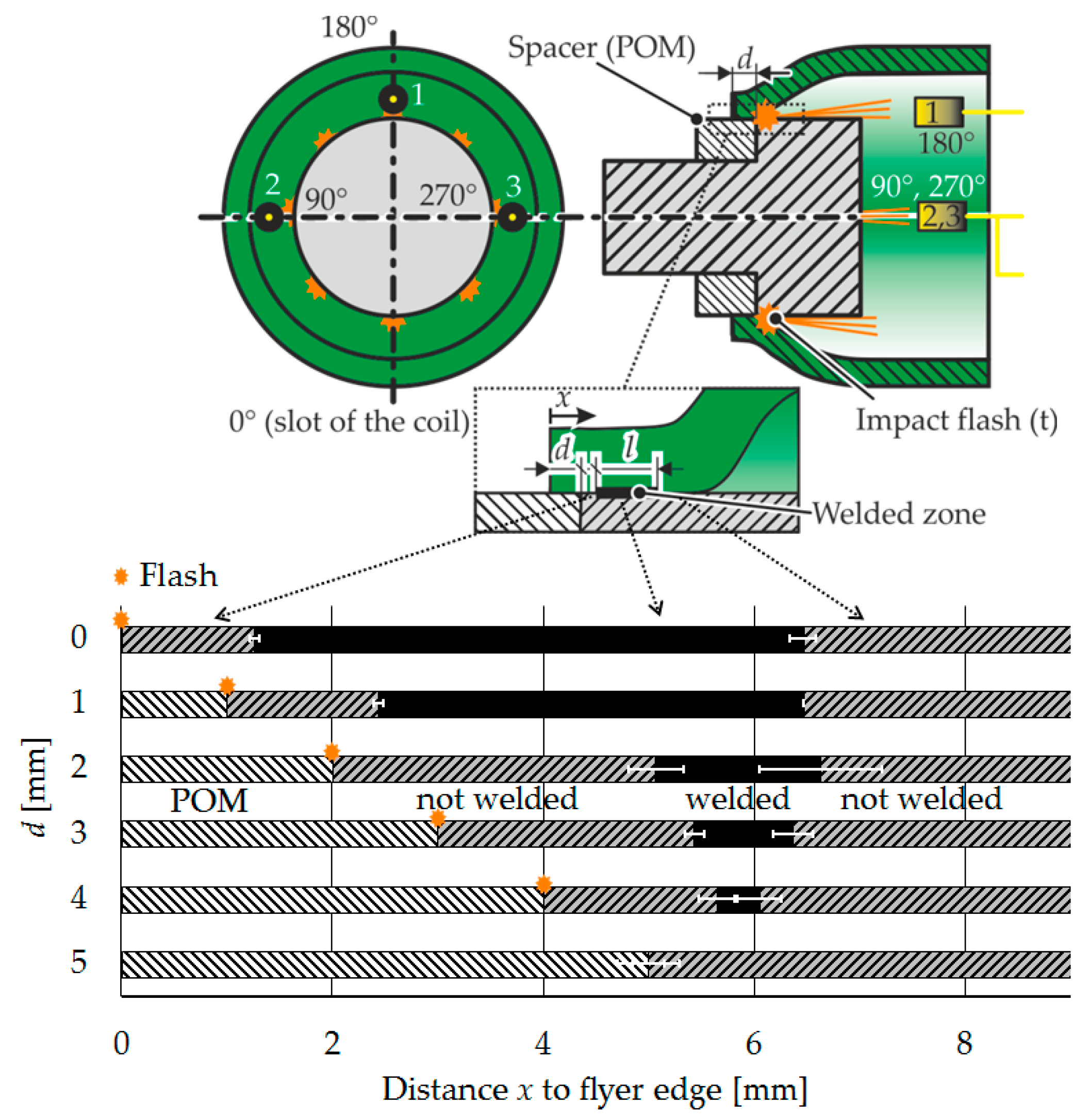
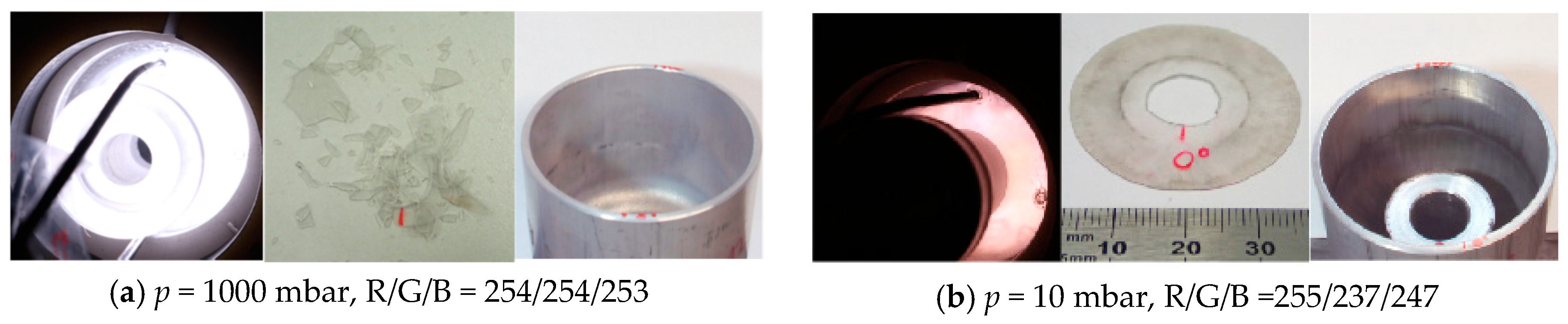
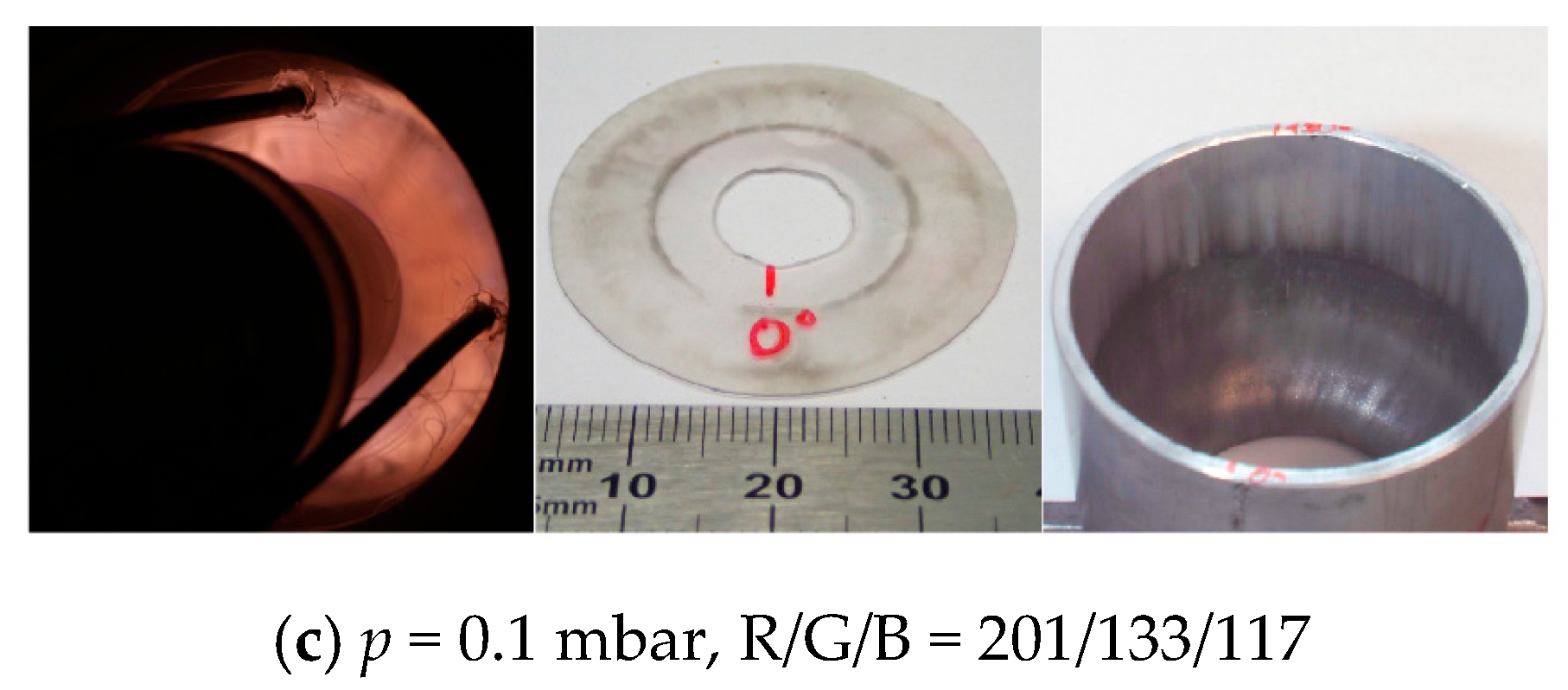
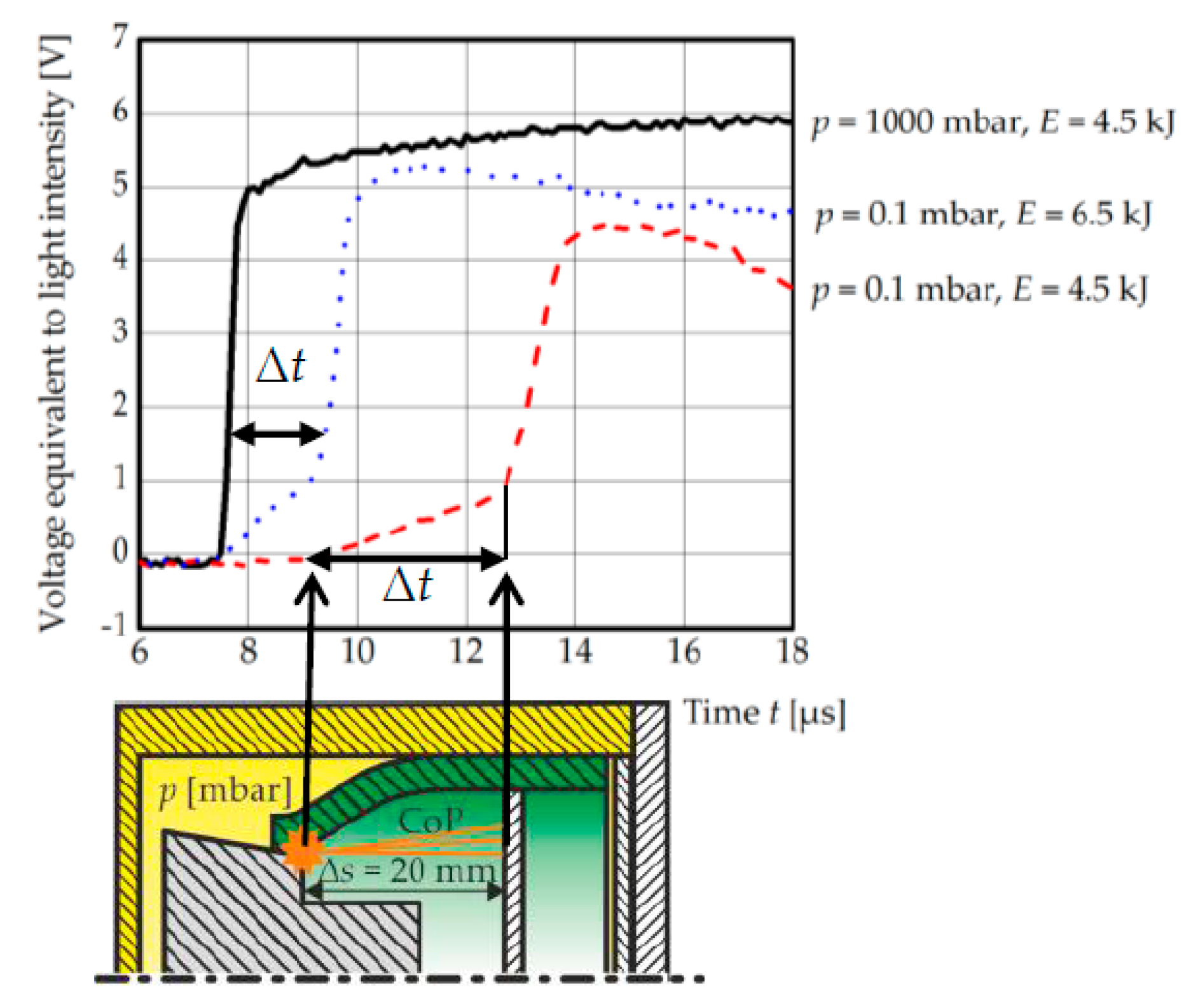
- The appearance of the CoP and its effect on the weld formation is determined by the prevalent collision conditions, especially the collision angle. This factor can be adjusted by various machine related factors and the part geometries. Vacuum experiments show that the CoP is established during the first metal to metal impact with a certain minimum impact velocity. Afterwards, it is compressed in the closing joining gap, successively heated up and finally ejected in welding direction.
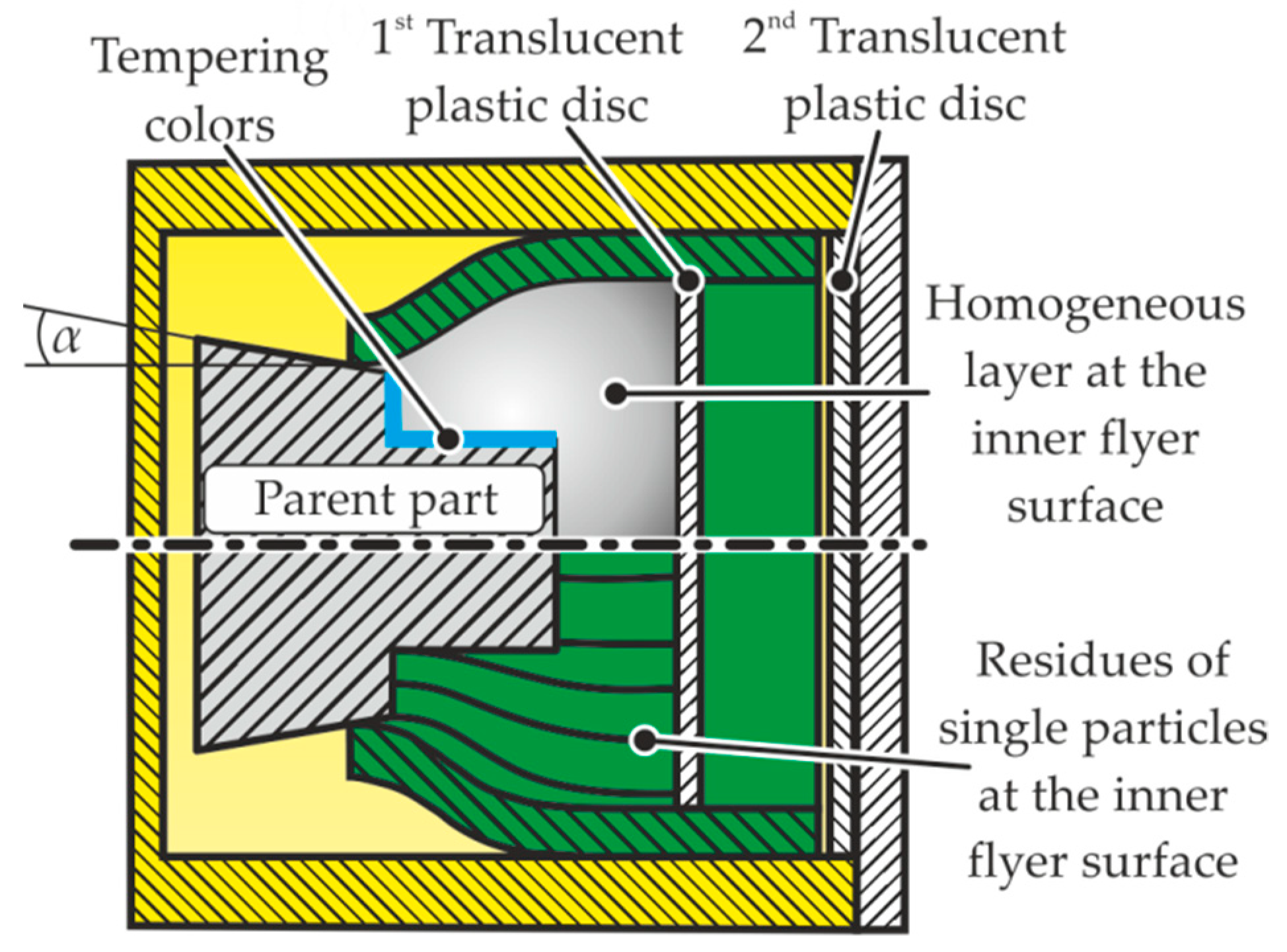
- For small collision angles, the level of compression and the internal friction of the CoP are higher and, thus, the temperature in the joining gap increases. In this configuration, the CoP is finely distributed like a metal vapor, which activates the surfaces of the joining partners homogeneously and can be seen inside the flyer tube after the experiment. If the collision angle is increased, the temperature decreases and single macroscopic particles are ejected. These particles seem to have a reduced surface activation effect, compared to the finely dispersed metal vapor described previously and thus, inhibit welding.
- These findings allow for an optimization of the energy input during MPW. If a small collision angle is ensured, the initial impact velocity can be reduced. Thus, less mechanical energy is required for the forming process and the loading on the tool coils is reduced with positive effects on their lifetime.
- Normally, the MPW process is performed in ambient atmosphere, where the free CoP ejection is hindered by the surrounding air. This leads to a shock compression and sudden heat up of the gas and results in a very strong process glare. This strong lightning can be utilized for the quality assurance during industrial production [39].
- The numerical simulations of the surface temperatures of both joining partners revealed a strong influence of the waiting time between the end of the heat input by the CoP and the contact of both joining partners. Especially for dissimilar metal welding, this time needs to be very low to avoid solidification before the contact. This finding is important for the theory of liquid state bonding and in good correlation with the experimental results. Small collision angles, or gap closing times, respectively, are beneficial for the weld formation during MPW.
5. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, H.; Wang, Y. High-Velocity Impact Welding Process: A Review. Metals 2019, 9, 144. [Google Scholar] [CrossRef]
- Bmax. Magnetic Pulse Welding—The Ultimate Solution for Driveshaft Manufacturers. Available online: https://www.bmax.com/wp-content/uploads/2018/03/wp2015_mpw_driveshaft3.pdf (accessed on 2 March 2016).
- Crossland, B. Explosive Welding of Metals and Its Application; Clarendon Press: Oxford, UK, 1982. [Google Scholar]
- Kapil, A.; Sharma, A. Magnetic Pulse Welding: An efficient and environmentally friendly multi-material joining technique. J. Clean. Prod. 2015, 35–58. [Google Scholar] [CrossRef]
- Ishutkin, S.N.; Kirko, V.I.; Simonov, V.A. Thermal action of shock-compressed gas on the surface of colliding plates. Fizika Goreniya i Vzryva 1979, 16, 69–73. [Google Scholar] [CrossRef]
- Deribas, A.; Zakharenko, I.D. Surface effects with oblique collisions between metallic plates. Translated from Fizika Goreniya i Vzryva 1974, 10, 409–421. [Google Scholar] [CrossRef]
- Verbraak, A.C.; Boes, J.M.; Chirer, E.G.; Visser, L.; Verkaik, A. Method for Explosive Welding and Explosive Welded Products. U.S. Patent No. 3,305,922, 28 February 1967. [Google Scholar]
- Lysak, V.; Kuzmin, S. Lower Boundary in Metal Explosive Welding: Evolution of Ideas. J. Mater. Process. Technol. 2012, 150–156. [Google Scholar] [CrossRef]
- Bataev, I.A.; Lazurenko, D.V.; Tanaka, S.; Hokamoto, K.; Bataev, A.A.; Guo, Y.; Jorge, A.M. High cooling rates and metastable phases at the interfaces of explosively welded materials. Acta Mater. 2017, 135, 277–289. [Google Scholar] [CrossRef]
- Stern, A.; Shribman, V.; Ben-Artzy, A.; Aizenshtein, M. Interface Phenomena and Bonding Mechanism in Magnetic Pulse Welding. J. Mater. Eng. Perform. 2014, 23, 3449–3458. [Google Scholar] [CrossRef]
- Sharafiev, S.; Wagner, M.F.-X.; Pabst, C.; Groche, P. Microstructural characterisation of interfaces in magnetic pulse welded aluminum/aluminum joints. IOP Conf. Ser. Mater. Sci. Eng. 2016, 118. [Google Scholar] [CrossRef]
- Watanabe, M.; Kumai, S. Welding Interface in Magnetic Pulse Welded Joints. Mater. Sci. Forum 2010, 654–656, 755–758. [Google Scholar] [CrossRef]
- Li, J.; Yu, Q.; Zhang, Z.; Xu, W.; Sun, X. Formation mechanism for the nanoscale amorphous interface in pulse-welded Al/Fe bimetallic systems. Appl. Phys. Lett. 2016, 108, 201606. [Google Scholar] [CrossRef]
- Ghosh, P.; Patra, S.; Chatterjee, S.; Shome, M. Microstructural evaluation of magnetic pulse welded plain carbon steel sheets. J. Mater. Process. Technol. 2018, 254, 25–37. [Google Scholar] [CrossRef]
- Zakharenko, I.D.; Sobolenko, T.M. Thermal effects in the weld zone in explosive welding. Combust. Explos. Shock Waves 1971, 7, 373–375. [Google Scholar] [CrossRef]
- Koschlig, M.; Veehmayer, M.; Raabe, D. Production of Steel-Light Metal Compounds with Explosive Metal Cladding. In Proceedings of the 3rd International Conference on High Speed Forming, Dortmund, Detuschland, 11–12 March 2008; pp. 23–32. [Google Scholar]
- Lueg-Althoff, J.; Bellmann, J.; Gies, S.; Schulze, S.; Tekkaya, A.E.; Beyer, E. Influence of the Flyer Kinetics on Magnetic Pulse Welding of Tubes. J. Mater. Process. Technol. 2018, 189–203. [Google Scholar] [CrossRef]
- Bellmann, J.; Lueg-Althoff, J.; Schulze, S.; Gies, S.; Beyer, E.; Tekkaya, A.E. Effects of Reactive Interlayers in Magnetic Pulse Welding. In Proceedings of the 8th International Conference on High Speed Forming, Columbus, OH, USA, 13–16 May 2018. [Google Scholar]
- Marya, M.; Marya, S. Interfacial microstructures and temperatures in aluminium–copper electromagnetic pulse welds. Sci. Technol. Weld. Join. 2004, 9, 541–547. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Veysset, D.; Nelson, K.A.; Schuh, C.A. Melting Can Hinder Impact-Induced Adhesion. Phys. Rev. Lett. 2017, 119, 175701. [Google Scholar] [CrossRef]
- Kuzmin, V.I.; Laysak, V.I.; Kriventsov, A.N.; Yakovlev, M.A. Critical conditions of the formation and failure of welded joints in explosive welding. Weld. Int. 2004, 223–227. [Google Scholar] [CrossRef]
- Bellmann, J.; Lueg-Althoff, J.; Schulze, S.; Gies, S.; Beyer, E.; Tekkaya, A.E. Measurement of Collision Conditions in Magnetic Pulse Welding Processes. J. Phys. Sci. Appl. 2017, 7, 1–10. [Google Scholar] [CrossRef]
- Seeberger. Datasheet AlMgSi (EN AW-6060). Available online: http://www.seeberger.net/_assets/pdf/werkstoffe/aluminium/de/AlMgSi.pdf (accessed on 8 September 2016).
- Günther. Schramm. Datasheet C45 (1.0503). Available online: http://www.guenther-schramm-stahl.de/files/datasheets/C45(1.0503).pdf (accessed on 8 September 2016).
- Deutsche Edelstahlwerke. Unlegierter Vergütungsstahl 1.1191/1.1201: C45E/C45R. Available online: https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoffdatenblaetter/Baustahl/1.1191_1.1201_de.pdf (accessed on 21 February 2019).
- Eichhorn, G. Analysis of the hypervelocity impact process from impact flash measurements. Planetary Space Sci. 1976, 24, 771–781. [Google Scholar] [CrossRef]
- Bellmann, J.; Beyer, E.; Lueg-Althoff, J.; Gies, S.; Tekkaya, A.E.; Schettler, S.; Schulze, S. Targeted Weld Seam Formation and Energy Reduction at Magnetic Pulse Welding (MPW). eBIS 2017, 2017, 91–102. [Google Scholar] [CrossRef]
- Bellmann, J.; Lueg-Althoff, J.; Schulze, S.; Gies, S.; Beyer, E.; Tekkaya, A.E. Measurement and analysis technologies for magnetic pulse welding: Established methods and new strategies. Adv. Manuf. 2016, 322–339. [Google Scholar] [CrossRef]
- Geng, H.; Xia, Z.; Zhang, X.; Li, G.; Cui, J. Microstructures and mechanical properties of the welded AA5182/HC340LA joint by magnetic pulse welding. Mater. Charact. 2018, 138, 229–237. [Google Scholar] [CrossRef]
- Bergmann, O.R. The Scientific Basis of Metal Bonding with Explosives. In Proceedings of the 8th International ASME Conference on High Energy Rate Fabrication, San Antonio, TX, USA, 17–21 June 1984; pp. 197–202. [Google Scholar]
- Fischer, U. Tabellenbuch Metall (in German); 44., neu bearbeitete Aufl., 6. Druck; Europa Lehrmittel: Haan-Gruiten, Germany, 2008; ISBN 9783808517246. [Google Scholar]
- Bikar-Metalle GmbH. EN AW-6060. Available online: https://www.bikar.com/fileadmin/download/6060-komplett.pdf (accessed on 21 February 2019).
- Bellmann, J.; Lueg-Althoff, J.; Göbel, G.; Gies, S.; Beyer, E.; Tekkaya, A.E. Effects of Surface Coatings on the Joint Formation During Magnetic Pulse Welding in Tube-to-Cylinder Configuration. In Proceedings of the 7th International Conference on High Speed Forming, Dortmund, Germany, 27–28 April 2016; pp. 279–288. [Google Scholar]
- Bellmann, J.; Lueg-Althoff, J.; Schulze, S.; Gies, S.; Beyer, E.; Tekkaya, A.E. Magnetic Pulse Welding: Solutions for Process Monitoring within Pulsed Magnetic Fields. In Proceedings of the Euro-Asian Pulsed Power Conference & Conference on High-Power Particle Beams, Cascais, Portugal, 18–22 September 2016. [Google Scholar]
- Bellmann, J.; Lueg-Althoff, J.; Schulze, S.; Gies, S.; Beyer, E.; Tekkaya, A.E. Parameter Identification for Magnetic Pulse Welding Applications. Key Eng. Mater. 2018, 767, 431–438. [Google Scholar] [CrossRef]
- Pabst, C.; Groche, P. The Influence of Thermal and Mechanical Effects on the Bond Formation During Impact Welding. In Proceedings of the 7th International Conference on High Speed Forming, Dortmund, Germany, 27–28 April 2016; Tekkaya, A.E., Kleiner, M., Eds.; 2016; pp. 309–320. [Google Scholar]
- Pabst, C.; Groche, P. Identification of process parameters in electromagnetic pulse welding and their utilisation to expand the process window. Int. J. Mater. Mech. Manuf. 2018, 6, 69–73. [Google Scholar]
- Yablochnikov, B.A. Method of Magnetic Pulse Welding an End Fitting to a Driveshaft Tube of a Vehicular Driveshaft. U.S. Patent No. 7,015,435 B2, 21 March 2006. [Google Scholar]
- Bellmann, J. Method and Device for Monitoring the Process for a Welding Seam Formed by Means of Collision Welding. W.O. 2018/050569 A1, 8 September 2017. [Google Scholar]
- Bellmann, J. Verfahren und Vorrichtung zur Prozessüberwachung bei einer mittels Kollisionsschweißen gebildeten Schweißnaht. D.E. 10 2016 217 758 B3, 16 September 2016. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Parameter | Symbol | Parameter |
|---|---|---|---|
| A | Area | s | Thickness of the flyer tube |
| b | Equivalent thickness of the molten layer | S | High voltage switch |
| c | Heat capacity | t | Time |
| C | Capacitance; Contact point | T | Temperature |
| d | Distance to the impact location | tcon | Contact time |
| E | Charging energy | tf,start | Flash appearance time |
| fdischarge | Discharge frequency | TFly | Flyer temperature |
| g | Initial joining gap | Tfus | Melting temperature |
| I | Discharge current | theat | Heating time |
| If | Intensity of the impact flash | timp | Impact time |
| Imax | Maximum discharge current | TPar | Parent temperature |
| k | Thermal conductivity | Tvap | Boiling temperature |
| l | Length of welded zone | twait | Waiting time |
| lc | Collision length | U | Voltage |
| Li | Inner inductance of the pulse generator | V | Volume |
| lw | Working length | vi | Impact velocity |
| m | Mass | vi,r | Radial impact velocity |
| p | Surrounding pressure | wc | Width of the coil concentration zone |
| P | Heat input | z | Distance perpendicular to the steel surface |
| pm | Magnetic pressure | α | Angle of inclined parent surface |
| Q | Total heat input | γ | Damping coefficient of I(t) |
| Qs | Heat input to each surface | ΔHfus | Enthalpy of fusion |
| Ra | Mean roughness index | Δt | Gap closing time |
| Ri | Inner resistance of the pulse generator | ρ | Density |
| Flyer Part EN AW-6060 1, Quasi-Static Yield Strength Approximately 60 MPa 2 | Parent Part C45 (1.0503), Normalized, Quasi-Static Yield Strength Approximately 490 MPa 3, Surface Polished (Ra = 1) | ||
|---|---|---|---|
| Element | Weight % | Element | Weight % |
| Mg | 0.35–0.6 | C | 0.42–0.5 |
| Mn | ≤0.1 | Mn | 0.5–0.8 |
| Fe | 0.1–0.3 | P | <0.045 |
| Si | 0.3–0.6 | S | <0.045 |
| Cu | ≤0.1 | Si | <0.4 |
| Zn | ≤0.15 | Ni | <0.4 |
| Cr | ≤0.05 | Cr | <0.4 |
| Ti | ≤0.1 | Mo | <0.1 |
| Setup | Unit | Bmax MPW 50/25 | EmGen |
|---|---|---|---|
| Capacitance | µF | 160 | 140 |
| Inductance 1 | nH | 372 | 2700 |
| Maximum charging energy | kJ | 32 | 40 |
| Maximum charging voltage | kV | 20 | 24 |
| Applied charging energy—E | kJ | 4.5–9.6 | 7.0–22.7 |
| Discharge frequency 1—fdischarge | kHz | ~21 | ~9 |
| Damping coefficient γ 1 | 1/s | 16,500 | 2700 |
| Physical Quantity | Symbol | Unit | EN AW-6060 | C45 | Cu [31] |
|---|---|---|---|---|---|
| Density | ρ | kg/m3 | 2700 [32] | 7700 [24] | 8960 |
| Heat capacity | c | J/kgK | 898 [32] | 470 [24] | 390 |
| Thermal conductivity | k | W/mK | 210 [32] | 42.6 [24] | 384 |
| Melting temperature | Tfus | °C | 659 [31], pure aluminum | 1536 [31], pure iron | 1083 |
| Boiling temperature | Tvap | °C | 2467 [31], pure aluminum | 3070 [31], pure iron | 2595 |
| Enthalpy of fusion | ΔHfus | kJ/kg | 356 [31], pure aluminum | 276 [31], pure iron | 213 |
| Physical Quantity | Symbol | Unit | Value |
|---|---|---|---|
| Heat quantity at each surface | QS/A | J/m2 | 22,450 |
| Heating time | theat | µs | 0.5 |
| Waiting time | twait | µs | 0 |
| Flyer material | - | - | EN AW-6060 |
| Parent material | - | - | C45 |
| Consideration enthalpy of fusion? | - | - | true |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bellmann, J.; Lueg-Althoff, J.; Schulze, S.; Hahn, M.; Gies, S.; Beyer, E.; Tekkaya, A.E. Thermal Effects in Dissimilar Magnetic Pulse Welding. Metals 2019, 9, 348. https://doi.org/10.3390/met9030348
Bellmann J, Lueg-Althoff J, Schulze S, Hahn M, Gies S, Beyer E, Tekkaya AE. Thermal Effects in Dissimilar Magnetic Pulse Welding. Metals. 2019; 9(3):348. https://doi.org/10.3390/met9030348
Chicago/Turabian StyleBellmann, Joerg, Joern Lueg-Althoff, Sebastian Schulze, Marlon Hahn, Soeren Gies, Eckhard Beyer, and A. Erman Tekkaya. 2019. "Thermal Effects in Dissimilar Magnetic Pulse Welding" Metals 9, no. 3: 348. https://doi.org/10.3390/met9030348
APA StyleBellmann, J., Lueg-Althoff, J., Schulze, S., Hahn, M., Gies, S., Beyer, E., & Tekkaya, A. E. (2019). Thermal Effects in Dissimilar Magnetic Pulse Welding. Metals, 9(3), 348. https://doi.org/10.3390/met9030348