Effect of Ultra-Fast Heat Treatment on the Subsequent Formation of Mixed Martensitic/Bainitic Microstructure with Carbides in a CrMo Medium Carbon Steel





Abstract
:1. Introduction
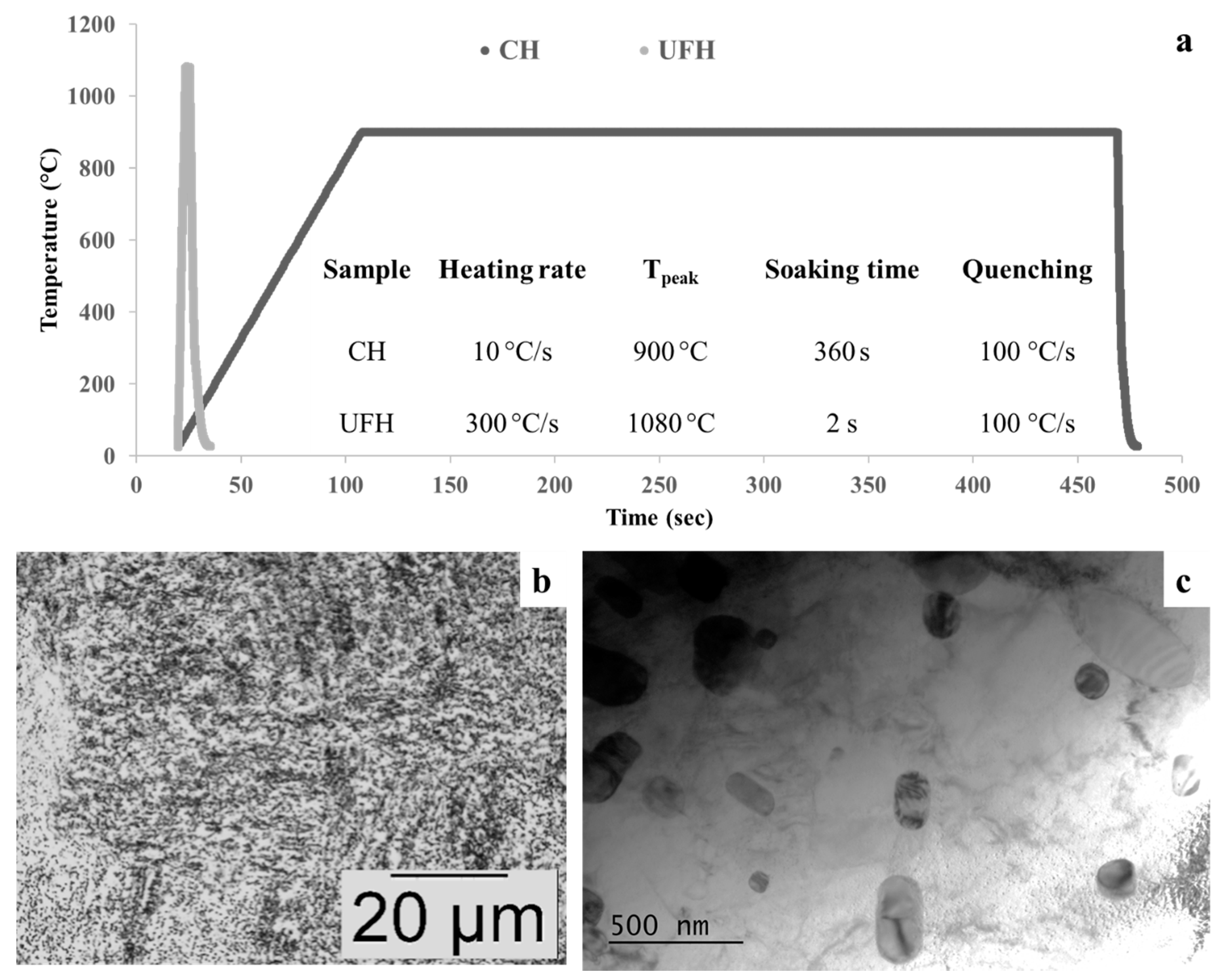
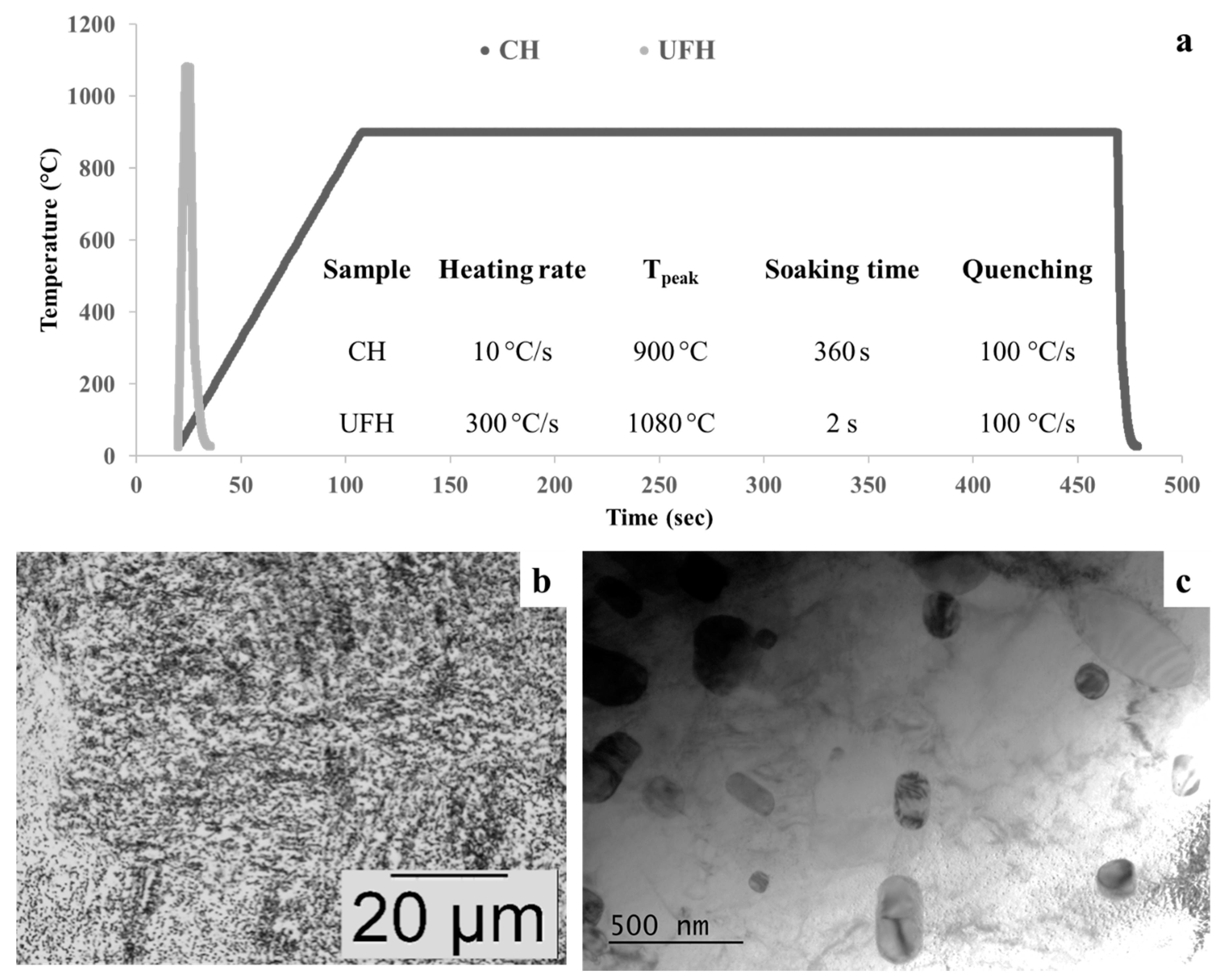
2. Materials and Methods
3. Results and Discussion
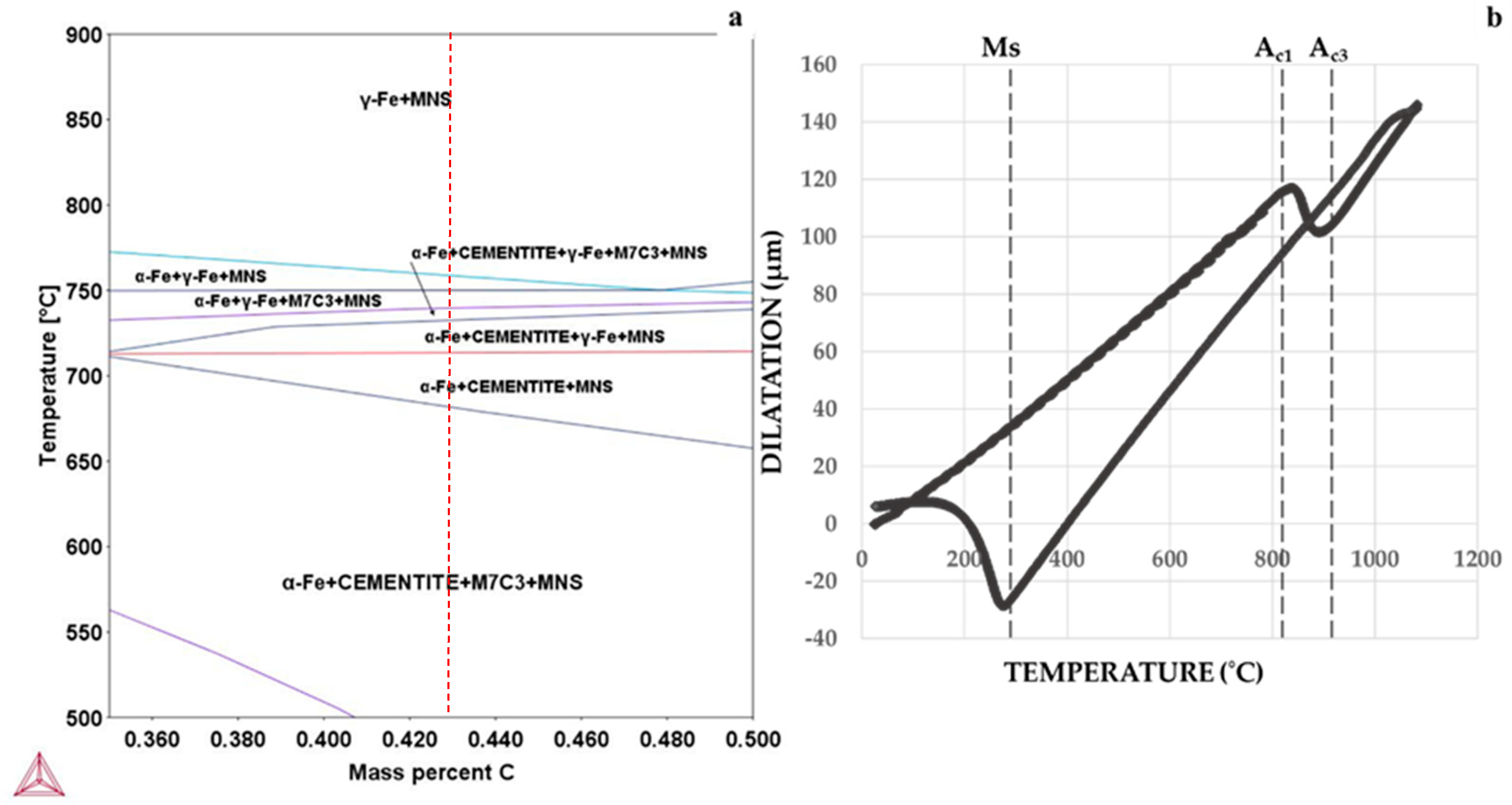
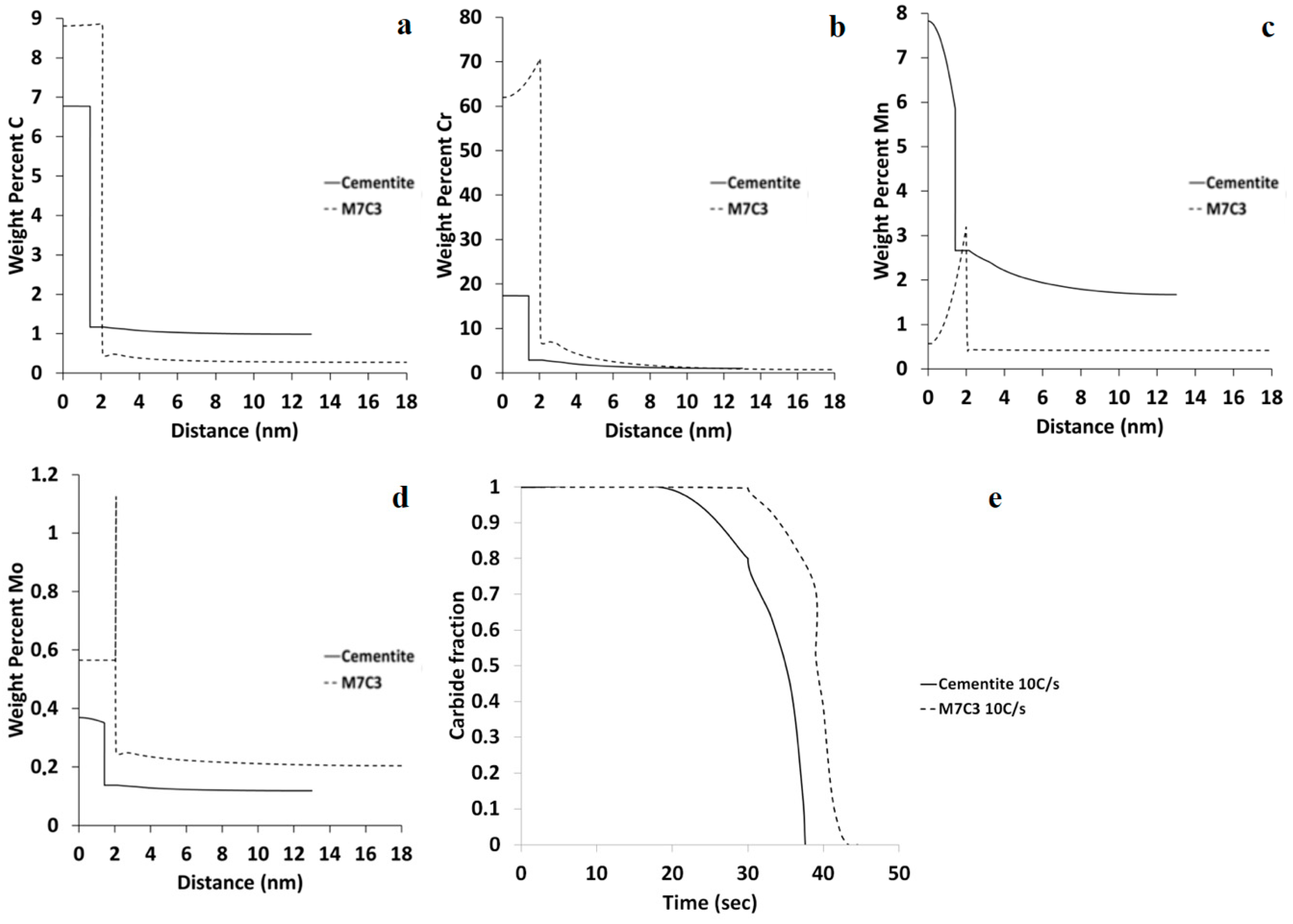
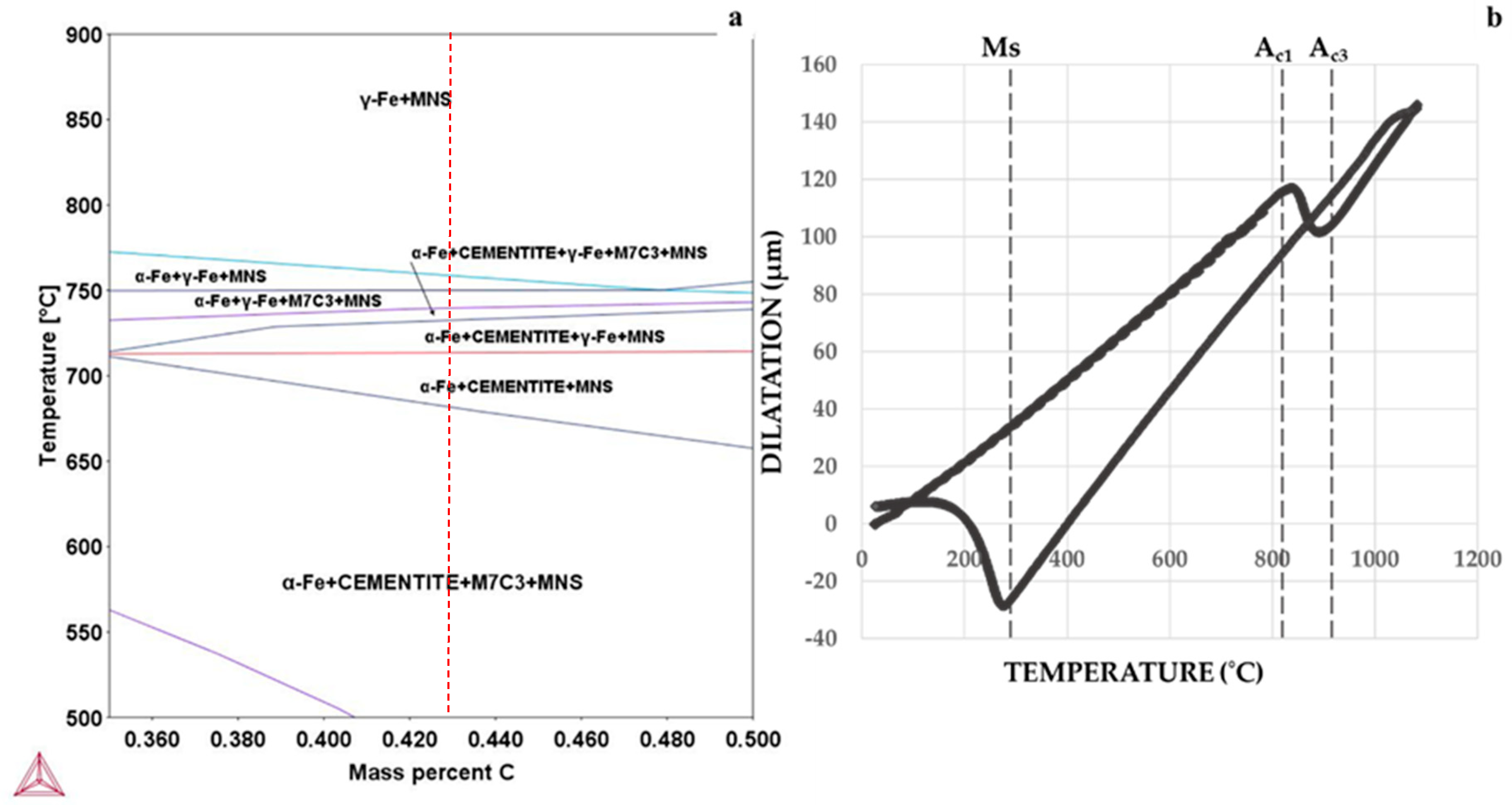
3.1. Material Modelling
3.2. Microstructure Comparison
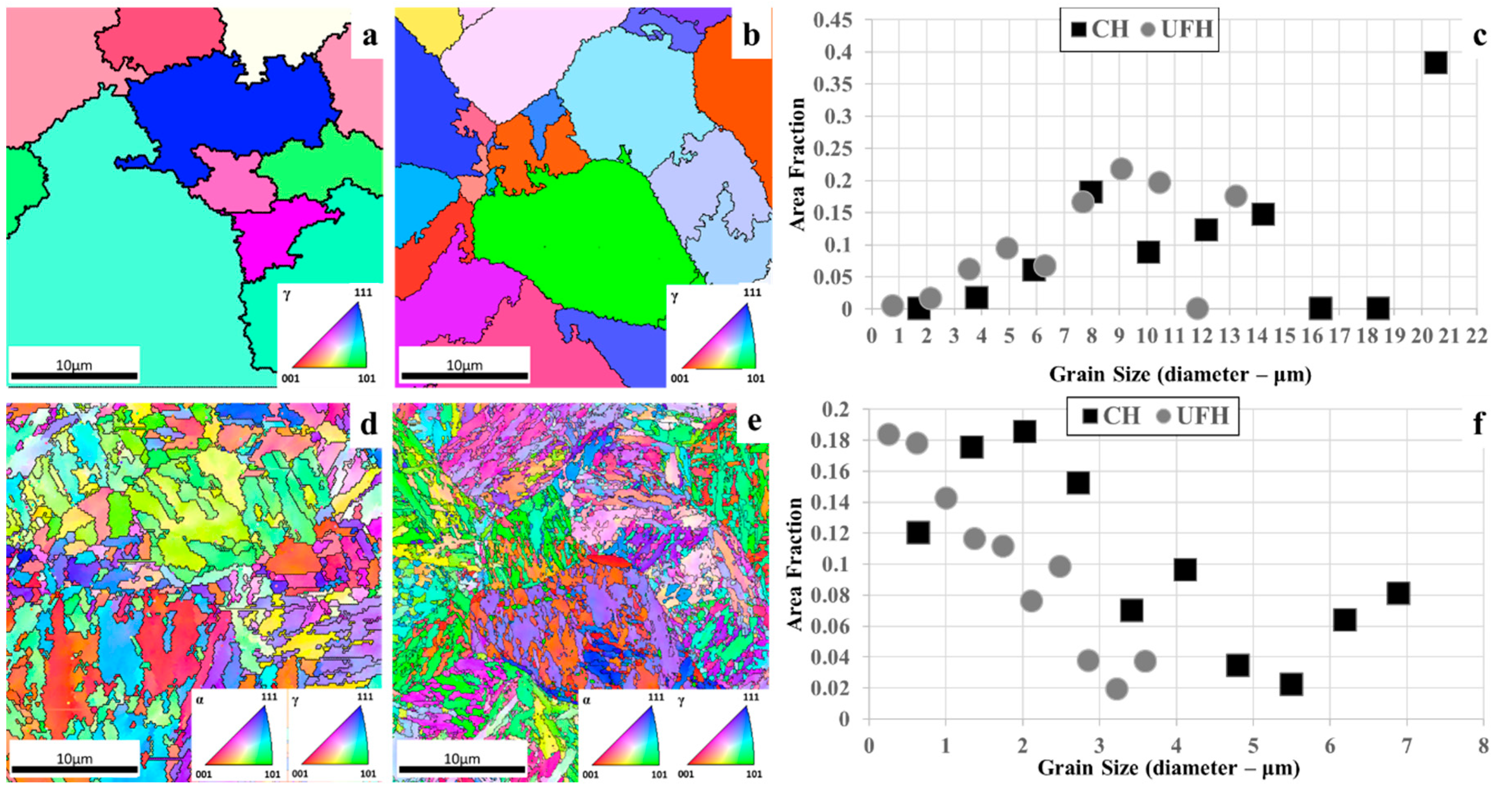
3.3. Grain Size Analysis
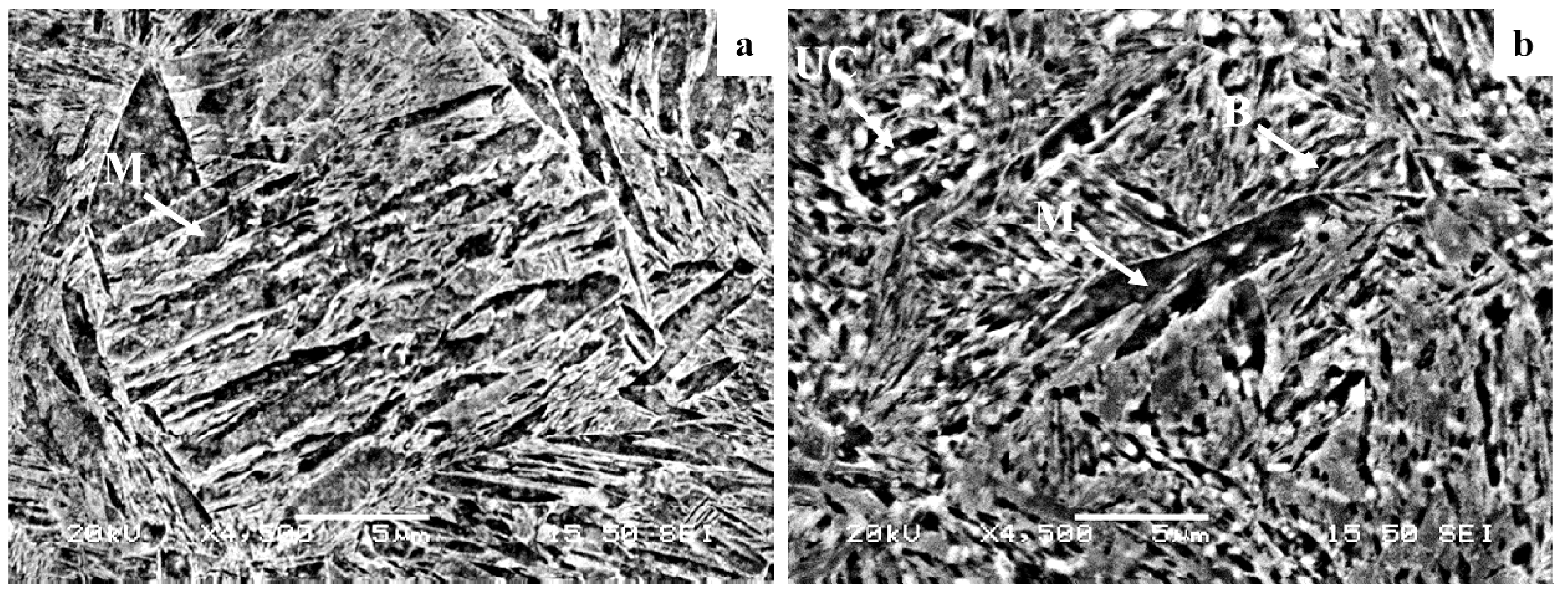
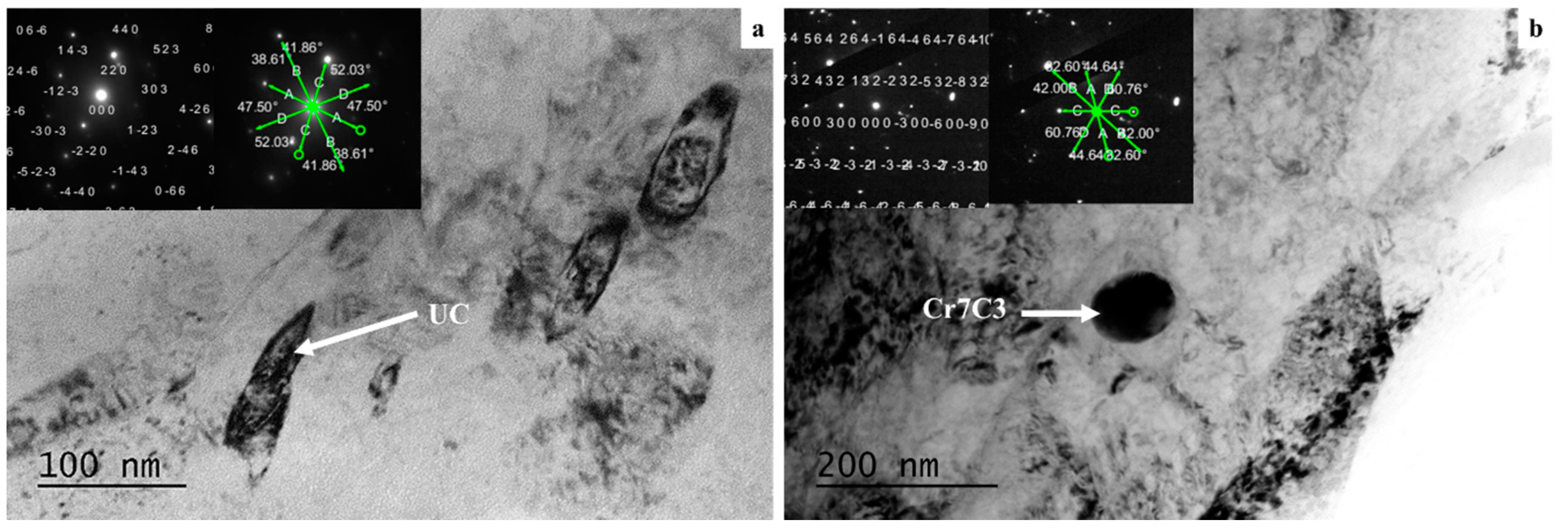
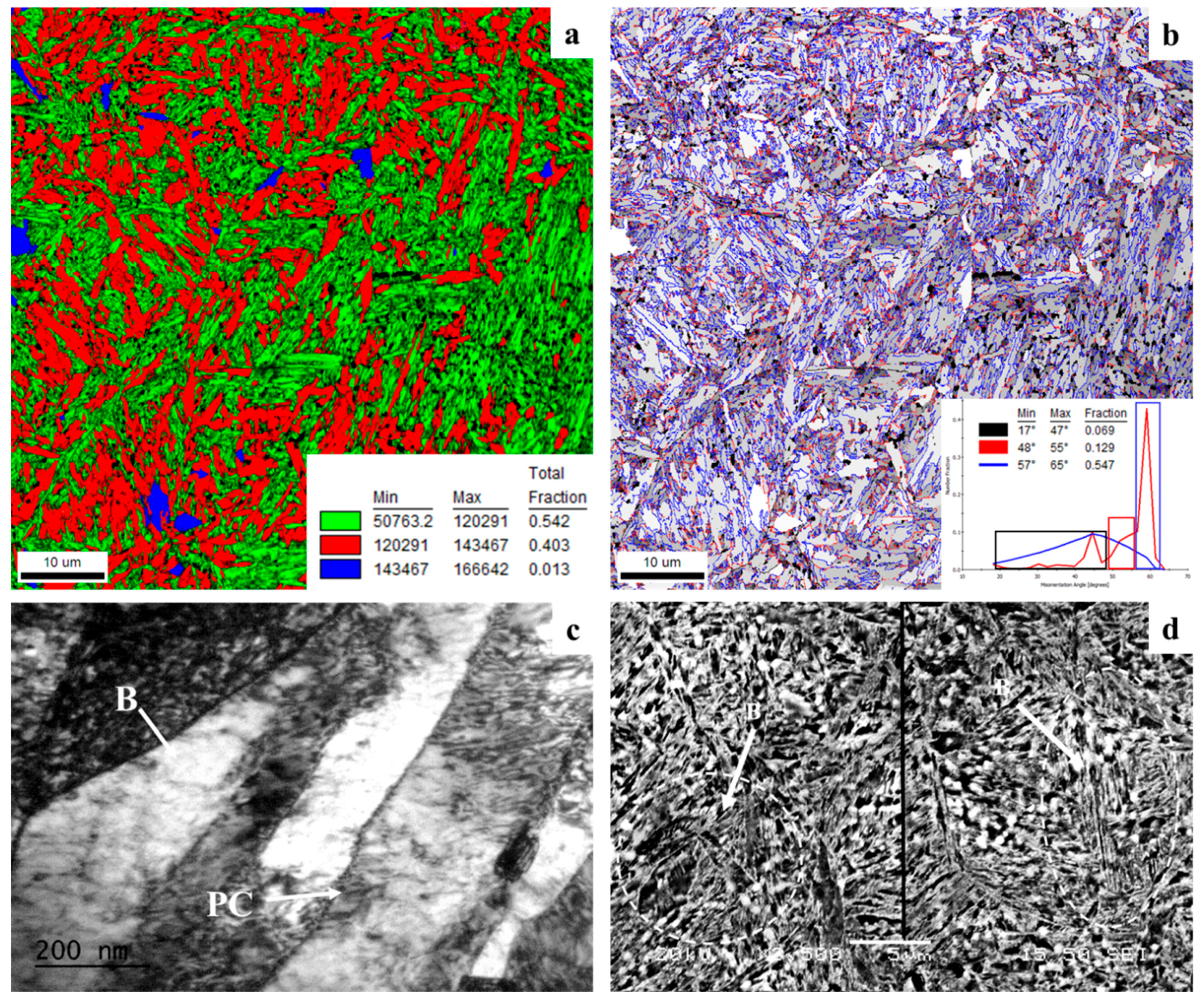
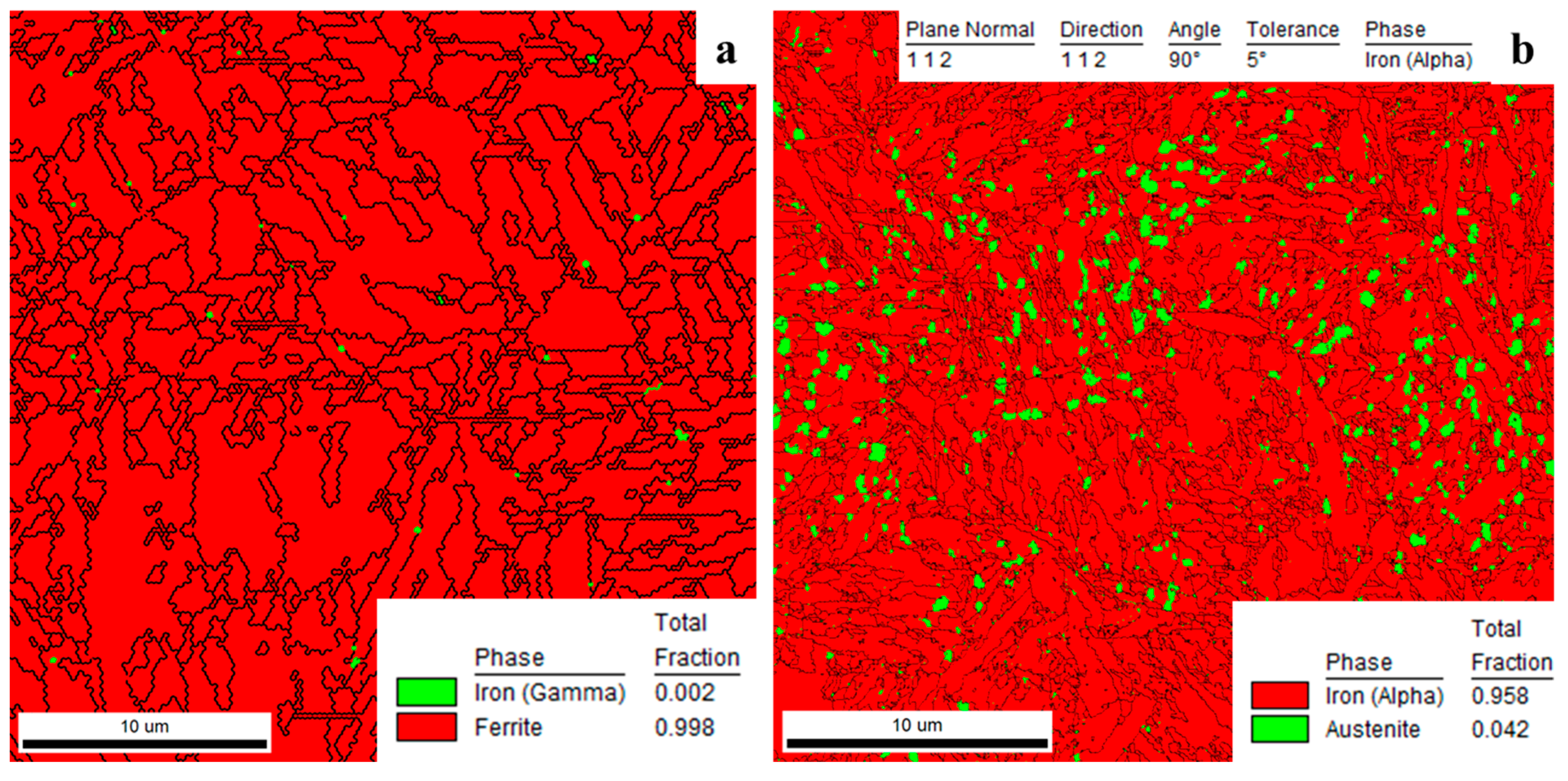
3.4. Microstructural Constituents Analysis
3.5. Effect of Chemical Heterogeneity at Tpeak
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bleck, W.; Frehn, A.; Papaefthymiou, S. Microstructure and Tensile Properties in Dual Phase and Trip Steels. Steel Res. Int. 2004, 75, 704–710. [Google Scholar] [CrossRef]
- Ponge, D.; Zhang, H.; Raabe, D. Designing quadplex (four-phase) microstructures in an ultrahigh carbon steel. Mater. Sci. Eng. A 2014, 612, 46–53. [Google Scholar]
- Adamczyk, J.; Opiela, M. Influence of the thermo-mechanical treatment parameters on the inhomogeneity of the austenite structure and mechanical properties of the Cr-Mo steel with Nb, Ti, and B microadditions. J. Mater. Process. Technol. 2004, 157–158, 456–461. [Google Scholar] [CrossRef]
- Vieweg, A.; Ressel, G.; Prevedel, P.; Raninger, P.; Panzenböck, M.; Marsoner, S.; Ebner, R. Induction hardening: Differences to a conventional heat treatment process and optimization of its parameters. IOP Conf. Mater. Sci. Eng. 2015, 119, 012019. [Google Scholar] [CrossRef]
- Vieweg, A.; Ressel, G.; Prevedel, P.; Marsoner, S.; Ebner, R. Different Cooling Rates and Their Effect on Morphology and Transformation Kinetics of Martensite. In Proceedings of the International Conference on Martensitic Transformations: Chicago, Chicago, IL, USA, 9–14 July 2017. [Google Scholar]
- Orlich, J. Atlas zur Wärmebehandlung der Stähle, Max-Planck-Institut für Eisenforschung; Verlag Stahleisen mbH: Düsseldorf, Germany, 1973; Available online: https://onlinelibrary.wiley.com/doi/abs/10.1002/maco.19730241030 (accessed on 8 March 2019).
- Rudnev, V. Subject-oriented assessment of numerical simulation techniques for induction heating applications. Int. J. Mater. Prod. Technol. (IJMPT) 2007, 29, 43–51. [Google Scholar] [CrossRef]
- Rudnev, V. Induction Hardening Cast Iron, Heat Treating Progress; ASM Int.: Materials Park, OH, USA, 2003; pp. 27–32. [Google Scholar]
- Zinn, S.; Semiatin, S. Elements of Induction Heating: Design, Control and Applications; ASM International: Materials Park, OH, USA, 1988; ISBN 978-0-87170-308-8. [Google Scholar]
- Lan, L.; Chang, Z.; Fan, P. Exploring the Difference in Bainite Transformation with Varying the Prior Austenite Grain Size in Low Carbon Steel. Metals 2018, 8, 988. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Jimenez, J.A.; Lopez-Ezquerra, B.; Rementeria, R.; Morales-Rivas, L.; Kuntz, M.; Caballero, F.G. Analyzing the scale of the bainitic ferrite plates by XRD, SEM and TEM. Mater. Charact. 2016, 122, 83–89. [Google Scholar] [CrossRef] [Green Version]
- Cornide, J.; Garcia-Mateo, C.; Capdevila, C.; Caballero, F.G. An assessment of the contributing factors to the nanoscale structural refinement of advanced bainitic steels. J. Alloys Compd. 2013, 577, S43–S47. [Google Scholar] [CrossRef] [Green Version]
- Caballero, F.G. Martensite and bainite in nanocrystalline steels: understanding, design and applications. In Proceedings of the ESOMAT 2015—10th European Symposium on Martensitic Transformations, Antwerp, Belgium, 14–18 September 2015. [Google Scholar]
- Speich, G.; Szirmae, A.; Richards, M. Formation of austenite from ferrite and ferrite-carbide aggregates. Trans. TMS-AIME 1969, 245, 1063–1074. [Google Scholar]
- Judd, R.R.; Paxton, H.W. Kinetics of Austenite Formation from a Spheroidized Ferrite-Carbide Aggregates. Trans. TMS-AIME 1968, 242, 206–215. [Google Scholar]
- Liu, Z.K.; Agren, J. Morphology of cementite decomposition in an Fe-Cr-C alloy. Metall. Trans. A 1991, 22, 1753–1759. [Google Scholar] [CrossRef]
- Liu, Z.K.; Hoglund, L.; Jonsson, B.; Agren, J. An experimental and theoretical study of cementite dissolution in an Fe-Cr-C alloy. Metall. Trans. A 1991, 22, 1745–1752. [Google Scholar] [CrossRef]
- Goune, M.; Maugis, P.; Drillet, J. A Criterion for the Change from Fast to Slow Regime of Cementite Dissolution in Fe–C–Mn Steels. J. Mater. Sci. Technol. 2012, 28, 728–736. [Google Scholar] [CrossRef]
- Taillard, R.; Verrier, P.; Maurickx, T. Retained Austenite in the C.G.H.A.Z. of 0.1 wt% C Si-alloyed Steels. J. Phys. IV Colloq. 1996, 6, 245–254. [Google Scholar] [CrossRef]
- Borrajo-Pelaez, R.; Hedström, P. Recent Developments of Crystallographic Analysis Methods in the Scanning Electron Microscope for Applications in Metallurgy. Crit. Rev. Solid State Mater. Sci. 2018, 43, 455–474. [Google Scholar] [CrossRef]
- Lolla, S.V.T. Understanding Microstructure Evolution in Rapid Thermal Processing of AISI 8620 Steel. Master’s Thesis, The Ohio State University, Columbus, OH, USA, 2009. [Google Scholar]
- Lolla, S.V.T.; Alexandrov, B.; Babu, S.; Cola, G. Towards Understanding the Microstructure Development during Heating and Cooling of Steels. Presented at the International Conference on Processing and Manufacturing of Advanced Materials-THERMEC’2009, Berlin, Germany, 25–29 August 2009. [Google Scholar]
- Lolla, S.V.T.; Cola, G.; Narayanan, B.; Alexandrov, B.; Babu, S.S. Development of rapid heating and cooling (flash processing) process to produce advanced high strength steel microstructures. Mater. Sci. Technol. 2011, 27, 863–875. [Google Scholar] [CrossRef]
- Cola, G. Properties of bainite nucleated by water quenching in 80 ms. In 1st International Symposium on Steel Science; Furuhara, T., Tsuzaki, K., Eds.; Iron and Steel Institute of Japan: Tokyo, Japan, 2007; pp. 187–190. [Google Scholar]
- Papaefthymiou, S. A New Opportunity for the Design of Advanced High Strength Steels with Heterogeneous-Phase Microstructures via Rapid Thermal Processing. J. Nanosci. Adv. Technol. 2017, 2, 20–23. [Google Scholar] [CrossRef]
- Cerda, F.M.C.; Goulas, C.; Sabirov, I.; Papaefthymiou, S.; Monsalve, A.; Petrov, R. Microstructure, texture and mechanical properties in a low carbon steel after ultrafast heating. Mater. Sci. Eng. A 2016, 672, 108–120. [Google Scholar] [CrossRef]
- Knijf, D.D.; Puype, A.; Föjer, C.; Petrov, R. The influence of ultra-fast annealing prior to quenching and partitioning on the microstructure and mechanical properties. Mater. Sci. Eng. A 2015, 627, 182–190. [Google Scholar] [CrossRef]
- Reis, A.C.; Bracke, L.; Petrov, R.; Kaluba, W.J.; Kestens, L. Grain refinement and texture change in interstitial free steels after severe rolling and ultra-short annealing. ISIJ Int. 2003, 43, 1260–1267. [Google Scholar] [CrossRef]
- Lucas, A.; Paepe, A.D.; Petitgand, H.; Colin, C.; Chapuis, L.; Artimez, J. Production of High-Quality Formable Grades in an Ultra Short Annealing Processing Line; EU Publications: Luxemburg, 2007. [Google Scholar]
- Puype, A. Developing of Advanced High Strength Steel via Ultrafast Annealing. Master’s Thesis, Ghent University, Ghent, Belgium, 2014. [Google Scholar]
- Li, X.; Ramazani, A.; Prahl, U.; Bleck, W. Quantification of complex-phase steel microstructure by using combined EBSD and EPMA measurements. Mater. Charact. 2018, 142, 179–186. [Google Scholar] [CrossRef]
- Cerda, F.M.C.; Kestens, L.; Monsalve, A.; Petrov, R. The effect of ultrafast heating in cold-rolled low carbon steel: Recrystallization and texture evolution. Metals 2016, 6, 288. [Google Scholar] [CrossRef]
- Cerda, F.M.C.; Kestens, L.; Petrov, R. “Flash” Annealing in a Cold-Rolled Low Carbon Steel Alloyed with Cr, Mn, Mo, and Nb: Part II—Anisothermal Recrystallization and Transformation Textures. Steel Res. Int. 2018, 90, 1–13. [Google Scholar]
- Cerda, F.M.C.; Schulz, B.; Papaefthymiou, S.; Artigas, A.; Monsalve, A.; Petrov, R. The Effect of Ultrafast Heating on Cold-Rolled Low Carbon Steel: Formation and Decomposition of Austenite. Metals 2016, 6, 321. [Google Scholar] [CrossRef]
- Cerda, F.M.C.; Sabirov, I.; Goulas, C.; Sietsma, J.; Monsalve, A.; Petrov, R. Austenite formation in 0.2% C and 0.45% C steels under conventional and ultrafast heating. Mater. Des. 2017, 116, 448–460. [Google Scholar] [CrossRef]
- Cerda, F.M.C.; Vercruysse, F.; Goulas, C.; Schulz, B.; Petrov, R. ‘Flash’ Annealing in a Cold-Rolled Low Carbon Steel Alloyed With Cr, Mn, Mo, and Nb: Part I—Continuous Phase Transformations. Steel Res. Int. 2018, 90. [Google Scholar] [CrossRef]
- Kaluba, W.; Taillard, R.; Foct, J. The bainitic mechanism of austenite formation during rapid heating. Acta Mater. 1998, 46, 5917–5927. [Google Scholar] [CrossRef]
- Kaluba, W.; Taillard, R.; Foct, J. A reply to “discussion to “the bainitic mechanism of austenite formation during rapid heating””. Scr. Mater. 2000, 42, 511–516. [Google Scholar] [CrossRef]
- Aaronson, H.; Nie, J. Discussion to “the bainitic mechanism of austenite formation during rapid heating”. Scr. Mater. 2000, 42, 505–509. [Google Scholar] [CrossRef]
- Papaefthymiou, S.; Bouzouni, M.; Petrov, R. Study of carbide dissolution and austenite formation during ultra-fast heating in medium carbon chromium molybdenum steel. Metals 2018, 8, 646. [Google Scholar] [CrossRef]
- Papaefthymiou, S.; Goulas, C.; Cerda, F.M.C.; Geerlofs, N.; Petrov, R. The Effect of Heating Rate on the Microstructure of a Soft-Annealed Medium Carbon Steel. Steel Res. Int. 2017, 88, 1700158. [Google Scholar] [CrossRef]
- Bouzouni, M.; Papaefthymiou, S. Modeling of the Steel Microstructure Gained after the Application of an Ultra-Fast Heat Treatment. J. Nanosci. Adv. Technol. 2017, 2, 15–19. [Google Scholar] [CrossRef]
- Bouzouni, M.; Papaefthymiou, S. Preliminary Study of Carbide Dissolution during an Ultra-Fast Heat Treatment in Chromium Molybdenum Steel. Int. J. Metall. Met. Phys. 2017, 2, 005. [Google Scholar]
- Banis, A.; Papaefthymiou, S. Microstructure Characterization of an Ultra-Fast Heated Medium Carbon Chromium-Manganese High Strength Steel. Int. J. Metall. Met. Phys. 2018, 3, 2631–5076. [Google Scholar]
- Andersson, J.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar]
- Cayron, C. ARPGE: A computer program to automatically reconstruct the parent grains from electron backscatter diffraction data. J. Appl. Crystallogr. 2007, 40, 1183–1188. [Google Scholar] [CrossRef] [PubMed]
- Kirkaldy, J.S.; Thomson, B.A.; Baganis, E.A. Hardenability Concepts with Applications to Steel; Kirkaldy, J.S., Doane, D.V., Eds.; AIME: Warrendale, PA, USA, 1978; p. 82. [Google Scholar]
- Kirkaldy, J.S.; Venugopolan, D. Phase Transformations in Ferrous Alloys; Marder, A.R., Goldstein, J.I., Eds.; AIME: Warrendale, PA, USA, 1984; p. 125. [Google Scholar]
- Bhadeshia, H.K.D.H. The Driving Force for Martensitic Transformation in Steels. Met. Sci. 1981, 15, 175–177. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. A Thermodynamic Analysis of Isothermal Transformation Diagrams. Met. Sci. 1982, 16, 159–165. [Google Scholar] [CrossRef]
- Lee, S.J.; Lee, Y.K. Effect of austenite grain size on martensitic transformation of a low alloy steel. Mater. Sci. Forum 2005, 475–479, 3169–3172. [Google Scholar] [CrossRef]
- Petrov, R.; Kestens, L.; Wasilkowska, A.; Houbaert, Y. Microstructure and texture of a lightly deformed TRIP-assisted steel characterized by means of the EBSD technique. Mater. Sci. Eng. A 2007, 447, 285–297. [Google Scholar] [CrossRef]
- Pinard, P.; Schwedt, A.; Ramazani, A.; Prahl, U.; Richter, S. Characterization of dual-phase steel microstructure by combined submicrometer EBSD and EPMA carbon measurements. Microsc. Microanal. 2013, 19, 996–1006. [Google Scholar] [CrossRef] [PubMed]
- Szabo, P.J.; Szalai, I. Effect of Monotonic and Cyclic Deformation on the IQ-Maps of Austenitic Stainless Steel. Mater. Sci. Forum 2005, 473–474, 267–272. [Google Scholar] [CrossRef]
- Wu, J.; Wray, P.J.; Garcia, C.I.; Hua, M.; Deardo, A.J. Image quality analysis: A new method of characterizing microstructures. ISIJ Int. 2005, 45, 254–262. [Google Scholar] [CrossRef]
- Cerda, F.M.C.; Schulz, B.; Celentano, D.; Monsalve, A.; Sabirov, I.; Petrov, R. Exploring the microstructure and tensile properties of cold-rolled low and medium carbon steels after ultrafast heating and quenching. Mater. Sci. Eng. A 2019, 745, 509–516. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P | Cr | Mo | Ti | N | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.43 | 0.4 | 1.43 | 0.0135 | 0.013 | 1.23 | 0.1 | <0.05 | 0.01 | rest |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papaefthymiou, S.; Banis, A.; Bouzouni, M.; Petrov, R.H. Effect of Ultra-Fast Heat Treatment on the Subsequent Formation of Mixed Martensitic/Bainitic Microstructure with Carbides in a CrMo Medium Carbon Steel. Metals 2019, 9, 312. https://doi.org/10.3390/met9030312
Papaefthymiou S, Banis A, Bouzouni M, Petrov RH. Effect of Ultra-Fast Heat Treatment on the Subsequent Formation of Mixed Martensitic/Bainitic Microstructure with Carbides in a CrMo Medium Carbon Steel. Metals. 2019; 9(3):312. https://doi.org/10.3390/met9030312
Chicago/Turabian StylePapaefthymiou, Spyros, Alexandros Banis, Marianthi Bouzouni, and Roumen H. Petrov. 2019. "Effect of Ultra-Fast Heat Treatment on the Subsequent Formation of Mixed Martensitic/Bainitic Microstructure with Carbides in a CrMo Medium Carbon Steel" Metals 9, no. 3: 312. https://doi.org/10.3390/met9030312
APA StylePapaefthymiou, S., Banis, A., Bouzouni, M., & Petrov, R. H. (2019). Effect of Ultra-Fast Heat Treatment on the Subsequent Formation of Mixed Martensitic/Bainitic Microstructure with Carbides in a CrMo Medium Carbon Steel. Metals, 9(3), 312. https://doi.org/10.3390/met9030312