Evaluation of Microstructures and Mechanical Properties of Sn-10Sb-Ni Lead-Free Solder Alloys with Small Amount of Ni Using Miniature Size Specimens


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
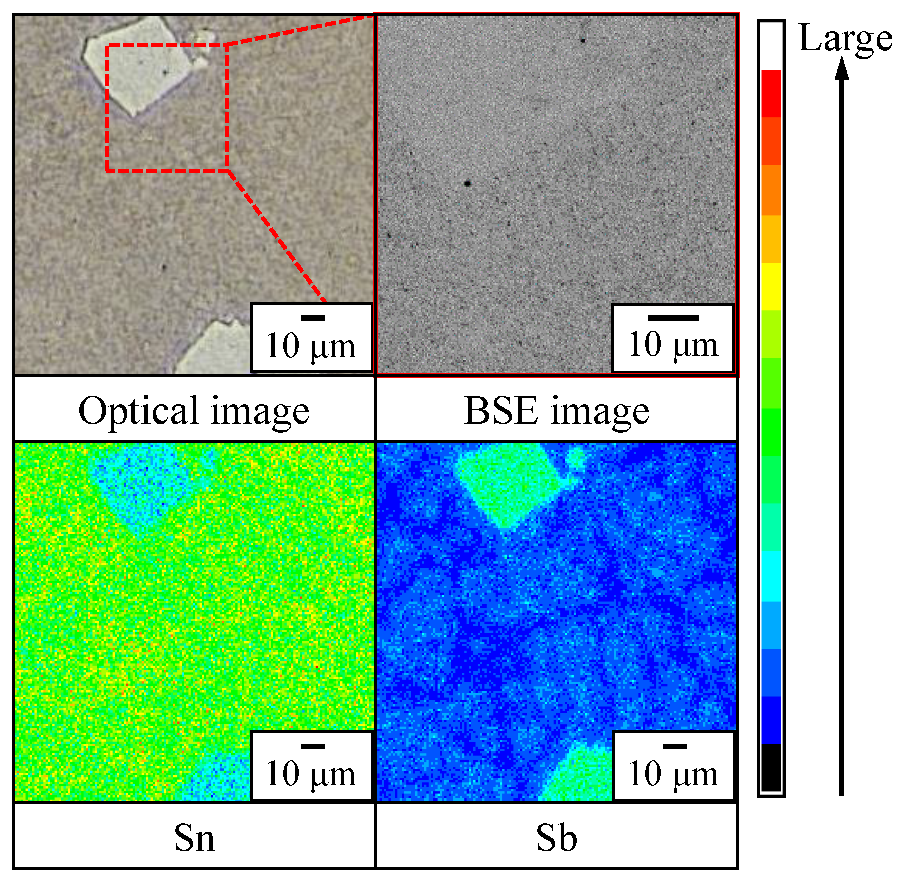
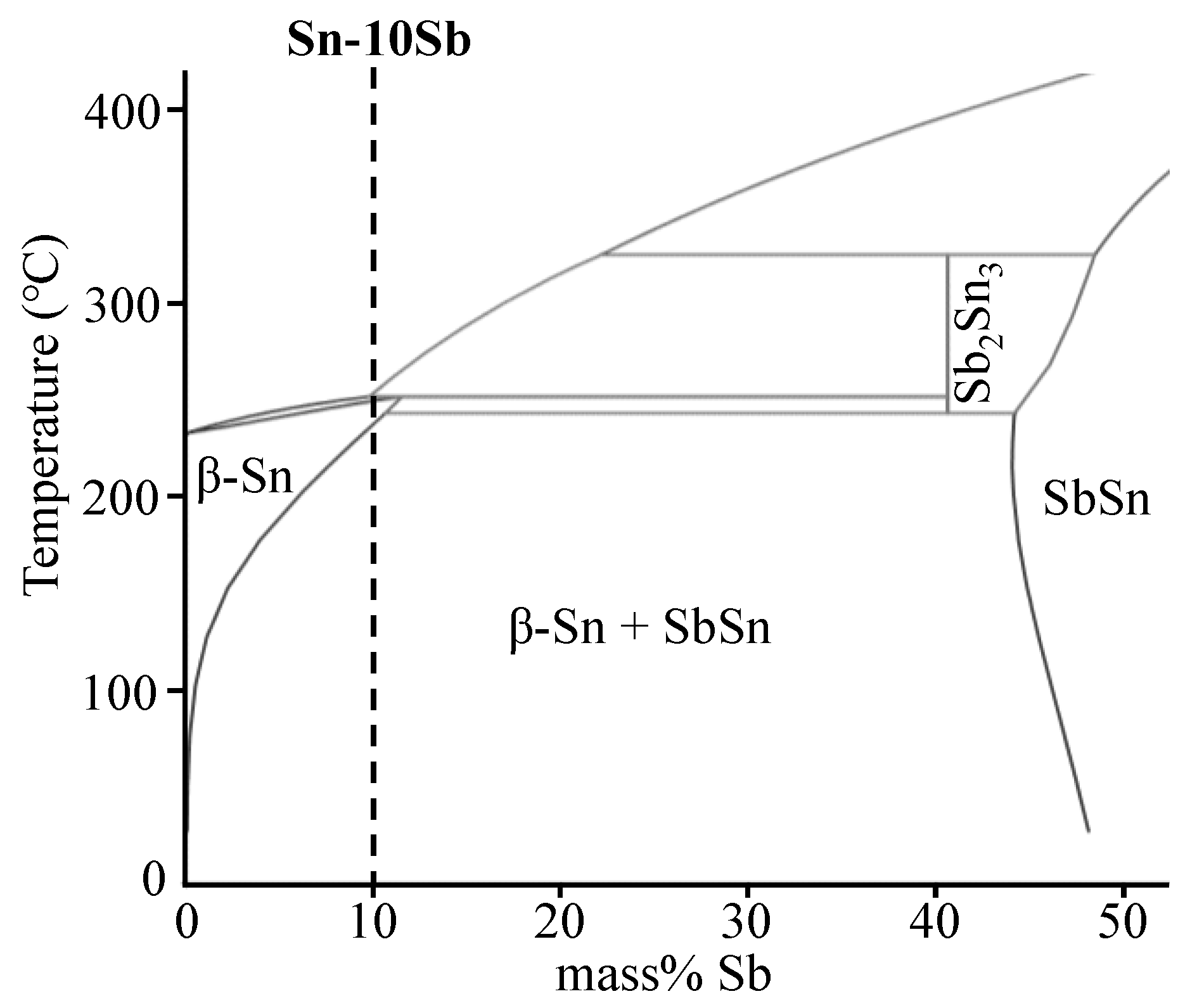
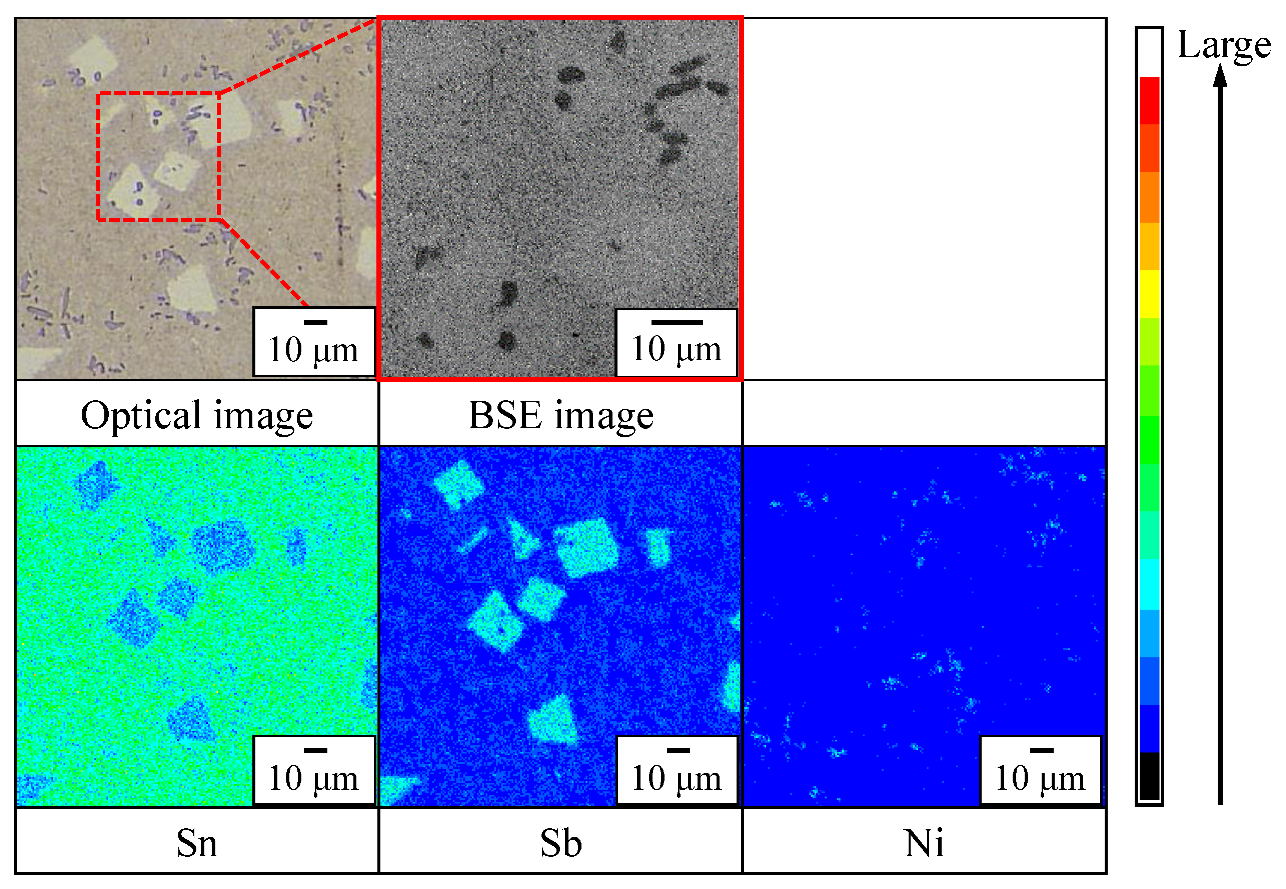
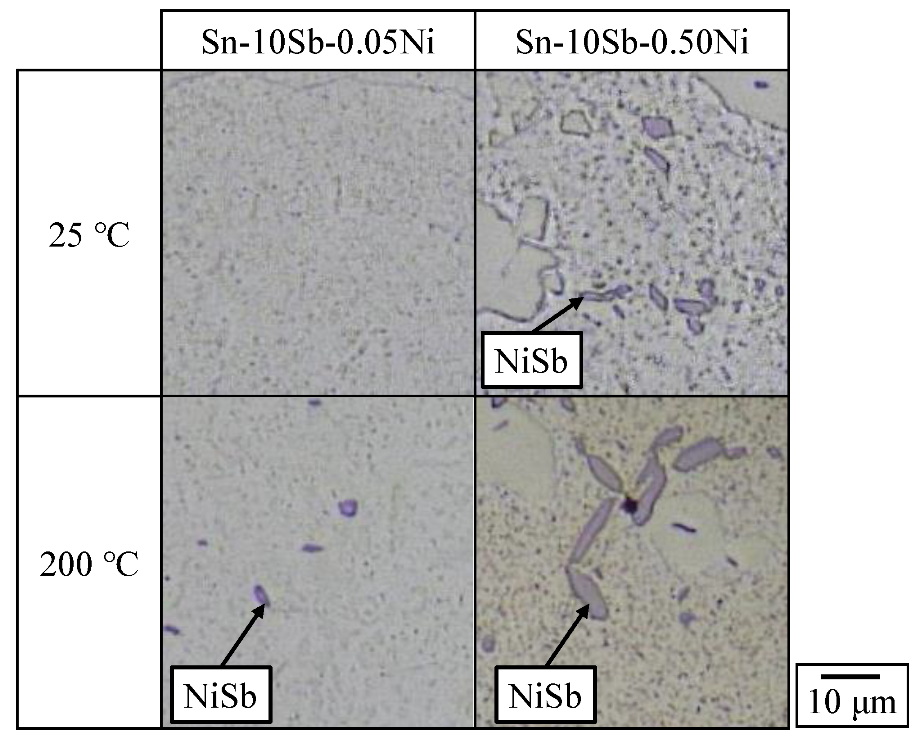
3.1. Microstructure Observation
3.2. Tensile Properties and Fracture Modes
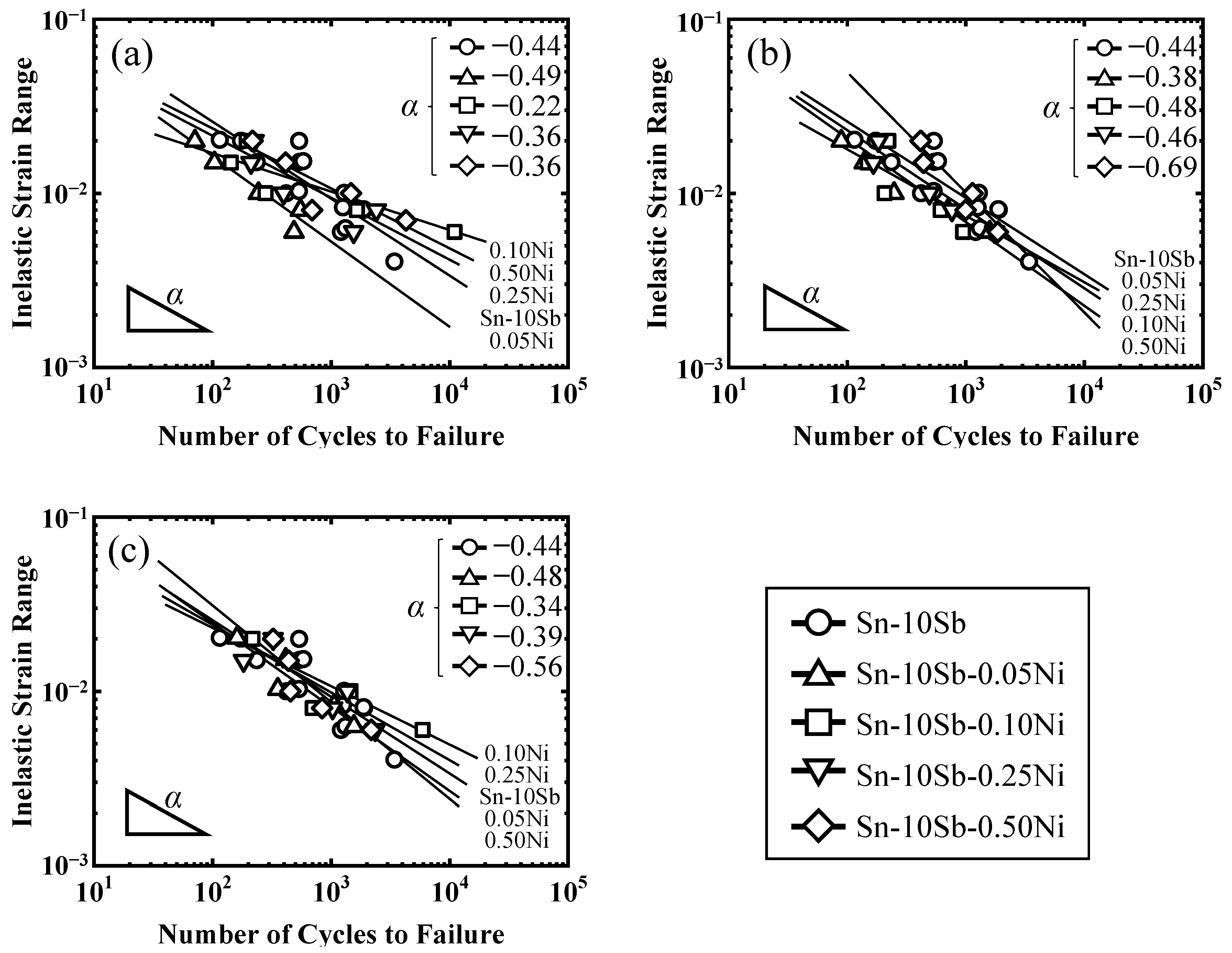
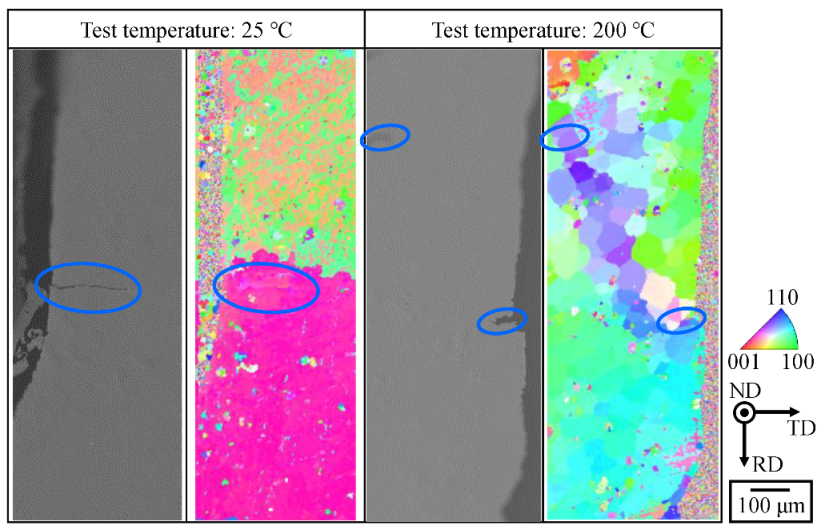
3.3. Fatigue Properties and Microstructural Change
4. Conclusions
- (1)
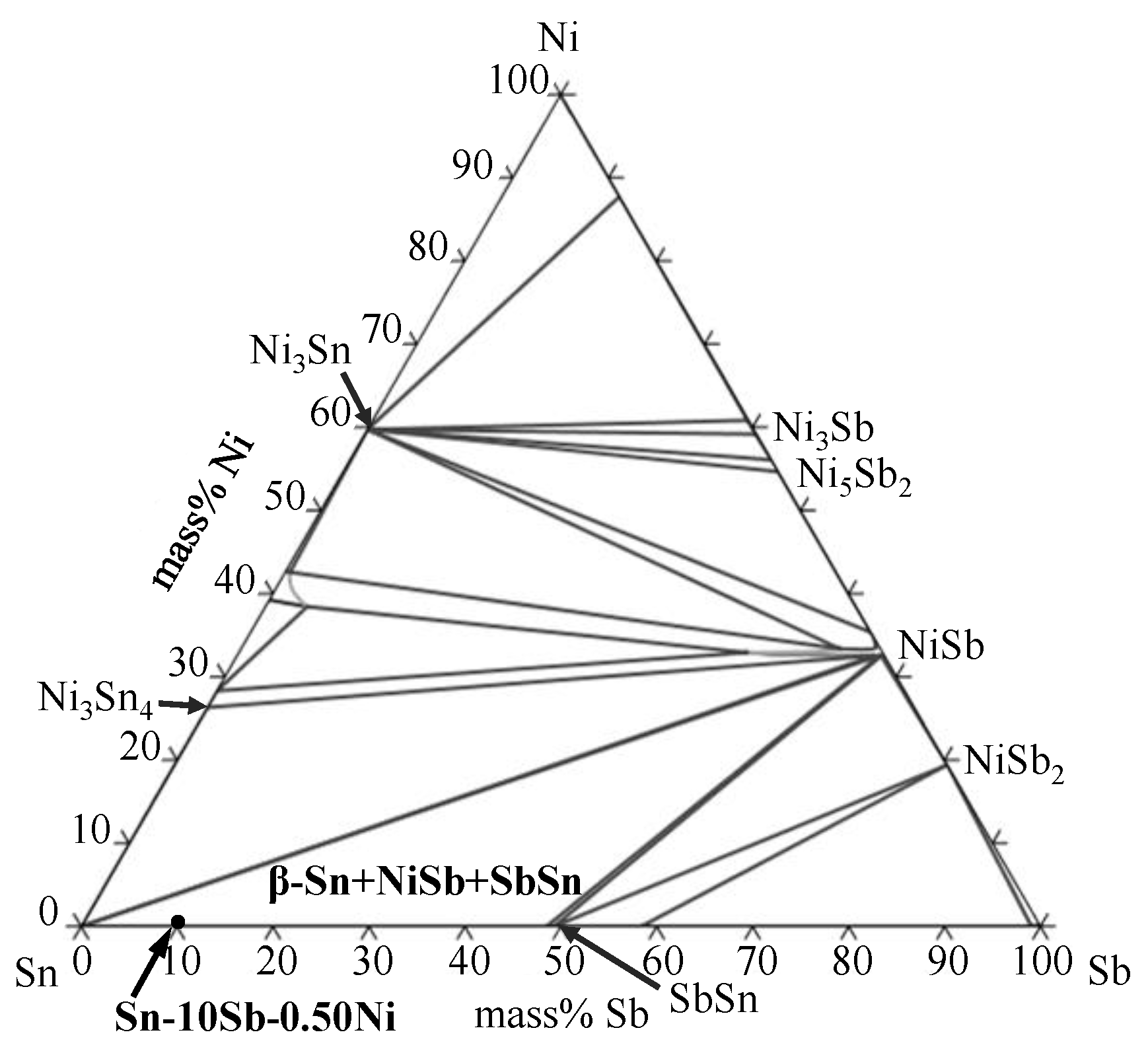
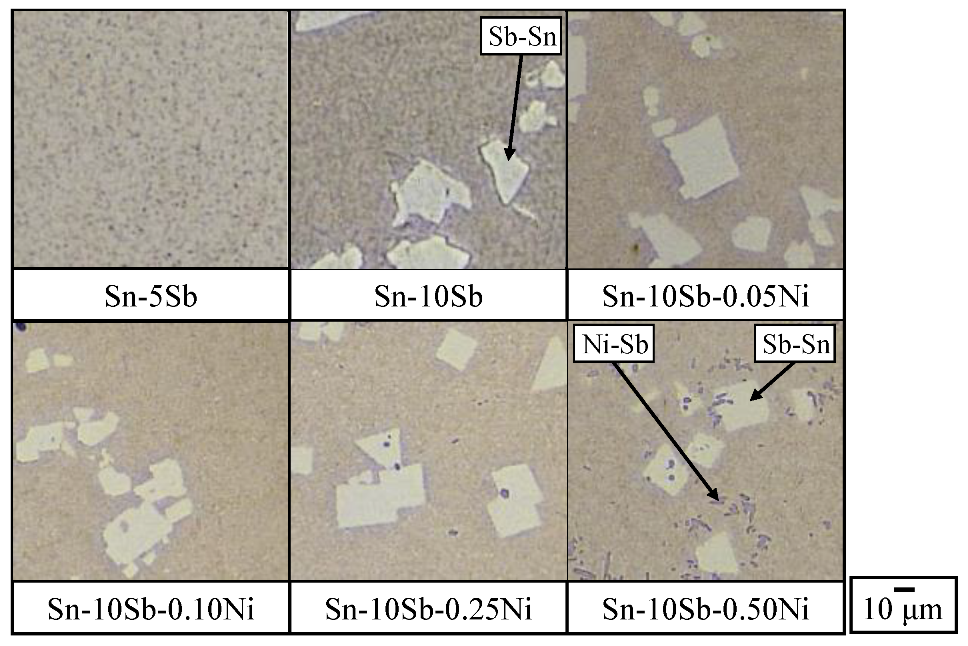
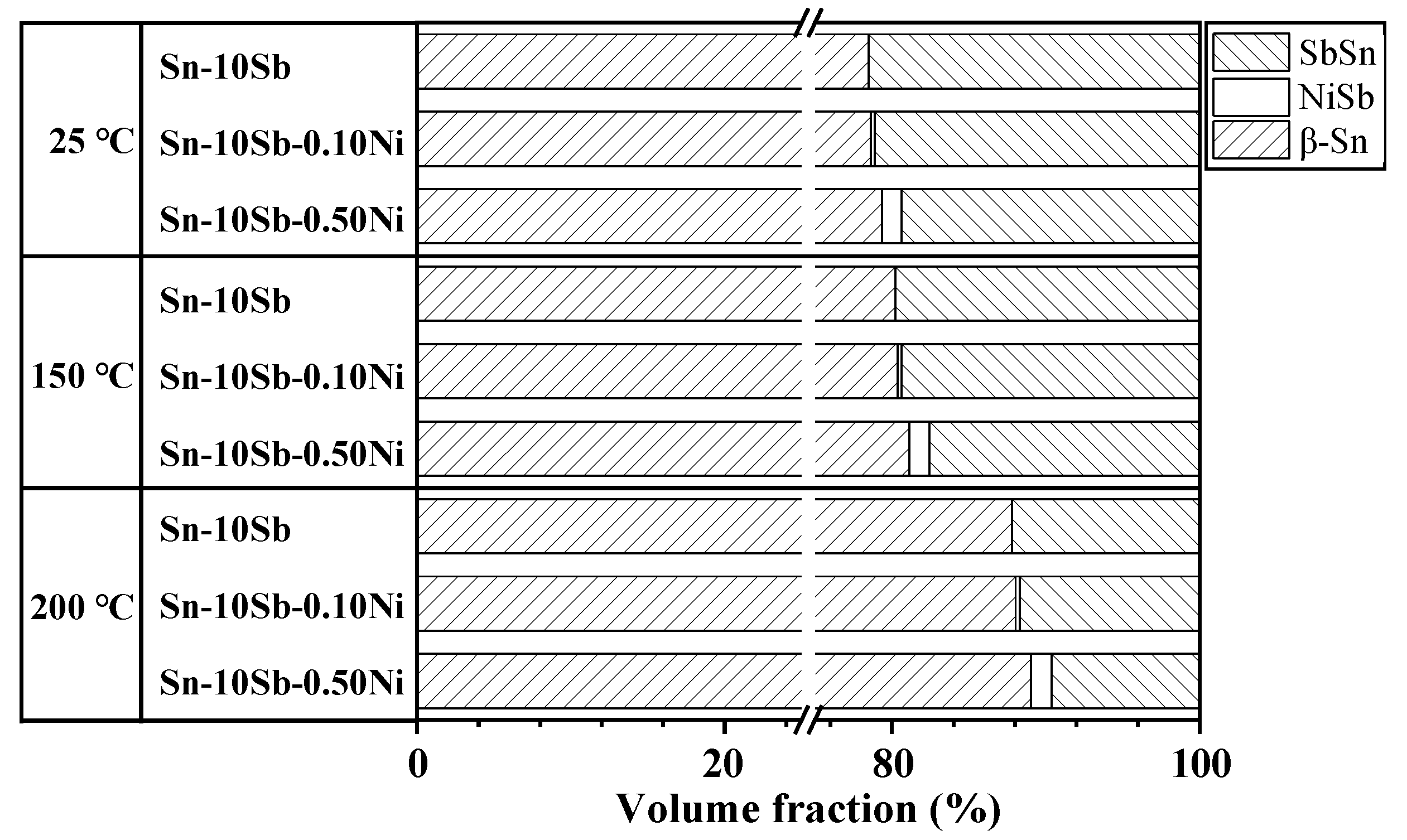
- The Sn-10Sb-Ni solder alloys with 0.05–0.50 mass% Ni have the microstructure in which Sb-Sn and Ni-Sb compounds are dispersed in β-Sn matrix. When Sb and Ni content in the Sn-Sb-Ni increases, the Sb-Sn and Ni-Sb compounds are coarsened, respectively.
- (2)
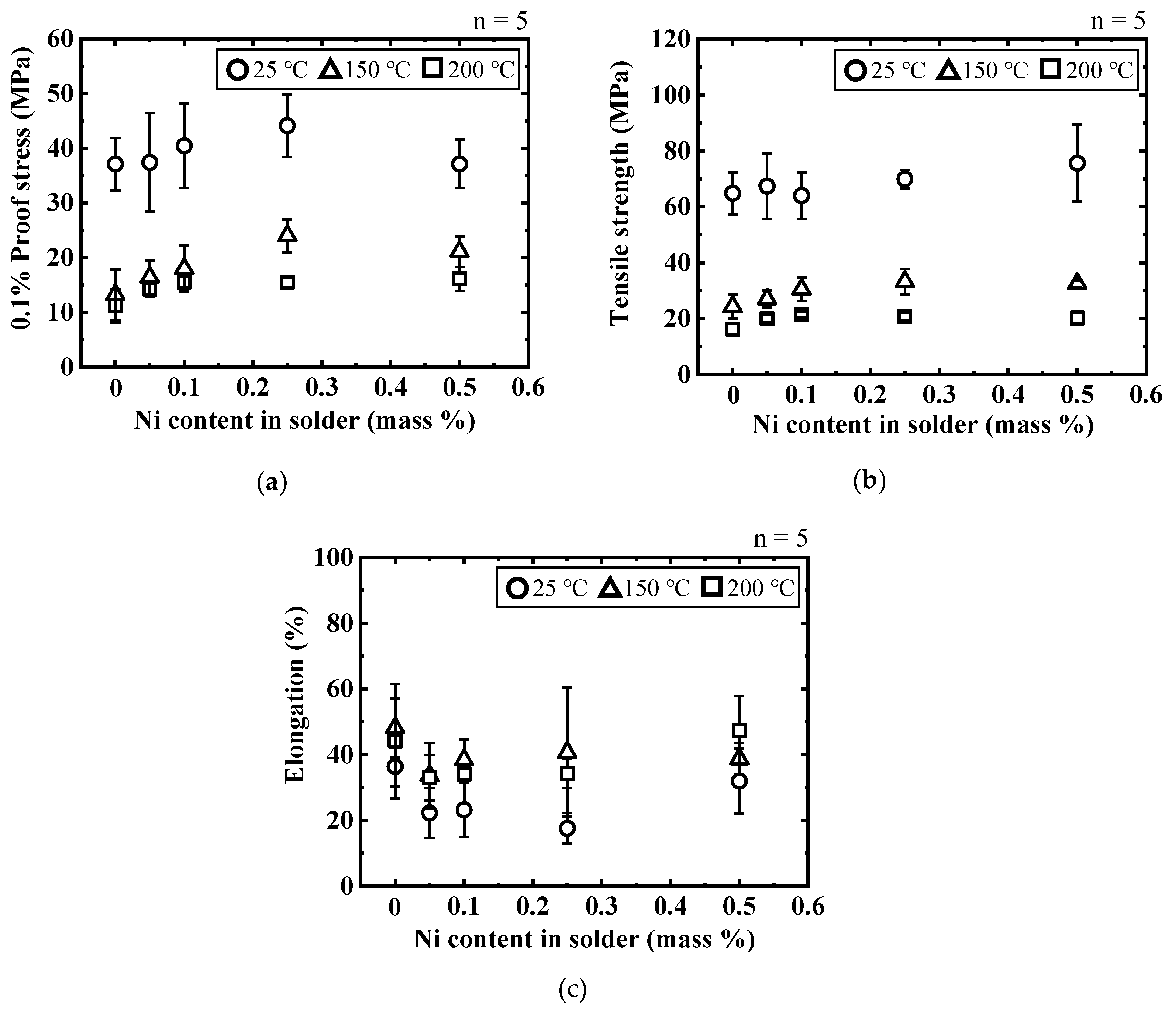
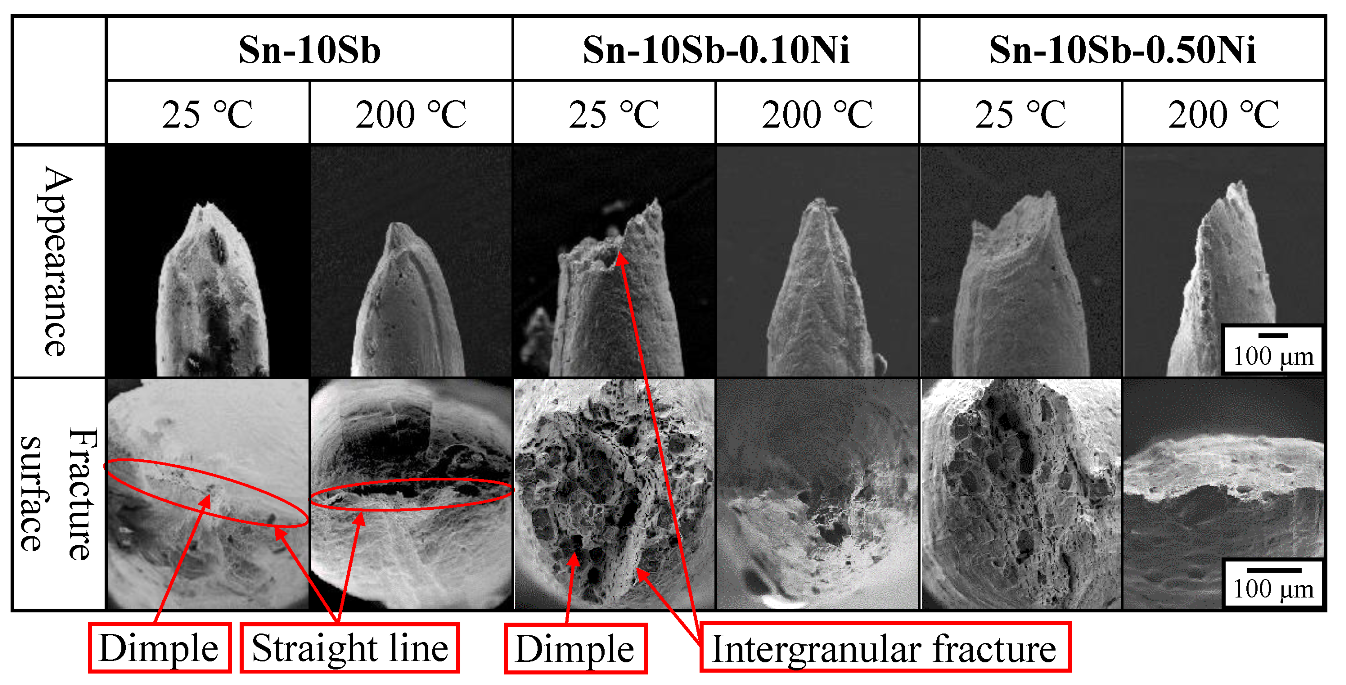
- The effects of the Ni content on tensile properties of the Sn-10Sb-Ni solder alloys is slight at 25 °C. This is because the tensile properties are largely influenced by the dispersion of the coarsened SbSn compounds. At 150 °C and 200 °C, the 0.1% proof stress and the tensile strength increase gradually with the Ni content increase, and saturate at the Ni amount over 0.25 mass%. This is because the coarsened Sb-Sn compounds decompose and Ni-Sb compounds have a large effect on the tensile properties.
- (3)
- The absolute values of the fatigue ductility exponents α of the Sn-10Sb-Ni solder alloys are smaller than that of the Sn-10Sb except for Sn-10Sb-0.05Ni at 25 °C. At 150 °C and 200 °C, the absolute values of α of all of the Sn-10Sb-Ni increase except for the Sn-10Sb-0.05Ni. In particular, the absolute values of α of the Sn-10Sb-Ni solder alloys are smaller than that of the Sn-10Sb except for Sn-10Sb-0.05Ni at 25 °C. The absolute values of α of the Sn-10Sb-0.50Ni are larger than any other solder alloys. Compared with the Sn-10Sb and Sn-10Sb-Ni, the fatigue properties of Sn-10Sb-Ni solder alloys with 0.10–0.25 mass% Ni are better than that of Sn-10Sb at 200 °C.
- (4)
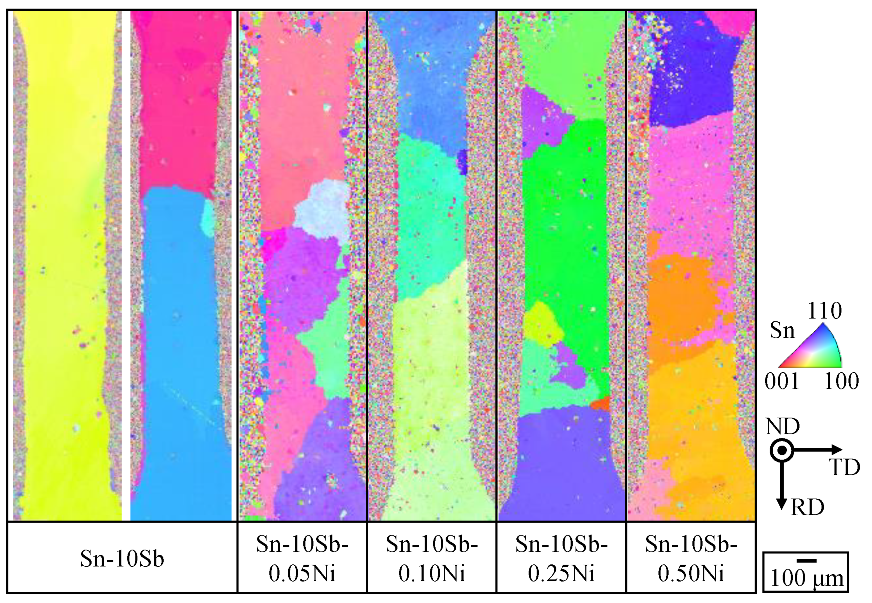
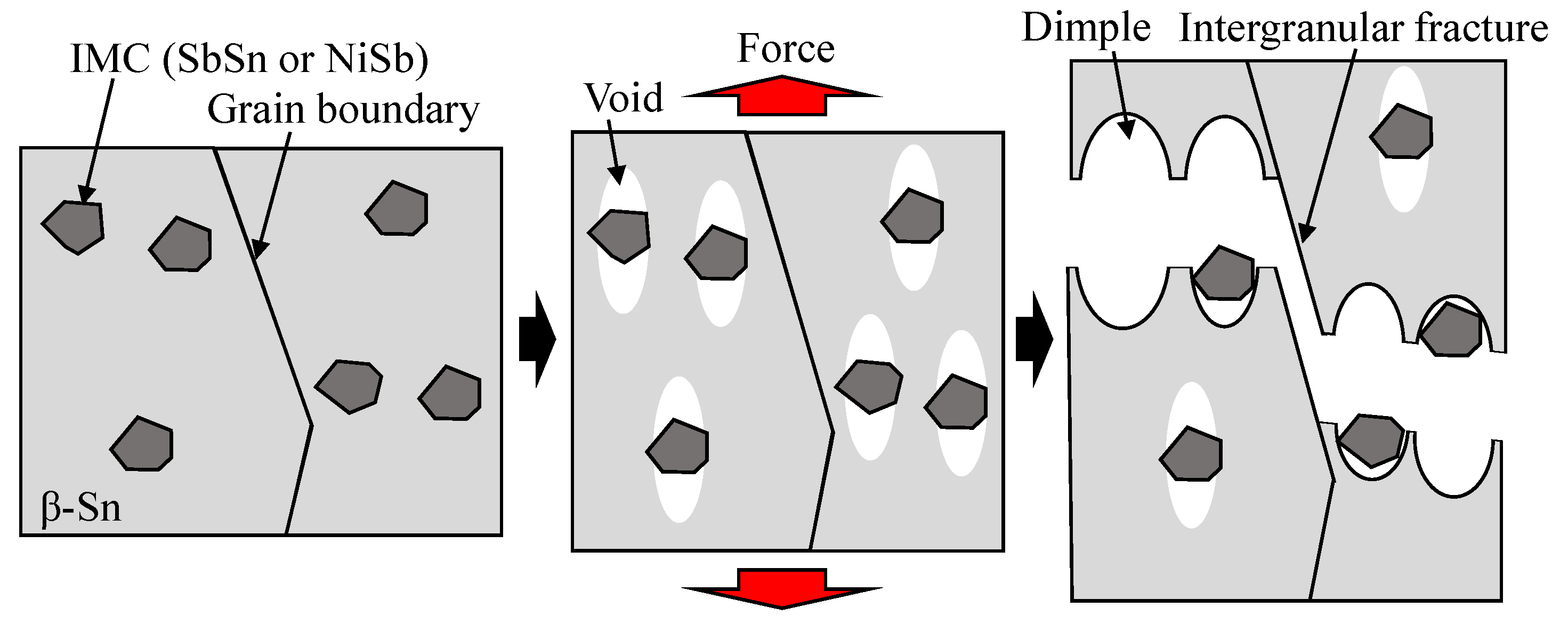
- In the Sn-10Sb-0.50Ni solder alloy, dispersed fine Ni-Sb compounds have the dislocation pinning effect and suppress local recrystallization process at 25 °C. However, at high temperature, the dislocation pinning effect decreases due to the formation of coarsened Ni-Sb compounds. Consequently, the fatigue life decreased because the crack propagates easily to the fine β-Sn grain boundaries formed by local recrystallization process.
Author Contributions
Funding
Conflicts of Interest
References
- Matallana, A.; Ibarra, E.; Lopez, I.; Andreu, J.; Garate, J.I.; Jorda, X.; Rebollo, J. Power module electronics in HEV/EV applications: New trends in wide-bandgap semiconductor technologies and design aspects. Renew. Sustain. Energy Rev. 2019, 113, 109264. [Google Scholar] [CrossRef]
- Roccaforte, F.; Fiorenza, P.; Greco, G.; Nigro, R.L.; Giannazzo, F.; Iucolano, F.; Saggio, M. Emerging trends in wide band gap semiconductors (SiC and GaN) technology for power devices. Microelectron. Eng. 2018, 187–188, 66–77. [Google Scholar] [CrossRef]
- Mu, F.; Wang, Y.; He, R.; Suga, T. Direct wafer bonding of GaN-SiC for high power GaN-on-SiC devices. Materialia 2018, 3, 12–14. [Google Scholar] [CrossRef]
- Millan, J.; Godignon, P.; Perpina, X.; Perez-Tomas, A.; Rebollo, J. A survey of wide bandgap power semiconductor devices. IEEE Trans. Power Electron. 2014, 29, 2155–2163. [Google Scholar] [CrossRef]
- Hayato, N.; Yuichiro, H.; Masafumi, H. Ultra-compact, high-reliability all-SiC module. Fuji Electr. Rev. 2013, 59, 221–225. [Google Scholar]
- Suganuma, K.; Kim, S.J.; Kim, K.S. High-temperature lead-free solders: Properties and possibilities. JOM 2009, 61, 64–71. [Google Scholar] [CrossRef]
- Kobayashi, K.; Shohji, I.; Hokazono, H. Tensile and fatigue properties of miniature size specimens of Sn-5Sb lead-free solder. Mater. Sci. Forum 2016, 879, 2377–2382. [Google Scholar] [CrossRef]
- Rettenmayr, M.; Lambracht, P.; Kempf, B.; Graff, M. High melting Pb-free solder alloys for die-attach applications. Adv. Eng. Mater. 2005, 7, 965–969. [Google Scholar] [CrossRef]
- Dias, M.; Costa, T.; Rocha, O.; Spinelli, J.E.; Cheung, N.; Garcia, A. Interconnection of thermal parameters, microstructure and mechanical properties in directionally solidified Sn-Sb lead-free solder alloys. Mater. Charact. 2015, 106, 52–61. [Google Scholar] [CrossRef]
- Chen, Y.T.; Chen, C.C. Interfacial reactions in Sn-Sb/Ni couples. J. Taiwan Inst. Chem. Eng. 2012, 43, 295–300. [Google Scholar] [CrossRef]
- Lin, C.; Lee, C.; Liu, X.; Yen, Y. Phase equilibria of the Sn-Sb-Ag ternary system and interfacial reactions at the Sn-Sb/Ag joints at 400 °C and 150 °C. Intermetallics 2018, 16, 230–238. [Google Scholar] [CrossRef]
- Chen, S.W.; Zi, A.R.; Chen, P.Y.; Wu, H.J.; Chen, Y.K.; Wang, C.H. Interfacial reactions in the Sn-Sb/Ag and Sn-Sb/Cu couples. Mater. Chem. Phys. 2008, 111, 17–19. [Google Scholar] [CrossRef]
- Chen, S.W.; Chen, C.C.; Gierlotka, W.; Zi, A.R.; Chen, P.Y.; Wu, H.J. Phase equilibria of the Sn-Sb binary system. J. Electron. Mater. 2008, 37, 992–1002. [Google Scholar] [CrossRef]
- Corbin, S.F. High-temperature variable melting point Sn-Sb lead-free solder pastes using transient liquid-phase powder processing. J. Electron. Mater. 2005, 34, 1016–1025. [Google Scholar] [CrossRef]
- Kim, J.H.; Jeong, S.W.; Lee, H.M. Thermodynamics-aided alloy design and evaluation of Pb-free solders for high-temperature applications. Mater. Trans. 2002, 43, 1873–1878. [Google Scholar] [CrossRef][Green Version]
- Kobayashi, T.; Mitsui, K.; Shohji, I. Effects of Ni addition to Sn-5Sb high-temperature lead-free solder on its microstructure and mechanical properties. Mater. Trans. 2019, 60, 888–894. [Google Scholar] [CrossRef]
- Kobayashi, T.; Kobayashi, K.; Mitsui, K.; Shohji, I. Comparison of Sn-5Sb and Sn-10Sb alloys in tensile and fatigue properties using miniature size specimens. Adv. Mater. Sci. Eng. 2018, 2018, 1416942. [Google Scholar] [CrossRef]
- Morozumi, A.; Hokazono, H.; Nishimura, Y.; Mochizuki, E.; Takahashi, Y. Influence of antimony on reliability of solder joints using sn-sb binary alloy for power semiconductor modules. Trans. Jpn. Inst. Electron. Packag. 2015, 8, 8–17. [Google Scholar] [CrossRef][Green Version]
- Shohji, I.; Toyama, Y. Effect of strain rate on tensile properties of miniature size specimens of several lead-free alloys. Mater. Sci. Forum 2014, 783, 2810–2815. [Google Scholar] [CrossRef]
- Kariya, Y.; Niimi, T.; Suga, T.; Otsuka, M. Isothermal fatigue properties of Sn-Ag-Cu alloy evaluated by micro size specimen. Mater. Trans. 2005, 46, 2309–2315. [Google Scholar] [CrossRef]
- Telang, A.U.; Bieler, T.R. The orientation imaging microscopy of lead-free Sn-Ag solder joints. J. Miner. Met. Mater. Soc. 2005, 57, 44–49. [Google Scholar] [CrossRef]
- Takahashi, H.; Kawakami, T.; Mukai, M.; Ohno, N. Thermal fatigue life simulation for Sn-Ag-Cu lead-free joints. J. Jpn. Inst. Electron. Packag. 2004, 7, 308–313. [Google Scholar] [CrossRef]
- Kanchanomai, C.; Miyashita, Y.; Mutoh, Y. Low-cycle fatigue behavior of Sn-Ag, Sn-Ag-Cu, and Sn-Ag-Cu-Bi lead-free solders. J. Electron. Mater. 2002, 31, 456–465. [Google Scholar] [CrossRef]
- Lee, C.C.; Chang, K.C. Lead-free solder joint reliability estimation of flip chip package using FEM-based sensitivity analysis. Solder. Surf. Mt. Technol. 2009, 21, 31–41. [Google Scholar] [CrossRef]
- Pang, J.H.L.; Xiong, B.S.; Low, T.H. Low cycle fatigue study of lead free 99.3Sn-0.7Cu solder alloy. Int. J. Fatigue 2004, 26, 865–872. [Google Scholar] [CrossRef]
- Libot, J.B.; Alexis, J.; Dalverny, O.; Arnaud, L.; Milesi, P.; Dulondel, F. Microstructural evolutions of Sn-3.0Ag-0.5Cu solder joints during thermal cycling. Microelectron. Reliab. 2018, 83, 64–76. [Google Scholar] [CrossRef]
- Terashima, S.; Tanaka, M. Thermal fatigue properties of Sn-1.2Ag-0.5Cu-xNi flip chip interconnects. Mater. Trans. 2004, 45, 681–688. [Google Scholar] [CrossRef][Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Strain Rate (s−1) |
|---|---|
| 25, 150, 200 | 2.0 × 10−1 |
| Temperature (°C) | Strain Rate (s−1) | Total Strain Range (%) |
|---|---|---|
| 25, 150, 200 | 2.0 × 10−3 | 0.4–2.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kobayashi, T.; Shohji, I. Evaluation of Microstructures and Mechanical Properties of Sn-10Sb-Ni Lead-Free Solder Alloys with Small Amount of Ni Using Miniature Size Specimens. Metals 2019, 9, 1348. https://doi.org/10.3390/met9121348
Kobayashi T, Shohji I. Evaluation of Microstructures and Mechanical Properties of Sn-10Sb-Ni Lead-Free Solder Alloys with Small Amount of Ni Using Miniature Size Specimens. Metals. 2019; 9(12):1348. https://doi.org/10.3390/met9121348
Chicago/Turabian StyleKobayashi, Tatsuya, and Ikuo Shohji. 2019. "Evaluation of Microstructures and Mechanical Properties of Sn-10Sb-Ni Lead-Free Solder Alloys with Small Amount of Ni Using Miniature Size Specimens" Metals 9, no. 12: 1348. https://doi.org/10.3390/met9121348
APA StyleKobayashi, T., & Shohji, I. (2019). Evaluation of Microstructures and Mechanical Properties of Sn-10Sb-Ni Lead-Free Solder Alloys with Small Amount of Ni Using Miniature Size Specimens. Metals, 9(12), 1348. https://doi.org/10.3390/met9121348